KR20170120156A - 프레스 성형 방법 및 그 프레스 성형 방법을 사용한 부품의 제조 방법 그리고 그 프레스 성형 방법을 사용하여 제조된 부품 - Google Patents
프레스 성형 방법 및 그 프레스 성형 방법을 사용한 부품의 제조 방법 그리고 그 프레스 성형 방법을 사용하여 제조된 부품 Download PDFInfo
- Publication number
- KR20170120156A KR20170120156A KR1020177026798A KR20177026798A KR20170120156A KR 20170120156 A KR20170120156 A KR 20170120156A KR 1020177026798 A KR1020177026798 A KR 1020177026798A KR 20177026798 A KR20177026798 A KR 20177026798A KR 20170120156 A KR20170120156 A KR 20170120156A
- Authority
- KR
- South Korea
- Prior art keywords
- flange
- curved
- deformation
- fillet
- vertical wall
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/206—Deep-drawing articles from a strip in several steps, the articles being coherent with the strip during the operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
- B21D24/005—Multi-stage presses
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
(과제) 고강도의 금속판으로부터 폭 방향으로 만곡된 부품을 프레스 성형할 때의 수축 플랜지 변형에 의한 주름의 발생 및 연신 플랜지 변형에 의한 균열의 발생을 억제하는 것에 있다.
(해결 수단) 평판상의 블랭크로부터, 모자형 또는 コ 자형의 단면 형상을 가짐과 함께, 길이 방향을 따라 폭 방향으로 만곡된 만곡부와 그 만곡부의 양단에 연결되는 직변부를 갖는 부품을 프레스 성형할 때에, 천판부와, 그 천판부의 양측 단부에 필릿부를 개재하여 상단부가 연결되는 세로벽부와, 그것들 세로벽부의 하단부에 필릿부를 개재하여 내측 단부가 연결되는 플랜지부를 구비하는 모자형의 단면 형상을 거쳐 모자형 또는 コ 자형의 단면 형상으로 드로 성형하고, 그 드로 성형시에, 상기 만곡부의 상기 플랜지부에 발생하는 둘레 방향의 인장 변형 혹은 둘레 방향의 압축 변형을 완화시키는 상기 만곡부의 상기 플랜지부의 재료 이동을 일으키게 하는 것을 특징으로 하는 프레스 성형 방법이다.
(해결 수단) 평판상의 블랭크로부터, 모자형 또는 コ 자형의 단면 형상을 가짐과 함께, 길이 방향을 따라 폭 방향으로 만곡된 만곡부와 그 만곡부의 양단에 연결되는 직변부를 갖는 부품을 프레스 성형할 때에, 천판부와, 그 천판부의 양측 단부에 필릿부를 개재하여 상단부가 연결되는 세로벽부와, 그것들 세로벽부의 하단부에 필릿부를 개재하여 내측 단부가 연결되는 플랜지부를 구비하는 모자형의 단면 형상을 거쳐 모자형 또는 コ 자형의 단면 형상으로 드로 성형하고, 그 드로 성형시에, 상기 만곡부의 상기 플랜지부에 발생하는 둘레 방향의 인장 변형 혹은 둘레 방향의 압축 변형을 완화시키는 상기 만곡부의 상기 플랜지부의 재료 이동을 일으키게 하는 것을 특징으로 하는 프레스 성형 방법이다.
Description
본 발명은, 모자형 또는 コ 자형의 단면 형상을 갖고, 길이 방향을 따라 폭 방향으로 만곡된 부품의 프레스 성형 방법에 관한 것으로, 특히 연신 플랜지 변형에 의한 균열과, 수축 플랜지 변형에 의한 주름의 발생을 억제하는 프레스 성형 방법에 관한 것이다. 또한 본 발명은, 그 프레스 성형 방법을 사용하여 제조된, コ 자형 또는 모자형의 단면 형상을 갖고, 길이 방향을 따라 폭 방향으로 만곡된 프레스 제품으로서의 부품에 관한 것이기도 하다.
최근, 자동차의 충돌 안전성과 차체의 경량화를 양립하기 위해, 보다 고강도의 금속판이 요구되고 있다. 그러나, 금속판은 인장 강도가 향상될수록 프레스 성형성에 크게 관련된 연성이 저하되는 경향이 있다. 그 때문에, 소재의 연성이 성형성에 크게 영향을 미치는 장출 (張出) 성형보다, 폼 (굽힘) 성형이나 드로 (드로잉) 성형이 다용되는 경향이 있다.
드로 성형에서는, 먼저, 성형하는 부품의 재료가 되는 금속판인 블랭크를 펀치와 블랭크 홀더 상에 재치 (載置) 하고, 블랭크의 상방으로부터 다이를 하강시킴으로써, 블랭크를 다이와 블랭크 홀더로 누르고, 블랭크에 적당한 장력을 부하하면서 블랭크를 절곡시킨다. 이 때, 다이와 블랭크 홀더로 눌림으로써, 펀치와 다이 사이에 크게 끌려들어간 재료 (블랭크의 일부) 가 부품의 세로벽부를 형성한다. 그 때문에, 연성이 부족한 재료여도 세로벽부의 성형이 용이해진다. 또, 다이와 블랭크 홀더에 의해 블랭크의 면외 변형 (주름) 이 구속되어, 세로벽부에 끌려들어가는 재료에 가해지는 장력을 조정하기 쉽기 때문에, 복잡한 부품 형상을 성형하기 쉽다는 이점이 있다.
한편으로, 복잡한 형상의 부품을 드로 성형에 의해 제조하는 경우, 플랜지부가 되는 위치의 블랭크의 단부에서 균열이나 주름이 발생한다는 과제가 있으며, 특히 도 1 에 사시도로 나타냄과 함께 도 2 에 평면도로 나타내는 바와 같은, 길이 방향을 따라 폭 방향으로 만곡된 만곡부 (C) 와 그 만곡부 (C) 의 양단에 연결되는 직변부 (S) 를 갖는 부품 (PT) 을 제조하는 경우에 문제가 되기 쉽다.
도 3 은, 이 도 1 및 도 2 에 나타내는 부품 (PT) 의 횡단면 형상을 나타내고 있으며, 도시와 같이 이 부품은, 폭 방향 중앙의 천판부 (T) 와, 그 천판부 (T) 의 양측 단부에 펀치 숄더 필릿부 (R 면부) (P) 를 개재하여 상단부가 연결되는 세로벽부 (W) 와, 그것들 세로벽부 (W) 의 하단부에 다이 숄더 필릿부 (R 면부) (D) 를 개재하여 내측 단부가 연결되는 플랜지부 (F) 를 구비하여 모자형의 횡단면 형상을 가짐과 함께, 길이 방향을 따라 폭 방향으로 만곡된 만곡부 (C) 와, 그 만곡부 (C) 의 양단에 연결되는 직변부 (S) 를 가져 대략 L 자형의 평면 형상을 이루고 있다.
