KR20160117536A - 용접용 강재 - Google Patents
용접용 강재 Download PDFInfo
- Publication number
- KR20160117536A KR20160117536A KR1020167024001A KR20167024001A KR20160117536A KR 20160117536 A KR20160117536 A KR 20160117536A KR 1020167024001 A KR1020167024001 A KR 1020167024001A KR 20167024001 A KR20167024001 A KR 20167024001A KR 20160117536 A KR20160117536 A KR 20160117536A
- Authority
- KR
- South Korea
- Prior art keywords
- steel
- haz
- less
- toughness
- welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0231—Warm rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing
- C21D8/0447—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the heat treatment
- C21D8/0463—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for drawing, e.g. for deep-drawing characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/004—Dispersions; Precipitations
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description

Claims (3)
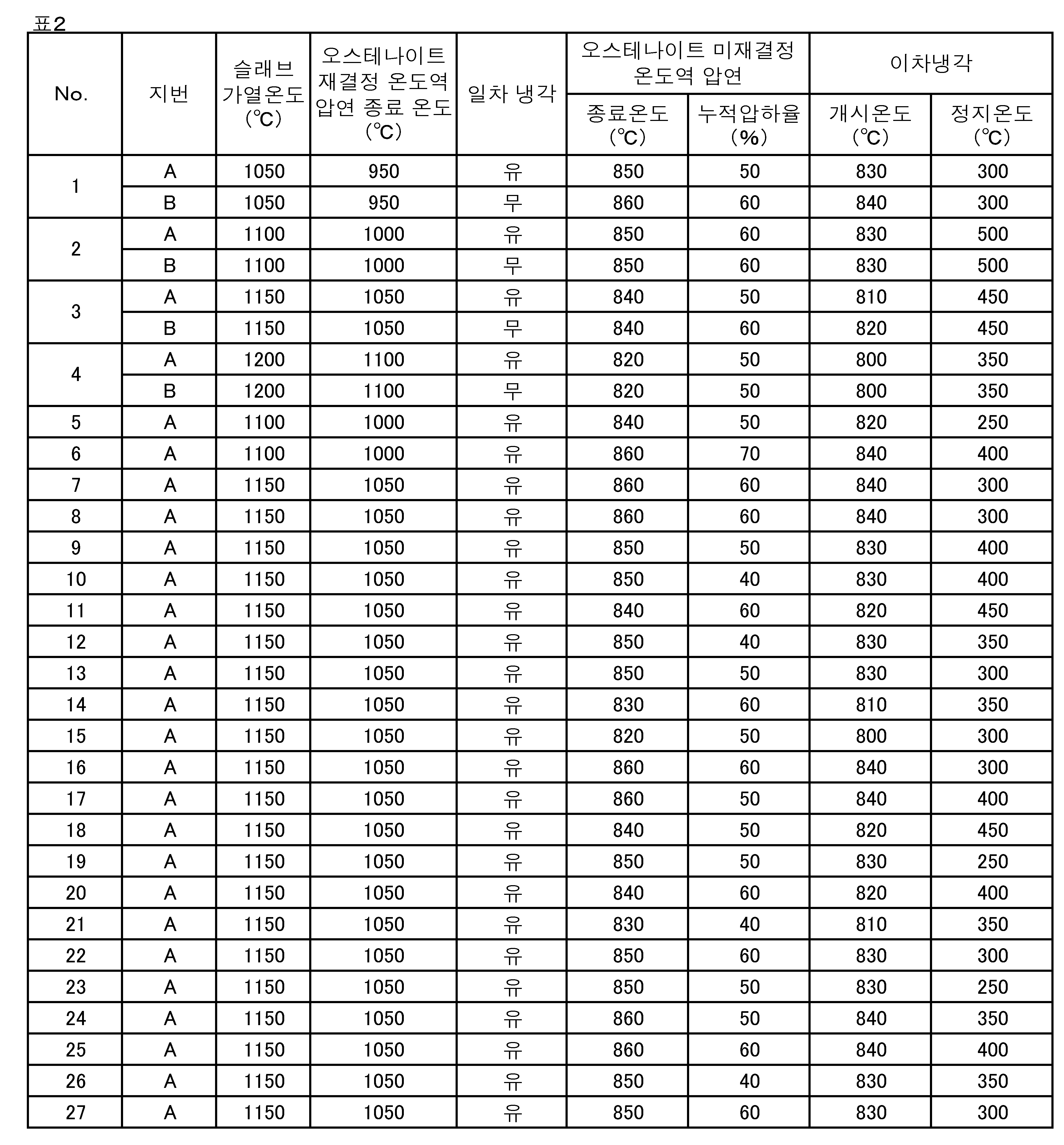
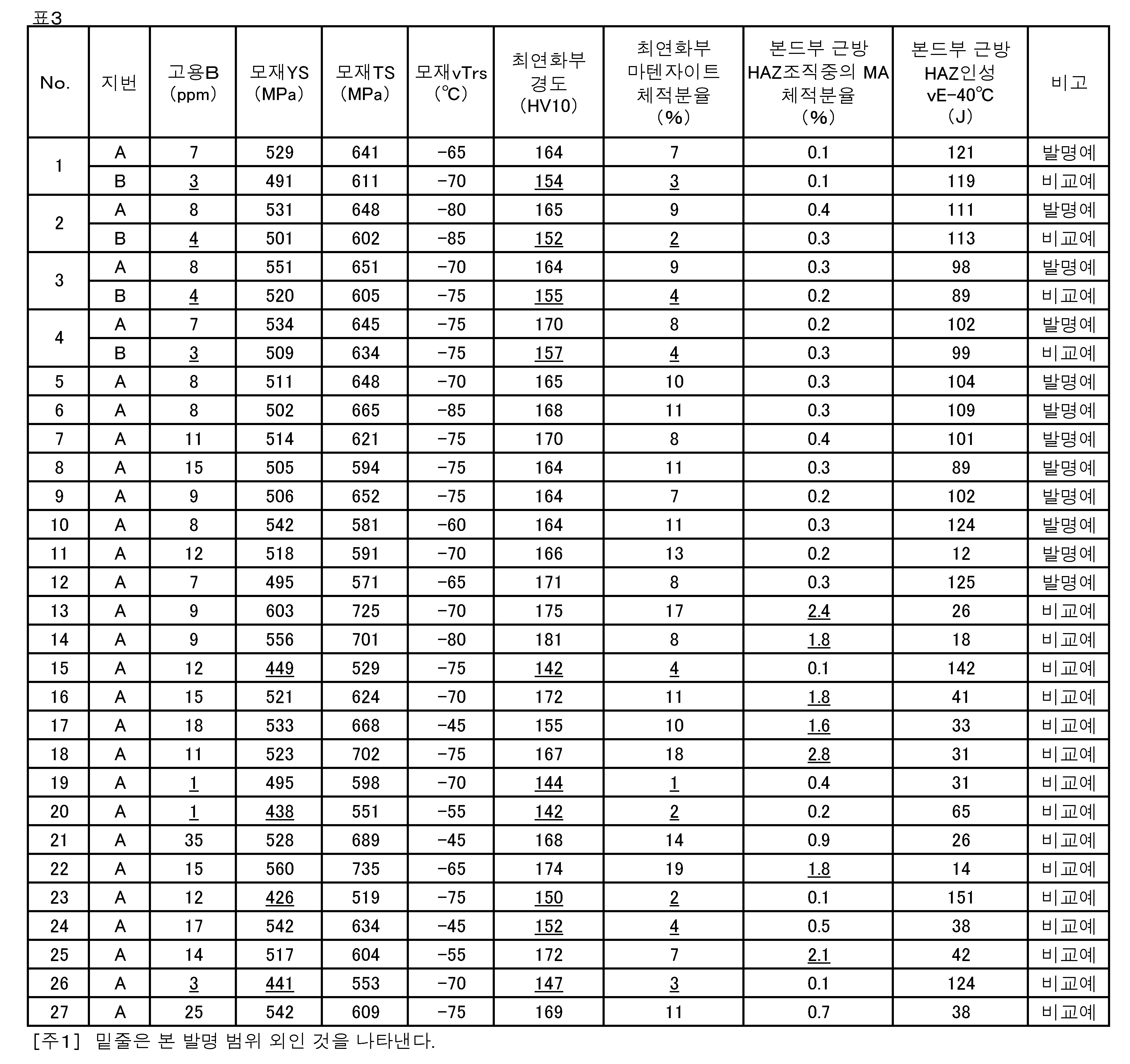
- 질량%로, C:0.030∼0.080%, Si:0.01∼0.10%, Mn:1.80∼2.40%, P:0.010%이하, S:0.0005∼0.0040%, Al:0.005∼0.100%, Nb:0.003∼0.030%, Ti:0.010∼0.050%, N:0.0030∼0.0120% 및 B:0.0005∼0.0025%를 함유하고, 또한 Ti와 N의 질량%비(Ti/N)가 2.0이상 4.0미만으로서, 이하의 (1)식에서 규정되는 A값이 3이상 25이하, 이하의 (2)식에서 규정되는 Ceq가 0.38∼0.43의 범위에서, 잔부가 Fe 및 불가피한 불순물의 성분 조성으로 이루어지고, 항복 응력이 460㎫이상이고, 또한 고용 B량이 5질량ppm이상이고, 용접 입열량:200kJ/㎝이상의 입열 용접을 실시했을 때의 열 영향부에 있어서의 본드부 근방의 조직 중의 섬형상 마텐자이트가 1vol%이하이고, 또한 열 영향부에 있어서의 최연화부역의 조직 중의 섬형상 마텐자이트가 5vol%이상인 용접용 강재:
A=2256×Ti-7716×N+10000×B…(1)
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Cu+Ni)/15…(2)
단, 각 원소 기호는 각 원소의 강 중 함유량(질량%)을 나타낸다. - 제 1 항에 있어서,
상기 성분 조성에, 질량%로, V:0.20%이하, Cu:0.30%이하, Ni:0.20%이하, Cr:0.40%이하 및 Mo:0.40%이하 중에서 선택한 1종 이상을 더 함유하는 용접용 강재. - 제 1 항 또는 제 2 항에 있어서,
상기 성분 조성에, 질량%로, Ca:0.0005∼0.0050%, Mg:0.0005∼0.0050%, Zr:0.0010∼0.0200%, REM:0.0010∼0.0200% 중에서 선택한 1종 이상을 더 함유하는 용접용 강재.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014053459 | 2014-03-17 | ||
| JPJP-P-2014-053459 | 2014-03-17 | ||
| PCT/JP2015/001417 WO2015141203A1 (ja) | 2014-03-17 | 2015-03-13 | 溶接用鋼材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160117536A true KR20160117536A (ko) | 2016-10-10 |
Family
ID=54144187
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167024001A Ceased KR20160117536A (ko) | 2014-03-17 | 2015-03-13 | 용접용 강재 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6128276B2 (ko) |
| KR (1) | KR20160117536A (ko) |
| CN (1) | CN105899702B (ko) |
| TW (1) | TWI526545B (ko) |
| WO (1) | WO2015141203A1 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101930181B1 (ko) * | 2014-10-17 | 2018-12-17 | 제이에프이 스틸 가부시키가이샤 | 대입열 용접용 강재 |
| CN108676975B (zh) * | 2018-06-01 | 2020-02-07 | 马鞍山钢铁股份有限公司 | 一种去除金属焊缝中偏析缺陷的热处理方法 |
| CN110257612A (zh) * | 2019-06-17 | 2019-09-20 | 首钢集团有限公司 | 一种低残余应力低合金高强钢板的制备方法 |
| JP7272471B2 (ja) * | 2020-09-30 | 2023-05-12 | Jfeスチール株式会社 | 鋼板 |
| JP7243916B2 (ja) * | 2020-11-05 | 2023-03-22 | Jfeスチール株式会社 | 鋼板および鋼板の製造方法 |
| CN117987748A (zh) * | 2024-02-02 | 2024-05-07 | 鞍钢集团北京研究院有限公司 | 一种大厚度大线能量焊接用钢板及其制备方法和焊接方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57134518A (en) | 1981-02-14 | 1982-08-19 | Kawasaki Steel Corp | Production of high-toughness high-tensile steel |
| JPS5983722A (ja) | 1982-11-05 | 1984-05-15 | Kawasaki Steel Corp | 低炭素当量非調質高張力鋼板の製造方法 |
| JPS6067622A (ja) | 1983-09-21 | 1985-04-18 | Kobe Steel Ltd | 溶接継手軟化の少ない大入熱溶接用低炭素当量鋼の製造方法 |
| JP3546308B2 (ja) | 2001-03-05 | 2004-07-28 | Jfeスチール株式会社 | 大入熱溶接用鋼材 |
| JP2007177327A (ja) | 2005-11-30 | 2007-07-12 | Kobe Steel Ltd | 溶接熱影響部の靭性に優れ、軟化が小さい厚鋼板 |
| JP2008163446A (ja) | 2006-12-06 | 2008-07-17 | Jfe Steel Kk | 大入熱溶接用鋼材 |
| JP4233033B2 (ja) | 2003-11-06 | 2009-03-04 | 株式会社神戸製鋼所 | 溶接熱影響部の靭性および強度に優れた厚鋼板。 |
| JP2011006772A (ja) | 2009-05-22 | 2011-01-13 | Jfe Steel Corp | 大入熱溶接用鋼材 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4853575B2 (ja) * | 2009-02-06 | 2012-01-11 | Jfeスチール株式会社 | 耐座屈性能及び溶接熱影響部靭性に優れた低温用高強度鋼管およびその製造方法 |
| CN201431544Y (zh) * | 2009-07-16 | 2010-03-31 | 林存香 | 医用降温装置 |
| JP5842314B2 (ja) * | 2009-09-16 | 2016-01-13 | Jfeスチール株式会社 | 大入熱溶接用鋼 |
| JP5772620B2 (ja) * | 2011-01-18 | 2015-09-02 | Jfeスチール株式会社 | テーパプレートの製造方法 |
| JP5824434B2 (ja) * | 2011-11-14 | 2015-11-25 | 株式会社神戸製鋼所 | 溶接熱影響部の靭性に優れた厚鋼板 |
| JP5949682B2 (ja) * | 2012-07-03 | 2016-07-13 | Jfeスチール株式会社 | 脆性亀裂伝播停止特性に優れた大入熱溶接用鋼板の製造方法 |
| JP5958428B2 (ja) * | 2012-07-30 | 2016-08-02 | Jfeスチール株式会社 | 大入熱溶接用鋼板の製造方法 |
| JP5849892B2 (ja) * | 2012-08-03 | 2016-02-03 | Jfeスチール株式会社 | 大入熱溶接用鋼材 |
-
2015
- 2015-03-13 WO PCT/JP2015/001417 patent/WO2015141203A1/ja not_active Ceased
- 2015-03-13 KR KR1020167024001A patent/KR20160117536A/ko not_active Ceased
- 2015-03-13 JP JP2016508528A patent/JP6128276B2/ja active Active
- 2015-03-13 CN CN201580003317.3A patent/CN105899702B/zh active Active
- 2015-03-16 TW TW104108368A patent/TWI526545B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57134518A (en) | 1981-02-14 | 1982-08-19 | Kawasaki Steel Corp | Production of high-toughness high-tensile steel |
| JPS5983722A (ja) | 1982-11-05 | 1984-05-15 | Kawasaki Steel Corp | 低炭素当量非調質高張力鋼板の製造方法 |
| JPS6067622A (ja) | 1983-09-21 | 1985-04-18 | Kobe Steel Ltd | 溶接継手軟化の少ない大入熱溶接用低炭素当量鋼の製造方法 |
| JP3546308B2 (ja) | 2001-03-05 | 2004-07-28 | Jfeスチール株式会社 | 大入熱溶接用鋼材 |
| JP4233033B2 (ja) | 2003-11-06 | 2009-03-04 | 株式会社神戸製鋼所 | 溶接熱影響部の靭性および強度に優れた厚鋼板。 |
| JP2007177327A (ja) | 2005-11-30 | 2007-07-12 | Kobe Steel Ltd | 溶接熱影響部の靭性に優れ、軟化が小さい厚鋼板 |
| JP2008163446A (ja) | 2006-12-06 | 2008-07-17 | Jfe Steel Kk | 大入熱溶接用鋼材 |
| JP2011006772A (ja) | 2009-05-22 | 2011-01-13 | Jfe Steel Corp | 大入熱溶接用鋼材 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201538746A (zh) | 2015-10-16 |
| TWI526545B (zh) | 2016-03-21 |
| JPWO2015141203A1 (ja) | 2017-04-06 |
| WO2015141203A1 (ja) | 2015-09-24 |
| CN105899702A (zh) | 2016-08-24 |
| JP6128276B2 (ja) | 2017-05-17 |
| CN105899702B (zh) | 2017-12-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101386042B1 (ko) | 대입열 용접용 강재 | |
| JP7236540B2 (ja) | 溶接熱影響部の靭性に優れた鋼材及びその製造方法 | |
| JP2012207237A (ja) | 多層盛溶接部の靭性に優れた降伏強さ500MPa級厚鋼板およびその製造方法 | |
| KR20160117536A (ko) | 용접용 강재 | |
| KR20190037303A (ko) | 대입열 용접용 강재 | |
| US10316385B2 (en) | High-tensile-strength steel plate and process for producing same | |
| KR101937005B1 (ko) | 용접 조인트 | |
| KR20180098394A (ko) | 대입열 용접용 강재 | |
| JP5796636B2 (ja) | 大入熱溶接用鋼材 | |
| WO2015025486A1 (ja) | 厚鋼板およびその製造方法 | |
| KR101546154B1 (ko) | 유정용 강관 및 그 제조 방법 | |
| CN100529139C (zh) | 焊接性和气割性优良的高强度耐火钢及其制造方法 | |
| KR101930181B1 (ko) | 대입열 용접용 강재 | |
| JP4344919B2 (ja) | 予熱なしでの溶接性に優れた高強度鋼板とその製造方法及び溶接鋼構造物 | |
| JP5849892B2 (ja) | 大入熱溶接用鋼材 | |
| JP4038166B2 (ja) | 耐震性と溶接性に優れた鋼板およびその製造方法 | |
| JP5552967B2 (ja) | 溶接部の低温靭性に優れる厚肉高張力鋼板およびその製造方法 | |
| JP4250113B2 (ja) | 耐震性と溶接性に優れた鋼板の製造方法 | |
| JP6226163B2 (ja) | 溶接熱影響部の低温靭性に優れる高張力鋼板とその製造方法 | |
| JP5935678B2 (ja) | 高靭性高張力鋼およびその製造方法 | |
| JP7700972B2 (ja) | 鋼板およびその製造方法 | |
| WO2021200572A1 (ja) | 母材靭性および継手靭性に優れた高張力鋼板とその製造方法 | |
| JP2626421B2 (ja) | 溶接性に優れた高張力鋼の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20160831 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20170928 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20180404 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20170928 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |