KR880000750B1 - 연마된 제품 표면의 미세한 결점 검사방법 및 장치 - Google Patents
연마된 제품 표면의 미세한 결점 검사방법 및 장치 Download PDFInfo
- Publication number
- KR880000750B1 KR880000750B1 KR8202056A KR820002056A KR880000750B1 KR 880000750 B1 KR880000750 B1 KR 880000750B1 KR 8202056 A KR8202056 A KR 8202056A KR 820002056 A KR820002056 A KR 820002056A KR 880000750 B1 KR880000750 B1 KR 880000750B1
- Authority
- KR
- South Korea
- Prior art keywords
- channel
- signal
- predetermined
- scan
- threshold
- Prior art date
Links
Images




Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Testing Or Measuring Of Semiconductors Or The Like (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Prostheses (AREA)
- Road Signs Or Road Markings (AREA)
Abstract
내용 없음.
Description
제1도는 본 발명에 따른 장치의 바람직한 예를 나타내는 사시도.
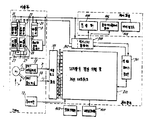
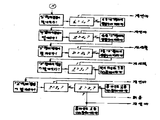
제2도는 상기 장치의 블록도.
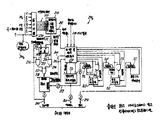
제3(a)도는 상기 장치의 "어두운 채널" 아날로그 부분의 블록도.
제3(b)도는 장치의 "밝은 채널" 아날로그 부분의 블록도.
제4도는 장치의 스캔 매트릭스의 개략도.
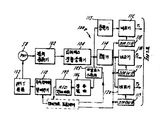
제5도는 본 발명 방법에 이용되는 연부 트랙커의 연산장치의 블륵도.
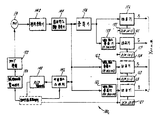
제6도는 본 발명 방법에 이용되는 결점 식별 연산장치의 블록도.
제7(a)도 및 제7(b)도는 본 발명 방법에 이용되는 선별 처리 연산장치의 블록도.
* 도면의 주요부분에 대한 부호의 설명
52, 56 : 반사광 콜렉터 53, 59 : 광수집소자
54, 58 : 광전자 증배관 55, 57 : 다이크로익 필터
116, 118, 120 : 스레시호울드 비교기 회로 160, 164, 168 : 비교기
200 : 결점식별 및 처리 회로 224 : ROM
228 : 비교기 238 : RAM
254 : 타이밍 및 제어 회로
본 발명의 완성된 제품의 미세한 표면 홈을 검사하기 위한 방법 및 장치에 관한 것이다.
반도체 제조업자는 트랜지스터 및 집적회로와 같은 솔리드 스테이트 소자들의 제조에 있어서 기질로서 실리콘 웨이퍼 디스크를 이용한다.
미크론 크기의 먼지, 결정 결함, 긁힌 자국, 홈과 같은 각종 형태의 홈집의 발생은 소자 조립 과정에 유해하고 각개 소자의 생산률에 불리한 영향을 끼친다.
현재, 실리콘 웨이퍼의 제조 및 직접회로의 조립시 수동이고 시각적인 검사 기술이 이용된다. 그 수동 기술은 웨이퍼 표면을 조명하는 강한 광원을 이용한다. 검사인은 적절한 광반사각으로 그 웨이퍼를 조정하고 수초 동안 웨이퍼 표면을 시각적으로 관찰하여 웨이퍼의 표면 품질을 결정한다. 그 수동 기술이 대략 5미크론 정도의 먼지 및 흙 입자 및 긁힌 자국들을 검출하는 데는 적당하지만, 더 작은 크기의 결함들은 검출하지 못한다.
실리콘 웨이퍼를 검사하기 위해 스캐닝 레이저 비임을 이용하는 기술이, "저어널 오브 일렉트로닉 머티리얼스(Journal of Electronic Materials)" 3권 1호(1974년), 225-241페이지에 발표된 "디. 알 오스왈드" 및 "디. 에프. 모로"의 "전자 재료 표면 평가를 위한 레이저 스캔 기술"이라는 논문에 발표되었다. 그눈문에 기술된 장치에서, 먼저 3밀리왓트 레이저로부터의 전다(電磁)복사선 비임이 그의 원래의 직경으로부터 큰 직경으로 확대되어 비틀림 진동 거울(torsional oscillating mirror)에 투사되고, 그 거울은 그 확대된 비임을 90℃로 반사시켜 렌즈로 보낸다. 그 거울의 회전축은 렌즈의 전방 촛점 면에 위치하고 그의 광학축과 교차한다. 검사될 웨이퍼 표면은 렌즈의 타측부에 배치되며, 집중된 비임이 그 웨이퍼 표면에 수직으로 입사되고, 웨이퍼가 주사선을 지나 횡으로 이송될 때 그 표면에 라인-주사된다.
결점이 없을 때 모든 광은 그 표면으로부터 수직으로 입사로를 따라 역으로 반사된다. 집중된 스폿트가 웨이퍼 표면상의 결점에 부딪친 때 광이 그 결점에 의해 산란되어, 주 복귀 비임 주위의 바로 인접한 국부적인 공간이 산란된 광에너지를 갖게 된다. 구멍을 가진 거울이 레이저 발생기와 진동거울사이에서 비임 통로에 배치되어, 상기 확대된 비임이 상기 발생기로부터 진동거울로 전송되게 하고 수광된 산란 광의 반사표면을 제공한다.
구멍을 가진 거울로부터 반사된 산란광은 수광렌즈에 의해 신호 검출기에 집중된다. 그 신호 검출기에 의해 수광된 산란광의 변동이 웨이퍼 표면상의 결점의 존재를 나타내는데 사용된다.
기억 오실로스코프 및 결점 카운터가 결점의 위치와 갯수를 나타내는데 이용된다.
그 종래 장치는 직경 8미크론 이상의 결점들과 1미크론 정도의 약간의 결점들(그들이 적절한 광 산란 특성을 가지는 경우)를 성공적으로 검출 및 계수한다.
종래 기술이 실험실 및 모형의 구체예에는 어느정도 성공적인 자동 검사 시스템을 개발하였으나, 실제 산업에의 적용에서는 전술한 수종 기술보다 우수한 것이 되지 못하였다. 반도체 산업의 기본적인 요구는 실리콘 웨이퍼늬 미세한 흠집(1미크론 이상)을 검출하고 그들 홈들을 형태별로 분류하고 각개 검사된 웨이퍼의 허용가부를 자동적으로 평가할 수 있는 완전한 검사시스템이다.
반도체 산업에서 인정되는 결점의 형태는 미국 국립 표준 협회, ASTM F154-76에 정의되어 있고, 긁힌 자국, 구멍(pit), 매립된 연마 입자, 헤이즈(Haze), 오염물, 연부 칩(edge chip), 갈라진 금, 주름(crows feet), 크레이터(crater), 요홈(dimple), 홈(groove), 돌기, 오렌지 곰보(orange peel), 톱 표식(saw mark), 및 줄무늬로 분류된다.
실리콘 웨이퍼를 제조하는 공정은 큰 원석으로부터 웨이퍼 디스크를 전달하고, 그 디스크를 연마한 후 세척하는 단계들을 포함한다. 그 공정에서, 하나 이상의 전술한 결점들이 제조된 웨이퍼 디스크에 발생될 수 있다. 몇몇 경우, 먼지만이 존재하는 웨이퍼 디스크는 완전 폐기될 필요가 없고 세척공정을 다시 거치게 된다. 그러나, 홈, 헤이즈 또는 긁힌 자국과 같은 결점들이 있는 경우에는 재차 연마 및 세척을 행하여 허용 가능한 수준으로 되게 한다. 톱 표식 및 다른 심한 비틀림과 같은 큰 결점을 가진 웨이퍼는 완전히 사용될 수 없는 것으로 폐기된다.
본 발명의 목적은, 반사표면상의 결점들의 존재를 감지하고 그 감지된 결점을 형태에 따라 분류하는 반사표면 검사 방법 및 장치를 제공하는데 있다.
본 발명의 다른 목적은, 제품의 표면상의 여러가지 형태의 결점들의 존재를 감지하고 그 감지된 결점들의 수 및 형태에 따라 제품의 표면을 평가하는 자동 검사 장치을 제공하는데 있다.
본 발명의 또 다른 목적은 미크론 이하의 크기의 결점들을 감지하고, 검사된 제품이 허용되는가 또는 재세척되어야 하는가 또는 재연마되어야 하는가 또는 폐기되어야 하는가를 결정할 수 있는 표면검사 방법 및 장치를 제공하는데 있다.
본 발명에 따라, 연마된 표면에 전자기 복사선의 좁은 비임을 반복적으로 주사하고 결점의 존재 및 형태를 그 표면으로 부터 반사되는 정반사 및 난반사 비임 복사선들에 의해 결정하여 제품의 연마된 표면상의 미세한 표면 결점들을 검사하는 방법에 있어서, 표면 결점에 의해 야기된 정반사 복사선의 변화를 나타내는 "밝은(light) 채널" 출력 신호를 발생시키고, 표면 결점에 의해 야기된 난반사 복사선을 나타내는 "어두운(dark)채널" 출력 신호를 발생시키고, "밝은 채널" 출력 신호를 미리정해진 제1스레시호울드(threshold) 수준과 비교하여, "밝은 채널" 출력 신호와 상기 제1스레시호울드 수준이 미리 정해진 값만큼 차이가 있을때 해당 제1스레시호울드 카테고리 채널에 미리정해진 신호 수준을 발생시키고, 미리 정해진 주파수 범위내의 주파수 성분들을 가진 "밝은 채널" 출력 신호의 부분들을 밴스패스 스레시호울드 수준과 비교하여, "밝은 채널" 출력 신호의 상기 부분들과 밴드패스 스레시호울드 수준이 미리정해진 신호수준을 발생시키고, "어두운 채널" 출력 신호와 해당 스레시호울드 수준이 미리정해진 값만큼 차이가 있을 때 해당 스레시호울드 카테고리 채널에 미리정해진 상응하는 신호 수준을 발생시키고, 검사받는 제품의 표면상의 다수의 단위 샘플링 지역들을 형성하도록 매 주사시 그리고 다수의 연속적인 주사시 여러번 스레시호울드 카테고리 채널들을 타임 샘플링하고, 샘플된 스레시호울드 카테고리 채널들내 출력 신호 수준들의 발생을 출력 신호 수준들이 발생된 각개 스레시호울드 카테고리 채널들에 따른 디지탈 값으로 전환(translate)시키고, 스캔내 시간위치에 따른 각 디지탈 값을 기억시키고, 그 기억된 디지탈 값을 해당 단위 샘플링 지역내 유사한 시간 위치의 각개 연속적인 디지탈 값과 비교하여, 그 비교된 디지탈 값들중 큰 것을 상기 해당 단위 샘플링 지역을 지정하는 값으로 제공하고, 유사한 지정된 단위 샘플링 지역들의 발생을 누적시키고, 미리셋트된 누적치들에 따라 제품의 표면 품질을 평가하는 단게들로 구성된 것을 특징으로 하는 연마된 제품 표면의 미세한 결점을 검사하는 방법이 제공된다.
본 발명은 또한, 제품의 주사선에 횡의 방향으로 미리정해진 속도를 이송되는 검사 표면을 가로질러 주사선을 따라 전자기 복사의 좁은 비임을 반복적으로 주사하는 주사 수단을 포함하고 전술한 방법에 따라 연마된 제품 표면의 미세한 결점들을 검사하는 장치에 있어서, 제품(wi)의 연마된 표면으로부터 정반사된 전자기 복사선을 받고, 상기 연마된 표면상에 존재하는 결점들에 의해 야기된 상기 수광된 정반사 복사선의 변화를 나타내는 "밝은 채널" 출력 신호를 발생시키는 "밝은 채널" 수단 ;
제품 표면에 존재하느 결점들로부터 난반사된 전자기 복사선을 받고, 그 수광된 난반사 복사선을 나타내는 "어두운 채널" 출력 신호를 발생시키는 "어두운 채널" 수단;
"밝은 채널" 출력 신호를 미리정해진 제1스레시호울드 수준과 비교하여, "밝은 채널" 출력 신호와 상기 제1스레시호울드 수준이 미리 정해진 값만큼 차이가 있을때 해당 제1스레시 호울드 카테고리 채널에 미리 정해진 신호 수준 출력을 발생시키기 위하여 "밝은 채널" 수단에 연결된 제1비교수단 :
미리 정해진 주파수 범위내의 주파수 성분들을 가진 "밝은 채널" 출력 신호의 통과된 부부들을 밴드패스 스레시호울드 수준과 비교하여 "밝은 채널" 출력 신호의 상기 통과된 부분들과 상기 밴드패스 스레시호울드 수준이 미리 정해진 값만큼 차이가 있을때 해당 제2스레시 호울드 카테고리체널에 미리 정해진 신호 수준 출력을 발생시키기 위하여 "밝은 채널" 수단에 연결된 제2비교수단 ;
"어두운 채널" 출력 신호를 다수의 미리정해진 스레시호울드 수준들과 비교하여, "어두운 채널" 출력 신호와 해당 스레시호울드 수준이 미리 정해진 값만큼 차이가 있을때 해당 스레시호울드 카테고리 채널에 미리 정해진 상응하는 신호 수준출력을 발생시키도록 "어두운 채널" 수단에 연결된 제3비교수단 ;
다수의 샘플링 지역들을 형성하기 위해 매주사시 그리고 다수의 연속적인 주사시 여러번 스레시호울드 카테고리 채널들을 타임 샘플링하는 수단 ;
샘플된 스레시호울드 카테고리 채널들내 출력 신호 수준들의 발생을, 출력 신호 수준들이 발생된 각개 스레시호울드 카테고리 채널들에 따른 디지탈 값으로 전환시키는 트랜스레이팅수단 ;
스캔내 시간 위치에 따른 각 디지탈 값을 기억시키는 기억 수단 ;
기억된 디지탈 값을 해당 샘플링 지역내 유사한 시간 위치의 각개 연속적인 디지탈 값과 비교하여, 그 비교된 디지탈 값들중 큰 것을 해당 샘플링 지역을 지정하는 값으로 제공하는 제4비교 수단 ; 및 유사한 지정된 샘플링 지역들의 발생을 누적하고 미리셋트된 누적치들에 따라 제품의 표면 품질을 평가하는 누적 및 평가수단이 설치되는 것을 특징으로 하는 연마된 제품 표면의 미세한 결점 검사를 위한 장치를 제공한다.
후술되는 바와 같이, 본 발명 장치는 자동 이송 취급시스템, 광학적 검사부 및, 검사 정보를 분석하고 각개 웨이퍼들의 분류를 제어하기 위한 전자 회로를 구비한 신호 처리부를 가지고 있는 장치에 구체화 될 수 있다.
그러한 장치의 연속 이송장치는 저장 카셋트들로부터 검사지역으로, 그리고 각개 검사 결과에 따라 상기 검사지역으로부터 별도의 "선별된" 카셋트들로 각개 웨이퍼들의 분류를 제어하기 위한 전자 회로를 구비한 신호 처리부를 가지고 있는 장치에 구체화 될 수 있다.
그러한 장치의 연속 이송장치는 저장 카셋트들로부터 검사지역으로, 그리고 각개 검사 결과에 다 상기 검사지역으로부터 별도의 "선별된' 카셋트들로 각개웨이퍼들을 공급할 수 있다. 그 이송 시스템은 한번에 하나씩 웨이퍼들을 자동적으로 배출하는 도입 엘리베이터 모듀울들과, 그 웨이퍼를 검사지역을 지나 이동시키는 이송 스파인(spine), 및 한번에 하나씩 웨이퍼들을 자동적으로 분류하여 적절히 선택된 카셋트들내에 주입하는 배출 엘리베이터 모듀울을 포함한다. 그 평가 범주는 "허용", "재세척", "재연마" 및 "폐기"이다.
광학 검사부는 이송된웨이퍼 표면과 일치하는 면에 촛점을 이루는 저출력 헬륨 네온 레이저 광원을 포함한다. 그 비임은 100%의 검사를 제공하도록 웨이퍼 이송 방향에 횡으로 반복적으로 주사된다. 웨이퍼로 부터의 반사광은 정반사광과 난반사광을 각각 수집하도록 떨어져 있는 2개의 광섬유 콜렉터(collector)들에 수광된다. 정반사광 콜렉터는 좁은 슬리트 구멍을 가지고 있어, 표면 불균일에 의해 상기 정반사 광이 슬리트에 대하여 벗어나게 되고, 콜렉터에 전달되는 에너지의 양을 감소시킨다. 난반사광 콜렉터는 웨이퍼 표면에 대략 수직으로 위치되고, 어떤 표면 불균일부분에 의해 산란된 광의 일부를 수집한다.
광섬유 콜렉터들에 의해 수집된 광의 다이크로익 필터(dichroic filter)에 통과되어, 레이저 파장의 것외의 어떤 주위광을 제거하도록 한다. 다음, 그 수집된 광은 1쌍의 광전자 증배관(photo-mutiplier tube)에 보내져 전기 출력 신호들을 신호 처리부에 제공한다.
그 신호 처리부는 광전자 증배관들로 부터 전기 출력 신호들을 수신하고 7비트 어드레스 형태의 리얼(real) 타임 정보의 7개의 채널을 제공하기 위한 아날로그 회로를 포함한다. 7채널의 상기 정보는, 상기 전기 출력 신호들을 각종 스레시호울드 수준들과 비교함에 의해(난반사 광의 경우), 그리고 각종 주파수 성분들을 발췌하여 그들 성분들을 미리정해진 스레시호울드 수준들과 비교함에 의해(정반사의 경우) 발생된다.
7 채널들 중 3개는 난반사광 수광 광전자 증배관 출력 신호를 3개의 별도의 스레시호울드 수준들과 비교함에 의해 상기 광전자 증배관 출력 신호로 부터 얻어진 정보를 함유한다. 나머지 4개의 채널들은 별도의 주파수 성분들을 통과시키도록 반사광 수광 광전자 증배관 출력 신호를 여과하고 다음, 그들 성분들을 별도의 스레시호울드 수준들과 비교함에 의해(3개 채널의 경우), 그리고 상기 출력 신호를 스레시호울드 수준과 비교함에 의해(4번째 채널의 경우) 상기 광전자 증배관 출력 신호로부터 얻어진 정보를 함유한다.
7비트 어드레스는 검사중의 웨이퍼 표면의 디지탈 도해(map)를 작성하는데 사용되는 결점 취급 논리 네트웨크에 적용된다. 주사 웨이퍼는 다수의 작은 지역들로 분할되고, 각 단위지역에 그 지역내의 가장 심한 결점 형태를 나타내는 이진 부호가 부여된다. 결점이 없는 단위 지역은 0의 부호로 나타내어진다.
각 단위 지역의 위치 부호 및 결점부호는 메모리장치에 임시 저장되고, 검사된 웨이퍼의 등급 및 분류에 필수적인 정보로 사용된다.
각 검사된 웨이퍼를 평가하기 위한 연산장치는 사용자에 의해 명령되는 것과 같은 우선순위 루우틴(prioritization routine)에 따라 상기 기억된 결점 부호들의 누적된 수를 비교한다. 가장 심한 결점 부호들의 수는 허용가능한 수의 값과 비교되고, 그 수가 허용가능한 수의 값내에 있을 때 덜 심한 결점 부호의 총합에 부가된다. 이 과정은, 허용가능한 수의 값들 중 하나가 초과되거나 또는 모든 결점 부호들이 정사(精査)되고 허용가능한 수의 값들 중 어느 것도 초과되지 않음이 확인될때까지 계속된다. 첫번째, 겨울, 웨이퍼는 "폐기", "재연마" 또는 "재세척"으로 평가되고, 두번째 경우에는 웨이퍼가 "허용"되는 것으로 평가된다.
웨이퍼를 그의 적절한 카셋트로 분류하는 외에, 본 발명장치는 검사전, 처리되느 결점들의 원인을 수정하도록 처방정보를 제공하도록 각 웨이퍼의 도해 또는 히스토그램(histogram)을 인쇄하는 것은 물론, 각 검사된 웨이퍼상의 결점의 발생을 시각적으로 나타낼 수 있다.
본 발명을 완전히 이해할 수 있게 하기 위해 본 발명을 첨부 도면을 참조하여 더 상세히 설명한다.
본 발명의 검사장치 10을 구체화하는 장치가 제1도에 도시되어 있고, 그 장치는 이송취급 시스템 14와 광학적 검사부 16을 장착하기 위한 지지 프랫트폼 12를 포함한다.
검사될 웨이퍼 Ws의 공급물이 25개까지의 웨이퍼들을 수용하는 통상의 공급 카셋트 18내에 저장된다. 그 카셋트 18은 공급 엘리베이터 모듀울 20상에 셋트된다. 그 모듀울 20은 시판되고 있는 것이고 산업적으로 표준적인 부품이다. 엘리베이터 모듀울 20은 이송 스파인(spine) 21상에 각 웨이퍼를 순서적으로 배치하도록 카셋트를 수직 방향으로 인덱스(indox)한다. 이송 스파인 21은 공급된 웨이퍼 WS를 초당 대략 3.50cm의 일정한 속도로 광학적 검사부 16쪽으로 이동시킨다. 그 웨이퍼 Ws는 검사부 하우징 32에 형성된 구명 34를 통하여 광학 검사부 16으로 들어간다. 다음, 그 웨이퍼는 검사되는 웨이퍼 Wi로 정의된다.
하우징 32내 측에서 광학적 주사 시스템이 비임 B를 투광한다. 그 비임은 검사시스템을 통하여 이송되는 웨이퍼 Wi의 상부 표면에 상응하는 정의된 검사표면에 50-75미크론(0.002-0.003인치) 직경의 스폿트(spot)로 집중된다. 그 비임은 웨이퍼 Wi의 이송방향에 횡의 방향의 검사표면상의 직선을 따라 반복적으로 주사된다.
비임 B는 저출력 FeNe 레이저 발생기 70으로부터 발생된다. 레이저 70으로 부터 방출되는 비임은 전방표면 거울 68및 66에 굴절되고 렌즈 64및 62에 의해 집중된다. 다음, 그 비임은 18개의 면을 가지고 있고 대략 3600rpm으로 회전하는 다면체의 회전하는 거울 스캐너(scanner) 60으로 보내진다.
주사 시작 검출기 72가 검사 표면에 도달하기 전에 주사 비임B를 수광하도록 배치되어 있고, 그 검출기 72는 웨이퍼 Wi의 검사중 수신된 정보의 분석에 이용되는 "주사 시작" 신호를 발생시킨다. 2개의 떨어져 있는 광섬유 콜렉터들이 웨이퍼 Wi의 상부 표면으로 부터 반사된 주사 비임광을 수광하는데 이용된다. 반사광 콜렉터 52는 광로 R을 따라 정반사 광을 수광하도록 하는 방식으로 감사표면에 배향되어 있다. 콜렉터 52는 그의 수광 표면에 좁은 슬리트 구멍 마스크를 가지고 있어, 반사 비임 R이 그 슬리트에 대해 횡으로 이동하게 하는 웨이퍼 Wi의 표면 불균일이 검출되게 한다. 반사광 콜렉터 52에 의해 수집된 광을 주사비임 파장(632 밀리미크론)의 것외의 광을 제거하도록 다이크로익 필터 55에 통과한다. 다이크로익 필터 55에 통과된 광은 광전자 증배관(PMT) 54에 의해 감지된다. 여러가지 강도의 광이 통상 웨이퍼 Wi의 표면상에서도 정반사 비임에 항상 존재하기 때문에 콜렉터 52 및 광전자 증배관 54는 "밝은 채널 검출기"로 정의된다.
난반사광 콜렉터 56은 표면 불균일 부분에 의해 산란되는 광로 S에 따른 광의 일부를 수광한다.
콜렉터 56은 그의 수광 표면상의 광 수집소자 59화 다이크로익 필터 57을 가지고 있다. 필터 57은 전술한 필터 55와 동일한 것이다. 다이크로익 57을 통과하는 난반사광은 광전자 증배관 58에 의해 감지된다. 콜렉터 56 및 광전자 증배관 58은 "어두운 채널 검출기"로 정의된다.
광전자 증배관 54및 58의 전기 출력들은 스레시호울드 되고, 진폭 및 주파수 분석에 의해 처리되어 결점을 검출한다. 검사 정보를 분석하는 회로는 이후 보다 상세히 설명된다.
검사 분석의 결과는 분류 배치 지시를 이송취급 시스템 14에 제공하여, 검사되는 웨이퍼 Wi가 다수의 카셋트들 중 하나 22, 24, 26 또는 28내로 주입되게 한다.
카셋트 22는 재연마될 필요가 있는 것으로 분류된 웨이퍼 Wp를 수용한다. 그 카셋트 22는 엘리베이터 모듀울 23상에 장착 되어 있고, 다음의 검사되고 평가된 웨이퍼 Wp를 수용하도록 인덱스 된다.
카셋트 24는 재세척될 필요가 있는 것으로 분류된 웨이퍼 WC를 수용한다.
그 카셋트 24는 엘리베이터 모듀울 25상에 장착되어 있고, 다음의 검사되고 평가된 웨이퍼 WC를 수용하도록 인덱스 된다.
카셋트 26은 폐기되는 것으로 분류된 웨이퍼 Wr을 수용한다. 그 카셋트 26은 엘리베이터 모듀울 27상에 장착되어 있고 다음의 검사되고 평가된 웨이퍼 Wr을 수용하도록 인덱스된다.
카셋트 28은 허용되는 웨이퍼 wa를 수용하도록 배치되어 있고, 그 카셋트는 엘리베이터 모듀울 29상에 장착되어 있으며 다음의 검사되고 평가된 웨이퍼 wa를 수용하도록 인덱스된다.
그 시스템의 전기적인 부분이 제2도에 블록도로 도시되어 있고, 이송부, 스캐너부, 전자장치부 및 제어 패널부로 분할되어 있다.
스캐너부는 제1도에 도시된 것과 개념적으로 동일한 것이고, 거기서, 검사되는 웨이퍼 wi는 방향 Y를 따라 이송되고 정반사된 광이 광로 R를 따라 광 채널 광전자 증배관 검출기 54에 투사된다. 주사된 광이 광로 S를 따라 난반사되게 하는 웨이퍼 wi상의 결점들이 어두운 채널 광전자 증배관 검출시 58에 의해 검출된다. 주사 시작 검출기 72는 검사되게 웨이퍼 wi의 각 라인 주사전 "주사 시작" 펄스를 제공한다. 밝은 채널 검출기 및 어두운 채널 검출기가 라인 L 및 D 상에 해당 신호들을 각각 출력하고, 그 출력 신호들은 전자장치부의 아날로그 회로 100에 공급된다.
아날로그 회로는 7비트 어드레스 형태의 리얼 타임 정보 7채널을 스레시호울드 카테고리 채널 라인 T1, T2, T3, T4, T5, T6및 T7에 제공한다. 7-비트 어드레스 채널들의 결점 정보는 어두운 채널 신호들의 경우 밝은 채널 및 어두운 채널들로 부터의 전기적 출력 신호들을 각종 스레시호울드 수준들과 비교함에 의해, 그리고 밝은 채널 신호들의 경우에는 각종 주파수 성분들을 발췌하여 그들 성분들을 미리정해진 스레시호울드 수준들과 비교함에 의해 발생된다.
7-비트 어드레스는 디지탈식 결점식별 및 처리 네트워크 200에 적용되고, 그 네트워크 200에서 상기 어드레스는 검사되는 웨이퍼 표면의 디지탈(매트릭스)도 해를 작성하는데 사용된다. 그 디지탈 도해(map)를 작성하는데 있어서, 주사된 웨이퍼는 다수의 미세한 단위 지역들로 분할되고, 각 단위 지역에 그 단위지역내의 가장 심한 결점 형태를 나타내는 이진 부호가 부여된다. 웨이퍼에서 발견된 각 결점의 발생을 시각적으로 디스플레이하고 그 디스플레이 정보를 보존하는데 있어서 비데오 모니터 400및 도해 프린터 402가 이용될 수 있다. 디지탈식 결점 식별 및 처리 네트워크 200은 또한, 각 결점 형태를 식별 및 계수하는 기능을 이행한다. 또한, 그 네트워크 200은 키이보오드 408을 통해 그에 전송되는 미리정해진 표준들에 따라 각 검사된 웨이퍼의 등급을 제공한다. 그 키이보오드 408은 주변 인터페이스 어댑터(peripheral interface adapter)(P.I.A) 302, 보조 컴퓨터 300및 인터페이스 포오트(port) 301을 통해 네트워크 200에 연결되어 있다. 그 등급 정보는 디지탈식 결점식별 및 처리 네트워크 200으로부터 인터페이스 포오트 301을 통해 컴퓨터 300에 전달되는 출력이다. 컴퓨터 300은 해당 카셋트에 웨이퍼를 이송시키고 그 카셋트를 그의 해당 엘리베이터 모듀울에 의해 차기 위치로 인덱스 하도록 주변 인터페이스 어댑터 302를 통해 이송 시스템에 적절히 지시한다. 웨이퍼의 위치는 이송로를 따라 배치된 웨이퍼 위치 감지기에 의해 감지된다.
또한, 프린터 404 및 문자 디스플레이 406이 각 형태의 식별된 결점의 등급 및 수에 따라 각 검사된 웨이퍼의 일람표를 작성하도록 제공되어 있다.
어두운 채널 아날로그 회로 100D는 표면 결점들이 난반사광을 증가시킬 때 발생하는 광 변동을 처리하도록 제공되어 있고, 그의 블록도가 제3(a)도에 도시되어 있다.
이 채널의 처리는 전치증폭기(preamplifier) 102, 임피던스 정합(matching) 증폭기 104 및 증폭기 110및 114를 포함하는 신호 컨디쇼닝 증폭기들을 이용한다. 스레시호울드 비교기 회로 116, 118 및 120은 어두운 채널 검출기의 증폭된 출력은 해당 디지탈-아날로그(D/A) 컨버어터 115, 117및 119로 부터의 대략 1 : 1, 4 : 1, 및 20 : 1의 신호대 잡음버를 갖는 스레시호울드 수준들과 비교한다.
스레시호울드 수준들을 위한 기준(reference) 전압은, 각개 디지탈 스레시호울드 값 DT1-DT3을 저장하고 전술한 디지탈-아날로그 컨버어터 115, 117및 119를 통해 아날로그 비교기들에 적용하는 마이크로프로세서로부터 발생된다. 그 스레시호울드 카테고리 채널 출력 신호들이 T1, T2및 T3로 나타내어져 있다.
레이저 광원 강도, 광전자 증배관 및/또는 회로의 퇴화를 보상함에 의해 신호 수준들의 장기 안정성을 제공하도록 광전자 증배관 게인(gain)제어 회로가 사용된다. 광전자 증배관(PMT) 58의 출력은 레이저 비임이 웨이퍼 표면 밖에 있을 때 샘플되고 비교기 입력의 잡음 수준 기준을 나타낸다. 아날로그 스위치 105는 마이크로프로세서에 의해 게이트(gate)되어 있고, 잡음 진폭을 나타내는 D.C. 수준을 얻기 위해 필퍼 106에 의해 증폭 및 정류되는 잡음 수준 신호를 샘플링한다. 4개의 샘플이 아날로그-디지탈(A/D) 컨버어터에 의해 만들어져 마이크로프로세서에 보내지고, 그 마이크로 프로세서에서 평균 값이 결정된다. 이 값은 이전에 평균된 4개의 값들과 함께 평균되어, 시스템 게인 수준을 나타내는 새로운 디지탈 부호와 값을 형성한다.
이 수준은 디지탈-아날로그 컨버어터 110에 의해 아날로그 전압으로 변환된다. 그 아날로그 전압은 PMT 전원 112에 적용되고, 그 PMT 전원은 고전압(및 효과적으로는 PMT 58의 게인)을 조정하여 일정한 백그라운드 잡음 진폭을 유지하도록 한다.
밝은 채널 아날로그 회로 100L이 제3(b)도에 도시되어 있고, 정반사 광의 손실(변화)를 야기하는 웨이퍼 Wi의 표면상의 결점들로부터 발생하는 광 변동을 처리하도록 제공되어 있다. 제3(b)도에 도시된 밝은 채널을 위한 아날로그 회로에서의 처리는 제3(a)도에 도시된 것과 매우 유사하고, 광전자 증배관 54가 전치 증폭기 142에 출력 신호를 제공한다. 전치 증폭기 142의 출력은 임피던스 정합 증폭기 144에 공급되고, 그 증폭기 144의 출력이 증폭기 154에 공급된다.
PMT 신호 강도의 자동 게인 제어는 한가지 중요한 차이외에는, 어두운 채널을 위한 아날로그 회로 100D에 대해 설명한 것과 같은 방식으로 이행된다. 신호 강도의 제어는 어두운 채널의 잡음 수준 제어와 반대로 레이저 비임이 웨이퍼안에 있을 때 광수준을 샘플링함에 의해 결정된다. 밝은 채널을 위한 회로 100L에 제공된 자동 게인 제어 회로는 임피던스 정합 증폭기 144로 부터의 출력과 마이크로프로세서로 부터의 샘플링 게이트 신호를 수신하는 아날로그 스위치 146을 포함한다. 아날로그 게이트 146의 출력은 아날로그-디지탈 컨버어터 회로 148에 공급된다. 그 컨버어터 148의 출력은 마이크로 프로세서에 공급되고, 이 마이크로 프로세서에서 그 출력이 어두운 채널 아날로그회로 100D에서 설명된 것과 같이 비교 및 평균된다. 시스템 게인 수준을 나타내는 디지탈 부호와 값이 디지탈-아날로그 컨버어터 150에 의해 아날로그 전압으로 전환된다. 그 아날로그 전압은 PMT전원 152에 제공되고, 그 전원 152는 높은 전압을 조정하여 일정한 신호 진폭수준을 유지하도록 한다.
임피던스 정합 증폭기 144의 출력은 밴드패스(대역) 증폭기 162에 공급되고, 그 증폭기 162는 170-1400KHz 범위내의 주파수 성분을 비교기 회로 164에 통과시킨다. 대략 1 : 1의 신호대 잡음비를 갖는 밴드패스 스레시호울드 수준이 또한 디지탈-아날로그 컨버어터 163으로 부터 비교기 164에 입력된다. 그 컨버어터 163은 마이크로 프로세서로부터 디지탈 스테시호울드 값 DT5를 수신하도록 연결되어 있다. 비교기 164의 출력 상태는, 밴드패스 증폭기 162의 출력이 1 : 1 밴드패스 스레시호울드 수준을 초과하고 상태 변화를 나타내는 신호를 T5에 출력할 때 변한다.
임피던스 정합 증폭기144의 출력은 또한, 밴드패스 증폭기 166에도 공급된다. 그 증촉기 166은 800-5000KHz의 높은 범위내에 있는 신호의 주파수 성분들을 통과시킨다. 밴드패스 증폭기 166의 출력은 배교기 168에 공급되고, 그 비교기에서, DT6에 의해 셋트되는 대략 8 : 1의 신호대 잡음비를 갖는 밴드패스 스레시호울드 수준과 비교된다. 증폭기 166의 출력이 8 : 1 밴드패스 스레시호울드 수준을 초과할 때 비교기 168은 상태를 변경시키고, 수준신호를 T6에 출력함에 의해 그 변경을 전달한다.
임피던스 정합 증폭기 144의 출력은 또한, 증폭기 154에 공급되고, 그 증폭기 154의 출력은 50-200KHz의 낮은 범위내 신호의 주파수 성분들을 통과시키는 밴드패스 증폭기 158에 공급된다. 벤드패스 증폭기 158의 출력은 비교기 160에 공급되고, 그 비교기에서 DT4에 의해 셋트되는 대략 4 : 1의 신호대 잡음비를 갖는 밴드패스 스레시호울드 수준과 비교된다. 증폭기 158의 출력이 4 : 1 밴드패스 스레시호우드 수준을 초과할때 비교기 160이 상태를 변경시키고 신호수준과 변동을 라인 T4에 출력한다.
증폭기 154의 출력은 또한, 비교기 156에 공급되고 그 비교기에서, DT7에 의해 셋트되는 대략 4 : 1의 신호대 잡음비를 갖는 연부(edge) 검출 스레시호울드 수준과 비교된다. 증폭기 154로 부터의 신호출력이 수광 진폭의 심한 편차를 나타낼 때, 비교기 156이 상태를 변경시키고 연부 검출을 나타내는 수준신호를 라인 T7에 출력한다.
다음표는 우선순위를 우한 검출된 결점들의 리스트를 나타낸다. 각 결점 형태는 간단히 설명되었고 60진법 부호는 물론, 라인 T1-T6및 T7상의 어드레스 출력으로 나타내어져 있다.
[표]
결접 형태의 우선순위

디지탈식 결점 식별 회로 200A의 블록도가 제5도에 도시되어 있다. 회로 200A에 이용된 디지탈 논리는 검사받는 웨이퍼의 표면 도해를 작성하는데 사용된다.
제4도에 도시된 바와 같이 표면도해의 매트릭스는 최대 125mm 직경까지의 웨이퍼의 검사를 허용하도록 5.5×5.5 인치(13.97cm) 검사지역을 가지고 있다. 웨이퍼가 어두운 배경위에 배치되기 때문에, 주사 비임이 웨이퍼 연부를 횡단할 때 많은 광 반사 변동이 발생한다. 따라서, 연부 검출은 T7에 나타나는 신호들을 기초로 하여 행해진다. 연부 검출 신호들은 웨이퍼의 감지된 연부들 사이의 스레시호울드 신호들 T1-T7만을 게이트 샘플링하는데 사용된다. 제4도에 도시된 단위 지역 매트릭스는 172판독 라인과 판독 라인당 172개의 단위 지역들로 구성된다(즉, 29,584단위 지역의 매트릭스).
다시, 제5도에서, 디지탈식 결점 식별 회로 200A는 각 주사라인의 정보를 분석하여 0.032×0.032 인치(0.813×0.813mm)의 각개 단위 지역들을 제공하고, 각 단위지역은 이진 부호로 나타내어진다. 그 이진 부호는 그 단위 지역내 가장 심한 결점형태를 나타낸다. 결점이 없는 단위 지역은 모두 0으로 나타내어진다. 표면 도해의 작성은 한번에 하나의 소인(sweep)상에 행해지고 다지탈식 결점 식별 회로 200A가 172개 단위 지역들의 단일 판독라인을 주사비임의 매 24회 소인의 완료시 마이크로프로세서 메모리에 출력한다.
특히 제5도에서, 아날로그 회로 100D로부터의 3개의 어두운 채널라인 T1, T2및 T3는 랫칭(latching)레지스터 220에 연결되어 있다. 유사하게, 밝은 채널 아날로그 회로 100L로부터의 4개의 스레시호울드 채널 라인 T4, T5,T6및 T7역시 랫칭 레지스터 220에 연결되어 있다 . 밝은 채널 아날로그 회로 100L로부터의 T7은 웨이퍼 Wi의 감지된 연부들 사이의 T1-T7데이타의 게이팅을 제공하는 연부 트랙커(tracker) 회로 200B에 공급된다.
레지스터 220은, 아날로그 회로로 부터의 라인 들 T1-T7상의 7 비트 정보를 랫치하고, 7-비트 어드에스 코우드를 각 비임 스캔을 위한 172개의 샘플링 단위 지역들 각각에 공급하는 임시보유 레지스터이다. 레지스터 220내의 데이터는 128개의 위치들 각각에 이전에 제공된 5-비트 코우드들을 함유하는 128×5 판독 전용 메모리(ROM) 224를 위한 7-비트 어드레스로 사용된다. 특별한 경우들은 "무결점" 상태를 나타내도록 모두 0의 코우드를 가지는 ROM 위치 0과 ; "온-웨이퍼" 코우드를 가지는 상부 64개 ROM 위치들이다. ROM 위치 1-63은 각 샘플위치에 대하여 능동 스레시호울드들의 특정 조합에 적당한 코우드들을 가지고 있다. 그 결과는 ROM 224내 어드레스된 위치로 나타내어지는 특정결점 형태를 정의하는 ROM 224로 부터 판독된 5-비트 코우드이다. 그 5-비트 코우드는 결점이 크면 클수록 코우드의 수치가 크게되도록 정의되어 있다. 우선순위 배치는 전술한 표에 나타내어져 있다.
ROM 224로부터 판독된 5-비트 코우드는 "새로운" 결점 코우드로 불리며 임시보유 RAM 238로부터 언로우드된 사전에 제공되 5-비트 코우드와 비교된다. RAM 238은, 현재 샘플링되고 처리되는 주사 비임에 따른 동일 단위 지역에 상응하는 어드레스 위치에 기억된 "오래된" 결점 코우드를 언로우드(unload) 하도록 동시에 어드레스된다. 비교기 228은 "새로운" 결점 코우드가 "오래된" 코우드보다 크고 따라서 AND게이트 234 또는 236에의 라인 230 또는 232에 인에이블 신호를 제공하는 때를 나타낸다. 그 인에이블된 AND 게이트 234는 "새로운" 5-비트 결점 코우드를 게이트하여 RAM 238을 로우드(load)하고, "오래된" 결점 코우드를 갱신(update)하여 그 단위 지역의 가장 심한 결점을 나타내도록 한다. 한편, AND 게이트 236은 "오래된" 결점 코우드를 RAM 238에 로우드시키도록 인에이블 된다.
웨이퍼 이송 기구의 속도가 웨이퍼르 24개 스캔을 처리하는데 요구되는 시간에 0.032인치(0.813mm) 이동시키도록 정해지기 때문에, 샘플링/비교 처리는 단위 지역의 매트릭스를 형성하는 172개 판독 라인들 각각에 4,128회 또는 각단위 지역에 24회 행해지도록 설계된다. 타이밍 및 제어 네트워크 254는 적절한 "주사시작", "웨이퍼준비" 및 6.48MHz 클록신호를 적절한 논리 유니트들에 지령 및 게이트시키는데 이용된다.
RAM 238은 스캔당 172회 어드레스 되고, 그 어드레스는 타이밍 및 제어 네트워크 254를 통해 게이트된 클록 신호를 수신하는 단위 지역 위치 카운터 250으로부터 발생된다. "언로우드" 및 "로우드" 지령 신호들이 타이밍 및 제어 네트워크 254로부터 라인 246 및 244에 교대로 제공된다. 각 주사 라인에서 172번째 어드레스가 행해진 때, 카운터 250의 8-비트 출력을 모니터하는 디코우더 256이 AND게이트 258을 인에이블 하는 출력을 제공한다. 그 인에이블 된 AND 게이트 258은 클록 펄스를 소인(sweep) 카운터 262로 통과시키고, 그리하여 그 카운터 262는 스캔 비임 소인의 수를 모니터한다. 디코우더 256의 출력은 또한 "리셋트"신호를 단위지역 위치 카운터 250에 제공한다. 24번째 비임 주사 개시 발생시 카운터 262는 디코우더 264에 신호를 공급하고 그 디코우더 264는 AND 게이트 266을 인에이블 하기위한 출력 신호를 제공한다. 그 인에이블된 게이트 266은 클록 펄스를 라인 카운터 268에 통과시키고, 그리하여 그 카운터 268은 마이크로프로세서의 임시 보유 메모리에 공급되는 판독 라인의 수를 모니터한다. 디코우더 264의 출력은 또한, "리셋트" 신호를 소인 카운터 262에 제공한다.
172번째 판독 라인의 24번째 주사 개시 발생시, 디코우더 267은 출력 신호를타이밍 및 제어 네트워크 254에 제공하고, 그 네트워크 254는 "리셋트" 신호를 라인 카운터 268에 제공한다.
디코우더 264의 출력은 타이밍 및 제어 네트워크 254에 신호를 제공하고, 그 네트워크 254는 소인 카운터 262를 리셋트할 뿐만 아니라 3개의 라인 270에 제어 데이타를 제공하도록 작용하여 마이크로프로세서의 임시 보유 메모리에, 5개의 데이타 라인 240과 8개의 위치 어드레스 라인 260에 출력된 172개 데이타 및 어드레스 언어들의 차기 판독라인을 판독하도록 지시한다.
각 24번째 주사의 개시후 172개 단위지역 코우드들의 라인이 분석을 위해 마이크로 프로세서에 전달된다. 각 단위 지역 코우드가 전달될 때 임시보유 RAM의 적절한 위치가 차기 판독 라인의 처리 준비로 모두 0으로 소거된다. 172개 판독 라인들이 전달된 후, 회로 200A가 능동적인 처리를 중지하고 차기 웨이퍼의 도입을 기다린다.
웨이퍼 연부 위치 좌표들은 전체 172×172 매트릭스내 웨이퍼의 경계를 결정하도록 마이크로프로세서에 의해 사용된다. 그들 좌표는 제6도에 도시된 연부 트랙킹 논리회로 200B에 의해 결정되고, 아날로그 회로 100으로부터 디지탈식 결점 식별 및 처리 회로 200으로 T1-T7신호들을 통과시키도록 AND 게이트들을 인에이블 및 디스에이블 시키는 2안정 플립-플롭을 트리거하는데 이용된다. 그리하여, 웨이퍼 표면지역 외측으로부터의 무관한 신호들이 결점들로 처리되지 않는다.
제6도에 도시된 회로 200B는, 제1온-웨이퍼 차단 및 최종 오프-웨이퍼 차단을 기록하고 T7차단으로 나타날 수 있는 다른 모든 신호들을 무시하도록 설계되어 있다. 랫칭 장치는 주사 주기중에 제1온-웨이퍼 차단신호가 기록되는 것을 방지한다. 그 회로의 오프-웨이퍼 차단부분은 랫칭 차단이 일어나는 주사선에 따른 위치를 기록하고, 웨이퍼상의 먼지의 존재가 웨이퍼의 연부 위치로 잘못 검출되지 않도록 하기위해 차기 주사시 그 좌표를 사용한다. DIP 스위치들이 개조된 온-웨이퍼 신호의 감지된 연부들의 국부적인 조정을 제공하는 목적을 위해 네트워크의 일부로서 설치되어 있다. 그 조정은 검정 검출 때문에 무시된 웨이퍼사의 연부 대역을 형성한다. 웨이퍼상의 외측 대역은 통상반도체 소자들에의 조립시 사용되지 않는데, 이는 그 연부들이 검출가능한 결점들을 많이 가지고 있기 때문이다. 그들 바람직하지 않은 신호들은 웨이퍼 한계들 외측, 즉 웨이퍼 연부 상의 허위 결점 정보를 발생시키고 웨이퍼의 오류 평가를 야기한다.
조정된 연부들 사이의 신간은 "유효결점" 시간으로 불리고 아날로그 회로로 부터의 정보를 게이트하도록 제공된다.
제6도에 도시된 연부 트랙커 회로 200B는, 클록 펄스(단위 지역당 8)를 수신하고 카운터 202의 각종 스테이지들에 연결된 DIP 스위치 204들에 의해 미리 로우드되는 8-스테이지 다운 카운터 202를 이용한다. 주사비임이 오프-웨이퍼 위치로 부터 온-웨이퍼로 전환된 것을 나타내는 T7천이(transition)에 상응하는 로우드 지시의 수신후, 카운터 202가 클록 펄스를 카우트 하기 시작한다. 그 카운터가 DIP 스위치 204의 프리셋팅에 의해 지시되는 2또는 3단위 지역에 상응하는 총합으로부터 아래로 카우트 할때, 그 카운터 202는 라인 T1-T7에의 신호들의 통과를 허용하도록 유효 결점 게이트를 턴-온 시키게 하는 지시로서 "차용(borrow)" 출력을 발생시킨다.
턴-오프 유효 결점 신호를 제공할 때 회로 200B는 현재의 주사를 위한 유효 결점신호의 종료를 측정하는데 있어서 최종 오프-웨이퍼 차단을 나타내는 이전의 라인 주사정보를 이용한다.
12-스테이지 카운터 206이 검출기 72로부터의 "주사시작" 신호의 수신 후 0으로 리셋트되고 클록 펄스(단위 지역당 8)를 카운트한다. 카운트 206내의 정보는 오프-웨이퍼 차단 신호가 수신될 때마다 레이스터 208에 로우드된다. 오프 웨이퍼 차단 신호는 T7스레시호울드 라인 내 천이 신호이고, 전술한 바와 같이 허위 신호들이 먼지의 존재에 의해 발생될 수 있다.
연산 논리 유니트 212가 레지스터 208에 기억된 정보를 수집하고 DIP 스위치 210에 의해 프리셋트된 디지탈 값을 공제하여, 결점 검출이 요구되지 않는 웨이퍼 연부의 가장자리 대역을 결정한다.
오프-웨이퍼 차단 신호가 수신될 때마다, 레지스터 208에 카운터 206으로 부터 새로운 수가 로우드되고, 그 레지스터가 그 수를 연산장치 12에 제공한다. 그 값은 검출기 72로부터 차기 주사 라인을 위한 "주사시작" 신호를 받자마자 12-스테이지 다운 카운터 214에 미리 로우드 된다. 카운터 214가 미리 로우드된 값으로부터 역으로 0까지 카운트한 때, 턴-오프 유효 결점 신호가 출력되어, 아날로그 회로로 부터의 정보가 라인 T1-T7에 수신되는 것을 방지한다.
제2도에 도시된 디지탈식 결함 식별 및 처리 회로 200의 처리부는 전술한 많은 출력 신호들을 제공하도록 프로그램되고 임시 보유 메모리에 출력된 172개의 정보판독 라인들을 분석하는데 이용되는 마이크로 프로세서를 가지고 있다. 제7(a) 및 제7(b)도에 도시된 플로루챠트는 이송부 분류 지령을 제공하고 각 검사된 웨이퍼의 배치를 지시하도록 마이크로프로세서에 프로그램된 평가 알고리즘을 나타낸다.
제7(a)도에서, "시작" 지령이 주어지고, "E" 형태의 결점들이 얼마나 많이 검출되었고 임시보유 메모리에 기억 되었나를 질문하게 된다. 허용가능한 "E" 형태의 결점 들의 최대수가 사용자에 의해 시스템에 미리 셋트되어있고 Eo으로 지정되어있다. "E"형태 결점의 수 E가 Eo보다 크면, 그 웨이퍼를 "재연마"로 평가하도록 지시가 주어진다. 수 E가 Eo보다 크지 않으면, 수 E가 "E" 형태 결점보다 작은 우선순위를 가지는 "7" 형태의 결점수에 합계된다. 다음, 수 E를 포함하는 "7" 형태의 결점수를 질문하게되고, "7" 형태의 결점들의 수7이 7o로 지정된 미리 셋트된 최대수와 비교된다. 수7이 7o 보다 크면, 그 웨이퍼를 "재연마"로 평가하도로 지시가 제공된다.7이 7o보다 작거나 같으면, "7" 형태의 결점들 각각이 바로 이전의 위치에 배치된 형태의 것으로 재지정된다.
표에 도시된 바와 같은 "7" 형태의 결점은 낮은 주파수의 비틀림을 나타내고, 이전의 위치 결점들이 검출된 때 일어나는 것으로 간 혹 발견된다. 낮은 주파수의 꼬임이 일어나고, 그것은 다른 형태의 검출후에 검출되는 "7" 형태의 결함을 간혹 발생시킨다. 따라서, 낮은 수의 그러한 "7" 형태의 결점들이 검출 된 때, 그 결점들은 이전의 위치에서 검출된 결점 형태로 재분류된다.
"7" 형태의 결점들의 재분류 후, "G" 형태의 결점들의 수에 대하여 질문을 행하고 그 수 G가 미리 셋트된 최대 수 Go보다 큰 때 그 웨이퍼를 "폐기"되는 것으로 평가하도록 지령이 주어진다.
제7(a)도 및 제7(b)도에 도시된 플로우챠트의 수행 지시들은 가장 낮은 우선수위의 결점들이 검사될때까지, 전술한 표에 도시된 바와같이 우선순위에 따른다. "3" 형태의 결점들의 경우, "3" 형태의 결점들의 수 3이 미리 셋트된 최대수 3O보다 큰때, 웨이퍼를 "재세척"으로 평가하도록 지시가 주어지고 최대수 3o보다 크지않을 때는 문자 디스플레이 장치 406에3을 디스플레이 하도록 "디스플레이 먼지 카운트" 지시가 주어진다. 동시에 "2" 형태의 결합 숫자에 대하여 질문이 행해지고, "2" 형태의 결점의 수 2가 미리 셋트된 최대수 2과 비교되어 "2" 형태의 결점들의 발생이 웨이퍼 표면상의 "헤이즈"의 존재를 나타내는 가 어떤가를 결정한다.2가 2o보다 큰 때 그 웨이퍼를 "재연마"로 평가하도록 지시가 주어지고,2가 2o보다 크지않을 때는 수2가 또다른 미리 셋트된 최대수 21과 비교되어, 웨이퍼 표면상에 존재할 수 있는 "홈(pit)"의 최대수를 계산한다. 수2가 21보다 크면 홈 카운트 수2가 문자 디스플레이장치 406에 디스플레이되도록 지시되고, 그 웨이퍼를 "재연마"로 평가하도록 지시가 주어진다. 한편,2가 21보다 크지 않으면, 그 웨이퍼를 "허용"으로 평가하고 홈 카운트 수2를 디스플레이하도록 지시가 주어진다.
물론, "허용", "재세척", "재연마" 또는 "폐기"와 같은 지시결정들중 어느 하나가 주어진 후에는 임시 메모리가 소거되고, 검사지역에의 차기 웨이퍼의 도착을 기다리도록 시스템이 리셋트 된다.
Claims (19)
- 연마된 표면에 전자기 복사선의 좁은 비임을 반복적으로 주사하고 결점의 존재 및 형태를 그 표면으로부터 반사되는 정반사 및 난반사 비임 복사선들에 의해 결정하여 제품의 연마된 표면상의 미세한표면 결점들을 검사하는 방법에 있어서, 표면 결점에 의해 야기된 정반사 복사선의 변화를 나타내는 "밝은 채널" 출력신호를 발생시키고, 표면 결점에 의해 야기된 난반사 복사선을 나타내는 "어두운 채널" 출력신호를 발생시키고, "밝은 채널" 출력신호를 미리 정해진 제1스레시호울드 수준과 비교하여, "밝은 채널" 출력신호와 상기 제1스레시호울드 수준이 미리 정해진 값만큼 차이가 있을 때 해당 제1스레시호울드 카테고리 채널에 미리 정해진 신호수준을 발생시키고, 미리 정해진 주파수 범위내의 주파수 성분들을 가진 "밝은 채널" 출력신호의 부분들을 밴드패스 스레시호울드 수준과 비교하여, "밝은 채널" 출력신호의 상기 부분들과 밴드패스 스레시호울드 수준이 미리 정해진 값만큼 차이가 있을 때 해당 제2스레시호울드 카테고리 채널에 미리 정해진 신호 수준을 발생시키고, "어두운 채널" 출력신호를 다수의 미리 정해진 스레시호울드 수준들과 비교하여, "어두운 채널" 출력신호와 해당 스레시호울드 수준이 미리 정해진 값만큼 차이가 있을 때 해당 스레시호울드 카테고리 채널에 미리 정해진 상응하는 신호수준을 발생시키고, 검사받는 제품의 표면상의 다수의 단위 샘플링 지역들을 형성하도록 매 주사시 그리고 다수의 연속적인 주사시 여러번 스레시호울드 카테고리 채널들을 타임 샘플링하고, 샘플된 스레시호울드 카테고리 채널들내 출력 신호 수준들의 발생을, 출력신호 수준들이 발생된 각개 스레시호울드 카테고리 채널들에 따른 디지탈 값으로 전환시키고, 스캔내 시간 위치에 따른 각 디지탈 값을 기억시키고, 그 기억된 디지탈 값을 해당단위 샘플링 지역내 유사한 시간 위치의 각개 연속적인 디지탈 값과 비교하여, 그 비교된 디지탈 값들중 큰 것을 상기 해당 단위 샘플링 지역을 지정하는 값으로 제공하고, 유사한 지정된 단위 샘플링 지역들의 발생을 누적시키고, 미리 셋트된 누적치들에 따라 제품의 표면 품질을 평가하는 단계들로 구성된 것을 특징으로 한는 연마된 제품 표면의 미세한 결점을 검사하는 방법.
- 제1항에 있어서, 검사받는 제품 실리콘 웨이퍼이고, 연마된 표면의 반복적인 주사가 레이저 비임에 의해 달성되는 상기방법.
- 제1 또는 2항에 있어서, 전자기 복사선이 검사 표면에 도달하기 전에 각 주사의 시작이 감지되고 그러한 감지에 응하여 주사 시작 신호가 발생되는 상기 방법.
- 제3항에 있어서, 미리 정해진 제1스레시호울드 수준이 검사 표면으로 부터 받은 광과 제품의 연마된 표면으로 부터 받은 광 사이의 변화와 대략 동일한 차이가 있을 때만 제1스레시호울드 카테고리 채널에 미리 정해진 신호 수준을 제공하도록 셋트되는 상기 방법.
- 제4항에 있어서, 수광된 복사선이 제품 표면으로 부터의 정보를 함유하는 각 주사선의 부분이, 제1스레시호울드 카테로기 채널상의 출력과 함께 주사 시작신호의 수신후 측정되는 상기 방법.
- 제품이 주사선에 횡의 방향으로 미리 정해진 속도로 이송되는 검사 표면을 가로질러 주사선을 따라 전자기 복사선의 좁은 비임을 반복적으로 주사하는 주사 수단을 포함하고 청구범위 1항의 방법에 따라 연마된 제품 표면의 미세한 결점들을 검사하는 장치에 있어서, 제품(wi)의 연마된 표면으로부터 정반사된 전다기 복사선을 받고, 상기 연마된 표면상에 존재하는 결점들에 의해 야기된 상기 수광된 정반사 복사선의 변화를 나타내는 "밝은 채널" 출력신호를 발생시키는 "밝은 채널" 수단(52-55) ; 제품 표면에 존재하는 결점들로부터 난반사된 전자기 복사선을 받고, 그 수광된 난반사 복사선을 나타내는 "어두운 채널" 출력신호를 발생시키는 "어두운 채널" 수단(56-59) ; "밝은 채널" 출력신호를 미리 정해진 제1스레시호울드 수준과 비교하여, "밝은 채널" 출력신호와 상기 제1스레시호울드 수준이 미리 정해진 값만큼 차이가 있을 때 해당 제1스레시호울드 카테고리 채널에 미리 정해진 신호수준 출력을 발생시키기 위하여 "밝은 채널" 수단에 연결된 제1비교수단(156) ; 미리 정해진 주파수 범위내의 주파수 성분들을 가진 "밝은 채널" 출력신호의 통과된 부분들을 밴드 패스 스레시호울드 수준과 비교하여, "밝은 채널" 출력신호의 상기 통과된 부분들과 상기 밴드 패스 스레시호울드 수준이 미리 정해진 값만큼 차이가 있을 때 해당 제2스레시호울드 카테고리 채널에 미리 정해진 신호 수준 출력을 발생시키기 위하여 "밝은 채널" 수단에 연결된 제2비교수단(160, 164, 168) ; "어두운 채널" 출력신호를 다수의 미리 정해진 스레시호울드 수준들과 비교하여, "어두운 채널" 출력신호와 해당 스레시호울드 수준이 미리 정해진 값만큼 차이가 있을 때 해당 스레시호울드 카테고리 채널에 미리 정해진 상응하는 신호 수준 출력을 발생시키도록 "어두운 채널" 수단에 연결된 제3비교수단(116, 118, 120) ; 다수의 샘플링 지역들을 형성하기 위해 매 주사시 그리고 사우의 연속적인 주사시 여러번 스레시호울드 카테고리 채널들을 타임 샘플링 하는 수단(254) ; 샘플된 스레시호울드 카테고리 채널들내 출력신호 수준들의 발생을, 출력신호 수준들이 발생된 각개 스레시호울드 카테고리 채널들에 따른 디지탈 값으로 전환시키는 트랜스레이팅 수단(224) ; 스캔내 시간 위치에 따른 각 디지탈 값을 기억시키는 기억수단(238) ; 기억된 디지탈 값을 해당 샘플링 지역내 유사한 시간 위치의 각개 연속적이 디지탈 값과 비교하여, 그 비교된 디지탈 값들중 큰 것을 해당 샘플링 지역을 지정하는 값으로 제공하는 제4비교수단(228) ; 및 유사한 지정된 샘플링 지역들의 발생을 누적하고 미리 셋트된 누적치들에 따라 제품의 표면 품질을 평가하는 누적 및 평가수단(200)이 설치된 것을 특징으로 하는 연마된 제품 표면의 미세한 결점 검사를 위한 장치.
- 제6항에 있어서, 제2비교수단(160, 164, 168)이 "밝은 채널" 출력신호를 수신하도록 병렬로 연결된 다수의 밴드패스 필터(158, 162, 166)와 연결되어 있고, 각 필터가 별도의 주파수 대역내의 주파스 성분들을 가지는 상기 신호의 일부를 통과시키고, 각 필터의 출력이 해당 밴드패스 스레시호울드 수준과 비교되는 상기 장치.
- 제7항에 있어서, 다수의 밴드패스 필터(158, 162, 166)가 50-200kHz의 주파수 대역내의 주파수 성분들을 가진 신호를 통과시키는 제1밴드패스 필터(158)를 포함하는 상기 장치.
- 제8항에 있어서, 다수의 밴드패스 필터(158, 162, 166)가 170-1400kHz의 주파수 대역내의 주파수 성분들을 가지는 신호들을 통과시키는 제2밴드패스 필터(162)를 포함하는 상기 장치.
- 제9항에 있어서, 다수의 밴드패스 필터(158, 162, 166)가 800-5000kHz의 주파수 대역내의 주파수 성분들을 가지는 신호들을 통과시키는 제3밴드패스 필터(166)를 포함하는 상기 장치.
- 제 6-10항중 한항에 있어서, 제3비교수단(116, 118, 120)이 대락 1 : 1의 신호대 잡음비를 가진 스레시호울드 수준을 수신하는 제1비교기 회로(116)과, 대략 4 : 1의 신호대 잡음비를 가진 스레시호울드 수준을 수신하는 제2비교기 회로(118) 및 대략 20 : 1의 신호대 잡음비를 가진 스레시호울드 수준을 수신하는 제3비교기 회로(120)을 포함하는 상기 장치.
- 제11항에 있어서, 제1, 제2, 및 제3 비교기 회로9116, 118, 120)가 각개 디지탈-아날로그 컨버이터(115, 117, 119)로 부터의 스레시호울드 수준들을 수신하는 상기 장치.
- 제 6-10항중 한 항에 있어서, 제1, 제2 및 제3 비교수단(156, 160, 164, 168 ; 116, 118, 120)이 트랜스레이팅 수단(224)의 프로그램된 메모리에 적용되는 각개 스레시호울드 카테고리 채널들에다(多)-비트 어드레스를 발생시키도록 공동 작동하고, 상기 메모리가 미리 정해진 우선순위에 따라 각 결점 형태를 디지탈식으로 나타내는 결점 코우드들을 함유하고 타임 샘플링 수단(254)로부터 일련의 지령 신호들을 수신하도록 연결되어 있는 상기 장치.
- 제 6-10항중 한 항에 있어서, 제1비교수단(156)이, 미리 정해진 차이의 값이 검사 표면으로부터 받은 반사 복사선과 제품의 표면으로 부터 반사된 복사선 사이의 변동과 대략 동일할 때 제1스레시호울드 카테고리 채널에 미리 정해진 제1신호수준 출력을 발생하고 ; 검출기(72)가 복사선이 검사표면에 도달하기 전에 각 주사의 시작을 감지하여 그러한 감지시 주사 시작 신호를 발생하고, 수광된 복사선이 제품의 표면으로부터의 정보를 함유하는 각 주사부분을 결정하기 위해 제1스레시호울드 카테고리 채널내 제1비교수단의 출력과 주사 시작 신호를 수신하는 수단이 제공되어 있는 상기 장치.
- 제11항에 있어서, 제1, 제2 및 제3비교수단(156; 160, 164, 168; 116, 118, 120)이 트랜스레이팅 수단(224)의 프로그램된 메모리에 적용되는 각개 스레시호울드 카테고리 채널들에 다(多)-비트 어드레스를발생시키도록 공동 작동하고, 상기 메로리가 미리 정해진 우선순위에 따라 각 결점 형태를 디지탈식으로 나타내는 결점 코우드들을 함유하고 타임 샘플링 수단(254)로부터 일련의 지령 신호들을 수신하도록 연결되어 있는 상기 장치.
- 제12항에 있어서, 제1, 제2 및 제3비교수단(156; 160, 164, 168; 116, 118, 120)이 트랜스레이팅 수단(224)의 프로그램된 메모리에 적용되는 각개 스레시호울드 카테고리 채널들에 다(多)-비트 어드레스를발생시키도록 공동 작동하고, 상기 메로리가 미리 정해진 우선순위에 따라 각 결점 형태를 디지탈식으로 나타내는 결점 코우드들을 함유하고 타임 샘플링 수단(254)로부터 일련의 지령 신호들을 수신하도록 연결되어 있는 상기 장치.
- 제11항에 있어서 제1비교수단이 미리 정해진 차이의 값이 검사 표면으로부터 받은 반사 복사선과 제품의 표면으로부터 반사된 복사선 사이의 변동과 대략 동일할 때 제1스레시호울드 카테고리 채널에 미리 정해진 제1신호수준 출력을 발생하고, 검출기(72)가 복사선이 검사표면에 도달하기 전에 각 주사의 시작을 감지하여 그러한 감지시 주사 시작 신호를 발생하고 ; 수광된 복사선이 제품의 표면으로 부터의 정보를 함유하는 각 주사 부분을 결정하기 위해 제1스레시호울드 카테고리 채널내 제1비교수단의 출력과 주사 시작 신호를 수신하는 수단이 제공되어 있는 상기 장치.
- 제12항에 있어서 제1비교수단이 미리 정해진 차이의 값이 검사 표면으로 부터 받은 반사 복사선과 제품의 표면으로 부터 반사된 복사선 사이의 변동과 대략 동일할 때 제1스레시호울드 카테고리 채널에 미리 정해진 제1신호수준 출력을 발생하고; 검출기(72)가 복사선이 검사표면에 도달하기 전에 각 주사의 시작을 감지하여 그러한 감지시 주사 시작 신호를 발생하고; 수광된 복사선이 제품의 표면으로 부터의 정보를 함유하는 각 주사 부분을 결정하기 위해 제1스레시호울드 카테고리 채널내 제1비교수단의 출력과 주사 시작 신호를 수신하는 수단이 제공되어 있는 상기 장치.
- 제13항에 있어서 제1비교수단이 미리 정해진 차이의 값과 검사 표면으로부터 받은 반사 복사선과 제품의 표면으로부터 반사된 복사선 사이의 변동과 대략 동일할 때 제1스레시호울드 카테고리 채널에 미리 정해진 제1신호수준 출력을 발생하고, 검출기(72)가 복사선이 검사표면에 도달하기 전에 각 주사의 시작을 감지하여 그러한 감지시 주사 시작 신호를 발생하고 ; 수광된 복사선이 제품의 표면으로 부터의 정보를 함유하는 각 주사부분을 결정하기 위해 제1스레시호울드 카테고리 채널내 제1비교수단의 출력과 주사 시작 신호를 수신하는 수단이 제공되어 있는 상기 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US06/262,866 US4376583A (en) | 1981-05-12 | 1981-05-12 | Surface inspection scanning system |
| US262866 | 1981-05-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR830010380A KR830010380A (ko) | 1983-12-30 |
| KR880000750B1 true KR880000750B1 (ko) | 1988-05-04 |
Family
ID=22999399
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR8202056A KR880000750B1 (ko) | 1981-05-12 | 1982-05-11 | 연마된 제품 표면의 미세한 결점 검사방법 및 장치 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US4376583A (ko) |
| EP (1) | EP0065051B1 (ko) |
| JP (1) | JPS57192844A (ko) |
| KR (1) | KR880000750B1 (ko) |
| AT (1) | AT394632B (ko) |
| AU (1) | AU543465B2 (ko) |
| BR (1) | BR8202514A (ko) |
| CA (1) | CA1173930A (ko) |
| DE (1) | DE3176646D1 (ko) |
| DK (1) | DK210382A (ko) |
| ES (1) | ES8308638A1 (ko) |
| MX (1) | MX151906A (ko) |
| NO (1) | NO821555L (ko) |
| PT (1) | PT74873B (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7271890B2 (en) | 2003-08-01 | 2007-09-18 | Samsung Electronics Co., Ltd. | Method and apparatus for inspecting defects |
Families Citing this family (56)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2109923B (en) * | 1981-11-13 | 1985-05-22 | De La Rue Syst | Optical scanner |
| JPS60101942A (ja) * | 1983-11-07 | 1985-06-06 | Mitsubishi Chem Ind Ltd | 単結晶表面のエツチピツトの測定方法およびそのための装置 |
| DE3484982D1 (de) * | 1983-11-26 | 1991-10-02 | Toshiba Kawasaki Kk | Apparat zum nachweis von oberflaechenfehlern. |
| US4630276A (en) * | 1984-10-09 | 1986-12-16 | Aeronca Electronics, Inc. | Compact laser scanning system |
| US4659220A (en) * | 1984-10-22 | 1987-04-21 | International Business Machines Corporation | Optical inspection system for semiconductor wafers |
| JPS62188948A (ja) * | 1986-02-14 | 1987-08-18 | Nec Corp | 欠陥検査装置 |
| DE3620146A1 (de) * | 1986-06-14 | 1987-12-17 | Zeiss Carl Fa | Verfahren zum pruefen von bauteilen aus transparentem material auf oberflaechenfehler und einschluesse |
| US4740708A (en) * | 1987-01-06 | 1988-04-26 | International Business Machines Corporation | Semiconductor wafer surface inspection apparatus and method |
| JP2656249B2 (ja) * | 1987-03-11 | 1997-09-24 | 株式会社東芝 | 表面検査装置 |
| US4868404A (en) * | 1987-04-23 | 1989-09-19 | Hajime Industries, Ltd. | Surface inspection apparatus using a mask system to monitor uneven surfaces |
| US4794264A (en) * | 1987-05-08 | 1988-12-27 | Qc Optics, Inc. | Surface defect detection and confirmation system and method |
| US4794265A (en) * | 1987-05-08 | 1988-12-27 | Qc Optics, Inc. | Surface pit detection system and method |
| JPH07104304B2 (ja) * | 1987-06-11 | 1995-11-13 | 大阪酸素工業株式会社 | ガス中の微量水分量測定装置 |
| US4875780A (en) * | 1988-02-25 | 1989-10-24 | Eastman Kodak Company | Method and apparatus for inspecting reticles |
| JPH01314953A (ja) * | 1988-06-16 | 1989-12-20 | Fuji Electric Co Ltd | 光学的表面検査装置 |
| US4964340A (en) * | 1988-10-07 | 1990-10-23 | Space Services, Incorporated | Overlapping stage burn for multistage launch vehicles |
| JPH0739994B2 (ja) * | 1988-10-12 | 1995-05-01 | 三菱電機株式会社 | 微細粒子測定装置 |
| US5127726A (en) * | 1989-05-19 | 1992-07-07 | Eastman Kodak Company | Method and apparatus for low angle, high resolution surface inspection |
| DE3941725A1 (de) * | 1989-12-18 | 1991-06-20 | Krupp Atlas Elektronik Gmbh | Vorrichtung zum erkennen von deformationen auf pressteilen |
| US5274434A (en) * | 1990-04-02 | 1993-12-28 | Hitachi, Ltd. | Method and apparatus for inspecting foreign particles on real time basis in semiconductor mass production line |
| US5218417A (en) * | 1990-12-17 | 1993-06-08 | Siemens Corporation | System and methods for measuring the haze of a thin film |
| US5463459A (en) | 1991-04-02 | 1995-10-31 | Hitachi, Ltd. | Method and apparatus for analyzing the state of generation of foreign particles in semiconductor fabrication process |
| US5329351A (en) * | 1992-11-24 | 1994-07-12 | Estek Corporation | Particle detection system with coincident detection |
| US6294793B1 (en) * | 1992-12-03 | 2001-09-25 | Brown & Sharpe Surface Inspection Systems, Inc. | High speed optical inspection apparatus for a transparent disk using gaussian distribution analysis and method therefor |
| US6262432B1 (en) * | 1992-12-03 | 2001-07-17 | Brown & Sharpe Surface Inspection Systems, Inc. | High speed surface inspection optical apparatus for a reflective disk using gaussian distribution analysis and method therefor |
| US6255666B1 (en) * | 1992-12-03 | 2001-07-03 | Brown & Sharpe Surface Inspection Systems, Inc. | High speed optical inspection apparatus for a large transparent flat panel using gaussian distribution analysis and method therefor |
| US6252242B1 (en) * | 1992-12-03 | 2001-06-26 | Brown & Sharpe Surface Inspection Systems, Inc. | High speed optical inspection apparatus using Gaussian distribution analysis and method therefore |
| US5448364A (en) * | 1993-03-22 | 1995-09-05 | Estek Corporation | Particle detection system with reflective line-to-spot collector |
| US5883710A (en) | 1994-12-08 | 1999-03-16 | Kla-Tencor Corporation | Scanning system for inspecting anomalies on surfaces |
| US5864394A (en) * | 1994-06-20 | 1999-01-26 | Kla-Tencor Corporation | Surface inspection system |
| US5487879A (en) * | 1994-07-15 | 1996-01-30 | Martin Marietta Magnesia Specialities Inc. | Stabilized, pressure-hydrated magnesium hydroxide slurry from burnt magnesite and process for its production |
| US5535005A (en) * | 1994-08-25 | 1996-07-09 | Texas Instruments Incorporated | Method and system for inspecting polished surface texture |
| US20040057044A1 (en) * | 1994-12-08 | 2004-03-25 | Mehrdad Nikoonahad | Scanning system for inspecting anamolies on surfaces |
| US6462813B1 (en) * | 1996-04-12 | 2002-10-08 | Perceptron, Inc. | Surface defect inspection system and method |
| WO1997046865A1 (en) * | 1996-06-04 | 1997-12-11 | Tencor Instruments | Optical scanning system for surface inspection |
| US5912732A (en) * | 1996-07-05 | 1999-06-15 | Kabushiki Kaisha Topcon | Surface detecting apparatus |
| US6072574A (en) | 1997-01-30 | 2000-06-06 | Micron Technology, Inc. | Integrated circuit defect review and classification process |
| AU6942998A (en) * | 1997-03-31 | 1998-10-22 | Microtherm, Llc | Optical inspection module and method for detecting particles and defects on substrates in integrated process tools |
| US6034776A (en) * | 1997-04-16 | 2000-03-07 | The United States Of America As Represented By The Secretary Of Commerce | Microroughness-blind optical scattering instrument |
| DE19733194B4 (de) * | 1997-08-01 | 2005-06-16 | Carl Zeiss Jena Gmbh | Laser-Scanning-Mikroskop |
| US6895109B1 (en) * | 1997-09-04 | 2005-05-17 | Texas Instruments Incorporated | Apparatus and method for automatically detecting defects on silicon dies on silicon wafers |
| US6956963B2 (en) * | 1998-07-08 | 2005-10-18 | Ismeca Europe Semiconductor Sa | Imaging for a machine-vision system |
| US6324298B1 (en) * | 1998-07-15 | 2001-11-27 | August Technology Corp. | Automated wafer defect inspection system and a process of performing such inspection |
| US6265232B1 (en) * | 1998-08-21 | 2001-07-24 | Micron Technology, Inc. | Yield based, in-line defect sampling method |
| US6222145B1 (en) * | 1998-10-29 | 2001-04-24 | International Business Machines Corporation | Mechanical strength die sorting |
| US6747737B2 (en) | 2000-06-29 | 2004-06-08 | Carl Zeiss Jena Gmbh | Method for optical detection of an illuminated specimen in a plurality of detection channels |
| DE10033179B4 (de) * | 2000-06-29 | 2016-06-02 | Carl Zeiss Microscopy Gmbh | Verfahren zur optischen Detektion einer beleuchteten Probe in mehreren Detektionskanälen |
| US7112812B2 (en) * | 2001-12-28 | 2006-09-26 | Applied Materials, Inc. | Optical measurement apparatus |
| US6724476B1 (en) * | 2002-10-01 | 2004-04-20 | Advanced Micro Devices, Inc. | Low defect metrology approach on clean track using integrated metrology |
| US7319935B2 (en) * | 2003-02-12 | 2008-01-15 | Micron Technology, Inc. | System and method for analyzing electrical failure data |
| DE102004029012B4 (de) * | 2004-06-16 | 2006-11-09 | Leica Microsystems Semiconductor Gmbh | Verfahren zur Inspektion eines Wafers |
| US7586617B2 (en) * | 2007-06-22 | 2009-09-08 | Schlumberger Technology Corporation | Controlling a dynamic signal range in an optical time domain reflectometry |
| EP2128701A1 (en) * | 2008-05-30 | 2009-12-02 | ASML Netherlands BV | Method of determining defects in a substrate and apparatus for exposing a substrate in a lithographic process |
| AU2009245853B2 (en) * | 2009-12-08 | 2013-12-19 | Radar Portal Systems Pty Ltd | High speed photometric stereo pavement scanner |
| TWI620926B (zh) | 2016-11-04 | 2018-04-11 | 財團法人工業技術研究院 | 工件表面檢測方法及應用其之系統 |
| CN108818161B (zh) * | 2018-07-24 | 2020-08-04 | 上海新昇半导体科技有限公司 | 硅片的返工系统及方法 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3700909A (en) * | 1972-03-09 | 1972-10-24 | Columbia Research Corp | Method for detecting pinhole defects in foil material |
| US3781117A (en) * | 1972-03-31 | 1973-12-25 | United States Steel Corp | Apparatus for surface inspection of moving material |
| US3790287A (en) * | 1972-03-31 | 1974-02-05 | Western Electric Co | Surface inspection with scanned focused light beams |
| US3743431A (en) * | 1972-05-09 | 1973-07-03 | Philco Ford Corp | Radiation sensitive means for detecting flaws in glass |
| US3781531A (en) * | 1972-06-23 | 1973-12-25 | Intec Corp | Flaw detector system utilizing a laser scanner |
| CH552197A (de) * | 1972-11-24 | 1974-07-31 | Bbc Brown Boveri & Cie | Einrichtung zum messen der rauhigkeit einer oberflaeche. |
| US3866054A (en) * | 1973-09-28 | 1975-02-11 | Du Pont | Defect size discriminator circuit for web inspection system |
| US3859537A (en) * | 1973-10-15 | 1975-01-07 | Du Pont | Inspection system for web materials |
| US4028506A (en) * | 1973-12-12 | 1977-06-07 | Nippon Electric Company, Ltd. | Maximum value tracing circuit for digitized voice signals |
| GB1474191A (en) * | 1974-01-21 | 1977-05-18 | Nat Res Dev | Measurement of surface roughness |
| US3900265A (en) * | 1974-03-08 | 1975-08-19 | Intec Corp | Laser scanner flaw detection system |
| US3958127A (en) * | 1974-08-09 | 1976-05-18 | E. I. Du Pont De Nemours And Company | Optical-electrical web inspection system |
| JPS51113783A (en) * | 1975-03-31 | 1976-10-07 | Asahi Chem Ind Co Ltd | Defects detector of nonwoven fabric |
| US4030830A (en) * | 1976-01-05 | 1977-06-21 | Atlantic Research Corporation | Process and apparatus for sensing defects on a smooth surface |
| GB1580195A (en) * | 1976-05-07 | 1980-11-26 | Ferranti Ltd | Discrimination circuit arrangements |
| GB1584145A (en) * | 1976-05-10 | 1981-02-04 | British Steel Corp | Defect detection |
| US4173441A (en) * | 1977-03-28 | 1979-11-06 | E. I. Du Pont De Nemours And Company | Web inspection system and method therefor |
| US4197011A (en) * | 1977-09-22 | 1980-04-08 | Rca Corporation | Defect detection and plotting system |
| US4237539A (en) * | 1977-11-21 | 1980-12-02 | E. I. Du Pont De Nemours And Company | On-line web inspection system |
| US4219277A (en) * | 1978-08-09 | 1980-08-26 | Westinghouse Electric Corp. | Method of detecting flaws on surfaces |
| IT1108254B (it) * | 1978-10-24 | 1985-12-02 | Fiat Spa | Procedimento e dispositivo per il ilevamento di difetti superficiali di un pezzo che ha subito una lavorazione meccanica |
| JPS56146112A (en) * | 1980-04-15 | 1981-11-13 | Mitsubishi Electric Corp | Optical microscope |
-
1981
- 1981-05-12 US US06/262,866 patent/US4376583A/en not_active Expired - Lifetime
- 1981-11-20 AU AU77682/81A patent/AU543465B2/en not_active Ceased
- 1981-11-23 CA CA000390639A patent/CA1173930A/en not_active Expired
- 1981-12-01 EP EP81305663A patent/EP0065051B1/en not_active Expired
- 1981-12-01 DE DE8181305663T patent/DE3176646D1/de not_active Expired
-
1982
- 1982-04-15 MX MX192277A patent/MX151906A/es unknown
- 1982-04-30 BR BR8202514A patent/BR8202514A/pt unknown
- 1982-05-11 NO NO821555A patent/NO821555L/no unknown
- 1982-05-11 KR KR8202056A patent/KR880000750B1/ko not_active IP Right Cessation
- 1982-05-11 DK DK210382A patent/DK210382A/da not_active Application Discontinuation
- 1982-05-11 PT PT74873A patent/PT74873B/pt unknown
- 1982-05-11 ES ES512098A patent/ES8308638A1/es not_active Expired
- 1982-05-11 JP JP57077621A patent/JPS57192844A/ja active Granted
- 1982-05-12 AT AT0186482A patent/AT394632B/de not_active IP Right Cessation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7271890B2 (en) | 2003-08-01 | 2007-09-18 | Samsung Electronics Co., Ltd. | Method and apparatus for inspecting defects |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0065051B1 (en) | 1988-02-10 |
| CA1173930A (en) | 1984-09-04 |
| DK210382A (da) | 1982-12-30 |
| BR8202514A (pt) | 1983-04-12 |
| EP0065051A2 (en) | 1982-11-24 |
| AU7768281A (en) | 1982-11-18 |
| JPS57192844A (en) | 1982-11-27 |
| NO821555L (no) | 1983-01-21 |
| JPH0341785B2 (ko) | 1991-06-25 |
| US4376583A (en) | 1983-03-15 |
| PT74873A (en) | 1982-06-01 |
| PT74873B (en) | 1983-12-02 |
| AT394632B (de) | 1992-05-25 |
| DE3176646D1 (en) | 1988-03-17 |
| MX151906A (es) | 1985-05-02 |
| EP0065051A3 (en) | 1984-05-23 |
| AU543465B2 (en) | 1985-04-18 |
| ES512098A0 (es) | 1983-09-01 |
| ATA186482A (de) | 1991-10-15 |
| ES8308638A1 (es) | 1983-09-01 |
| KR830010380A (ko) | 1983-12-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR880000750B1 (ko) | 연마된 제품 표면의 미세한 결점 검사방법 및 장치 | |
| EP0179309B1 (en) | Automatic defect detection system | |
| US3988068A (en) | Method and apparatus for detecting cosmetic defects in opthalmic lenses | |
| US4641967A (en) | Particle position correlator and correlation method for a surface scanner | |
| US8260035B2 (en) | Threshold determination in an inspection system | |
| EP0146005B1 (en) | Surface defect inspecting apparatus | |
| US5076692A (en) | Particle detection on a patterned or bare wafer surface | |
| US5317380A (en) | Particle detection method and apparatus | |
| US5389794A (en) | Surface pit and mound detection and discrimination system and method | |
| US20090073440A1 (en) | System and method for detecting surface features on a semiconductor workpiece surface | |
| US6798504B2 (en) | Apparatus and method for inspecting surface of semiconductor wafer or the like | |
| US4874940A (en) | Method and apparatus for inspection of a transparent container | |
| EP0330536B1 (en) | Method and apparatus for inspecting reticles | |
| JPH06294745A (ja) | 円筒形核燃料ペレットを自動的に分類するための光学的方法及び装置 | |
| US3427109A (en) | Reflection testing apparatus which detects pits in sheet material | |
| JPH09504093A (ja) | 粒子汚染の光束判別 | |
| JPH06294749A (ja) | 板ガラスの欠点検査方法 | |
| US5402228A (en) | On-line dirt counter | |
| JPH05332946A (ja) | 表面検査装置 | |
| CA2080587C (en) | On-line dirt counter | |
| JPH0432340B2 (ko) | ||
| McLemore et al. | Automatic surface flaw inspection of nuclear fuel pellets | |
| Frazee et al. | Gold Contact Inspection Using a Scanning Laser Beam | |
| JPH0434347A (ja) | 表面検査方法 | |
| JPH06294752A (ja) | ウエーハ表面検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| N231 | Notification of change of applicant | ||
| A201 | Request for examination | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20010425 Year of fee payment: 14 |
|
| EXPY | Expiration of term |