도 4 는, 이와 같은 부품을 드로 성형하는 통상적인 금형의 일례를 나타내는 단면도이며, 이 금형은, 블랭크의 플랜지부에 대응하는 위치에 배치된 블랭크 홀더 (1) 와, 그 블랭크 홀더 (1) 의 중앙부의 관통공 내에 승강 가능하게 배치된 펀치 (2) 를 갖는 하형 (3) 과, 펀치 (2) 의 상부를 수용 가능한 오목부를 갖는 다이 (4) 를 갖는 상형 (5) 을 구비하고 있고, 이 금형에 있어서는, 프레스기에 금형을 세트하여 블랭크 홀더 (1) 를 예를 들어 프레스기의 쿠션핀 (6) 으로 펀치 (2) 와 동일한 높이에 탄성적으로 유지한 상태에서, 블랭크를 펀치 (2) 와 블랭크 홀더 (1) 상에 재치하고, 상형 (5) 을 하강시켜 블랭크의 상방으로부터 다이 (4) 를 하강시키면, 다이 (4) 가 블랭크의 양측의 플랜지부를 블랭크 홀더 (1) 와의 사이에서 끼워 누르면서 블랭크와 블랭크 홀더 (1) 를 하강시키고, 이로써 펀치 (2) 가 블랭크의 중앙부를 그에 적당한 장력을 부하하면서 상대적으로 다이 (4) 의 오목부 내에 밀어넣어 평판상의 블랭크로부터 상기 부품 (PT) 을 드로 성형한다.
도 1 에 나타내는 바와 같은 부품 (PT) 의 천판부 (T) 나 세로벽부 (W) 나 플랜지부 (F) 등이 부품 (PT) 의 길이 방향을 따라 부품 (PT) 의 폭 방향으로 만곡되어 있으면, 상기 드로 성형 중에 다이 (4) 와 블랭크 홀더 (1) 사이를 블랭크의 일부인 재료가 이동할 때에, 도 2 중에 굵은 화살표로 나타내는 바와 같이, 선 길이의 과부족에 의해, 만곡부 (C) 의 내측에서 원주 방향으로 길게 늘어지는 변형 (연신 플랜지 변형) (EF) 이나, 만곡부 (C) 의 외측에서 반대로 압축되는 변형 (수축 플랜지 변형) (CF) 을 받는다. 블랭크의 단부 부근에서 재료의 연성을 초과할 정도의 연신 플랜지 변형 (EF) 을 받으면 균열이 발생하고, 재료의 좌굴내력을 초과할 정도의 수축 플랜지 변형 (CF) 을 받으면 주름이 발생하게 되며, 고강도의 금속판일수록 문제가 되기 쉽다.
수축 플랜지 변형에 의한 주름을 억제하는 방법으로는, 특허문헌 1 과 같이 수축 플랜지 변형을 분산시키는 방법이 알려져 있다. 또, 연신 플랜지 변형에 의한 균열을 억제하는 방법으로는, 특허문헌 2 와 같이 연신 플랜지 변형을 분산시키는 방법이나, 천판부의 재료를 세로벽부로 이동시킴으로써 연신 플랜지 변형을 완화시키는 방법이 알려져 있다.
그러나, 고강도의 금속판이 될수록 변형량에 대해 발생하는 응력이 증가하기 때문에, 금속판의 좌굴내력을 초과하는 응력이 발생하기 쉬워지고, 보다 큰 주름이 발생한다. 또, 고강도의 금속판일수록 주름의 강도는 증가하기 때문에, 특허문헌 1 과 같은 주름을 분산시키는 방법으로는 충분한 대책은 될 수 없다. 그리고, 고강도의 금속판이 될수록 블랭크 단부의 연성이 저하되기 때문에, 특허문헌 2 와 같은 연신 플랜지 변형의 분산으로 방지할 수 있는 균열에는 한도가 있다.
이상과 같이, 고강도의 금속판을 길이 방향을 따라 폭 방향으로 만곡된 부품으로 프레스 성형하는 경우에, 수축 플랜지 변형에 의한 주름이나 연신 플랜지 변형에 의한 균열을 억제하기 위해서는, 수축 플랜지 변형 및 연신 플랜지 변형 자체의 발생을 경감시키는 것이 필요하다. 그러나, 부적절한 재료 이동을 발생시키면 천판부 등의 다른 부위에서 주름 등의 성형 불량을 일으키기 때문에, 부품 전체에서 재료의 과부족이 일어나지 않도록 재료를 움직여야 한다.
상기 과제를 유리하게 해결하는 본 발명의 프레스 성형 방법은, 평판상의 블랭크로부터, 모자형 또는 コ 자형의 단면 형상을 가짐과 함께, 길이 방향을 따라 폭 방향으로 만곡된 만곡부와 그 만곡부의 양단에 연결되는 직변부를 갖는 부품을 프레스 성형할 때에,
천판부와, 그 천판부의 양측 단부에 필릿부를 개재하여 상단부가 연결되는 세로벽부와, 그것들 세로벽부의 하단부에 필릿부를 개재하여 내측 단부가 연결되는 플랜지부를 구비하는 모자형의 단면 형상을 거쳐 모자형 또는 コ 자형의 단면 형상으로 드로 성형하고,
그 드로 성형시에, 상기 만곡부의 상기 플랜지부에 발생하는 둘레 방향의 인장 변형 혹은 둘레 방향의 압축 변형을 완화시키는 상기 만곡부의 상기 플랜지부의 재료 이동을 일으키게 하는 것을 특징으로 하고 있다.
또한, 본 발명의 프레스 성형 방법에 있어서는, 상기 만곡부의 상기 플랜지부에 발생하는 둘레 방향의 인장 변형 혹은 압축 변형을 완화시키는 상기 만곡부의 상기 플랜지부의 재료 이동을 일으키게 하기 위해, 상기 직변부에서의 재료 유입의 평형 위치를 상기 만곡부에서의 연신 플랜지 변형측의 상기 세로벽부, 혹은 그 세로벽부와 상기 플랜지부 사이의 상기 필릿부로 하여, 상기 직변부에서의 수축 플랜지 변형부측으로부터의 재료 유입을, 상기 천판부를 넘을 정도로 증가시키는 것으로 하면 바람직하다 (재료 이동 패턴 MA).
또, 본 발명의 프레스 성형 방법에 있어서는, 상기 만곡부의 상기 플랜지부에 발생하는 둘레 방향의 인장 변형 혹은 압축 변형을 완화시키는 상기 만곡부의 상기 플랜지부의 재료 이동을 일으키게 하기 위해, 상기 만곡부에서의 재료 유입의 평형 위치를 수축 플랜지 변형측의 상기 세로벽부, 혹은 그 세로벽부와 상기 플랜지부 사이의 상기 필릿부로 하여, 상기 만곡부에서의 수축 플랜지 변형부측으로부터의 재료 유입을 억제함과 함께 연신 플랜지 변형측으로부터의 재료 유입을, 상기 천판부를 넘을 정도로 증가시키는 것으로 하면 바람직하다 (재료 이동 패턴 MB).
