KR20230111231A - 필름 롤 및 필름 롤의 제조 방법 - Google Patents
필름 롤 및 필름 롤의 제조 방법 Download PDFInfo
- Publication number
- KR20230111231A KR20230111231A KR1020237021273A KR20237021273A KR20230111231A KR 20230111231 A KR20230111231 A KR 20230111231A KR 1020237021273 A KR1020237021273 A KR 1020237021273A KR 20237021273 A KR20237021273 A KR 20237021273A KR 20230111231 A KR20230111231 A KR 20230111231A
- Authority
- KR
- South Korea
- Prior art keywords
- film
- optical film
- roll
- film roll
- stretching
- Prior art date
Links
Images











Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Polarising Elements (AREA)
Abstract
본 발명의 과제는 수송 시나 장기 보관 시에 감기 불량이 적고, 또한 품질을 유지할 수 있는 필름 롤을 제공하는 것이다. 또한, 생산 수율이 높고, 검사 부하도 대폭 경감시킨 당해 필름 롤의 제조 방법을 제공하는 것이다. 본 발명의 필름 롤은, 단층의 광학 필름이 권취된 필름 롤이며, 상기 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내에서 측정한 막 두께의 평균 최대 고저차 (P-V)ave1이 0.15 내지 0.40㎛이고, 또한 상기 필름 롤의 중앙부의 외경 Dc와 단부의 외경 De의 비(Dc/De)가 0.98 내지 1.02인 것을 특징으로 한다.
Description
본 발명은 필름 롤 및 필름 롤의 제조 방법에 관한 것이다.
보다 상세하게는, 수송 시나 장기 보관 시에 감기 불량이 적고, 또한 품질을 유지할 수 있는 필름 롤에 관한 것이다.
또한, 생산 수율이 높고, 검사 부하도 대폭 경감시킨 당해 필름 롤의 제조 방법에 관한 것이다.
작금, 화상 표시 장치의 박막화가 요망되고, 액정 디스플레이(LCD), 유기 일렉트로 루미네센스 디스플레이(ELD) 및 전자 페이퍼 등의 화상 표시 장치에 구비되는 광학 보호 필름이나 광학 기능성 필름은, 통상 롤로 다음 공정에 공급되기 때문에, 상기와 같은 광학 필름에 대해서도 박막화가 요망되고 있다.
또한, 광학 필름에는 생산 효율을 높이기 위해서 장척화 및 광폭화도 요망되고 있다.
광학 필름은 통상 제조된 후 롤상으로 권취되어, 필름 롤로서 보관이나 수송이 되는 점에서, 필름을 롤상으로 권취하는 기술로서는, 일반적으로는 하기 기술이 알려져 있다.
(1) 광학 필름을, 첩부 억제 기능을 갖는 프로텍트 필름과 함께 권취하는 기술
(2) 광학 필름을, 한쪽 면에 첩부를 억제하는 안티블로킹층을 마련해서 권취하는 기술
(3) 미리 광학 필름의 단부에 널링 가공을 행한 것을 권취함으로써, 광학 필름을 권취할 때에, 함께 에어층(공기층)을 도입하는 것으로, 제품 부품의 광학 필름의 첩부를 억제하는 기술
상기 (1)의 기술에 관해서는 필름 롤을 이용하는 고객이 광학 필름을 적용하는 제품의 제조 공정에 있어서 프로텍트 필름에 의한 폐기물이 발생하는 것이 문제가 되었다.
또한, 프로텍트 필름에는, 입자 등에 의한 안티블로킹 기능이 부여되고 있기 때문에, 당해 입자 등에 의한 제품 부분에의 압입에 의해 광학 필름에 오목부나 흠집이 생겨버리는 것이 문제가 되었다.
상기 (2)의 기술에 관해서는, 프로텍트 필름과 마찬가지로, 입자 등에 의한 제품 부분에의 압입에 의해 광학 필름에 오목부나 흠집이 생겨버리는 것이 문제가 되었다.
또한, 상기 이외에도 필름 롤을 이용하는 고객이 광학 필름을 적용하는 제품의 제조 공정에 있어서 반송에 수반한 공정 오염이 문제가 되었다.
(3)의 기술에 관해서는, 제품 수송 시나 경시로, 필름 롤 중에 도입된 에어층(공기층)의 공기가 빠지는 것에 의해 휨이 발생하는 것이나, 필름 롤의 권취 코어에서 첩부가 발생함으로써, 필름 롤의 권취 코어 부분을 사용할 수 없는 불필요한 폐기물이 되어버려, 환경 부하가 커진다고 하는 것이 문제가 되었다.
상기 (1) 내지 (3)의 권취 기술에 문제점이 있는 점에서, 필름 롤에는 여러가지 개선이 요구되고 있다.
상기 문제에 관해서, 광학 필름의 단부에 널링 가공을 실시하고, 에어층(공기층)을 도입하고, 광학 필름 면 내의 균일성을 좋게 하는 것으로 위상차의 변동을 억제하여, 표시 품질을 개선하는 발명이 개시되어 있다(특허문헌 1 참조.).
단, 상기의 발명에서는 필름 롤의 단부에 널링 가공이 실시되어 있는 것에 의해, 단부의 롤 직경이 중앙부의 롤 직경에 비해서 커져버려서, 제품 수송 시나 경시로 에어층(공기층)의 공기가 빠지는 것과 널링이 지주가 되어 롤이 휘는 것에 의해, 롤의 둘레 방향(길이)의 응력에 차이가 발생해버려, 품질이 열화되어버린다고 하는 문제가 남겨져 있었다.
이상의 점에서, 트럭이나 배 등의 수송에 의한 진동 열화나 시간 경과와 같은 외부 환경에 강하고, 제품 발송 시점의 품질과 거의 변함없이 제공할 수 있어, 장기간의 제품 보관을 상정한 조달을 실현하고, 물류 비용도 억제하고, 또한 권취 코어로부터 권외(卷外)에 이르기까지 고품질의 필름 롤을 제공할 것이 요구되고 있다.
본 발명은 상기 문제·상황을 감안하여 이루어진 것으로, 그 해결 과제는, 수송 시나 장기 보관 시에 감기 불량이 적고, 또한 품질을 유지할 수 있는 필름 롤을 제공하는 것이다. 또한, 생산 수율이 높고, 검사 부하도 대폭 경감시킨 당해 필름 롤의 제조 방법을 제공하는 것이다.
본 발명자는, 상기 과제를 해결하기 위해, 상기 문제의 원인 등에 대해서 검토하는 과정에 있어서,
광학 필름의 막 두께나 표면의 반사율 등을 특정의 범위 내로 제어함으로써 과제를 해결할 수 있는 것을 알아내어 본 발명에 이르렀다.
즉, 본 발명에 관한 상기 과제는, 이하의 수단에 의해 해결된다.
1. 단층의 광학 필름이 권취된 필름 롤이며,
상기 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내의 막 두께의 평균 최대 고저차 (P-V)ave1이 0.15 내지 0.40㎛,
또한 상기 필름 롤의 중앙부와 단부의 비(중앙부의 외경/단부의 외경)가 0.98 내지 1.02인
것을 특징으로 하는 필름 롤.
2. 단층의 광학 필름이 권취된 필름 롤이며,
상기 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내의 막 두께의 평균 최대 고저차 (P-V)ave1이 0.15 내지 0.40㎛,
또한 상기 필름 롤의 중앙부와 단부의 표면의 반사율로부터 구한 CIE1976L*a*b* 표색계에 의해 규정되는 a*값 및 b*값이 하기 식 (1)을 충족하는
식 (1):
-1.0<(단부 a*-중앙부 a*)+(단부 b*-중앙부 b*)<1.0
인 것을 특징으로 하는 필름 롤.
3. 상기 광학 필름의 폭 방향에 대하여 경사 방향으로 하기 스텝 1 내지 스텝 3의 순으로 측정한 막 두께의 평균 최대 고저차 (P-V)ave2가 0.15 내지 0.40㎛인
것을 특징으로 하는 제1항 또는 제2항에 기재된 필름 롤.
스텝 1:
단부의 임의의 위치에 있어서의 막 두께 측정 후, 측정마다 상기 임의의 위치로부터 폭 방향으로 50㎜, 또한 길이 방향으로 620㎜ 이동시킨 위치의 막 두께를 측정하고, 그것을 다른 쪽 단부까지 반복하여, 광학 필름의 폭 방향에 대하여 경사 방향의 막 두께의 각각의 최대 고저차를 산출한다.
스텝 2:
상기 스텝 1의 종료 후에, 길이 방향의 이동 위치의 합계의 거리가 1000m에 도달할 때까지 상기 스텝 1과 마찬가지의 측정을 행하여, 광학 필름의 폭 방향에 대하여 경사 방향의 막 두께의 각각의 최대 고저차를 더 산출한다.
스텝 3:
상기 스텝 1 및 2에서 얻어진 광학 필름의 폭 방향에 대하여 경사 방향의 막 두께의 각각의 최대 고저차로부터 광학 필름의 폭 방향에 대하여 경사 방향의 막 두께의 평균 최대 고저차 (P-V)ave2를 산출한다.
4. 상기 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내의 평균 차분 배향각 θave° 및 평균 차분 막 두께 dave㎛를 산출했을 때, 평균 차분 배향각 θave°와 평균 차분 막 두께 dave㎛가 하기 식 (2)를 충족하는
식 (2):
800<|평균 차분 배향각 θave/평균 차분 막 두께 dave×10-3|<10000
인 것을 특징으로 하는 제1항 내지 제3항 중 어느 한 항에 기재된 필름 롤.
5. 상기 광학 필름이 무기 미립자를 함유하는
것을 특징으로 하는 제1항 내지 제4항 중 어느 한 항에 기재된 필름 롤.
6. 상기 광학 필름의 폭이 2400 내지 3000㎜인
것을 특징으로 하는 제1항 내지 제5항 중 어느 한 항에 기재된 필름 롤.
7. 상기 필름 롤의 길이가 7500 내지 10000m인
것을 특징으로 하는 제1항 내지 제6항 중 어느 한 항에 기재된 필름 롤.
8. 제1항 내지 제7항 중 어느 한 항에 기재된 필름 롤의 제조 방법이며,
적어도 광학 필름을 연신로 내에서 연신하는 연신 공정 및 평탄화 처리 공정을 갖고,
상기 평탄화 처리 공정에 있어서, 상기 연신로 내의 온도에 대하여 50 내지 200℃의 높은 온도에서 평탄화 처리하는
것을 특징으로 하는 필름 롤의 제조 방법.
9. 상기 연신 공정에 있어서, 적외선(IR) 히터를 사용해서 상기 평탄화 처리가 행해지고, 또한,
상기 적외선(IR) 히터의 100㎜ 이격된 위치의 중앙부의 열량 A와 단부의 열량의 평균값 B가 하기 식 (3)을 충족하는
식 (3):
0.2<(B/A)<0.6
인 것을 특징으로 하는 제8항에 기재된 필름 롤의 제조 방법.
본 발명의 상기 수단에 의해, 수송 시나 장기 보관 시에 감기 불량이 적고, 또한 품질을 유지할 수 있는 필름 롤을 제공할 수 있다.
또한, 생산 수율이 높고, 검사 부하도 대폭 경감시킨 당해 필름 롤의 제조 방법을 제공할 수 있다.
본 발명의 효과의 발현 기구 내지 작용 기구에 대해서는, 명확하게는 되어 있지 않지만, 이하와 같이 추정하고 있다.
종래, 특허문헌 1에 개시되어 있는 바와 같이 당업자가 필름 롤을 제작할 때에는, 공업적 생산성이나 비용 등의 관점에서, 광학 필름의 단부에 널링 가공을 실시하고, 에어층(공기층)을 말려들게 하면서 광학 필름을 권취하는 수단이 채용되고 있었다.
그런데, 상기 널링 가공부의 주 기능은, 에어층(공기층)의 도입에 의한 광학 필름의 첩부 억제 기능과 물리적인 요철에 의한 필름 롤의 권취 어긋남 억제 기능의 두가지로 생각되고 있다.
당해 널링 가공된 필름 롤의 감기 완료 직후(제조 직후)에 있어서는, 전술한 에어층(공기층)이 광학 필름끼리의 첩부를 억제하고 있지만, 배편, 트럭 등에 의한 수송 중, 또는 고객의 창고에서 보관될 때에, 경시와 함께 에어층(공기층)의 공기가 빠져 감으로써, 상기 두가지 기능에 지장을 초래해버린다.
수송 중은 물론, 고객은 창고에 보존한 롤을 사용해서 바로 생산을 개시하는 케이스는 적고, 창고에서 장기 보관되는 케이스도 있어 첩부 타이밍을 예측할 수 없는 것이 문제가 되고 있었다.
도 1a는 종래의 단부가 널링 가공된 필름 롤의 감기 완료 직후(제조 직후)의 개략도이다.
도 1b는 도 1a에 있어서의 필름 롤의 단부의 일부분 A의 확대도이다.
도 1c는 도 1b에 있어서의 널링 가공의 요철 형상의 일부분 B의 필름의 단면 확대도이다.
도 2는 일정 시간 경과 후의 필름 롤의 휨의 상태를 나타내는 개략도이다.
여기서, 본 발명자들이 단부가 널링 가공된 광학 필름끼리가 첩부되는 스텝을 해석해 본바, 도 1a와 같이 단부가 널링 가공된 필름 롤은, 권취에 의해 광학 필름이 몇층이나 겹치는 것으로 널링 높이가 적층(도 1b 참조.)된 만큼, 도 1c와 같이 단부가 돌출되는 것으로 단부의 롤 직경이 중앙부의 롤 직경에 비해 커지고, 권외측의 면에서는 도 2와 같이, 시간 경과와 함께 에어층(공기층)의 공기가 조금씩 빠지는 한편, 널링된 단부의 필름끼리는 마찰에 의해 권취 어긋남이 발생하지 않는다.
그러나, 당해 환경 하, 필름 롤 자신의 자중에 의해 필름 롤의 상측과 하측에서 휨이 발생해서 첩부가 일어나기 시작하는 것을 알 수 있다.
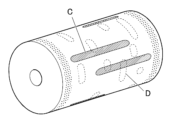
이어서, 도 3은 도 2의 필름 롤의 일정 시간 경과 후의 필름 롤에 대한 권취 코어측을 나타내는 개략도를 나타낸다.
필름 롤로 했을 때에, 필름끼리가 접촉하는 면 중 권취 코어측의 면(이하 권취 코어측의 면이라고도 한다.)에서는, 시간 경과와 함께 에어층(공기층)의 공기가 더 조금씩 빠짐으로써, 도 3과 같이 첩부 부분(첩부 불량; 도 3에 있어서의 D의 부분.)이 여러점 겹쳐, 힘을 빠지게 하기 때문에 도 3과 같이 폭의 미소 주름(주름)에 더하여 길이 주기를 갖는 폭 방향의 첩부(점차 불량; 도 3에 있어서의 C의 부분 참조.)가 발생해버린다.
또한, 단부에 널링 가공한 광학 필름에 있어서, 에어층(공기층)의 도입에 의한 광학 필름의 첩부 억제 기능이나, 물리적인 요철에 의한 권취 어긋남 억제 기능을 우선하면, 트럭 등에 의한 수송 시에 발생하는 진동에 대하여, 에어층(공기층)의 영향에 의해 필름 롤에 강한 충격을 주게 되어, 오히려 필름 롤의 권취 어긋남이 일어나기 쉬워지거나, 계절 변동의 영향도 받기 쉬워져서, 제어가 매우 곤란해져서 문제 해결에 이르지 못하였다고 추정된다.
한편, 본 발명에서는, 단층의 광학 필름이 권취된 필름 롤에 에어층(공기층)을 적절하게 도입하고, 또한 단부에는 널링 가공을 실시하지 않고, 광학 필름끼리가 대향하는 접촉면 전체면에서 적당하고 미소한 접촉을 발생시키는 것에 의해(첩부가 인식되지 않는 레벨) 권취 어긋남의 기능을 분산시킨다고 하는 종래의 기술과는 역전의 발상으로 과제 해결에 이르렀다.
즉, 본 발명의 광학 필름은, 상기 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내에서 측정한 막 두께의 평균 최대 고저차 (P-V)ave1이, 0.15 내지 0.40㎛이고, 또한 상기 필름 롤의 중앙부의 외경 Dc와 단부의 외경 De의 비의 값(Dc/De)이, 0.98 내지 1.02인 것을 특징으로 하고, 이 수단에 의해 과제를 해결할 수 있다.
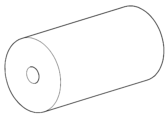
즉, 본 발명의 필름 롤은, 도 4에 도시한 바와 같이, 단부에 널링 가공이 실시되어 있지 않고, 필름 롤 전체면의 막 두께의 평균 최대 고저차, 즉 막 두께 차는 작다.
이 때문에, 광학 필름간의 에어층(공기층)이 균일해져서, 필름 롤의 상측이 편평한 상태가 된다.
필름 롤 하측도 자중의 영향은 있기는 하지만, 상측의 폭 방향의 휨이 없어지는 것으로 하측의 휨이 억제된다.
또한, 광학 필름의 권취 코어측의 면에서는 필름 롤의 둘레 방향(길이 방향)의 응력이 균일해지고, 폭 방향에서는, 광학 필름끼리의 볼록부를 중심으로 해서 광학 필름끼리가 접하는 것에 의한 첩부에 의한 응력 집중이 억제된다.
또한, 종래의 광학 필름과 같이 권취 시에 도입되는 에어층(공기층)에 의해 제품부에서의 폭 전체의 접촉을 억제하는 것이 아니고, 광학 필름의 단부에 널링 가공을 하지 않고, 길이 방향의 변동을 고려한 다음, 광학 필름의 폭 방향에 대한 경사 방향의 막 두께의 평균 최대 고저차 (P-V)ave2를 특정 범위로 제어하는 것에 의해서도, 권취 어긋남의 기능을 분산해서 부여함으로써, 수송 시나 장기 보관 시에 감기 불량이 적고, 또한 품질을 유지할 수 있는 필름 롤을 제공할 수 있었다고 추정된다.
또한, 생산 수율이 높고, 검사 부하도 대폭 경감시킨 당해 필름 롤의 제조 방법을 제공할 수 있었다고 추정된다.
또한, 광학 필름의 폭 방향에 대한 경사 방향의 막 두께의 평균 최대 고저차 (P-V)ave2가, 0.15 미만이면 권취 직후부터 첩부가 인식되는 레벨로 되고 있고, 0.40 이상이면 변동에 기인한 미소한 첩부가 발생해서 과제 해결에는 이르지 못하였다.
도 1a는 단부가 널링 가공된 필름 롤의 감기 완료 직후(제조 직후)의 개략도
도 1b는 도 1a에 있어서의 필름 롤의 단부의 일부분 A의 확대도
도 1c는 도 1b에 있어서의 널링 가공의 요철 형상의 일부분 B의 필름의 단면 확대도
도 2는 일정 시간 경과 후의 필름 롤의 휨의 상태를 나타내는 개략도
도 3은 일정 시간 경과 후의 필름 롤에 대한 권취 코어측의 면에의 응력이 걸리는 방법을 나타내는 개략도
도 4는 본 발명의 필름 롤 개략도
도 5는 용액 유연 제막법의 제조 공정의 흐름을 나타내는 흐름도
도 6은 용액 유연 제막법에 의해 광학 필름을 제조하는 장치의 개략도
도 7은 텐터 연신 장치의 내부 구성을 모식적으로 나타내는 평면도
도 8은 텐터 연신 장치 내의 3개의 존의 측면도
도 9는 텐터 연신 장치 내의 3개의 존의 평면도
도 10은 텐터 연신 장치 내의 3개의 존을 정면으로부터 보았을 때의 노즐과 히터 설치 부분의 개략도
도 11은 광학 필름이 권취되는 공정과, 권취된 후의 본 발명의 필름 롤 단면을 도시하는 개략도
도 12는 용융 유연 제막법의 제조 공정의 흐름을 나타내는 흐름도
도 13은 용융 유연 제막법에 의해 광학 필름을 제조하는 장치의 개략 구성도
도 1b는 도 1a에 있어서의 필름 롤의 단부의 일부분 A의 확대도
도 1c는 도 1b에 있어서의 널링 가공의 요철 형상의 일부분 B의 필름의 단면 확대도
도 2는 일정 시간 경과 후의 필름 롤의 휨의 상태를 나타내는 개략도
도 3은 일정 시간 경과 후의 필름 롤에 대한 권취 코어측의 면에의 응력이 걸리는 방법을 나타내는 개략도
도 4는 본 발명의 필름 롤 개략도
도 5는 용액 유연 제막법의 제조 공정의 흐름을 나타내는 흐름도
도 6은 용액 유연 제막법에 의해 광학 필름을 제조하는 장치의 개략도
도 7은 텐터 연신 장치의 내부 구성을 모식적으로 나타내는 평면도
도 8은 텐터 연신 장치 내의 3개의 존의 측면도
도 9는 텐터 연신 장치 내의 3개의 존의 평면도
도 10은 텐터 연신 장치 내의 3개의 존을 정면으로부터 보았을 때의 노즐과 히터 설치 부분의 개략도
도 11은 광학 필름이 권취되는 공정과, 권취된 후의 본 발명의 필름 롤 단면을 도시하는 개략도
도 12는 용융 유연 제막법의 제조 공정의 흐름을 나타내는 흐름도
도 13은 용융 유연 제막법에 의해 광학 필름을 제조하는 장치의 개략 구성도
본 발명의 필름 롤은, 단층의 광학 필름이 권취된 필름 롤이며, 상기 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내의 막 두께의 평균 최대 고저차 (P-V)ave1이, 0.15 내지 0.40㎛, 또한 상기 필름 롤의 중앙부와 단부의 비(중앙부의 외경/단부의 외경)가, 0.98 내지 1.02인 것을 특징으로 한다.
상기의 특징에 의해, 본 발명의 과제를 해결할 수 있다.
또한, 본 발명의 필름 롤은, 상기 특징에 더하여 상기 필름 롤의 중앙부와 단부의 표면의 반사율로부터 구한 CIE1976L*a*b* 표색계에 의해 규정되는 a*값 및 b*값이 상기 식 (1)을 충족하는 것을 특징으로 한다.
상기의 특징에 의해, 본 발명의 과제를 해결할 수 있음과 함께, 광학 필름의 표시 장치에의 적용성을 높이고, 특히 콘트라스트 등이 양호해진다.
상기 두가지 특징은, 하기 실시 양태에 공통되거나 또는 대응하는 기술적 특징이다.
본 발명의 실시 형태로서는, 상기 광학 필름의 폭 방향에 대하여 경사 방향으로 상기 스텝 1 내지 스텝 3의 순으로 측정한 막 두께의 평균 최대 고저차 (P-V)ave2가, 0.15 내지 0.40㎛인 것이, 본 발명의 효과 발현의 관점에서 바람직하다.
상기 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내의 평균 차분 배향각 θave° 및 평균 차분 막 두께 dave㎛를 산출했을 때, 평균 차분 배향각 θave°와 평균 차분 막 두께 dave㎛가 상기 식 (2)를 충족하는 것이 본 발명의 효과 발현의 관점에서 바람직하다.
상기 광학 필름이 무기 미립자를 함유하는 것이, 광학 필름 표면을 적절한 요철 상태로 조정할 수 있는 것 및 저복굴절을 부여하는 관점에서 바람직하고, 내열 보관성의 향상, 환경 안정성의 향상의 관점에서 바람직하다.
상기 광학 필름의 폭이 2400 내지 3000㎜인 것이 박막화 및 생산성의 관점에서 바람직하다.
상기 광학 필름의 길이가 7500 내지 10000m인 것이 박막화 및 생산성의 관점에서 바람직하다.
본 발명의 필름 롤의 제조 방법은, 상기 필름 롤을 제조하는 필름 롤의 제조 방법이며, 적어도 광학 필름을 연신로 내에서 연신하는 연신 공정 및 평탄화 처리 공정을 갖고, 상기 평탄화 처리 공정에 있어서, 상기 연신로 내의 온도에 대하여 50 내지 200℃의 높은 온도에서 평탄화 처리하는 것, 또한 상기 연신 공정에 있어서, 적외선(IR) 히터를 사용해서 상기 평탄화 처리가 행해지고, 또한, 상기 적외선(IR) 히터의 100㎜ 이격된 위치의 중앙부의 열량 A와 단부의 열량의 평균값 B가 상기 식 (3)을 충족하는 것이, 평탄화의 효과 관점에서 바람직하다.
이하, 본 발명과 그 구성 요소 및 본 발명을 실시하기 위한 형태·양태에 대해서 상세한 설명을 한다. 또한, 본원에 있어서, 「내지」는 그 전후에 기재되는 수치를 하한값 및 상한값으로서 포함하는 의미로 사용한다.
1. 본 발명의 필름 롤의 개요
본 발명의 필름 롤은, 단층의 광학 필름이 권취된 필름 롤이며, 상기 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내의 막 두께의 평균 최대 고저차 (P-V)ave1이 0.15 내지 0.40㎛, 또한 상기 필름 롤의 중앙부와 단부의 비(중앙부의 외경/단부의 외경)가 0.98 내지 1.02인 것을 특징으로 한다.
(용어의 정의)
먼저, 이하에 있어서, 본 발명에 관한 주요한 용어의 의의에 대해서 설명한다.
「광학 필름의 막 두께의 평균 최대 고저차 (P-V)ave1」란, 후술하는 막 두께 측정에 의해 측정·관찰되는 광학 필름의 두께의 요철 형상의 산과 골의 높이의 최대 고저차를 평균한 값을 말하며, 막 두께를 측정함으로써 광학 필름의 볼록부 구조의 가장 높은 부분과, 오목부 구조의 가장 낮은 부분의 높이의 차를 산출하여, 그 평균값을 (P-V)ave1이라 하였다.
「단부」란, 광학 필름(롤)의 폭 방향의 말단으로부터 15 내지 30㎜ 내측의 범위 내의 영역 부분을 말한다.
「중앙부」란, 광학 필름의 폭 방향의 양단부를 제외한 영역 부분을 말한다.
「외경」이란, 필름 롤의 중심축(코어)에 수직인 단면을 원으로 했을 때, 롤의 최외주에서 형성되는 원의 직경을 말한다.
따라서, 「단부의 외경」이란, 단부 영역에서 관찰되는 원형의 단면의 직경(평균값)을 말한다.
또한, 「중앙부의 외경」이란, 중앙부의 중심점에서 관찰되는 원형의 단면의 직경을 말한다.
본 발명의 실시예에서는 필름 롤의 폭 방향의 양 말단으로부터 30㎜의 위치의 외경을 줄자에 의해 측정하고, 단부의 외경으로 하였다.
또한, 단부의 외경은, 양단부의 외경 평균값으로 하였다.
상기 필름 롤의 외경의 측정에는, 다른 방법도 사용할 수 있고, 예를 들어 레이저 변위계(Keyence사제 LK-G5000)의 레이저를 필름 롤의 폭 방향의 양 말단으로부터 30㎜의 위치의 외경과 중앙부의 중심 위치에 조사하도록 설치해서 외경을 측정할 수도 있다.
(1.1) 본 발명의 광학 필름의 형상 등
본 발명의 광학 필름은, 상기 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내에서 측정한 막 두께의 평균 최대 고저차 (P-V)ave1이, 0.15 내지 0.40㎛이다.
또한, 상기 필름 롤의 중앙부의 외경 Dc와 단부의 외경 De의 비의 값(Dc/De)이 0.98 내지 1.02이다.
즉, 본 발명의 필름 롤은, 도 4에 도시한 바와 같이, 단부에 널링 가공이 실시되어 있지 않고, 필름 롤 전체면의 막 두께의 평균 최대 고저차, 즉 막 두께 차는 작다.
이 때문에, 광학 필름간의 에어층(공기층)이 균일해져서, 필름 롤의 상측이 편평한 상태가 된다.
필름 롤 하측도 자중의 영향은 있기는 하지만, 상측의 폭 방향의 휨이 없어지는 것으로 하측의 휨이 억제된다.
또한, 광학 필름의 권취 코어측의 면에서는 필름 롤의 둘레 방향(길이 방향)의 응력이 균일해지고, 폭 방향에서는, 광학 필름끼리의 볼록부를 중심으로 해서 광학 필름끼리가 접하는 것에 의한 첩부에 의한 응력 집중이 억제된다.
또한, 상기 광학 필름의 폭 방향에 대하여 경사 방향으로 하기 스텝 1 내지 스텝 3의 순으로 측정한 막 두께의 평균 최대 고저차 (P-V)ave2가 0.15 내지 0.40㎛인 것이 상기 작용 기구에 의한 본 발명에 관한 과제 해결의 관점에서 바람직하다.
스텝 1:
단부의 임의의 위치에 있어서의 막 두께 측정 후, 측정마다 상기 임의의 위치로부터 폭 방향으로 50㎜, 또한 길이 방향으로 620㎜ 이동시킨 위치의 막 두께를 측정하고, 그것을 다른 쪽 단부까지 반복해서 경사 방향의 최대 고저차를 산출한다.
스텝 2:
상기 스텝 1의 종료 후에, 길이 방향의 이동 위치의 합계의 거리가 1000m에 도달할 때까지 상기 스텝 1과 마찬가지의 측정을 행하여, 경사 방향의 최대 고저차를 더 산출한다.
스텝 3:
상기 스텝 1 및 2에서 얻어진 각 경사 방향의 최대 고저차로부터 경사 방향의 막 두께의 평균 최대 고저차 (P-V)ave2를 산출한다.
상기 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내의 평균 차분 배향각 θave° 및 평균 차분 막 두께 dave㎛를 산출했을 때, 평균 차분 배향각 θave°와 평균 차분 막 두께 dave㎛가 하기 식 (2)를 충족하는 것이 효과 발현의 관점에서 바람직하다.
식 (2):
800<|평균 차분 배향각 θave/평균 차분 막 두께 dave×10-3|<10000
여기서, 「평균 차분 배향각 θave」란, 하기 방법으로 측정·산출하여 얻은 값을 말한다.
즉, 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내를 한쪽 단부의 임의의 위치로부터 폭 방향으로 5㎜, 또한 길이 방향으로 5㎜ 이동시킨 위치의 배향각의 값을 측정하고, 그것을 다른 쪽 단부까지 반복해서 측정했다.
이어서, 인접하는 배향각의 값의 차분을 취한 절댓값의 평균값을 산출하여, 평균 차분 배향각 θave°라 하였다.
또한, 측정의 타이밍은, 용액 유연 제막법, 용융 유연 제막법의 어느 것의 공정에 있어서도, 상온에서 권취 공정 직전으로 하였다.
「평균 차분 막 두께 dave」란, 하기 방법으로 측정·산출하여 얻은 값을 말한다.
즉, 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내를 한쪽 단부의 임의의 위치로부터 폭 방향으로 5㎜, 또한 길이 방향으로 5㎜ 이동시킨 위치의 막 두께의 값을 측정하고, 그것을 다른 쪽 단부까지 반복해서 측정했다.
이어서, 인접하는 막 두께의 값의 차분을 취한 절댓값의 평균값을 산출하여, 평균 차분 막 두께 dave㎛라 하였다.
또한, 측정의 타이밍은 용액 유연 제막법, 용융 유연 제막법의 어느 것의 공정에 있어서도, 상온에서 권취 공정 직전으로 하였다.
본 발명에서는, 막 두께의 평균 최대 고저차 (P-V)ave1이, 0.15 내지 0.40과 길이 방향에서 약간의 고저차를 갖고, 또한 |평균 차분 배향각 θave/평균 차분 막 두께 dave×10-3|이 상기와 같이 어느 정도 큰 값을 갖는 필름 롤인 것으로, 인접하는 영역에 있어서 미소한 응력 완화 부분과 비응력 완화 부분을 갖는 광학 필름인 것을 규정하게 되고, 당해 광학 필름 특성에 의해, 국소적인 첩부 시에, 비응력 완화 부분이 국소 완화를 행함으로써 국소적인 첩부를 억제하고 있다는 추측이 성립된다.
또한, 열 처리를 한 부분은, 광학 필름의 평균 막 두께가 낮아지지만, 배향각을 약간 흐트러뜨리게 되고, 이에 의해 미소한 응력 완화 부분과 비응력 완화 부분을 갖는 광학 필름이 생길 것이라는 추측이 성립되고, 따라서 당업자가 막 두께 편차를 적게 한 필름 롤을 제작할 때에는, 어떠한 열 처리가 필요로 된다고 생각된다.
또한, 상기 소정의 범위 내로 하는 처리를 「평탄화 처리」라고 하며, 그에 대해서는 후술한다.
상기 광학 필름이 무기 미립자를 함유하는 것이, 저복굴절을 부여하는 관점에서 바람직하고, 내열 보관성의 향상, 환경 안정성의 향상의 관점에서 바람직하다.
상기 광학 필름의 폭이 2400 내지 3000㎜의 범위 내인 것이 박막화 및 생산성의 관점에서 바람직하다.
상기 필름 롤의 길이가 7500 내지 10000m의 범위 내인 것이 박막화 및 생산성의 관점에서 바람직하다.
(1.2) 광학 필름의 색조의 균일성
본 발명의 필름 롤의 실시 형태의 다른 예로서는, 중앙부와 단부의 표면의 분광 반사율로부터 구한 CIE1976L*a*b* 표색계에 의해 규정되는 a*값 및 b*값이 하기 식 (1)을 충족하는 것을 특징으로 한다.
이러한 특성을 충족한다는 것은, 광학 필름의 장소에 의한 색상 및 채도의 차이가 적어, 광학 필름의 색조가 전체적으로 균일한 점에서, 광학 필름 표면의 요철 상태가 균일하고, 본 발명에 관한 과제 해결의 관점 및 광학 필름을 표시 장치에 적용한 경우, 콘트라스트가 양호한 화상을 얻기 쉽다.
식 (1):
-1.0<(단부 a*-중앙부 a*)+(단부 b*-중앙부 b*)<1.0
(상기 식 중, a*값은 상기 표색계 중 색상과 채도를 나타내고, 적-녹 추이 선의 위치를 나타내는 좌푯값이다. b*값은 상기 표색계 중 색상과 채도를 나타내고, 황-청 추이선의 위치를 나타내는 좌푯값이다.)
또한, a*값 및 b*값의 측정은 측색계를 사용해서 할 수 있다. 예를 들어, 팔레트 큐브(Palette CUBE; Palette Pty Ltd제)에 의해 측정할 수 있다.
2. 광학 필름을 구성하는 수지
(2.1) 열가소성 수지
본 발명에 관한 광학 필름에 사용되는 열가소성 수지 재료로서는, 제막 후 필름 롤로서 취급할 수 있는 것이면 한정은 없다.
예를 들어 편광판 용도로서 사용되고 있는 열가소성 수지로서는, 트리아세틸셀룰로오스(TAC), 셀룰로오스아세테이트프로피오네이트(CAP), 디아세틸셀룰로오스(DAC) 등의 셀룰로오스에스테르계 수지나 시클로올레핀폴리머(시클로올레핀계 수지(COP)) 등의 환상 올레핀계 수지(이하, 시클로올레핀계 수지라고도 한다.), 폴리프로필렌(PP) 등의 폴리프로필렌계 수지, 폴리메틸메타크릴레이트(PMMA) 등의 아크릴계 수지 및 폴리에틸렌테레프탈레이트(PET) 등의 폴리에스테르계 수지를 적용할 수 있다.
특히, 저탄성률의 광학 필름, 예를 들어 탄성률 3.0㎬ 미만의 수지에 있어서는 필름 롤을 형성할 때에 당해 필름의 복수의 개소에 관한 응력을 완화하기 어렵기 때문에, 폭 방향 및 길이 방향으로 신축하기 어려워져서, 당해 광학 필름이 롤의 상태에서는 면에서 응력을 끝까지 흡수하지 못하여, 권취 어긋남이 일어나기 쉽다.
또한, 상기의 저탄성률 광학 필름을 다른 관점에서 보면, 당해 광학 필름의 길이 방향 및 길이 방향에서 고저차가 있으면, 당해 광학 필름의 높은 곳의 신축과 낮은 곳의 신축의 차가 커져버린다.
따라서, 본 발명의 실시 형태에 있어서, 길이 방향의 변동을 고려한 다음, 광학 필름의 폭 방향에 대한 경사 방향의 막 두께의 평균 최대 고저차 (P-V)ave1을 특정 범위로 제어하는 것이 바람직하고, 저탄성률의 수지인 시클로올레핀폴리머(시클로올레핀계 수지(COP))나 폴리메틸메타크릴레이트(아크릴계 수지(PMMA))를 열가소성 수지로서 사용한 필름 롤에 적용하는 것이 효과적이다.
단, 연신성이나 결정화도의 컨트롤이 하기 쉬운 점 및 접착제가 침투하기 쉽고, 편광자와의 보다 양호한 접착성을 확보할 수 있는 점에서는, 시클로올레핀계 수지(COP)를 사용하는 것이 바람직하다.
또한, 상기 광학 필름은 제조 후에 표면 개질 처리를 실시해도 된다.
또한, 본 발명의 효과는 박막 영역에서 가치가 높아진다.
광학 필름의 막 두께로서는 5 내지 80㎛의 범위 내가 바람직하고, 10 내지 65㎛의 범위 내가 보다 바람직하고, 10 내지 45㎛의 범위 내가 더욱 바람직하다.
막 두께가 5㎛ 이상이면, 필름 롤의 강성이 높고, 롤 형상을 유지하는 것이 용이하게 된다.
막 두께가 80㎛ 이하이면 질량이 너무 증가하지 않고, 긴 필름 롤을 제작하기 쉬워진다.
(2.1.1) 시클로올레핀계 수지
본 발명의 필름 롤에 함유되는 시클로올레핀계 수지는, 시클로올레핀 단량체의 중합체, 또는 시클로올레핀 단량체와 그 이외의 공중합성 단량체의 공중합체인 것이 바람직하다.
시클로올레핀 단량체로서는, 노르보르넨 골격을 갖는 시클로올레핀 단량체인 것이 바람직하고, 하기 일반식 (A-1) 또는 (A-2)로 표시되는 구조를 갖는 시클로올레핀 단량체인 것이 보다 바람직하다.
일반식 (A-1) 중, R1 내지 R4는, 각각 독립적으로, 수소 원자, 탄소 원자수 1 내지 30의 탄화수소기, 또는 극성기를 나타낸다. p는 0 내지 2의 정수를 나타낸다. 단, R1 내지 R4 모두가 동시에 수소 원자를 나타내지 않고, R1과 R2가 동시에 수소 원자를 나타내지 않고, R3과 R4가 동시에 수소 원자를 나타내는 일은 없는 것으로 한다.
일반식 (A-1)에 있어서 R1 내지 R4로 표현되는 탄소 원자수 1 내지 30의 탄화수소기로서는, 예를 들어 탄소 원자수 1 내지 10의 탄화수소기인 것이 바람직하고, 탄소 원자수 1 내지 5의 탄화수소기인 것이 보다 바람직하다.
탄소 원자수 1 내지 30의 탄화수소기는, 예를 들어 할로겐 원자, 산소 원자, 질소 원자, 황 원자 또는 규소 원자를 포함하는 연결기를 더 갖고 있어도 된다.
그러한 연결기의 예에는, 카르보닐기, 이미노기, 에테르 결합, 실릴에테르 결합, 티오에테르 결합 등의 2가의 극성기가 포함된다.
탄소 원자수 1 내지 30의 탄화수소기 예에는 메틸기, 에틸기, 프로필기 및 부틸기 등이 포함된다.
일반식 (A-1)에 있어서 R1 내지 R4로 표현되는 극성기의 예에는, 카르복시기, 히드록시기, 알콕시기, 알콕시카르보닐기, 아릴옥시카르보닐기, 아미노기, 아미드기 및 시아노기가 포함된다.
그 중에서도, 카르복시기, 히드록시기, 알콕시카르보닐기 및 아릴옥시카르보닐기가 바람직하고, 용액 제막 시의 용해성을 확보하는 관점에서, 알콕시카르보닐기 및 아릴옥시카르보닐기가 바람직하다.
일반식 (A-1)에 있어서의 p는, 광학 필름의 내열성을 높이는 관점에서, 1 또는 2인 것이 바람직하다.
p가 1 또는 2이면, 얻어지는 중합체가 부피가 커지고, 유리 전이 온도가 향상되기 쉽기 때문이다.
일반식 (A-2) 중, R5는 수소 원자, 탄소수 1 내지 5의 탄화수소기, 또는 탄소수 1 내지 5의 알킬기를 갖는 알킬실릴기를 나타낸다. R6은 카르복시기, 히드록시기, 알콕시카르보닐기, 아릴옥시카르보닐기, 아미노기, 아미드기, 시아노기, 또는 할로겐 원자(불소 원자, 염소 원자, 브롬 원자 혹은 요오드 원자)를 나타낸다. p는 0 내지 2의 정수를 나타낸다.
일반식 (A-2)에 있어서의 R5는 탄소수 1 내지 5의 탄화수소기를 나타내는 것이 바람직하고, 탄소수 1 내지 3의 탄화수소기를 나타내는 것이 보다 바람직하다.
일반식 (A-2)에 있어서의 R6은 카르복시기, 히드록시기, 알콕시카르보닐기 및 아릴옥시카르보닐기를 나타내는 것이 바람직하고, 용액 제막 시의 용해성을 확보하는 관점에서, 알콕시카르보닐기 및 아릴옥시카르보닐기가 보다 바람직하다.
일반식 (A-2)에 있어서의 p는, 광학 필름의 내열성을 높이는 관점에서, 1 또는 2를 나타내는 것이 바람직하다.
p가 1 또는 2를 나타내면, 얻어지는 중합체가 부피가 커지고, 유리 전이 온도가 향상되기 쉽기 때문이다.
일반식 (A-2)로 표시되는 구조를 갖는 시클로올레핀 단량체는, 유기 용매에 대한 용해성을 향상시키는 점에서 바람직하다.
일반적으로 유기 화합물은 대칭성을 무너뜨리는 것에 의해 결정성이 저하하기 때문에, 유기 용매에 대한 용해성이 향상된다.
일반식 (A-2)에 있어서의 R5 및 R6은 분자의 대칭축에 대하여 편측의 환 구성 탄소 원자만으로 치환되어 있으므로, 분자의 대칭성이 낮고, 즉 일반식 (A-2)로 표시되는 구조를 갖는 시클로올레핀 단량체는 용해성이 높기 때문에, 광학 필름을 용액 유연법에 의해 제조하는 경우에 적합하다.
시클로올레핀 단량체의 중합체에 있어서의 일반식 (A-2)로 표시되는 구조를 갖는 시클로올레핀 단량체의 함유 비율은, 시클로올레핀계 수지를 구성하는 전체 시클로올레핀 단량체의 합계에 대하여, 예를 들어 70몰% 이상, 바람직하게는 80몰% 이상, 보다 바람직하게는 100몰%로 할 수 있다.
일반식 (A-2)로 표시되는 구조를 갖는 시클로올레핀 단량체를 일정 이상 포함하면, 수지의 배향성이 높아지기 때문에, 위상차(리타데이션)값이 상승하기 쉽다.
이하, 일반식 (A-1)로 표시되는 구조를 갖는 시클로올레핀 단량체의 구체예를 예시 화합물 1 내지 14로 나타내고, 일반식 (A-2)로 표시되는 구조를 갖는 시클로올레핀 단량체의 구체예를 예시 화합물 15 내지 34로 나타낸다.
시클로올레핀 단량체와 공중합 가능한 공중합성 단량체의 예에는, 시클로올레핀 단량체와 개환 공중합 가능한 공중합성 단량체 및 시클로올레핀 단량체와 부가 공중합 가능한 공중합성 단량체 등이 포함된다.
개환 공중합 가능한 공중합성 단량체의 예에는, 시클로부텐, 시클로펜텐, 시클로헵텐, 시클로옥텐 및 디시클로펜타디엔 등의 시클로올레핀이 포함된다.
부가 공중합 가능한 공중합성 단량체의 예에는, 불포화 이중 결합 함유 화합물, 비닐계 환상 탄화수소 단량체 및 (메트)아크릴레이트 등이 포함된다.
불포화 이중 결합 함유 화합물의 예에는, 탄소 원자수 2 내지 12(바람직하게는 2 내지 8)의 올레핀계 화합물이 포함되고, 그 예에는, 에틸렌, 프로필렌 및 부텐 등이 포함된다.
비닐계 환상 탄화수소 단량체의 예에는, 4-비닐시클로펜텐 및 2-메틸-4-이소프로페닐시클로펜텐 등의 비닐시클로펜텐계 단량체가 포함된다.
(메트)아크릴레이트의 예에는, 메틸(메트)아크릴레이트, 2-에틸헥실(메트)아크릴레이트 및 시클로헥실(메트)아크릴레이트 등의 탄소 원자수 1 내지 20의 알킬 (메트)아크릴레이트가 포함된다.
시클로올레핀 단량체와 공중합성 단량체의 공중합체에 있어서의 시클로올레핀 단량체의 함유 비율은, 공중합체를 구성하는 전체 단량체의 합계에 대하여, 예를 들어 20 내지 80mol%의 범위 내, 바람직하게는 30 내지 70mol%의 범위 내로 할 수 있다.
시클로올레핀계 수지는, 전술한 바와 같이, 노르보르넨 골격을 갖는 시클로올레핀 단량체, 바람직하게는 일반식 (A-1) 또는 (A-2)로 표시되는 구조를 갖는 시클로올레핀 단량체를 중합 또는 공중합해서 얻어지는 중합체이며, 그 예에는, 이하(1) 내지 (7)의 중합체가 포함된다.
(1) 시클로올레핀 단량체의 개환 중합체
(2) 시클로올레핀 단량체와, 그것과 개환 공중합 가능한 공중합성 단량체의 개환 공중합체
(3) 상기 (1) 또는 (2)의 개환 (공)중합체의 수소 첨가물
(4) 상기 (1) 또는 (2)의 개환 (공)중합체를 프리델 크래프츠 반응에 의해 환화한 후, 수소를 첨가한 (공)중합체
(5) 시클로올레핀 단량체와, 불포화 이중 결합 함유 화합물의 포화 공중합체
(6) 시클로올레핀 단량체의 비닐계 환상 탄화수소 단량체와의 부가 공중합체 및 그 수소 첨가물
(7) 시클로올레핀 단량체와, (메트)아크릴레이트의 교호 공중합체
상기 (1) 내지 (7)의 중합체는, 모두 공지된 방법, 예를 들어 일본특허공개 2008-107534호 공보나 일본특허공개 2005-227606호 공보에 기재된 방법으로 얻을 수 있다.
예를 들어 상기 (2)의 개환 공중합에 사용되는 촉매나 용매는, 예를 들어 일본특허공개 2008-107534호 공보의 단락 0019 내지 0024에 기재된 것을 사용할 수 있다.
상기 (3) 및 (6)의 수소 첨가물에 사용되는 촉매는, 예를 들어 일본특허공개 2008-107534호 공보의 단락 0025 내지 0028에 기재된 것을 사용할 수 있다.
상기 (4)의 프리델 크래프츠 반응에 사용되는 산성 화합물은, 예를 들어 일본특허공개 2008-107534호 공보의 단락 0029에 기재된 것을 사용할 수 있다.
상기 (5) 내지 (7)의 부가 중합에 사용되는 촉매는, 예를 들어 일본특허공개 2005-227606호 공보의 단락 0058 내지 0063에 기재된 것을 사용할 수 있다.
상기 (7)의 교대 공중합 반응은, 예를 들어 일본특허공개 2005-227606호 공보의 단락 0071 및 0072에 기재된 방법으로 행할 수 있다.
그 중에서도, 상기 (1) 내지 (3) 및 (5)의 중합체가 바람직하고, 상기 (3) 및 (5)의 중합체가 보다 바람직하다.
즉, 시클로올레핀계 수지는, 얻어지는 시클로올레핀계 수지의 유리 전이 온도를 높게 하고, 또한 광투과율을 높게 할 수 있는 점에서, 하기 일반식 (B-1)로 표시되는 구조 단위와 하기 일반식 (B-2)로 표시되는 구조 단위의 적어도 한쪽을 포함하는 것이 바람직하고, 일반식 (B-2)로 표시되는 구조 단위만을 포함하거나, 또는 일반식 (B-1)로 표시되는 구조 단위와 일반식 (B-2)로 표시되는 구조 단위의 양쪽을 포함하는 것이 보다 바람직하다.
일반식 (B-1)로 표시되는 구조 단위는, 전술한 일반식 (A-1)로 표시되는 시클로올레핀 단량체 유래의 구조 단위이며, 일반식 (B-2)로 표시되는 구조 단위는, 전술한 일반식 (A-2)로 표시되는 시클로올레핀 단량체 유래의 구조 단위이다.
일반식 (B-1) 중, X는 -CH=CH- 또는 -CH2CH2-를 나타낸다. R1 내지 R4 및 p는, 각각 일반식 (A-1)의 R1 내지 R4 및 p와 동일한 의미이다.
일반식 (B-2) 중, X는 -CH=CH- 또는 -CH2CH2-을 나타낸다. R5 내지 R6 및 p는, 각각 일반식 (A-2)의 R5 내지 R6 및 p와 동일한 의미이다.
본 발명에 관한 시클로올레핀계 수지는, 시판품이어도 된다.
시클로올레핀계 수지의 시판품 예에는, JSR(주) 제의 아톤(Arton) G(예를 들어 G7810 등), 아톤 F, 아톤 R(예를 들어 R4500, R4900 및 R5000 등) 및 아톤 RX가 포함된다.
시클로올레핀계 수지의 고유 점도 〔η〕inh는, 30℃의 측정에 있어서, 0.2 내지 5㎤/g의 범위 내인 것이 바람직하고, 0.3 내지 3㎤/g의 범위 내인 것이 보다 바람직하고, 0.4 내지 1.5㎤/g의 범위 내인 것이 더욱 바람직하다.
시클로올레핀계 수지의 수 평균 분자량(Mn)은 8000 내지 100000의 범위 내인 것이 바람직하고, 10000 내지 80000의 범위 내인 것이 보다 바람직하고, 12000 내지 50000의 범위 내인 것이 더욱 바람직하다.
시클로올레핀계 수지의 중량 평균 분자량(Mw)은 20000 내지 300000의 범위 내인 것이 바람직하고, 30000 내지 250000의 범위 내인 것이 보다 바람직하고, 40000 내지 200000의 범위 내인 것이 더욱 바람직하다.
시클로올레핀계 수지의 수 평균 분자량이나 중량 평균 분자량은 겔 투과 크로마토그래피(GPC)로 폴리스티렌 환산으로 측정할 수 있다.
(겔 투과 크로마토그래피)
용매: 메틸렌클로라이드
칼럼: Shodex K806, K805, K803G(쇼와 덴코(주) 제를 3개 접속해서 사용했다)
칼럼 온도: 25℃
시료 농도: 0.1질량%
검출기: RI Model 504(GL 사이언스사제)
펌프: L6000(히다치 세이사꾸쇼(주) 제)
유량: 1.0ml/min
교정 곡선: 표준 폴리스티렌 STK standard 폴리스티렌(도소(주) 제)Mw=500 내지 2800000의 범위 내의 13 샘플에 의한 교정 곡선을 사용했다. 13 샘플은, 거의 등간격으로 사용하는 것이 바람직하다.
고유 점도 〔η〕inh, 수 평균 분자량 및 중량 평균 분자량이 상기 범위에 있으면, 시클로올레핀계 수지의 내열성, 내수성, 내약품성, 기계적 특성 및 필름으로서의 성형 가공성이 양호해진다.
시클로올레핀계 수지의 유리 전이 온도(Tg)는, 통상 110℃ 이상이고, 110 내지 350℃의 범위 내인 것이 바람직하고, 120 내지 250℃의 범위 내인 것이 보다 바람직하고, 120 내지 220℃의 범위 내인 것이 더욱 바람직하다.
유리 전이 온도(Tg)가 110℃ 이상이면 고온 조건 하에서의 변형을 억제하기 쉽다.
한편, 유리 전이 온도(Tg)가 350℃ 이하이면, 성형 가공이 용이해지고, 성형 가공 시의 열에 의한 수지의 열화도 억제하기 쉽다.
시클로올레핀계 수지의 함유량은, 필름에 대하여 70질량% 이상인 것이 바람직하고, 80질량% 이상인 것이 보다 바람직하다.
(2.1.2) 아크릴계 수지
본 발명에 관한 아크릴계 수지는, 아크릴산에스테르 또는 메타아크릴산에스테르의 중합체이며, 다른 모노머와의 공중합체도 포함된다.
따라서, 본 발명에 관한 아크릴계 수지에는, 메타크릴 수지도 포함된다.
수지로서는 특별히 제한되는 것은 아니지만, 메틸메타크릴레이트 단위가 50 내지 99질량%의 범위 내 및 이것과 공중합 가능한 것 이외에의 단량체 단위가 1 내지 50질량%의 범위 내로 이루어지는 것이 바람직하다.
공중합으로 형성되는 아크릴계 수지를 구성하는 것 이외에의 단위로서는, 알킬수의 탄소수가 2 내지 18인 알킬 메타크릴레이트, 알킬수의 탄소수가 1 내지 18인 알킬아크릴레이트, 메타크릴산이소보르닐, 2-히드록시에틸아크릴레이트 등의 히드록시알킬아크릴레이트, 아크릴산, 메타크릴산 등의 α,β-불포화산, 아크릴로일모르폴린, N히드록시페닐메타크릴아미드 등의 아크릴아미드, N-비닐피롤리돈, 말레산, 푸마르산, 이타콘산 등의 불포화기 함유 2가 카르복실산, 스티렌, α-메틸스티렌 등의 방향족 비닐 화합물, 아크릴로니트릴, 메타크릴로니트릴 등의 α,β-불포화 니트릴, 무수 말레산, 말레이미드, N-치환 말레이미드, 글루타르이미드 및 글루타르산 무수물 등을 들 수 있다.
상기 단위로부터, 글루타르이미드 및 글루타르산 무수물을 제외한 단위를 형성하는 공중합 가능한 단량체로서는, 상기 단위에 대응한 단량체를 들 수 있다.
즉, 알킬수의 탄소수가 2 내지 18인 알킬 메타크릴레이트, 알킬수의 탄소수가 1 내지 18인 알킬아크릴레이트, 메타크릴산이소보르닐, 2-히드록시에틸아크릴레이트 등의 히드록시알킬아크릴레이트, 아크릴산, 메타크릴산 등의 α,β-불포화산, 아크릴로일모르폴린, N히드록시페닐메타크릴아미드 등의 아크릴아미드, N-비닐피롤리돈, 말레산, 푸마르산, 이타콘산 등의 불포화기 함유 2가 카르복실산, 스티렌, α-메틸스티렌 등의 방향족 비닐 화합물, 아크릴로니트릴, 메타크릴로니트릴 등의 α,β-불포화 니트릴, 무수 말레산, 말레이미드 및 N-치환 말레이미드, 등의 단량체를 들 수 있다.
또한, 글루타르이미드 단위는, 예를 들어 (메트)아크릴산에스테르 단위를 갖는 중간체 폴리머에 1급 아민(이미드화제)을 반응시켜서 이미드화하는 것에 의해 형성할 수 있다(일본특허공개 2011-26563호 공보 참조.).
글루타르산 무수물 단위는, 예를 들어 (메트)아크릴산에스테르 단위를 갖는 중간체 폴리머를 가열함으로써 형성할 수 있다(일본특허 제4961164호 공보 참조.).
본 발명에 관한 아크릴계 수지에는, 상기의 구성 단위 중에서도, 기계적 강도의 관점에서, 메타크릴산이소보르닐, 아크릴로일모르폴린, N-히드록시페닐메타크릴아미드, N-비닐피롤리돈, 스티렌, 히드록시에틸메타크릴레이트, 무수 말레산, 말레이미드, N-치환 말레이미드, 글루타르산 무수물 또는 글루타르이미드가 포함되는 것이, 특히 바람직하다.
본 발명에 관한 아크릴계 수지는, 환경의 온습도 분위기의 변화에 대한 치수 변화를 제어하는 관점이나, 필름 생산 시의 금속 지지체로부터의 박리성, 유기 용매의 건조성, 내열성 및 기계적 강도의 개선 관점에서, 중량 평균 분자량(Mw)이 50000 내지 1000000의 범위 내인 것이 바람직하고, 100000 내지 1000000의 범위 내인 것이 보다 바람직하고, 200000 내지 800000의 범위 내인 것이 특히 바람직하다.
50000 이상이면, 내열성 및 기계적 강도가 우수하고, 1000000 이하이면 금속 지지체로부터의 박리성 및 유기 용매의 건조성이 우수하다.
본 발명에 관한 아크릴계 수지의 제조 방법으로서는, 특별히 제한은 없고, 현탁 중합, 유화 중합, 괴상 중합, 혹은 용액 중합 등의 공지된 방법의 어느 것을 사용해도 된다.
여기서, 중합 개시제로서는, 통상의 퍼옥사이드계 및 아조계의 것을 사용할 수 있고, 또한 산화 환원계로 할 수도 있다.
중합 온도에 대해서는, 현탁 또는 유화 중합에서는 30 내지 100℃의 범위 내, 괴상 또는 용액 중합에서는 80 내지 160℃의 범위 내에서 실시할 수 있다.
얻어진 공중합체의 환원 점도를 제어하기 위해서, 알킬머캅탄 등을 연쇄 이동제로서 사용해서 중합을 실시할 수도 있다.
아크릴계 수지의 유리 전이 온도(Tg)는 80 내지 120℃의 범위 내인 것이, 필름의 기계적 강도를 유지하는 관점에서, 바람직하다.
본 발명에 관한 아크릴계 수지로서는, 시판하는 것도 사용할 수 있다.
예를 들어 델펫 60N, 80N, 980N, SR8200(이상, 아사히 가세이 케미컬즈(주) 제), 다이아날 BR52, BR80, BR83, BR85, BR88, EMB-143, EMB-159, EMB-160, EMB-161, EMB-218, EMB-229, EMB-270, EMB-273(이상, 미쯔비시 레이온(주) 제), KT75, TX400S 및 IPX012(이상, 덴끼 가가꾸 고교(주) 제) 등을 들 수 있다.
아크릴계 수지는 2종 이상을 병용할 수도 있다.
본 발명에 관한 아크릴계 수지는 첨가제를 함유하는 것이 바람직하고, 첨가제의 일례로서는, 국제공개 제2010/001668호에 기재된 아크릴 입자(고무 탄성체 입자)를, 필름의 기계적 강도 향상이나 치수 변화율의 조정을 위해 함유하는 것이 바람직하다.
이러한 다층 구조 아크릴계 입상 복합체의 시판품의 예로서는, 예를 들어 미쯔비시 레이온사제의 「메타블렌 W-341」, 가네카사제의 「가네 에이스」, 쿠레하사제의 「파랄로이드」, 롬 앤드 하스사제의 「아크릴로이드」, 아이카사제의 「스타필로이드」, 케미스노우 MR-2G, MS-300X(이상, 소껭 가가꾸(주) 제) 및 쿠라레사제의 「파라펫 SA」 등을 들 수 있고, 이들은 단독 내지 2종 이상을 사용할 수 있다.
아크릴 입자의 체적 평균 입자경은 0.35㎛ 이하이고, 바람직하게는 0.01 내지 0.35㎛의 범위 내이고, 보다 바람직하게는 0.05 내지 0.30㎛의 범위 내이다.
입자경이 일정 이상이면, 필름을 가열 하에서 신장되기 쉽게 할 수 있고, 입자경이 일정 이하이면 얻어지는 필름의 투명성을 손상시키기 어렵다.
본 발명의 광학 필름은, 유연성의 관점에서, 굽힘 탄성률(JIS K7171)이 10.5㎬ 이하인 것이 바람직하다.
이 굽힘 탄성률은, 보다 바람직하게는 1.3㎬ 이하이고, 더욱 바람직하게는 1.2㎬ 이하이다.
이 굽힘 탄성률은, 필름 중의 아크릴계 수지나 고무 탄성체 입자의 종류나 양 등에 따라 변동하고, 예를 들어 고무 탄성체 입자의 함유량이 많을수록, 일반적으로 굽힘 탄성률은 작아진다.
또한, 아크릴계 수지로서, 메타크릴산알킬의 단독 중합체를 사용하는 것 보다, 메타크릴산알킬과 아크릴산알킬 등의 공중합체를 사용하는 쪽이, 일반적으로 굽힘 탄성률은 작아진다.
(2.1.3) 셀룰로오스에스테르계 수지
본 발명의 필름 롤에 있어서는, 셀룰로오스에스테르계 수지를 사용하는 것도 바람직하다.
본 발명에 사용되는 셀룰로오스에스테르란, 셀룰로오스를 구성하는 β-1,4 결합하고 있는 글루코오스 단위 중의 2위, 3위 및 6위의 히드록시기(-OH)의 수소 원자의 일부 또는 전부가 아실기로 치환된 셀룰로오스아실레이트 수지를 말한다.
사용되는 셀룰로오스에스테르는 특별히 한정되지 않지만, 탄소수 2 내지 22정도의 직쇄 또는 분지의 카르복실산에스테르인 것이 바람직하다.
에스테르를 구성하는 카르복실산은 지방족 카르복실산이어도 되고, 환을 형성해도 되고, 방향족 카르복실산이어도 된다.
예를 들어 셀룰로오스의 히드록시기 부분의 수소 원자가, 아세틸기, 프로피오닐기, 부티릴기, 이소부티릴기, 발레릴기, 피발로일기, 헥사노일기, 옥타노일기, 라우로일기, 스테아로일 등의 탄소수 2 내지 22의 아실기로 치환된 셀룰로오스에스테르를 들 수 있다.
에스테르를 구성하는 카르복실산(아실기)은, 치환기를 가져도 된다.
에스테르를 구성하는 카르복실산은, 특히 탄소수가 6 이하의 저급 지방산인 것이 바람직하고, 탄소수가 3 이하의 저급 지방산인 것이 더욱 바람직하다.
또한, 셀룰로오스에스테르 중의 아실기는 단일종이어도 되고, 복수의 아실기의 조합이어도 된다.
바람직한 셀룰로오스에스테르의 구체예에는, 디아세틸셀룰로오스(DAC), 트리아세틸셀룰로오스(TAC) 등의 셀룰로오스아세테이트 외에, 셀룰로오스아세테이트프로피오네이트(CAP), 셀룰로오스아세테이트부티레이트, 셀룰로오스아세테이트프로피오네이트부티레이트와 같은 아세틸기 외에 프로피오네이트기 또는 부티레이트기가 결합한 셀룰로오스의 혼합 지방산에스테르를 들 수 있다.
이들의 셀룰로오스에스테르는 단일종을 사용해도 되고, 복수종을 조합해서 사용해도 된다.
(아실기의 종류·치환도)
셀룰로오스에스테르의 아실기 종류 및 치환도를 조절함으로써 위상차의 습도 변동을 원하는 범위로 제어할 수 있고, 막 두께의 균일성을 향상시킬 수 있다.
셀룰로오스에스테르의 아실기 치환도가 작을수록 위상차 발현성이 향상하기 때문에, 박막화가 가능해진다.
한편으로, 아실기의 치환도가 너무 작으면, 내구성이 악화될 우려가 있어 바람직하지 않다.
한편, 셀룰로오스에스테르의 아실기 치환도가 클수록 위상차가 발현하지 않기 때문에, 제막 시에 연신 배율을 증가시킬 필요가 있지만, 고연신 배율로 균일하게 연신시키는 것은 어렵고, 이 때문에, 막 두께 편차가 커진다(악화한다).
또한, 두께 방향의 리타데이션(위상차)인 Rt 습도 변동은 셀룰로오스의 카르보닐기에 물분자가 배위하는 것으로 발생하기 때문에, 아실기의 치환도가 높은, 즉 셀룰로오스 중의 카르보닐기가 많을수록, Rt 습도 변동이 나빠지는 경향이 있다.
셀룰로오스에스테르는 총 치환도가 2.1 내지 2.5의 범위 내인 것이 바람직하다.
당해 범위로 함으로써, 환경 변동(특히 습도에 의한 Rt 변동)을 억제함과 함께, 막 두께의 균일성이 향상될 수 있다.
보다 바람직하게는, 제막 시의 유연성 및 연신성을 향상시켜서, 막 두께의 균일성이 한층 향상하는 관점에서, 2.2 내지 2.45의 범위 내이다.
보다 구체적으로는, 셀룰로오스에스테르는 하기 식 (a) 및 (b)를 모두 충족한다. 하기 식 (a) 및 (b) 중, X는 아세틸기의 치환도, Y는 프로피오닐기 또는 부티릴기의 치환도, 혹은 그의 혼합물의 치환도이다.
식 (a): 2.1≤X+Y≤2.5
식 (b): 0≤Y≤1.5
셀룰로오스에스테르는 셀룰로오스아세테이트(Y=0) 및 셀룰로오스아세테이트프로피오네이트(CAP)(Y; 프로피오닐기, Y>0)가 보다 바람직하고, 더욱 바람직하게는 막 두께 변동을 저감시키는 점에서 Y=0인 셀룰로오스아세테이트이다.
특히 바람직하게 사용되는 셀룰로오스아세테이트는, 위상차 발현성, Rt 습도 변동, 막 두께 변동을 원하는 범위로 하는 점에서 2.1≤X≤2.5(한층 바람직하게는 2.15≤X≤2.45)의 셀룰로오스디아세테이트(DAC)이다.
또한, Y>0인 경우에는, 특히 바람직하게 사용되는 셀룰로오스아세테이트프로피오네이트(CAP)는 0.95≤X≤2.25, 0.1≤Y≤1.2, 2.15≤X+Y≤2.45이다.
상술한 셀룰로오스아세테이트 혹은 셀룰로오스아세테이트프로피오네이트를 사용함으로써 리타데이션이 우수하고, 기계적 강도, 환경 변동이 우수한 필름 롤이 얻어진다.
또한, 아실기의 치환도는, 1글루코오스 단위당 아실기의 평균수를 나타내고, 1글루코오스 단위의 2위, 3위 및 6위의 히드록시기의 수소 원자의 몇몇이 아실기로 치환되어 있는지를 나타낸다.
따라서, 최대의 치환도는 3.0이고, 이 경우에는 2위, 3위 및 6위의 히드록시기의 수소 원자가 모두 아실기로 치환되어 있는 것을 의미한다.
이들 아실기는, 글루코오스 단위의 2위, 3위, 6위에 평균적으로 치환하고 있어도 되고, 분포를 가지고 치환하고 있어도 된다.
치환도는 ASTM-D817-96에 규정된 방법에 의해 구해진다.
원하는 광학 특성을 얻기 위해서 치환도의 다른 셀룰로오스아세테이트를 혼합하여 사용해도 된다.
상기의 경우, 다른 셀룰로오스아세테이트의 혼합 비율은 특별히 한정되지 않는다.
셀룰로오스에스테르의 수 평균 분자량(Mn)은 2×104 내지 3×105의 범위 내, 나아가 2×104 내지 1.2×105의 범위 내, 또한 나아가 4×104 내지 8×104의 범위 내이면, 얻어지는 필름 롤의 기계적 강도가 높아지는 관점에서 바람직하다.
셀룰로오스에스테르의 수 평균 분자량 Mn은 전술한 측정 조건에 의한 겔 투과 크로마토그래피(GPC)를 사용한 측정에 의해 산출한다.
셀룰로오스에스테르의 중량 평균 분자량(Mw)은 2×104 내지 1×106의 범위 내, 나아가 2×104 내지 1.2×105의 범위 내, 또한 나아가 4×104 내지 8×104의 범위 내이면 얻어지는 필름 롤의 기계적 강도가 높아지는 관점에서 바람직하다.
셀룰로오스에스테르의 원료 셀룰로오스는, 특별히 한정되지 않지만, 면화 린터, 목재 펄프, 케나프 등을 들 수 있다.
또한, 그들로부터 얻어진 셀룰로오스에스테르는, 각각 임의의 비율로 혼합 사용할 수 있다.
셀룰로오스아세테이트, 셀룰로오스아세테이트프로피오네이트 등의 셀룰로오스에스테르는, 공지된 방법에 의해 제조할 수 있다.
일반적으로는, 원료의 셀룰로오스와 소정의 유기산(아세트산, 프로피온산 등)과 산 무수물(무수 아세트산, 무수 프로피온산 등), 촉매(황산 등)와 혼합하여, 셀룰로오스를 에스테르화하고, 셀룰로오스의 트리에스테르가 생길 때까지 반응을 진행시킨다.
트리에스테르에 있어서는, 글루코오스 단위의 3개의 히드록시기는 유기산의 아실산으로 치환되어 있다.
동시에 2종류의 유기산을 사용하면, 혼합 에스테르형의 셀룰로오스에스테르, 예를 들어 셀룰로오스아세테이트프로피오네이트나 셀룰로오스아세테이트부티레이트를 제작할 수 있다.
이어서, 셀룰로오스의 트리에스테르를 가수분해함으로써, 원하는 아실 치환도를 갖는 셀룰로오스에스테르 수지를 합성한다.
그 후, 여과, 침전, 수세, 탈수, 건조 등의 공정을 거쳐, 셀룰로오스에스테르 수지가 완성된다. 구체적으로는 일본특허공개 평10-45804호에 기재된 방법을 참고로 해서 합성할 수 있다.
(2.2) 기타 첨가제
본 발명의 필름 롤은, 그 외의 첨가제로서 상기 열가소성 수지 외에 이하의 것을 함유하고 있어도 된다.
(2.2.1) 가소제
본 발명의 필름 롤은, 예를 들어 편광판 보호 필름 등에 가공성을 부여할 목적으로 적어도 1종의 가소제를 포함하는 것이 바람직하다.
가소제는 단독으로 또는 2종 이상 혼합해서 사용하는 것이 바람직하다.
가소제 중에서도, 당 에스테르, 폴리에스테르 및 스티렌계 화합물로 이루어지는 군에서 선택되는 적어도 1종의 가소제를 포함하는 것이, 투습성의 효과적인 제어 및 셀룰로오스에스테르 등의 기재 수지와의 상용성을 고도로 양립시킬 수 있는 관점에서 바람직하다.
당해 가소제는, 분자량이 15000 이하, 나아가 10000 이하인 것이, 내습열성의 개선과 셀룰로오스에스테르 등의 기재 수지와의 상용성을 양립시키는 관점에서 바람직하다.
당해 분자량이 10000 이하인 화합물이 중합체인 경우에는, 중량 평균 분자량(Mw)이 10000 이하인 것이 바람직하다.
바람직한 중량 평균 분자량(Mw)의 범위는 100 내지 10000의 범위 내이고, 더욱 바람직하게는, 400 내지 8000의 범위 내이다.
특히 본 발명의 효과를 얻기 위해서는, 당해 분자량이 1500 이하의 화합물을, 기재 수지 100질량부에 대하여 6 내지 40질량부의 범위 내에서 함유하는 것이 바람직하고, 10 내지 20질량부의 범위 내에서 함유시키는 것이 보다 바람직하다.
상기 범위 내에서 함유시킴으로써, 투습성의 효과적인 제어와 기재 수지와의 상용성을 양립시킬 수 있어, 바람직하다.
<당 에스테르>
본 발명의 필름 롤에는, 가수 분해 방지를 목적으로 하여, 당 에스테르 화합물을 함유시켜도 된다.
구체적으로는, 당 에스테르 화합물로서, 피라노오스 구조 또는 푸라노오스 구조 중 적어도 1종을 1개 이상 12개 이하 갖고, 그 구조의 OH기의 모두 혹은 일부를 에스테르화한 당 에스테르를 사용할 수 있다.
<폴리에스테르>
본 발명의 필름 롤에는 폴리에스테르를 함유시킬 수도 있다.
폴리에스테르는 특별히 한정되지 않지만, 예를 들어 디카르복실산, 또는 이들 에스테르 형성성 유도체와 글리콜의 축합 반응에 의해 얻을 수 있는 말단이 히드록시기가 되는 중합체(폴리에스테르 폴리올), 또는 당해 폴리에스테르 폴리올의 말단 히드록시기가 모노카르복실산으로 밀봉된 중합체(말단 밀봉 폴리에스테르)를 사용할 수 있다.
여기에서 말하는 에스테르 형성성 유도체란, 디카르복실산의 에스테르화물, 디카르복실산 클로라이드, 디카르복실산의 무수물이다.
<스티렌계 화합물>
본 발명의 필름 롤에는, 상기 당 에스테르, 폴리에스테르에 더하여 또는 이것 대신에, 광학 필름의 내수성 개선을 목적으로 하여, 스티렌계 화합물을 사용할 수도 있다.
스티렌계 화합물은, 스티렌계 모노머의 단독 중합체여도 되고, 스티렌계 모노머와 그 이외의 공중합 모노머의 공중합체여도 된다.
스티렌계 화합물에 있어서의 스티렌계 모노머 유래의 구성 단위의 함유 비율은, 분자 구조가 일정 이상의 부피를 갖기 위해서는, 바람직하게는 30 내지 100몰%의 범위 내, 보다 바람직하게는 50 내지 100몰%의 범위 내일 수 있다.
스티렌계 모노머의 예에는, 스티렌; α-메틸스티렌, β-메틸스티렌, p-메틸스티렌 등의 알킬 치환 스티렌류; 4-클로로스티렌, 4-브로모스티렌 등의 할로겐 치환 스티렌류; p-히드록시스티렌, α-메틸-p-히드록시스티렌, 2-메틸-4-히드록시스티렌, 3,4-디히드록시스티렌 등의 히드록시스티렌류; 비닐벤질 알코올류; p-메톡시스티렌, p-tert-부톡시스티렌, m-tert-부톡시스티렌 등의 알콕시 치환 스티렌류; 3- 비닐벤조산, 4-비닐벤조산 등의 비닐벤조산류; 4-비닐벤질아세테이트; 4-아세톡시스티렌; 2-부틸아미드스티렌, 4-메틸아미드스티렌, p-술폰아미드스티렌 등의 아미드스티렌류; 3-아미노스티렌, 4-아미노스티렌, 2-이소프로페닐아닐린, 비닐벤질 디메틸아민 등의 아미노스티렌류; 3-니트로스티렌, 4-니트로스티렌 등의 니트로스티렌류; 3-시아노스티렌, 4-시아노스티렌 등의 시아노스티렌류; 비닐페닐아세토니트릴; 페닐스티렌 등의 아릴스티렌류, 인덴류 등이 포함된다.
스티렌계 모노머는 1종류이거나, 2종류 이상을 조합해도 된다.
(2.2.2) 임의 성분
본 발명의 필름 롤은 산화 방지제, 착색제, 자외선 흡수제, 매트제, 아크릴 입자, 수소 결합성 용매 및 이온성 계면 활성제 등의 다른 임의 성분을 포함할 수 있다.
이들 성분은 기재 수지 100질량부에 대하여 0.01 내지 20질량부의 범위 내에서 첨가할 수 있다.
(산화 방지제)
본 발명의 필름 롤은 산화 방지제로서는, 통상 알려져 있는 것을 사용할 수 있다.
특히, 락톤계, 황계, 페놀계, 이중 결합계, 힌더드 아민계, 인계의 각 화합물을 바람직하게 사용할 수 있다.
이들 산화 방지제 등은, 광학 필름의 주원료인 수지에 대하여 0.05 내지 20질량%의 범위 내, 바람직하게는 0.1 내지 1질량%의 범위 내에서 첨가된다.
이들 산화 방지제 등은 1종만을 사용하는 것 보다 수종의 다른 계의 화합물을 병용함으로써 상승 효과를 얻을 수 있다.
예를 들어 락톤계, 인계, 페놀계 및 이중 결합계 화합물의 병용은 바람직하다.
(착색제)
본 발명의 필름 롤은, 본 발명의 효과를 손상시키지 않는 범위 내에서, 색감 조정을 위해서, 착색제를 포함하는 것이 바람직하다.
착색제라고 하는 것은 염료나 안료를 의미하고, 본 발명에서는, 액정 화면의 색조를 청색조로 하는 효과 또는 옐로우 인덱스의 조정, 헤이즈의 저감을 갖는 것을 가리킨다.
착색제로서는 각종 염료, 안료가 사용 가능하나, 안트라퀴논 염료, 아조 염료, 프탈로시아닌 안료 등이 유효하다.
(자외선 흡수제)
본 발명의 필름 롤은, 편광판의 시인측이나 백라이트측에 사용될 수도 있는 점에서, 자외선 흡수 기능을 부여하는 것을 목적으로 하여, 자외선 흡수제를 함유 해도 된다.
자외선 흡수제로서는, 특별히 한정되지 않지만, 예를 들어 벤조트리아졸계, 2-히드록시벤조페논계 또는 살리실산페닐에스테르계 등의 자외선 흡수제를 들 수 있다.
예를 들어 2-(5-메틸-2-히드록시페닐)벤조트리아졸, 2-[2-히드록시-3,5-비스(α,α-디메틸벤질)페닐]-2H-벤조트리아졸, 2-(3,5-디-t-부틸-2-히드록시페닐)벤조트리아졸 등의 트리아졸류, 2-히드록시-4-메톡시벤조페논, 2-히드록시-4-옥톡시벤조페논 및 2,2'-디히드록시-4-메톡시벤조페논 등의 벤조페논류를 예시할 수 있다.
상기 자외선 흡수제는, 1종 단독으로 또는 2종 이상 조합해서 사용할 수 있다.
자외선 흡수제의 사용량은, 자외선 흡수제의 종류, 사용 조건 등에 따라 균일하지 않지만, 일반적으로는, 기재 수지에 대하여, 0.05 내지 10질량%의 범위 내, 바람직하게는 0.1 내지 5질량%의 범위 내에서 첨가된다.
(미립자)
본 발명의 필름 롤은 필름 롤에 미끄럼성을 부여하는 미립자를 첨가하는 것이 바람직하다.
특히, 본 발명에 관한 광학 필름 표면의 미끄럼성을 향상시키고, 권취 시의 미끄럼성을 향상시키고, 흠집의 발생이나 블로킹의 발생을 방지하는 관점에서도, 미립자를 첨가하는 것은 유효하다.
미립자로서는, 얻어지는 필름 롤의 투명성을 손상시키는 일이 없고, 용융시의 내열성이 있으면 무기 미립자 또는 유기 미립자 어느쪽이나 좋지만, 무기 미립자가 보다 바람직하다.
이들 미립자는, 단독이거나 2종 이상 병용해도 사용할 수 있다.
입경이나 형상(예를 들어 바늘상과 구상 등)이 다른 입자를 병용함으로써 고도로 투명성과 미끄럼성을 양립시킬 수도 있다.
상기 미립자를 구성하는 화합물 중에서도, 상기 시클로올레핀계 수지, 아크릴계 수지나 셀룰로오스에스테르계 수지와 굴절률이 가까우므로 투명성(헤이즈)이 우수한 이산화규소가 특히 바람직하게 사용된다.
이산화규소의 구체예로서는, 에어로실(등록상표) 200V, 에어로실(등록상표) R972V, 에어로실(등록상표) R972, R974, R812, 200, 300, R202, OX50, TT600, NAX50(이상 닛본 에어로실 가부시키가이샤제), 시호스타(등록상표) KEP-10, 시호스타(등록상표) KEP-30, 시호스타(등록상표) KEP-50(이상, 가부시키가이샤 닛폰 쇼쿠바이제), 사일로포빅(등록상표) 100(후지 실리시아 가부시키가이샤제), 닙실(등록상표) E220A (닛폰 실리카 고교 가부시키가이샤제) 및 애드마파인(등록상표) SO(가부시키가이샤 애드마텍스제) 등의 상품명을 갖는 시판품 등을 바람직하게 사용할 수 있다.
입자의 형상으로서는, 부정형, 바늘상, 편평, 구상 등 특별히 제한없이 사용할 수 있지만, 특히 구상의 입자를 사용하면 얻어지는 필름 롤의 투명성을 양호하게 할 수 있으므로 바람직하다.
입자의 크기는, 가시광의 파장에 가까우면 광이 산란하고, 투명성이 나빠지므로, 가시광의 파장보다 작은 것이 바람직하고, 또한 가시광의 파장의 1/2 이하인 것이 바람직하다.
입자의 크기가 너무 작으면 미끄럼성이 개선되지 않는 경우가 있으므로, 80 내지 180㎚의 범위 내인 것이 특히 바람직하다.
또한, 입자의 크기란, 입자가 1차 입자의 응집체의 경우에는 응집체의 크기를 의미한다.
또한, 입자가 구상이 아닌 경우에는, 그 투영 면적에 상당하는 원의 직경을 의미한다.
미립자는 기재 수지에 대하여, 0.05 내지 10질량%의 범위 내, 바람직하게는 0.1 내지 5질량%의 범위 내에서 첨가되는 것이 바람직하다.
(광학 필름의 용도)
본 발명의 필름 롤로부터 조출된 광학 필름은, 광학 필름으로서 편광판의 보호 필름 등에 적합하게 이용되어, 다양한 광학 측정 장치 및 액정 표시 장치나 유기 일렉트로 루미네센스 표시 장치 등의 표시 장치에 사용할 수 있다.
3. 필름 롤의 제조 방법
본 발명의 필름 롤의 제조 방법으로서는, 적어도 광학 필름을 연신로 내에서 연신하는 연신 공정 및 평탄화 처리 공정을 갖고, 상기 평탄화 처리 공정에 있어서, 상기 연신로 내의 온도에 대하여 50 내지 200℃의 범위 내에서 높은 온도에서 평탄화 처리하는 것을 특징으로 한다.
본 발명에서 말하는 「필름 롤」이란, 롤상으로 감은 광학 필름을 말한다.
본 발명에 관한 광학 필름의 제막은, 통상의 인플레이션법, T-다이법, 캘린더법, 절삭법, 유연법, 에멀션법, 핫 프레스법 등의 제조법을 사용할 수 있지만, 착색 억제, 이물 결점의 억제, 다이 라인 등의 광학 결점의 억제 등의 관점에서, 용액 유연 제막법과 용융 유연 제막법이 바람직하고, 특히 용액 유연 제막법인 것이, 균일한 표면을 얻기 때문에 보다 바람직하다.
(3.1) 광학 필름 표면의 요철 형상의 평탄화 처리: 막 두께 제어 수단
본 발명에 관한 광학 필름의 막 두께의 평균 최대 고저차 (P-V)ave1이나, 필름 롤의 중앙부의 외경 Dc와 단부의 외경 De의 비(Dc/De)의 값을 원하는 값이 되도록 조절하기 위해서는, 광학 필름 표면의 요철 형상을 평탄화하는 수단이 생각되며, 예를 들어 이하의 평탄화 처리 1 내지 4를 들 수 있다.
또한, 그들을 조합해도 된다.
(평탄화 처리 1)
펌프 맥동의 피치를 제어하는 방법에 의해 막 두께를 제어한다.
기어 펌프의 기어비에 의해 회전수를 높이는 것으로 도프 토출량을 제어하고, 도프 송액(용융의 경우에는 수지의 압출) 시의 맥동을 컨트롤하여, 펌프 맥동의 피치를 제어한다.
여기서, 펌프의 송액 능력에 대해서 보충 설명한다.
후술하는 유연 공정에 있어서, 펌프로부터 유연 다이에 이르기까지의 배관의 길이가 너무 짧지 않으면 펌프의 회전 속도 영향을 받아서 맥동이 커지는 일도 없고, 너무 길지 않으면 압력 손실이 너무 크지 않아, 펌프의 송액 능력이 하한을 초과해서 저하되는 것을 방지할 수 있다.
또한, 펌프의 회전 속도는 너무 느리지 않으면 송액 능력이 저하되는 것을 방지할 수 있고, 너무 빠르지 않으면 압력 손실이 너무 커지지 않아, 송액 능력이 저하되는 것을 방지할 수 있다.
상기의 관점에서, 펌프로부터 유연 다이에 이르기까지의 배관의 길이를 50 내지 100m의 범위 내로 하고, 도프 송액(용융의 경우에는 수지의 압출) 시에 사용하는 기어 펌프의 기어비를 조절하여, 펌프의 회전 속도를 10 내지 50rpm의 범위 내로 하는 것이 바람직하다.
<평탄화 처리 1의 실시의 유무의 정의>
본 발명의 실시예 및 비교예에 있어서, 평탄화 처리 1을 실시한다는 것은, 후술하는 유연 공정에 있어서, 펌프로부터 유연 다이에 이르기까지의 배관의 길이를 60m로 하고, 도프 송액에 사용하는 기어 펌프의 기어비를 조정하여, 펌프의 회전 속도를 20rpm으로 하는 것을 의미하는 것으로 한다.
또한, 평탄화 처리 1을 실시하지 않는다는 것은, 후술하는 유연 공정에 있어서, 펌프로부터 유연 다이에 이르기까지의 배관의 길이를 50 내지 100m의 범위 밖인 30m로 하고, 도프 송액에 사용하는 기어 펌프의 기어비를 조절하여, 펌프의 회전 속도를 10 내지 50rpm의 범위 밖인 70rpm으로 하는 것을 말하는 것으로 한다
(평탄화 처리 2)
유연 다이의 히트 볼트에 의해 초기 토출 막 두께를 제어한다.
유연 다이에는 도프를 토출(용융의 경우에는 수지의 압출)하는 슬릿을 폭으로 조절하는 기구가 마련되어 있다.
여기서 유연 다이의 히트 볼트에 의해, 도프를 토출하는 슬릿의 폭의 간극을 조절하여, 유연막의 초기 토출 막 두께의 제어를 행하는 방법에 대해서 보충 설명한다.
후술하는 유연 공정에 있어서, 유연 다이의 히트 볼트에 의해, 도프를 토출하는 슬릿의 폭의 간극이 너무 작지 않으면 기술적으로도 비교적 용이하게 조제를 행할 수 있고, 시간이 걸리지 않는다.
또한, 도프를 토출하는 슬릿의 폭의 간극이 너무 크면 유연막의 초기 토출 막 두께를 평탄화할 수 없다.
상기의 관점에서, 후술하는 유연 공정에 있어서, 유연 다이의 히트 볼트에 의해, 도프를 토출하는 슬릿의 폭의 간극을, 토출 직후의 막 두께 편차를 유연막 전체에 대하여 1.0 내지 5.0%의 범위 내로 조정하여, 유연막의 초기 토출 막 두께의 제어를 행하는 것이 바람직하다.
<평탄화 처리 2의 실시의 유무의 정의>
본 발명의 실시예 및 비교예에 있어서, 평탄화 처리 2를 실시한다는 것은, 후술하는 유연 공정에 있어서, 유연 다이의 히트 볼트에 의해, 도프를 토출하는 슬릿의 폭의 간극을, 토출 직후의 막 두께 편차를 유연막 전체에 대하여 1.5%로 조정하여, 유연막의 초기 토출 막 두께의 제어를 행하는 것을 말하는 것으로 한다.
또한, 평탄화 처리 2를 실시하지 않는다는 것은, 후술하는 유연 공정에 있어서, 유연 다이의 히트 볼트에 의해, 도프를 토출하는 슬릿의 폭 길이를, 토출 직후의 막 두께 편차를 유연막 전체에 대하여 1.0 내지 5.0%의 범위 밖인 5.5%로 조정하여, 유연막의 초기 토출 막 두께의 제어를 행하는 것을 말하는 것으로 한다.
<평탄화 처리 2의 실시의 유무의 정의의 포착>
단, 상기 평탄화 처리 2의 실시의 유무의 정의에 있어서의 토출 직후의 막 두께 편차에 대해서는, 제작하려고 하는 광학 필름에서 요망되는 막 두께에 따라 적절히 변경 가능하다.
(평탄화 처리3)
유연막에 온풍을 분사하고, 그 열에 의해 돌기부를 평탄화함으로써 막 두께를 제어한다.
유연 공정(S2)의 벨트 상에서, 유연막의 반대 벨트측의 표층이 막이 된 상태에서 바람을 쐬도 되고, 유연막을 벨트로부터 박리한 직후에 온풍을 분사해도 된다.
이때, 유연막의 내부는 용매를 포함해서 유연하기 때문 돌기를 평탄화해서 행하기 위해서, 유연막의 폭 방향 불균일성을 온라인으로 측정하고, 건조풍의 온도나 풍속 혹은 풍량을 조정하여, 잔류 용매량을 조정함으로써 막 두께를 제어한다.
여기서, 건조풍의 온도나 풍속 혹은 풍량 및 잔류 용매량에 대해서 보충 설명한다.
건조풍의 온도가 너무 낮거나, 풍속이 너무 작거나, 혹은 풍량이 너무 적거나 하지 않으면, 적절하게 막 두께를 제어할 수 있다.
또한, 온도가 너무 높거나, 풍속이 너무 크거나, 혹은 풍량이 너무 많거나 하지 않으면, 막 두께를 국소적으로 제어하지 못하게 될 일은 없다
잔류 용매량은, 너무 적지 않으면, 유연막이라고 하는 상태보다 이미 광학 필름에 가까운 상태에서 유연하지 않고 평탄화할 수 없는 일이 일어나지 않는다.
또한, 너무 많지 않으면, 평탄화할 때에 막 두께에 변동이 발생하지 않는다.
이러한 점에서, 적절한 잔류 용매량으로 하는 것에 의해 얇은 막이 표층에 생긴 상태에서 평탄화 3을 행할 수 있다.
상기의 관점에서, 건조풍의 온도는, 10 내지 80℃의 범위 내인 것이 바람직하고, 풍속은, 5 내지 40m/sec의 범위 내인 것이 바람직하다.
또한, 잔류 용매량은, 150 내지 550질량%인 것이 바람직하다.
또한, 유연막의 반대 벨트측의 표층이 막으로 되어 있지 않은 상태에서 상기의 조작을 행하면 줄무늬가 되어, 내부가 건조되어 있는 것은 바람직하지 않다.
유연 공정(S2)의 벨트 상에서, 유연막의 막 두께 편차의 폭 방향의 불균일성을 온라인으로 측정하고, 그 불균일성을 감소시키도록 온풍을 분사할 때에, 온도를 조절함으로써, 막 두께를 제어한다.
<평탄화 처리 3의 실시의 유무의 정의>
본 발명의 실시예 및 비교예에 있어서, 평탄화 처리 3을 실시한다는 것은, 후술하는 유연 공정에 있어서, 벨트 상의 유연막의 잔류 용매량이 200질량%가 될 때까지 건조시킴으로써 표층에 피막이 생긴 후에, 풍속 16m/sec(40℃)의 온풍을 분사해서 돌기를 평탄화하는 것을 말하는 것으로 한다.
또한, 평탄화 처리 3을 실시하지 않는다는 것은, 후술하는 유연 공정에 있어서, 벨트 상의 유연막의 잔류 용매량이 150 내지 550질량%의 범위 밖인 5질량%가 될 때까지 건조시킴으로써 표층에 피막이 생긴 후에, 풍속 5 내지 40m/sec의 범위 밖인 45m/sec(40℃)의 온풍을 분사해서 돌기를 평탄화하는 것을 말하는 것으로 한다.
(평탄화 처리 4)
연신 공정에 있어서, 텐터 연신 장치 내의 로 내 온도나 열 처리의 타이밍을 바꿈으로써 막 두께를 제어한다.
또한, 본 발명에 있어서는, 상기 열 처리는 적외선(IR) 히터에 의해 행했지만, 다른 방법에 의해 열 처리를 행해도 된다.
또한, 평탄화 처리 4는 연신 공정 이외에도, 다른 공정의 로 내, 해당의 환경 온도나 열 처리의 타이밍을 바꿈으로써 행할 수도 있다.
텐터 연신 장치는 광학 필름의 폭 방향의 양단부를 클립으로 파지하고, 이 클립을 광학 필름과 함께 주행시키면서 간격을 넓힘으로써, 광학 필름을 연신하는 장치이며, 통상, 복수 존(예열 존, 연신 존 및 열 고정 존)으로 나뉘고 있고, 본 발명에서는 상기의 존 중 열 처리를 가하는 타이밍을 (1-1) 텐터 연신 장치 내의 예열 존 통과 시, (1-2) 연신 존 통과 시, (1-3) 열 고정 존 통과 시의 세개 중 적어도 하나를 사용하는 것으로 하고 있다.
여기서, 로 내 온도와 열 처리의 온도차에 대해서 보충 설명한다.
본원에서 규정하는 연신로 내는, 예열 존, 연신 존 및 열 고정 존의 3개의 존을 말하며, 로 내 온도란, 연신 존에 있어서 연신 직전의 광학 필름 중앙으로부터 100㎜ 상측의 위치를 측정한 연신로 내의 온도를 말한다.
로 내 온도와 열 처리의 온도차가, 너무 작거나, 너무 크거나 하지 않으면 평탄화 처리의 제어가 용이하게 된다.
상기의 관점에서, 로 내 온도와 열 처리의 온도차는 50 내지 200℃의 범위 내인 것이 바람직하다.
<평탄화 처리 4의 실시의 유무의 정의>
본 발명의 실시예 및 비교예에 있어서, 평탄화 처리 4를 실시한다는 것은, 후술하는 연신 공정에 있어서, 적외선(IR) 히터를 필요수 설치해서 열 처리를 실시하는 것을 말하는 것으로 한다.
또한, 평탄화 처리 4를 실시하지 않는다는 것은, 후술하는 연신 공정에 있어서, 적외선(IR) 히터를 설치해서 열 처리를 실시하는 것을 행하지 않는 것으로 한다.
(적외선(IR) 히터)
본 발명에 사용하는 적외선(IR) 히터의 상세에 대해서 설명한다.
본 발명의 실시에 사용할 수 있는 적외선(IR) 히터로서는, 일반 적외선(IR) 히터와 다르게, 적외선을 반사시키는 미러를 사용함으로써 핀포인트로 적외선의 조사 범위를 좁게 할 수 있도록 설계되어 있는 것이 바람직하다.
적외선을 반사시키는 미러로서는, 예를 들어 콜드 미러(시그마 코키 가부시키가이샤제)나, 적외용 알루미늄 증(增)반사 미러(노보·옵틱스사제) 등 다수 들 수 있다.
본 발명의 실시에 사용한 미러는 알루미늄을 사용한 미러인 적외용 알루미늄 증반사 미러(노보·옵틱스사제)를 사용했다.
현행의 일반적인 적외선(IR) 히터 1개의 적외선의 조사 범위는, 예를 들어 MCHNNS3, 조사 에너지 400W(미스미 가부시키가이샤제)에서 폭 방향으로 500㎜인 데 반해, 본 발명의 실시에 있어서 사용한 적외선(IR) 히터 1개의 적외선의 조사 범위는, 조사 에너지 550W(가부시키가이샤 히트 테크사제)에서 폭 방향으로 100 내지 150㎜이다.
(중앙부의 열량 A와 단부 열량의 평균값 B의 관계성)
상기 연신 공정에 있어서, 적외선(IR) 히터를 사용해서 상기 평탄화 처리가 행해지고, 또한 상기 적외선(IR) 히터의 100㎜ 이격된 위치의 중앙부의 열량 A와 단부의 열량의 평균값 B가 상기 식 (3)을 충족하는 것에 의해 효과적으로 평탄화 처리를 실현할 수 있다.
본 발명에 있어서는, 적외선(IR) 히터의 100㎜ 이격된 위치의 중앙부의 열량 A와 단부의 열량의 평균값 B는, 서모 뷰어(가부시키가이샤 비전 센싱제 VIM-640G2ULC)로 온도 분포를 측정하고, 그 평균값을 취함으로써 산출했지만, 다른 방법에 의해 열 처리를 행한 경우에는, 그에 따랐다.
이하에 그 원리와 산출 방법을 상세하게 나타낸다.
상기 적외선(IR) 히터에 의해 광학 필름이 가열된다.
뜨거워진 부분을 길이 방향으로 적산하고, 중앙부의 길이 방향의 적산값을 열량 A라 하고, 중앙으로부터 75㎜의 위치의 길이 방향의 적산값의 광학 필름 단부의 양측에 있어서의 값을 산출하여, 그들의 평균값을 단부 열량의 평균값 B라 하자.
상기의 값으로부터 (B/A)를 산출한다.
이때, (B/A)가 너무 클 때는, 상기 적외선(IR) 히터는 핀포인트로 적외선의 조사 범위를 좁게 할 수 있도록 설계되어 있지 않지만, (B/A)가 너무 작을 때는, 상기 적외선(IR) 히터의 폭의 설치 대수를 증가시키는 것으로 (B/A)의 값의 범위를 제어할 수 있다.
(3.2) 용액 유연 제막법에 의한 필름 롤의 제조 공정
도 5는 용액 유연 제막법의 제조 공정의 흐름을 나타내는 흐름도이다.
또한, 도 6은 용액 유연 제막법에 의해 광학 필름을 제조하는 장치의 개략도이다.
이하 용액 유연 제막법에 있어서, 도 5 및 도 6을 참조하면서 설명한다.
용액 유연 제막법에 의한 광학 필름의 제조 방법은, 도프 조제 공정(S1), 유연 공정(S2), 박리 공정(S3), 수축 공정(S4), 제1 건조 공정(S5), 제1 연신 공정(S6), 제1 절단 공정(S7), 제2 연신 공정(S8), 제2 절단 공정(S9), 제2 건조 공정(S10), 제3 절단 공정(S11) 및 권취 공정(S12)을 포함한다.
또한, 상기 제조 방법은 제1 건조 공정(S5) 및 제2 건조 공정(S10)의 양쪽을 포함할 필요는 없고, 적어도 어느 한쪽의 공정을 포함하고 있으면 된다.
또한, 제1 연신 공정(S6), 제2 연신 공정(S8) 그리고 제1 절단 공정(S7), 제2 절단 공정(S9) 및 제3 절단 공정(S11)의 어느 것의 절단 공정을 포함하고 있으면 된다.
(3.2.1) 도프 조제(교반 조제) 공정(S1)
도프 조제(교반 조제) 공정(S1)에서는, 교반 장치(1)의 교반조(1a)에서, 적어도 수지 및 용매를 교반하여, 지지체(3)(엔드리스 벨트) 상에 유연할 도프를 조제한다.
상기 용매로서는, 양용매 및 빈용매의 혼합 용매를 사용한다.
이하, 본 발명의 일 실시 형태로서, 열가소성 수지로서 시클로올레핀계 수지(이하, COP 이라고도 한다.)를 사용하는 경우를 일례로 하여 도프 조제 공정을 설명하지만, 본 발명은 이것에 한정되지 않는다.
본 공정은 시클로올레핀계 수지(COP)에 대한 양용매를 주로 하는 용매에, 용해 가마 안에서 해당 COP, 경우에 따라, 기타 화합물을 교반하면서 용해해 도프를 형성하는 공정, 혹은 해당 COP 용액에, 경우에 따라 기타 화합물 용액을 혼합해서 주용해액인 도프를 형성하는 공정이다.
도프 중의 시클로올레핀계 수지(COP)의 농도는, 진한 쪽이 지지체에 유연한 후의 건조 부하를 저감할 수 있어서 바람직하다.
단, COP의 농도가 너무 진하면, 여과 시의 부하가 증가해서 정밀도가 나빠진다.
이들을 양립시키는 농도로서는, 10 내지 35질량%의 범위 내가 바람직하고, 더욱 바람직하게는 15 내지 30질량%의 범위 내이다.
도프로 사용되는 용매는, 단독으로 사용하거나 2종 이상을 병용해도 되지만, 시클로올레핀계 수지(COP)의 양용매와 빈용매를 혼합해서 사용하는 것이 생산 효율의 점에서 바람직하고, 양용매가 많은 쪽이 COP의 용해성의 점에서 바람직하다.
양용매와 빈용매의 혼합 비율의 바람직한 범위는, 양용매가 70 내지 98질량%의 범위 내이고, 빈용제가 2 내지 30질량%의 범위 내이다.
양용매, 빈용매란, 사용하는 시클로올레핀계 수지(COP)를 단독으로 용해하는 것을 양용매, 단독으로 팽윤하거나 또는 용해하지 않는 것을 빈용매라 정의하고 있다.
그 때문에, COP의 평균 치환도에 의해 양용매, 빈용매가 바뀐다.
본 발명에 사용되는 양용매는 특별히 한정되지 않지만, 메틸렌클로라이드 등의 유기 할로겐 화합물이나 디옥솔란류, 아세톤, 아세트산메틸, 아세토아세트산메틸 등을 들 수 있다.
특히 바람직하게는 메틸렌클로라이드 또는 아세트산메틸을 들 수 있다.
또한, 본 발명에 사용되는 빈용매는 특별히 한정되지 않지만, 예를 들어 메탄올, 에탄올, n-부탄올, 시클로헥산, 시클로헥사논 등이 바람직하게 사용된다.
또한, 도프 중에는 물이 0.01 내지 2질량% 함유되어 있는 것이 바람직하다.
또한, 시클로올레핀계 수지(COP)의 용해에 사용되는 용매는, 광학 필름 제막 공정에서 건조에 의해 필름으로부터 제거된 용매를 회수하고, 이것을 재이용해서 사용된다.
회수 용매 중에, COP에 첨가되어 있는 첨가제, 예를 들어 가소제, 자외선 흡수제, 폴리머, 모노머 성분 등이 미량 함유되어 있는 것도 있지만, 이들이 포함되어 있어도 바람직하게 재이용할 수 있고, 필요하면 정제해서 재이용할 수도 있다.
상기 기재된, 도프를 조제할 때의 COP의 용해 방법으로서는, 일반적인 방법을 사용할 수 있다.
구체적으로는, 상압에서 행하는 방법, 주용매의 비점 이하에서 행하는 방법, 주용매의 비점 이상에서 가압해서 행하는 방법이 바람직하고, 가열과 가압을 조합하면 상압에 있어서의 비점 이상으로 가열할 수 있다.
또한, 용매의 상압에서의 비점 이상으로, 또한 가압 하에서 용매가 비등하지 않는 범위의 온도에서 가열하면서 교반 용해하는 방법도, 겔이나 덩어리라 불리는 괴상 미용해물의 발생을 방지하기 때문에 바람직하다.
또한, 시클로올레핀계 수지(COP)를 빈용매와 혼합해서 습윤 혹은 팽윤시킨 후, 더 양용제를 첨가해서 용해하는 방법도 바람직하게 사용된다.
가압은 질소 가스 등의 불활성 기체를 압입하는 방법이나, 가열에 의해 용매의 증기압을 상승시키는 방법에 의해 행해도 된다.
가열은 외부로부터 행하는 것이 바람직하고, 예를 들어 재킷 타입의 것은 온도 컨트롤이 용이하여 바람직하다.
용매를 첨가한 가열 온도는, 높은 쪽이 시클로올레핀계 수지(COP)의 용해성의 관점에서 바람직하지만, 가열 온도가 너무 높으면 필요한 압력이 커져서 생산성이 나빠진다.
바람직한 가열 온도는 30 내지 120℃의 범위 내이고, 60 내지 110℃의 범위 내가 보다 바람직하고, 70 내지 105℃의 범위 내가 더욱 바람직하다.
또한, 압력은 설정 온도에서 용매가 비등하지 않도록 조정된다.
또는 냉각 용해법도 바람직하게 사용되고, 이에 의해 아세트산메틸 등의 용매에 시클로올레핀계 수지(COP)를 용해시킬 수 있다.
이어서, 이 시클로올레핀계 수지(COP) 용액(용해 중 또는 용해 후의 도프)을 여과지 등의 적당한 여과재를 사용해서 여과하는 것이 바람직하다.
여과재로서는, 불용물 등을 제거하기 위해서 절대 여과 정밀도가 작은 쪽이 바람직하지만, 절대 여과 정밀도가 너무 작으면, 여과재의 눈막힘이 발생하기 쉽다는 문제가 있다.
이 때문에 절대 여과 정밀도 0.008㎜ 이하의 여과재가 바람직하고, 0.001 내지 0.008㎜의 범위 내의 여과재가 보다 바람직하고, 0.003 내지 0.006㎜의 범위 내의 여과재가 더욱 바람직하다.
여과재의 재질은 특별히 제한은 없고, 통상의 여과재를 사용할 수 있지만, 폴리프로필렌, 테플론(등록상표) 등의 플라스틱제의 여과재나, 스테인리스 스틸 등의 금속제의 여과재가 섬유의 탈락 등이 없어 바람직하다.
여과에 의해, 원료의 시클로올레핀계 수지(COP)에 포함되어 있던 불순물, 특히 휘점 이물을 제거, 저감하는 것이 바람직하다.
휘점 이물이란, 2매의 편광판을 크로스니콜 상태로 해서 배치하고, 그 사이에 필름 등을 놓고, 한쪽의 편광판의 측으로부터 광을 쐬고, 다른 쪽의 편광판 측으로부터 관찰했을 때에 반대측으로부터의 광이 누설되어 보이는 점(이물)이며, 직경이 0.01㎜ 이상인 휘점수가 200개/㎠ 이하인 것이 바람직하다.
보다 바람직하게는 100개/㎠ 이하이고, 더욱 바람직하게는 50개/㎡ 이하이고, 더욱 바람직하게는 0 내지 10개/㎠ 이하이다.
또한, 0.01㎜ 이하의 휘점도 적은 쪽이 바람직하다.
도프의 여과는 통상의 방법으로 행할 수 있지만, 용매의 상압에서의 비점 이상으로, 또한 가압 하에서 용매가 비등하지 않는 범위의 온도에서 가열하면서 여과하는 방법이, 여과 전후의 여과압의 차(차압이라고 한다)의 상승이 작아, 바람직하다.
바람직한 온도는 30 내지 120℃의 범위 내이고, 45 내지 70℃의 범위 내가 보다 바람직하고, 45 내지 55℃의 범위 내인 것이 더욱 바람직하다.
여과압은 작은 쪽이 바람직하다.
구체적으로는 1.6㎫ 이하인 것이 바람직하고, 1.2㎫ 이하인 것이 보다 바람직하고, 1.0㎫ 이하인 것이 더욱 바람직하다.
(3.2.2) 유연 공정(S2)
유연 공정(S2)에서는, 지지체(3) 상에 유연된 도프에 의해 형성된 유연막(5)을, 지지체(3) 상에서 가열하여, 지지체(3)로부터 박리 롤(4)에 의해 유연막(5)이 박리 가능해질 때까지 용매를 증발시킨다.
상기의 증발은 5 내지 75℃의 범위 내의 분위기 하에서 행하는 것이 바람직하다.
용매를 증발시키기 위해서는 온풍을 유연막 상면에 쐬는 방법이나 및/또는 지지체(3)의 이면으로부터 액체에 의해 전열시키는 방법, 및 복사열에 의해 표리로부터 전열하는 방법 등이 있지만, 복사열에 의해 표리로부터 전열하는 방법이, 건조 효율이 좋아 바람직하다.
또한, 그들을 조합하는 방법도 바람직하게 사용된다.
유연(캐스트)의 폭은 생산성의 관점에서 1.3m 이상이 바람직하다.
보다 바람직하게는 1.3 내지 4.0m의 범위 내이다.
유연(캐스트)의 폭이 4.0m를 초과하지 않으면, 제조 공정에서 줄무늬가 생기지 않고, 그 후의 반송 공정에서의 안정성이 높아진다.
반송성, 생산성의 관점에서는, 1.3 내지 3.0m의 범위 내가 더욱 바람직하다.
유연(캐스트) 공정(S2)에 있어서의 지지체(3)는 표면을 경면 마무리한 것이 바람직하고, 지지체(3)로서는, 스테인리스 스틸 벨트 혹은 주물로 표면을 도금 마무리한 드럼이 바람직하게 사용된다.
유연 공정(S2)의 지지체(3)의 표면 온도는 -50℃ 내지 용매의 비점의 범위 내의 온도에서, 온도가 높은 쪽이 유연막의 건조 속도를 빠르게 할 수 있으므로 바람직하다.
바람직한 지지체 온도는 0 내지 55℃의 범위 내이고, 22 내지 50℃의 범위 내가 더욱 바람직하다.
지지체(3)의 온도를 제어하는 방법은 특별히 제한되지 않지만, 온풍 또는 냉풍을 내뿜는 방법이나, 온수를 지지체의 이측에 접촉시키는 방법이 있다.
온수를 사용하는 쪽이 열의 전달이 효율적으로 행해지기 때문에, 지지체의 온도가 일정해질 때까지의 시간이 짧아 바람직하다.
온풍을 사용하는 경우에는 목적의 온도보다 높은 온도의 바람을 사용하는 경우가 있다.
유연 공정(S2)에서는, 도프 조제 공정(S1)에서 조제된 도프를, 가압형 정량 기어 펌프 등을 통해서, 도관에 의해 유연 다이(유연 다이)(2)로 송액하고, 무한으로 이송하는 회전 구동 스테인리스강제 엔드리스 벨트로 이루어지는 지지체(3) 상의 유연 위치에 유연 다이(2)로부터 도프를 유연한다.
당업자가 유연 공정에 있어서 막 두께의 균일성을 높이기 위해서는, 용액 유연 제막법과 용융 유연 제막법의 어느 것에 있어서도 유연 다이의 립 부분의 슬릿 갭을 제어하는 방법을 들 수 있다.
예를 들어 점도가 높은 도프(멜트 포함한다)를 압출할 때에는, 상기 슬릿 갭의 폭의 변동이 발생하지만, 이것을 방지하기 위해서 폭으로 히트 볼트를 복수개 설치해서 슬릿 갭을 제어하는 방법이다.
단, 이 방법은 히트 볼트 수의 물리적인 설치 한계가 있다고 하는 문제가 있다.
또한, 상기 슬릿 갭의 폭의 변동을 발생시키는 폭으로의 압력 변동을 억제하기 위해서 유연 다이의 내부 구조를 폭으로 변화시키는 방법이 있지만, 생산 품종마다 유연 다이를 절환하지 않으면 안되어, 시간 및 비용이 든다고 하는 문제가 있다.
(펌프 맥동의 피치 제어)
상기 펌프 맥동의 피치를 제어하는 것이, 본 발명에 관한 광학 필름의 막 두께의 제어 수단의 하나이다(평탄화 처리 1).
유연 다이에 이르기까지의 배관 내의 도프 송액(용융의 경우에는 수지의 압출)에 있어서 고정밀도의 기어 펌프를 사용하는 것은 알려져 있지만, 기어 펌프는 그 기어비에 따라 펌프의 회전 속도를 제어함으로써 펌프 맥동의 피치를 제어할 수 있고, 그 송액 시의 맥동이 길이의 막 두께, 즉 막 두께의 평균 최대 고저차 (P-V)ave1에 크게 영향을 미친다.
이때, 펌프로부터 유연 다이에 이르기까지의 배관의 길이는, 압력 손실 및 펌프의 맥동의 영향을 배제하는 관점에서, 50 내지 100m의 범위 내가 바람직하다.
펌프의 회전 속도는 압력 손실 방지 등의 관점에서, 10 내지 50rpm의 범위 내가 바람직하다.
(유연 다이의 히트 볼트에 의한 초기 토출 막 두께 제어)
상기 유연 다이의 히트 볼트에 의해 초기 토출 막 두께를 제어하는 것이, 본 발명에 관한 광학 필름의 막 두께의 제어 수단이다.
유연 다이에는 도프를 토출(용융의 경우에는 수지의 압출)하는 슬릿을 폭으로 조정하는 기구가 마련되어 있다.
상기 유연 다이의 히트 볼트에 의해, 도프를 토출하는 슬릿의 폭의 간극을, 토출 직후의 막 두께 편차를 유연막 전체에 대하여 1.0 내지 5.0%의 범위 내로 조정하여, 유연막의 초기 토출 막 두께의 제어를 행하는 것이 바람직하다.
(기타)
여기서, 유연 다이 슬릿의 도프가 나오는 곳을 립이라 칭하지만, 립 부분의 슬릿 형상을 조정할 수 있어, 막 두께를 균일하게 하기 쉬운 유연 다이가 바람직하다.
유연 다이에는, 코트 행어 다이나 T다이 등이 있지만, 모두 바람직하게 사용된다.
또한, 본 발명에 있어서, 유연막이란, 상기의 립 부분으로부터 유연되는 도프 막을 말한다.
본 발명에 관한 광학 필름의 제막 속도를 높이기 위해서, 상기의 유연 다이를 지지체 상에 2기 이상 마련하여, 도프양을 분할해서 중층해도 된다.
혹은 복수의 도프를 동시에 유연하는 공(共)유연법에 의해 적층 구조의 필름 롤을 얻는 것도 바람직하다.
제막 속도를 높이기 위해서 유연 다이를 지지체 상에 2기 이상 마련하고, 도프양을 분할해서 중층해도 된다.
슬릿은 히트 볼트를 수동으로 돌려서 압입함으로써 좁히거나 해서 막 두께를 얇게 하거나, 반대로 풀어서 두껍게 하기도 한다.
히트 볼트에 전압을 거는 것으로, 열에 의한 압입을 하는 방식도 일반적이지만, 통상은 조합하여 사용한다.
또한, 밀고 당기기를 하는 방식을 취하는 것도 가능하다.
이쪽은 폭 방향에 대하여 경사 방향으로 상기 스텝 1 내지 스텝 3의 순으로 측정한 막 두께의 평균 최대 고저차 (P-V)ave2에 크게 영향을 미친다.
단, 볼트의 피치가 유연 다이의 기구 상, 좁게 되지 않거나 하는 경우가 있고, 점도가 높은 도프(용융 포함한다)인 경우에는 유연 다이 토출 시의 립에 압력 부하가 크고 토출 후 부하가 급격히 저하되어 막 두께가 커지거나 하는(바러스(Barus) 효과) 것과 같은 폭 막 두께에 변동이 발생하는 경우가 있다.
따라서, 유연 다이 내부의 구조에 의해 유연 다이의 립에 부하가 너무 걸리지 않는 설계가 필요로 된다.
유연 공정(S2)에서는, 유연한 도프를 지지체(3) 상에서 건조시켜서, 유연막(5)을 형성한다.
그 때, 유연 다이(2)의 기울기, 즉 유연 다이(2)로부터 지지체(3)로의 도프의 토출 방향은, 지지체(3)의 면(도프가 유연되는 면)의 법선에 대한 각도로 0 내지 90°의 범위 내가 되도록 적절히 설정되면 된다.
지지체(3)는 예를 들어 스테인리스 벨트로 구성되고, 한 쌍의 롤(3a, 3b) 및 이들 사이에 위치하는 복수의 롤에 의해 보유 지지되어 있다.
이때, 지지체의 표면은 경면으로 되어 있는 것이 바람직하다.
롤(3a 및 3b)의 한쪽, 또는 양쪽에는, 지지체(3)에 장력을 부여하는 구동 장치가 마련되어 있고, 이에 의해 지지체(3)는 장력이 걸려서 팽팽한 상태에서 사용된다.
또한, 지지체(3)는 드럼이어도 된다.
(3.2.3) 박리 공정(S3)
본 공정에서는 유연 공정(S2)에서, 지지체(3) 상에서 유연막(5)이 박리 가능한 막 강도가 될 때까지 용매를 증발시켜서, 건조 고화 혹은 냉각 응고시킨 후, 지지체(3)를 광학 필름이 일주(一周)하기 전에 광학 필름을 지지체(3)로부터 박리한다.
즉, 본 공정은 지지체(3) 상에서 용매가 증발한 광학 필름을, 박리 위치에서 박리하는 공정이다.
이때, 면 품질, 투습성, 박리성의 관점에서, 30 내지 600초의 범위 내에서 해당 광학 필름을 지지체로부터 박리하는 것이 바람직하다.
또한, 지지체로부터 광학 필름을 박리하는 위치를 박리점이라 하며, 또한 박리를 돕는 롤을 박리 롤이라고 한다.
박리 공정(S3)에서는, 광학 필름을, 자기 지지성을 갖게 한 채 박리 롤(4)에 의해 박리한다.
지지체 상의 박리 위치에 있어서의 온도는 -50 내지 40℃의 범위 내로 하는 것이 바람직하고, 10 내지 40℃의 범위 내가 보다 바람직하고, 15 내지 30℃의 범위 내로 하는 것이 가장 바람직하다.
(잔류 용매량)
박리 시에서의 지지체(3) 상에서의 광학 필름의 잔류 용매량은 건조의 조건의 강약, 지지체(3)의 길이 등에 따라 적절히 조절된다.
광학 필름의 두께에 따라 다르기도 하지만, 박리점에서의 잔류 용매량이 너무 많으면 광학 필름이 너무 유연해서 박리하기 어려워지는 경우가 있고, 평면성을 손상시키거나, 박리 장력에 의한 횡단(橫段), 쏠림이나 세로 줄무늬가 발생하기 쉬워지는 경우가 있다.
반대로, 잔류 용매량이 너무 적으면, 도중에 광학 필름의 일부가 박리되거나 하는 경우가 있다.
광학 필름이 양호한 평면성을 나타내기 위해서는, 경제 속도와 품질의 균형의 관점에서 잔류 용매량이 10 내지 50질량%의 범위 내인 것이 바람직하다.
본 발명에 관한 평탄화 처리 3에 있어서는, 벨트 상의 유연막의 잔류 용매량이 150 내지 550질량%의 범위 내의 표층에 피막이 생긴 시점에서, 건조풍의 온도는, 10 내지 80℃의 범위 내에서 풍속 5 내지 40m/sec의 바람을 쐬어 돌기를 평탄화하는 것이, 줄무늬의 발생을 방지할 수 있는 점에서 바람직하다.
제막 속도를 올리는 방법(잔류 용매량이 가능한 한 많은 동안 박리하기 때문에 제막 속도를 올릴 수 있다)으로서, 잔류 용매량이 많아도 박리할 수 있는 겔 유연법(겔 캐스팅)이 있다.
그 방법으로서는, 도프 중에 시클로올레핀계 수지(COP)에 대한 빈용매를 첨가하고, 도프 유연 후, 유연막을 겔화하는 방법, 지지체를 냉각함으로써 유연막을 겔화시켜서 잔류 용매를 많이 포함한 상태에서 박리하는 방법 등이 있다.
또한, 도프 중에 금속염을 가하는 방법도 있다.
상기한 바와 같이, 지지체 상에서 유연막을 겔화시켜서, 막을 강하게 함으로써 박리를 빠르게 하여 제막 속도를 높일 수 있다.
또한, 잔류 용매량은 하기 식으로 정의된다.
잔류 용매량(질량%)={(M-N)/N}×100
또한, M은 유연막 또는 광학 필름을 제조 중 또는 제조 후의 임의의 시점에서 채취한 시료의 질량이고, N은 M을 115℃에서 1시간의 가열 후의 질량이다.
(박리 장력)
지지체와 광학 필름을 박리할 때의 박리 장력은 300N/m 이하로 하는 것이 바람직하다.
보다 바람직하게는, 196 내지 245N/m의 범위 내이지만, 박리 시에 주름이 생기기 쉬운 경우, 190N/m 이하의 장력으로 박리하는 것이 바람직하다.
(3.2.4) 수축 공정(S4)
수축 공정은 광학 필름을 면 내에서 수축시키는 공정이다.
이 수축 공정은, 지지체로부터 박리 후의 광학 필름을 반송 방향(Machine Direction, 이하 「MD 방향」이라고도 한다.)으로 연신함으로써 행해진다.
이 경우, 광학 필름은, 광학 필름 면 내에서 MD 방향과 직교하는 폭 방향(Traverse Direction, 이하 「TD 방향」이라고도 한다.)으로 수축한다.
수축 공정에 의해, 광학 필름 두께 방향에 있어서의 폴리머 분자(매트릭스 분자)간의 얽힘이 촉진됨으로써, 편광판 제작 시에, 광학 필름을 편광자와 접착제를 통하여 접착하는 경우에도, 상기 접착제가 매트릭스 분자간의 얽힘의 부분(가교 부분)을 통해서 광학 필름 내부에 침투하기 쉬워진다.
그 결과, 광학 필름을 접착제를 통하여 편광자에 견고하게 고정할 수 있어, 편광자에 대한 광학 필름의 박리 강도를 향상시킬 수 있다.
즉, 광학 필름과 편광자의 양호한 접착성을 확보할 수 있다.
(수축률의 정의)
본 발명에 있어서 수축률이란, 하기 식으로 정의된다.
식: 수축률[%]=수축 공정 종료 시의 광학 필름의 폭[㎜]/수축 공정 개시 시의 광학 필름의 폭[㎜]×100
여기서, 수축 공정에 있어서, 광학 필름의 수축률이 너무 작으면, 매트릭스 분자간의 얽힘을 촉진하는 효과가 불충분해지고, 너무 크면, 광학 필름(연신 필름)의 생산 효율이 저하될 것이 염려된다.
이 때문에, 수축 공정에 있어서의 광학 필름의 수축률은 1 내지 40%의 범위 내인 것이 바람직하고, 5 내지 20%의 범위 내인 것이 보다 바람직하다.
(수축률의 측정 방법과 산출 방법)
본 발명에 있어서는, 광학 필름의 폭을 가부시키가이샤 키엔스제의 LS-9000으로 측정했다.
또한, 본 발명에 관한 광학 필름의 수축률은 광학 필름의 폭을 상기의 측정기에 의해 1초마다 5분간(300초) 측정한 각 값의 평균값을 광학 필름의 폭으로 하여, 상기 식에 대입하는 것에 의해 구했지만, 상기의 방법에 한정할 필요는 없고, 예를 들어 광학 필름의 폭을 정규로부터 판독한 값을 사용해서 광학 필름의 폭으로 하여, 상기 식에 대입해도 된다.
수축 공정(S4)에서는, 광학 필름(F)을 폭 방향으로 수축시킨다.
광학 필름을 수축시키는 방법으로서는, 예를 들어 (1) 광학 필름을 폭 보유 지지하지 않는 상태에서 고온 처리하거나, 광학 필름의 밀도를 높이고, (2) 광학 필름에 대하여 반송 방향(MD 방향)에 장력을 가하여, 광학 필름을 폭 방향(TD 방향)으로 수축시키거나, 및 (3) 급준하게 광학 필름의 잔류 용매량을 감소시키거나 하는 등의 방법이 있다.
(3.2.5) 제1 건조 공정(S5)
건조 공정은 광학 필름을 지지체 상에서 가열하여, 용매를 증발시키는 공정이다.
도 6에 있어서의 건조 장치(6) 내에서는, 측면으로 보아 지그재그상으로 배치된 복수의 반송 롤에 의해 광학 필름이 반송되고, 그 동안에 광학 필름이 건조된다.
건조 장치(6)에서의 건조 방법은, 특별히 제한은 없고, 일반적으로 열풍, 적외선, 가열 롤, 마이크로파 등을 사용해서 광학 필름을 건조시키지만, 간편함의 점에서, 열풍으로 광학 필름을 건조시키는 방법이 바람직하다.
또한, 그들을 조합하는 방법도 바람직하다.
또한, 제1 건조 공정(S5)는, 필요에 따라서 행해지면 된다.
광학 필름의 막 두께가 얇으면 건조가 빠르지만, 그다지 급격한 건조는, 완성된 광학 필름의 평면성을 손상시키기 쉽다.
고온에 의한 건조를 행할 때에는, 잔류 용매량을 고려할 필요가 있지만, 잔류 용매량은, 너무 많지 않게 함으로써 용매의 발포에 의한 불량을 방지할 수 있다.
상기 잔류 용매량은 30질량% 이하 정도로부터 행하는 것이 좋고, 전체를 통해서 건조는 대체로 30 내지 250℃의 범위 내에서 행해진다.
특히 35 내지 200℃의 범위 내에서 건조시키는 것이 바람직하고, 건조 온도는, 단계적으로 높게 해가는 것이 바람직하다.
또한, 박리 공정(S3)에 있어서의 박리 시에서의 지지체(3) 상에서의 광학 필름의 잔류 용매량은, 건조의 조건의 강약, 지지체(3)의 길이 등에 따라 적절히 조절되며, 수축 공정(S4)에 있어서의 상기의 잔류 용매량은 막 두께, 수지 등이 크게 영향을 미치기 때문에, 박리 공정(S3)과 수축 공정(S4)에서는, 잔류 용매량의 바람직한 범위에 중복되는 범위가 있다.
지지체의 온도는 전체가 동일하거나, 위치에 따라 상이해도 된다.
제1 건조 공정(S5)에서는, 건조 장치(6)에 의해, 광학 필름을 지지체로부터 박리하고, 더 건조시킨다.
광학 필름의 건조 공정에서는 일반적으로 롤 건조 방식(상하에 배치한 다수의 롤에 광학 필름을 교호로 통과시켜 건조시키는 방식)이나 텐터 방식으로 광학 필름을 반송시키면서 건조시키는 방식이 채용된다.
텐터 연신 장치를 사용하는 경우에는, 후술하는 연신 공정에 있어서 텐터 연신 장치의 좌우 파지 수단에 의해 광학 필름의 파지 길이(파지 개시부터 파지 종료까지의 거리)를 좌우로 독립적으로 제어할 수 있는 장치를 사용하는 것이 바람직하다.
또한, 연신 공정에 있어서, 평면성을 개선하기 위해서 의도적으로 상이한 온도를 갖는 구획을 만드는 것도 바람직하다.
또한, 상이한 온도 구획 사이에 각각의 구획이 간섭을 일으키지 않도록, 뉴트럴 존을 마련하는 것도 바람직하다.
(3.2.6) 제1 연신 공정(S6)
연신 공정은 광학 필름을 광학 필름 면 내에서 MD 방향으로만 연신하는 공정이어도 되고, TD 방향으로만 연신하는 공정이어도 되고, MD 방향 및 TD 방향의 양쪽에 대한 것이어도 되고, 경사 방향으로 연신하는 공정이어도 된다.
또한, 연신 방향에 한정은 없지만, 광폭의 광학 필름을 얻는 관점에서는, 적어도 폭 방향의 연신을 포함하는 공정이 있는 것이 바람직하다.
이러한 연신은, 연신 장치(7)를 사용해서 행할 수 있다.
고위상차 확보, 광폭 확보 및 편광자와 접착 시의 접착제 침투 촉진을 위해서는, 연신 공정에 있어서 광학 필름을 고배율로 연신하는 것이 바람직하다.
단, 연신 배율이 너무 높으면, 연신 응력에 의해, 광학 필름 내에 크레이즈가 발생하거나, 광학 필름 강도를 유지하고 있는 매트릭스 분자간의 얽힘이 해리하고, 광학 필름이 취약화되는 경우가 있을 수 있다.
이 때문에, 연신 공정에서의 연신 배율은 1.1 내지 5.0배의 범위 내인 것이 바람직하고, 1.3 내지 3.0배의 범위 내인 것이 보다 바람직하다.
또한, 연신이 복수회 행해지는 경우, 복수회의 연신 중에서 매트릭스 분자의 해리의 리스크가 가장 높은 최고 배율의 연신은, 최종회에 행해지는 것이 바람직하다.
예를 들어 도 5에 있어서, 최고 배율의 연신은 제2 연신 공정에서 행해지는 것이 바람직하다.
이 경우, 최고 배율의 연신까지, 매트릭스 분자의 얽힘을 견고하게 할 수 있기 때문에, 최고 배율의 연신을 행해도, 매트릭스 분자의 얽힘의 해리를 억제하여, 응집 파괴를 억제할 수 있다.
제1 연신 공정(S6)에서는, 광학 필름(F)을 텐터 연신 장치(7)에 의해 연신한다.
이때의 연신 방법으로서는, 롤의 둘레 속도차를 마련해서 반송 방향(광학 필름의 길이 방향; 제막 방향; 유연 방향; MD 방향)으로 연신하는 방식이나, 광학 필름(F)의 양 측연부를 클립 등으로 고정해서 폭 방향(광학 필름 면 내에서 직교하는 방향; TD 방향)으로 연신하는 텐터 방식이, 필름의 성능·생산성, 평면성이나 치수 안정성을 향상시키기 때문에 바람직하다.
또한, 소위 텐터법의 경우, 리니어 드라이브 방식으로 클립 부분을 구동하면 매끄러운 연신을 행할 수 있어, 파단 등의 위험성을 감소할 수 있으므로 바람직하다.
제막 공정의 이들의 폭 보유 지지 혹은 가로 방향의 연신은 텐터 연신 장치에 의해 행하는 것이 바람직하고, 핀 텐터이거나 클립 텐터여도 된다.
또한, 텐터 연신 장치(7) 내에서는, 연신에 더하여 건조를 행해도 된다.
(텐터 연신 장치)
이하, 도 7, 도 8, 도 9 및 도 10을 참조하면서 텐터 연신 장치(7)로서 사용되는 장치를 설명한다.
도 7은 텐터 연신 장치의 내부 구성을 모식적으로 나타내는 평면도이고, 텐터 연신 장치를 광학 필름의 면에 수직인 면을 상측으로부터 본 단면도이다.
또한, 도 7은 커버를 분리한 상태를 나타내고 있고, 커버는 이점쇄선으로 나타내고 있다.
텐터 연신 장치(40)는 광학 필름(F)의 폭 방향의 양단부를 파지하는 다수의 클립(42)를 구비하고, 클립(42)은 무단 체인(48)에 일정한 간격으로 설치되어 있다.
무단 체인(48)은 광학 필름(F)을 사이에 두고 양측에 배치되어 있고, 각각이 입구측의 원동 스프로킷(50)과 출구측의 종동 스프로킷(52) 사이에 걸쳐진다.
원동 스프로킷(50)은 도시하지 않은 모터에 접속되어 있고, 이 모터를 구동함으로써 원동 스프로킷(50)이 회전된다.
이에 의해, 무단 체인(48)이 원동 스프로킷(50)과 종동 스프로킷(52) 사이를 주회(周回) 주행하므로, 무단 체인(48)에 설치한 클립(42)이 주회 주행된다.
원동 스프로킷(50)과 종동 스프로킷(52) 사이에는, 무단 체인(48)(또는 클립(42))을 가이드하기 위한 레일(54)이 마련된다.
레일(54)은 광학 필름(F)을 사이에 두고 양측에 배치되어 있고, 레일(54)끼리의 간격은 광학 필름(F)의 반송 방향의 상류측보다 하류측이 넓어지도록 구성된다.
이에 의해, 클립(42)이 주회 주행할 때에 클립(42)끼리의 간격을 넓힐 수 있으므로, 클립(42)에 파지된 광학 필름(F)을 폭 방향으로 가로 연신할 수 있다.
원동 스프로킷(50)과 종동 스프로킷(52)에는 각각 개방 부재(56)가 설치되어 있다.
개방 부재(56)는, 후술하는 클립(42)의 플래퍼(도시하지 않음)를 파지 위치로부터 개방 위치로 변위시키는 장치이며, 이 개방 부재(56)에 의해, 광학 필름(F)의 파지 동작과 개방 동작이 자동적으로 행해진다.
그런데, 텐터 연신 장치(40)의 내부는 도 7에 도시한 바와 같이, 예열 존, (가로)연신 존 및 열 고정 존이 마련되어 있다.
존끼리의 사이는, 도시하지 않은 차단풍 커튼(도시하지 않음)에 의해 칸막이되어 있다.
또한, 각 존의 내부에서는, 광학 필름(F)에 대하여 상방 또는 하방, 혹은 그 양쪽으로부터, 열풍이 급기된다.
열풍은, 존마다 소정의 온도로 관리된 상태에서, 광학 필름(F)의 폭 방향으로 균일하게 분출된다.
이에 의해, 각 존의 내부가 원하는 온도로 제어된다. 이하, 각 존에 대해서 설명한다.
예열 존은 광학 필름(F)을 예열 처리하는 존이며, 클립(42)의 간격을 넓히지 않고, 광학 필름(F)을 가열한다.
예열 존에서 예열된 광학 필름(F)은 가로 연신 존으로 이동한다.
가로 연신 존은 클립(42)의 간격을 넓힘으로써 광학 필름(F)을 폭 방향으로 가로 연신하는 존이다.
이 가로 연신 처리에 있어서의 연신 배율은 1.0 내지 2.5배의 범위 내가 바람직하고, 1.05 내지 2.3배의 범위 내가 보다 바람직하고, 1.1 내지 2배의 범위 내가 더욱 바람직하다.
가로 연신 존에서 가로 연신된 광학 필름(F)은 열 고정 존으로 이동한다.
또한, 본 실시 형태에서는, 텐터(40)의 내부를 예열 존, (가로)연신 존, 열 고정 존으로 나누었지만, 존의 종류나 배치는 이것에 한정하는 것은 아니고, 예를 들어 가로 연신 존의 후에, 광학 필름(F)을 냉각하는 냉각 존을 마련해도 된다.
또한, 열 고정 존 중에 열 완화 존을 마련해도 된다.
또한, 본 실시 형태에서는, 텐터(40)로 가로 연신만을 행했지만, 세로 방향으로도 동시에 연신해도 된다.
이 경우, 클립(42)의 이동 시에, 클립(42)의 피치(반송 방향에 있어서의 클립(42)끼리의 간격)를 변화시키면 된다.
클립(42)의 피치를 변화시키는 기구로서는, 예를 들어 팬터그래프 기구나 리니어 가이드 기구를 이용할 수 있다.
광학 필름을 연신하는 방법으로서는, 세로(길이) 방향으로 연신하는 방법(세로 연신), 가로(폭) 방향으로 연신하는 방법(가로 연신), 세로 연신과 가로 연신을 차례로 행하는 방법(축차 2축 연신), 세로 연신과 가로 연신을 동시에 행하는 방법(동시 2축 연신)을 들 수 있지만, 이들 중 가로 연신이나 동시 2축 연신(경사 연신을 포함한다)에서는, 텐터 연신 장치가 사용된다.
텐터 연신 장치는 광학 필름의 폭 방향의 양단부를 클립으로 파지하고, 이 클립을 광학 필름과 함께 주행시키면서 간격을 넓힘으로써, 광학 필름을 연신하는 장치이다.
(열 처리 타이밍)
텐터 연신 장치는 통상, 복수 존으로 나뉘고 있고, 예를 들어 도 7과 같이 광학 필름을 가열하는 예열 존, 광학 필름을 가로 방향으로 연신하는 가로 연신 존, 광학 필름의 결정화를 행하는 열 고정 존, 광학 필름의 열 응력을 제거하는 완화 존 등이 마련되어 있다.
텐터 연신 장치 내의 연신 공정에서의 열 처리의 타이밍(본 발명에 관한 평탄화 처리 4)으로서는, 광학 필름이 하기의 어느 것의 존 통과 시에 열 처리가 가해지는지로 나누어지고, 로 내 온도와 아울러 막 두께를 제어하는 수단으로서 사용한다.
(1-1) 텐터 연신 장치 내의 예열 존 통과 시
(1-2) 텐터 연신 장치 내의 연신 존 통과 시
(1-3) 텐터 연신 장치 내의 열 고정 존 통과 시
또한, 상기 3개의 존에 있어서의 열 처리에는, 적외선(IR) 히터를 사용하고 있고, 적외선(IR) 히터는 필요에 따른 개수가 각 존에 적절히 설치된다.
각 존에 적외선(IR) 히터가 설치된 경우에 있어서의 일례로서, 적외선(IR) 히터가 예열 존에 설치된 경우의 텐터 연신 장치 내의 3개의 존의 측면도를 도 8에 나타낸다.
(로 내 온도)
통상, 로 내 온도는 120 내지 200℃의 범위 내가 바람직하고, 더욱 바람직하게는 120 내지 180℃의 범위 내이다.
여기서, 본 발명에 있어서의 로 내 온도란, 후술하는 텐터 연신 장치의 연신 존에 있어서, 연신 직전의 필름 중앙으로부터 100㎜ 상측의 위치를 측정한 온도(도 8 참조.)이고, 1분간마다의 각 온도의 값을 1시간 측정하고, 그들의 평균값을 산출한 것이다.
통상, 로 내 온도는 120 내지 200℃의 범위 내가 바람직하고, 더욱 바람직하게는 120 내지 180℃의 범위 내이다.
여기서, 복수의 구획으로 길이에 온도 구배를 부여했을 때는, 열 처리의 구획을 대상으로 하는 것으로 한다.
또한, 본 발명에 있어서, 연신 존에 있어서 열 처리를 실시하는 경우와 하지 않는 경우에서 로 내 온도는 다르지만, 연신 존에 있어서 열 처리를 실시하는 경우에는, 당해 로 내 온도는 열 처리를 실시하기 전의 연신 존에 있어서의 로 내 온도를 말하는 것으로 한다.
(잔류 용매량)
연신 시에 있어서의 광학 필름 중의 잔류 용매량은 20질량% 이하가 바람직하고, 더욱 바람직하게는 15질량% 이하로 연신하는 것이 바람직하다.
도 9는 텐터 연신 장치 내의 3개의 존의 평면도이고, 도 10은 텐터 연신 장치 내의 3개의 존을 정면으로 보았을 때의 노즐과 히터 설치 부분의 개략도이다.
도 10과 같이, 적외선(IR) 히터는, 광학 필름 파단 시에 적외선(IR) 히터에 광학 필름이 접촉하지 않도록 노즐의 상측에만 배치되어 있다.
또한, 광학 필름에 적외선(IR) 히터를 가까이 한 쪽이, 적외선(IR) 히터에 의한 방사 에너지를 보다 좁은 범위에 집중시킬 수 있기 때문에, 클립에 의한 폭 형성 동작에 간섭하지 않은 범위에서, 광학 필름에 적외선(IR) 히터를 가능한 한 가까이 한다.
도 10에서는 주로 중앙 노즐로부터의 열 처리가 나타나 있고, 금회의 실시예에서는 단부 노즐에 의한 열 처리는 행해지지 않았지만, 본 실시 형태에서는 병용 가능하다.
연신 장치에 있어서는, 도 8과 같이 노즐 틈으로부터 적외선(IR) 히터가 나오고 있는 쪽이 방사 에너지를 낭비없이 광학 필름에 전할 수 있다.
도 9와 같이, 연신 전의 광학 필름에 있어서도, 모든 폭을 가열할 수 있도록 적외선(IR) 히터는 열로 배치했다.
또한, 히터는 길이 방향으로 지그재그상으로 배치해도 된다.
(3.2.7) 제1 절단 공정(S7)
제1 절단 공정(S7)에서는, 슬리터로 이루어지는 절단부(8)가, 제1 연신 공정(S6)에 의해 연신된 광학 필름(F)의 폭 방향의 양단부를 절단한다.
광학 필름(F)에 있어서, 양단부의 절단 후에 남은 부분은, 광학 필름 제품이 되는 제품부를 구성한다.
한편, 광학 필름(F)으로부터 절단된 부분은, 회수되어, 다시 원재료의 일부로서 광학 필름의 제막에 재이용해도 된다.
(3.2.8) 제2 연신 공정(S8)
제2 연신 공정(S8)에서는, 제1 연신 공정(S6)과 마찬가지로 광학 필름(F)을 연신 장치(9)에 의해 연신한다.
이때의 연신 방법으로서는, 롤의 둘레 속도차를 마련해서 반송 방향(MD 방향)으로 연신하는 방식이나, 광학 필름(F)의 양 측연부를 클립 등으로 고정해서 폭 방향(TD 방향)으로 연신하는 텐터 방식이, 필름의 성능·생산성, 평면성이나 치수 안정성을 향상시키기 때문에 바람직하다.
또한, 연신 장치(9) 내에서는, 연신에 더하여 건조를 행해도 된다.
(3.2.9) 제2 절단 공정(S9)
제2 절단 공정(S9)에서는, 제1 절단 공정(S7)과 마찬가지로 슬리터로 이루어지는 절단부(10)가, 제막된 광학 필름(F)의 폭 방향의 양단부를 절단한다.
또한, 광학 필름 양단부의 클립 파지 부분은, 통상은 광학 필름이 변형되어 있어, 제품으로서 사용할 수 없으므로 절제된다.
열에 의한 재료의 열화가 일어나지 않은 경우에는, 회수 후에 재이용된다.
광학 필름(F)에 있어서, 양단부의 절단 후에 남은 부분은 광학 필름 제품이 되는 제품부를 구성한다.
한편, 광학 필름(F)으로부터 절단된 부분은, 회수되어, 다시 원재료의 일부로서 광학 필름의 제막에 재이용된다.
(3.2.10) 제2 건조 공정(S10)
제2 건조 공정(S10)에서는, 제1 건조 공정(S5)과 마찬가지로 광학 필름(F)이, 건조 장치(11)에서 건조된다.
건조 장치(11) 내에서는, 측면으로 보아 지그재그상으로 배치된 복수의 반송 롤에 의해 광학 필름(F)이 반송되고, 그 동안에 광학 필름(F)이 건조된다.
건조 장치(6)에서의 건조 방법은, 특별히 제한은 없고, 일반적으로 열풍, 적외선, 가열 롤 및 마이크로파 등을 들 수 있다.
상기의 건조 방법 중에서도, 간편함의 점에서, 열풍으로 광학 필름(F)을 건조시키는 방법이 바람직하다.
또한, 제2 건조 공정(S10)은 필요에 따라서 행해지면 된다.
(3.2.11) 제3 절단 공정(S11)
제3 절단 공정(S11)에서는, 제1 절단 공정(S7), 제2 절단 공정(S9)과 마찬가지로 슬리터로 이루어지는 절단부(12)가, 제막된 광학 필름(F)의 폭 방향의 양단부를 절단한다.
광학 필름(F)에 있어서, 양단부의 절단 후에 남은 부분은, 광학 필름 제품이 되는 제품부를 구성한다.
한편, 광학 필름(F)으로부터 절단된 부분은, 회수되어, 다시 원재료의 일부로서 광학 필름의 제막에 재이용된다.
(3.2.12) 권취 공정(S12)
마지막으로, 권취 공정(S12)에서, 광학 필름(F)를, 권취 장치(13)에 의해 권취하여, 필름 롤을 얻는다.
즉, 권취 공정에서는, 광학 필름(F)을 반송하면서 권취 코어에 권취함으로써, 필름 롤이 제조된다.
권취 공정에서의 광학 필름을 권취할 때의 초기 장력의 바람직한 범위는, 20 내지 300N/m의 범위 내이다.
(잔류 용매량)
보다 구체적으로는, 광학 필름 중의 잔류 용매량이 2질량% 이하가 되고 나서 광학 필름으로서 권취 장치(12)에 의해 권취하는 공정이며, 잔류 용매량을 0.4질량% 이하로 함으로써 치수 안정성이 양호한 광학 필름을 얻을 수 있다.
특히, 잔류 용매량이 0.00 내지 0.20질량%의 범위 내에서 권취하는 것이 바람직하다.
(권취 방법)
광학 필름(F)의 권취 방법은, 일반적으로 사용되고 있는 와인더를 사용하면 되고, 정 토크법, 정 텐션법, 테이퍼 텐션법, 내부 응력 일정의 프로그램 텐션 컨트롤법 등의 장력을 컨트롤하는 방법이 있고, 그들을 구분지어 사용하면 된다.
권취하기 전에, 제품이 되는 폭에 단부를 슬릿해서 잘라버리고, 감기 중인 첩부나 찰상 방지를 위해서, 표면 개질 처리를 광학 필름 양단에 실시해도 된다.
(권취 후)
본 발명의 필름 롤은, 긴 필름인 것이 바람직하고, 구체적으로는 100 내지 10000m 정도의 범위 내의 것을 나타내고, 통상, 롤 형상으로 제공되는 형태의 것이다.
<광학 필름의 권취 방법의 상세>
본 발명에 관한 광학 필름은 이하의 권취 방법으로 권취하는 것이 바람직하다.
권취 방법은 광학 필름의 측연부가 정렬되도록 상기 광학 필름을 권취 코어에 권취하는 스트레이트 감기 공정과, 상기 스트레이트 감기 공정 후에, 상기 측연부가 상기 광학 필름의 폭 방향에 대하여 일정 범위에서 주기적으로 어긋나도록, 상기 광학 필름의 폭 방향으로 상기 광학 필름 또는 상기 권취 코어를 주기적으로 진동시켜서 상기 광학 필름을 상기 권취 코어에 권취하는 오실레이트 감기 공정을 갖는 것이 바람직하다.
특히, 상기 광학 필름의 감기 길이가, 상기 광학 필름의 전체 감기 길이에 대하여 1 내지 30%의 범위 내에서 미리 정해지는 절환시 감기 길이에 달했을 때에, 상기 스트레이트 감기 공정으로부터 상기 오실레이트 감기 공정으로 절환하는 것이 바람직하다.
광학 필름의 권취 장치는 권취 코어를 회전시켜서 상기 권취 코어에 광학 필름을 권취하는 광학 필름 권취부와, 상기 광학 필름이 상기 권취 코어 상에서 상기 광학 필름의 폭 방향으로 일정 범위 내에서 주기적으로 어긋나는 오실레이트 감기가 되도록, 상기 광학 필름의 권취에 연동시켜서 상기 광학 필름 또는 상기 권취 코어를 상기 광학 필름의 폭 방향으로 진동시키는 오실레이트부와, 상기 광학 필름의 감기 길이가 미리 정해지는 절환 시 감기 길이에 달했을 때에, 상기 광학 필름의 권취를 상기 스트레이트 감기로부터 상기 오실레이트 감기로 절환하는 절환부를 구비하는 것이 바람직하다.
이하 오실레이트 감기에 대한 상세는 생략한다.
도 11은 광학 필름이 권취되는 공정과, 권취된 후의 본 발명의 필름 롤의 단면을 도시하는 개략도이다.
도 11에서는 제막된 광학 필름(31)은 롤(32) 및 터치 롤(33)에 의해 권회되어, 필름 롤(30)로서 권취된다.
(3.3) 용융 유연 제막법에 의한 필름 롤의 제조 공정
본 발명에 관한 광학 필름은, 용융 유연법에 의해 제막할 수도 있다.
「용융 제막법」이란, 열가소성 수지 및 상술한 첨가제를 포함하는 조성물을, 유동성을 나타내는 온도까지 가열 용융하고, 그 후 유동성의 열가소성 수지를 포함하는 용융물을 유연하는 방법을 말한다.
가열 용융하는 성형 방법으로서는, 상세하게는 용융 압출 성형법, 프레스 성형법, 인플레이션법, 사출 성형법, 블로우 성형법, 연신 성형법 등으로 분류할 수 있다.
이들 성형법 중에서는, 기계적 강도 및 표면 정밀도 등의 점에서, 용융 압출법이 바람직하다.
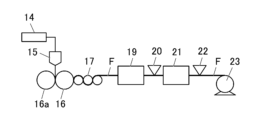
도 12는 용융 유연 제막법의 제조 공정의 흐름을 나타내는 흐름도이다.
또한, 도 13은 용융 유연 제막법에 의해 광학 필름을 제조하는 장치의 개략도이다.
이하 용액 유연 제막법에 있어서, 도 12 및 도 13을 참조하면서 설명한다.
용융 유연 제막법에 의한 필름 롤의 제조 방법은 압출 공정(M1), 유연·성형 공정(M2), 제1 연신 공정(M3), 제1 절단 공정(M4), 제2 연신 공정(M5), 제2 절단 공정(M6) 및 권취 공정(M7)을 포함한다.
또한, 상기 제조 방법은, 제1 연신 공정(M3) 및 제2 연신 공정(M5)의 양쪽을 포함할 필요는 없고, 적어도 어느 한쪽의 공정을 포함하고 있으면 된다.
또한, 제1 절단 공정(M4), 제2 절단 공정(M6)도 마찬가지로 적어도 어느 한쪽의 공정을 포함하고 있으면 된다.
(3.3.1) 압출 공정(M1)
압출 공정(M1)에서는, 압출기(14)로, 적어도 수지를 용융 압출하여, 캐스트 드럼(16) 상에 성형한다.
본 발명에 사용할 수 있는 상기 수지에 관한 상세는 후술한다.
또한, 수지는 미리 혼련해서 펠릿화해 두는 것이 바람직하다.
펠릿화는 공지의 방법으로 행하면 된다.
예를 들어 건조 수지나 가소제, 기타 첨가제를 피더로 압출기에 공급하고, 1축이나 2축의 압출기를 사용해서 혼련하고, 유연 다이로부터 스트랜드상으로 압출하고, 수랭 또는 공랭하고, 커팅함으로써 펠릿화할 수 있다.
첨가제는 압출기에 공급하기 전에 수지에 혼합해 두어도 되고, 첨가제 및 수지를 각각 개별의 피더로 압출기에 공급해도 된다.
또한, 입자나 산화 방지제 등의 소량의 첨가제는 균일하게 혼합하기 위해서, 사전에 수지에 혼합해 두는 것이 바람직하다.
공급 호퍼로부터 압출기로, 펠릿을 도입할 때는, 건조, 진공 하 또는 감압 하나 불활성 가스 분위기 하로 해서 산화 분해 등을 방지하는 것이 바람직하다.
압출기는 전단력을 억제하고, 수지가 열화(분자량 저하, 착색, 겔 생성 등)하지 않도록 펠릿화 가능하며, 가능한 한 저온에서 가공하는 것이 바람직하다.
예를 들어 2축 압출기의 경우, 깊은 홈 타입의 스크루를 사용하여, 동일 방향으로 회전시키는 것이 바람직하다.
혼련의 균일성으로부터, 맞물림 타입이 바람직하다.
수지·펠릿은 용융 시에, 리프 디스크 타입의 필터 등으로 여과해서 이물을 제거하는 것이 바람직하다.
이상과 같이 해서 얻어진 펠릿을 사용해서 필름 제막을 행한다.
물론, 펠릿화하지 않고, 원재료의 수지(분말 등)를 그대로 피더로 압출기에 공급하고, 그대로 필름 제막하는 것도 가능하다.
(3.3.2) 유연·성형 공정(M2)
유연·성형 공정(M2)에서는, 압출 공정에서 용융한 수지·펠릿을, 가압형 정량 기어 펌프 등을 통해서, 도관에 의해 유연 다이(15)로부터 필름상으로 유연하고, 무한으로 이송하는 회전 구동 스테인리스강제 엔드리스 캐스트 드럼(16) 상의 유연 위치에 유연 다이(15)로부터 용융한 수지·펠릿을 유연한다.
그리고, 유연한 용융 상태의 수지·펠릿을 캐스트 드럼(16) 상에서 성형시켜서, 유연막(18)을 형성한다.
유연 다이(15)의 기울기, 즉 유연 다이(15)로부터 지지체(16)로의 용융 상태의 수지·펠릿의 토출 방향은, 캐스트 드럼(16)의 면(용융 상태의 수지·펠릿이 유연되는 면)의 법선에 대한 각도로 0 내지 90°의 범위 내가 되도록 적절히 설정되면 된다.
터치 롤(16a)이나 캐스트 드럼(16)을 보조하는 냉각 드럼(17)을 적절히, 단독으로 혹은 조합해서 광학 필름(F)을 형성해도 된다.
당업자가 유연·성형 공정(M2)에 있어서, 막 두께의 균일성을 높이기 위한 방법, 펌프 맥동의 피치 제어, 유연 다이의 히트 볼트에 의한 초기 토출 막 두께 제어 및 그 밖의 사항에 대해서는, 전술한 용액 유연 제막법에 의한 필름 롤의 제조 공정에 있어서의 유연 공정(S2)과 마찬가지이며, 박리 공정(S3)에 있어서의 잔류 용매량, 수축 공정(S4)에 있어서의 수축률 및 건조 공정(S5)에 있어서의 건조 방법 등의 기재도 중복되므로 생략한다.
(3.3.3) 제1 연신 공정(M3)
제1 연신 공정(M3)에서는, 광학 필름(F)을 연신 장치(19)에 의해 연신한다.
이때의 연신 방법으로서는, 롤의 둘레 속도차를 마련해서 MD 방향으로 연신하는 방식이나, 광학 필름(F)의 양 측연부를 클립 등으로 고정해서 TD 방향으로 연신하는 텐터 방식이, 광학 필름의 성능·생산성, 평면성이나 치수 안정성을 향상시키기 때문에 바람직하다.
또한, 연신 장치(19) 내에서는, 연신에 더하여 건조를 행해도 된다.
또한, 텐터 연신 장치, 열 처리 타이밍, 로 내 온도, 연신 온도, 연신로 내의 온도 및 잔류 용매량 등의 기재에 대해서는, 용액 유연 제막법에 의한 필름 롤의 제조 공정에 있어서의 제1 연신 공정(S6)과 중복되므로 생략한다.
(3.3.4) 제1 절단 공정(M4)
제1 절단 공정(M4)에서는, 슬리터로 이루어지는 절단부(20)가, 제막된 광학 필름(F)의 폭 방향의 양단부를 절단한다.
광학 필름(F)에 있어서, 양단부의 절단 후에 남은 부분은, 광학 필름 제품이 되는 제품부를 구성한다.
한편, 광학 필름(F)으로부터 절단된 부분은, 회수되어, 다시 원재료의 일부로서 광학 필름의 제막에 재이용해도 된다.
(3.3.5) 제2 연신 공정(M5)
제2 연신 공정(M5)에서는, 제1 연신 공정(M3)과 마찬가지로 광학 필름(F)을 연신 장치(21)에 의해 연신한다.
이때의 연신 방법으로서는, 롤의 둘레 속도차를 마련해서 MD 방향으로 연신하는 방식이나, 광학 필름(F)의 양 측연부를 클립 등으로 고정해서 TD 방향으로 연신하는 텐터 방식이, 광학 필름의 성능·생산성, 평면성이나 치수 안정성을 향상시키기 때문에 바람직하다.
또한, 연신 장치(21) 내에서는, 연신에 더하여 건조를 행해도 된다.
(3.3.6) 제2 절단 공정(M6)
제2 절단 공정(M6)에서는, 제1 절단 공정(M4)과 마찬가지로 슬리터로 이루어지는 절단부(22)가, 제막된 광학 필름(F)의 폭 방향의 양단부를 절단한다.
광학 필름(F)에 있어서, 양단부의 절단 후에 남은 부분은, 광학 필름 제품이 되는 제품부를 구성한다.
한편, 광학 필름(F)으로부터 절단된 부분은, 회수되어, 다시 원재료의 일부로서 광학 필름의 제막에 재이용해도 된다.
(3.3.7) 권취 공정(M7)
마지막으로, 권취 공정(M7)에서, 광학 필름(F)을, 권취 장치(23)에 의해 권취하여, 필름 롤을 얻는다.
즉, 권취 공정에서는, 광학 필름(F)을 반송하면서 권취 코어에 권취함으로써, 필름 롤이 제조된다.
광학 필름(F)의 권취 방법은, 일반적으로 사용되고 있는 와인더를 사용하면 되고, 정 토크법, 정 텐션법, 테이퍼 텐션법, 내부 응력 일정의 프로그램 텐션 컨트롤법 등의 장력을 컨트롤하는 방법이 있고, 그들을 구분지어 사용하면 된다.
실시예
이하, 실시예를 들어 본 발명을 구체적으로 설명하지만, 본 발명은 이들에 한정되는 것은 아니다. 또한, 실시예에 있어서 「부」 또는 「%」의 표시를 사용하지만, 특별한 언급이 없는 한 「질량부」또는 「질량%」를 나타낸다.
<필름 롤의 제작>
(필름 롤 No.101의 제작)
광학 필름의 제막에는 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
<환상 폴리올레핀 중합체 P-1의 합성>
정제 톨루엔 100질량부와 노르보르넨카르복실산메틸에스테르 100질량부를 교반 장치에 투입했다.
이어서 톨루엔 중에 용해한 에틸헥사노에이트-Ni25mmol%(대 모노머 질량), 트리(펜타플루오로페닐)보론 0.225mol%(대 모노머 질량) 및 톨루엔에 용해한 트리에틸알루미늄 0.25mol%(대 모노머 질량)를 교반 장치에 투입했다.
실온에서 교반하면서 18시간 반응시켰다.
반응 종료 후 과잉의 에탄올 중에 반응 혼합물을 투입하고, 중합물 침전을 생성시켰다.
침전을 정제해 얻어진 중합체 (P-1)을 진공 건조로 65℃에서 24시간 건조시켰다.
<도프 D-1의 제작>
하기 조성물 1을 믹싱 탱크에 투입하고, 교반해서 각 성분을 용해한 후, 평균 구멍 직경 34㎛의 여과지 및 평균 구멍 직경 10㎛의 소결 금속 필터로 여과해서 도프를 조제했다.
(조성물 1)
환상 폴리올레핀 중합체 (P-1)
150질량부
디클로로메탄
380질량부
메탄올
70질량부
다음에 상기 방법으로 조제한 환상 폴리올레핀 용액(도프)을 포함하는 하기 조성물 2를 분산기에 투입하고, 첨가제로서 미립자 분산액(M-1)을 조제했다.
(조성물 2)
미립자(에어로실 R812: 닛본 에어로실사 제조, 1차 평균 입자경: 7㎚, 겉보기 비중 50g/L)
4질량부
디클로로메탄
76질량부
메탄올
10질량부
환상 폴리올레핀 용액(도프 D-1)
10질량부
상기 환상 폴리올레핀 용액 100질량부, 미립자 분산액 0.75질량부를 혼합하여, 제막용 도프(수지 조성물 시클로올레핀계 수지 COP1)을 조제했다.
(유연 공정(S2))
도프 조제 공정(S1)에서 조제된 도프(수지 조성물 시클로올레핀계 수지 COP1)를, 가압형 정량 기어 펌프를 통해서, 도관에 의해 유연 다이로 송액하고, 무한으로 이송하는 회전 구동 스테인리스강제 엔드리스 벨트로 이루어지는 지지체 상의 유연 위치에 유연 다이로부터 도프를 제막 라인에서 1800㎜폭으로 유연하고, 도프가 자기 지지성을 가질 때까지, 지지체 상에서 가열하여, 지지체로부터 박리 롤에 의해 유연막이 박리 가능해질 때까지 용매를 증발시킴으로써 건조시켜서, 유연막을 형성했다.
펌프로부터 유연 다이에 이르기까지의 배관의 길이를 30m로 하고, 도프 송액에 사용하는 기어 펌프의 기어비를 조정하여, 펌프의 회전 속도를 70rpm으로 하였다(평탄화 처리 1 불실시).
유연 다이의 히트 볼트에 의해, 도프를 토출하는 슬릿의 폭의 간극을, 토출 직후의 막 두께 편차를 유연막 전체에 대하여 5.5%로 조정하여, 유연막의 초기 토출 막 두께의 제어를 행하였다(평탄화 처리 2 불실시).
벨트 상의 유연막의 잔류 용매량이 5질량%가 될 때까지 건조시킴으로써 표층에 피막이 생긴 후에, 풍속 45m/sec(40℃)의 온풍을 분사해서 돌기를 평탄화했다(평탄화 처리 3 불실시).
(박리 공정(S3))
유연 공정(S2)에서, 유연막을 형성한 후, 유연막을 지지체로부터 박리 롤에 의해 자기 지지성을 갖게 한 채 박리했다.
(수축 공정(S4))
광학 필름을 폭 보유 지지하지 않는 상태에서 고온 처리하고, 광학 필름의 밀도를 높이는 것에 의해 광학 필름을 폭 방향으로 수축률 7%로 수축시켰다.
(제1 건조 공정(S5))
그 후, 광학 필름을 지지체 상에서 가열하여, 용매를 증발시켰다.
광학 필름의 잔류 용매량을 하기의 방법에 의해 측정한바, 5질량% 이하였다.
(잔류 용매량 측정)
잔류 용매량은, 가스 크로마토그래피에 의해 하기와 같이 질량 분석했다.
즉, 임의의 장소의 필름편을 채취하여, 필름 중에 잔류하고 있는 용매의 휘발을 방지하기 위해서, 빠르게 바이얼병에 확보해서 마개를 했다.
이어서, 바이얼병에 바늘을 꽂아 넣고, 가스 크로마토그래프(애질런트·테크놀로지(주) 제)를 사용해서 질량 분석했다.
또한, 잔류 용매량은 하기 식으로 정의된다.
잔류 용매량(질량%)={(M-N)/N}×100
또한, 상기 식 중 M은 유연막 또는 필름을 제조 중 또는 제조 후의 임의의 시점에서 채취한 시료의 질량(g)이고, 상기 식 중의 N은 상기 시료를 115℃에서 1시간이 가열한 후의 질량(g)이다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
표 I에 기재한 조건에서, 적외선(IR) 히터를 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시).
(제1 절단 공정(S7))
연신된 광학 필름의 폭 방향 양단부를 절단했다.
(제2 연신 공정(S8))
제1 연신 공정과 마찬가지로, 광학 필름을 텐터 연신 장치에 의해 연신했다.
광학 필름의 잔류 용매량을 하기의 방법에 의해 측정한바, 1 내지 5질량%였다.
(제2 절단 공정(S9))
제1 절단 공정과 마찬가지로, 연신된 광학 필름의 폭 방향 양단부를 절단했다.
(제2 건조 공정(S10))
제1 건조 공정과 마찬가지로, 광학 필름을 지지체 상에서 가열하여, 용매를 증발시켰다.
광학 필름의 잔류 용매량을 측정한바, 0.1 내지 2질량%였다.
(제3 절단 공정(S11))
제1 절단 공정 및 제2 절단 공정과 마찬가지로, 연신된 광학 필름의 폭 방향 양단부를 절단했다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.8㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.101의 제작을 행하였다.
(필름 롤 No.102의 제작)
광학 필름의 제막에는 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
필름 롤 No.101과 마찬가지 수순으로 제막용 도프(수지 조성물 시클로올레핀계 수지 COP1)을 조제했다.
(유연 공정(S2))
유연 공정에서의 유연막의 형성은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
상기 유연 공정에 있어서, 펌프로부터 유연 다이에 이르기까지의 배관의 길이를 60m로 하고, 도프 송액에 사용하는 기어 펌프의 기어비를 조절하여, 펌프의 회전 속도를 20rpm으로 하였다(평탄화 처리 1의 실시).
평탄화 처리 2 및 3은 실시하지 않았다.
(박리 공정(S3) 내지 제1 건조 공정(S5))
박리 공정(S3) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
제1 건조 공정(S5)에서의 광학 필름의 잔류 용매량을 측정한바, 5질량% 이하였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 175℃이고, 광학 필름에 적외선(IR) 히터를 설치하지 않고 열 처리를 실시하지 않았다(평탄화 처리 4 불실시: 열 처리 없음).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))
제1 절단 공정(S7) 내지 제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.6㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.102의 제작을 행하였다.
(필름 롤 No.103의 제작)
광학 필름의 제막에는 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
필름 롤 No.101과 마찬가지 수순으로 제막용 도프(수지 조성물 시클로올레핀계 수지 COP1)을 조제했다.
(유연 공정(S2))
유연 공정에서의 유연막의 형성은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
유연 다이의 히트 볼트에 의해, 도프를 토출하는 슬릿의 폭의 토출 직후의 막 두께 편차를 1.5%로 조절하여, 유연막의 초기 토출 막 두께의 제어를 행하였다(평탄화 처리 2의 실시).
평탄화 처리 1 및 3은 실시하지 않았다.
(박리 공정(S3) 내지 제1 건조 공정(S5))
박리 공정(S3) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
제1 건조 공정(S5)에서의 광학 필름의 잔류 용매량을 측정한바, 5질량% 이하였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 175℃이고, 광학 필름에 적외선(IR) 히터를 설치하지 않고 열 처리를 실시하지 않았다(평탄화 처리 4 불실시: 열 처리 없음).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))
제1 절단 공정(S7)) 내지 (제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.4㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.103의 제작을 행하였다.
(필름 롤 No.104의 제작)
광학 필름의 제막에는, 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
필름 롤 No.101과 마찬가지 수순으로 제막용 도프(수지 조성물 시클로올레핀계 수지 COP1)를 조제했다.
(유연 공정(S2))
유연 공정에서의 유연막의 형성은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
벨트 상의 유연막의 잔류 용매량이 200질량%가 될 때까지 건조시킴으로써 표층에 피막이 생긴 후에, 풍속 16m/sec(40℃)의 온풍을 분사해서 돌기를 평탄화했다(평탄화 처리 3의 실시).
평탄화 처리 1 및 2는 실시하지 않았다.
(박리 공정(S3) 내지 제1 건조 공정(S5))
박리 공정(S3) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
제1 건조 공정(S5)에서의 광학 필름의 잔류 용매량을 측정한바, 5 내지 15질량%였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 175℃이고, 광학 필름에 적외선(IR) 히터를 설치하지 않고 열 처리를 실시하지 않았다(평탄화 처리 4 불실시: 열 처리 없음).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))
제1 절단 공정(S7)) 내지 (제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.5㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.104의 제작을 행하였다.
(필름 롤 No.105의 제작)
광학 필름의 제막에는 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
필름 롤 No.101과 마찬가지 수순으로 제막용 도프(수지 조성물 시클로올레핀계 수지 COP1)를 조제했다.
(유연 공정(S2))
유연 공정에서의 유연막의 형성은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
상기 유연 공정에 있어서, 펌프로부터 유연 다이에 이르기까지의 배관의 길이를 60m로 하고, 도프 송액에 사용하는 기어 펌프의 기어비를 조절하여, 펌프의 회전 속도를 20rpm으로 하였다(평탄화 처리 1의 실시).
유연 다이의 히트 볼트에 의해, 도프를 토출하는 슬릿의 폭의 간극을, 토출 직후의 막 두께 편차를 유연막 전체에 대하여 1.5%로 조정하여, 유연막의 초기 토출 막 두께의 제어를 행하였다(평탄화 처리 2의 실시).
평탄화 처리 3은 실시하지 않았다.
(박리 공정(S3) 내지 제1 건조 공정(S5))
박리 공정(S3) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
제1 건조 공정(S5)에서의 광학 필름의 잔류 용매량을 측정한바, 5질량% 이하였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 175℃이고, 광학 필름에 적외선(IR) 히터를 설치하지 않고 열 처리를 실시하지 않았다(평탄화 처리 4 불실시: 열 처리 없음).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))
제1 절단 공정(S7)) 내지 (제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.4㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.105의 제작을 행하였다.
(필름 롤 No.106의 제작)
광학 필름의 제막에는 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
필름 롤 No.101과 마찬가지 수순으로 제막용 도프(수지 조성물 시클로올레핀계 수지 COP1)를 조제했다.
(유연 공정(S2))
유연 공정에서의 유연막의 형성은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
상기 유연 공정에 있어서, 펌프로부터 유연 다이에 이르기까지의 배관의 길이를 60m로 하고, 도프 송액에 사용하는 기어 펌프의 기어비를 조절하여, 펌프의 회전 속도를 20rpm으로 하였다(평탄화 처리 1의 실시).
유연 다이의 히트 볼트에 의해, 도프를 토출하는 슬릿의 폭의 간극을, 토출 직후의 막 두께 편차를 유연막 전체에 대하여 1.5%로 조정하여, 유연막의 초기 토출 막 두께의 제어를 행하였다(평탄화 처리 2의 실시).
벨트 상의 유연막의 잔류 용매량이 200질량%가 될 때까지 건조시킴으로써 표층에 피막이 생긴 후에, 풍속 16m/sec(40℃)의 온풍을 분사해서 돌기를 평탄화했다(평탄화 처리 3의 실시)
(박리 공정(S3) 내지 제1 건조 공정(S5))
박리 공정(S3) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
제1 건조 공정(S5)에서의 광학 필름의 잔류 용매량을 측정한바, 5 내지 15질량%였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 175℃이고, 광학 필름에 로 내 온도와의 차가 60℃가 되도록 적외선(IR) 히터를 예열 존에 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시: 열 처리의 타이밍이 예열 존.).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.4㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.106의 제작을 행하였다.
(필름 롤 No.107의 제작)
광학 필름의 제막에는, 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
필름 롤 No.101과 마찬가지 수순으로 제막용 도프(수지 조성물 시클로올레핀계 수지 COP1)를 조제했다.
(유연 공정(S2))
유연 공정에서의 유연막의 형성은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
필름 롤 No.106과 마찬가지로, 평탄화 처리 1 내지 3을 모두 실시했다.
(박리 공정(S3) 내지 제1 건조 공정(S5))
박리 공정(S3) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
제1 건조 공정(S5)에서의 광학 필름의 잔류 용매량을 측정한바, 5 내지 15질량%였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 175℃이고, 광학 필름에 로 내 온도와의 차가 190℃가 되도록 적외선(IR) 히터를 예열 존에 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시: 열 처리의 타이밍이 예열 존.).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))
제1 절단 공정(S7)) 내지 (제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.2㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.107의 제작을 행하였다.
(필름 롤 No.108의 제작)
광학 필름의 제막에는, 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
필름 롤 No.101과 마찬가지 수순으로 제막용 도프(수지 조성물 시클로올레핀계 수지 COP1)를 조제했다.
(유연 공정(S2))
유연 공정에서의 유연막의 형성은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
필름 롤 No.106과 마찬가지로, 평탄화 처리 1 내지 3을 모두 실시했다.
(박리 공정(S3) 내지 제1 건조 공정(S5))
박리 공정(S3) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
제1 건조 공정(S5)에서의 광학 필름의 잔류 용매량을 측정한바, 5 내지 15질량%였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 175℃이고, 광학 필름에 로 내 온도와의 차가 60℃가 되도록 적외선(IR) 히터를 연신 존에 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시: 열 처리의 타이밍이 연신 존.).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))
제1 절단 공정(S7)) 내지 (제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.2㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.108의 제작을 행하였다.
(필름 롤 No.109의 제작)
광학 필름의 제막에는, 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
필름 롤 No.101과 마찬가지 수순으로 제막용 도프(수지 조성물 시클로올레핀계 수지 COP1)를 조제했다.
(유연 공정(S2))
유연 공정에서의 유연막의 형성은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
필름 롤 No.106과 마찬가지로, 평탄화 처리 1 내지 3을 모두 실시했다.
(박리 공정(S3) 내지 제1 건조 공정(S5))
박리 공정(S3) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
제1 건조 공정(S5)에서의 광학 필름의 잔류 용매량을 측정한바, 5 내지 15질량%였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 175℃이고, 광학 필름에 로 내 온도와의 차가 60℃가 되도록 적외선(IR) 히터를 열 고정 존에 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시: 열 처리의 타이밍이 열 고정 존.).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))
제1 절단 공정(S7)) 내지 제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.3㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.109의 제작을 행하였다.
(필름 롤 No.110의 제작)
광학 필름의 제막에는, 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1) 내지 제3 절단 공정(S11))
도프 조제 공정(S1) 내지 제3 절단 공정(S11)은 필름 롤 No.106과 마찬가지 수순으로 유연 다이의 폭 또는 유연 다이의 시점에서 두께를 두껍게 하는 등의 평탄화 처리 2를 실시함에 있어서 일부 조건을 바꾸어서 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.4㎛로 억제했다.
필름 롤 폭은 2900㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.110의 제작을 행하였다.
(필름 롤 No.111의 제작)
광학 필름의 제막에는 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1) 내지 제3 절단 공정(S11))
도프 조제 공정(S1) 내지 제3 절단 공정(S11)은 필름 롤 No.106과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.3㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 9100m로 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.111의 제작을 행하였다.
(필름 롤 No.112의 제작)
광학 필름의 제막에는 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
필름 롤 No.101과 마찬가지 수순으로 제막용 도프(수지 조성물 시클로올레핀계 수지 COP1)를 조제했다.
(유연 공정(S2))
유연 공정에서의 유연막의 형성은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
필름 롤 No.106과 마찬가지로, 평탄화 처리 1 내지 3을 모두 실시했다.
(박리 공정(S3) 내지 제1 건조 공정(S5))
박리 공정(S3) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
제1 건조 공정(S5)에서의 광학 필름의 잔류 용매량을 측정한바, 5 내지 15질량%였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 175℃이고, 광학 필름에 로 내 온도와의 차가 140℃가 되도록 적외선(IR) 히터를 예열 존에 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시: 열 처리의 타이밍이 예열 존.).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))
제1 절단 공정(S7)) 내지 제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.3㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.112의 제작을 행하였다.
(필름 롤 No.113의 제작)
광학 필름의 제막에는, 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
필름 롤 No.101과 마찬가지 수순으로 제막용 도프(수지 조성물 시클로올레핀계 수지 COP1)를 조제했다.
(유연 공정(S2))
유연 공정에서의 유연막의 형성은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
필름 롤 No.106과 마찬가지로, 평탄화 처리 1 내지 3을 모두 실시했다.
(박리 공정(S3) 내지 제1 건조 공정(S5))
박리 공정(S3) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
제1 건조 공정(S5)에서의 광학 필름의 잔류 용매량을 측정한바, 5 내지 15질량%였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 165℃이고, 광학 필름에 로 내 온도와의 차가 30℃가 되도록 적외선(IR) 히터를 예열 존에 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시: 열 처리의 타이밍이 예열 존.).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))
제1 절단 공정(S7) 내지 제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.5㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.113의 제작을 행하였다.
(필름 롤 No.114의 제작)
광학 필름의 제막에는, 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
첨가제로서, 미립자(에어로실 R812: 닛본 에어로실사 제조, 1차 평균 입자경: 7㎚, 겉보기 비중 50g/L)를 사용하지 않는 것 이외에는 필름 롤 No.101과 마찬가지 수순으로 제막용 도프(수지 조성물 시클로올레핀계 수지 COP1)를 조제했다.
(유연 공정(S2))
유연 공정에서의 유연막의 형성은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
필름 롤 No.106과 마찬가지로, 평탄화 처리 1 내지 3을 모두 실시했다.
(박리 공정(S3) 내지 제1 건조 공정(S5))
박리 공정(S3) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
제1 건조 공정(S5)에서의 광학 필름의 잔류 용매량을 측정한바, 5 내지 15질량%였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 165℃이고, 광학 필름에 로 내 온도와의 차가 30℃가 되도록 적외선(IR) 히터를 예열 존에 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시: 열 처리의 타이밍이 예열 존.).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))
제1 절단 공정(S7)) 내지 (제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.5㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.114의 제작을 행하였다.
(필름 롤 No.115의 제작)
광학 필름의 제막에는, 용융 유연 제막법을 사용했다.
(압출 공정(M1))
필름 롤 No.101과 마찬가지 수순으로 수지(수지 조성물 시클로올레핀계 수지 COP2)를 조제하고, 펠릿화한 것과 첨가제(미립자(에어로실 R812: 닛본 에어로실사 제조, 1차 평균 입자경: 7㎚, 겉보기 비중 50g/L))를 압출기에 공급하고, 압출기 내에서 용융시켜서, 가압형 정량 기어 펌프를 통해서, 유연 다이로부터 캐스트 드럼 상에 필름상으로 압출했다.
(유연·성형 공정(M2))
상기 압출 공정에 있어서, 펌프로부터 유연 다이에 이르기까지의 배관의 길이를 60m로 하고, 송액에 사용하는 기어 펌프의 기어비를 조절하여, 펌프의 회전 속도를 20rpm으로 하였다(평탄화 처리 1의 실시).
유연 다이의 히트 볼트에 의해, 도프를 토출하는 슬릿의 폭의 간극을, 토출 직후의 막 두께 편차를 유연막 전체에 대하여 1.5%로 조정하여, 유연막의 초기 토출 막 두께의 제어를 행하였다(평탄화 처리 2의 실시).
평탄화 처리 3은 실시하지 않았다.
압출된 수지는 냉각 드럼으로 냉각함으로써 성형하여, 유연막을 형성했다.
(제1 연신 공정(M3))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 150℃이고, 광학 필름에 로 내 온도와의 차가 100℃가 되도록 적외선(IR) 히터를 예열 존에 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시: 열 처리의 타이밍이 예열 존.).
(제1 절단 공정(M4))
연신된 광학 필름의 폭 방향 양단부를 절단했다.
(제2 연신 공정(M5))
제1 연신 공정과 마찬가지로, 광학 필름을 텐터 연신 장치에 의해 연신했다.
(제2 절단 공정(M6))
제1 절단 공정과 마찬가지로, 연신된 광학 필름의 폭 방향 양단부를 절단했다.
(권취 공정(M7))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.5㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.115의 제작을 행하였다.
(필름 롤 No.116의 제작)
광학 필름의 제막에는, 용융 유연 제막법을 사용했다.
(압출 공정(M1) 내지 제2 절단 공정(M6))
첨가제로서 미립자(에어로실 R812: 닛본 에어로실사 제조, 1차 평균 입자경: 7㎚, 겉보기 비중 50g/L)을 사용하지 않는 것 이외에는 필름 롤 No.115와 마찬가지 수순으로 압출 공정(M1) 내지 제2 절단 공정(M6)을 행하였다.
(권취 공정(M7))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.5㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.116의 제작을 행하였다.
(필름 롤 No.117의 제작)
광학 필름의 제막에는, 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
수지 조성물로서 COP1 대신에 TAC를 사용하는 것 이외에는 필름 롤 No.101과 마찬가지 수순으로 제막용 도프를 조제했다.
(유연 공정(S2) 내지 제1 건조 공정(S5))
유연 공정(S2) 내지 제1 건조 공정(S5)는, 광학 필름 No.106과 마찬가지 수순으로 행하였다.
제1 건조 공정(S5)에서의 광학 필름의 잔류 용매량을 측정한바, 5 내지 15질량%였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 150℃이고, 광학 필름에 로 내 온도와의 차가 140℃가 되도록 적외선(IR) 히터를 예열 존에 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시: 열 처리의 타이밍이 예열 존.).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))
제1 절단 공정(S7)) 내지 (제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.5㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.117의 제작을 행하였다.
(필름 롤 No.118의 제작)
광학 필름의 제막에는 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1))
수지 조성물로서, COP1 대신에 폴리메틸메타크릴레이트(PMMA)를 사용하는 것 이외에는 필름 롤 No.101과 마찬가지로 하여 제막용 도프를 조제했다.
(유연 공정(S2) 내지 제1 건조 공정(S5))
유연 공정(S2) 내지 제1 건조 공정(S5)는, 광학 필름 No.106과 마찬가지 수순으로 행하였다.
제1 건조 공정(S5)에서의 유연막의 잔류 용매량을 측정한바, 5 내지 15질량%였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 115℃이고, 광학 필름에 로 내 온도와의 차가 120℃가 되도록 적외선(IR) 히터를 예열 존에 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시: 열 처리의 타이밍이 예열 존.).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.3㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.118의 제작을 행하였다.
(필름 롤 No.119의 제작)
권취 공정에 있어서 (S12)에 있어서 필름 롤 폭을 2400㎜로 실시하는 것 이외에는 필름 롤 No.106과 마찬가지 수순으로 행하였다.
또한, TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.4㎛로 억제했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.119의 제작을 행하였다.
(필름 롤 No.120의 제작)
권취 공정에 있어서 (S12)에 있어서 감기 길이를 7500m로 실시하는 것 이외에는 필름 롤 No.106과 마찬가지 수순으로 행하였다.
또한, TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.3㎛로 억제했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.120의 제작을 행하였다.
(필름 롤 No.121의 제작)
광학 필름의 제막에는, 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1) 내지 제1 건조 공정(S5))
도프 조제 공정(S1) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
유연막의 잔류 용매량을 측정한바, 5질량% 이하였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 165℃이고, 광학 필름에 로 내 온도와의 차가 60℃가 되도록 적외선(IR) 히터를 예열 존에 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시: 열 처리의 타이밍이 예열 존.).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.5㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.121의 제작을 행하였다.
(필름 롤 No.122의 제작)
광학 필름의 제막에는 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1) 내지 제1 건조 공정(S5))
도프 조제 공정(S1) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
유연막의 잔류 용매량을 측정한바, 5질량% 이하였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 175℃이고, 광학 필름에 로 내 온도와의 차가 140℃가 되도록 적외선(IR) 히터를 예열 존에 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시: 열 처리의 타이밍이 예열 존.).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.8㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.122의 제작을 행하였다.
(필름 롤 No.123의 제작)
광학 필름의 제막에는 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1) 내지 제1 건조 공정(S5))
도프 조제 공정(S1) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
유연막의 잔류 용매량을 측정한바, 5질량% 이하였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 165℃이고, 광학 필름에 로 내 온도와의 차가 60℃가 되도록 적외선(IR) 히터를 예열 존에 필요수 설치해서 열 처리를 실시했다(평탄화 처리 4의 실시: 열 처리의 타이밍이 예열 존.).
(제1 절단 공정(S7)) 내지 (제3 절단 공정(S11))은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.5㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.123의 제작을 행하였다.
(필름 롤 No.124의 제작)(비교예 1용)
광학 필름의 제막에는, 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1) 내지 제1 건조 공정(S5))
도프 조제 공정(S1) 내지 제1 건조 공정(S5)는 필름 롤 No.101과 마찬가지 수순으로 행하였다.
유연막의 잔류 용매량을 측정한바, 5 내지 15질량%였다.
(제1 연신 공정(S6))
그 후, 광학 필름을 텐터 연신 장치 내에서 반송시켜서, 가로 연신했다.
로 내 온도는 175℃이고, 광학 필름에 적외선(IR) 히터를 설치하지 않고 열 처리를 실시하지 않았다(평탄화 처리 4 불실시: 열 처리 없음).
(제1 절단 공정(S7) 내지 제3 절단 공정(S11))
제1 절단 공정(S7) 내지 제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 1.9㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.124의 제작을 행하였다.
(필름 롤 No.125의 제작)(비교예 2용)
광학 필름의 제막에는 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1) 내지 제3 절단 공정(S11))
도프 조제 공정(S1) 내지 제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(널링 가공 공정)
그 후 광학 필름에, 레이저광을 조사하여, 널링 가공부(부위 A)를 형성했다.
양단부의 널링 가공폭은 필름 단으로부터 15㎜로 하였다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
레이저 장치로서는, 탄산 가스 레이저 장치를 사용하여, 레이저 장치의 출력을 20W, 출광 파장의 중심 파장을 9.4㎛, 출광 파장 범위를, 중심 파장을 중심으로 해서 ± 0.01㎛ 이하로 하였다.
레이저광의 광학 필름으로의 조사는, 탄산 가스 레이저 장치로부터 발광한 평행화한 빔을, 2매의 갈바노 미러로 반사하고, fθ 렌즈(초점 거리 200㎜)를 통해, 반송되는 광학 필름의 표면에 집광시키는 것에 의해 행하였다.
갈바노 미러의 각도를 제어함으로써, 집광 위치를, 광학 필름 평면 방향으로 이동시키고, 그에 의해, 광학 필름 표면 상에의 레이저광의 조사 궤적을 제어했다.
(대기압 플라스마 처리 공정: 표면 개질 처리)
가스가 덴키제 AGP-500을 광학 필름의 널링 가공부의 이면측에 설치하고, 0.5kW 조사했다.
대기압 플라스마를 발하는 프로브와 광학 필름의 거리는 5㎜로 실시했다.
조사하는 대기압 플라스마는, 널링 가공부에 대향하는 광학 필름 이면측에서, 널링 가공폭의 110%의 폭으로 조사할 수 있도록 설치 위치를 설정했다.
(권취 공정(S12))
상기의 광학 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 1.7㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.125의 제작을 행하였다.
(필름 롤 No.126의 제작)(비교예 3용: 프로텍트 필름 있음)
광학 필름의 제막에는, 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1) 내지 제3 절단 공정(S11))
도프 조제 공정(S1) 내지 제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(프로텍트 필름을 갖는 광학 필름의 제작 공정)
상기에서 얻어진 광학 필름을 익스팬더 롤을 통해서 연속적으로 반송함과 함께, 긴 프로텍트 필름〔도레이 필름 가공 가부시키가이샤제 트레이닝 테크 7832C 총 두께: 30㎛〕을 연속적으로 반송하고, 이들을 거듭 접합 롤간에 통과시킴으로써 프로텍트 필름과 광학 필름의 적층체를 상하로부터 압박하고 접합하여, 프로텍트 필름을 갖는 적층 필름을 제작했다.
(권취 공정(S12))
상기의 적층 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.7㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.126의 제작을 행하였다.
(필름 롤 No.127의 제작)(비교예 4용: 안티블로킹 필름)
광학 필름의 제막에는, 용액 유연 제막법을 사용했다.
(도프 조제 공정(S1) 내지 제3 절단 공정(S11))
도프 조제 공정(S1) 내지 제3 절단 공정(S11)은 필름 롤 No.101과 마찬가지 수순으로 행하였다.
(안티블로킹충을 갖는 광학 필름의 제작 공정)
안티블로킹층의 형성에 있어서 이하의 재료를 사용했다.
결합제 수지: 유니티카(주) 제 아로 베이스 SE1030N: 변성 폴리올레핀 수지(변성 폴리에틸렌)의 수성 분산체
가교제: 닛폰 쇼쿠바이 가가쿠 고교(주) 제 에포크로스WS700: 폴리옥사졸린 화합물의 수분산액
입자 B: 닛폰 쇼쿠바이(주) 제 시호스타 KE-P30: 실리카 입자의 분체, 1차 입자의 개수 평균 입경: 300㎚
분산 매체: 물
<입자 B 분산액의 조제>
시호스타 KE-P30과 물을 합쳐서, 초음파 분산하고, 수 분산체를 조제했다. 분산 농도는 5질량%가 되도록 조제했다.
<안티블로킹층용 조성물의 조제>
아로 베이스 SE1030N, 에포크로스 WS700 및 입자 B 분산액, 순수를 합해서, 안티블로킹층용 조성물을 조제했다. 조성물 중의 고형분 농도가 2.5질량%, 고형분 중의 각 성분의 비율이 각각 결합제 수지 91질량%, 가교제 질량 5.0질량%, 입자 B4.0질량%가 되도록 조제했다.
<적층 필름의 제작>
상기 제작한 광학 필름의 편면에, 코로나 방전 처리를 실시했다.
코로나 방전에 있어서의 전자 조사량은 500W/㎡/min으로 하였다.
얻어진 광학 필름의 코로나 처리를 실시한 부분에, 조제한 안티블로킹층용 조성물을, 건조 후의 결합제 수지에 의한 두께가 100㎚가 되도록 바 코터로 도포한 후, 100℃에서 3분간 건조시켜서 기능층을 형성했다.
그에 의해, 광학 필름과 안티블로킹층을 포함하는 적층 필름을 얻었다.
(권취 공정(S12))
상기의 적층 필름을 권취했다.
초기 장력은 50N, 테이퍼 70% 및 코너 25%에서 실시했다.
TR(터치 롤)을 사용하여, 필름 롤에 포함되는 평균 에어층(공기층) 두께를 0.7㎛로 억제했다.
필름 롤 폭은 2000㎜, 감기 길이는 3900m에서 실시했다.
광학 필름을 반송하는 라인스피드는 60m/분으로 하였다.
이상의 공정에 의해, 필름 롤 No.127의 제작을 행하였다.
(각종 측정과 평가)
상기 각종 필름 롤의 외경 등의 특성의 측정·산출 방법 및 평가 방법을 이하에 나타낸다.
A. 필름 롤의 외경
<측정 방법>
제작한 필름 롤을 40℃·80%RH 하에서 1주일 보존한 후, 필름 롤의 폭 방향의 양 말단으로부터 30㎜의 위치의 외경과 중앙부의 중심 위치의 외경을 줄자에 의해 측정하고, 각각 단부 및 중앙부의 외경이라 하였다.
또한, 단부의 외경은, 양단부의 외경 평균값으로 하였다.
B. 막 두께(요철 형상의 산과 골의 높이)의 평균 최대 고저차
(P-V)ave1 및 (P-V)ave2를 하기와 같이 측정했다.
(B.1) 막 두께의 평균 최대 고저차 (P-V)ave1
<측정 방법 및 산출 방법>
막 두께의 측정은, 인라인 리타데이션·막 두께 측정 장치 RE-200L2T-Rth+ 막 두께(오츠카 덴시(주) 제)에 의해 1612군데 측정함으로써 실시했다.
이때, 트래버스 이동 속도는 100㎜/sec로 행하였다.
상기의 막 두께 측정값으로부터, 광학 필름의 표면에 형성된 요철 구조의 가장 높은 부분과 가장 낮은 부분의 높이의 차를 산출하여, 그 평균값을 (P-V)ave1 이라 하였다.
(B.2) 막 두께의 평균 최대 고저차 (P-V)ave2
<측정 방법 및 산출 방법>
막 두께의 평균 최대 고저차 (P-V)ave2의 측정은, 인라인 리타데이션·막 두께 측정 장치 RE-200L2T-Rth+막 두께(오츠카 덴시(주) 제)에 의해 실시했다.
이때, 트래버스 이동 속도는 100㎜/sec으로 행하였다.
또한, 제작한 광학 필름의 폭 방향에 대하여 경사 방향으로 하기 스텝 1 내지 스텝 3의 순으로 측정했다.
또한, 스텝 3에서 평균 최대 고저차 (P-V)ave2를 산출하기 위해서 사용된 데이터는 1612군데에 관한 측정값이다.
스텝 1:
단부의 임의의 위치에 있어서의 막 두께 측정 후, 측정마다 상기 임의의 위치로부터 폭 방향으로 50㎜, 또한 길이 방향으로 620㎜ 이동시킨 위치의 막 두께를 측정하고, 그것을 다른 쪽 단부까지 반복해서 경사 방향의 최대 고저차를 산출한다.
스텝 2:
스텝 1의 종료 후에, 길이 방향의 이동 위치의 합계의 거리가 1000m에 도달할 때까지 스텝 1과 마찬가지의 측정을 행하여, 경사 방향의 최대 고저차를 더 산출한다.
스텝 3:
스텝 1 및 2에서 얻어진 각 경사 방향의 최대 고저차로부터 경사 방향의 막 두께의 평균 최대 고저차 (P-V)ave2를 산출한다.
C. 광학 필름의 색조의 균일성의 평가
필름 롤의 중앙부와 단부의 표면의 분광 반사율로부터 구한 CIE1976L*a*b* 표색계에 의해 규정되는 a*값 및 b*값을 구하고 필름의 색조의 균일성을 평가했다.
즉, 필름의 색조를 L*a*b* 색 공간 색도도에 기초하여 광학 필름의 단부와 중앙부의 색상 및 채도를 나타내는 a*값 및 b*의 차이를 산출함으로써 색조의 균일성을 평가했다.
<측정 방법>
필름 롤의 폭 방향의 양 말단으로부터 30㎜의 위치에 있어서의 각 값(L*, a*, b*)과 중앙부의 중심의 위치에 있어서의 각 값(L*, a*, b*)은 필름 롤을 40℃·80%RH 하에서 1주일 보존한 후, Palette Pty Ltd제 Palette CUBE에 의해 측정했다.
또한, 단부의 a* 및 b*의 값은, 양단부에 있어서의 각 값의 평균값으로 하였다.
<산출 방법>
상기의 측정값으로부터 (단부 a*-중앙부 a*)+(단부 b*-중앙부 b*)의 값을 산출했다.
D. 평균 차분 배향각
평균 차분 배향각을 하기 방법에 의해 측정·산출했다.
또한, 측정의 타이밍은, 용액 유연 제막법, 용융 유연 제막법의 어느 것의 공정에 있어서도, 상온에서 권취 공정 직전으로 하였다.
<측정 방법>
광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내를 단부의 임의의 위치로부터 폭 방향으로 5㎜, 또한 길이 방향으로 5㎜ 이동시킨 위치의 배향각의 값을 측정하고, 그것을 다른 쪽 단부까지 반복해서 측정했다.
<산출 방법>
인접하는 배향각의 값의 차분을 취한 절댓값의 평균값을 산출하여, 평균 차분 배향각 θave°라 하였다.
E. 평균 차분 막 두께
평균 차분 막 두께의 상세한 정의에 대해서는, 전술한 바와 같다.
<측정 방법>
광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내를 단부의 임의의 위치로부터 폭 방향으로 5㎜, 또한 길이 방향으로 5㎜ 이동시킨 위치의 막 두께의 값을 측정하고, 그것을 다른 쪽 단부까지 반복해서 측정했다.
또한, 측정의 타이밍은, 용액 유연 제막법, 용융 유연 제막법의 어느 것의 공정에 있어서도, 상온에서 권취 공정 직전으로 하였다.
<산출 방법>
인접하는 막 두께의 값의 차분을 취한 절댓값의 평균값을 산출하여, 평균 차분 막 두께 dave㎛라 하였다.
F. 평균 에어층
평균 에어층 두께[㎛]는 필름 롤 직경으로부터 코어의 직경과, 광학 필름의 막 두께에 광학 필름의 층수를 곱해서 2배한 값을 뺀 값으로부터 산출했다.
G. 광학 필름 중앙부의 열량 A와 단부의 열량의 평균값 B의 비율(B/A)
연신 존에 있어서의 광학 필름 중앙부의 열량 A와 단부의 열량의 평균값 B의 비율(B/A)은 (중앙부의 열량 A와 단부 열량의 평균값 B의 관계성)에서 설명했으므로 생략한다.
[평가]
(첩부 평가 방법)
첩부 불량은 필름 롤을 40℃·80%RH 하에서 1주일 보존한 후, 필름을 롤로부터 조출하고, 중첩되는 필름끼리의 첩부(이하, 블로킹) 상태를 눈으로 보아 관찰하여, 이하의 기준에 기초하여 평가했다.
(첩부 평가 기준)
◎: 블로킹 없음
○: 블로킹이 약한 레벨로 때때로 있지만, 실용상 문제 없다
△: 블로킹이 약한 레벨이지만, 실용상 문제 없다
×: 블로킹이 상기 이외의 레벨임(유저에게서 클레임이 나오는 레벨)
(또한, 상기 평가 기준에 있어서의 약한 레벨이란, 첩부되어 있는지 첩부되어 있지 않은지를 판단하는 것이 어려운 레벨로 한다.)
(콘트라스트의 평가 방법)
액정 표시 장치(8K, BRAVIA KJ-85Z9H(SONY 가부시키가이샤제 [85인치])를, 23℃·55%RH의 환경 하에서, 백라이트를 1주일 연속 점등시킨 후, 정면 콘트라스트의 측정을 행하였다.
정면 콘트라스트의 측정은, 액정 표시 장치의 백색 표시(500cd/㎡) 상태에서의 휘도의 불균일을 눈으로 보아 법선 방향으로 평가를 실시했다.
(콘트라스트 평가 기준)
◎: 발생없음
○: 콘트라스트가 약한 작은 불균일이 때때로 발생
◇: 콘트라스트가 약한 큰 불균일이 때때로 발생
△: 콘트라스트가 약한 가늘고 긴 불균일이 때때로 발생
×: 상기 이외의 불균일이 발생(유저에게서 클레임이 나오는 레벨)
[실시예 1 내지 20 및 비교예 1 내지 4의 평가 결과 등]
이상으로부터 제작한 광학 필름의 제막 수단, 수지 조성물, 첨가제, 표면의 요철 형상의 평탄화 처리 및 필름 롤의 층 구성, 폭, 길이의 각 값 등의 측정 결과를 표 I에 나타낸다.
또한, 상기 필름 롤을 사용해서 산출된 실시예 및 비교예의 각 값과 평가의 결과를 표 II에 나타낸다.


표 I 및 표 II에 나타낸 조건 및 평가 결과 등으로부터 명백한 바와 같이, 본 발명의 실시예는, 비교예에 대하여, 첩부 내성 및 표시 장치에 사용했을 때의 콘트라스트가 양호한 것을 알 수 있다.
수송 시나 장기 보관 시에 감기 불량이 적고, 또한 품질을 유지할 수 있는 필름 롤을 제공할 수 있다.
또한, 생산 수율이 높고, 검사 부하도 대폭 경감시킨 당해 필름 롤의 제조 방법을 제공할 수 있다.
1, 1a: 교반 장치(교반조)
2: 유연 다이
3: 지지체(엔드리스 벨트, 드럼)
3a, 3b: 롤
4: 박리 롤
5: 유연막
6: 건조 장치
7: 연신 장치(텐터 연신 장치, 경사 연신 장치)
8: 절단부
9: 연신 장치(텐터 연신 장치)
10: 절단부
11: 건조 장치
12: 절단부
13: 권취 장치
14: 압출기
15: 유연 다이
16: 캐스트 드럼, 지지체
16a: 터치 롤
17: 냉각 드럼
19: 연신 장치(텐터 연신 장치)
20: 절단부
21: 연신 장치(텐터 연신 장치)
22: 절단부
23: 권취 장치
30: 필름 롤
31: 광학 필름
32: 롤
33: 터치 롤
40: 텐터(연신 장치)
42: 클립
46: 커버
48: 무단 체인
50: 원동 스프로킷
52: 종동 스프로킷
54: 레일
56: 개방 부재
80: 온도 분포 센서
101: 노즐 고정 부분
102: 노즐
103: 유연막
104: 단부 노즐
105: 중앙 노즐
106: 클립 커버
A: 필름 롤의 단부의 일부분
B: 널링 가공의 요철 형상의 일부분
C: 폭 방향의 첩부 부분
D: 길이 방향의 첩부 부분
F: 광학 필름
HA, HB: 폭
Q: 열전대, 적외선(IR) 히터
2: 유연 다이
3: 지지체(엔드리스 벨트, 드럼)
3a, 3b: 롤
4: 박리 롤
5: 유연막
6: 건조 장치
7: 연신 장치(텐터 연신 장치, 경사 연신 장치)
8: 절단부
9: 연신 장치(텐터 연신 장치)
10: 절단부
11: 건조 장치
12: 절단부
13: 권취 장치
14: 압출기
15: 유연 다이
16: 캐스트 드럼, 지지체
16a: 터치 롤
17: 냉각 드럼
19: 연신 장치(텐터 연신 장치)
20: 절단부
21: 연신 장치(텐터 연신 장치)
22: 절단부
23: 권취 장치
30: 필름 롤
31: 광학 필름
32: 롤
33: 터치 롤
40: 텐터(연신 장치)
42: 클립
46: 커버
48: 무단 체인
50: 원동 스프로킷
52: 종동 스프로킷
54: 레일
56: 개방 부재
80: 온도 분포 센서
101: 노즐 고정 부분
102: 노즐
103: 유연막
104: 단부 노즐
105: 중앙 노즐
106: 클립 커버
A: 필름 롤의 단부의 일부분
B: 널링 가공의 요철 형상의 일부분
C: 폭 방향의 첩부 부분
D: 길이 방향의 첩부 부분
F: 광학 필름
HA, HB: 폭
Q: 열전대, 적외선(IR) 히터
Claims (9)
- 단층의 광학 필름이 권취된 필름 롤이며,
상기 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내의 막 두께의 평균 최대 고저차 (P-V)ave1이 0.15 내지 0.40㎛,
또한 상기 필름 롤의 중앙부와 단부의 비(중앙부의 외경/단부의 외경)가 0.98 내지 1.02인
것을 특징으로 하는 필름 롤. - 단층의 광학 필름이 권취된 필름 롤이며,
상기 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내의 막 두께의 평균 최대 고저차 (P-V)ave1이 0.15 내지 0.40㎛,
또한 상기 필름 롤의 중앙부와 단부의 표면의 반사율로부터 구한 CIE1976L*a*b* 표색계에 의해 규정되는 a*값 및 b*값이 하기 식 (1)을 충족하는
식 (1):
-1.0<(단부 a*-중앙부 a*)+(단부 b*-중앙부 b*)<1.0
인 것을 특징으로 하는 필름 롤. - 제1항 또는 제2항에 있어서,
상기 광학 필름의 폭 방향에 대하여 경사 방향으로 하기 스텝 1 내지 스텝 3의 순으로 측정한 막 두께의 평균 최대 고저차 (P-V)ave2가, 0.15 내지 0.40㎛인 것을 특징으로 하는 필름 롤.
스텝 1:
단부의 임의의 위치에 있어서의 막 두께 측정 후, 측정마다 상기 임의의 위치로부터 폭 방향으로 50㎜, 또한 길이 방향으로 620㎜ 이동시킨 위치의 막 두께를 측정하고, 그것을 다른 쪽 단부까지 반복하여, 광학 필름의 폭 방향에 대하여 경사 방향의 막 두께의 각각의 최대 고저차를 산출한다.
스텝 2:
상기 스텝 1의 종료 후에, 길이 방향의 이동 위치의 합계의 거리가 1000m에 도달할 때까지 상기 스텝 1과 마찬가지의 측정을 행하여, 광학 필름의 폭 방향에 대하여 경사 방향의 막 두께의 각각의 최대 고저차를 더 산출한다.
스텝 3:
상기 스텝 1 및 2에서 얻어진 광학 필름의 폭 방향에 대하여 경사 방향의 막 두께의 각각의 최대 고저차로부터 광학 필름의 폭 방향에 대하여 경사 방향의 막 두께의 평균 최대 고저차 (P-V)ave2를 산출한다. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 광학 필름 내의 임의의 점을 중심으로 하여, 직경 1000㎜의 범위 내의 평균 차분 배향각 θave° 및 평균 차분 막 두께 dave㎛를 산출했을 때, 평균 차분 배향각 θave°와 평균 차분 막 두께 dave㎛가 하기 식 (2)를 충족하는
식 (2):
800<|평균 차분 배향각 θave/평균 차분 막 두께 dave×10-3|<10000
인 것을 특징으로 하는 필름 롤. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 광학 필름이 무기 미립자를 함유하는 것을 특징으로 하는 필름 롤. - 제1항 내지 제5항 중 어느 한 항에 있어서,
상기 광학 필름의 폭이 2400 내지 3000㎜인 것을 특징으로 하는 필름 롤. - 제1항 내지 제6항 중 어느 한 항에 있어서,
상기 필름 롤의 길이가 7500 내지 10000m인 것을 특징으로 하는 필름 롤. - 제1항 내지 제7항 중 어느 한 항에 기재된 필름 롤의 제조 방법이며,
적어도 광학 필름을 연신로 내에서 연신하는 연신 공정 및 평탄화 처리 공정을 갖고,
상기 평탄화 처리 공정에 있어서, 상기 연신로 내의 온도에 대하여 50 내지 200℃의 높은 온도에서 평탄화 처리하는 것을 특징으로 하는 필름 롤의 제조 방법. - 제8항에 있어서,
상기 연신 공정에 있어서, 적외선(IR) 히터를 사용해서 상기 평탄화 처리가 행해지고, 또한,
상기 적외선(IR) 히터의 100㎜ 이격된 위치의 중앙부의 열량 A와 단부의 열량의 평균값 B가 하기 식 (3)을 충족하는
식 (3):
0.2<(B/A)<0.6
인 것을 특징으로 하는 필름 롤의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021004782 | 2021-01-15 | ||
| JPJP-P-2021-004782 | 2021-01-15 | ||
| PCT/JP2021/046677 WO2022153785A1 (ja) | 2021-01-15 | 2021-12-17 | フィルムロール及びフィルムロールの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20230111231A true KR20230111231A (ko) | 2023-07-25 |
Family
ID=82447239
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020237021273A KR20230111231A (ko) | 2021-01-15 | 2021-12-17 | 필름 롤 및 필름 롤의 제조 방법 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JPWO2022153785A1 (ko) |
| KR (1) | KR20230111231A (ko) |
| CN (1) | CN116745662A (ko) |
| WO (1) | WO2022153785A1 (ko) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007254699A (ja) | 2005-08-26 | 2007-10-04 | Fujifilm Corp | ポリマーフィルム及びその製造方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8914703D0 (en) * | 1989-06-27 | 1989-08-16 | Dow Europ Sa | Bioriented film |
| JPH0691748A (ja) * | 1992-09-11 | 1994-04-05 | Toyobo Co Ltd | オーバーヘッドプロジェクター用シンジオタクチックポリスチレン系二軸延伸フィルム |
| AU2001247380A1 (en) * | 2000-03-16 | 2001-10-03 | Mitsubishi Polyester Film, Llc | White polyester film with cycloolefin copolymer |
| JP2004009552A (ja) * | 2002-06-06 | 2004-01-15 | Toyobo Co Ltd | 白色熱収縮性ポリスチレン系樹脂フィルムロールおよびその製造方法 |
| JP2009083322A (ja) * | 2007-09-28 | 2009-04-23 | Fujifilm Corp | 環状オレフィン系樹脂フィルム及びその製造方法 |
| JP6123676B2 (ja) * | 2011-10-31 | 2017-05-10 | コニカミノルタ株式会社 | 円偏光板を具備する有機エレクトロルミネッセンス表示装置 |
| WO2013161581A1 (ja) * | 2012-04-25 | 2013-10-31 | コニカミノルタ株式会社 | 斜め延伸フィルムの製造方法 |
| WO2014073020A1 (ja) * | 2012-11-06 | 2014-05-15 | コニカミノルタ株式会社 | 長尺斜め延伸フィルム、該長尺斜め延伸フィルムを用いた円偏光板および有機elディスプレイ |
| KR102525861B1 (ko) * | 2015-08-03 | 2023-04-26 | 도레이 카부시키가이샤 | 올레핀계 적층 필름 및 필름 콘덴서 |
| JP6627517B2 (ja) * | 2016-01-08 | 2020-01-08 | コニカミノルタ株式会社 | 光学フィルム、偏光板、画像表示装置及び光学フィルムの製造方法 |
| US11608204B2 (en) * | 2016-07-27 | 2023-03-21 | Toyobo Co., Ltd. | Heat-shrinkable film, heat shrink label, and package |
| KR102175657B1 (ko) * | 2017-02-28 | 2020-11-06 | 후지필름 가부시키가이샤 | 열가소성 수지 필름 및 열가소성 수지 필름의 제조 방법 |
| JP2019174636A (ja) * | 2018-03-28 | 2019-10-10 | コニカミノルタ株式会社 | 斜め延伸フィルム、偏光板、異形表示装置および斜め延伸フィルムの製造方法 |
| KR20210102384A (ko) * | 2019-01-15 | 2021-08-19 | 코니카 미놀타 가부시키가이샤 | 아크릴 수지 필름의 제조 방법 |
-
2021
- 2021-12-17 CN CN202180090136.4A patent/CN116745662A/zh active Pending
- 2021-12-17 WO PCT/JP2021/046677 patent/WO2022153785A1/ja active Application Filing
- 2021-12-17 KR KR1020237021273A patent/KR20230111231A/ko unknown
- 2021-12-17 JP JP2022575157A patent/JPWO2022153785A1/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007254699A (ja) | 2005-08-26 | 2007-10-04 | Fujifilm Corp | ポリマーフィルム及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022153785A1 (ja) | 2022-07-21 |
| CN116745662A (zh) | 2023-09-12 |
| JPWO2022153785A1 (ko) | 2022-07-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5028419B2 (ja) | ポリカーボネート樹脂フィルムの製造方法 | |
| KR101496490B1 (ko) | 광학 필름, 그의 제조 방법, 편광판, 및 표시 장치 | |
| KR101492660B1 (ko) | 광학 필름 및 그 제조 방법 | |
| KR102444730B1 (ko) | 필름 롤 및 그의 제조 방법 | |
| WO2010100986A1 (ja) | 偏光板の製造方法、その製造方法で製造した偏光板およびその偏光板を使用した液晶表示装置 | |
| JP7088279B2 (ja) | 偏光板、偏光板の製造方法及び液晶表示装置 | |
| JP5481338B2 (ja) | 光学フィルムとその製造方法、偏光板および液晶表示装置 | |
| KR20230111231A (ko) | 필름 롤 및 필름 롤의 제조 방법 | |
| JP2008213324A (ja) | 熱可塑性フイルム及びその製造方法、並びに、偏光板、光学補償フイルム、反射防止フイルム及び液晶表示装置 | |
| WO2022259668A1 (ja) | フィルムロールの製造方法及びフィルムロールの製造に用いる凸部調整システム | |
| KR20230167314A (ko) | 필름 롤 및 그 제조 방법 | |
| WO2023248896A1 (ja) | フィルムロール及びフィルムロールの製造方法 | |
| JP4623257B2 (ja) | 光学用フィルムおよびその製造方法 | |
| KR20230164560A (ko) | 필름 롤, 그 제조 방법, 편광판, 및 표시 장치 | |
| TW202408915A (zh) | 薄膜卷、其製造方法、偏光板及顯示裝置 | |
| WO2011093222A1 (ja) | 光制御フィルムとその製造方法 | |
| WO2023223903A1 (ja) | フィルムロール保持装置、フィルムロールの故障抑制方法、および制御プログラム | |
| JP2023173157A (ja) | フィルムロール、その製造方法、偏光板、及び表示装置 | |
| JP2010214863A (ja) | テンター用クリップ及び光学フィルムの製造方法 | |
| TW202415611A (zh) | 膜卷及其製造方法 | |
| JP2021012331A (ja) | 偏光板の製造方法及び偏光板 | |
| WO2023248894A1 (ja) | フィルムロール及びフィルムロールの製造方法 | |
| TW202411151A (zh) | 薄膜卷及薄膜卷的製造方法 | |
| TW202413255A (zh) | 薄膜滾輪保持裝置、薄膜滾輪的故障抑制方法、及控制程式 | |
| TW202411150A (zh) | 薄膜卷及薄膜卷的製造方法 |