KR20180098339A - 진공 코팅 공정에서 커버 유리 기판의 정전 척킹 - Google Patents
진공 코팅 공정에서 커버 유리 기판의 정전 척킹 Download PDFInfo
- Publication number
- KR20180098339A KR20180098339A KR1020187021226A KR20187021226A KR20180098339A KR 20180098339 A KR20180098339 A KR 20180098339A KR 1020187021226 A KR1020187021226 A KR 1020187021226A KR 20187021226 A KR20187021226 A KR 20187021226A KR 20180098339 A KR20180098339 A KR 20180098339A
- Authority
- KR
- South Korea
- Prior art keywords
- cover glass
- esc
- coating
- rotating drum
- carrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/50—Substrate holders
- C23C14/505—Substrate holders for rotation of the substrates
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
- C03C17/001—General methods for coating; Devices therefor
- C03C17/002—General methods for coating; Devices therefor for flat glass, e.g. float glass
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/54—Controlling or regulating the coating process
- C23C14/541—Heating or cooling of the substrates
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32715—Workpiece holder
- H01J37/32724—Temperature
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32733—Means for moving the material to be treated
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/34—Gas-filled discharge tubes operating with cathodic sputtering
- H01J37/3488—Constructional details of particle beam apparatus not otherwise provided for, e.g. arrangement, mounting, housing, environment; special provisions for cleaning or maintenance of the apparatus
-
- H01L21/67103—
-
- H01L21/67109—
-
- H01L21/67126—
-
- H01L21/6831—
-
- H01L21/68735—
-
- H01L21/68764—
-
- H01L21/68778—
-
- H01L21/68785—
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0431—Apparatus for thermal treatment
- H10P72/0432—Apparatus for thermal treatment mainly by conduction
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0431—Apparatus for thermal treatment
- H10P72/0434—Apparatus for thermal treatment mainly by convection
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0441—Apparatus for sealing, encapsulating, glassing, decapsulating or the like
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/72—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using electrostatic chucks
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/76—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches
- H10P72/7604—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support
- H10P72/7611—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support characterised by edge profile or support profile
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/76—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches
- H10P72/7604—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support
- H10P72/7618—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support characterised by a movable susceptor, stage or support, others than those only rotating on their own vertical axis, e.g. susceptors on a rotating carrousel
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/76—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches
- H10P72/7604—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support
- H10P72/7621—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support characterised by supporting two or more semiconductor substrates
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/76—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches
- H10P72/7604—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support
- H10P72/7622—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support characterised by supporting substrates others than wafers, e.g. chips
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/76—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches
- H10P72/7604—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support
- H10P72/7624—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support characterised by the mechanical construction of the susceptor, stage or support
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2217/00—Coatings on glass
- C03C2217/70—Properties of coatings
- C03C2217/78—Coatings specially designed to be durable, e.g. scratch-resistant
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2218/00—Methods for coating glass
- C03C2218/10—Deposition methods
- C03C2218/15—Deposition methods from the vapour phase
- C03C2218/154—Deposition methods from the vapour phase by sputtering
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Physics & Mathematics (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Physical Vapour Deposition (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
회전 드럼을 갖추고 회전 구동되는 진공 코팅 챔버에서 모바일 장치 2D 또는 3D 커버 유리를 코팅하기 위한 정전 척킹 장치 및 방법에 관한 것이다. 그러한 장치는 회전 드럼에 제거 가능하게 장착 가능한 액체-냉각 냉각판을 포함하는 캐리어를 포함한다. 3D 커버 유리의 경우, 상기 캐리어는 3D 커버 유리의 3D 프로파일과 매칭시키기 위한 3D 프로파일을 갖는 부분을 포함한다. 상기 캐리어는 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 상기 캐리어에 대해 제 위치에 커버 유리를 고정시키도록 채용된 정전 척(ESC)을 더 포함하며, 상기 ESC는 커버 유리를 제 위치에 확실하게 고정시키기에 충분한 클램핑력을 생성한다.
Description
본 출원은 35 U.S.C.§119 하에 2015년 12월 29일 출원된 미국 가출원 제62/272,372호를 우선권 주장하고 있으며, 상기 특허 문헌의 내용은 참조를 위해 본 발명에 모두 포함된다.
본 발명은 코팅 또는 처리를 유리 기판에 적용하는 물리적 기상 증착을 허용하는 것과 같은 플라즈마 처리의 목적을 위해 실질적으로 2-차원(평면 또는 2D) 커버 유리 기판 및/또는 실질적으로 3-차원(때로는 곡면 또는 3D라고 부르는) 커버 유리 기판을 척킹(chucking) 또는 클램핑(clamping)하는 일반적인 분야에 관한 것이다. 특히, 본 발명은 일반적으로 정전 척킹 또는 짧게 "ESC"로 알려진 유도 정전 분극에 의한 그와 같은 척킹에 관한 것이다.
코닝사는 휴대용 디스플레이 유리 시장의 선도적인 시장 공급 업체이며, 항균 및 긁힘 방지 코팅과 같은 시장의 요구를 충족시키는 다양한 디스플레이 유리 조성물을 개발했다. 또한, 사파이어 유리와 경쟁하기 위해 향상된 내스크래치성 코팅에 대한 요구가 커지고 있다. 경쟁이 치열한 휴대용 디스플레이 분야에서 낮은 제조 비용과 신속한 납품이 무엇보다 중요하며, 이에 따라 2D 및 3D 커버 유리 기판 모두에 대해 고성능의 내스크래치성 코팅을 생산하기 위한 저비용의 대량 제조 공정이 필요하다. 그와 같은 진공 코팅 공정 동안, 기판은 공정 지속 시간에 걸친 입자 운동으로 인해 상당한 온도에 도달할 수 있다. 현재의 생산에 있어서, 기판은 통상 230℃에 도달하기 때문에 접착 테이프와 같은 기존의 기술로는 기판을 클램핑하는 것이 어렵다. 현재의 제조에 있어서, 기판을 코팅 시스템의 캐리어에 부착하기 위해 양면 테이프 방법이 이용되고 있다. 이러한 방법은 다음과 같은 3가지의 뚜렷한 단점이 있다. 즉, (1) 그러한 테이핑 공정은 노동 집약적이며, 다음 작업을 위해 캐리어를 셋업하는 시간을 증가시키고, (2) 접착제는 순수한 플라즈마 환경에서 아웃가스(outgas)되어 오염을 야기시키기 때문에, 플라즈마 공정 챔버가 주기적으로 세정되어야 하고, 그러한 공정에 더 많은 비용과 시간이 추가되어야 하며, (3) 그러한 접착제는 코팅된 유리 기판 상에 잔류물을 남기기 때문에, 추가의 처리 및 이전-코팅의 세정을 필요로 함과 더불어, 그러한 공정에 추가의 비용 및 시간을 필요로 한다.
유리-유리 반 데르 발스 결합(van der Waals bonding), 현재 생산에 사용되고 있는 폴리이미드 접착 테이프와 같은 다양한 접착제 조성물에 의한 접착제 결합, 표면 에너지를 변경시켜 일시적 결합이 그 고려된 최종 공정 동안에는 충분히 유지되지만 공정이 완료되면 분리될 정도로 약화되는 유리 표면 상의 폴리머계 코팅 등과 같이, 처리를 위해 일시적으로 유리를 결합하는 몇 가지 방법이 업계에서 큰 성과없이 시도되고 있다. 이것들은 클램핑 또는 고정유지(holding) 방법의 일부 예이며, 이들 각각은 단점이 있다. 예를 들어, 캐리어 표면에 대한 박막의 폴리머화된 코팅의 부가는 그러한 요구된 박막을 생성하기 위해 PVD 또는 CVD 시스템이 필요하며 그 자체로 상당히 비싼 공정이다. 이러한 캐리어 상의 박막 코팅은 특정 공정 작업 간격마다 벗겨내고 교체해야 하기 때문에, 추가의 비용 및 복잡성이 부가된다.
정전 척킹("ESC")은 평면 필드 라인을 갖는 정적 전기장(고전압 전위에서 생성된)을 유전체에 의해 분리된 평행 전극들에 인가하고 (유리)기판에 분자 쌍극자들을 유도하는 기술이다. 이러한 분자 쌍극자들은 외부적으로 인가된 전기장과 정렬되고, 이에 따라 전극들로부터 필드 라인으로 점증적으로 끌어당겨진다. 정전 척킹은, 유리의 PVD 코팅에 사용되는 것으로 알려져 있지는 않지만(이러한 응용 분야에 기술적으로 가능한 것으로 알려져 있지는 않지만), 다른 산업 분야/응용 분야에 사용되고 있다.
일본 특허공보 JP2007036A는 스퍼터링 공정을 위해 100℃에서 150℃로 가열된 정전 척에 의해 클램핑되는 보드/기판(아마도 명칭이 반도체 웨이퍼)에 대한 고온 금속 스퍼터링 공정을 기술하고 있다.
미국 공개특허출원 US20140034241A1은 스택된 마이크로프로세서 제조에 사용된 3-차원 SiOG 기판(실리콘 코팅된 유리 기판)의 플라즈마 에칭 처리에 사용된 플라즈마 처리 챔버의 정전 클램핑 장치를 기술하고 있다.
일본 공개특허출원 JP2012124362A는 기판 온도를 제어하면서 스퍼터링 플라즈마 공정에서 유리 기판을 클램핑하는 정전 척을 기술하고 있다. 그러한 열 제어는 기판 배후의 ESC 표면에서 마이크로-채널을 통해 유동되는 가스, 통상 He를 이용하는 반도체 산업에서 광범위하게 사용된 기술에 의해 달성된다.
최희환에 의한 2006년 논문 "건식 에칭 시스템의 유리 기판 기본 연구", Vacuum 81 (2006) pp. 344-346은 반응성 이온 에칭 챔버에서의 플라즈마로부터의 전기장과 유리 기판 상의 He를 이용한 후면측 냉각 및 이들 힘에 대항하고 극복하기 위한 ESC 사용의 이론적 효과를 기술하고 있다.
따라서, 코팅 또는 처리를 유리 기판에 적용하는 물리적 기상 증착을 허용하는 것과 같은 플라즈마 처리의 목적을 위해 실질적으로 2-차원(평면 또는 2D) 커버 유리 기판 및/또는 실질적으로 3-차원(때로는 곡면 또는 3D라고 부르는) 커버 유리 기판을 척킹 또는 클램핑하기 위한 해결책이 여전히 필요하다는 것을 알 수 있다. 본 발명이 주로 지향하는 정전 척킹 또는 "ESC"로 일반적으로 알려진 유도 정전 분극에 의한 그와 같은 척킹의 제공에 관한 것이다.
간략히 기술하면, 제1예시의 형태에서, 본 발명은 회전 드럼을 갖추고 회전 구동되는 진공 코팅 챔버에서 모바일 장치 3D 커버 유리를 코팅하기 위한 척킹 장치에 관한 것이다. 그러한 예시의 척킹 장치는 상기 회전 드럼에 제거 가능하게 장착 가능한 액체-냉각된 냉각판을 포함하는 캐리어를 포함한다. 바람직하게, 상기 캐리어는 3D 커버 유리의 3D 프로파일과 매칭되는 3D 프로파일을 갖는 부분을 포함한다. 또한, 바람직하게, 상기 캐리어는 100 RPM을 초과하는 상기 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 3D 커버 유리를 캐리어의 3D 프로파일에 대해 제 위치에 고정시키도록 채용된 정전 척(ESC)을 더 포함하며, 상기 ESC는 상기 3D 커버 유리를 제 위치에 확실하게 고정시키기에 충분한 클램핑력을 생성한다.
다른 예시의 형태에서, 본 발명은 회전 드럼을 갖춘 코팅 챔버에서 커버 유리를 코팅하기 위한 척킹 장치에 관한 것이다. 상기 척킹 장치는 상기 회전 드럼에 제거 가능하게 장착 가능한 액체-냉각 냉각판 및 상기 액체-냉각 냉각판에 고정되고 상기 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 상기 커버 유리를 제 위치에 고정시키도록 채용된 정전 척(ESC)을 포함한다.
바람직하게, 상기 ESC는 상기 회전 드럼의 회전에 의해 야기된 원심력의 배수인 클램핑력을 생성한다. 보다 바람직하게, 상기 ESC는 상기 회전 드럼에 의해 야기된 원심력의 적어도 3배인 클램핑력을 생성한다.
바람직하게, 상기 커버 유리는 휴대용 장치를 위한 곡면 커버 유리이고, 상기 척킹 장치는 상기 곡면 커버 유리의 굴곡과 매칭시키도록 ESC와 액체-냉각 냉각판간 장착된 곡면 맞춤기를 더 포함한다.
옵션으로, 상기 ESC는 인쇄된 폴리이미드를 포함할 수 있다.
또한, 옵션의 주변 가스켓(gasket)은 후면 스퍼터링이 커버 유리의 후면측에 도달하는 것을 방지하기 위해 ESC에 대해 커버 유리의 에지를 밀폐시키도록 ESC에 인접하여 위치될 수 있다.
옵션으로, ESC는 100℃를 초과하는 온도의 진공 챔버에서 사용되고, 반면 액체-냉각 냉각판은 35℃ 이하에서 ESC의 온도를 유지하기 위해 채용된다.
또 다른 예시의 형태에서, 본 발명은 직경이 3피트(feet)를 초과하고 100 RPM을 초과하여 회전 구동되는 대형 회전 드럼을 갖춘 코팅 챔버에 의해 실시될 수 있다. 본 발명의 장치는 상기 대형 회전 드럼에 제거 가능하게 장착 가능한 액체-냉각 냉각판 및 상기 액체-냉각 냉각판에 고정되고 100 RPM을 초과하는 상기 대형 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 커버 유리를 제 위치에 고정시키도록 채용된 정전 척(ESC)을 포함할 수 있다. 상기 정전 척(ESC)은 상기 대형 회전 드럼의 회전에도 불구하고 상기 커버 유리를 제 위치에 확실하게 고정시키기에 충분한 클램핑력을 생성한다.
또 다른 예시의 형태에서, 본 발명은 코팅 동안 회전 구동되는 대형 회전 드럼을 갖춘 코팅 챔버에서 모바일 장치 커버 유리를 코팅하기 위한 방법에 관한 것이다. 상기 코팅 방법은:
a. 상기 커버 유리를 코팅하기 위해 상기 대형 회전 드럼에 상기 커버 유리를 일시적으로 장착하기 위한 다수의 캐리어를 제공하는 단계;
b. 상기 캐리어에 정전 척(ESC)을 제공하는 단계;
c. 상기 캐리어가 코팅 챔버 외측에 있고 상기 대형 회전 드럼에 장착되지 않은 상태에서 커버 유리를 상기 ESC에 장착하는 단계;
d. 상기 커버 유리를 정전 척 및 캐리어에 일시적으로 고정시키기 위해 상기 ESC를 활성화시키는 단계;
e. 상기 ESC가 일시적으로 상기 커버 유리를 고정시키는 동안 캐리어를 상기 대형 회전 드럼에 장착하는 단계;
f. 상기 대형 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 상기 커버 유리를 상기 캐리어 및 대형 회전 드럼에 단단히 고정하도록 상기 ESC를 활성화시키는 단계;
g. 상기 커버 유리가 상기 캐리어 및 대형 회전 드럼에 단단히 고정된 상태에서 상기 대형 회전 드럼을 회전시키고 상기 커버 유리를 코팅하는 단계;
h. 코팅 및 대형 회전 드럼의 회전을 정지하는 단계;
i. 상기 ESC를 비활성화시키는 단계;
j. 상기 캐리어를 제거하는 단계; 및
k. 상기 커버 유리를 상기 캐리어로부터 제거하는 단계를 포함한다.
옵션으로, 상기 ESC는 상기 대형 회전 드럼의 회전에 의해 야기된 원심력의 배수인 클램핑력을 생성한다. 좀더 바람직하게, 상기 ESC는 상기 대형 회전 드럼의 회전에 의해 야기된 원심력의 적어도 3배인 클램핑력을 생성한다.
이러한 방법은 휴대용 장치를 위한 2D 커버 유리 또는 곡면 커버 유리에 사용될 수 있다. 곡면(3D) 커버 유리의 경우에, 상기 캐리어는 상기 곡면 커버 유리의 굴곡과 매칭시키기 위한 곡면 맞춤기를 포함한다.
그와 같은 코팅 방법은 커버 유리에 긁힘 방지 코팅을 제공하기 위해 ESC에 사용될 수 있다. 더욱이, 상기 코팅 방법은 옵션으로 100℃를 초과하는 온도의 진공 코팅 챔버에 사용될 수 있고, 상기 코팅 방법은 35℃ 이하에서 ESC의 온도를 유지하기 위해 캐리어에 액체-냉각 냉각판을 제공하는 단계를 더 포함할 수 있다.
또 다른 예시의 형태에서, 본 발명은 코팅이 제공될 때 커버 유리가 회전 드럼 상에 일시적으로 장착되는 스퍼터링 플라즈마 공정을 통해 코팅이 적용되는 코팅을 갖는 모바일 장치 커버 유리를 코팅하기 위한 개선된 제조 방법에 관한 것이다. 상기 개선된 제조 방법은 상기 회전 드럼의 회전에 의해 야기된 커버 유리에 작용하는 원심력에도 불구하고 커버 유리를 제 위치에 유지하기에 충분한 클램핑력으로 회전 드럼에 일시적으로 고정된 캐리어에 ESC에 의해 커버 유리를 정전기적으로 클램핑하는 단계를 포함하며, 상기 커버 유리를 정전기적으로 클램핑하지 않을 경우, 상기 회전 드럼이 회전될때 상기 커버 유리가 회전 드럼으로부터 벗어나는 경향이 있다.
본 발명은 높은 수준의 코팅 균일성을 유지하도록 유리 플라즈마 코팅 공정에 사용하기 위해 커버 유리 기판을 제 위치에 정확히 위치 및 유지시키는 방법 및 장치를 제공하는 한편, 바람직하지 않은 잔류물 또는 손상 없이 처리된 기판을 로딩 및 언로딩하기 위한 간단하고 효율적인 수단을 제공한다.
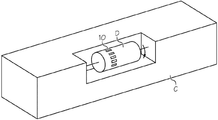
도 1은 본 발명의 바람직한 제1형태에 따른 회전 드럼을 갖춘 코팅 챔버에서 커버 유리를 코팅하기 위한 다수의 척킹 장치의 개략도이다.
도 2는 3-D 커버 유리가 장착된 도 1의 예시의 척킹 장치의 개략 사시도이다.
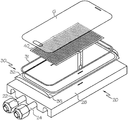
도 3은 3-D 커버 유리가 장착된 도 2의 예시의 척킹 장치의 부분 분해된 사시도이다.
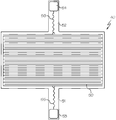
도 4는 테스트되고 3-D 커버 유리가 장착된 도 1의 예시의 척킹 장치의 개략 입면도이다.
도 5는 도 4의 척킹 장치 일부의 개략 입면도이다.
도 6은 본 발명의 또 다른 예시 형태에 따른 2D 커버 유리의 척킹을 나타내는 척킹 장치의 개략 입면도이다.
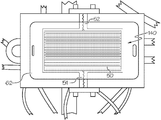
도 7은 테스트 리그(test rig)에 장착된 도 4의 척킹 장치의 개략 입면도이다.
도 8은 도 7에 나타낸 테스트 리그 일부의 개략 입면도이다.
도 9는 3-D 커버 유리가 장착된 본 발명에 따른 또 다른 예시의 척킹 장치의 개략 단면도이다.
도 10은 또 다른 테스트 리그에 장착된 테스트되는 도 4의 척킹 장치의 개략 입면도이다.
도 11은 본 발명의 또 다른 형태에 따른, 코팅 동안 회전 구동되는 대형 회전 드럼을 갖춘 코팅 챔버에서 모바일 장치 커버 유리를 코팅하기 위한 예시 방법의 흐름도이다.
도 2는 3-D 커버 유리가 장착된 도 1의 예시의 척킹 장치의 개략 사시도이다.
도 3은 3-D 커버 유리가 장착된 도 2의 예시의 척킹 장치의 부분 분해된 사시도이다.
도 4는 테스트되고 3-D 커버 유리가 장착된 도 1의 예시의 척킹 장치의 개략 입면도이다.
도 5는 도 4의 척킹 장치 일부의 개략 입면도이다.
도 6은 본 발명의 또 다른 예시 형태에 따른 2D 커버 유리의 척킹을 나타내는 척킹 장치의 개략 입면도이다.
도 7은 테스트 리그(test rig)에 장착된 도 4의 척킹 장치의 개략 입면도이다.
도 8은 도 7에 나타낸 테스트 리그 일부의 개략 입면도이다.
도 9는 3-D 커버 유리가 장착된 본 발명에 따른 또 다른 예시의 척킹 장치의 개략 단면도이다.
도 10은 또 다른 테스트 리그에 장착된 테스트되는 도 4의 척킹 장치의 개략 입면도이다.
도 11은 본 발명의 또 다른 형태에 따른, 코팅 동안 회전 구동되는 대형 회전 드럼을 갖춘 코팅 챔버에서 모바일 장치 커버 유리를 코팅하기 위한 예시 방법의 흐름도이다.
이제 동일한 도면 부호가 여러 도면에 걸쳐 동일한 부분을 나타내는 다양한 도면을 상세하게 참조하면, 도 1은 회전 드럼(D)을 갖춘 코팅 챔버(C)에서 커버 유리를 코팅하기 위한 다수의 척킹 장치(10)를 나타낸다. 후속의 도면들에 나타낸 바와 같이, 상기 척킹 장치(10)는 유입구 및 유출구(22, 24)를 갖춘 U-형상 냉각수 라인(21)을 갖추고 상기 회전 드럼(D)에 제거 가능하게 장착 가능한 거의 직사각형의 액체-냉각 냉각판(20; 이하 간단히 '냉각판'이라고도 칭함)을 포함한다. 통상 PVD 코팅 공정에서 경험되는 것과 같은 높은 주변 온도에 직면하여 냉각판(20)을 냉각시키기 위해 냉각수가 냉각수 라인(21)을 통해 공급될 수 있다. 정전 척(30; ESC)은 상기 냉각판(20)의 상면(26)에 고정되고 회전 드럼(D)의 회전에 의해 야가된 원심력에도 불구하고 커버 유리(G)를 고정시키도록 채용된다.
바람직하게, ESC(30)는 상기 회전 드럼(D)의 회전에 의해 야기된 원심력의 배수인 클램핑력을 생성한다. 보다 바람직하게, 상기 ESC(30)는 상기 회전 드럼(D)의 회전에 의해 야기된 원심력의 적어도 3배인 클램핑력을 생성한다. 옵션으로, 상기 ESC(30)는 인쇄된 폴리이미드를 포함한다.
또한, 주변 가스켓(31)은 후면 스퍼터링이 커버 유리(G)의 후면측에 도달하는 것을 방지하기 위해 ESC(30)에 대해 커버 유리(G)의 에지를 밀폐시키도록 ESC(30)의 에지에 인접하여 위치될 수 있다. 옵션으로, ESC(30)는 상기 냉각판(20)에 연결되고 상기 커버 유리(G)의 특정 윤곽과 매칭되도록 형상화될 수 있는 베이스판 또는 맞춤판(35)을 포함한다. 이들 도면에는 에지에 완만한 굴곡을 갖는 커버 유리(G)가 도시되어 있지만, 당업자라면 훨씬 큰 굴곡을 갖거나 또는 전혀 굴곡이 없는 커버 유리(평면 또는 2-D 커버 유리)가 그 커버 유리의 굴곡(또는 그 부재)에 적합한 베이스판을 제공함으로써 코팅될 수 있다는 것을 알 수 있을 것이다. 따라서, 상기 베이스판은 처리되는 특정 커버 유리에 ESC(30)를 맞추기 위한 맞춤기와 같이 작용한다. 상기 베이스판(35)은 내부에 탄성 가스켓(31)을 수용하기 위한 외주 홈(32)을 포함한다. 상기 외주 홈(32)의 깊이는 커버 유리(G)가 드로우(draw)됨에 따라 약간의 "크러쉬(crush)"를 가스켓에 야기하여 커버 유리의 에지 근처에 효과적이면서 단단한 밀폐를 제공하도록 가스켓(31)의 비압축시의 높이보다 약간 작다.
옵션으로, ESC(30)는 100℃를 초과하는 온도의 진공 챔버(C)에서 사용되고, 반면 액체-냉각 냉각판은 35℃ 이하에서 ESC의 온도를 유지하기 위해 채용된다.
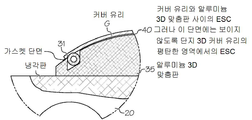
상기 척킹 장치(10)는 3D 커버 유리에 맞는 폴리이미드 ESC(40)를 포함한다. 상기 폴리이미드 ESC(40)는 단지 3D 커버 유리의 평평한 내부 부분과만 접촉한다. 상기 언급한 바와 같이, 상기 ESC에는 반도체 플라즈마-내성 등급의 후면 스퍼터 방지 가스켓(31)이 제공된다.
옵션으로, 도 4에 나타낸 바와 같이, 상기 폴리이미드 ESC는 플렉스 회로(flex circuit)를 제조하기 위해 인쇄 회로 기판(PCB) 제조자에 의해 사용될 수 있는 폴리이미드 플렉스 회로 CAD 파일을 위한 PCB 동 레이아웃(50; copper layout)을 포함한다. 그러한 레이아웃 디자인(패턴)은 폴리이미드 필름에 사용하기 위한 상업적으로 이용가능한 디자인이다. 상부 및 하부 리드(51, 52: lead)는 고전압(24 kVdc) 및 고온(250℃) 와이어(55, 56)가 납땜되는 동 패드(53, 54; copper pad)를 갖는다.
옵션으로, 도 5 내지 7에 나타낸 바와 같이, 커버 유리는 2D 커버 유리(G2)일 수 있다. 예를 들어, 도 6은 폴리이미드 및 기판을 230℃의 오븐에서 최대 35℃로 유지하는 냉각판(20) 상에 2D 커버 유리 기판(G2)을 척킹한 폴리이미드 ESC(140)를 나타낸다. 이러한 2D 클램핑/척킹의 성능을 테스트하기 위해, 기판 표면에 수직인 10G의 원심력을 생성하여, 코닝 5318 IOX 커버 유리 기판을 가진 3개의 이들 ESC(140)를 210 RPM으로 회전시키면서 3시간 동안 클램핑했다. 이러한 원심력은 유리가 ESC 표면에 클램핑되게 하는 유리에서의 분극을 유도하는 정전기장에 의해 반대된다. 따라서, 상기 폴리이미드 ESC(140)는 그와 같은 회전 동안 척킹 장치에 대해 커버 유리를 보다 더 신속하게 유지할 수 있었다.
도 6에서 보는 바와 같이, 폴리이미드 ESC(140)가 커버 유리(G2)의 클리어(clear) 영역에만 클램핑되는 2D 장식 커버 유리가 나타나 있다. 실험에서, 3개의 냉각판이 250℃의 오븐에서 직경이 35cm의 회전 지지부에 장착되고, 예시의 드럼 코터(drum coater)에 대해 산출된 0.64N을 초과하는 1.08N을 야기하는 도 6에 나타낸 12.6g의 커버 유리 샘플과 함께 210 RPM으로 회전되었다. 따라서, 여기에 설명된 폴리이미드 ESC는 드럼 코터 PVD 공정에 적용될 때 최대 20g 커버 유리 크기로 클램핑된 커버 유리를 유지하는 데 필요한 클램핑력을 초과한다. 만약 20g을 초과하는(즉, > 20g) 유리 샘플이 사용되면, 상기 폴리이미드 ESC의 영역을 증가시켜 상기 폴리이미드 ESC(이하 간단히 'ESC'라고도 칭함)에 의해 클램핑되는 유리 영역을 더 확보할 수 있다.
도 7에 나타낸 바와 같이, 회전 도구 정착물(70)이 ESC를 테스트하는 데 사용되며, 그러한 테스트 정착물(70)은 샤프트의 회전식의 2개의 포트 유니온(도 7의 하부 참조)에서 순환되는 냉각수 및 냉각판을 갖춘 3개의 폴리이미드 2D ESC를 유지한다(3D 테스트 냉각판을 유지할 수도 있다). 도 8은 회전함에 따라 ESC로 대전 전하를 전달하는 250℃ 25kVdc 정격 와이어 및 3.6kVdc 슬립 링 콘택트(slip ring contact)의 확대도이다. 이러한 회전 도구는 250℃의 오븐에 배치되고, 상기 샤프트는 이 샤프트를 210 RPM으로 회전시키는 기어 모터에 외부적으로 연결된다. 이로 인해 회전식 코팅 생성 시스템을 반영한 12.6g의 커버 유리 기판에 0.11N의 원심력이 발생한다. 상기 ESC는 회전 및 가열에도 불구하고 커버 유리를 제 위치에 효과적으로 유지한다.
도 9는 냉각판(20)에 고정된 맞춤판(35) 꼭대기의 ESC(40)에 장착된 3D 커버 유리(G)를 나타내는 단면도이다. 상기 맞춤판은 압축 가능한 가스켓(31)을 수용하기 위한 외주 홈을 포함한다. 이러한 도면에 나타낸 특정 실시예에서, 상기 가스켓은 한쪽에 날개를 구비한 벌브-타입(bulb-type)이다. 따라서, 이러한 가스켓의 형태는 3D 커버 유리(G)가 ESC로 압축될 때 넓은 밀폐를 제공하는 슬립(slip) 형태를 갖는다.
도 10은 수행된 실험을 개략적으로 나타내며, 이는 3kVdc가 인가된 폴리이미드 ESC(40)가 거기에 부착된 200g 중량(W)의 Corning 5318 유리 샘플을 클램핑하여 1시간 동안 유지할 수 있다는 것을 입증했다.
또 다른 예시의 형태에서, 본 발명은 직경이 3피트(feet)를 초과하고 100 RPM을 초과하여 회전 구동되는 대형 회전 드럼을 갖춘 코팅 챔버에 의해 실시될 수 있다. 본 발명의 장치는 상기 대형 회전 드럼에 제거 가능하게 장착 가능한 액체-냉각 냉각판 및 상기 액체-냉각 냉각판에 고정되고 100 RPM을 초과하는 상기 대형 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 커버 유리를 제 위치에 고정시키도록 채용된 정전 척(ESC)을 포함할 수 있다. 상기 정전 척(ESC)은 상기 대형 회전 드럼의 회전에도 불구하고 상기 커버 유리를 제 위치에 확실하게 고정시키기에 충분한 클램핑력을 생성한다.
옵션으로, 회전 드럼을 갖추고 회전 구동되는 진공 코팅 챔버에서 모바일 장치 3D 커버 유리를 코팅하기 위한 척킹 장치가 제공된다. 그러한 예시의 장치는 상기 회전 드럼에 제거 가능하게 장착 가능한 액체-냉각 냉각판을 포함하는 캐리어를 포함한다. 바람직하게, 상기 캐리어는 3D 커버 유리의 3D 프로파일과 매칭시키기 위한 3D 프로파일을 갖는 부분을 포함한다. 또한, 바람직하게, 상기 캐리어는 100 RPM을 초과하는 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 상기 캐리어의 3D 프로파일에 대해 제 위치에 3D 커버 유리를 고정시키도록 채용된 정전 척(ESC)을 더 포함하며, 상기 정전 척(ESC)은 커버 유리를 제 위치에 확실하게 고정시키기에 충분한 클램핑력을 생성한다.
바람직하게, 커버 유리는 휴대용 장치를 위한 곡면 커버 유리이고, 상기 척킹 장치는 상기 곡면 커버 유리와 매칭시키도록 상기 ESC와 냉각판간 장착된 곡면 맞춤기를 더 포함한다.
유리 기판과 ESC간 높은 수준의 접촉 및 평탄성을 촉진시키기 위해, 상기 냉각판은 10 ㎛ 미만의 평탄성 및 1 ㎛ 미만의 표면 거칠기로 기계가공될 수 있다. ESC를 냉각판에 부착하기 위해, ESC가 경화되지 않은 에폭시 위에 놓이고 냉각판이 높은 수준의 평탄성으로 밀링되는 경우, 베이크-아웃(baked-out)된 양면 테이프가 사용되거나 열 에폭시가 사용될 수 있다. 그와 같은 양면 테이프는, 예를 들어 Kapton® 테이프(DuPont의 Kapton® 폴리이미드를 갖는 테이프)일 수 있다. 그러한 양면 테이프는 먼저 접착제에 일반적으로 사용되는 실리콘 오일을 증발시키기 위해 200℃에서 1시간 동안 베이크된다. 이렇게 하면 코팅 공정 중에 오일이 증발하여 냉각판과 커버 유리에 응축되는 것을 방지할 수 있다. 일단 베이크되면, 양면 테이프는 폴리이미드 ESC 후면측에 롤링된 다음 모두가 상기 냉각판에 롤링된다. 3D 파트의 경우, 냉각판 알루미늄 3D 맞춤판 상에 롤링될 것이다. 그러한 ESC의 납땜된 조인트에 대한 기계적 응력을 방지하기 위해, 리드는 전기 아크 경로를 제공하지 않고 ESC를 단락시키도록 유전체로 이루어진 클램핑 메카니즘 사이에 배치된다.
추가의 양면 테이프는 증가된 절연 보호를 제공하기 위해 땜납 조인트 주위에 사용될 수 있다. 상기 ESC가 고진공 플라즈마 환경(1×10-4 Torr)에서 사용되기 때문에 상기 ESC 또는 양면 테이프 아래에 기포가 포집되지 않는 것이 중요하다. 진공 하에서, 기포가 크게 팽창하여 커버 유리 기판이 상기 ESC로부터 분리되게 한다.
2D 및 3D 커버 유리 ESC/냉각판 어셈블리 모두에서, 가스켓은 후면 스퍼터가 방지되도록 커버 유리 후면측의 에지를 밀폐시키는 데 사용된다. 이들 가스켓은 도 9의 단면에 나타낸 바와 같이 그들 길이를 따라 플립퍼 스트립(flipper strip)을 갖는다. 커버 유리가 ESC의 클램핑력에 의해 가스켓 상에 압축될 때, 플립퍼가 커버 유리의 내측 에지에서 접혀져 그 둘레 주위에 기밀하게 광범위한 밀폐를 형성한다. 그러한 동일한 메카니즘이 평면 2D 커버 유리에 사용된다.
전력을 공급하기 위해, 극성 스위칭이 없는 12Vdc 내지 3kVdc 고전압 모듈 및 리튬 이온 배터리로 구성되는 3kVdc ESC 전원이 디자인 및 제조된다. 커버 유리 기판에서의 영구적인 분극을 방지하기 위해 고전압 극성 스위칭이 있는 12Vdc 내지 3kVdc 고전압 모듈 및 리튬 이온 배터리로 구성되는 3kVdc ESC 전원이 디자인 및 제조된다. 양 전원 모두는 폴리이미드 ESC의 실험에 사용된다.
프로토타입에 사용된 전원은 12Vdc를 취하여 최대 3kVdc까지 되는 상업적으로 이용 가능한 고전압 DC-DC 변환기 및 리튬 이온 재충전 가능 배터리로 이루어진다. 또한, 코팅 공정 동안 커버 유리 기판의 영구적인 분극을 방지하기 위해 13분마다 고전압 출력 극성을 스위칭하기 위한 타이머 회로가 통합된 제2전원이 사용된다. 또한, 소정의 고전압 DC 전원이 3.6kVdc인 폴리이미드 ESC에 사용될 수 있다. 각 모듈에 의해 드로우된 전류 및 각 커버 유리에 하나의 ESC가 있는 3개의 ESC 그룹에 파워 모듈을 갖는 180개의 커버 유리 샘플의 통상적인 공정 부하에 공급될 전류는 300mA이고, 180/3=60모듈×300mA=18A이다. 단일의 12Vdc 20A 전원은 모든 180개의 ESC에 전원을 공급할 것이다. 250℃의 공정 온도 및 3.6kVdc의 전기장을 갖는 커버 유리 기판 내의 분자들의 영구적인 분극을 방지하기 위해, 그러한 전기장의 방위를 변경하는 시변의 임의의 파장이 사용될 수 있다. 또한, 상기 ESC에서 고전압의 극성 또한 주기적으로 반전될 수 있음을 알아야 한다.
폴리이미드가 열적으로 열화되지 않도록 하고 기판을 냉각시키기 위해, 냉각 판은 23℃와 35℃ 사이를 유지하는 냉각수를 상기 냉각판에 걸쳐 순환시키는 냉각기에 연결된다. 상기 ESC를 230℃ 오븐에서 35℃로 유지하는 실험이 진행되었고 수십 번의 실험 후 폴리이미드의 열화는 보이지 않았다.
유전체, 산화물, 금속 및 반도체 코팅의 PVD 코팅 공정에서 정전기적으로 척킹된 유리를 이용한 실험은 약 50nm의 매우 얇은 코팅 수준 및 약 200nm의 얇은 코팅 수준에서 코팅 균일성 또는 증착 비율에 아무런 영향을 주지 않았다.
커버 유리 기판들을 코팅 진공 챔버 내로 로딩하기 위해, 캐리어 상에 장착된 ESC를 갖춘 상기 캐리어에 전원에 의해 에너지가 공급되어, 상기 커버 유리 기판들이 상기 ESC 상에 배치된다. 전원이 꺼져 ESC로부터 전원이 차단되고 결과적으로 커버 유리 기판이 일시적으로 접착되어 캐리어가 코팅 시스템에서 로딩되거나 언로딩되는 동안 최대 2시간 동안 지속될 수 있다. 일단 회전 드럼에 로딩되면, 상기 ESC는 다시 한번 전원에 연결되고 상기 회전 드럼이 회전되는 동안 커버 유리 샘플들이 이들에 인가된 충분한 클램핑력을 갖게 하는 것을 보장하기 위해 그러한 코팅 공정 동안 상기 ESC에 전원에 의한 에너지 공급이 유지된다.
사용시, 그러한 장비는 상부 폴리이미드 필름과 하부 폴리이미드 필름간 샌드위치된 인터디지털(interdigital) 동 전극들을 갖춘 폴리이미드 필름 스택으로부터 상업적으로 제조된 ESC의 중심에 위치한다. 동 리드들은 도면에 나타낸 바와 같이 생성된다. 그러한 리드들은 절연 유전체로서 작용하는 폴리이미드로 캡슐화된다. 상기 리드들은 ESC를 전원에 연결하기 위해 고전압 고온 와이어가 납땜되는 동 패드에서 종결된다. 상기 리드들이 상기 냉각판의 에지 주위에서 구부러질 때 얇은 동박(copper foil)을 부수지 않고 유연성을 유지하게 하기 위해 물결 형상의 동 트레이스(copper trace)가 상기 리드들에 추가된다. 대안으로, 상기 냉각판에는 상기 리드 근방의 동박에서 날카로운 코너(굴곡)를 피하기 위해 완만한 반경의 에지가 제공될 수 있다.
프로토타입에서, ESC 전극 면적은 10.0cm×5.5cm로 디자인되는 데, 즉 55cm2의 평방 면적을 갖는다. 클램핑력을 테스트하기 위해, Corning 5318 커버 유리의 7.73g 샘플이 10cm×5.5cm로 절단되고, 얇은 와이어 후크(thin wire hook)가 기판의 중심에 고온 접착된다. 상기 냉각판 상의 ESC는 와이어가 매달리도록 거꾸로 클램핑되고 고전압 3kVdc 전원이 상기 ESC에 연결된다. 잠재적으로 유리가 ESC로부터 분리되게 하는 하중을 평가하기 위해 상기 후크 상에 실험실 웨이트(weight)가 매달려 있다. 총 200g이 전극에 매달리고 1시간의 테스트 지속 시간 동안 유지된다. 접착제 및 후크의 중량을 고려(즉, 계수)하지 않고, 유리의 중량에 대한 샘플에 매달린 중량의 비율은 200g/7.73g => 25G 또는 유리 중량의 25.9배에 상당하는 클램핑력이다. 예를 들어, 드럼 코터는 1.5m의 드럼 직경을 가지며 100 RPM으로 회전할 수 있다. 이 때의 그 원주는 4.7m이고 RPS = 100/60 = 1.7 RPS이며, 속도는 v=4.7m/1.7RPS=2.8m/s로 선속도이다. 원심력은 다음과 같다:
7.73g 커버 유리의 경우:
Fc=m(nω/60)2/r=7.73×10-3kg(100*2*π*0.75m/60)2/0.75m=0.64N
만약 접촉 면적이 5.5cm×10cm 또는 55cm2이면, 그 면적=0.0055m2이고 이 때 0.64/0.0055m2=115.6N/m2=1.18g/cm2이며, 이는 100 RPM으로 회전하는 1.5m 직경 드럼의 외측에서 부품이 회전될 때 그 부품을 유지하기 위한 최소 결합 강도이다. 상기의 실험에서, 우리는 합쳐진 중량이 207.73g이고, 접촉 면적이 10.0cm×5.5cm 또는 55cm2이라는 것을 알았다. 207.73g/55cm2=3.78g/cm2이고 ESC에 3kVdc 필드가 있다. 상기 나타낸 조건들을 갖는 드럼 코터에 사용하는 데 필요한 클램핑력에 3.87g/cm2/1.18g/cm2=3.3이다.
일반적으로 정전 척킹은 새로운 것은 아니지만, 지금까지 고온을 수반한 플라즈마 진공 코팅에서 커버 유리 기판에 사용되는 것으로 알려지지 않았다. 본 발명은 능동적 냉각에 의해 정전 척의 작동 온도를 부분적으로 완화시킴으로써 정전 척킹을 그와 같은 용도에 사용할 수 있게 한다. 이것은 10G 이상(즉, >10G)의 유지력을 가진 2D 또는 3D 커버 유리 기판의 클램핑을 용이하게 하여, 원심력이 정전 클램핑력에 대항하는 회전 코팅 동작 동안 그러한 커버 유리 기판이 유지될 수 있게 한다. 지금까지, 이것은 업계에서 달성되지 않았다.
도 11에 나타낸 또 다른 예시의 형태에서, 본 발명은 코팅 동안 회전 구동되는 대형 회전 드럼을 갖춘 코팅 챔버에서 모바일 장치 커버 유리를 코팅하기 위한 방법(110)에 관한 것이다. 상기 방법은 일반적으로 다음의 단계들을 포함한다:
상기 커버 유리를 코팅하기 위해 상기 대형 회전 드럼에 상기 커버 유리를 일시적으로 장착하기 위한 다수의 캐리어를 제공하는 단계;
상기 캐리어에 정전 척(ESC)을 제공하는 단계;
상기 캐리어가 코팅 챔버 외측에 있고 상기 대형 회전 드럼에 장착되지 않은 상태에서 커버 유리를 상기 ESC에 장착하는 단계;
상기 커버 유리를 정전 척 및 캐리어에 일시적으로 고정시키기 위해 상기 ESC를 활성화시키는 단계;
상기 ESC가 일시적으로 상기 커버 유리를 고정시키는 동안 캐리어를 상기 대형 회전 드럼에 장착하는 단계;
상기 대형 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 상기 커버 유리를 상기 캐리어 및 대형 회전 드럼에 단단히 고정하도록 상기 ESC를 활성화시키는 단계;
상기 커버 유리가 상기 캐리어 및 대형 회전 드럼에 단단히 고정된 상태에서 상기 대형 회전 드럼을 회전시키고 상기 커버 유리를 코팅하는 단계;
코팅 및 대형 회전 드럼의 회전을 정지하는 단계;
상기 ESC를 비활성화시키는 단계;
상기 캐리어를 제거하는 단계; 및
상기 커버 유리를 상기 캐리어로부터 제거하는 단계.
도 11에 나타낸 바와 같이, 상기 방법(110)은 다음의 단계들을 포함할 수 있다:
111: 상기 커버 유리를 코팅하기 위해 상기 대형 회전 드럼에 커버 유리를 일시적으로 장착하기 위한 ESC를 갖춘 다수의 캐리어를 전원에 연결하는 단계;
112: 상기 캐리어가 코팅 챔버 외측에 있고 상기 대형 회전 드럼에 장착되지 않은 상태에서 커버 유리를 상기 ESC에 장착하는 단계;
113: 상기 커버 유리를 정전 척 및 캐리어에 일시적으로 고정시키기 위해 상기 ESC를 활성화시키는 단계;
114: 상기 ESC를 비활성화시키는 단계:
115 및 116: 상기 ESC가 상기 커버 유리를 일시적으로 고정된 상태에서 상기 캐리어를 상기 대형 회전 드럼에 장착하는 단계(상기 캐리어를 로드 락(load lock)에 배치하고 상기 캐리어를 코터 드럼 상에 로봇적으로 배치하는 단계):
117: 상기 대형 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 상기 커버 유리를 상기 캐리어 및 대형 회전 드럼에 단단히 고정하도록 상기 ESC를 활성화시키는 단계;
118: 상기 커버 유리가 상기 캐리어 및 대형 회전 드럼에 단단히 고정된 상태에서 상기 대형 회전 드럼을 회전시키고 상기 커버 유리를 코팅하는 단계, 및 코팅 및 대형 회전 드럼의 회전을 정지하는 단계;
119: 상기 ESC를 비활성화시키는 단계;
121-122: 상기 대형 회전 드럼 및 로드 락으로부터 캐리어를 제거하는 단계;
123: 상기 커버 유리를 캐리어로부터 제거하는 단계; 및
124: 상기 커버 유리를 검사 및 팩킹(packing)하는 단계.
옵션으로, 상기 ESC는 상기 회전 드럼의 회전에 의해 야기된 원심력의 배수인 클램핑력을 생성한다. 보다 바람직하게, 상기 ESC는 상기 회전 드럼의 회전에 의해 야기된 원심력의 적어도 3배인 클램핑력을 생성한다.
이러한 방법은 휴대용 장치를 위한 2D 커버 유리 또는 곡면(3D) 커버 유리에 사용될 수 있다. 곡면(3D) 커버 유리의 경우, 캐리어는 상기 기술한 바와 같이 상기 곡면 커버 유리의 굴곡과 매칭시키기 위한 곡면 맞춤기를 더 포함할 수 있다.
그와 같은 코팅 방법은 커버 유리에 긁힘 방지 코팅을 제공하기 위해 ESC에 사용될 수 있다. 더욱이, 상기 코팅 방법은 옵션으로 100℃를 초과하는 온도의 진공 코팅 챔버에 사용될 수 있고, 상기 방법은 35℃ 이하와 같은 상대적으로 낮은 작업 온도에서 ESC의 온도를 유지하기 위해 캐리어에 액체-냉각 냉각판을 제공하는 단계를 더 포함할 수 있다.
또 다른 예시의 형태에서, 본 발명은 코팅이 제공될 때 커버 유리가 회전 드럼 상에 일시적으로 장착되는 스퍼터링 플라즈마 공정을 통해 코팅이 적용되는 코팅을 갖는 모바일 장치 커버 유리를 코팅하기 위한 개선된 제조 방법에 관한 것이다. 상기 개선된 제조 방법은 상기 회전 드럼의 회전에 의해 야기된 커버 유리에 작용하는 원심력에도 불구하고 커버 유리를 제 위치에 유지하기에 충분한 클램핑력으로 회전 드럼에 일시적으로 고정된 캐리어에 ESC에 의해 커버 유리를 정전기적으로 클램핑하는 단계를 포함하며, 상기 커버 유리를 정전기적으로 클램핑하지 않을 경우, 상기 회전 드럼이 회전될 때 상기 커버 유리가 회전 드럼으로부터 벗어나는 경향이 있다.
몇가지 이점
코터에서 커버 유리 기판의 정전 척킹은 세정의 후 처리 공정을 필요로 하는 처리된 커버 유리 상에 어떠한 잔류물도 남기지 않는 세정 기술이다. 그러한 코터에서 커버 유리 기판의 정전 척킹은 매우 낮은 노동 시간(현재 테이핑 공정의 10분과 비교된 초)을 가지므로 코팅 챔버로의 신속한 로딩 및 언로딩이 가능하다. 수냉은 폴리이미드 및 커버 유리 기판을 실온에 가깝게 유지하므로, 폴리이미드 ESC는 긴 수명과 다수 사용 사이클을 가지며 커버 유리 기판의 점증적인 공정 온도 상승으로 노후화되지 않는다.
그러한 폴리이미드 ESC는 포토 패터닝 방법에 의한 다양한 인쇄 회로 기판 제조 하우스에 의해 용이하게 제조되며, 상업적으로 디자인되고 제조된 ESC($1,000)와 비교하여 매우 저렴한 비용($10 내지 $100)이고, 상업적으로 디자인된 ESC는 배송에 몇 개월이 걸리지만, 폴리이미드 ESC의 배송 시간은 몇 일(5일)이다. 상기 폴리이미드 ESC는 얇은(0.13mm) 필름으로 이루어지고 유연하며, 특정 윤곽으로 형상화된 표면에 적용될 수 있어, 3D 커버 유리 기판을 위한 이상적인 클램핑 메카니즘이다.
본 발명은 높은 수준의 코팅 균일성을 유지하도록 유리 플라즈마 코팅 공정에 사용하기 위해 커버 유리 기판을 제 위치에 정확히 위치 및 유지시키는 방법 및 장치를 제공하는 한편, 바람직하지 않은 잔류물 또는 손상 없이 처리된 기판을 로딩 및 언로딩하기 위한 간단하고 효율적인 수단을 제공한다.
본원에 기술된 휴대용 디스플레이 유리 정전 척킹 방법 및 장치는 기존의 플라즈마 박막 증착 시스템의 간단한 개보수를 가능하게 함으로써 저비용 처리 능력을 제공하지만, 통상적으로 그 내부에서 경험되는 고온에 의한 악영향을 받지 않는다.
본 발명이 바람직한 예시의 실시예들과 관련하여 설명되었지만, 당업자는 부가된 청구범위에서 정의된 본 발명의 사상 및 범주를 벗어나지 않고 다양한 변경, 추가, 삭제 및 수정이 이루어질 수 있음을 이해할 수 있을 것이다. 몇몇 예시의 실시예는 다음을 포함한다.
실시예 1. 회전 드럼을 갖추고 회전 구동되는 진공 코팅 챔버에서 모바일 장치 3D 커버 유리를 코팅하기 위한 척킹 장치로서, 상기 척킹 장치는:
상기 상기 회전 드럼에 제거 가능하게 장착 가능한 액체-냉각 냉각판을 포함하는 캐리어를 포함하며,
상기 캐리어는 3D 커버 유리의 3D 프로파일과 매칭되는 3D 프로파일을 갖는 부분을 포함하고;
상기 캐리어는 100 RPM을 초과하는 상기 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 3D 커버 유리를 캐리어의 3D 프로파일에 대해 제 위치에 고정시키도록 채용된 정전 척(ESC)을 더 포함하며, 상기 ESC는 상기 3D 커버 유리를 제 위치에 확실하게 고정시키기에 충분한 클램핑력을 생성한다.
실시예 2. 회전 드럼을 갖춘 코팅 챔버에서 커버 유리를 코팅하기 위한 척킹 장치로서, 상기 척킹 장치는:
상기 회전 드럼에 제거 가능하게 장착 가능한 액체-냉각 냉각판; 및
상기 액체-냉각 냉각판에 고정되고 상기 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 상기 커버 유리를 제 위치에 고정시키도록 채용된 정전 척(ESC)을 포함한다.
실시예 3. 실시예 1 또는 실시예 2에서와 같은 척킹 장치에 있어서, ESC는 상기 회전 드럼의 회전에 의해 야기된 원심력의 배수인 클램핑력을 생성한다.
실시예 4. 실시예 1 또는 실시예 2에서와 같은 척킹 장치에 있어서, 상기 ESC는 상기 회전 드럼에 의해 야기된 원심력의 적어도 3배인 클램핑력을 생성한다.
실시예 5. 선행하는 실시예들 중 어느 한 실시예에서와 같은 척킹 장치에 있어서, 상기 커버 유리는 휴대용 장치를 위한 곡면 커버 유리이고, 상기 척킹 장치는 상기 곡면 커버 유리의 굴곡과 매칭시키도록 ESC와 액체-냉각 냉각판간 장착된 곡면 맞춤기를 더 포함한다.
실시예 6. 선행하는 실시예들 중 어느 한 실시예에서와 같은 척킹 장치에 있어서, 상기 ESC는 인쇄된 폴리이미드를 포함한다.
실시예 7. 선행하는 실시예들 중 어느 한 실시예에서와 같은 척킹 장치에 있어서, 후면 스퍼터링이 커버 유리의 후면측에 도달하는 것을 방지하기 위해 ESC에 대해 커버 유리의 에지를 밀폐시키도록 ESC에 인접하여 위치된 주변 가스켓을 더 포함한다.
실시예 8. 선행하는 실시예들 중 어느 한 실시예에서와 같은 척킹 장치에 있어서, ESC는 커버 유리에 긁힘 방지 코팅을 제공하기 위해 사용된다.
실시예 9. 선행하는 실시예들 중 어느 한 실시예에서와 같은 척킹 장치에 있어서, ESC는 100℃를 초과하는 온도의 진공 챔버에서 사용된다.
실시예 10. 실시예 9에서와 같은 척킹 장치에 있어서, 액체-냉각 냉각판은 35℃ 이하에서 ESC의 온도를 유지하기 위해 채용된다.
실시예 11. 직경이 3피트(feet)를 초과하고 100 RPM을 초과하여 회전 구동되는 대형 회전 드럼을 갖춘 코팅 챔버에서 모바일 장치 커버 유리를 코팅하기 위한 척킹 장치로서, 상기 척킹 장치는:
상기 대형 회전 드럼에 제거 가능하게 장착 가능한 액체-냉각 냉각판; 및
상기 액체-냉각 냉각판에 고정되고 100 RPM을 초과하는 상기 대형 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 상기 커버 유리를 제 위치에 고정시키도록 채용된 정전 척(ESC)을 포함하며,
상기 정전 척(ESC)은 상기 커버 유리를 제 위치에 확실하게 고정시키기에 충분한 클램핑력을 생성한다.
실시예 12. 코팅 동안 회전 구동되는 대형 회전 드럼을 갖춘 코팅 챔버에서 모바일 장치 커버 유리를 코팅하기 위한 방법으로서, 상기 코팅 방법은:
a. 상기 커버 유리를 코팅하기 위해 상기 대형 회전 드럼에 상기 커버 유리를 일시적으로 장착하기 위한 다수의 캐리어를 제공하는 단계;
b. 상기 캐리어에 정전 척(ESC)을 제공하는 단계;
c. 상기 캐리어가 코팅 챔버 외측에 있고 상기 대형 회전 드럼에 장착되지 않은 상태에서 커버 유리를 상기 ESC에 장착하는 단계;
d. 상기 커버 유리를 정전 척 및 캐리어에 일시적으로 고정시키기 위해 상기 ESC를 활성화시키는 단계;
e. 상기 ESC가 일시적으로 상기 커버 유리를 고정시키는 동안 캐리어를 상기 대형 회전 드럼에 장착하는 단계;
f. 상기 대형 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 상기 커버 유리를 상기 캐리어 및 대형 회전 드럼에 단단히 고정하도록 상기 ESC를 활성화시키는 단계;
g. 상기 커버 유리가 상기 캐리어 및 대형 회전 드럼에 단단히 고정된 상태에서 상기 대형 회전 드럼을 회전시키고 상기 커버 유리를 코팅하는 단계;
h. 코팅 및 대형 회전 드럼의 회전을 정지하는 단계;
i. 상기 ESC를 비활성화시키는 단계;
j. 상기 캐리어를 제거하는 단계; 및
k. 상기 커버 유리를 상기 캐리어로부터 제거하는 단계를 포함한다.
실시예 13. 실시예 12에서와 같은 코팅 방법에 있어서, 상기 ESC는 상기 대형 회전 드럼의 회전에 의해 야기된 원심력의 배수인 클램핑력을 생성한다.
실시예 14. 실시예 12 또는 실시예 13에서와 같은 코팅 방법에 있어서, 상기 ESC는 상기 대형 회전 드럼의 회전에 의해 야기된 원심력의 적어도 3배인 클램핑력을 생성한다.
실시예 15. 실시예 12-14 중 어느 한 실시예에서와 같은 코팅 방법에 있어서, 상기 커버 유리는 휴대용 장치를 위한 곡면 커버 유리이고, 상기 캐리어는 상기 곡면 커버 유리의 굴곡과 매칭시키기 위한 곡면 맞춤기를 더 포함한다.
실시예 16. 실시예 12-15 중 어느 한 실시예에서와 같은 코팅 방법에 있어서, 상기 ESC는 인쇄된 폴리이미드를 포함한다.
실시예 17. 실시예 12-16 중 어느 한 실시예에서와 같은 코팅 방법에 있어서, 캐리어는 후면 스퍼터링이 커버 유리의 후면측에 도달하는 것을 방지하기 위해 ESC에 대해 커버 유리의 에지를 밀폐시키도록 ESC에 인접하여 위치된 주변 가스켓을 포함한다.
실시예 18. 실시예 12-17 중 어느 한 실시예에서와 같은 코팅 방법에 있어서, ECS는 커버 유리에 긁힘 방지 코팅을 제공하기 위해 사용된다.
실시예 19. 실시예 12-18 중 어느 한 실시예에서와 같은 코팅 방법에 있어서, ESC는 100℃를 초과하는 온도의 진공 코팅 챔버에 사용되고, 상기 방법은 35℃ 이하에서 ESC의 온도를 유지하기 위해 캐리어에 액체-냉각 냉각판을 제공하는 단계를 더 포함한다.
실시예 20. 코팅이 제공될 때 커버 유리가 회전 드럼 상에 일시적으로 장착되는 스퍼터링 플라즈마 공정을 통해 코팅이 적용되는 코팅을 갖는 모바일 장치 커버 유리를 코팅하기 위한 개선된 제조 방법으로서, 상기 개선된 제조 방법은:
상기 회전 드럼의 회전에 의해 야기된 커버 유리에 작용하는 원심력에도 불구하고 커버 유리를 제 위치에 유지하기에 충분한 클램핑력으로 회전 드럼에 일시적으로 고정된 캐리어에 ESC에 의해 커버 유리를 정전기적으로 클램핑하는 단계를 포함하며,
상기 커버 유리를 정전기적으로 클램핑하지 않을 경우, 상기 회전 드럼이 회전될때 상기 커버 유리가 회전 드럼으로부터 벗어나는 경향이 있다.
실시예 21. 실시예 20에서와 같은 방법에 있어서, 상기 ESC는 상기 회전 드럼의 회전에 의해 야기된 원심력의 배수인 클램핑력을 생성한다.
Claims (21)
- 회전 드럼을 갖추고 회전 구동되는 진공 코팅 챔버에서 모바일 장치 3D 커버 유리를 코팅하기 위한 척킹 장치로서, 상기 척킹 장치는:
상기 상기 회전 드럼에 제거 가능하게 장착 가능한 액체-냉각 냉각판을 포함하는 캐리어를 포함하며,
상기 캐리어는 3D 커버 유리의 3D 프로파일과 매칭되는 3D 프로파일을 갖는 부분을 포함하고;
상기 캐리어는 100 RPM을 초과하는 상기 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 3D 커버 유리를 캐리어의 3D 프로파일에 대해 제 위치에 고정시키도록 채용된 정전 척(ESC)을 더 포함하며, 상기 ESC는 상기 3D 커버 유리를 제 위치에 확실하게 고정시키기에 충분한 클램핑력을 생성하는, 척킹 장치. - 회전 드럼을 갖춘 코팅 챔버에서 커버 유리를 코팅하기 위한 척킹 장치로서, 상기 척킹 장치는:
상기 회전 드럼에 제거 가능하게 장착 가능한 액체-냉각 냉각판; 및
상기 액체-냉각 냉각판에 고정되고 상기 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 상기 커버 유리를 제 위치에 고정시키도록 채용된 정전 척(ESC)을 포함하는, 척킹 장치. - 청구항 1 또는 2에 있어서,
ESC는 회전 드럼의 회전에 의해 야기된 원심력의 배수인 클램핑력을 생성하는, 척킹 장치. - 청구항 1 또는 2에 있어서,
ESC는 회전 드럼에 의해 야기된 원심력의 적어도 3배인 클램핑력을 생성하는, 척킹 장치. - 청구항 2에 있어서,
커버 유리는 휴대용 장치를 위한 곡면 커버 유리이고, 상기 척킹 장치는 상기 곡면 커버 유리의 굴곡과 매칭시키도록 ESC와 액체-냉각 냉각판간 장착된 곡면 맞춤기를 더 포함하는, 척킹 장치. - 청구항 1 또는 2에 있어서,
ESC는 인쇄된 폴리이미드를 포함하는, 척킹 장치. - 청구항 1 또는 2에 있어서,
후면 스퍼터링이 커버 유리의 후면측에 도달하는 것을 방지하기 위해 ESC에 대해 커버 유리의 에지를 밀폐시키도록 ESC에 인접하여 위치된 주변 가스켓을 더 포함하는, 척킹 장치. - 청구항 1 또는 2에 있어서,
ESC는 커버 유리에 긁힘 방지 코팅을 제공하기 위해 사용되는, 척킹 장치. - 청구항 1 또는 2에 있어서,
ESC는 100℃를 초과하는 온도의 진공 챔버에서 사용되는, 척킹 장치. - 청구항 9에 있어서,
액체-냉각 냉각판은 35℃ 이하에서 ESC의 온도를 유지하기 위해 채용되는, 척킹 장치. - 직경이 3피트(feet)를 초과하고 100 RPM을 초과하여 회전 구동되는 대형 회전 드럼을 갖춘 코팅 챔버에서 모바일 장치 커버 유리를 코팅하기 위한 척킹 장치로서, 상기 척킹 장치는:
상기 대형 회전 드럼에 제거 가능하게 장착 가능한 액체-냉각 냉각판; 및
상기 액체-냉각 냉각판에 고정되고 100 RPM을 초과하는 상기 대형 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 상기 커버 유리를 제 위치에 고정시키도록 채용된 정전 척(ESC)을 포함하며,
상기 정전 척(ESC)은 상기 커버 유리를 제 위치에 확실하게 고정시키기에 충분한 클램핑력을 생성하는, 척킹 장치. - 코팅 동안 회전 구동되는 대형 회전 드럼을 갖춘 코팅 챔버에서 모바일 장치 커버 유리를 코팅하기 위한 방법으로서, 상기 코팅 방법은:
a. 상기 커버 유리를 코팅하기 위해 상기 대형 회전 드럼에 상기 커버 유리를 일시적으로 장착하기 위한 다수의 캐리어를 제공하는 단계;
b. 상기 캐리어에 정전 척(ESC)을 제공하는 단계;
c. 상기 캐리어가 코팅 챔버 외측에 있고 상기 대형 회전 드럼에 장착되지 않은 상태에서 커버 유리를 상기 ESC에 장착하는 단계;
d. 상기 커버 유리를 정전 척 및 캐리어에 일시적으로 고정시키기 위해 상기 ESC를 활성화시키는 단계;
e. 상기 ESC가 일시적으로 상기 커버 유리를 고정시키는 동안 캐리어를 상기 대형 회전 드럼에 장착하는 단계;
f. 상기 대형 회전 드럼의 회전에 의해 야기된 원심력에도 불구하고 상기 커버 유리를 상기 캐리어 및 대형 회전 드럼에 단단히 고정하도록 상기 ESC를 활성화시키는 단계;
g. 상기 커버 유리가 상기 캐리어 및 대형 회전 드럼에 단단히 고정된 상태에서 상기 대형 회전 드럼을 회전시키고 상기 커버 유리를 코팅하는 단계;
h. 코팅 및 대형 회전 드럼의 회전을 정지하는 단계;
i. 상기 ESC를 비활성화시키는 단계;
j. 상기 캐리어를 제거하는 단계; 및
k. 상기 커버 유리를 상기 캐리어로부터 제거하는 단계를 포함하는, 코팅 방법. - 청구항 12에 있어서,
상기 ESC는 상기 대형 회전 드럼의 회전에 의해 야기된 원심력의 배수인 클램핑력을 생성하는, 코팅 방법. - 청구항 12에 있어서,
상기 ESC는 상기 대형 회전 드럼의 회전에 의해 야기된 원심력의 적어도 3배인 클램핑력을 생성하는, 코팅 방법. - 청구항 12에 있어서,
상기 커버 유리는 휴대용 장치를 위한 곡면 커버 유리이고, 상기 캐리어는 상기 곡면 커버 유리의 굴곡과 매칭시키기 위한 곡면 맞춤기를 더 포함하는, 코팅 방법. - 청구항 12 내지 15 중 어느 한 항에 있어서,
ESC는 인쇄된 폴리이미드를 포함하는, 코팅 방법. - 청구항 12 내지 15 중 은 한 항에 있어서,
후면 스퍼터링이 커버 유리의 후면측에 도달하는 것을 방지하기 위해 ESC에 대해 커버 유리의 에지를 밀폐시키도록 ESC에 인접하여 위치된 주변 가스켓을 포함하는, 코팅 방법. - 청구항 12 내지 15 중 어느 한 항에 있어서,
ESC는 커버 유리에 긁힘 방지 코팅을 제공하기 위해 사용되는, 코팅 방법. - 청구항 12 내지 15 중 어느 한 항에 있어서,
ESC는 100℃를 초과하는 온도의 진공 코팅 챔버에 사용되고, 상기 코팅 방법은 35℃ 이하에서 ESC의 온도를 유지하기 위해 캐리어를 액체-냉각 냉각판에 제공하는 단계를 더 포함하는, 코팅 방법. - 코팅이 제공될 때 커버 유리가 회전 드럼 상에 일시적으로 장착되는 스퍼터링 플라즈마 공정을 통해 코팅이 적용되는 코팅을 갖는 모바일 장치 커버 유리를 코팅하기 위한 개선된 제조 방법으로서, 상기 개선된 제조 방법은:
상기 회전 드럼의 회전에 의해 야기된 커버 유리에 작용하는 원심력에도 불구하고 커버 유리를 제 위치에 유지하기에 충분한 클램핑력으로 회전 드럼에 일시적으로 고정된 캐리어에 ESC에 의해 커버 유리를 정전기적으로 클램핑하는 단계를 포함하며,
상기 커버 유리를 정전기적으로 클램핑하지 않을 경우, 상기 회전 드럼이 회전될때 상기 커버 유리가 회전 드럼으로부터 벗어나는, 개선된 제조 방법. - 청구항 20에 있어서,
상기 ESC는 상기 회전 드럼의 회전에 의해 야기된 원심력의 배수인 클램핑력을 생성하는, 개선된 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562272372P | 2015-12-29 | 2015-12-29 | |
| US62/272,372 | 2015-12-29 | ||
| PCT/US2016/068853 WO2017117207A1 (en) | 2015-12-29 | 2016-12-28 | Electrostatic chucking of cover glass substrates in a vacuum coating process |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180098339A true KR20180098339A (ko) | 2018-09-03 |
Family
ID=57963429
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187021226A Withdrawn KR20180098339A (ko) | 2015-12-29 | 2016-12-28 | 진공 코팅 공정에서 커버 유리 기판의 정전 척킹 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20190010603A1 (ko) |
| KR (1) | KR20180098339A (ko) |
| CN (1) | CN108474111A (ko) |
| TW (1) | TW201734244A (ko) |
| WO (1) | WO2017117207A1 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019046580A1 (en) | 2017-08-30 | 2019-03-07 | Delos Living Llc | SYSTEMS, METHODS AND ARTICLES FOR EVALUATING AND / OR IMPROVING HEALTH AND WELL-BEING |
| US11649977B2 (en) | 2018-09-14 | 2023-05-16 | Delos Living Llc | Systems and methods for air remediation |
| US11844163B2 (en) | 2019-02-26 | 2023-12-12 | Delos Living Llc | Method and apparatus for lighting in an office environment |
| US11898898B2 (en) | 2019-03-25 | 2024-02-13 | Delos Living Llc | Systems and methods for acoustic monitoring |
| EP3882221B1 (en) | 2020-03-18 | 2025-04-16 | Corning Incorporated | Vacuum chuck having elongate grooves and method of cold-forming curved glass articles using same |
| JP7702912B2 (ja) * | 2022-03-28 | 2025-07-04 | 日本発條株式会社 | 回転装置及び溶射装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6372877A (ja) * | 1986-09-12 | 1988-04-02 | Tokuda Seisakusho Ltd | 真空処理装置 |
| US6284093B1 (en) * | 1996-11-29 | 2001-09-04 | Applied Materials, Inc. | Shield or ring surrounding semiconductor workpiece in plasma chamber |
| US5870271A (en) * | 1997-02-19 | 1999-02-09 | Applied Materials, Inc. | Pressure actuated sealing diaphragm for chucks |
| JP2005082837A (ja) * | 2003-09-05 | 2005-03-31 | Shin Meiwa Ind Co Ltd | 真空成膜方法、装置、及びそれらを用いて製造されたフィルタ |
| JP4833014B2 (ja) | 2006-10-02 | 2011-12-07 | キヤノンアネルバ株式会社 | 高温リフロースパッタリング装置 |
| JP4688230B2 (ja) * | 2008-10-09 | 2011-05-25 | 株式会社シンクロン | 成膜方法 |
| CN102217055B (zh) * | 2008-11-21 | 2013-09-18 | 芝浦机械电子株式会社 | 衬底处理方法及衬底处理装置 |
| WO2010073330A1 (ja) * | 2008-12-25 | 2010-07-01 | キヤノンアネルバ株式会社 | スパッタリング装置 |
| US8580693B2 (en) | 2010-08-27 | 2013-11-12 | Applied Materials, Inc. | Temperature enhanced electrostatic chucking in plasma processing apparatus |
| JP2012124362A (ja) | 2010-12-09 | 2012-06-28 | Canon Anelva Corp | 絶縁性基板の静電吸着方法 |
| US20150114297A1 (en) * | 2012-06-08 | 2015-04-30 | Sharp Kabushiki Kaisha | Vapor deposition device |
| JP6152994B2 (ja) * | 2012-11-27 | 2017-06-28 | 株式会社クリエイティブテクノロジー | 静電チャック及びガラス基板処理方法 |
-
2016
- 2016-12-28 CN CN201680077260.6A patent/CN108474111A/zh active Pending
- 2016-12-28 US US16/067,278 patent/US20190010603A1/en not_active Abandoned
- 2016-12-28 KR KR1020187021226A patent/KR20180098339A/ko not_active Withdrawn
- 2016-12-28 WO PCT/US2016/068853 patent/WO2017117207A1/en not_active Ceased
- 2016-12-29 TW TW105143798A patent/TW201734244A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017117207A1 (en) | 2017-07-06 |
| CN108474111A (zh) | 2018-08-31 |
| US20190010603A1 (en) | 2019-01-10 |
| TW201734244A (zh) | 2017-10-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20180098339A (ko) | 진공 코팅 공정에서 커버 유리 기판의 정전 척킹 | |
| JP5035884B2 (ja) | 熱伝導シート及びこれを用いた被処理基板の載置装置 | |
| TWI620262B (zh) | 用於較小晶圓及晶圓片之晶圓載具 | |
| TWI713128B (zh) | 工件保持體及成膜裝置 | |
| EP3455388B1 (en) | Electrostatic chucking of cover glass with irregular surface flatness | |
| TW201118977A (en) | Plasma processing apparatus and plasma processing method | |
| JP5851131B2 (ja) | 静電チャック、真空処理装置 | |
| TWI647784B (zh) | 用於彈性材料帶之安裝固定架 | |
| JPH09167794A (ja) | 静電チャックおよびプラズマ処理方法 | |
| JP4278046B2 (ja) | ヒータ機構付き静電チャック | |
| JP2006518930A (ja) | 基板処理設備 | |
| JP4030350B2 (ja) | 分割型静電吸着装置 | |
| US20180122679A1 (en) | Stress balanced electrostatic substrate carrier with contacts | |
| TW200818311A (en) | Heat conductive structure and substrate treatment apparatus | |
| JPH03194948A (ja) | 静電チャック | |
| EP2915189A1 (en) | Electrostatic chuck with photo-patternable soft protrusion contact surface | |
| JPS63283037A (ja) | 静電吸着装置 | |
| TWI517294B (zh) | A method of forming a resin bump layer on a substrate mounting surface, and a resin protrusion layer transfer member | |
| CN102842524A (zh) | 半导体制造装置 | |
| CN1747145A (zh) | 薄基片支持器 | |
| KR20080017440A (ko) | 대형 스퍼터링타겟 어셈블리와 그 제조방법 | |
| WO2021049342A1 (ja) | 着脱装置 | |
| KR20150128219A (ko) | 히터가 장착된 캡형 정전척 및 그 제조방법 | |
| CN112864072A (zh) | 衬底的加工方法 | |
| JPH06342842A (ja) | 処理装置における貼り合わせ構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PC1203 | Withdrawal of no request for examination |
St.27 status event code: N-1-6-B10-B12-nap-PC1203 |
|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid | ||
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |