KR20180077179A - 필름 제조 방법, 필름 제조 장치, 및 필름 - Google Patents
필름 제조 방법, 필름 제조 장치, 및 필름 Download PDFInfo
- Publication number
- KR20180077179A KR20180077179A KR1020187012476A KR20187012476A KR20180077179A KR 20180077179 A KR20180077179 A KR 20180077179A KR 1020187012476 A KR1020187012476 A KR 1020187012476A KR 20187012476 A KR20187012476 A KR 20187012476A KR 20180077179 A KR20180077179 A KR 20180077179A
- Authority
- KR
- South Korea
- Prior art keywords
- film
- separator
- heating
- heat
- heat treatment
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
- B05D3/0254—After-treatment
- B05D3/0263—After-treatment with IR heaters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/02—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber
- B05D7/04—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber to surfaces of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/24—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials for applying particular liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/0427—Coating with only one layer of a composition containing a polymer binder
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
- C08J7/043—Improving the adhesiveness of the coatings per se, e.g. forming primers
-
- H01M2/16—
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/403—Manufacturing processes of separators, membranes or diaphragms
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/411—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/411—Organic material
- H01M50/414—Synthetic resins, e.g. thermoplastics or thermosetting resins
- H01M50/417—Polyolefins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/411—Organic material
- H01M50/414—Synthetic resins, e.g. thermoplastics or thermosetting resins
- H01M50/423—Polyamide resins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/409—Separators, membranes or diaphragms characterised by the material
- H01M50/449—Separators, membranes or diaphragms characterised by the material having a layered structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2201/00—Polymeric substrate or laminate
- B05D2201/02—Polymeric substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/10—Batteries
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
- B32B38/004—Heat treatment by physically contacting the layers, e.g. by the use of heated platens or rollers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
- C08J2323/06—Polyethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2477/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2477/10—Polyamides derived from aromatically bound amino and carboxyl groups of amino carboxylic acids or of polyamines and polycarboxylic acids
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Cell Separators (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Abstract
가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름을 제조하는 필름 제조 방법에 있어서, 상기 필름을 길이 방향으로 장력을 가하여 반송하면서 가열하는 가열 공정과, 상기 필름의 폭 방향의 온도 분포가 단부보다도 중앙부의 쪽이 고온이 되는 상태에서 상기 필름을 열처리하는 열처리 공정을 포함하는 필름 제조 방법. 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름으로서, 상기 필름의 폭 방향의 컬량은 상기 필름의 적어도 1개소의 단부에서 취득한 샘플보다도 상기 필름의 적어도 1개소의 중앙부에서 취득한 샘플의 쪽이 작거나, 또는 상기 필름의 양측 단부로부터 15㎝ 중앙부측에서 취득한 2개의 샘플과 상기 필름의 중앙부에서 취득한 샘플의 폭 방향의 컬량의 표준 편차는 1㎜ 이하인, 필름.
Description
본 발명은 가열에 의해 수축하는 특성을 갖는 기재층과, 이 기재층에 구속되면서 건조된 기능층을 구비한 필름의 제조 및 그 필름에 관한 것이다.
필름, 특히 기능성 필름의 제조 공정에는, 세정 후의 건조나, 도공 후의 건조 등, 다양한 건조 공정이 포함된다.
기능성 필름으로서 리튬 이온 이차 전지에 사용되는 세퍼레이터 필름을 예로 들면, 하기 특허문헌 1에는, 필름의 편면에 내열성을 높이기 위한 층을 설치하는 것이 기재되어 있다.
구체적으로는, 필름에 내열성의 도공액을 도공 장치를 사용하여 도공하고, 그 후, 건조기를 통과시킴으로써 도공 필름을 건조시키는 것이 기재되어 있다.
상기 필름 제조 공정의 건조 공정에서는, 필름을 길이 방향으로 장력을 가하여 반송하면서 가열한다. 이 가열 공정을 거친 필름은, 폭 방향으로 컬(만곡)되는 경우가 있다. 그리고, 이 필름을 슬릿하여 얻어진 슬릿 필름에 있어서, 슬릿 필름 간에 이 컬량에 변동이 발생하는 경우가 있다.
본 발명의 목적은, 가열에 의해 수축하는 특성을 갖는 기재층과, 이 기재층에 구속되면서 건조된 기능층을 구비한 필름의 제조에 있어서, 그 슬릿 필름에 발생하는 폭 방향의 컬량의 변동을 저감시키는 데에 있다.
상기 과제를 해결하기 위하여, 본 발명에 따른 필름 제조 방법은, 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름을 제조하는 필름 제조 방법에 있어서, 상기 필름을 길이 방향으로 장력을 가하여 반송하면서 가열하는 가열 공정과, 상기 필름의 폭 방향의 온도 분포가 단부보다도 중앙부의 쪽이 고온이 되는 상태에서 상기 필름을 열처리하는 열처리 공정을 포함한다.
본 발명에 따른 필름 제조 장치는, 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름을 제조하는 필름 제조 장치에 있어서, 상기 필름을 길이 방향으로 장력을 가하여 반송하면서 가열하는 가열 장치와, 상기 필름의 폭 방향의 온도 분포가 단부보다도 중앙부의 쪽이 고온이 되는 상태에서 상기 필름을 열처리하는 열처리 장치를 구비한다.
본 발명에 따른 필름은, 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름으로서, 상기 필름의 폭 방향의 컬량은 상기 필름의 적어도 1개소의 단부에서 취득한 샘플보다도 상기 필름의 적어도 1개소의 중앙부에서 취득한 샘플의 쪽이 작다.
본 발명에 따른 필름은, 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름으로서, 상기 필름의 양측 단부로부터 15㎝ 중앙부측에서 취득한 2개의 샘플과 상기 필름의 중앙부에서 취득한 샘플의 폭 방향의 컬량의 표준 편차는 1㎜ 이하이다.
본 발명의 필름 제조 방법 및 필름 제조 장치에 의하면, 슬릿 필름의 품질을 안정화할 수 있는 효과를 발휘한다. 본 발명의 필름은 전지 제작의 수율을 높일 수 있다.
도 1은 리튬 이온 이차 전지의 단면 구성을 도시하는 모식도이다.
도 2는 도 1에 도시되는 리튬 이온 이차 전지의 각 상태에 있어서의 모습을 도시하는 모식도이다.
도 3은 다른 구성의 리튬 이온 이차 전지의 각 상태에 있어서의 모습을 도시하는 모식도이다.
도 4는 기능 부여 세퍼레이터의 제조 흐름을 도시하는 도면이다.
도 5는 본 발명의 실시 형태의 필름 제조 방법이 포함하는 건조 공정을 도시하는 모식도이다.
도 6은 수지 필름이 컬하는 원리를 설명하기 위한 평면도·단면도이다.
도 7은 도 5에 도시되는 건조 공정이 포함하는 열처리 공정에서, IR 히터가 가열한 기능 부여 세퍼레이터에 대한 공급 열량 분포를 도시하는 평면도이다.
도 8은 도 5에 도시되는 건조 공정이 포함하는 열처리 공정에서 사용되는 IR 히터를, 건조 장치 내에 설치한 구성을 도시하는 모식도이다.
도 9는 도 7에 나타내는 기능 부여 세퍼레이터에서 컬량 평가용의 샘플편을 취득하는 위치를 도시하는 평면도이다.
도 10은 시트로부터 PE 다공성 필름을 제조하는 장치의 구성을 도시하는 모식도이다.
도 11은 도 7에 나타내는 공급 열량 분포가 되도록 기능 부여 세퍼레이터를 가열하기 위한 IR 히터의 구성을 도시하는 모식도이다.
도 2는 도 1에 도시되는 리튬 이온 이차 전지의 각 상태에 있어서의 모습을 도시하는 모식도이다.
도 3은 다른 구성의 리튬 이온 이차 전지의 각 상태에 있어서의 모습을 도시하는 모식도이다.
도 4는 기능 부여 세퍼레이터의 제조 흐름을 도시하는 도면이다.
도 5는 본 발명의 실시 형태의 필름 제조 방법이 포함하는 건조 공정을 도시하는 모식도이다.
도 6은 수지 필름이 컬하는 원리를 설명하기 위한 평면도·단면도이다.
도 7은 도 5에 도시되는 건조 공정이 포함하는 열처리 공정에서, IR 히터가 가열한 기능 부여 세퍼레이터에 대한 공급 열량 분포를 도시하는 평면도이다.
도 8은 도 5에 도시되는 건조 공정이 포함하는 열처리 공정에서 사용되는 IR 히터를, 건조 장치 내에 설치한 구성을 도시하는 모식도이다.
도 9는 도 7에 나타내는 기능 부여 세퍼레이터에서 컬량 평가용의 샘플편을 취득하는 위치를 도시하는 평면도이다.
도 10은 시트로부터 PE 다공성 필름을 제조하는 장치의 구성을 도시하는 모식도이다.
도 11은 도 7에 나타내는 공급 열량 분포가 되도록 기능 부여 세퍼레이터를 가열하기 위한 IR 히터의 구성을 도시하는 모식도이다.
본 발명의 실시 형태에 대해서 리튬 이온 이차 전지용 세퍼레이터 필름(세퍼레이터라고 기재하는 경우가 있음)을 예로 들어 설명한다.
또한, 본 발명은 리튬 이온 이차 전지용 세퍼레이터 필름을 제조할 때의 건조에 한정되는 것은 아니고, 다른 필름에 대한 건조에도 적용할 수 있다.
〔실시 형태 1〕
우선, 리튬 이온 이차 전지에 대해서, 도 1 내지 도 3에 기초하여 설명한다.
(리튬 이온 이차 전지의 구성)
리튬 이온 이차 전지로 대표되는 비수 전해액 이차 전지는, 에너지 밀도가 높고, 그로 인해, 현재 퍼스널 컴퓨터, 휴대 전화, 휴대 정보 단말기 등의 기기, 자동차, 항공기 등의 이동체에 사용하는 전지로서, 또한 전력의 안정 공급에 이바지하는 정치용 전지로서 널리 사용되고 있다.
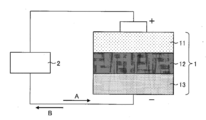
도 1은 리튬 이온 이차 전지(1)의 단면 구성을 도시하는 모식도이다.
도 1에 도시된 바와 같이, 리튬 이온 이차 전지(1)는 캐소드(11)와, 세퍼레이터(12)와, 애노드(13)를 구비한다. 리튬 이온 이차 전지(1)의 외부에서 캐소드(11)와 애노드(13) 사이에 외부 기기(2)가 접속된다. 그리고, 리튬 이온 이차 전지(1)의 충전 시에는 방향 A로, 방전 시에는 방향 B로 전자가 이동한다.
(세퍼레이터)
세퍼레이터(12)는, 리튬 이온 이차 전지(1)의 정극인 캐소드(11)와 그의 부극인 애노드(13) 사이에, 이들에 협지되도록 배치된다. 세퍼레이터(12)는 캐소드(11)와 애노드(13) 사이를 분리하면서, 이들 사이에서의 리튬 이온의 이동을 가능하게 한다. 세퍼레이터(12)는, 그 재료로서 예를 들어 폴리에틸렌, 폴리프로필렌 등의 폴리올레핀 등이 사용된다.
도 2는, 도 1에 도시되는 리튬 이온 이차 전지(1)의 각 상태에 있어서의 모습을 도시하는 모식도이다. 도 2의 (a)는 통상의 모습을 나타내고, (b)는 리튬 이온 이차 전지(1)가 승온했을 때의 모습을 나타내고, (c)는 리튬 이온 이차 전지(1)가 급격하게 승온했을 때의 모습을 나타낸다.
도 2의 (a)에 도시된 바와 같이, 세퍼레이터(12)에는, 다수의 구멍(P)이 설치되어 있다. 통상, 리튬 이온 이차 전지(1)의 리튬 이온(3)은 구멍(P)을 통해서 왕래할 수 있다.
여기서, 예를 들어 리튬 이온 이차 전지(1)의 과충전, 또는 외부 기기의 단락에 기인하는 대전류 등에 의해, 리튬 이온 이차 전지(1)는 승온하는 경우가 있다. 이 경우, 도 2의 (b)에 도시된 바와 같이, 세퍼레이터(12)가 융해 또는 유연화하여, 구멍(P)이 폐색된다. 그리고, 세퍼레이터(12)는 수축한다. 이에 의해, 리튬 이온(3)의 왕래가 정지하기 때문에, 상술한 승온도 정지한다.
그러나, 리튬 이온 이차 전지(1)가 급격하게 승온하는 경우, 세퍼레이터(12)는 급격하게 수축한다. 이 경우, 도 2의 (c)에 도시된 바와 같이, 세퍼레이터(12)는 파괴되는 경우가 있다. 그리고, 리튬 이온(3)이, 파괴된 세퍼레이터(12)로부터 누출되기 때문에, 리튬 이온(3)의 왕래는 정지하지 않는다. 따라서, 승온은 계속된다.
(기능 부여 세퍼레이터)
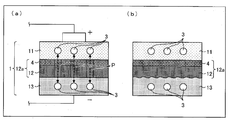
도 3은, 다른 구성의 리튬 이온 이차 전지(1)의 각 상태에 있어서의 모습을 도시하는 모식도이다. 도 3의 (a)는 통상의 모습을 나타내고, (b)는 리튬 이온 이차 전지(1)가 급격하게 승온했을 때의 모습을 나타낸다.
도 3의 (a)에 도시된 바와 같이, 리튬 이온 이차 전지(1)는 내열층(4)을 더 구비해도 된다. 이 내열층(4)은 세퍼레이터(12)에 설치할 수 있다. 도 3의 (a)는 세퍼레이터(12)에 기능층으로서의 내열층(4)이 설치된 구성을 나타내고 있다. 이하, 세퍼레이터(12)에 내열층(4)이 설치된 필름을 기능 부여 세퍼레이터(12a)라 한다. 또한, 기능 부여 세퍼레이터(12a)에 있어서의 세퍼레이터(12)를 기능층에 대하여 기재라 한다.
도 3의 (a)에 나타내는 구성에서는, 내열층(4)은 세퍼레이터(12)의 캐소드(11)측의 편면에 적층되어 있다. 또한, 내열층(4)은 세퍼레이터(12)의 애노드(13)측의 편면에 적층되어도 되고, 세퍼레이터(12)의 양면에 적층되어도 된다. 그리고, 내열층(4)에도 구멍(P)과 동일한 구멍이 설치되어 있다. 통상, 리튬 이온(3)은 구멍(P)과 내열층(4)의 구멍을 통해서 왕래한다. 내열층(4)은, 그 재료로서 예를 들어 전방향족 폴리아미드(아라미드 수지)를 포함한다.
도 3의 (b)에 도시된 바와 같이, 리튬 이온 이차 전지(1)가 급격하게 승온하여, 세퍼레이터(12)가 융해 또는 유연화해도, 내열층(4)이 세퍼레이터(12)를 보조하고 있기 때문에, 세퍼레이터(12)의 형상은 유지된다. 따라서, 세퍼레이터(12)가 융해 또는 유연화하여, 구멍(P)이 폐색되는 데에 그친다. 이에 의해, 리튬 이온(3)의 왕래가 정지하기 때문에, 상술한 과방전 또는 과충전도 정지한다. 이와 같이, 세퍼레이터(12)의 파괴가 억제된다.
(기능 부여 세퍼레이터의 제조 흐름)
이어서, 기능 부여 세퍼레이터(기능성 필름)의 제조 흐름에 대하여 설명한다.
도 4는, 기능 부여 세퍼레이터의 제조 공정의 개략을 나타내는 흐름도이다.
기재에는, 폴리올레핀 등의 필름이 사용된다. 또한, 기능층으로서는, 내열층을 접착제층으로 한 것이어도 된다.
기재에 대한 기능층의 적층은, 기재에, 기능층에 대응하는 도료 등을 도공하고, 건조시킴으로써 행하여진다.
도 4는 기능층이 내열층인 경우의, 기능 부여 세퍼레이터의 제조 흐름을 예시하고 있다. 예시하는 흐름은, 내열층의 재료로서 전방향족 폴리아미드(아라미드 수지)를 사용하고, 그것을 폴리올레핀 기재에 적층하는 흐름이다.
이 흐름은, 도공, 석출, 세정, 건조의 공정을 포함하고 있다. 그리고, 내열층을 기재에 적층한 후에, 검사와, 그것에 이어지는 슬릿이 행하여진다.
이어서, 기능 부여 세퍼레이터의 각 제조 공정에 대하여 설명한다.
(기능 부여 세퍼레이터의 제조 공정)
기능 부여 세퍼레이터의 제조 공정에서는 일례로서, 순서대로 (a) 기재로서의 세퍼레이터의 권출·기재 검사 공정, (b) 도료(기능 재료)의 도공 공정, (c) 습도 석출 등에 의한 석출 공정, (d) 세정 공정, (e) 물기 제거 공정, (f) 건조 공정, (g) 도공품 검사 공정, (h) 권취 공정이 실시된다. 또한, 상기 (a) 내지 (h) 외에도, (a) 권출·기재 검사 공정 전에 기재 제조(성막) 공정이, 또한 (h) 권취 공정 후에 슬릿 공정이 마련되는 경우도 있다.
이하, (a)의 전 공정인 기재 제조 공정에 대해서 설명한 후, (a) 내지 (h)의 순으로 설명한다.
(기재 제조 공정)
이하에서는, 기재로서의 세퍼레이터 원단 필름의 제조에 대해서, 그 재료로서 주로 폴리에틸렌을 포함하는 경우를 예로 들어 설명한다.
예시하는 제조 방법은, 열가소성 수지에 고체 또는 액체의 구멍 형성제를 첨가해서 필름 성형한 후, 해당 구멍 형성제를 적당한 용매로 제거하는 방법이다. 구체적으로는, 기재가, 초고분자량 폴리에틸렌을 포함하는 폴리에틸렌 수지를 재료로 하는 경우에는, 이하에 나타내는 (A) 내지 (D)의 공정을 순서대로 거치는 제조 방법이 된다.
(A) 혼련 공정
초고분자량 폴리에틸렌과, 탄산칼슘 등의 무기 충전제를 혼련해서 폴리에틸렌 수지 조성물을 얻는 공정.
(B) 시트화 공정
혼련 공정에서 얻어진 폴리에틸렌 수지 조성물을 사용하여 필름을 성형하는 공정.
(C) 제거 공정
시트화 공정에서 얻어진 필름 중에서 무기 충전제를 제거하는 공정.
(D) 연신 공정
제거 공정에서 얻어진 필름을 연신해서 기재를 얻는 공정.
상기 제조 방법에서는, 상기 제거 공정 (C)에서, 필름 중에 다수의 미세 구멍이 설치된다. 그리고, 상기 연신 공정 (D)에 의해 연신된 필름 중의 미세 구멍이, 상술한 구멍(P)이 된다. 이에 의해, 소정의 두께와 투기도를 갖는 폴리에틸렌 미다공막인 기재가 형성된다. 또한, 상기 공정 (C)와 (D)는 순서가 반대여도 된다.
또한, 상기 혼련 공정 (A)에 있어서, 초고분자량 폴리에틸렌 100중량부와, 중량 평균 분자량 1만 이하의 저분자량 폴리올레핀 5 내지 200중량부와, 무기 충전제 100 내지 400중량부를 혼련해도 된다.
또한, 기재가 다른 재료를 포함하는 경우에도, 마찬가지 제조 공정에 의해, 기재를 제조할 수 있다. 또한, 기재의 제조 방법은 구멍 형성제를 제거하는 상기 방법에 한정되지 않고, 다양한 방법을 사용할 수 있다.
계속해서, 상기 기재 제조 공정에 계속되는 (a) 내지 (h)의 각 공정에 대하여 순서대로 설명한다. 또한, 공정은, (a) 내지 (h)가 순서대로 진행되지만, 기능 재료의 종류에 따라서는 일부 공정을 생략해도 된다.
(a) 기재 권출 공정·기재 검사 공정
기능 부여 세퍼레이터의 기재가 되는 세퍼레이터 원단 필름을, 롤러로부터 권출하는 공정이다. 그리고, 권출한 기재에 대해서 다음 공정의 도공에 앞서, 기재의 검사를 행하는 공정이다.
(b) 도료 도공 공정
(a)에서 권출한 기재에, 기능 재료로서의 도료를 도공하는 공정이다.
여기에서는, 기능층으로서의 내열층을 기재에 적층하는 방법에 대하여 설명한다. 구체적으로는, 기재에, 내열층용 도료로서, 아라미드의 NMP(N-메틸-2-피롤리돈) 용액에 알루미나 입자를 분산시킨 도료를 도공한다. 또한, 내열층은 상기 아라미드 내열층에 한정되지 않는다. 예를 들어, 내열층용 도료로서, 카르복시메틸셀룰로오스에 알루미나 입자를 분산시킨 도료를 도공해도 된다.
도료를 기재에 도공하는 방법은, 균일하게 웨트 코팅할 수 있는 방법이면 특별히 제한은 없고, 다양한 방법을 채용할 수 있다. 예를 들어, 모세관 코트법, 스핀 코트법, 슬릿 다이 코트법, 스프레이 코트법, 딥 코트법, 롤러 코트법, 스크린 인쇄법, 플렉소 인쇄법, 바 코터법, 그라비아 코터법, 다이 코터법 등을 채용할 수 있다.
또한, 내열층(4)의 두께는 도공 웨트막의 두께, 도공액 중의 결합제 농도와 필러 농도의 합으로 나타내는 고형분 농도, 필러의 결합제에 대한 비를 조절함으로써 제어할 수 있다.
또한, 기능층은, 기재의 편면에만 설치되어도 되고, 양면에 설치되어도 된다.
(c) 석출 공정 (습도 석출 공정)
(b)에서 도공한 도료를 고화시키는 공정이다. 도료가 아라미드 도료인 경우에는, 예를 들어 도공면에 습도를 줌으로써 아라미드를 석출시킨다. 이에 의해, 기재 위에 아라미드 내열층이 형성된다.
(d) 세정 공정
고화 후의 기능층 및 기재를 세정하는 공정이다. 기능층이 아라미드 내열층인 경우에는, 세정액으로서, 예를 들어 물, 수계 용액, 알코올계 용액이 적합하게 사용된다.
(e) 물기 제거 공정
전 공정에서 세정한 기능 부여 세퍼레이터를 물기 제거하는 공정이다.
물기 제거의 목적은, 다음 공정의 건조 공정으로 들어가기 전에, 기능 부여 세퍼레이터에 부착된 물 등의 세정액을 제거하여, 건조를 쉽게 하고, 또한 건조 부족을 방지하는 것이다.
(f) 건조 공정
물기 제거한 기능 부여 세퍼레이터를 건조시키는 공정이다.
건조의 방법은 특별히 한정되지 않고, 예를 들어 가열된 롤러에 기능 부여 세퍼레이터를 접촉시키는 방법이나, 기능 부여 세퍼레이터에 열풍을 분사하는 방법 등, 다양한 방법을 사용할 수 있다.
(g) 도공품 검사 공정
건조한 기능 부여 세퍼레이터를 검사하는 공정이다.
이 검사를 행할 때, 결함 개소를 적절히 마킹하는 것으로, 제품에 포함되는 결함의 위치를 용이하게 파악할 수 있다.
(h) 권취 공정
검사를 거친 기능 부여 세퍼레이터를 권취하는 공정이다.
이 권취에는, 적절하게 원통 형상의 코어 등을 사용할 수 있다.
권취된 기능 부여 세퍼레이터는, 그대로, 폭이 넓은 상태에서 원단으로서 출하 등이 되어도 된다. 또는, 필요에 따라, 어느 미리 정해진 폭으로 슬릿하여, 슬릿 세퍼레이터로 하는 것도 가능하다.
(건조 공정)
다음으로 본 발명의 건조 방법 등에 대하여 상세히 설명한다. 본 발명은 상기 공정 중에서 건조 공정에 관한 것이다.
이상과 같이, 기능 부여 세퍼레이터의 제조에는 건조 공정 (f)가 포함되어 있다. 이 건조 공정 (f)는 세정 공정 (d)에서 기능 부여 세퍼레이터에 부착된 세정액을 건조해서 제거하는 것이 목적이다.
건조의 수단은 특별히 한정되지 않지만, 예를 들어 롤러 가열을 사용할 수 있다. 롤러 가열이라 함은, 가열된 롤러에, 기능 부여 세퍼레이터를 접촉시킴으로써, 기능 부여 세퍼레이터를 건조시키는 방법이다. 롤러를 가열하는 방법으로는, 예를 들어 롤러의 내부에 온수 등의 열매체를 주입하여, 순환시키는 방법이 있다.
도 5는, 본 실시 형태의 필름 제조 방법이 포함하는 건조 공정을 도시하는 모식도이며, (a)는 건조 공정의 전체를 나타내고, (b)는 건조 공정이 포함하는 가열 공정을 나타내며, (c)는 (b)에 나타내는 가열 공정의 변형예를 나타낸다.
도 5의 (a)에 도시된 바와 같이, 건조 공정에는, 전 공정의 세정 공정으로부터, 세정된 기능 부여 세퍼레이터(12a)가 반송되어 온다. 세정된 기능 부여 세퍼레이터(12a)에는, 세정액이 잔류되어 있다. 건조 공정에 있어서, 세정액이 잔류한 기능 부여 세퍼레이터(12a)는 건조 장치(5)에 의해 건조되어진다. 본 실시 형태의 필름 건조 공정은, 이하의 가열 공정과 열처리 공정을 포함한다.
(가열 공정)
가열 공정은, 가열에 의해 기능 부여 세퍼레이터(12a)에 잔류한 세정액을 기화시키는 공정이다. 도 5의 (a)에 도시된 바와 같이, 건조 장치(5)는 건조조(6)를 구비한다. 건조 장치(5)의 외부에는, 롤러(8)와 IR 히터(81)가 설치되어 있다.
건조조(6)는 롤러(61·6a 내지 6g·62)를 구비한다. 롤러(61·6a 내지 6g·62·8)는, 도 5의 (a)에 있어서의 깊이 방향으로 연장되어 있고, 기능 부여 세퍼레이터(12a)의 폭보다도 길다.
전 공정으로부터 반송되어 온 기능 부여 세퍼레이터(12a)는 건조조(6)로 들어간다. 건조조(6)에서, 기능 부여 세퍼레이터(12a)는 롤러(61·6a 내지 6g·62)의 순서대로 접촉하면서 반송된다.
롤러(6a 내지 6g)의 내부에는, 도시되지 않은 열매체 순환 장치에 의해 열매체가 순환하고 있다. 이에 의해, 롤러(6a 내지 6g)의 표면 온도는 60℃ 이상 100℃ 이하로 유지되고 있다. 기능 부여 세퍼레이터(12a)는 롤러(6a 내지 6g)에 접촉함으로써, 폭 방향으로 균일하게 가열된다. 또한 「폭 방향」이라 함은, 기능 부여 세퍼레이터의 반송 방향과 두께 방향에 대략 수직인 방향을 의미한다.
이에 의해, 기능 부여 세퍼레이터(12a)에 잔류한 세정액은, 따뜻하게 되어 기화한다. 기화한 세정액은, 도시되지 않은 배기 장치에 의해 건조 장치(5)의 외부로 배출된다.
여기서, 만일 본 실시 형태의 건조 공정이 후술하는 열처리 공정을 포함하지 않으면, 이상의 가열 공정을 거친 후의 기능 부여 세퍼레이터(12a)는 폭 방향으로 컬량의 변동을 발생시키는 경우가 있다. 바꾸어 말하면, 후술하는 열처리 공정을 포함하지 않으면, 건조 후의 기능 부여 세퍼레이터(12a)를 어느 정도 정해진 폭의 복수의 슬릿 세퍼레이터로 했을 때, 컬이 큰 슬릿 세퍼레이터와 컬이 작은 슬릿 세퍼레이터가 혼재하여 얻어지는 경우가 있다. 이하에서는 적층 수지 필름인 기능 부여 세퍼레이터(12a)의 슬릿 세퍼레이터가 가열에 의해 폭 방향으로 컬량에 변동을 발생시키는 원리를 설명한다. 이하, 기능 부여 세퍼레이터(12a) 또는 그 슬릿 세퍼레이터의 폭 방향으로 발생된 컬량을 단순히 컬량이라고 호칭한다.
(컬 발생 메커니즘)
도 6은, 기능 부여 세퍼레이터(12a)의 컬량에 변동을 발생시키는 원리를 설명하기 위한 도면이며, (a) 내지 (d)는 컬 발생 메커니즘을 나타내고, (e)는 컬량 변동 발생 메커니즘을 나타낸다.
도 6의 (a)에 도시된 바와 같이, 기재층인 세퍼레이터(12) 위에 도공한 액상의 기능층, 또는 석출 후에 세정액을 포함한 상태의 건조 전 기능층(41)은 건조 과정에서 수축하려고 한다. 만일 세퍼레이터(12)가 없으면, 건조 전 기능층(41)은 건조함으로써 파선(4a)으로 나타낸 바와 같이 수축한다.
그러나, 건조 전 기능층(41)은 세퍼레이터(12)에 구속되면서 건조되고, 도 6의 (b)에 도시된 바와 같이 기능층으로서 내열층(4)이 형성된다. 이로 인해, 내열층(4)에는 수축하려고 하는 응력이 잔존한다. 그 결과, 도 6의 (c)에 도시된 바와 같이, 적층 수지 필름인 기능 부여 세퍼레이터(12a)는 내열층(4)을 내측으로 해서 컬하게 된다.
(컬량 변동 발생 메커니즘)
여기서, 도 6의 (c)에 나타내는 기능 부여 세퍼레이터(12a)가 상술한 슬릿 공정에서 폭 방향으로 3분할된다. 이 때, 컬량에 변동이 발생하지 않으면, 도 6의 (d)에 도시된 바와 같이, 기능 부여 세퍼레이터(12a)의 폭 방향의 단부 E로부터 얻어진 슬릿 필름의 컬량과, 기능 부여 세퍼레이터(12a)의 폭 방향의 중앙부 C로부터 얻어진 슬릿 필름의 컬량이 대체로 동등해진다.
그러나, 실제로는 도 6의 (e)에 도시된 바와 같이, 중앙부 C로부터 얻어진 슬릿 필름의 컬량은 단부 E로부터 얻어진 슬릿 필름의 컬량보다도 커진다. 이것은, 기능 부여 세퍼레이터(12a)의 기재층인 세퍼레이터(12)가 가열에 의해 수축되는 특성을 갖고 있으며, 또한 가열 공정에서 폭 방향으로 균등하게 수축되지 않는 것에 기인한다. 세퍼레이터(12)는 그 단부일수록 잘 수축하고, 중앙부에서는 그다지 수축하지 않는다.
예를 들어, 컬된 슬릿 필름을, 그 세퍼레이터(12)측을 하측을 향하여 수평면으로 적재하고, 이 수평면과 슬릿 필름의 폭 방향의 최단부와의 이격 상태를 비교하면, 중앙부 C로부터 얻어진 슬릿 필름의 컬량은 단부 E로부터 얻어진 슬릿 필름의 컬량보다도 커지는 경향이 있다.
또한, 도 6의 (e)에 나타내는 슬릿 필름의 컬 상태는 일례이다. 실제로는, 슬릿 필름은, 이 예보다도 크게 컬하고, 내열층(4)을 내면측으로 하는 원통상이 되는 경우도 있다. 이러한 때에도, 중앙부 C로부터 얻어진 슬릿 필름의 컬량은 단부 E로부터 얻어진 슬릿 필름의 컬량보다도 커지는 경향이 있다.
이상의 결과, 기능 부여 세퍼레이터(12a)의 단부 E에서는, 세퍼레이터(12)의 수축량과, 내열층(4)의 건조 과정에서의 수축량이 밸런스되어 컬량이 작아진다. 또한, 기능 부여 세퍼레이터(12a)의 중앙부 C에서는, 세퍼레이터(12)의 수축량이 작기 때문에, 내열층(4)이 구속되고, 컬량이 커진다.
(컬량 변동의 해소 기술)
발명자들은, 상술한 컬량 변동 발생 메커니즘에 착안하여, 기능 부여 세퍼레이터(12a)에 대한 특정한 열처리에 의해 컬량의 변동을 해소할 수 있음을 발견하였다. 구체적으로는, 기능 부여 세퍼레이터(12a)의 중앙부 C를 그 단부 E보다도 강하게 가열하는 후술하는 열처리 공정을 실시한다. 이에 의해, 세퍼레이터(12)의 중앙부의 수축량은 그 단부의 수축량과 동등하게 발현한다.
(열처리 공정)
열처리 공정은 상술한 컬량의 변동을 해소하기 위해, 기능 부여 세퍼레이터(12a)를 국소적으로 가열함으로써, 기능 부여 세퍼레이터(12a)에 발생하는 컬을 제거하는 공정이다. 이 가열에는, 적외선의 방사에 의해 기능 부여 세퍼레이터(12a)를 가열하는 IR 히터(81)가 사용된다. 도 5의 (b)에 도시된 바와 같이, IR 히터(81)는 기능 부여 세퍼레이터(12a)의 롤러(8)에 접촉한 부위 중, 기능 부여 세퍼레이터(12a)의 폭 방향 중앙부를 덮도록 설치되어 있다. 또한, 도 5의 (b)에서는, 기능 부여 세퍼레이터(12a)를 생략하고 있다.
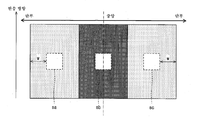
도 7은, 도 5의 (b)에 나타내는 열처리 공정에 있어서, IR 히터(81)가 가열한 기능 부여 세퍼레이터(12a)에 대한 공급 열량 분포를 도시하는 평면도이다. 도 7에서, 기능 부여 세퍼레이터(12a)의 단부 E는, 도 5의 (a)에 나타내는 롤러(6a 내지 6g)에 의해 가열된 부위이다. 한편, 중앙부 C는, 롤러(6a 내지 6g) 이외에도, 도 5의 (b)에 나타내는 IR 히터(81)에 의해 가열된 부위이다.
그리고, 도 5의 (a)에 나타내는 롤러(8)의 직후에, 기능 부여 세퍼레이터(12a)의 중앙부 C의 온도는 단부 E의 온도보다도 높아진다.
(컬량의 평가)
도 9는, 도 7에 나타내는 기능 부여 세퍼레이터(12a)로부터 컬량 평가용 샘플편을 취득하는 위치를 도시하는 평면도이다. 이하에서는, 기능 부여 세퍼레이터(12a)를 단순히 「필름」이라고도 기재한다.
8㎝×8㎝의 샘플편을 커터로 잘라내고, 실온 25℃, 습도 50%의 환경 하에서 5분 방치하고, 바닥면으로부터의 TD 방향(필름의 반송 방향과 두께 방향에 수직인 방향)의 필름단(端)의 휨 상승량을 컬량으로 하여 측정하였다. 컬량은, 바닥면으로부터의 TD 방향의 필름 일단부의 휨 상승량과 타단부의 휨 상승량 중, 큰 쪽으로 하였다.
또한, 컬량은 필름을 뒤로 젖히는 힘과, 중력이 밸런스된 상태에서의 필름의 휨량이다. 샘플편의 MD 방향의 길이는, TD 방향의 컬량에 영향을 미치지 않는다.
도 9에 도시된 바와 같이, 본 실시 형태에 따른 컬량의 측정에서는 필름의 단부 sa·sc 및 중앙부 sb의 1개소의 합계 3개소에서 측정을 행하였다. w는, 단부 sa와 필름단 사이의 TD 방향에서의 길이이다. 본 실시 형태의 예에서는 w는 단부 sb와 필름단 사이의 TD 방향에서의 길이이기도 하다. 본 실시 형태의 예에서는 w는, 15㎝이다.
또한, 필름의 「중앙부」라 함은, 필름의 반송 방향과 두께 방향에 대략 수직인 방향인 폭 방향에서의 가상적인 중앙선을 포함하는 부위를 의미한다. 필름의 「단부」라 함은, 필름의 중앙부보다도 폭 방향으로 중앙선으로부터 이격된 부위를 의미한다.
컬량(후술하는 측정법으로)이 4㎜ 이상이 되면, 필름 반송 시에 롤부에서, 필름이 접혀 들어가는 것이 발생하는 경우가 많아진다. 특히 전지 제작 시의 권회 시에 필름이 접혀 들어가면 전지의 단락이 발생되고, 전지로서 기능하지 않게 되는 등 전지 제작의 수율이 악화될 우려가 높아진다. 따라서 TD 방향의 컬량은 3㎜ 이하로 억제하고 싶은 요망이 높다.
[다공성 필름의 제작]
폴리에틸렌분말 100중량부(GUR4032, 셀라니즈제)에 대하여 올레핀계 왁스 분말(43중량부(FNP115, 닛본 세이로제)와 탄산칼슘(마루오칼슘, SEM에서 구해진 평균 입자 직경 0.10㎛) 170중량부를 헨쉘 믹서로 혼합하고, 그 후 2축 혼련기로 230℃의 실린더 온도로 설정해 혼련하여 폴리올레핀계 수지 조성물을 얻었다. 해당 폴리올레핀계 수지 조성물을, 표면 온도가 약150℃이며, 동일 주속도로 회전하는 한 쌍의 롤로 압연하여, 시트(1)를 제작하였다.
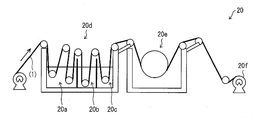
도 10은, 시트(1)로부터 폴리에틸렌(PE) 다공성 필름을 제조하는 장치(20)의 구성을 나타내는 모식도이다. 장치(20)는 산수용액조(20a)와, 알칼리수용액조(20b)와, 수조(20c)와, 가이드 롤러(20d)와, 건조 드럼(가열 드럼)(20e)과, 권취기(20f)를 구비한다. 장치(20)를 사용하여 시트(1) 중의 탄산칼슘을 제거하였다. 시트(1)를 롤에 의해 반송하고 염산 수용액(염산 2 내지 4mol/L, 비이온계 계면 활성제 0.1 내지 0.5중량%)이 들어간 산수용액조(20a)에 15분간 침지하여 탄산칼슘을 제거하고, 계속해서 해당 시트를 수산화나트륨 수용액(0.1 내지 2mol/L)이 들어간 알칼리수용액조(20b)에 2분간 침지하여 중화하였다. 또한 해당 시트를 수조(20c)에서 5분간 물 세정하고, 마지막으로 50℃에서 가열한 롤에 접촉시켜 건조하여 권취하였다. 그 후, 해당 시트를 텐터에 의해 7배로 연신하여, (연신 온도 100℃, 열 고정 온도 122.5℃), PE 다공성 필름(A)을 제작하였다.
[내열층 액의 조정]
<파라아라미드(폴리(파라페닐렌테레프탈아미드))의 합성>
교반 날개, 온도계, 질소 유입관 및 분체 첨가구를 갖는 3리터의 세퍼러블 플라스크를 사용하여, 폴리(파라페닐렌테레프탈아미드)의 제조를 행하였다. 플라스크를 충분히 건조하고, N-메틸-2-피롤리돈(NMP) 2200g, 파라페닐렌디아민 68.23g을 투입해 완전히 용해시켰다. 이 용액에 테레프탈산디클로라이드 124.97g을 첨가하였다. 얻어진 용액은 파라아라미드 농도 6%의 용액이었다. 파라아라미드 용액의 일부를 샘플링하고, 물로 재침하여 얻어진 파라아라미드의 고유 점도는, 2.02dl/g이었다.
<도공액의 제조>
먼저 중합한 파라아라미드 용액(100g)을 플라스크에 칭량하여, 243g의 NMP를 첨가하여 교반하였다. 상기 용액에 알루미나 C(닛본 에어로실사 제품)를 6g(대 파라아라미드 100중량부), 어드밴스드 알루미나 AA-03(스미토모 가가쿠사 제품)을 6g(대 파라아라미드 100중량부) 혼합하여 슬러리상의 도공액을 얻었다.
[비교예 1]
PE 다공성 필름(A)의 권회체(폭 1m, 길이 1000m)를 권출기에 장착하고, 장력 120N/m, 라인 속도 30m/분으로 인출하면서 다공성 필름(A)의 하면에 NMP를 마이크로그라비아 코터로 도포하고, 상면에 제조한 도공액을 바 코터로 100㎛ 두께로 도포하였다. 그 후, 항온 항습조 내(온도 50℃, 상대 습도 70%)를 통과시키고, 도포한 도공액으로부터 파라아라미드를 석출시켰다. 계속해서, 수세 장치를 통하여 필름 중의 NMP, 염화칼슘을 제거하였다. 그 후, 양키 드라이어로 열풍을 보내면서, 도 5의 롤러(6a 내지 6g)(표면 온도 88 내지 90℃)를 통하여 수분을 건조 제거하고, 130N/m의 권취 장력으로 권취하여, 기능 부여 세퍼레이터를 제작하였다. 제작된 기능 부여 세퍼레이터의 컬량 측정의 결과를 표 1에 나타내었다.
[실시예 1]
비교예 1에 있어서, 롤러(6a 내지 6g)(표면 온도 88 내지 90℃)의 뒤에 IR 히터(일본가이시, 인프라스테인)를 필름 반송 방향에 대하여 2.5m의 범위로 16열, 필름 폭 방향으로 6열 배열하고, 중앙 2열의 IR 히터의 온도를 500℃로 설정하여 필름 중앙(필름 폭에 대하여 3분의 1 부분)의 표면이 70℃가 되도록 5초 정도 가열한 후, 일단 냉각하고, 130N/m의 권취 장력으로 권취하여, 기능 부여 세퍼레이터를 제작하였다. 제작된 기능 부여 세퍼레이터의 컬량 측정의 결과를 표 1에 나타내었다.
[실시예 2]
실시예 1에 있어서, 중앙 2열의 IR 히터의 온도를 500℃로, 각 양측 단부 2열의 IR 히터를 300℃로 설정하여 필름 중앙(필름 폭에 대하여 3분의 1 부분)의 표면이 70℃, 필름 양측 단부(필름 폭에 대하여 각각 단으로부터 3분의 1 부분) 표면이 50℃가 되도록 5초 정도 가열한 후, 일단 냉각하고, 130N/m의 권취 장력으로 권취하여, 기능 부여 세퍼레이터를 제작하였다. 제작된 기능 부여 세퍼레이터의 컬량 측정의 결과를 표 1에 나타내었다.
[실시예 3]
실시예 1에 있어서, 중앙 2열의 IR 히터 중 상류(4열의 온도를 300℃로 설정하여 필름 중앙(필름 폭에 대하여 3분의 1 부분)을 1초 정도 가열한 후, 일단 냉각하고, 130N/m의 권취 장력으로 권취하여, 기능 부여 세퍼레이터를 제작하였다. 제작된 기능 부여 세퍼레이터의 컬량 측정의 결과를 표 1에 나타내었다.
실시예 1 내지 3에서는 필름의 온도 분포를 측정할 수 있도록, 필름에 열전대를 설치했다(필름의 양측 단부, 중앙의 3점 이상).

(본 실시 형태의 효과)
본 실시 형태의 필름 제조 방법은, 가열에 의해 수축하는 특성을 갖는 세퍼레이터(12)(기재층)와, 세퍼레이터(12)에 구속되면서 건조된 내열층(4)(기능층)을 구비한 기능 부여 세퍼레이터(12a)(필름)을 제조하는 필름 제조 방법에 있어서, 도 5의 (a)에 도시된 바와 같이, 기능 부여 세퍼레이터(12a)를 길이 방향으로 장력을 가하여 반송하면서 가열하는 가열 공정과, 도 7에 도시된 바와 같이, 기능 부여 세퍼레이터(12a)의 폭 방향의 온도 분포가 단부 E보다도 중앙부 C의 쪽이 고온이 되는 상태에서 기능 부여 세퍼레이터(12a)를 열처리하는 열처리 공정을 포함한다.
내열층(4)이 세퍼레이터(12)에 구속되면서 건조됨으로써, 내열층(4)에는 수축하려고 하는 응력이 잔존하게 된다. 그리고, 내열층(4)과 세퍼레이터(12)를 구비한 기능 부여 세퍼레이터(12a)는 길이 방향으로 장력을 가하게 되어 반송되면서 가열되면, 내열층(4)을 내측으로 해서 컬한다. 이 때, 기능 부여 세퍼레이터(12a)의 중앙부 C의 컬량은 단부 E의 컬량보다도 커진다. 이로 인해, 기능 부여 세퍼레이터(12a)의 슬릿 필름의 컬량은 기능 부여 세퍼레이터(12a)의 중앙부에서 슬릿하여 얻어진 것과, 기능 부여 세퍼레이터(12a)의 단부에서 슬릿하여 얻어진 것에 의해 상이하다.
본 실시 형태의 필름 제조 방법에 의하면, 기능 부여 세퍼레이터(12a)의 중앙부 C를 그 단부 E보다도 강하게 가열하는 열처리 공정을 실시함으로써, 세퍼레이터(12)의 중앙부의 수축량은, 그 단부의 수축량과 동등하게 발현한다.
이상에 의해, 기능 부여 세퍼레이터(12a)의 컬량의 절댓값을 저감시키는 것 이외에도, 기능 부여 세퍼레이터(12a)를 복수로 슬릿하여 얻어진 슬릿 세퍼레이터의 각각의 컬량을 일정하게 하여, 슬릿 세퍼레이터의 품질을 안정화할 수 있다.
또한, 건조 장치(5)가 구비하는 건조조의 개수는 하나로 한정되지 않는다. 이 개수를 건조 장치(5)에 요구되는 건조 능력에 따라 증가시켜도 된다.
또한, 건조조(6)가 구비하는 롤러이며, 내부에 열매체가 순환하고 있는 롤러의 개수는 7개로 한정되지 않는다. 건조조(6)가 구비하는 롤러이며, 내부에 열매체가 순환하지 않는 롤러의 개수는 2개로 한정되지 않는다. 이들 개수를, 건조 장치(5)에 요구되는 건조 능력에 따라 저감시키거나 증가시켜도 된다.
또한, 건조 장치(5)의 외부에 설치되는 롤러(8)의 개수·IR 히터(81)의 개수는 하나로 한정되지 않는다. 이들 개수를 본 실시 형태의 건조 공정에 요구되는 컬 제거 능력에 따라 증가시켜도 된다.
(열처리 공정에서의 가열 장치)
열처리 공정에서의 가열 장치는, 기능 부여 세퍼레이터(12a)를 국소적으로 가열하는 IR 히터(81)에 한정되지 않는다. 가열 장치는, 도 5의 (c)에 도시된 바와 같이 단부 e보다도 중앙부 c를 고온으로 해서 기능 부여 세퍼레이터(12a)를 그의 폭 방향으로 가열하는 IR 히터(81a)여도 된다. 기능 부여 세퍼레이터(12a)의 중앙부 C의 온도는 단부 E의 온도보다도 높아진다.
또한, 가열 장치는 적외선의 방사에 의해 기능 부여 세퍼레이터(12a)를 가열하는 것에 한정되지 않는다. 이 가열 장치는, 기능 부여 세퍼레이터(12a)에 온풍을 분사함으로써 기능 부여 세퍼레이터(12a)를 가열하는 것이어도 된다.
(열처리 공정에서의 기능 부여 세퍼레이터(12a)의 가열면)
열처리 공정에 있어서, 기능 부여 세퍼레이터(12a)를 세퍼레이터(12)측으로부터 가열하는 것이 바람직하다. 기능 부여 세퍼레이터(12a)의 컬에는, 기능 부여 세퍼레이터(12a)의 내열층(4)보다도 세퍼레이터(12)가 크게 기여한다. 이로 인해, 기능 부여 세퍼레이터(12a)를 세퍼레이터(12)측으로부터 가열함으로써, 효과적으로 기능 부여 세퍼레이터(12a)의 컬을 억제할 수 있다. 기능 부여 세퍼레이터(12a)의 두께가 20㎛ 이상일 때에는, 세퍼레이터(12)측의 면을 가열하는 것이 특히 바람직하다.
(열처리 공정에서의 가열 장치를 건조 장치(5)에 설치한 구성)
도 8은, 도 5의 (b)에 나타내는 IR 히터(81)를 도 5의 (a)에 나타내는 건조 장치(5) 내에 설치한 구성을 도시하는 모식도이다. 도 8에 도시된 바와 같이, IR 히터(81)는 건조 장치(5)의 건조조(6)의 롤러(6g)에 대향하도록 설치되어 있다.
이와 같이, IR 히터(81)를 기능 부여 세퍼레이터(12a)의 롤러(6g)에 접촉한 부위를 가열하도록 설치해도 된다. 즉, 도 5의 (b)에 있어서, 롤러(8)를 롤러(6g)로 해도 된다.
또한, IR 히터(81)를 대향시키는 롤러는, 롤러(6g)에 한정되지 않는다. IR 히터(81)는 건조 장치(5)의 건조조(6)가 구비하는 롤러이며, 내부에 열매체가 순환하고 있는 1개 또는 복수의 롤러 중 적어도 하나에 대향하도록 설치되어 있으면 된다.
또한, IR 히터(81)로 바꾸어서 도 5의 (c)에 나타내는 IR 히터(81a)를 기능 부여 세퍼레이터(12a)의 롤러(6g)에 접촉한 부위를 덮도록 설치해도 된다.
(건조 장치(5)의 외부 환경)
건조 장치(5)의 외부에 있어서, 온도는 20℃ 이상 30℃ 이하의 일정 온도로 유지되어 있다. 또한, 절대 습도는, 30% 이상 60% 이하의 일정 습도로 유지되고 있다. 기능 부여 세퍼레이터(12a)는 이러한 항온 항습 환경을 반송되는 것에 의해, 전 공정으로부터 건조 공정까지 반송되는 사이에, 건조 개시에 적합한 일정 온도·일정 습도가 된다. 또한, 건조 공정으로부터 후 공정까지 반송되는 사이에, 후 공정의 개시에 적합한 일정 온도·일정 습도가 된다.
이상과 같이, 본 발명의 필름 제조 방법은, 일정 온도 및 일정 습도 중 적어도 한쪽이 되도록 제어된 공기 중을 통과하도록, 기능 부여 세퍼레이터(12a)를 반송하는 공정을 더 포함하고 있을 수도 있다.
예를 들어, 도 5의 (a)에서, 전 공정으로부터 건조 장치(5)까지 기능 부여 세퍼레이터(12a)를 반송하는 반송 경로의 공기가, 일정 온도가 되도록 제어되어 있으면, 건조 장치(5)에서, 사전에 일정 온도가 된 기능 부여 세퍼레이터(12a)를 처리할 수 있다. 따라서, 건조 장치(5)에서 목표로 하는 온도까지 기능 부여 세퍼레이터(12a)를 가열할 때에, 기능 부여 세퍼레이터(12a)에 부여하는 열량을 정확하게 규정할 수 있다.
또한, 롤러(8)로부터 후 공정까지 기능 부여 세퍼레이터(12a)를 반송하는 반송 경로의 공기가, 일정 온도가 되도록 제어되어 있으면, IR 히터(81)에 의해 목표로 하는 온도까지 가열된 기능 부여 세퍼레이터(12a)를 일정 온도가 될 때까지 반송할 수 있다. 따라서, 롤러(8)의 후에 기능 부여 세퍼레이터(12a)의 온도 변화에 악영향을 받는 후 공정(예를 들어 검사 공정)이 존재하는 경우에, 이 후 공정에 적합한 기능 부여 세퍼레이터(12a)를 제공할 수 있다.
또한, 건조 장치(5)로부터 후 공정까지 기능 부여 세퍼레이터(12a)를 반송하는 반송 경로의 공기가 일정 온도가 되도록 제어되어 있으면, IR 히터(81)가 기능 부여 세퍼레이터(12a)에 부여되는 열량과, 기능 부여 세퍼레이터(12a)로부터 공기 중에 나가는 열량의 열수지를 예측하기 쉬워진다.
구체적으로는, IR 히터(81)로부터 기능 부여 세퍼레이터(12a)에 열이 부여되는 한편, 기능 부여 세퍼레이터(12a)로부터 공기 중에 열이 빠져 나간다. 그리고, 기능 부여 세퍼레이터(12a)에 접하는 공기의 온도가 제어된 일정 온도이면, 기능 부여 세퍼레이터(12a)에 드나드는 열량을 정확하게 예측할 수 있다. 이 예측 결과를 이용하여 예를 들어 IR 히터(81)의 출력을 조정할 수 있다.
(필름 제조 장치)
가열에 의해 수축하는 특성을 갖는 기능 부여 세퍼레이터(12a)를 제조하는 필름 제조 장치에 있어서, 기능 부여 세퍼레이터(12a)를 길이 방향으로 장력을 가하여 반송하면서 가열하는 롤러(6a 내지 6g)(가열 장치)와, 기능 부여 세퍼레이터(12a)의 폭 방향의 온도 분포가 단부보다도 중앙부의 쪽이 고온이 되는 상태에서 상기 필름을 열처리하는 IR 히터(81)(열처리 장치)를 구비하는 필름 제조 장치도, 본 발명에 포함된다.
또한, 이 필름 제조 장치는, IR 히터(81)로 바꾸어서 IR 히터(81a)(열처리 장치)를 구비하고 있을 수도 있다.
(필름)
본 발명에는, 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름으로서, 상기 필름의 폭 방향의 컬량은 상기 필름의 적어도 1개소의 단부에서 취득한 샘플보다도 상기 필름의 적어도 1개소의 중앙부에서 취득한 샘플의 쪽이 작은, 즉 표 1의 실시예 1 내지 3에 예시되는 컬량을 갖는 필름도 포함된다.
또한, 본 발명에는, 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름으로서, 상기 필름의 양측 단부로부터 15㎝ 중앙부측에서 취득한 2개의 샘플과 상기 필름의 중앙부에서 취득한 샘플의 폭 방향의 컬량의 표준 편차가 1㎜ 이하인, 즉 표 1의 실시예 1 내지 3에 예시되는 컬량을 갖는 필름도 포함된다.
필름 내의 폭 방향 컬량의 변동을 저감시킨 상기 필름을 채용함으로써, 전지 제작 시의 권회 시에 필름의 폭 방향 컬량에 따라 때마다 전지 권회 조건을 재설정할 필요가 없어지므로, 전지 제작의 생산성을 높일 수 있다. 필름이 접혀 들어가는 빈도를 억제할 수 있으므로, 상기 필름은, 전지 제작의 수율을 높일 수 있다.
또한, 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름으로서, 상기 필름의 폭 방향의 컬량은 상기 필름의 단부에서 취득한 샘플보다도 상기 필름의 중앙부에서 취득한 샘플의 쪽이 작은 필름, 및 상기 필름에서 취득한 샘플의 상기 필름의 폭 방향의 컬량의 표준 편차가 1㎜ 이하인 필름은 더욱 전지 제작의 수율을 높일 수 있다.
(IR 히터)
기능 부여 세퍼레이터(12a)의 제조에 있어서는, 전지 제작 시의 권회 시에, 기능 부여 세퍼레이터(12a)의 접혀 들어가는 것을 방지하는 것이 과제가 된다. 도 11은, 도 7에 나타내는 공급 열량 분포가 되도록 기능 부여 세퍼레이터(12a)를 가열하기 위한 IR 히터(81)의 구성을 나타내는 모식도이다. 도 11에 도시된 바와 같이, IR 히터(81)는 기능 부여 세퍼레이터(12a)의 반송 경로를 따라서 배치되는 복수의 가열 모듈을 구비함으로써, 도 7에 나타내는 공급 열량 분포가 되도록 기능 부여 세퍼레이터(12a)를 가열할 수 있다.
도 11의 (a)는 IR 히터(81)의 구성을 도시하는 평면도이다. 도 11의 (b)는 도 11의 (a)에 대응하는 측면도이다. IR 히터(81)는 복수의 가열 모듈(811)을 구비한다. 도 11의 (a)(b)에 도시된 바와 같이, 일례로서, IR 히터(81)는 기능 부여 세퍼레이터(12a)와 평행인 평면에서, 기능 부여 세퍼레이터(12a)의 반송 방향과 수직인 방향으로 3행의, 기능 부여 세퍼레이터(12a)의 반송 방향으로 4열의, 합계 12개의 가열 모듈(811)을 구비한다.
도 11의 (a)에 나타내는 바와 같이, IR 히터(81)는 예를 들어 2행째에 배치된 가열 모듈(811)을 다른 행에 배치된 가열 모듈(811)보다도 출력을 높일 수 있다. 즉, IR 히터(81)는 복수의 가열 모듈(811)을 선택적으로 사용할 수 있다. 이상과 같은 구성을 구비하는 IR 히터(81)는 면상 발열체가 되기 때문에 방사 분포가 양호하고, 기능 부여 세퍼레이터(12a)가 넓은 면적을 균일하고 또한 안정되게 가열할 수 있다.
가열 모듈(811)은, 일례로서, 3㎛ 내지 7㎛의 적외선 파장대를 주체로 하는 적외선을 방사하는 적외선 램프를 구비한다. 이 적외선 파장대는, 기능 부여 세퍼레이터(12a)의 기재층인 세퍼레이터(12)의 주성분 흡수 파장을 포함한다. 이에 의해, IR 히터(81)는 기재층을 선택적으로 가열할 수 있다.
도 11의 (c)는 도 11의 (b)에 나타내는 구성과는 다른 IR 히터(81)의 구성을 나타내는 측면도이다. 기능 부여 세퍼레이터(12a)가 예를 들어 롤러 위에 반송될 때에는, 기능 부여 세퍼레이터(12a)의 반송 경로는 곡면이 된다. 이 때, IR 히터(81)는 곡면의 반송 경로를 따라 배열한 복수의 가열 모듈(811)을 구비해도 된다. 이와 같은 구성을 구비하는 IR 히터(81)는 곡면상 발열체가 되어 곡면의 반송 경로에 설치할 수 있기 때문에 공정 설계의 자유도가 늘어나고, 또한, 방사 분포가 양호하며, 기능 부여 세퍼레이터(12a)가 넓은 면적을 균일하고 또한 안정되게 가열할 수 있다.
또한, IR 히터(81a)도, 도 11에 도시된 바와 같이, 기능 부여 세퍼레이터(12a)의 반송 경로를 따라서 배치되는 복수의 가열 모듈을 구비해도 된다. 이에 의해, IR 히터(81a)도, 도 7에 나타내는 공급 열량 분포가 되도록 기능 부여 세퍼레이터(12a)를 가열할 수 있다.
〔정리〕
본 발명에 따른 필름 제조 방법은, 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름을 제조하는 필름 제조 방법에 있어서, 상기 필름을 길이 방향으로 장력을 가하여 반송하면서 가열하는 가열 공정과, 상기 필름의 폭 방향의 온도 분포가 단부보다도 중앙부의 쪽이 고온이 되는 상태에서 상기 필름을 열처리하는 열처리 공정을 포함한다.
기능층이 기재층에 구속되면서 건조됨으로써, 기능층에는, 수축하려고 하는 응력이 잔존하게 된다. 그리고, 기능층과 기재층을 구비한 필름은, 길이 방향으로 장력을 가할 수 있어서 반송되면서 가열되면, 기능층을 내측으로 해서 컬한다. 이 때, 필름의 중앙부의 컬량은, 단부의 컬량보다도 커진다. 이로 인해, 슬릿 필름의 컬량은, 필름의 중앙부에서 슬릿하여 얻어진 것과, 필름의 단부에서 슬릿하여 얻어진 것에서 상이하다.
상기 제조 방법에 의하면, 필름의 중앙부를 그 단부보다도 강하게 가열하는 열처리 공정을 실시함으로써, 기재층의 중앙부의 수축량은, 그 단부의 수축량과 동등하게 발현한다.
이상에 의해, 필름의 컬량의 절댓값을 저감시키는 것 이외에도, 필름을 복수로 슬릿하여 얻어진 슬릿 세퍼레이터의 각각의 컬량을 일정하게 하여, 슬릿 세퍼레이터의 품질을 안정화할 수 있다.
또한, 가열 공정과 열처리 공정이라 함은, 그 실시 순서는 묻지 않는다. 또한, 가열 공정과 동시에 열처리 공정을 행해도 된다. 가열 공정과 동시에 열처리 공정을 행하는 경우, 가열 공정의 전체에서 열처리 공정이 행해져도 되며, 가열 공정의 일부에서 열처리 공정이 행해져도 된다.
본 발명에 따른 필름 제조 방법에서는, 상기 열처리 공정에 있어서, 상기 필름에 대한 폭 방향의 공급 열량 분포가 단부보다도 중앙부의 쪽이 커지도록 상기 필름을 가열하는 것이 바람직하다.
본 발명에 따른 필름 제조 방법에서는, 상기 가열 공정에 있어서, 가열한 하나 또는 복수의 롤러에 상기 필름을 접촉시킴으로써 상기 필름을 가열하고, 상기 열처리 공정에 있어서, 상기 필름의 상기 롤러 중 적어도 하나에 접촉하는 부위를 열처리하는 것이 바람직하다.
상기 제조 방법에 의하면, 동일한 롤러 부근에서 가열 공정 및 열처리 공정을 실행할 수 있다. 이로 인해, 가열 공정 및 열처리 공정을, 예를 들어 동일한 건조조 내의 동일 위치에서 실행할 수 있다.
본 발명에 따른 필름 제조 방법에서는, 상기 필름은 전지용 세퍼레이터인 것이 바람직하다.
본 발명에 따른 필름 제조 방법에서는, 상기 열처리 공정에 있어서, 상기 필름을 상기 기재층측에서 가열하는 것이 바람직하다.
가열에 의해 수축하는 특성을 갖는 기재층과, 기재층에 구속되면서 건조된 기능층을 구비하는 필름의 수축에는, 기능층보다도 기재층이 크게 기여한다. 상기 제조 방법에 의하면, 필름을 기재층측에서 가열함으로써, 효과적으로 필름의 컬을 억제할 수 있다.
본 발명에 따른 필름 제조 방법에서는, 상기 가열 공정 및 열처리 공정 중 적어도 한쪽 전에, 일정 온도가 되도록 제어된 공기 중을 통과하도록, 상기 필름을 반송하는 공정을 더 포함하는 것이 바람직하다.
상기 제조 방법에 의하면, 가열 공정 및 열처리 공정 중 적어도 한쪽 공정에서, 사전에 일정 온도가 된 필름을 처리할 수 있다. 따라서, 당해 공정에서 목표로 하는 온도까지 필름을 가열할 때에, 필름에 부여하는 열량을 정확하게 규정할 수 있다.
본 발명에 따른 필름 제조 방법에서는, 상기 가열 공정 및 열처리 공정 중 적어도 한쪽 후에, 일정 온도가 되도록 제어된 공기 중을 통과하도록, 상기 필름을 반송하는 공정을 더 포함하는 것이 바람직하다.
상기 제조 방법에 의하면, 가열 공정 및 열처리 공정 중 적어도 한쪽 공정에 있어서, 당해 공정에서 목표로 하는 온도까지 가열된 필름을 일정 온도가 될 때까지 반송할 수 있다. 따라서, 당해 공정 후에 필름의 온도 변화에 악영향을 받는 후 공정(예를 들어 검사 공정)이 존재하는 경우에, 이 후 공정에 적합한 필름을 제공할 수 있다.
본 발명에 따른 필름 제조 방법에서는, 상기 열처리 공정에 있어서, 일정 온도가 되도록 제어된 공기 중을 통과하도록 반송되고 있는 상기 필름을 열처리하는 것이 바람직하다.
상기 제조 방법에 의하면, 상기 열처리 공정에 있어서, 필름에 부여되는 열량과, 필름으로부터 공기 중에 나가는 열량의 열수지를 예측하기 쉬워진다.
본 발명에 따른 필름 제조 장치는, 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름을 제조하는 필름 제조 장치에 있어서, 상기 필름을 길이 방향으로 장력을 가하여 반송하면서 가열하는 가열 장치와, 상기 필름의 폭 방향의 온도 분포가 단부보다도 중앙부의 쪽이 고온이 되는 상태에서 상기 필름을 열처리하는 열처리 장치를 구비한다.
상기 구성에 의해서도, 필름의 컬량의 절댓값을 저감시키는 것 이외에도, 필름을 복수로 슬릿하여 얻어진 슬릿 세퍼레이터의 각각의 컬량을 일정하게 하고, 슬릿 세퍼레이터의 각각의 컬량을 일정하게 하여, 슬릿 세퍼레이터의 품질을 안정화할 수 있다.
본 발명에 따른 필름은, 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름으로서, 상기 필름의 폭 방향의 컬량은 상기 필름의 적어도 1개소의 단부에서 취득한 샘플보다도 상기 필름의 적어도 1개소의 중앙부에서 취득한 샘플의 쪽이 작다.
본 발명에 따른 필름은, 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름으로서, 상기 필름의 양측 단부로부터 15㎝ 중앙부측에서 취득한 2개의 샘플과 상기 필름의 중앙부에서 취득한 샘플의 폭 방향의 컬량의 표준 편차는 1㎜ 이하이다.
본 발명에 따른 필름에서는, 상기 필름의 중앙부에서 취득한 샘플의 폭 방향의 컬량은 3㎜ 이하인 것이 바람직하다.
또한, 상기 필름은, 단순히 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 적층된 기능층을 구비한 필름이어도 된다.
〔부기 사항〕
본 발명은 상술한 각 실시 형태에 한정되는 것은 아니며, 청구항에 나타낸 범위에서 다양한 변경이 가능하며, 다른 실시 형태에 각각 개시된 기술적 수단을 적절히 조합하여 얻어지는 실시 형태에 대하여서도 본 발명의 기술적 범위에 포함된다. 또한, 각 실시 형태에 각각 개시된 기술적 수단을 조합함으로써, 새로운 기술적 특징을 형성할 수 있다.
1: 리튬 이온 이차 전지
2: 외부 기기
3: 리튬 이온
4: 내열층(기능층)
5: 건조 장치
6: 건조조
6a 내지 6g: 롤러(가열 장치)
11: 캐소드
12: 세퍼레이터(기재층)
12a: 기능 부여 세퍼레이터(필름, 전지용 세퍼레이터)
13: 애노드
81·81a: IR 히터(열처리 장치)
C: 중앙부
E: 단부
2: 외부 기기
3: 리튬 이온
4: 내열층(기능층)
5: 건조 장치
6: 건조조
6a 내지 6g: 롤러(가열 장치)
11: 캐소드
12: 세퍼레이터(기재층)
12a: 기능 부여 세퍼레이터(필름, 전지용 세퍼레이터)
13: 애노드
81·81a: IR 히터(열처리 장치)
C: 중앙부
E: 단부
Claims (12)
- 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름을 제조하는 필름 제조 방법에 있어서,
상기 필름을 길이 방향으로 장력을 가하여 반송하면서 가열하는 가열 공정과,
상기 필름의 폭 방향의 온도 분포가 단부보다도 중앙부의 쪽이 고온이 되는 상태에서 상기 필름을 열처리하는 열처리 공정
을 포함하는 것을 특징으로 하는 필름 제조 방법. - 제1항에 있어서, 상기 열처리 공정에 있어서, 상기 필름에 대한 폭 방향의 공급 열량 분포가 단부보다도 중앙부의 쪽이 커지도록 상기 필름을 가열하는 것을 특징으로 하는 필름 제조 방법.
- 제1항 또는 제2항에 있어서, 상기 가열 공정에 있어서, 가열한 하나 또는 복수의 롤러에 상기 필름을 접촉시킴으로써 상기 필름을 가열하고,
상기 열처리 공정에 있어서, 상기 필름의 상기 롤러 중 적어도 하나에 접촉하는 부위를 열처리하는 것을 특징으로 하는 필름 제조 방법. - 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 필름은 전지용 세퍼레이터인 것을 특징으로 하는 필름 제조 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 열처리 공정에 있어서, 상기 필름을 상기 기재층측에서 가열하는 것을 특징으로 하는 필름 제조 방법.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 가열 공정 및 열처리 공정 중 적어도 한쪽 전에, 일정 온도가 되도록 제어된 공기 중을 통과하도록, 상기 필름을 반송하는 공정을 더 포함하는 것을 특징으로 하는 필름 제조 방법.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 가열 공정 및 열처리 공정 중 적어도 한쪽 후에, 일정 온도가 되도록 제어된 공기 중을 통과하도록, 상기 필름을 반송하는 공정을 더 포함하는 것을 특징으로 하는 필름 제조 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 열처리 공정에 있어서, 일정 온도가 되도록 제어된 공기 중을 통과하도록 반송되고 있는 상기 필름을 열처리하는 것을 특징으로 하는 필름 제조 방법.
- 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름을 제조하는 필름 제조 장치에 있어서,
상기 필름을 길이 방향으로 장력을 가하여 반송하면서 가열하는 가열 장치와,
상기 필름의 폭 방향의 온도 분포가 단부보다도 중앙부의 쪽이 고온이 되는 상태에서 상기 필름을 열처리하는 열처리 장치
를 구비하는 것을 특징으로 하는 필름 제조 장치. - 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름으로서,
상기 필름의 폭 방향의 컬량은 상기 필름의 적어도 1개소의 단부에서 취득한 샘플보다도 상기 필름의 적어도 1개소의 중앙부에서 취득한 샘플의 쪽이 작은 것을 특징으로 하는 필름. - 가열에 의해 수축하는 특성을 갖는 기재층과, 상기 기재층에 구속되면서 건조된 기능층을 구비한 필름으로서,
상기 필름의 양측 단부로부터 15㎝ 중앙부측에서 취득한 2개의 샘플과 상기 필름의 중앙부에서 취득한 샘플의 폭 방향의 컬량의 표준 편차는 1㎜ 이하인 것을 특징으로 하는 필름. - 제10항 또는 제11항에 있어서, 상기 필름의 중앙부에서 취득한 샘플의 폭 방향의 컬량은 3㎜ 이하인 것을 특징으로 하는 필름.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015214893 | 2015-10-30 | ||
| JPJP-P-2015-214893 | 2015-10-30 | ||
| PCT/JP2016/082349 WO2017073788A1 (ja) | 2015-10-30 | 2016-10-31 | フィルム製造方法、フィルム製造装置、およびフィルム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180077179A true KR20180077179A (ko) | 2018-07-06 |
Family
ID=58630593
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187012476A KR20180077179A (ko) | 2015-10-30 | 2016-10-31 | 필름 제조 방법, 필름 제조 장치, 및 필름 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10707465B2 (ko) |
| JP (1) | JP6752112B2 (ko) |
| KR (1) | KR20180077179A (ko) |
| CN (1) | CN108348957A (ko) |
| WO (1) | WO2017073788A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7161359B2 (ja) * | 2018-09-27 | 2022-10-26 | 東京応化工業株式会社 | 加熱処理装置、イミド系樹脂膜製造システム、及び加熱処理方法 |
| JP7495266B2 (ja) * | 2019-04-18 | 2024-06-04 | 住友化学株式会社 | 電池用セパレータの製造システムおよび製造方法 |
| KR20200143086A (ko) * | 2019-06-14 | 2020-12-23 | 주식회사 엘지화학 | 세퍼레이터의 제조방법 및 이에 의해 제조된 세퍼레이터 |
| JP7192739B2 (ja) * | 2019-10-11 | 2022-12-20 | 株式会社村田製作所 | 電子部品の製造方法及び電子部品製造装置 |
| JP7489819B2 (ja) | 2020-04-27 | 2024-05-24 | 住友化学株式会社 | 非水電解液二次電池用積層セパレータの製造方法および非水電解液二次電池用積層セパレータ |
| JP2023019481A (ja) * | 2021-07-29 | 2023-02-09 | 東レエンジニアリング株式会社 | 基材加熱装置、基材加熱方法、塗工装置および塗工方法 |
| CN113969231B (zh) * | 2021-10-29 | 2023-08-15 | 株洲双安微医疗科技有限公司 | 一种用于生物提取的微孔板及其制备方法 |
| CN115889149B (zh) * | 2022-12-29 | 2024-01-23 | 蜂巢能源科技股份有限公司 | 涂胶方法及电池模组的制造方法 |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6287320A (ja) * | 1985-10-15 | 1987-04-21 | Teijin Ltd | 熱可塑性重合体フイルムの加熱延伸装置 |
| JPH0452424A (ja) | 1990-06-21 | 1992-02-20 | Matsushita Electric Ind Co Ltd | 電気カーペット |
| JPH04252424A (ja) * | 1991-01-28 | 1992-09-08 | Matsushita Electric Ind Co Ltd | 磁気記録媒体の製造方法 |
| US5851610A (en) * | 1991-02-07 | 1998-12-22 | Applied Extrusion Technologies, Inc. | Shrink films and articles including the same |
| US5830603A (en) * | 1993-09-03 | 1998-11-03 | Sumitomo Electric Industries, Ltd. | Separator film for a storage battery |
| JPH1010676A (ja) | 1996-06-19 | 1998-01-16 | Fuji Photo Film Co Ltd | 写真用支持体とその調製方法 |
| US6090898A (en) * | 1997-02-26 | 2000-07-18 | Toray Industries, Inc. | Polyester film and a production process thereof |
| JP3684941B2 (ja) | 1999-10-13 | 2005-08-17 | ソニーケミカル株式会社 | 塗布膜形成装置及び塗布膜形成方法 |
| EP1190847B1 (en) * | 2000-09-26 | 2004-02-04 | Kureha Kagaku Kogyo Kabushiki Kaisha | Heat-shrinkable multilayer film |
| US7264866B2 (en) * | 2003-01-21 | 2007-09-04 | Teijin Dupont Films Japan Limited | Laminate film |
| JP2005319700A (ja) * | 2004-05-10 | 2005-11-17 | Oji Paper Co Ltd | 感熱記録体およびその製造方法 |
| JP2006047820A (ja) | 2004-08-06 | 2006-02-16 | Konica Minolta Medical & Graphic Inc | 熱現像写真感光材料及びその製造方法 |
| JP2007197611A (ja) | 2006-01-27 | 2007-08-09 | Fujifilm Corp | 光学用フィルム及びその製造方法 |
| US8309202B2 (en) * | 2006-10-06 | 2012-11-13 | Toray Industries, Inc. | Hard-coated film, method for production thereof and antireflection film |
| KR101162940B1 (ko) * | 2006-11-20 | 2012-07-06 | 데이진 가부시키가이샤 | 비수계 이차 전지용 세퍼레이터, 그 제조 방법 및 비수계 이차 전지 |
| KR101288803B1 (ko) * | 2007-09-12 | 2013-07-23 | 에스케이이노베이션 주식회사 | 고온 강도 및 투과도가 우수한 폴리에틸렌 미세다공막 |
| ES2428094T3 (es) * | 2007-11-30 | 2013-11-05 | Toray Battery Separator Film Co., Ltd. | Películas microporosas, procedimientos para su producción y aplicaciones de las mismas |
| JP5141879B2 (ja) * | 2007-12-11 | 2013-02-13 | 株式会社リコー | 定着装置及び画像形成装置 |
| CN101286553B (zh) * | 2008-05-27 | 2010-06-02 | 佛山塑料集团股份有限公司 | 一种改善锂离子电池隔膜弓形量的方法 |
| US20100316912A1 (en) * | 2009-06-11 | 2010-12-16 | Tomoegawa Co., Ltd. | Separator for power storage device |
| JP5359656B2 (ja) | 2009-07-31 | 2013-12-04 | 東洋紡株式会社 | ハードコートフィルムおよびそれを用いた透明導電性フィルム |
| JP5782345B2 (ja) * | 2010-09-29 | 2015-09-24 | 日東電工株式会社 | 積層フィルムの製造方法 |
| CN103687901B (zh) * | 2011-07-22 | 2015-11-25 | 东丽电池隔膜株式会社 | 微多孔性聚乙烯膜的制造方法 |
| US9799867B2 (en) | 2013-06-21 | 2017-10-24 | Sumitomo Chemical Company, Limited | Laminated porous film, separator for non-aqueous electrolyte secondary battery and non-aqueous electrolyte secondary battery |
| JP5708873B1 (ja) | 2013-10-28 | 2015-04-30 | 住友化学株式会社 | 積層多孔質フィルム、非水電解液二次電池用セパレータおよび非水電解液二次電池 |
| WO2015099190A1 (ja) | 2013-12-26 | 2015-07-02 | 帝人株式会社 | 非水系二次電池用セパレータ及び非水系二次電池 |
| JP6371527B2 (ja) | 2014-01-07 | 2018-08-08 | 富士機械工業株式会社 | 塗工装置 |
| US20180229398A1 (en) * | 2015-08-12 | 2018-08-16 | Ube Industries, Ltd. | Resin granule mass, resin film, separator, sorting device, and sorting method |
-
2016
- 2016-10-31 KR KR1020187012476A patent/KR20180077179A/ko unknown
- 2016-10-31 WO PCT/JP2016/082349 patent/WO2017073788A1/ja active Application Filing
- 2016-10-31 US US15/770,793 patent/US10707465B2/en not_active Expired - Fee Related
- 2016-10-31 JP JP2016213672A patent/JP6752112B2/ja active Active
- 2016-10-31 CN CN201680062920.3A patent/CN108348957A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| JP6752112B2 (ja) | 2020-09-09 |
| CN108348957A (zh) | 2018-07-31 |
| US20180309104A1 (en) | 2018-10-25 |
| US10707465B2 (en) | 2020-07-07 |
| JP2017081164A (ja) | 2017-05-18 |
| WO2017073788A1 (ja) | 2017-05-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20180077179A (ko) | 필름 제조 방법, 필름 제조 장치, 및 필름 | |
| KR102352507B1 (ko) | 복합막의 제조 방법 및 복합막의 제조 장치 | |
| JP7348023B2 (ja) | 塗工フィルムの製造方法および塗工フィルムの製造装置 | |
| JP6627222B2 (ja) | 電池用セパレータの製造方法、および電池用セパレータの捲回体 | |
| US11239529B2 (en) | Film production method | |
| US10563299B2 (en) | Heating roller and film production method | |
| KR101811176B1 (ko) | 필름 제조 방법 및 필름 제조 장치 | |
| KR20170074830A (ko) | 기능성 필름의 제조 방법 및 기능성 필름의 제조 장치 | |
| US10137608B2 (en) | Film-stretching apparatus and method of producing film | |
| KR101913476B1 (ko) | 전지용 세퍼레이터의 제조 방법 및 전지용 세퍼레이터 제조 장치 | |
| US10427904B2 (en) | Method for producing film and method for winding off film | |
| US20170373290A1 (en) | Method for producing separator and device for producing separator | |
| US10328613B2 (en) | Film-stretching apparatus and method of producing film | |
| KR20170056436A (ko) | 필름 제조 방법 및 필름 세정 장치 | |
| KR102326449B1 (ko) | 필름 연신 장치 및 필름 제조 방법 | |
| JP7262285B2 (ja) | 電池用セパレータの製造システム、及び電池用セパレータの製造方法 | |
| JP6466603B2 (ja) | 電池用セパレータフィルム、非水電解液二次電池用セパレータ及び非水電解液二次電池 | |
| JP2017216229A (ja) | 積層セパレータ捲回体 | |
| JP6794228B2 (ja) | フィルム加熱装置およびフィルム製造方法 |