그리고, 본 발명의 부품의 제조 방법은, 상기 서술한 본 발명의 프레스 성형 방법을 사용하여 평판상의 블랭크로부터, 모자형 또는 コ 자형의 단면 형상을 갖는, 길이 방향을 따라 폭 방향으로 만곡된 예비 형상의 부품을 드로 성형에 의해 형성하고, 그 예비 형상의 부품으로부터 상기 필릿부의 굽힘 반경을 소정 반경으로 하는 리스트라이크 가공, 및 윤곽 형상을 소정 형상으로 하는 트림 가공의 적어도 일방에 의해, 모자형 또는 コ 자형의 단면 형상을 갖는, 길이 방향을 따라 폭 방향으로 만곡된 소정 형상의 부품을 제조하는 것을 특징으로 한다.
또, 본 발명의 부품은, 모자형 또는 コ 자형의 단면 형상을 갖고, 길이 방향을 따라 폭 방향으로 만곡된 부품으로서, 상기 서술한 본 발명의 프레스 성형 방법을 사용하여 평판상의 블랭크로부터 드로 성형됨과 함께, 상기 필릿부의 굽힘 반경을 소정 반경으로 하는 리스트라이크 가공 및 윤곽 형상을 소정 형상으로 하는 트림 가공의 적어도 일방에 의해 소정 형상으로 되어 있는 것을 특징으로 한다.
본 발명의 프레스 성형 방법에 의하면, 평판상의 블랭크로부터, 모자형 또는 コ 자형의 단면 형상을 가짐과 함께, 길이 방향을 따라 폭 방향으로 만곡된 만곡부와 그 만곡부의 양단에 연결되는 직변부를 갖는 부품을 프레스 성형할 때에, 천판부와, 그 천판부의 양측 단부에 필릿부를 개재하여 상단부가 연결되는 세로벽부와, 그것들 세로벽부의 하단부에 필릿부를 개재하여 내측 단부가 연결되는 플랜지부를 구비하는 모자형의 단면 형상을 거쳐 모자형 또는 コ 자형의 단면 형상으로 드로 성형하고, 그 드로 성형시에, 만곡부의 플랜지부에 발생하는 둘레 방향의 인장 변형 혹은 둘레 방향의 압축 변형을 완화시키는 만곡부의 플랜지부의 재료 이동을 일으키게 하므로, 수축 플랜지 변형에 의한 주름의 발생과 연신 플랜지 변형에 의한 균열의 발생의 일방 또는 양방을 억제할 수 있다.
본 발명의 프레스 성형 방법에 있어서는, 인장 강도가 440 ∼ 1470 ㎫ 인 금속판을 블랭크에 사용하는 것으로 하면 바람직하다. 이 경우에는 고강도의 금속판으로 이루어지는 부품의 프레스 성형시의 수축 플랜지 변형에 의한 주름의 발생과 연신 플랜지 변형에 의한 균열의 발생의 일방 또는 양방을 억제할 수 있다.
도 1 은, 길이 방향을 따라 폭 방향으로 만곡된 만곡부와 그 만곡부의 양단에 연결되는 직변부를 갖는 부품을 예시하는 사시도이다.
도 2 는, 도 1 에 나타내는 길이 방향을 따라 폭 방향으로 만곡된 만곡부와 그 만곡부의 양단에 연결되는 직변부를 갖는 부품을 나타내는 평면도이다.
도 3 은, 도 1 및 도 2 에 나타내는 부품의 A-A 선을 따른 횡단면 형상을 나타내는 단면도이다.
도 4 는, 길이 방향을 따라 폭 방향으로 만곡된 만곡부와 그 만곡부의 양단에 연결되는 직변부를 갖는 부품을 드로 성형하는 금형의 구조를 예시하는 단면도이다.
도 5 는, 종래의 드로 성형시의 재료의 이동을 나타내는 단면도이다.
도 6 은, 본 발명의 일 실시형태의 드로 성형 방법에 의한 드로 성형시의 재료의 이동 상태를 예시하는 단면도이다.
도 7 은, 상기 실시형태의 드로 성형 방법에 의한 드로 성형시의 재료의 이동 상태를 예시하는 평면도이다.
도 8 은, 상기 실시형태의 드로 성형 방법에 의한 드로 성형시의 재료의 이동 패턴 MA 를 일으키게 하는 부품 형상을 예시하는 평면도이다.
도 2 는, 도 1 에 나타내는 길이 방향을 따라 폭 방향으로 만곡된 만곡부와 그 만곡부의 양단에 연결되는 직변부를 갖는 부품을 나타내는 평면도이다.
도 3 은, 도 1 및 도 2 에 나타내는 부품의 A-A 선을 따른 횡단면 형상을 나타내는 단면도이다.
도 4 는, 길이 방향을 따라 폭 방향으로 만곡된 만곡부와 그 만곡부의 양단에 연결되는 직변부를 갖는 부품을 드로 성형하는 금형의 구조를 예시하는 단면도이다.
도 5 는, 종래의 드로 성형시의 재료의 이동을 나타내는 단면도이다.
도 6 은, 본 발명의 일 실시형태의 드로 성형 방법에 의한 드로 성형시의 재료의 이동 상태를 예시하는 단면도이다.
도 7 은, 상기 실시형태의 드로 성형 방법에 의한 드로 성형시의 재료의 이동 상태를 예시하는 평면도이다.
도 8 은, 상기 실시형태의 드로 성형 방법에 의한 드로 성형시의 재료의 이동 패턴 MA 를 일으키게 하는 부품 형상을 예시하는 평면도이다.
이하, 본 발명의 실시형태를 도면에 기초하는 실시예에 의해 상세하게 설명한다. 도 4 에 나타내는 바와 같은 금형을 사용하여 평판상의 블랭크로부터 도 1 ∼ 3 에 나타내는 바와 같은 부품을 드로 성형할 때에, 종래의 방법에서는, 도 5 에 나타내는 바와 같이, 블랭크의 재료를 플랜지부 (F) 로부터 세로벽부 (W) 에 우선적으로 이동시킴으로써 모자 형상을 성형하는 경우가 많으며, 천판부 (T) 로부터 세로벽부 (W) 로의 재료 유출은 플랜지부 (F) 로부터의 재료 유출에 비해 적다.
이것은 천판부 (T) 에서 장력의 평형이 일어나도록 금형 형상을 설계하고 있기 때문이다. 펀치 숄더 필릿부 (P) 를 형성하는 펀치 (2) 의 숄더부 (굽힘 반경 R1, R2 을 갖는 부분) 및 다이 숄더 필릿부 (D) 를 형성하는 다이 (4) 의 숄더부 (굽힘 반경 R3, R4 를 갖는 부분) 를 각각 재료가 통과하는 경우, 도 3 의 좌측에 펀치 숄더 필릿부 (R 면부) (P) 에 대해 확대하여 나타내는 바와 같이, 펀치 (2) 및 다이 (4) 의 숄더부에는 2 개 지점의 R 정지 부분 (E) 이 있으며, 그것들 R정지 부분 (E) 에서 재료는, 도 5 에 나타내는 바와 같이, 굽힘 변형 (B) 과 굽힘 되돌림 변형 (BR) 에 수반하는 저항 (굽힘·굽힘 되돌림 저항) 을 받는다.
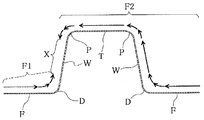
또, 펀치 숄더 필릿부 (P) 와 펀치 숄더부가 접촉하는 부분에서는, 재료는 펀치 (2) 의 숄더부로부터 마찰 저항을 받는다. 플랜지부 (F) 를 형성하는 부분이나 세로벽부 (W) 를 형성하는 부분을 통과하는 재료는, 도 5 에 나타내는 바와 같이, 블랭크 홀더 (1), 펀치 (2) 및 다이 (4) 중 어느 것과의 접촉으로 마찰에 의한 유입 저항 (DR) 을 받는다. 금형에 비드나 엠보스 등의 형상이 있는 경우에는 그 형상을 따라 재료가 변형되는 저항력이 발생한다. 또한, 플랜지부 (F) 에 수축 플랜지 변형이 일어나는 경우에는, 재료가 플랜지부 (F) 로부터 세로벽부 (W) 에 유입될 때에 축소 변형이 발생하기 때문에, 유입 저항이 증가한다. 이것들 저항이 평형을 이루는 위치 (X) 가 천판부 (T) 에 있기 때문에, 천판부 (T) 로부터의 재료 유출은 적고, 플랜지부 (F) 로부터 우선적으로 재료가 세로벽부 (W) 로 이동하게 된다.
본 발명자는 이 장력의 평형 위치 (X) 를 바꿈으로써 연신 플랜지 변형에 의한 균열이나 수축 플랜지 변형에 의한 주름을 완화시키도록 재료를 이동시킬 수 있는 것은 아닐까 착상하고, 이것을 검토하였다. 그 결과, 어느 위치에 대해 일방의 저항의 합계를 F1, 타방의 저항의 합계를 F2 로 하면, F1 과 F2 가 동등해지도록 금형 형상이나 마찰 저항을 정함으로써, 평형 위치 (X) 를 자유롭게 결정할 수 있는 것을 알아내었다.
도 6 은, 본 발명의 일 실시형태의 드로 성형 방법에 의한 드로 성형시의 재료의 이동 상태를 예시하는 단면도이다. 이 도 6 에 나타내는 바와 같이, 평판상의 블랭크로부터, 도 3 에 나타내는 바와 같은, 모자형 또는 コ 자형의 단면 형상을 가짐과 함께, 길이 방향을 따라 폭 방향으로 만곡된 만곡부 (C) 와 그 만곡부의 양단에 연결되는 직변부 (S) 를 갖는 부품을 프레스 성형할 때, 실시형태의 드로 성형 방법에 따라 평형 위치 (X) 를 천판부 (T) 로부터 이동시키기 위해서는, 이하와 같은 방법을 사용할 수 있다.
본 실시형태의 드로 성형 방법에서는, 예를 들어 도 4 에 나타내는 구조의 금형을 사용하여, 도 3 에 나타내는 바와 같은, 모자형 또는 コ 자형의 단면 형상을 가짐과 함께, 길이 방향을 따라 폭 방향으로 만곡된 만곡부 (C) 와 그 만곡부의 양단에 연결되는 직변부 (S) 를 갖는 부품을 프레스 성형할 때, 먼저, 굽힘 반경을 크게 하면 굽힘·굽힘 되돌림 저항을 낮출 수 있으므로, 펀치 (2) 의 숄더부의 굽힘 반경 R1, R2 를, 다이 (4) 의, 도 6 의 좌측의 F1 측에 위치하는, 도 4 에서는 좌측의 숄더부의 굽힘 반경 R3 의 1.1 ∼ 10 배로 함으로써, 평형 위치 (X) 를 천판부 (T) 로부터 이동시키기 쉽게 할 수 있다.
여기서 또한, 도 6 의 우측의 F2 측의 유입 저항을 작게 하는 방법이나, 도 6 의 좌측의 F1 측의 플랜지부 (F) 로부터의 유입 저항을 늘리는 방법도 사용함으로써, 평형 위치 (X) 는 세로벽부 (W) 로 이동한다. F2 측의 유입 저항을 작게 하는 방법으로는, 다이 (4) 의, 도 6 의 우측의 F2 측에 위치하는, 도 4 에서는 우측의 숄더부의 굽힘 반경 R4 를, 다이 (4) 의, 도 6 의 좌측의 F1 측에 위치하는, 도 4 에서는 좌측의 숄더부의 굽힘 반경 R3 보다 1.1 ∼ 10 배로 크게 하는 방법이나, 블랭크 홀더 (1) 와 다이 (4) 로, 도 6 의 우측의 F2 측의 플랜지부 (F) 를 약하게 누름으로써 마찰 저항을 낮추는 방법 등이 있다.
한편, F1 측의 유입 저항을 늘리는 방법으로는, 블랭크 홀더 (1) 나 다이 (4) 에 형성하는 도시되지 않은 비드나 엠보스 등을, 도 6 의 좌측의 F1 측의 플랜지부 (F) 에 형성하는 비드나 엠보스 등에서는, 도 6 의 우측의 F2 측의 플랜지부 (F) 에 형성하는 비드나 엠보스 등보다 굽힘 반경이 작은 형상으로 하거나, 블랭크 홀더 (1) 나 다이 (4) 의, 도 6 의 좌측의 F1 측의 플랜지부 (F) 를 끼우는 부분에만 도시되지 않은 비드나 엠보스 등을 형성하거나 하는 방법이나, 평형 위치 (X) 에 있어서의 세로벽부 (W) 를 그 세로벽부 (W) 의 벽면에 대한 수직 방향으로 만곡시킴으로써 플랜지부 (F) 에 억지로 수축 플랜지 변형을 일으켜 축소 저항을 발생시키는 방법, 블랭크 홀더 (1) 와 다이 (4) 로 F1 측의 플랜지부 (F) 를 강하게 누름으로써 마찰 저항을 높이는 방법 등이 있다. 상기 복수의 방법을 조합하여 사용함으로써, 보다 평형 위치 (X) 는 이동시키기 쉬워진다.
