KR20180113165A - 절삭 장치 - Google Patents
절삭 장치 Download PDFInfo
- Publication number
- KR20180113165A KR20180113165A KR1020180035925A KR20180035925A KR20180113165A KR 20180113165 A KR20180113165 A KR 20180113165A KR 1020180035925 A KR1020180035925 A KR 1020180035925A KR 20180035925 A KR20180035925 A KR 20180035925A KR 20180113165 A KR20180113165 A KR 20180113165A
- Authority
- KR
- South Korea
- Prior art keywords
- camera
- cutting
- chuck table
- axis
- workpiece
- Prior art date
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67092—Apparatus for mechanical treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/02—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by rotary tools, e.g. drills
- B28D5/022—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by rotary tools, e.g. drills by cutting with discs or wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/0058—Accessories specially adapted for use with machines for fine working of gems, jewels, crystals, e.g. of semiconductor material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67242—Apparatus for monitoring, sorting or marking
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
Abstract
본 발명은 얼라인먼트를 효율적으로 염가로 실시하는 것을 과제로 한다.
유지면에 평행한 제1 방향으로 서로 인접하여 배치되는 제1 척 테이블 및 제2 척 테이블과, 상기 제1 척 테이블 및 상기 제2 척 테이블의 상방에 배치되어, 각각의 상기 유지면 상에 유지된 피가공물을 절삭 가공할 수 있는 제1 절삭 유닛 및 제2 절삭 유닛과, 상기 제1 척 테이블 및 상기 제2 척 테이블의 상방에 배치되어, 각각의 상기 유지면 상에 유지된 피가공물을 촬상할 수 있는 제1 카메라 및 제2 카메라와, 상기 제1 카메라 및 상기 제2 카메라를 지지하는 카메라 베이스와, 상기 카메라 베이스를 상기 제1 방향으로 이동시킬 수 있는 카메라 베이스 이동 유닛을 구비하고, 상기 제1 카메라 및 상기 제2 카메라는, 상기 제1 척 테이블의 중심과 상기 제2 척 테이블의 중심 사이의 상기 제1 방향에 있어서의 거리만큼 떨어져 상기 카메라 베이스에 고정된다.
유지면에 평행한 제1 방향으로 서로 인접하여 배치되는 제1 척 테이블 및 제2 척 테이블과, 상기 제1 척 테이블 및 상기 제2 척 테이블의 상방에 배치되어, 각각의 상기 유지면 상에 유지된 피가공물을 절삭 가공할 수 있는 제1 절삭 유닛 및 제2 절삭 유닛과, 상기 제1 척 테이블 및 상기 제2 척 테이블의 상방에 배치되어, 각각의 상기 유지면 상에 유지된 피가공물을 촬상할 수 있는 제1 카메라 및 제2 카메라와, 상기 제1 카메라 및 상기 제2 카메라를 지지하는 카메라 베이스와, 상기 카메라 베이스를 상기 제1 방향으로 이동시킬 수 있는 카메라 베이스 이동 유닛을 구비하고, 상기 제1 카메라 및 상기 제2 카메라는, 상기 제1 척 테이블의 중심과 상기 제2 척 테이블의 중심 사이의 상기 제1 방향에 있어서의 거리만큼 떨어져 상기 카메라 베이스에 고정된다.
Description
본 발명은 웨이퍼 등의 피가공물을 절삭하는 2개의 절삭 유닛을 구비한 절삭 장치에 관한 것이다.
반도체로 이루어지는 웨이퍼의 표면은, 격자형으로 배열된 복수의 분할 예정 라인으로 구획되고, 구획된 각 영역에는 IC 등의 디바이스가 형성된다. 상기 웨이퍼가 최종적으로 상기 분할 예정 라인을 따라 분할되면 개개의 디바이스 칩이 형성된다.
상기 웨이퍼의 분할에는, 절삭 유닛을 구비한 절삭 장치가 사용된다. 상기 절삭 유닛에는, 원환형의 절단날을 구비하는 절삭 블레이드가 장착되어 있다. 상기 절삭 블레이드의 상기 원환형의 절단날은, 예컨대, 지립이 분산된 결합재를 소결하여 형성된다.
절삭 가공 시에는, 피가공물의 표면에 대하여 수직인 면 내에서 회전하는 상기 절삭 블레이드를 미리 정해진 높이에 위치 부여하여, 상기 블레이드와, 상기 피가공물을 피가공물의 표면에 평행한 절삭 이송 방향으로 상대적으로 이동시킨다. 그렇게 하면, 피가공물이 절삭 가공된다.
상기 절삭 장치는, 상기 절삭 유닛의 하방에 척 테이블을 구비한다. 상기 척 테이블의 상면은 유지면으로 되어 있고, 상기 피가공물은 상기 유지면 상에 유지된다. 상기 척 테이블은 상기 절삭 이송 방향으로 이동할 수 있고, 또한, 상기 유지면에 수직인 축의 둘레로 회전할 수 있다. 상기 절삭 유닛은, 상기 척 테이블의 상기 유지면에 평행하며 또한 상기 절삭 이송 방향에 수직인 인덱싱 이송 방향으로 이동할 수 있다.
피가공물을 절삭 가공하기 전에는, 상기 절삭 블레이드와, 상기 피가공물의 상대 위치를 가공에 적절한 관계가 되도록 조정(얼라인먼트)한다. 즉, 척 테이블을 상기 유지면에 수직인 축의 둘레로 회전시켜, 피가공물의 분할 예정 라인을 상기 절삭 이송 방향에 맞추고, 상기 절삭 유닛을 상기 인덱싱 이송 방향으로 이동시켜 상기 분할 예정 라인의 연장선의 상방에 상기 절삭 블레이드를 위치 부여한다. 그리고, 전술한 바와 같이 피가공물의 절삭 가공이 실시된다.
상기 절삭 장치는, 얼라인먼트를 실시할 때에 이용되는 카메라 또는 현미경을 더 구비하고, 얼라인먼트를 실시할 때는 상기 카메라 등에 의해 피가공물의 분할 예정 라인이 파악된다.
상기 절삭 장치에서는, 여러 가지 종류의 피가공물을 절삭할 수 있고, 예컨대, 금속 등으로 형성된 프레임을 가지며, 상기 프레임에 디바이스 칩이 탑재되어 수지에 의해 밀봉되어 있는 패키지 기판을 절삭 가공할 수도 있다. 상기 패키지 기판은, 수지의 신축 등에 따라 분할 예정 라인의 위치가 변화하는 경우가 있기 때문에, 절삭 가공에 있어서는, 개개의 기판마다 분할 예정 라인의 위치를 적절하게 파악하여 얼라인먼트를 실시하는 것이 특히 중요하다.
그런데, 최근, 생산성이 높은 절삭 장치의 개발이 열심히 행해지고 있다. 예컨대, 각각 절삭 블레이드를 갖는 2개의 절삭 유닛과, 각각 피가공물을 유지하는 2개의 척 테이블을 구비하는 절삭 장치가 개발되어 있다(특허문헌 1 참조). 상기 절삭 장치에서는, 2개의 상기 절삭 유닛이 각각 갖는 절삭 블레이드는, 서로 대면한다. 상기 절삭 장치를 이용하면, 2개의 피가공물에 대하여 동시에 절삭 가공을 실시할 수 있기 때문에, 절삭 가공의 생산성이 높아진다.
2개의 절삭 유닛과, 2개의 척 테이블을 갖는 절삭 장치에 있어서 절삭 가공을 실시하는 경우에 있어서도, 절삭 블레이드와, 피가공물을 적절하게 얼라인먼트하는 것이 중요하다. 상기 절삭 장치에 있어서 적절 또한 효율적으로 얼라인먼트를 실시하기 위해서는, 2개의 척 테이블 위에 각각 유지된 피가공물을 각각 독립적으로 파악할 수 있는 2개의 카메라 등을 상기 절삭 장치에 장착하면 좋다.
예컨대, 상기 절삭 장치가 구비하는 카메라 등이 하나이면, 2개의 절삭 유닛 및 척 테이블에 있어서, 동시에 얼라인먼트를 실시할 수 없다. 또한, 상기 카메라 등을 2개의 척 테이블의 상방 사이에서 이동시킬 필요가 있어, 상기 이동에 시간이 걸린다. 한편, 2개의 카메라 등을 상기 절삭 장치에 장착하면, 카메라 등의 도착을 대기할 필요가 없기 때문에, 정밀도와 생산성이 높은 절삭 가공을 실시할 수 있다.
그러나, 얼라인먼트를 실시하기 위해서만 2개의 카메라 등을 장착하고, 각각의 카메라 등을 독립적으로 이동 가능하게 하는 기구를 상기 절삭 장치에 마련하는 것은, 상기 절삭 장치의 구성이 복잡해져 비용이 든다.
본 발명은 이러한 문제점을 감안하여 이루어진 것으로서, 그 목적으로 하는 바는, 2개의 절삭 유닛과, 2개의 피가공물을 갖는 절삭 장치에 있어서, 얼라인먼트를 효율적으로 또한 염가로 실시할 수 있는 절삭 장치를 제공하는 것이다.
본 발명의 일 양태에 따르면, 피가공물을 유지하는 유지면을 각각 가지며, 상기 유지면에 평행한 제1 방향으로 서로 인접하여 배치되는 제1 척 테이블 및 제2 척 테이블과, 상기 제1 척 테이블 및 상기 제2 척 테이블의 하방에 배치되어, 상기 제1 척 테이블 및 상기 제2 척 테이블을 각각 상기 유지면과 평행하며 상기 제1 방향에 직교하는 제2 방향으로 절삭 이송할 수 있는 제1 절삭 이송 유닛 및 제2 절삭 이송 유닛과, 상기 제1 척 테이블 및 상기 제2 척 테이블의 상방에 배치되어, 각각의 상기 유지면 상에 유지된 피가공물을 절삭 가공할 수 있는 제1 절삭 유닛 및 제2 절삭 유닛과, 상기 제1 척 테이블 및 상기 제2 척 테이블의 상방에 배치되어, 각각의 상기 유지면 상에 유지된 피가공물을 촬상할 수 있는 제1 카메라 및 제2 카메라와, 상기 제1 카메라 및 상기 제2 카메라를 지지하는 카메라 베이스와, 상기 카메라 베이스를 상기 제1 방향으로 이동시킬 수 있는 카메라 베이스 이동 유닛을 구비하고, 상기 제1 카메라 및 상기 제2 카메라는, 상기 제1 척 테이블의 중심과 상기 제2 척 테이블의 중심 사이의 상기 제1 방향에 있어서의 거리만큼 떨어져 상기 카메라 베이스에 고정되는 것을 특징으로 하는 절삭 장치가 제공된다.
본 발명의 일 양태에 따른 절삭 장치는, 제1 척 테이블과, 제2 척 테이블을 구비하고, 각각의 척 테이블에 유지된 피가공물을 절삭하는 제1 절삭 유닛과, 제2 절삭 유닛을 구비한다. 또한, 각각의 척 테이블의 상방에는, 제1 카메라와, 제2 카메라를 구비한다.
상기 제1 척 테이블과 상기 제1 절삭 유닛과의 얼라인먼트를 실시할 때에는, 상기 제1 카메라를 사용할 수 있다. 또한, 상기 제2 척 테이블과 상기 제2 절삭 유닛과의 얼라인먼트를 실시할 때에는, 상기 제2 카메라를 사용할 수 있다. 상기 절삭 장치에 있어서는, 제1 카메라 및 제2 카메라는, 하나의 카메라 베이스에 지지되어 있다.
상기 제1 카메라 및 제2 카메라는, 상기 제1 척 테이블의 중심과 상기 제2 척 테이블의 중심 사이의 거리만큼 떨어진 위치에서 상기 카메라 베이스에 고정되어 있다. 그 때문에, 상기 절삭 장치에서는, 제1 카메라를 제1 척 테이블 상방에 위치 부여하는 것과 동시에, 제2 카메라를 제2 척 테이블의 상방에 위치 부여한다. 따라서, 제1 카메라를 이용한 얼라인먼트와, 제2 카메라를 이용한 얼라인먼트를 동시에 실시할 수 있다.
제1 카메라 및 제2 카메라를 이동시키기 위해, 각각의 카메라를 독립적으로 이동시키는 2개의 이동 기구를 상기 절삭 장치에 마련하는 경우, 절삭 장치의 구성이나 동작이 번잡해져 비용이 든다. 그래서, 본 실시형태에 따른 절삭 장치에서는, 제1 카메라 및 제2 카메라를 하나의 카메라 베이스에 지지시켜 공통화한다. 그렇게 하면, 카메라를 이동시키는 데 이용되는 이동 유닛을 하나 생략할 수 있다.
따라서, 본 발명의 일 양태에 따르면, 2개의 절삭 유닛과, 2개의 피가공물을 갖는 절삭 장치에 있어서, 얼라인먼트를 효율적으로 또한 염가로 실시할 수 있는 절삭 장치가 제공된다.
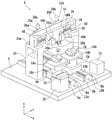
도 1은 절삭 장치를 모식적으로 나타내는 사시도이다.
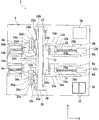
도 2는 얼라인먼트 시의 절삭 장치를 모식적으로 나타내는 평면도이다.
도 3은 절삭 가공 시의 절삭 장치를 모식적으로 나타내는 평면도이다.
도 2는 얼라인먼트 시의 절삭 장치를 모식적으로 나타내는 평면도이다.
도 3은 절삭 가공 시의 절삭 장치를 모식적으로 나타내는 평면도이다.
첨부 도면을 참조하여, 본 발명의 일 양태에 따른 실시형태에 대해서 설명한다. 먼저, 도 1을 이용하여, 본 실시형태에 따른 절삭 장치에 대해서 설명한다. 도 1은 상기 절삭 장치(2)를 모식적으로 나타내는 사시도이다. 도 1에 나타내는 바와 같이, 상기 절삭 장치(2)는, 각 구성 요소를 지지하는 장치 베이스(4)를 구비하고 있다.
절삭 장치(2)의 장치 베이스(4)의 전방의 코너부에는, 승강 가능한 카세트 엘리베이터(30)가 설치되어 있다. 카세트 엘리베이터(30)의 상면에는, 복수의 피가공물을 수용할 수 있는 카세트(32)가 실린다. 상기 카세트 엘리베이터(30)의 근방에는, 피가공물을 척 테이블(14a, 14b)(후술)에 반송하는 반송 유닛(도시하지 않음)이 마련되어 있다.
장치 베이스(4) 상에는, Y축 방향으로 인접하는 2개의 X축 이동 테이블(6a, 6b)과, 상기 X축 이동 테이블(6a, 6b)을 각각 X축 방향으로 슬라이드 가능하게 지지하여 X축 방향으로 신장하는 2쌍의 X축 가이드 레일(8a, 8b)이 배치되어 있다. 상기 X축 이동 테이블(6a, 6b)의 하면측에는, 각각, 너트부(도시하지 않음)가 마련되어 있고, 이 너트부에는, X축 가이드 레일(8a, 8b)에 평행한 X축 볼나사(10a, 10b)가 각각 나사 결합되어 있다.
X축 볼나사(10a, 10b)의 일단부에는, X축 펄스 모터(12a, 12b)가 각각 연결되어 있다. X축 펄스 모터(12a, 12b)로 X축 볼나사(10a, 10b)를 각각 회전시키면, X축 이동 테이블(6a, 6b)은 X축 가이드 레일(8a, 8b)을 따라 X축 방향으로 이동한다.
X축 이동 테이블(6a, 6b) 상에는, 피가공물을 흡인, 유지하기 위한 척 테이블(14a, 14b)이 각각 마련되어 있다. 척 테이블(14a, 14b)은, 모터 등의 회전 구동원(도시하지 않음)에 연결되어 있고, Z축 방향(수직 방향)에 대략 평행한 회전축의 둘레로 회전한다. 또한, 척 테이블(14a, 14b)은, X축 펄스 모터(12a, 12b)를 작동시키면 각각 독립적으로 X축 방향으로 절삭 이송(가공 이송)된다.
척 테이블(14a, 14b)의 표면(상면)은 각각, 피가공물(1a, 1b)을 흡인, 유지하는 유지면(16a, 16b)이 된다. 이 유지면(16a, 16b)은, 척 테이블(14a, 14b)의 내부에 각각 형성된 유로(도시하지 않음)를 통하여 흡인원(도시하지 않음)에 접속되어 있다.
절삭 장치(2)로 가공되는 피가공물에 대해서 설명한다. 상기 피가공물(1a, 1b)은, 예컨대, 금속 등으로 형성된 프레임을 가지며, 상기 프레임에 디바이스 칩이 탑재되어 수지에 의해 밀봉되어 있는 패키지 기판이다. 상기 패키지 기판의 표면은, 각각, 격자형으로 배열된 복수의 분할 예정 라인으로 구획되어 있고, 상기 복수의 분할 예정 라인에 의해 구획된 각 영역에는 IC 등의 디바이스가 형성되어 있다. 최종적으로 분할 예정 라인을 따라 상기 패키지 기판이 분할됨으로써, 개개의 디바이스 칩이 형성된다.
장치 베이스(4)의 상면에는, 2쌍의 X축 가이드 레일(8a, 8b)을 걸치도록 지지 구조(20)가 세워서 설치되어 있다. 지지 구조(20)는, 피가공물(1a, 1b)을 각각 절삭하는 절삭 유닛(18a, 18b)(도 2 참조)을 지지한다. 지지 구조(20)의 후면 상부에는, Y축 방향으로 평행한 한쌍의 Y축 가이드 레일(22c)(도 2 참조)이 배치되어 있다. 상기 Y축 가이드 레일(22c)에는, 2개의 Y축 이동 플레이트(22a, 22b)가 슬라이드 가능하게 부착되어 있다.
Y축 이동 플레이트(22a) 이면측에는, 너트부(도시하지 않음)가 마련되어 있고, 이 너트부에는, Y축 가이드 레일(22c)에 평행한 제1 Y축 볼나사(도시하지 않음)가 나사 결합되어 있다. 또한, Y축 이동 플레이트(22b) 이면측에는, 너트부(도시하지 않음)가 마련되어 있고, 이 너트부에는, Y축 가이드 레일(22c)에 평행한 제2 Y축 볼나사(도시하지 않음)가 나사 결합되어 있다.
상기 제1 Y축 볼나사의 일단부에는, Y축 펄스 모터(24a)가 연결되어 있다. 상기 제2 Y축 볼나사의 일단부에는, Y축 펄스 모터(24b)(도 2 참조)가 연결되어 있다. Y축 펄스 모터(24a)로 제1 Y축 볼나사를 회전시키면, Y축 이동 플레이트(22a)는, Y축 가이드 레일(22c)을 따라 Y축 방향으로 이동한다. 또한, Y축 펄스 모터(24b)로 제2 Y축 볼나사를 회전시키면, Y축 이동 플레이트(22b)는, Y축 가이드 레일(22c)을 따라 Y축 방향으로 이동한다.
Y축 이동 플레이트(22a, 22b)의 각각의 표면에는, Z축 방향으로 평행한 2쌍의 Z축 가이드 레일(26c, 26d)이 각각 마련되어 있다. Z축 가이드 레일(26c, 26d)에는, 각각, Z축 이동 플레이트(26a, 26b)가 슬라이드 가능하게 부착되어 있다.
Z축 이동 플레이트(26a)의 이면측에는, 너트부(도시하지 않음)가 마련되어 있고, 이 너트부에는, Z축 가이드 레일(26c)에 평행한 제1 Z축 볼나사(도시하지 않음)가 나사 결합되어 있다. 상기 제1 Z축 볼나사의 일단부에는, Z축 펄스 모터(28a)가 연결되어 있고, Z축 펄스 모터(28a)로 제1 Z축 볼나사를 회전시키면, Z축 이동 플레이트(26a)를 Z축 가이드 레일(26c)을 따라 Z축 방향으로 이동시킬 수 있다.
Z축 이동 플레이트(26b)의 이면측에는, 너트부(도시하지 않음)가 마련되어 있고, 이 너트부에는, Z축 가이드 레일(26d)에 평행한 제2 Z축 볼나사(도시하지 않음)가 나사 결합되어 있다. 상기 제2 Z축 볼나사의 일단부에는, Z축 펄스 모터(28b)가 연결되어 있고, Z축 펄스 모터(28b)로 제2 Z축 볼나사를 회전시키면, Z축 이동 플레이트(26b)를 Z축 가이드 레일(26d)을 따라 Z축 방향으로 이동시킬 수 있다.
Z축 이동 플레이트(26a, 26b)의 표면측의 하부에는, 각각, 피가공물(1a, 1b)을 가공하는 절삭 유닛(18a, 18b)이 고정되어 있다. Y축 이동 플레이트(22a, 22b)를 Y축 방향으로 이동시키면, 절삭 유닛(18a, 18b)은 각각 Y축 방향으로 이동하고, Z축 이동 플레이트(26a, 26b)를 Z축 방향으로 이동시키면, 절삭 유닛(18a, 18b)은 각각 승강한다.
절삭 유닛(18a, 18b)은, 각각, Y축 방향에 평행한 회전축을 구성하는 스핀들의 일단측에 장착된 원환형의 절삭 블레이드를 구비하고 있다. 스핀들의 타단측에는 모터 등의 회전 구동원이 연결되어 있어, 스핀들에 장착된 절삭 블레이드를 회전시킬 수 있다. 절삭 블레이드는, 원반형의 베이스를 가지고 있다. 베이스의 중앙부에는, 이 베이스를 관통하는 대략 원형의 장착 구멍이 마련되어 있다. 베이스의 외주부에는, 피가공물에 절입시키기 위한 환형의 절단날이 고정되어 있다.
절삭 유닛(18a)에 장착된 절삭 블레이드를 회전시키면서 척 테이블(14a)에 유지된 피가공물(1a)에 절입시킴으로써 피가공물(1a)을 절삭할 수 있다. 또한, 절삭 유닛(18b)에 장착된 절삭 블레이드를 회전시키면서 척 테이블(14b)에 유지된 피가공물(1b)에 절입시킴으로써 피가공물(1b)을 절삭할 수 있다. 본 실시형태에 따른 절삭 장치(2)는, 2개의 절삭 유닛(18a, 18b)을 구비하기 때문에, 동시에 2개의 피가공물(1a, 1b)에 대하여 절삭 가공을 실시할 수 있다.
지지 구조(20)의 전방면 상부에는, 2개의 카메라(촬상 유닛)(46a, 46b)를 구비하는 카메라 베이스(44)와, 상기 카메라 베이스(44)를 이동시키는 카메라 베이스 이동 유닛(36)이 배치되어 있다. 상기 카메라 베이스 이동 유닛(36)에 대해서 상세하게 서술한다.
상기 카메라 베이스 이동 유닛(36)은, 상기 지지 구조(20)의 전방면 상부에, Y축 방향으로 평행한 한쌍의 카메라 베이스 이동용 가이드 레일(38)을 가지고 있다. 상기 카메라 베이스 이동용 가이드 레일(38)에는, 카메라 베이스(44)가 슬라이드 가능하게 부착되어 있다. 카메라 베이스(44)의 이면측에는, 너트부(도시하지 않음)가 마련되어 있고, 이 너트부에는, 상기 카메라 베이스 이동용 가이드 레일(38)에 평행한 카메라 베이스 이동용 볼나사(40)가 나사 결합되어 있다.
카메라 베이스 이동용 볼나사(40)의 일단부에는, 카메라 베이스 이동용 펄스 모터(42)가 연결되어 있다. 카메라 베이스 이동용 펄스 모터(42)에 의해 카메라 베이스 이동용 볼나사(40)를 회전시키면, 카메라 베이스(44)는, 상기 카메라 베이스 이동용 가이드 레일(38)을 따라 Y축 방향(인덱싱 이송 방향)으로 이동한다. 상기 카메라 베이스 이동 유닛(36)은 이상과 같이 구성된다. 또한, 상기 카메라 베이스(44)의 Y축 방향의 폭은, 상기 척 테이블(14a)의 중심과 상기 척 테이블(14b)의 중심 사이의 Y축 방향에 있어서의 거리보다 크다.
카메라 베이스(44)의 표면의 하부에는, Z축 이동 기구(48a, 48b)를 통해 카메라(46a, 46b)가 배치되어 있다. 상기 카메라(46a)와, 상기 카메라(46b)는, 상기 척 테이블(14a)의 중심과 상기 척 테이블(14b)의 중심 사이의 상기 Y축 방향에 있어서의 거리만큼 떨어져 상기 카메라 베이스(44)에 고정되어 있다. 상기 카메라(46a)와, 상기 카메라(46b)는 각각 하방측에 렌즈(50a, 50b)(도 2 참조)를 가지고 있다.
피가공물(1a)의 절삭 가공 시에는, 절삭 유닛(18a)의 절삭 블레이드와, 척 테이블(14a)에 유지된 상기 피가공물(1a)과의 상대 위치를 가공에 적절한 관계로 조정(이하, 얼라인먼트)한다.
얼라인먼트에서는, 상기 렌즈(50a)를 통하여 상기 카메라(46a)에 의해 피가공물(1a)의 표면측을 촬상하고, 촬상 화상으로부터 피가공물(1a)의 분할 예정 라인의 위치를 특정한다. 그리고, 피가공물(1a)의 상기 분할 예정 라인을 따라 피가공물(1a)을 분할할 수 있도록 절삭 블레이드를 위치 부여한다. 절삭 유닛(18b)의 절삭 블레이드와, 척 테이블(14b)에 유지된 피가공물(1b)과의 얼라인먼트도 동일하게 실시된다.
Z축 이동 기구(48a, 48b)는, 각각, 카메라(46a, 46b)를 Z축 방향으로 이동시킨다. 카메라(46a, 46b)의 핀트(초점)를 피가공물에 맞출 때에는, Z축 이동 기구(48a, 48b)를 작동시킨다.
절삭 장치(2)에 있어서는, 절삭 유닛(18a)의 절삭 블레이드와 피가공물(1a)과의 얼라인먼트 및 절삭 유닛(18b)의 절삭 블레이드와 피가공물(1b)과의 얼라인먼트를 동시에 실시할 수 있다. 얼라인먼트를 실시할 때에는, 카메라 베이스 이동 유닛(36)을 작동시킴으로써 2개의 카메라(46a, 46b)를 동시에 이동시킬 수 있다.
예컨대, 얼라인먼트를 실시할 때에 이용되는 2개의 카메라(46a, 46b)를 이동시키기 위해 절삭 장치에 2개의 카메라 이동 유닛을 마련하는 경우, 2개의 카메라 이동 유닛을 개별적으로 제어하지 않으면 안 되기 때문에 절삭 장치의 동작이 번잡해진다. 이에 대하여, 본 실시형태에 따른 절삭 장치(2)에서는, 2개의 카메라를 하나의 카메라 베이스에 지지시킴으로써, 카메라를 이동시키는 데 이용되는 이동 유닛을 공통화하여 비용을 억제하며, 절삭 장치(2)의 동작을 간략화할 수 있다.
장치 베이스(4)의 전방의 다른 코너부에는, 세정 유닛(34)이 설치된다. 세정 유닛(34)은, 예컨대, 내부에 세정 공간을 갖는다. 절삭 가공후의 피가공물은, 반송 기구(도시하지 않음)에 의해 척 테이블(14a, 14b)로부터 상기 세정 공간 내에 반송된다. 상기 세정 유닛(34)은, 절삭 가공 후의 피가공물을 세정하는 기능을 갖는다.
세정 유닛(34)의 내부에는, 피가공물을 향하여 세정용 유체(대표적으로는, 물과 에어를 혼합한 이류체(二流體)를 분사하는 분사 노즐(도시하지 않음)이 배치되어 있다. 분사 노즐로부터 세정용 유체를 분사하면, 피가공물을 세정할 수 있다. 세정 유닛(34)으로 세정된 피가공물은, 예컨대, 반송 기구(도시하지 않음)로 카세트(32)에 수용된다.
다음에, 절삭 장치(2)를 사용한 절삭 가공에 대해서 도 2, 도 3을 이용하여 설명한다. 도 2는 얼라인먼트를 실시할 때의 절삭 장치(2)를 모식적으로 나타내는 평면도이고, 도 3은 절삭 가공을 실시할 때의 절삭 장치(2)를 모식적으로 나타내는 평면도이다.
먼저, 반송 기구(도시하지 않음)에 의해 카세트(32)로부터 반출된 피가공물(1a)을, 척 테이블(14a)의 유지면(16a) 상에 실어, 척 테이블(14a)에 피가공물(1a)를 흡인 유지시킨다. 마찬가지로, 카세트(32)로부터 반출된 피가공물(1b)을, 척 테이블(14b)의 유지면(16b) 상에 실어, 척 테이블(14b)에 피가공물(1b)을 흡인 유지시킨다.
다음에, 도 2에 나타내는 바와 같이, 얼라인먼트를 실시한다. 먼저, 카메라 베이스 이동용 펄스 모터(42)를 작동시켜 카메라 베이스 이동용 볼나사(40)를 회전시킴으로써 카메라 베이스(44)를 이동시킨다. 그리고, 카메라(46a)의 렌즈(50a)를 척 테이블(14a)에 유지된 피가공물(1a)의 상방에 위치 부여하며, 카메라(46b)의 렌즈(50b)를 척 테이블(14b)에 유지된 피가공물(1b)의 상방에 위치 부여한다.
그 후, 카메라(46a)에 렌즈(50a)를 통하여 피가공물(1a)을 촬상시켜, 척 테이블(14a)을 유지면(16a)에 수직인 축의 둘레로 회전시켜, 피가공물(1a)의 분할 예정 라인을 X축 방향(절삭 이송 방향)에 맞춘다. 또한, Y축 펄스 모터(24a)를 작동시켜, 분할 예정 라인의 연장선의 상방에 절삭 유닛(18a)의 절삭 블레이드가 배치되도록 절삭 유닛(18a)을 위치 부여한다.
동시에, 카메라(46b)에 렌즈(50b)를 통하여 피가공물(1b)을 촬상시켜, 척 테이블(14b)을 유지면(16b)에 수직인 축의 둘레로 회전시켜, 피가공물(1b)의 분할 예정 라인을 X축 방향(절삭 이송 방향)에 맞춘다. 또한, Y축 펄스 모터(24b)를 작동시켜, 분할 예정 라인의 연장선의 상방에 절삭 유닛(18b)의 절삭 블레이드가 배치되도록 절삭 유닛(18b)을 위치 부여한다.
분할 예정 라인의 위치는, 수지의 신축 등에 따라 변화하는 경우가 있기 때문에, 패키지 기판의 절삭 가공에 있어서는, 개개의 기판마다 분할 예정 라인의 위치를 적절하게 파악하여 얼라인먼트를 실시하는 것이 특히 중요하다.
얼라인먼트가 완료한 후에는, 절삭 가공을 실시한다. 먼저, 절삭 유닛(18a, 18b)의 각각 회전하는 상기 각 절삭 블레이드를 미리 정해진 높이에 위치 부여한다. 다음에, 척 테이블(14a, 14b)을 X축 방향으로 절삭 이송하여, 분할 예정 라인을 따라 피가공물(1a, 1b)에 절삭 블레이드를 절입시킨다. 하나의 분할 예정 라인을 따라 절삭 가공을 실시한 후에는, 절삭 유닛(18a, 18b)을 각각 인덱싱 이송하여, 인접하는 분할 예정 라인을 따라 절삭 가공을 실시한다.
피가공물(1a, 1b)의 X축 방향으로 신장하는 모든 분할 예정 라인을 따라 각각 절삭 가공을 실시한 후에는, 척 테이블(14a, 14b)을 유지면(16a, 16b)에 수직인 축의 둘레로 각각 회전시켜 절삭 이송 방향을 전환해서, 절삭 가공을 실시한다. 피가공물(1a, 1b)을 각각 모든 분할 예정 라인을 따라 절삭하면, 절삭 가공이 완료된다.
절삭 가공이 실시된 피가공물(1a, 1b)은, 반송 기구(도시하지 않음)에 의해 세정 유닛(34)에 반송되고, 각각 세정이 실시되어 가공 부스러기 등의 부착물이 제거된다. 세정이 완료된 피가공물(1a, 1b)은 반송 기구(도시하지 않음)에 의해, 카세트(32)에 반입된다.
이상과 같이, 본 실시형태에 따른 절삭 장치(2)에 의해, 2개의 절삭 유닛에 의해 동시에 2개의 피가공물에 대한 절삭 가공을 실시할 수 있다. 상기 절삭 장치(2)에서는, 카메라(46a, 46b)는, 2개의 척 테이블(14a, 14b)의 중심간 거리만큼 떨어진 위치에서 카메라 베이스(44)에 고정되어 있다. 그 때문에, 상기 절삭 장치(2)에서는, 2부분에 있어서의 얼라인먼트를 동시에 실시할 수 있다.
2개의 카메라(46a, 46b)를 이동시키기 위해, 각각의 카메라를 독립적으로 이동시키는 2개의 이동 기구를 상기 절삭 장치에 마련하는 경우, 절삭 장치의 구성이나 동작이 번잡해져 비용이 든다. 이에 비해, 본 실시형태에 따른 절삭 장치(2)에서는, 2개의 카메라(46a, 46b)를 하나의 카메라 베이스(44)에 지지시킴으로써, 카메라를 이동시키는 데 이용되는 이동 유닛이 하나로 해결된다. 따라서, 본 실시형태에 따른 절삭 장치에서는, 효율적인 얼라인먼트를 염가로 실시할 수 있다.
또한, 상기 실시형태에 따른 절삭 장치에서는, 2개의 카메라는 2개의 척 테이블의 중심간 거리만큼 떨어져 카메라 베이스에 고정되지만, 본 발명의 일 양태는 이에 한정되지 않는다. 카메라 베이스에 고정되는 2개의 카메라의 거리는, 상기 2개의 카메라가 동시에 각각의 촬상 대상이 되는 피가공물을 촬상할 수 있는 거리이면 좋다.
또한, 상기 실시형태에 따른 절삭 장치에서는, 2개의 카메라가 하나의 카메라 베이스에 고정되었지만, 본 발명의 일 양태는 이에 한정되지 않는다. 절삭 장치가 2개의 카메라를 각각 지지하는 2개의 카메라 베이스를 구비하고, 2개의 상기 카메라 베이스의 각각 이면에 구비된 너트부가 하나의 볼나사에 나사 결합되어 있어도 좋다. 이 경우, 상기 볼나사를 펄스 모터로 회전시키면 2개의 상기 카메라 베이스를 동일하게 이동시킬 수 있기 때문에, 볼나사 및 펄스 모터가 1조로 해결되어, 절삭 장치가 염가가 된다.
또한, 본 발명의 일 양태에 있어서, 절삭 장치가 갖는 2개의 카메라는 각각 고배율 렌즈 및 저배율 렌즈를 함께 구비하여도 좋고, 하나의 배율 가변 렌즈를 구비하여도 좋다. 또한, 신축하는 수지 패키지 기판 등을 피가공물로 하는 경우에, 카메라의 촬상 시야 내에 피가공물의 신축이 들어가도록 카메라가 설정되어도 좋다.
그 외에, 상기 실시형태에 따른 구조, 방법 등은, 본 발명의 목적의 범위를 일탈하지 않는 한에 있어서 적절하게 변경하여 실시할 수 있다.
1a, 1b: 피가공물
2: 절삭 장치
4: 장치 베이스 6a, 6b: X축 이동 테이블
8a, 8b: X축 가이드 레일 10a, 10b: X축 볼나사
12a, 12b: X축 펄스 모터 14a, 14b: 척 테이블
16a, 16b: 유지면 18a, 18b: 절삭 유닛
20: 지지 구조 22a, 22b: Y축 이동 플레이트
22c: Y축 가이드 레일 24a, 24b: Y축 펄스 모터
26a, 26b: Z축 이동 플레이트 26c, 26d: Z축 가이드 레일
28a, 28b: Z축 펄스 모터 30: 카세트 엘리베이터
32: 카세트 34: 세정 유닛
36: 카메라 베이스 이동 유닛
38: 카메라 베이스 이동용 가이드 레일
40: 카메라 베이스 이동용 볼나사 42: 카메라 베이스 이동용 펄스 모터
44: 카메라 베이스 46a, 46b: 카메라
48a, 48b: 카메라 이동 기구 50a, 50b: 렌즈
4: 장치 베이스 6a, 6b: X축 이동 테이블
8a, 8b: X축 가이드 레일 10a, 10b: X축 볼나사
12a, 12b: X축 펄스 모터 14a, 14b: 척 테이블
16a, 16b: 유지면 18a, 18b: 절삭 유닛
20: 지지 구조 22a, 22b: Y축 이동 플레이트
22c: Y축 가이드 레일 24a, 24b: Y축 펄스 모터
26a, 26b: Z축 이동 플레이트 26c, 26d: Z축 가이드 레일
28a, 28b: Z축 펄스 모터 30: 카세트 엘리베이터
32: 카세트 34: 세정 유닛
36: 카메라 베이스 이동 유닛
38: 카메라 베이스 이동용 가이드 레일
40: 카메라 베이스 이동용 볼나사 42: 카메라 베이스 이동용 펄스 모터
44: 카메라 베이스 46a, 46b: 카메라
48a, 48b: 카메라 이동 기구 50a, 50b: 렌즈
Claims (1)
- 피가공물을 유지하는 유지면을 각각 가지며, 상기 유지면에 평행한 제1 방향으로 서로 인접하여 배치되는 제1 척 테이블 및 제2 척 테이블과,
상기 제1 척 테이블 및 상기 제2 척 테이블의 각각 하방에 배치되어, 상기 제1 척 테이블 및 상기 제2 척 테이블을 각각 상기 유지면과 평행하며 상기 제1 방향에 직교하는 제2 방향으로 절삭 이송할 수 있는 제1 절삭 이송 유닛 및 제2 절삭 이송 유닛과,
상기 제1 척 테이블 및 상기 제2 척 테이블의 상방에 배치되어, 각각의 상기 유지면 상에 유지된 피가공물을 절삭 가공할 수 있는 제1 절삭 유닛 및 제2 절삭 유닛과,
상기 제1 척 테이블 및 상기 제2 척 테이블의 상방에 배치되어, 각각의 상기 유지면 상에 유지된 피가공물을 촬상할 수 있는 제1 카메라 및 제2 카메라와,
상기 제1 카메라 및 상기 제2 카메라를 지지하는 카메라 베이스와,
상기 카메라 베이스를 상기 제1 방향으로 이동시킬 수 있는 카메라 베이스 이동 유닛
을 구비하고,
상기 제1 카메라 및 상기 제2 카메라는, 상기 제1 척 테이블의 중심과 상기 제2 척 테이블의 중심 사이의 상기 제1 방향에 있어서의 거리만큼 떨어져 상기 카메라 베이스에 고정되는 것을 특징으로 하는 절삭 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2017-075149 | 2017-04-05 | ||
| JP2017075149A JP2018181931A (ja) | 2017-04-05 | 2017-04-05 | 切削装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180113165A true KR20180113165A (ko) | 2018-10-15 |
Family
ID=63844645
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180035925A KR20180113165A (ko) | 2017-04-05 | 2018-03-28 | 절삭 장치 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP2018181931A (ko) |
| KR (1) | KR20180113165A (ko) |
| CN (1) | CN108687979A (ko) |
| TW (1) | TW201839834A (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020121374A (ja) * | 2019-01-30 | 2020-08-13 | 株式会社ディスコ | 切削装置の原点位置登録方法 |
| US20220084857A1 (en) * | 2020-09-16 | 2022-03-17 | Globalwafers Co., Ltd. | Cleaved semiconductor wafer imaging system |
| CN112223501A (zh) * | 2020-10-13 | 2021-01-15 | 沈阳汉为科技有限公司 | 一种新型蜂窝陶瓷模具开槽装置 |
| CN114683423A (zh) * | 2022-06-01 | 2022-07-01 | 沈阳和研科技有限公司 | 一种划片机显微镜结构 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10141932A (ja) * | 1996-11-07 | 1998-05-29 | Fujitsu Ltd | パターン検査方法と装置 |
| TWI264532B (en) * | 2001-11-05 | 2006-10-21 | Olympus Corp | Substrate inspection device |
| JP4571851B2 (ja) * | 2004-11-30 | 2010-10-27 | 株式会社ディスコ | 切削装置 |
| CN100355525C (zh) * | 2005-04-20 | 2007-12-19 | 艾逖恩机电(深圳)有限公司 | 超声波焊线方法及其焊线装置 |
| JP4813855B2 (ja) * | 2005-09-12 | 2011-11-09 | 株式会社ディスコ | 切削装置および加工方法 |
| JP4837970B2 (ja) * | 2005-10-06 | 2011-12-14 | 株式会社ディスコ | 切削ブレードの交換装置 |
| JP4939843B2 (ja) * | 2006-06-07 | 2012-05-30 | 株式会社日立ハイテクノロジーズ | 欠陥検査方法及びその装置 |
-
2017
- 2017-04-05 JP JP2017075149A patent/JP2018181931A/ja active Pending
-
2018
- 2018-03-08 TW TW107107807A patent/TW201839834A/zh unknown
- 2018-03-28 CN CN201810262192.1A patent/CN108687979A/zh active Pending
- 2018-03-28 KR KR1020180035925A patent/KR20180113165A/ko not_active Application Discontinuation
Also Published As
| Publication number | Publication date |
|---|---|
| CN108687979A (zh) | 2018-10-23 |
| JP2018181931A (ja) | 2018-11-15 |
| TW201839834A (zh) | 2018-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6679157B2 (ja) | 加工装置の搬送機構 | |
| KR101266373B1 (ko) | 절삭장치 | |
| KR20180113165A (ko) | 절삭 장치 | |
| JP6218600B2 (ja) | 加工装置 | |
| JP2012081556A (ja) | 加工装置 | |
| CN107030902B (zh) | 切削装置 | |
| JP5759779B2 (ja) | 板材の加工装置 | |
| KR102486302B1 (ko) | 가공 장치 | |
| JP6689543B2 (ja) | 被加工物のアライメント方法 | |
| JP5872799B2 (ja) | レーザー加工装置 | |
| JP2012175022A (ja) | ウエーハ加工装置 | |
| KR102434295B1 (ko) | 가공 장치 | |
| JP4942611B2 (ja) | 部品実装装置 | |
| JP6208587B2 (ja) | 切削装置 | |
| JP6821254B2 (ja) | 切削装置 | |
| JP5389540B2 (ja) | 切削装置 | |
| JP6608297B2 (ja) | 搬送調節ジグ | |
| JP6855130B2 (ja) | 加工装置 | |
| JP3222726U (ja) | 切削装置 | |
| JP5386276B2 (ja) | 切削装置 | |
| JP2013093528A (ja) | ユニット搬出入装置 | |
| JP4969977B2 (ja) | 部品実装装置 | |
| JP2011060898A (ja) | ワーク収納カセット | |
| JP6448456B2 (ja) | 加工装置 | |
| KR20230119599A (ko) | 절삭 장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |