KR20200039582A - 금속 시트의 취급을 위한 개선된 장치 및 그것의 작동 방법 - Google Patents
금속 시트의 취급을 위한 개선된 장치 및 그것의 작동 방법 Download PDFInfo
- Publication number
- KR20200039582A KR20200039582A KR1020190122041A KR20190122041A KR20200039582A KR 20200039582 A KR20200039582 A KR 20200039582A KR 1020190122041 A KR1020190122041 A KR 1020190122041A KR 20190122041 A KR20190122041 A KR 20190122041A KR 20200039582 A KR20200039582 A KR 20200039582A
- Authority
- KR
- South Korea
- Prior art keywords
- sheet
- seat
- horizontal
- electromagnetic beam
- transmitting
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/003—Positioning devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/025—Fault detection, e.g. misfeed detection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
- B65G47/92—Devices for picking-up and depositing articles or materials incorporating electrostatic or magnetic grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/20—Storage arrangements; Piling or unpiling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/28—Associations of cutting devices therewith
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/28—Associations of cutting devices therewith
- B21D43/287—Devices for handling sheet or strip material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/90—Devices for picking-up and depositing articles or materials
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Laser Beam Processing (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- Feeding Of Workpieces (AREA)
- Geophysics And Detection Of Objects (AREA)
- Controlling Sheets Or Webs (AREA)
- Length Measuring Devices By Optical Means (AREA)
Abstract
시트의 취급을 위한 장치 및 그것의 동작 방법이 개시되고, 상기 장치는 실질적으로 수평 자세로 시트 변경 지지부(1)로의 및 시트 변경 지지부(1)로부터의 시트(2)의 파지 및 이송을 위한 핸들링 수단(3), 및
수평 시트와 적어도 부분적으로 다른 자세를 취할 때에 상기 시트(2)에 의해 차단되는 평면 상에 배치된 전자기 빔을 생성시키는 수신-전송 전자기 빔 수단을 포함하고,
상기 수신-전송 전자기 빔 수단은 상기 수신-전송 수단에 의해 생성된 교차하는 고정 전자기 빔으로 구성되는 수평-메시 배리어를 생성하기 위해 동일한 높이에 배치된 적어도 2개의 선형 바(B1, B2) 상에 고정 배치되고,
상기 배리어는 상기 시트 변경 지지부(1)가 차지하는 영역 상에 규정된다.
수평 시트와 적어도 부분적으로 다른 자세를 취할 때에 상기 시트(2)에 의해 차단되는 평면 상에 배치된 전자기 빔을 생성시키는 수신-전송 전자기 빔 수단을 포함하고,
상기 수신-전송 전자기 빔 수단은 상기 수신-전송 수단에 의해 생성된 교차하는 고정 전자기 빔으로 구성되는 수평-메시 배리어를 생성하기 위해 동일한 높이에 배치된 적어도 2개의 선형 바(B1, B2) 상에 고정 배치되고,
상기 배리어는 상기 시트 변경 지지부(1)가 차지하는 영역 상에 규정된다.
Description
본 발명은 금속 시트의 취급을 위한 개선된 장치, 특히 금속 시트 컷팅 센터/스테이션과 협동하는 이러한 장치 및 그 작동 방법에 관한 것이다.
공지된 바와 같이, 금속 시트 가공 및 취급에 있어서, 하나의 워크 스테이션과 다른 워크 스테이션 사이에서 금속 시트를 이송 및 취급할 필요성이 존재한다.특히, 금속 시트는 저장된 스택으로부터 취출된 후, 다양한 종류의 암을 취급함으로써 원하는 위치로 이송된다.
특히 효과적인 취급 시스템은 WO2008/139409에 동일한 출원인의 이름으로 기재된 시스템이며, 이는 본원에 참조로서 포함된다.
금속 시트는 일반적으로 다소 얇고(예를 들면, 0.5∼25㎜) 길지만(예를 들면, 1500×3000㎜) 다소 무겁기 때문에, 금속 시트 부분이 제공된 자세를 벗어나서 이송되는 동안에 장비와 충돌하게 되는 일 없이, 핸들링 암에 의해 원하는 자세(전형적으로 수평)로 정확하게 유지되도록 보장될 필요가 있다.
이러한 관점에서 특히 중요한 조건은 컷팅 스테이션을 위한 취급 장치(정확하게는 WO2008/139409에 기재된 것)에서 발생한다. 사실상, 컷팅 스테이션에 있어서, 시트는 매우 복잡한 둘레를 갖는 복수의 성형 피스로 컷팅된다. 또한, 컷팅은 시트 재료의 조성에 기초하여 다양한 기술로 행해진다: 예를 들면, 레이저 컷팅, 산소 랜스 컷팅, 워터젯 컷팅, 플라즈마 컷팅 등을 채용하는 기계가 존재한다. 컷팅이 완료되면, 취급 시스템은 한편으로는 각각의 맞춤형 컷팅을 행하고, 성형 피스를 취출하여 전용 저장 장소 또는 추가의 가공 및 조립 스테이션으로 운반하고, 다른 한편으로는 각각의 컷팅 피스를 제거한 후 남은 잔여 시트 폐기물인 스크랩을 수집하여 수집 지점으로 이송시켜야 한다.
이러한 상황 하에서, 맞춤형 컷팅된 성형 피스가, 예를 들면 불충분하게 깊은 컷팅 또는 기하학적 구속으로 인해 잔여 스크랩 재료에 부분적으로 결합된 상태로 남아있을 수 있기 때문에 가장 중요한 단점이 발생한다.
또한, 레이저 컷팅 헤드가 사용될 때에, 하부 지지 메시에 피스의 바람직하지 않은 결합점이 발생하여 유사한 결점을 야기할 수 있다.
따라서, 일단 핸들러에 의해 성형 피스를 포획하고 들어올리면, 취급 사이클에서 걸림이 발생할 수 있다. 첨부된 도 1로부터, 금속 시트로부터 피스 컷인을 들어올리는 핸들러의 상세한 투시도를 나타내고, 컷팅 피스와 그 금속 시트 스크랩 사이의 잔류 결합(오른쪽 원으로 식별됨)으로 인해 가능한 이상이 발견될 수 있다.
이러한 조건 하에서 컷팅 피스 파지 및 인출의 작업 주기가 계속되는 경우, 컷팅 피스에 속하지 않은 금속 시트의 부분의 원치않는 드래깅 및 리프팅이 발생하여 간섭 또는 오작동 문제를 일으킬 수 있어 결함 감지 가능성이 있으며, 작동 주기가 중단되고, 작업자의 필수 개입이 요구된다.
이러한 결점을 회피하기 위해, 종래 기술에 따르면 성형 피스 또는 금속 시트 스크랩의 불규칙한 자세를 검지할 때에 "수동 행동 경고" 신호를 생성하는 광학 검지 시스템을 사용하는 것이 이미 제안되어 있다.
전형적으로, 리프팅은 항상 수평면 상에 유지된 금속 시트에 의해 발생하기 때문에, 취급 장치의 작업 영역을 스위핑하도록 지지대 상에 회전식으로 장착된 수평으로 스위핑된 광원에 의해 생성된 수평 광선을 설치하는 것이 제공된다.
금속 시트는 매우 얇기 때문에 수평면 상에 잔존하면 회전 광선에 영향을 미치지 않는다. 픽업 단계에 있어서, 일부 오작동으로 인해 금속 시트의 일부가 수평면에 대하여 기울어지면, 금속 표면에 의해 반사되고, 적합한 광학 센서에 의해 감지되는 광선에 부딪친다. 광학 검지 시스템이 광학 빔의 반사 상황을 결정할 때에, 취급 장치에 결함이 발생하기 전에 신속하게 작용하도록 기계 사이클의 제어 로직에 작용하는 경고 신호를 발생시킨다.
그러나, 공지된 광학 검지 시스템은 완전히 신뢰할만한 것으로 입증되지 않았다. 특히, 금속 시트가 매우 얇은 경우, 금속 시트 구성요소가 인출 평면에서 불규칙하게 매달려 있는 경우라도, 광선이 반사되지 않는 조건이 발생할 수 있다.
종래 기술은 반드시 회전형일 필요는 없는 다른 유형의 검지 광선을 제공한다. 예를 들면, EP1222975는 가공되는 워크피스의 위치 검지 시스템을 개시하고, 여기서는 가공되는 피스의 정확한 위치를 검지하도록 구성된 제한된 작업 영역으로 수렴하는 복수의 광선이 제공된다. 그러나, 이 구성은 가공되는 피스의 정확한 위치를 결정하기 위해 중요한 제한된 작업 영역에 적용하기에 적합하지만, 컷팅 스테이션에 있어서 시트의 전체 영역(수 평방 미터의 크기)에 사용되는 경우, 비용이 들 수 있다.
따라서, 본 발명의 기초가 되는 문제는 취급 장치 상에 금속 시트를 픽업 및 이송하는 동작 단계에서 이상을 검지하는 문제에 대해 간단하고 경제적인 해결책을 제공하는 장치를 제공하고, 특히 종래 기술의 해결책과 관련하여 더 우수하고 보다 안정적인 동작을 갖는 검지 장치를 제공할 필요가 있다.
이 해결책은 여기에 포함된 주요 청구항에 언급된 특징을 갖는 장치 및 방법을 통해 얻어진다. 종속항들은 본 발명의 바람직한 특징을 개시한다.
그러나, 본 발명의 다른 특징 및 이점은 순전히 비제한적인 예로서 제공되고, 첨부 도면에 도시된 바람직한 실시예에 대한 이하의 상세한 설명으로부터 보다 명백해질 것이다.
도 1은 이미 예상된 바와 같이, 예시적인 컷인 금속 시트의 리프팅시의 핸들러 디테일의 확대 사시도에 관한 것이다.
도 2는 컷팅 스테이션에 근접하여 장착된 본 발명의 장치의 전체 사시도이다.
도 3은 도 2의 장치의 개략적인 입면 측면도이다.
도 4는 도 3의 장치의 확대 부분의 개략적인 입면 측면도이다.
도 5는 스크랩 제거 포크를 갖는 도 2의 도면과 유사한 도면이다.
도 6은 도 1의 장치의 입면 정면도이다.
도 7은 본 발명에 따른 검지 빔 패턴의 평면도이다.
도 2는 컷팅 스테이션에 근접하여 장착된 본 발명의 장치의 전체 사시도이다.
도 3은 도 2의 장치의 개략적인 입면 측면도이다.
도 4는 도 3의 장치의 확대 부분의 개략적인 입면 측면도이다.
도 5는 스크랩 제거 포크를 갖는 도 2의 도면과 유사한 도면이다.
도 6은 도 1의 장치의 입면 정면도이다.
도 7은 본 발명에 따른 검지 빔 패턴의 평면도이다.
도 1의 개략도로부터 알 수 있는 바와 같이, 금속 시트 컷팅 스테이션은 전형적으로 컷팅 장비(예를 들면, 이동 가능한 프레임 및 제어 로직을 갖는 레이저 빔 헤드)를 둘러싸는 캐비닛(1a)에 근접하여 휴지 베드 또는 시트 교환 지지대(1)를 포함한다.
시트 변경 지지대(1)는 전형적으로, 예를 들면 평행 스트립으로 구성된 휴지 메시(resting mesh)를 포함하고, 그 위에 컷팅해야 할 금속 시트(2)가 놓여지고, 이어서 컷팅 스테이션의 제어 로직에서 미리 설정된 프로그램에 따라 컷팅된다. 이러한 목적으로, 시트 변경 지지대(1)는 캐비닛(1a) 내에서 이동하거나 정지 상태로 유지되고, 이에 대해 컷팅 헤드가 이동된다.
금속 시트(2)가 다양한 형상의 피스 및 스크랩으로 분할되고 완성될 때에 모두 시트 교환 지지부(1)와의 취급은 적절한 취급 장치를 통해 달성된다. 이러한 장치는 그 자체로 공지된 이송 핸들러, 예를 들면 흡입 또는 자기 픽업 유닛(3a)이 제공된 파지 헤드(3)를 사용한다.
이 공지된 배열에 있어서, 제 1 단계에 있어서의 파지 헤드(3)는 금속 시트의 스택으로부터 금속 시트(2)를 매번 파지하고, 이를 수평면 상에 유지하여 컷팅 스테이션의 변경 지지대(1)의 휴지 메시로 전달한다. 이어서, 일단 금속 시트(2)가 위치되면, 컷팅 수단(도시되지 않음)은 일련의 성형 피스(4, 5)를 규정하기 위해 금속 시트의 컷팅을 행하도록 작동되게 되며, 매우 상이한 프로파일에 따라 측정하도록 컷팅되고, 금속 시트의 나머지 부분으로부터 컷팅되어 스크랩 부품을 구성한다. 추가 단계에 있어서, 파지 헤드(3)는 형상화된 피스(4, 5)를 픽업하고, 이를 저장 위치 또는 후속 처리로 전달하도록 다시 작용한다. 마지막으로, 동일한 파지 헤드 또는 다른 유사한 수단(예를 들면, 도 5에 도시된 바와 같은 파지 헤드에 결합된 다중 갈래 포크)은 또한 금속 시트(2)의 스크랩 부분을 제거하여 폐기 사이클로 보내지도록 작동한다.
예를 들면, 도 2 및 도 5에는 성형 피스(4, 5)의 제거 후(도 2 및 5에 있어서, 상기 피스(4, 5)가 이미 제거된 금속 시트(2)의 영역(4a 및 5a)만이 도시되어 있음), 파지 헤드(3)가 금속 시트(2)의 잔류 구조체(스크랩) 상으로 복귀되어 도 2에서는 흡입 장치로, 도 5에서는 포크로 인출하고, 폐기 사이클로 이송하는 단계에 있어서의 취급 장치가 도시되어 있다.
이미 상술한 바와 같이, 각각의 형상의 피스(4 또는 5)의 제거 단계(도 1) 동안, 및 스크랩 제거(도 2 및 5) 동안에 모두 이동 프로그래밍에서 제어 로직에 의해 제공되는 바와 같이 금속 시트가 완전히 수평으로 유지되지 않지만, 그 소정 부분은 다른 구성요소에 고정된 상태로 유지되거나 임의의 경우에 있어서 아래쪽으로 불규칙하게 매달려 있는 경우가 발생될 수 있다(또한, 스크랩의 얇은 부분이 포크 갈래를 통과하여 아래쪽으로 매달려 있는 도 6 참조). 이들 금속 시트 파지의 요철은 자명한 바와 같이 취급 장치의 작동에 있어서의 결점 및 후속의 제거 동작에 있어서의 문제를 야기할 것이며, 결국 바람직하지 않은 걸림이 발생하여 사이클 정지로 이어질 수 있다.
이러한 불규칙성을 신속하게 검지하고 가능하게는 자동으로 작용시키기 위해, 본 발명에 따르면 정지 교차 전자기 빔과 상대 검지기를 이용하는 수평 배리어로 구성된 검지 시스템이 제공된다.
특히, 본 발명에 따르면, 수평 배리어는 컷팅 후에 시트의 피스 및 스크랩이 놓여있는 시트 교환 지지대(1)의 2개의 대향 측면 상에 서로 마주보도록 배열된 송수신 포토다이오드의 적어도 한 쌍의 바(B1 및 B2)에 의해 규정된다.
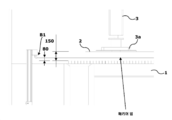
포토다이오드의 2개의 수평 바(B1 및 B2), 그리고 이에 따른 전자기 빔의 수평 배리어는 취급 장치의 시트 교환 지지대(1) 상의 금속 시트(2)의 휴지면 바로 위에 동일한 높이로, 예를 들면 상기 휴지면 위의 약 50∼100㎜, 바람직하게는 80㎜의 높이에서 배열된다.
각각의 바(B1 및 B2)에는 바의 전체 치수에 이르기까지, 제 1 프리셋 피치와 나란히 배열된 복수의 포토다이오드가 제공된다. 중요한 특징에 따르면, 포토다이오드는 각각의 바 상에 배열되어, 바 축에 대하여 상이한 각도를 향하여 배향된 복수의 고정 전자기 빔을 방출하고, 바에 수직인 라인 주위에 소정 폭의 복수의 고정 수평 빔 패턴을 형성한다.
바로부터 나오는 전자기 빔의 패턴은 포토다이오드 간의 거리와 패턴 폭에 따라 서로 교차한다. 바람직하게는, 전자기 빔은 수평면 상에 있는 삼각형 팬형 패턴에 따라 방출된다.
바 상의 각각의 포토다이오드 사이의 제 1 피치보다 서로 더 가까운 제 2 피치를 이용하여 전자기 빔의 교차를 결정하는 것은(도 7 참조), 전자기 빔에 의해 형성된 평평한 배리어의 중앙 영역에서 빔 패턴의 공간 해상도를 크게 높일 수 있다.
바람직한 실시예에 따르면, 각각의 송수신 포토다이오드는 바(B1 및 B2) 상에 2∼8㎜, 바람직하게는 4㎜의 상호 거리(제 1 피치)로 배열되고, 바로부터 소정 거리, 예를 들면 100㎜ 이상의 수평면 상에서 교차하는 전자기 빔의 패턴을 생성하기에 적합하다.
바람직하게는, 도 7에 도시된 바와 같이, 빔은 서로 교차하고, 빔 배리어 평면의 중심 영역에서 빔 교차의 비후를 달성하기 위해 비대칭으로 배향된다.
예시적인 포토다이오드는 가시 스펙트럼, 예를 들면 전자기 스펙트럼의 적외선 부분에서 전자기 광선을 방출할 필요가 없다. 포토다이오드는, 예를 들면 860㎚의 파장 및 H 1600=9msec 및 H 2160=11msec에 대한 최대 반응 시간을 가질 수 있다.
포토다이오드는 전력이 공급되고, 바람직하게는 유입 전류에 전위차계가 제공되어, 특정 취급 장치에서 2개의 바(B1 및 B2)가 배열되는 거리에 따라 거리 레이트를 조정할 수 있다.
바에 가장 가까운 부분에서 빔 패턴이 교차하지 않기 때문에, 바에 더 가까운 낮은 커버리지 영역이 결정되고, 예를 들면 단부 근처의 처음 300∼500㎜에서 광선 해상도가 감소되고, 이러한 이유로 포토다이오드의 바(B1 및 B2)는 바람직하게는 낮은 커버리지 영역보다 더 먼 거리, 예를 들면 약 500㎜보다 먼 거리에서 취급 장치의 실제 작업 영역 외부에 위치된다.
또한, 포토 다이오드의 바(B1 및 B2)의 폭은 가공 영역의 확실하고 완전한 커버리지를 갖도록 처리되는 금속 시트의 폭보다 약 50∼100㎜ 큰 것이 바람직하다.
도면에 있어서, 포토다이오드의 2개의 바(B1 및 B2)는 시트 교환 지지대(1)의 길이방향 축을 따라 서로 대향하여 도시되어 있고; 따라서 2개의 바는 금속 시트의 더 짧은 측면에 배열된다. 그러나, 일부 특정 설비에 있어서, 도면에 도시된 것에 대하여 90 °로 배향시키거나, 서로 수직인 포토다이오드 바의 2개의 쌍을 제조하는 것이 바람직하다는 것을 배제하지는 않는다. 이러한 옵션은 포토다이오드 거리 레이트가 6미터를 초과하지 않은 경우라도, 현재 시판되는 장치로 용이하게 구현할 수 있는 일부 응용예에서와 같이 5/6 미터보다 큰 금속 시트 치수를 커버할 수 있게 한다.
포토다이오드의 크기뿐만 아니라 에미터 및 리시버 위치는 동일한 것 사이의 피치를 결정하는 것에 추가하여 특정 작업 조건 또는 특정 응용에 맞게 조정되는 교차 빔의 메시를 규정하기 위해 선택된다. 임의의 경우에 있어서, 포토다이오드의 각각의 전자기 방사선 빔은 2개의 배리어(B1 또는 B2) 중 어느 하나의 일측면 상의 에미터로부터 팬형 메시를 생성하고, 2개의 배리어(B2 또는 B1) 중 다른 하나의 대향 리시버에 각각 충돌한다.
이물질, 예를 들면 아래쪽으로 매달려 있는 금속 시트 플랩이 방사선 빔을 차단하면, 해당 빔의 방사선이 대상 리시버에 도달하지 않고, 리시버와 충돌하는 방출의 부재는 비정상 동작 상태로서 인식된 신호를 생성하여, 일련의 정정 동작의 개시를 결정한다.
교차하는 빔 패턴을 방출하는 포토다이오드 대향 바를 갖는 이러한 특정 배열은 금속 시트 핸들러에 대한 특정 적용을 위한 최적의 검지 해상도를 갖는 도 7에 도시된 것과 유사한 광선의 메시형 배리어를 생성한다. 특히, 감소된 수의 포토다이오드를 사용하면, 두께 0.5㎜ 및 폭 10∼15㎜의 금속 시트 또는 금속 시트의 일부를 차단하기 위한 광선 메시 해상도가 얻어진다.
금속 시트의 얇은 스트립이 특정 위치에서 어떠한 빔도 차단할 수 없는 가장 까다로운 조건을 극복하기 위해, 포토다이오드 바에 의해 검지된 신호의 경시 평가가 이용된다.
특히, 검지된 신호는 핸들러(3)의 리프팅 이동 동안에 평가되고, 예를 들면 바(B1 및 B2)로부터의 신호의 획득은, 예를 들면 약 5초 후 또는 높이 0에서 높이 150㎜의 프리셋 후속 순간까지 이동 개시로부터 파지 헤드(3)의 리프팅 단계에서 행해진다.
검지된 신호의 획득은 다른 방법으로 행해질 수 있다. 첫번째 방법은 제 1 프리셋 높이(전형적으로 교환 테이블(1)의 휴면 메시 상에 금속 시트가 드로잉된 위치와 관련하여 100-120㎜)로부터 신호의 타임 스캐닝을 제공하여 배리어 신호의 판독이 시작되고, 시간(T)(전형적으로 1∼5초) 후에 종료될 수 있으며; 대신에 제 2 방법은 대신에 배리어 신호의 판독이 그러한 제 1 프리셋 높이로부터 시작하여, 예를 들면 제 1 프리셋 높이 위로 150㎜의 높이 H까지 계속되도록 제공된다.
이에 의해, 이상 시트 부분이 빔에 의해 차단되지 않는 일부 위치가 존재하더라도, 리프팅 이동 중에 금속 시트의 수평면에 따라 부품을 검지하지 못할 가능성이 급격히 감소된다.
배리어로부터 나오는 신호는 아날로그적으로 검지될 수 있거나 샘플링되어 디지털적으로 처리될 수 있다.
이 시간 또는 이동 간격에서 광선의 수평 배리어가 차단되지 않으면, 제어 시스템에 의해 신호가 검지되지 않아 취급 장치는 작업 사이클을 계속한다.
대신에, 성형 피스 아래에 매달린 스크랩 재료에 의해 또는 매우 동일한 피스에 의해 광선 배리어가 차단되는 경우, 제어 시스템은 적어도 배리어로부터의 신호, 예를 들면 특정 임계값 이상의 아날로그값을 검지할 수 있고, 제어 로직은, 예를 들면 파지 헤드(3)의 이동 정지를 트리거하고 다시 시작 위치로 갈 수 있는 경고 조건을 결정할 수 있다. 이 경우에 있어서, 파지 및 리프팅 작업은 바람직하게는 3회 반복되는데, 이는 잘못된 차단 신호가 발생하지 않았음을 확인하고, 이동이 반복되면 문제가 해결(예를 들면, 하중이 반복되면 스크랩과 컷팅 피스 사이의 결합 포인트를 파손시키기 때문에)되는지의 여부를 검증하기 위한 것이다. 장치가 광선의 차단을 검지하는 제 3회의 연속적인 시도 후에, 본 발명의 방법은 대안적으로 다음을 제공한다:
A. 걸림 신호를 유발한 특정 컷팅 피스의 픽업을 건너뛰고 이후의 성형 피스를 픽업하는 작업 사이클을 계속한다.
B. 작업을 차단하고, 문제를 신호하여 운영자 지원을 요청한다.
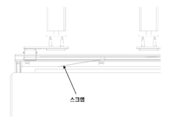
본 발명의 바람직한 실시형태에 따르면, 특히 광택이 있는 표면(예를 들면, 아연-코팅된 또는 스테인리스 강 시트의 경우와 같은)에 의해 발생된 임의의 반사를 감소시키기 위해, 리시버의 포토다이오드 바의 광 검지에 있어서의 오차(부정 오류)를 결정할 수 있고, 광선의 수평 배리어의 평면보다 낮은 높이(수 밀리미터)에서 금속 시트의 휴지면에 근접하여 배리어와 평행하게 장착되는 차폐 프로파일이 제공된다.
상기 보고된 설명으로부터 이해될 수 있는 바와 같이, 본 발명에 의해 제공된 장치 및 방법은 본원에 명시된 목적을 완벽하게 달성함으로써 제공된다.
사실상, 매우 얇은 금속 시트(예를 들면, 식품 기계 부문용 스테인리스 강 시트)를 가공할 필요가 있는 경우라도, 충분히 간단하고 저렴한 광선 배리어를 장착하지만(시장에서 쉽게 찾을 수 있는 전자기 요소를 사용하기 때문에), 높은 해상도와 신뢰성을 얻도록 배열된 금속 시트 취급 장치가 제공된다.
그러나, 본 발명은 하나의 예시적인 실시예만을 구성하는 상기 예시된 특정 실시예에 제한되는 것으로 간주되지 않아야 하지만, 본 발명 자체의 보호 범위로부터 벗어나지 않고 당업자가 실현할 수 있는 범위 내에서 이하의 청구범위에 의해 규정된 바와 같이 상이한 변경이 가능한 것이 이해된다.
예를 들면, 본 명세서에서 금속 시트를 참조하여 제작했지만, 본 발명은 또한 금속이 아니더라도, 전자기 빔에 대해 투과성이 아닌 임의의 종류의 시트/판/호일에 적용될 수 있다.
Claims (8)
- 실질적으로 수평 자세로 시트 교환 지지대(1)로 및 시트 교환 지지대(1)로부터 시트(2)를 파지 및 이송하기 위한 취급 수단(3), 및
상기 수평 자세와 적어도 부분적으로 상이한 자세를 취할 때에, 상기 시트(2)에 의해 차단되는 평면 상에 배열된 전자기 빔을 생성하는 송수신 전자기 빔 수단을 포함하는 시트 취급 장치로서,
상기 송수신 전자기 빔 수단은 상기 송수신 수단에 의해 생성된 교차하는 고정 전자기 빔으로 이루어진 수평-메시 배리어를 생성하기 위해 동일한 높이로 배열된 적어도 2개의 선형 바(B1, B2) 상에 고정적으로 배열되고,
상기 배리어는 상기 시트 교환 지지대(1)에 의해 점유된 영역 위에 규정되는 것을 특징으로 하는, 장치. - 제 1 항에 있어서,
상기 수평 전자기 빔 배리어는 팬형 방식으로 상호 배열된 전자기 빔을 포함하는 것을 특징으로 하는, 장치. - 제 1 항 또는 제 2 항에 있어서,
상기 수평 전자기 빔 배리어는 상기 시트 교환 지지대(1)의 2개의 대향 측면 상에 대향 배열되고, 상기 시트(2)의 폭보다 큰 폭의 송수신 포토다이오드의 적어도 한 쌍의 바(B1, B2)에 의해 결정되는 것을 특징으로 하는, 장치. - 제 3 항에 있어서,
상기 포토다이오드 바(B1, B2)는 상기 시트 교환 지지대(1) 상의 상기 시트(2)의 휴지면으로부터 상방의 높이, 바람직하게는 약 50∼100㎜, 보다 바람직하게는 약 80㎜의 높이에 배열되는 것을 특징으로 하는, 장치. - 제 3 항 또는 제 4 항에 있어서,
상기 포토다이오드의 배리어(B1, B2)는 약 2∼8㎜, 바람직하게는 4㎜의 상호 피치로 배열된 포토다이오드를 포함하는 것을 특징으로 하는, 장치. - 제 1 항 내지 제 5 항 중 어느 한 항에 기재된 취급 장치의 작동 방법으로서,
(a) 시트(2)용 시트 교환 지지대(1)의 2개의 대향 측면 상에 서로 대향 배치된 송수신 포토다이오드의 적어도 한 쌍의 바(B1, B2)에 의해 서로 교차하는 고정 전자기 빔을 갖는 수평 배리어를 규정하는 단계,
(b) 상기 시트 교환 지지대(1)로부터 상기 시트(2)가 제거되면, 상기 전자기 빔의 임의의 차단을 식별하도록 상기 송수신 포토다이오드의 배리어(B1, B2)의 신호를 검지하는 단계를 포함하고,
여기서, (c) 상기 검지 단계는 상기 시트 교환 지지대(1)의 높이 이상의 제 1 프리셋 높이로부터 상기 제 1 프리셋 높이를 초과하는 제 2 높이(H)로의 상기 시트(2) 또는 그 일부의 리프팅 동안에 행해지는 단계인 것을 특징으로 하는, 방법. - 제 6 항에 있어서,
상기 전자기 빔의 임의의 차단이 검지되면, 상기 시트(2) 또는 그 일부가 상기 시트 교환 지지대(1) 상에 다시 내려지고, 작동을 멈추고 경고 신호를 보내기 전에 단계 (b) 및 (c)가 적어도 2회 반복되는 것을 특징으로 하는, 작동 방법. - 제 6 항 또는 제 7 항에 있어서,
상기 제 1 프리셋 높이와 상기 제 2 높이 사이의 차이는 80㎜를 초과하고, 바람직하게는 약 150㎜인 것을 특징으로 하는, 작동 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT201800009172 | 2018-10-04 | ||
| IT102018000009172 | 2018-10-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200039582A true KR20200039582A (ko) | 2020-04-16 |
Family
ID=64755612
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190122041A KR20200039582A (ko) | 2018-10-04 | 2019-10-02 | 금속 시트의 취급을 위한 개선된 장치 및 그것의 작동 방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11186450B2 (ko) |
| EP (1) | EP3632588B1 (ko) |
| JP (1) | JP7474575B2 (ko) |
| KR (1) | KR20200039582A (ko) |
| CN (1) | CN111001946B (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108367450B (zh) * | 2015-12-18 | 2021-04-02 | 村田机械株式会社 | 工件输送系统以及工件输送方法 |
| DE102016110542B4 (de) * | 2016-06-08 | 2018-09-13 | J. Schmalz Gmbh | Be- und Entladevorrichtung für eine Maschine, Maschine zum Bearbeiten von plattenförmigen Werkstücken sowie Werkstückauflage für eine solche Maschine und Verfahren zum Be- und Entladen einer solchen Maschine |
| CN111872251A (zh) * | 2020-07-27 | 2020-11-03 | 河南工业职业技术学院 | 一种滚塑机模具快速制造装置及方法 |
| ES2898976A1 (es) | 2020-09-09 | 2022-03-09 | Tecnologia De Corte E Ingenieria S L | Aparato y metodo de descarga y clasificado automatizado de piezas de corte |
| ES2927771A1 (es) * | 2022-05-10 | 2022-11-10 | Cegarra Jose Soler | Sistema automatico y maquina para la extraccion de piezas de chapa metalica, cortadas por laser, de su esqueleto |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1435974A (en) * | 1973-08-08 | 1976-05-19 | Ceskoslovenska Akademie Ved | Arrangement for measuing checking and control of the position of chosen points of objects with respect to an optical aiming line |
| US4480824A (en) * | 1982-03-15 | 1984-11-06 | Xerox Corporation | Restack jam detection |
| US6644080B2 (en) | 2001-01-12 | 2003-11-11 | Finn-Power International, Inc. | Press brake worksheet positioning system |
| JP2003218679A (ja) * | 2002-01-25 | 2003-07-31 | Keyence Corp | 多光軸光電式安全装置 |
| JP4664040B2 (ja) | 2004-10-27 | 2011-04-06 | 株式会社アマダ | 材料分離検出装置及びそれを備えた材料分離装置並びにその方法 |
| ITMO20060219A1 (it) * | 2006-07-06 | 2008-01-07 | Datasensor Spa | Barriera di sicurezza |
| JP2008030057A (ja) | 2006-07-26 | 2008-02-14 | Toko Engineering Kk | 分離積載装置 |
| DE102007003026A1 (de) * | 2007-01-20 | 2008-07-31 | Sick Ag | Optoelektronischer Sensor und Verfahren zur Objekterfassung in einem Überwachungsbereich |
| ITMI20070968A1 (it) | 2007-05-11 | 2008-11-12 | Meccano System S R L | Apparecchiatura di carico/scarico in asservimento ad un centro di taglio di lastre. |
| CN105904548A (zh) * | 2016-06-23 | 2016-08-31 | 安徽兰兮工程技术开发有限公司 | 一种回收农业废弃物生产包装盒的工艺 |
| CN207046419U (zh) * | 2017-06-07 | 2018-02-27 | 烟台正海科技股份有限公司 | 一种自动摘片排废料的机构 |
-
2019
- 2019-09-30 EP EP19200481.0A patent/EP3632588B1/en active Active
- 2019-10-02 KR KR1020190122041A patent/KR20200039582A/ko unknown
- 2019-10-02 JP JP2019182428A patent/JP7474575B2/ja active Active
- 2019-10-04 US US16/593,345 patent/US11186450B2/en active Active
- 2019-10-08 CN CN201910949804.9A patent/CN111001946B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US11186450B2 (en) | 2021-11-30 |
| EP3632588B1 (en) | 2021-08-18 |
| CN111001946B (zh) | 2023-09-15 |
| JP7474575B2 (ja) | 2024-04-25 |
| US20200109016A1 (en) | 2020-04-09 |
| EP3632588A1 (en) | 2020-04-08 |
| CN111001946A (zh) | 2020-04-14 |
| JP2020097097A (ja) | 2020-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200039582A (ko) | 금속 시트의 취급을 위한 개선된 장치 및 그것의 작동 방법 | |
| US11014262B2 (en) | Adaptable lumber retrieval method | |
| JP5537027B2 (ja) | 産業機械用の画像化および安全システムならびに方法 | |
| US10239224B2 (en) | Lumber retrieval method with selective crown orientation | |
| JP6560528B2 (ja) | 成形装置及び成型装置を作動させる方法 | |
| US10495256B2 (en) | Access control system | |
| CN206255652U (zh) | 预防料堆塌方的装置 | |
| US11885605B2 (en) | Load scanning apparatus | |
| US11325275B2 (en) | Cutting system, adjustable sorting apparatus and method thereof | |
| CN112447563A (zh) | 晶圆放置装置及晶圆取放设备 | |
| TWI714537B (zh) | 用於監控加工機械的機電室的方法,較佳為開槽機,以及用於執行此種方法的加工機械,特別是開槽機 | |
| CN210837688U (zh) | 晶圆放置装置及晶圆取放设备 | |
| CN201255722Y (zh) | 烟箱缺条检测系统 | |
| DE19913365C2 (de) | Verfahren und Vorrichtung zur Erkennung der Anwesenheit eines Wafers in einer automatischen Poliervorrichtung | |
| CN217766127U (zh) | 冲压板件翘边检测装置、检测及移除系统、清洗机 | |
| CN109732220B (zh) | 一种激光切割机 | |
| CN114408536B (zh) | 晶棒翻转设备以及晶棒翻转方法 | |
| JPH11729A (ja) | 板材加工機におけるワーク移動位置決め装置とアンローダ装置との干渉防止方法およびその装置 | |
| CN219902221U (zh) | 机械臂检验系统、调度机器人和电池烘烤设备 | |
| CN219900711U (zh) | 一种全自动坡口激光切割工作站 | |
| CN219924881U (zh) | 激光切割机 | |
| CN112428008A (zh) | 一种锯床自动化收料系统 | |
| JP6955440B2 (ja) | 機械式駐車設備の搬器制御システムとそれを備えた機械式駐車設備 | |
| JP6855772B2 (ja) | ガラス繊維巻回体検出装置、ガラス繊維巻回体検出方法、及びガラス繊維巻回体搬送システム | |
| CN106608548A (zh) | 预防料堆塌方方法及装置 |