또한, 굽힘 반경을 1.1 ∼ 10 배로 하는 것이 바람직한 이유는, 1.1 배 미만에서는 저항의 차가 작기 때문에 평형 위치 (X) 가 이동하기 어렵고, 10 배보다 크게 하면 예비 형상의 상기 필릿부를 소정 형상의 상기 필릿부로 리스트라이크 가공할 때의 재료의 변형량이 커지기 때문에, 재료의 연성이 부족하여 균열이 발생할 가능성이 높아지기 때문이다.
상기 서술한 본 실시형태의 드로 성형 방법에서, 펀치 (2) 의 숄더부나 다이 (4) 의 숄더부의 굽힘 반경을 소정의 부품 형상보다 크게 하여 예비 형상의 부품을 프레스 성형하는 경우에는, 그 예비 형상의 부품을 그 후에 폼 성형이나 드로 성형으로 리스트라이크 가공함으로써, 부품의 필릿부 (P) 나 필릿부 (D) 의 굽힘 반경을 작게 재성형하여, 소정 반경의 필릿부를 구비하는 부품을 제조할 수 있다.
또, 상기 드로 성형 혹은 그 후의 리스트라이크 가공으로는 소정의 윤곽 형상이 얻어지지 않는 경우에는, 추가로 그 후, 혹은 리스트라이크 가공과 함께, 윤곽 형상을 소정 형상으로 하는 트림 가공을 실시함으로써, 소정 윤곽 형상을 갖는 부품을 제조할 수 있다.
평형 위치 (X) 는, 대상 부품의 드로 성형의 실험, 또는 유한 요소법에 의한 수치 해석을 실시함으로써 구할 수 있다. 또한, 굽힘·굽힘 되돌림 저항의 영향은, 마찰 저항이나 플랜지부 (F) 의 축소 저항의 영향보다 크기 때문에, 간이적으로는 굽힘·굽힘 되돌림 저항이 세로벽부 (W) 나 플랜지부 (F) 에서 평형을 이루도록 부품 형상을 결정해도 된다.
굽힘·굽힘 되돌림 저항 (Fb) 은, 재료의 항복 강도 σe 와, 판 두께 t 와, 굽힘 반경 R 를 사용한 이하의 수식으로부터 산출할 수 있다.
Fb = σe × t/(2*(0.5*t + R))
본 발명자는 평형 위치 (X) 를 결정하는 상기 방법을 발견한 것에 의해, 도 7 에 나타내는 바와 같이, 연신 플랜지 변형과 수축 플랜지 변형의 일방 혹은 양방을 억제하기 위한 이상적인 재료의 움직임을 발생시키는 방법을 알아낼 수 있었다.
이 방법은, 적어도, 성형하는 부품의 폭 방향으로 세로벽부 (W) 가 만곡된 중앙부의 만곡부 (C) 의 양단에 연결되는 직변부 (S) 에서, 연신 플랜지 변형 (EF) 측의 세로벽부 (W) 혹은 그 세로벽부 (W) 와 플랜지부 (F) 사이의 필릿부에 평형 위치 (X) 를 정하여 재료 이동 패턴 MA 를 발생시킨다. 또한, 더욱 중앙부의 만곡부 (C) 에서, 수축 플랜지 변형 (CF) 측의 세로벽부 (W) 혹은 그 세로벽부 (W) 와 플랜지부 (F) 사이의 필릿부에 평형 위치 (X) 를 정하여 재료 이동 패턴 MB 를 발생시키면 바람직하다.
통상적인 드로 성형에서는 플랜지부 (F) 로부터의 재료 유입이 억제되면 펀치 (2) 의 숄더부나 다이 (4) 의 숄더부에서의 성형이 어려워지지만, 본 실시형태에서는 천판부 (T) 로부터의 재료 유출이 있기 때문에 펀치 (2) 의 숄더부나 다이 (4) 의 숄더부에서의 성형은 완화된다.
재료 이동 패턴 MA 에서는, 도 7 에서는 좌측의 수축 플랜지 변형 (CF) 측의 플랜지부 (F) 나 세로벽부 (W), 펀치 숄더 필릿부 (P) 에서의 재료 이동이 증가하기 때문에, 만곡부 (C) 의 도 7 에서는 좌측의 수축 플랜지 변형 (CF) 측의 플랜지부 (F) 는 인장 변형을 받는다. 반대로, 재료 이동 패턴 MA 의 도 7 에서는 우측의 연신 플랜지 변형 (EF) 측의 플랜지부 (F) 로부터의 재료 이동은 감소하기 때문에, 만곡부 (C) 의 도 7 에서는 우측의 연신 플랜지 변형 (EF) 측의 플랜지부 (F) 가 인장되기 어려워진다.
재료 이동 패턴 MB 에서는, 만곡부 (C) 의 만곡 형상을 따른 원주 방향으로 재료를 끌어들이면서 도 7 에서는 우측의 연신 플랜지 변형 (EF) 측의 플랜지부 (F) 나 세로벽부 (W), 천판부 (T) 의 재료가 도 7 에서는 좌측의 수축 플랜지 변형 (CF) 측으로 크게 이동하기 때문에, 연신 플랜지 변형이 완화된다. 또, 수축 플랜지 변형 (CF) 측의 플랜지부 (F) 로의 재료 이동이 적어지므로, 수축 플랜지 변형의 발생이 억제된다.
본 실시형태의 프레스 성형 방법에 의하면, 모자형의 단면 형상을 갖는 폭 방향으로 만곡된 부품뿐만 아니라, 플랜지부 (F) 에 위치하는 재료를 모두 세로벽부 (W) 의 성형에 사용함으로써, コ 자형의 횡단면 형상을 갖는 폭 방향으로 만곡된 부품도 성형할 수 있다.
블랭크의 소재로 하는 금속판은, 인장 강도가 440 ∼ 1470 ㎫ 인 것이 바람직하다. 인장 강도가 440 ㎫ 미만인 금속판은, 연성이나 드로잉 성형성이 우수하기 때문에, 본 실시형태의 드로 성형 방법을 사용하는 이점이 적다. 또, 1470 ㎫ 을 초과하는 금속판은, 연성이 부족하기 때문에, 본 실시형태의 드로 성형 방법에서는 대상으로 하고 있지 않은 펀치 (2) 의 숄더부나 다이 (4) 의 숄더부에서의 균열이 발생하기 쉬워져, 부품의 드로 성형이 곤란해질 가능성이 있다.
표 1 은, 270, 440, 980, 1180 및 1470 ㎫ 급 강판의 각종 사양을 나타내고 있다. 또, 표 2 는, 표 1 에 나타내는 270, 440, 980, 1180 및 1470 ㎫ 급 강판을 공시재로서 사용하고, 도 1 ∼ 3 에 나타내는 모자 단면 형상의 부품을 사용하여, 종래법에 의한 비교예와 본 실시형태의 방법에 의한 실시예로 검증을 실시한 결과를 나타낸다.
평형 위치 (X) 를 변화시키기 때문에, 필릿부의 반경을, 만곡부 (C) 에서는 표 3, 만곡부에 연결되는 직변부 (S) 에서는 표 4 와 같이 하였다. 여기서, 펀치 숄더와 다이 숄더의 필릿부 중, 수축 플랜지 변형 (CF) 에 가까운 쪽의 반경을 각각 R1 및 R3, 연신 플랜지 변형 (EF) 에 가까운 쪽의 반경을 각각 R2 및 R4 로 하였다. 비드에는 굽힘 반경이 8 ㎜ 인 라운드 비드를 사용하였다.
또한, 상기 검증에서 수축 플랜지 변형 (CF) 을 사용하여 재료 이동 패턴 MA 를 발생시키는 경우에는, 도 8 에 나타내는 바와 같은, 수축 플랜지 변형 (CF) 을 일으키는 부가 만곡부 (AC) 가 직변부 (S) 에 추가로 연결되는 부품 형상을 사용하고 있으며, 이번 실시예에서는, 그 수축 플랜지 변형 (CF) 을 일으키는 부가 만곡부 (AC) 의 세로벽을 곡률 반경 200 ㎜ 의 만곡 형상으로 하였다. 단, 재료 이동 패턴 MA 를 발생시키는 형상은, 특별히 이 형상에 한정되는 것은 아니다.




종래법은 평형 위치 (X) 가 천판부 (T) 가 되는 일반적인 드로 성형으로 하였다. 성형품의 평가는 육안으로 실시하여, 플랜지부에 발생한 주름과 균열에 대해 각각 표 5 와 표 6 에 나타내는 기준에 의해 ○, △, × 의 3 단계로 평가하였다.


검증의 결과, 270 ㎫ 급 강판에서는 종래의 드로 성형 방법에서도 본 실시형태의 드로 성형 방법에서도 주름이나 균열이 발생하지 않고 성형할 수 있었다. 440 ㎫ 이상의 강판의 경우, 종래의 드로 성형 방법에서는 현저한 균열과 주름이 발생하였지만, 본 실시형태의 드로 성형 방법에서는 균열과 주름의 발생을 방지할 수 있었다.
이상, 도시예에 기초하여 설명하였지만, 본 발명은 상기 서술한 예에 한정되는 것은 아니고, 특허청구범위의 기재 범위 내에서 적절히 변경할 수 있으며, 예를 들어 드로 성형에 사용하는 금형은, 도 4 에 나타내는 구조를 대신하여, 다이 (4) 를 좌우의 숄더부와 오목부에서 다른 부재로 한 구조의 것으로 하거나, 펀치 (2) 의 숄더부의 굽힘 반경을 크게 하여 좌우의 필릿부 (P) 의 상단부가 곡면상의 천판부 (T) 와 연결되도록 드로 성형하는 것으로 하거나 할 수도 있다.
산업상 이용가능성
이렇게 하여 본 발명의 프레스 성형 방법 및 그 프레스 성형 방법을 사용한 부품의 제조 방법 그리고 그 프레스 성형 방법을 사용하여 제조된 부품에 의하면, 평판상의 블랭크로부터, 모자형 또는 コ 자형의 단면 형상을 가짐과 함께, 길이 방향을 따라 폭 방향으로 만곡된 만곡부와 그 만곡부의 양단에 연결되는 직변부를 갖는 부품을 프레스 성형할 때에, 천판부와, 그 천판부의 양측 단부에 필릿부를 개재하여 상단부가 연결되는 세로벽부와, 그것들 세로벽부의 하단부에 필릿부를 개재하여 내측 단부가 연결되는 플랜지부를 구비하는 모자형의 단면 형상을 거쳐 모자형 또는 コ 자형의 단면 형상으로 드로 성형하고, 그 드로 성형시에, 만곡부의 플랜지부에 발생하는 둘레 방향의 인장 변형 혹은 둘레 방향의 압축 변형을 완화시키는 만곡부의 플랜지부로의 재료 이동을 일으키게 하므로, 수축 플랜지 변형에 의한 주름의 발생과 연신 플랜지 변형에 의한 균열의 발생의 일방 또는 양방을 억제할 수 있다.
1 : 블랭크 홀더
2 : 펀치
3 : 하형
4 : 다이
5 : 상형
6 : 쿠션핀
C : 만곡부
CF : 수축 플랜지 변형
D : 다이 숄더 필릿부
EF : 연신 플랜지 변형
F : 플랜지부
P : 펀치 숄더 필릿부
R1 ∼ R4 : 굽힘 반경
S : 직변부
T : 천판부
W : 세로벽부
X : 평형 위치
2 : 펀치
3 : 하형
4 : 다이
5 : 상형
6 : 쿠션핀
C : 만곡부
CF : 수축 플랜지 변형
D : 다이 숄더 필릿부
EF : 연신 플랜지 변형
F : 플랜지부
P : 펀치 숄더 필릿부
R1 ∼ R4 : 굽힘 반경
S : 직변부
T : 천판부
W : 세로벽부
X : 평형 위치
Claims (10)
- 평판상의 블랭크로부터, 모자형 또는 コ 자형의 단면 형상을 가짐과 함께, 길이 방향을 따라 폭 방향으로 만곡된 만곡부와 그 만곡부의 양단에 연결되는 직변부를 갖는 부품을 프레스 성형할 때에,
천판부와, 그 천판부의 양측 단부에 필릿부를 개재하여 상단부가 연결되는 세로벽부와, 그것들 세로벽부의 하단부에 필릿부를 개재하여 내측 단부가 연결되는 플랜지부를 구비하는 모자형의 단면 형상을 거쳐 모자형 또는 コ 자형의 단면 형상으로 드로 성형하고,
그 드로 성형시에, 상기 만곡부의 상기 플랜지부에 발생하는 둘레 방향의 인장 변형 혹은 둘레 방향의 압축 변형을 완화시키는 상기 만곡부의 상기 플랜지부의 재료 이동을 일으키게 하는 것을 특징으로 하는 프레스 성형 방법. - 제 1 항에 있어서,
상기 만곡부의 상기 플랜지부에 발생하는 둘레 방향의 인장 변형 혹은 압축 변형을 완화시키는 상기 만곡부의 상기 플랜지부의 재료 이동을 일으키게 하기 위해, 상기 직변부에서의 재료 유입량의 평형 위치를 상기 만곡부에서의 연신 플랜지 변형측의 상기 세로벽부, 혹은 그 세로벽부와 상기 플랜지부 사이의 상기 필릿부로 하여, 상기 직변부에서의 수축 플랜지 변형부측으로부터의 재료 유입을, 상기 천판부를 넘을 정도로 증가시키는 프레스 성형 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 만곡부의 상기 플랜지부에 발생하는 둘레 방향의 인장 변형 혹은 압축 변형을 완화시키는 상기 만곡부의 상기 플랜지부의 재료 이동을 일으키게 하기 위해, 상기 만곡부에서의 재료 유입량의 평형 위치를 수축 플랜지 변형측의 상기 세로벽부, 혹은 그 세로벽부와 상기 플랜지부 사이의 상기 필릿부로 하여, 상기 만곡부에서의 수축 플랜지 변형부측으로부터의 재료 유입을 억제함과 함께 연신 플랜지 변형측으로부터의 재료 유입을, 상기 천판부를 넘을 정도로 증가시키는 프레스 성형 방법. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 단면 형상에 있어서, 상기 천판부와 상기 세로벽부 사이의 상기 필릿부의 굽힘 반경을, 상기 세로벽부와 상기 플랜지부 사이의 상기 필릿부의 굽힘 반경의 1.1 ∼ 10 배로 하는 것을 특징으로 하는 프레스 성형 방법. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 단면 형상에 있어서, 상기 천판부와 상기 세로벽부 사이의 상기 필릿부에서, 상기 평형 위치에서 먼 쪽의 필릿부의 굽힘 반경을, 상기 평형 위치에서 가까운 쪽의 필릿부의 굽힘 반경보다 크게 하는 것을 특징으로 하는 프레스 성형 방법. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 단면 형상에 있어서, 상기 평형 위치에서 가까운 쪽에서, 상기 플랜지부에 비드를 형성하는 것을 특징으로 하는 프레스 성형 방법. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 단면 형상에 있어서, 상기 평형 위치에서 가까운 쪽에서, 상기 세로벽부에 만곡 형상을 형성하는 것을 특징으로 하는 프레스 성형 방법. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 블랭크에 인장 강도가 440 ∼ 1470 ㎫ 인 금속판을 사용하는 것을 특징으로 하는 프레스 성형 방법. - 제 1 항 내지 제 8 항 중 어느 한 항에 기재된 프레스 성형 방법을 사용하여 평판상의 블랭크로부터, 모자형의 단면 형상을 갖는, 길이 방향을 따라 폭 방향으로 만곡된 예비 형상의 부품을 드로 성형에 의해 형성하고, 그 예비 형상의 부품으로부터 상기 필릿부의 굽힘 반경을 소정 반경으로 하는 리스트라이크 가공, 및 윤곽 형상을 소정 형상으로 하는 트림 가공의 적어도 일방에 의해, 모자형 또는 コ 자형의 단면 형상을 갖는, 길이 방향을 따라 폭 방향으로 만곡된 소정 형상의 부품을 제조하는 것을 특징으로 하는 부품의 제조 방법.
- 모자형 또 コ 자형의 단면 형상을 갖고, 길이 방향을 따라 폭 방향으로 만곡된 성형 부품으로서, 제 1 항 내지 제 8 항 중 어느 한 항에 기재된 프레스 성형 방법을 사용하여 평판상의 블랭크로부터 드로 성형됨과 함께, 상기 필릿부의 굽힘 반경을 소정 반경으로 하는 리스트라이크 가공 및 윤곽 형상을 소정 형상으로 하는 트림 가공의 적어도 일방에 의해 소정 형상으로 되어 있는 것을 특징으로 하는 부품.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015060113 | 2015-03-31 | ||
| JPPCT/JP2015/060113 | 2015-03-31 | ||
| PCT/JP2016/052555 WO2016157976A1 (ja) | 2015-03-31 | 2016-01-29 | プレス成形方法およびそのプレス成形方法を用いた部品の製造方法並びにそのプレス成形方法を用いて製造された部品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170120156A true KR20170120156A (ko) | 2017-10-30 |
| KR101979528B1 KR101979528B1 (ko) | 2019-05-16 |
Family
ID=57005643
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177026798A KR101979528B1 (ko) | 2015-03-31 | 2016-01-29 | 프레스 성형 방법 및 그 프레스 성형 방법을 사용한 부품의 제조 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10603707B2 (ko) |
| EP (1) | EP3278897B1 (ko) |
| JP (1) | JP6028956B1 (ko) |
| KR (1) | KR101979528B1 (ko) |
| CN (1) | CN107405668B (ko) |
| MX (1) | MX2017012499A (ko) |
| WO (1) | WO2016157976A1 (ko) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019167791A1 (ja) * | 2018-02-28 | 2019-09-06 | Jfeスチール株式会社 | プレス成形用の金属板、プレス成形装置及びプレス部品の製造方法 |
| JP6973236B2 (ja) * | 2018-03-29 | 2021-11-24 | Jfeスチール株式会社 | プレス成形方法 |
| EP3804875A4 (en) * | 2018-05-24 | 2021-08-04 | JFE Steel Corporation | PRESS FORMED COMPONENT MANUFACTURING PROCESS |
| KR102449292B1 (ko) * | 2018-10-31 | 2022-09-29 | 제이에프이 스틸 가부시키가이샤 | 프레스 성형 부품 및 그 제조 방법 |
| JP6677289B1 (ja) * | 2018-12-12 | 2020-04-08 | Jfeスチール株式会社 | プレス成形方法 |
| US12115571B2 (en) | 2019-01-11 | 2024-10-15 | Jfe Steel Corporation | Press-forming method, blank member for sheet-shaped material, intermediate formed product, method for manufacturing press-formed product, and press-formed product |
| WO2020144995A1 (ja) * | 2019-01-11 | 2020-07-16 | Jfeスチール株式会社 | プレス成形方法、板状材料のブランク材、中間成形品、プレス成形品の製造方法およびプレス成形品 |
| CN112916707B (zh) * | 2019-11-20 | 2023-06-06 | 上海赛科利汽车模具技术应用有限公司 | 一种防止拉伸造型立面开裂起皱的零件成型方法 |
| JP7359707B2 (ja) * | 2020-01-28 | 2023-10-11 | フタバ産業株式会社 | プレス成形品の製造方法、及びプレス成形品の製造装置 |
| JP7364905B2 (ja) * | 2020-03-31 | 2023-10-19 | 日本製鉄株式会社 | 板金成形品の製造方法、板金成形品の製造装置、及びフランジアップ工具 |
| JP6897840B1 (ja) * | 2020-04-09 | 2021-07-07 | Jfeスチール株式会社 | プレス成形方法 |
| JP6897841B1 (ja) * | 2020-04-09 | 2021-07-07 | Jfeスチール株式会社 | プレス成形品 |
| MX2022012137A (es) | 2020-04-09 | 2022-10-18 | Jfe Steel Corp | Metodo de conformado por prensado y producto conformado por prensado. |
| JP7156343B2 (ja) * | 2020-07-29 | 2022-10-19 | Jfeスチール株式会社 | プレス成形方法及びプレス成形金型 |
| JP7006759B1 (ja) | 2020-11-25 | 2022-01-24 | Jfeスチール株式会社 | プレス成形方法 |
| JP6966729B1 (ja) | 2020-11-25 | 2021-11-17 | Jfeスチール株式会社 | プレス成形品 |
| CN114011960B (zh) * | 2021-09-27 | 2024-06-11 | 深圳市信维通信股份有限公司 | 一种l形外形薄料金属壳体深拉伸冲压成形工艺 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0544322U (ja) * | 1991-11-15 | 1993-06-15 | 富士重工業株式会社 | プレス金型 |
| JP2010227995A (ja) | 2009-03-30 | 2010-10-14 | Kobe Steel Ltd | 湾曲状チャンネル部材の成形方法 |
| JP2014039957A (ja) | 2012-07-27 | 2014-03-06 | Nisshin Steel Co Ltd | フランジ付き成形部材のプレス加工方法及びそれに用いる曲げ工具 |
| WO2014106932A1 (ja) | 2013-01-07 | 2014-07-10 | 新日鐵住金株式会社 | プレス部品とその製造方法および製造装置 |
| JP2014240078A (ja) * | 2013-06-11 | 2014-12-25 | Jfeスチール株式会社 | プレス成形方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5976625A (ja) | 1982-10-26 | 1984-05-01 | Toyota Motor Corp | 曲線フランジ曲げ加工型 |
| JP4160501B2 (ja) * | 2003-12-26 | 2008-10-01 | 独立行政法人科学技術振興機構 | 板材プレス成形のしわ抑え力分布制御装置 |
| JP4879588B2 (ja) * | 2006-01-19 | 2012-02-22 | 新日本製鐵株式会社 | スプリングバックが抑制される引張強度が440MPa以上の自動車部品用金属板プレス成形方法 |
| US8093014B2 (en) * | 2006-02-13 | 2012-01-10 | Dvs Sciences Inc. | Kit for detecting and measuring element tagged kinases and phosphatases by inductively coupled plasma mass spectrometry |
| JP2009255524A (ja) * | 2008-03-25 | 2009-11-05 | Seiko Epson Corp | 液体噴射ヘッド及び液体噴射装置 |
| JP4992048B2 (ja) * | 2008-04-23 | 2012-08-08 | Jfeスチール株式会社 | 形状凍結性に優れたプレス成形部品のプレス成形方法 |
| JP4920649B2 (ja) * | 2008-09-12 | 2012-04-18 | 新日本製鐵株式会社 | 形状凍結性に優れる多段プレス成形方法 |
| HUE064402T2 (hu) * | 2010-05-19 | 2024-03-28 | Nippon Steel Corp | Sajtolási eljárás L alakú sajtolvány kialakítására |
| JP5836972B2 (ja) | 2010-11-24 | 2015-12-24 | 新日鐵住金株式会社 | L形製品の製造方法 |
| JP5794025B2 (ja) * | 2011-07-29 | 2015-10-14 | Jfeスチール株式会社 | 金型設計方法及びプレス成形方法 |
| US10220428B2 (en) * | 2013-12-20 | 2019-03-05 | Jfc Steel Corporation | Press forming method, and method for manufacturing press-formed part |
| JP6438206B2 (ja) | 2014-03-25 | 2018-12-12 | キヤノン株式会社 | 通信装置、その制御方法、およびプログラム |
-
2016
- 2016-01-29 CN CN201680017285.7A patent/CN107405668B/zh active Active
- 2016-01-29 KR KR1020177026798A patent/KR101979528B1/ko active IP Right Grant
- 2016-01-29 US US15/561,581 patent/US10603707B2/en active Active
- 2016-01-29 JP JP2016524546A patent/JP6028956B1/ja active Active
- 2016-01-29 EP EP16771860.0A patent/EP3278897B1/en active Active
- 2016-01-29 MX MX2017012499A patent/MX2017012499A/es unknown
- 2016-01-29 WO PCT/JP2016/052555 patent/WO2016157976A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0544322U (ja) * | 1991-11-15 | 1993-06-15 | 富士重工業株式会社 | プレス金型 |
| JP2010227995A (ja) | 2009-03-30 | 2010-10-14 | Kobe Steel Ltd | 湾曲状チャンネル部材の成形方法 |
| JP2014039957A (ja) | 2012-07-27 | 2014-03-06 | Nisshin Steel Co Ltd | フランジ付き成形部材のプレス加工方法及びそれに用いる曲げ工具 |
| WO2014106932A1 (ja) | 2013-01-07 | 2014-07-10 | 新日鐵住金株式会社 | プレス部品とその製造方法および製造装置 |
| JP2014240078A (ja) * | 2013-06-11 | 2014-12-25 | Jfeスチール株式会社 | プレス成形方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6028956B1 (ja) | 2016-11-24 |
| EP3278897B1 (en) | 2021-12-15 |
| US10603707B2 (en) | 2020-03-31 |
| CN107405668A (zh) | 2017-11-28 |
| US20180085811A1 (en) | 2018-03-29 |
| KR101979528B1 (ko) | 2019-05-16 |
| JPWO2016157976A1 (ja) | 2017-04-27 |
| CN107405668B (zh) | 2020-05-05 |
| EP3278897A1 (en) | 2018-02-07 |
| MX2017012499A (es) | 2018-01-18 |
| WO2016157976A1 (ja) | 2016-10-06 |
| EP3278897A4 (en) | 2018-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101979528B1 (ko) | 프레스 성형 방법 및 그 프레스 성형 방법을 사용한 부품의 제조 방법 | |
| KR101779688B1 (ko) | 프레스 성형 방법 및 프레스 성형 장치 | |
| JP5382281B1 (ja) | プレス成形方法 | |
| JP4693475B2 (ja) | プレス成形方法およびそれに用いる金型 | |
| CN108698105B (zh) | 冲压成型品的制造方法 | |
| CN109562427B (zh) | 冲压成型品的制造方法 | |
| KR101962557B1 (ko) | 프레스 성형 방법 및 프레스 성형 금형 | |
| JP5861749B1 (ja) | プレス成形方法 | |
| KR102023541B1 (ko) | 신장 플랜지 성형 부품의 제조 방법 | |
| JP6249132B2 (ja) | プレス成形品の製造ライン | |
| JP6515961B2 (ja) | プレス成形品の製造方法 | |
| JP6512191B2 (ja) | 金型の設計方法およびプレス成形品の製造方法 | |
| KR102215972B1 (ko) | 프레스 성형 방법 | |
| JP6036768B2 (ja) | プレス成形方法 | |
| KR102450454B1 (ko) | 프레스 성형 방법 | |
| JP6738055B2 (ja) | プレス成形品の設計方法、プレス成形金型、プレス成形品およびプレス成形品の製造方法 | |
| KR102018964B1 (ko) | 프레스 성형 방법 및 그 방법을 사용한 부품의 제조 방법 그리고 프레스 성형 장치 | |
| KR101591874B1 (ko) | 더블 크로스 패드 금형 구조에 의한 자동차 차체 패널 금형 보정 장치 및 방법 | |
| JP6330766B2 (ja) | プレス成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |