KR20140082741A - 희토류 영구 자석 및 희토류 영구 자석의 제조 방법 - Google Patents
희토류 영구 자석 및 희토류 영구 자석의 제조 방법 Download PDFInfo
- Publication number
- KR20140082741A KR20140082741A KR1020147011139A KR20147011139A KR20140082741A KR 20140082741 A KR20140082741 A KR 20140082741A KR 1020147011139 A KR1020147011139 A KR 1020147011139A KR 20147011139 A KR20147011139 A KR 20147011139A KR 20140082741 A KR20140082741 A KR 20140082741A
- Authority
- KR
- South Korea
- Prior art keywords
- magnet
- permanent magnet
- sintering
- earth permanent
- binder resin
- Prior art date
Links
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/0536—Alloys characterised by their composition containing rare earth metals sintered
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/107—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material containing organic material comprising solvents, e.g. for slip casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/1017—Multiple heating or additional steps
- B22F3/1021—Removal of binder or filler
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
- C22C33/0257—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements
- C22C33/0278—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements with at least one alloying element having a minimum content above 5%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
- H01F1/0571—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes
- H01F1/0572—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes with a protective layer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
- H01F1/0571—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes
- H01F1/0575—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together
- H01F1/0577—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together sintered
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0266—Moulding; Pressing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0293—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets diffusion of rare earth elements, e.g. Tb, Dy or Ho, into permanent magnets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2202/00—Physical properties
- C22C2202/02—Magnetic
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Power Engineering (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Crystallography & Structural Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Powder Metallurgy (AREA)
- Hard Magnetic Materials (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Abstract
습식 분쇄의 분쇄성을 향상시킴으로써, 자기 성능을 향상시킨 희토류 영구 자석 및 희토류 영구 자석의 제조 방법을 제공한다. 조분쇄된 자석 분말과 화학식 M-(OR)x(화학식 중 M은 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 중 적어도 1종을 포함한다. R은 탄소쇄 길이가 2 내지 16인 탄화수소로 이루어지는 치환기이며, 직쇄이어도 분지이어도 된다. x는 임의의 정수임)로 표시되는 유기 금속 화합물을 유기 용매 중에서 습식 분쇄함으로써, 자석 원료를 분쇄하여 자석 분말을 얻음과 함께 상기 자석 분말의 입자 표면에 유기 금속 화합물을 부착시킨다. 그 후, 유기 금속 화합물을 부착시킨 자석 분말을 성형하여 소결을 행함으로써 영구 자석(1)을 제조한다.
Description
본 발명은, 희토류 영구 자석 및 희토류 영구 자석의 제조 방법에 관한 것이다.
최근 들어, 하이브리드카나 하드디스크 드라이브 등에 사용되는 영구 자석 모터에서는, 소형 경량화, 고출력화, 고효율화가 요구되고 있다. 그리고, 상기 영구 자석 모터에서 소형 경량화, 고출력화, 고효율화를 실현함에 있어서, 영구 자석 모터에 매설되는 영구 자석에 대해서, 한층 더 자기 특성의 향상이 요구되고 있다. 또한, 영구 자석으로서는 페라이트 자석, Sm-Co계 자석, Nd-Fe-B계 자석, Sm2Fe17Nx계 자석 등이 있지만, 특히 잔류 자속 밀도가 높은 Nd-Fe-B계 자석이 영구 자석 모터용의 영구 자석으로서 사용된다.
여기서, 영구 자석의 제조 방법으로서는 일반적으로 분말 소결법이 사용된다. 여기서, 분말 소결법은, 우선 원재료를 조분쇄하고, 제트 밀(건식 분쇄)이나 습식 비즈 밀(습식 분쇄)에 의해 미분쇄한 자석 분말을 제조한다. 그 후, 그 자석 분말을 틀에 넣어 외부로부터 자장을 인가하면서 원하는 형상으로 프레스 성형한다. 그리고, 원하는 형상으로 성형된 고형 형상의 자석 분말을 소정 온도(예를 들어, Nd-Fe-B계 자석에서는 800℃ 내지 1150℃)에서 소결함으로써 제조한다.
또한, 영구 자석의 자기 특성은, 자석의 자기 특성이 단자구 미립자 이론에 의해 유도되므로, 소결체의 결정립 직경을 미소하게 하면 자기 성능이 기본적으로 향상되는 것이 알려져 있다. 그리고, 소결체의 결정립 직경을 미소하게 하기 위해서는, 소결 전의 자석 원료의 입경도 미소하게 할 필요가 있다.
여기서, 자석 원료를 분쇄할 때에 사용되는 분쇄 방법의 하나인 습식 비즈 밀 분쇄는, 용기 내에 비즈(미디어)를 충전하여 회전시키고, 원료를 용매에 혼입한 슬러리를 첨가하여 원료를 으깨어 분쇄하는 방법이다. 그리고, 습식 비즈 밀 분쇄를 행함으로써, 자석 원료를 미소한 입경 범위까지 분쇄하는 것이 가능해진다. 그러나, 종래의 기술에서는, 습식 비즈 밀 분쇄를 사용한 경우에도, 자석 원료의 대부분을 미소한 입경 범위(예를 들어, 0.1㎛ 내지 5.0㎛)까지 분쇄하는 것은 곤란하였다.
본 발명은 상기 종래에서의 문제점을 해소하기 위하여 이루어진 것이며, 자석 원료를 습식 분쇄하는 경우에 있어서, 특정한 유기 금속 화합물을 첨가한 상태에서 습식 분쇄함으로써 습식 분쇄의 분쇄성을 향상시키고, 그 결과, 소결 후의 결정립 직경을 미소하게 하는 것이 가능해지고, 자기 성능을 향상시킨 희토류 영구 자석 및 희토류 영구 자석의 제조 방법을 제공하는 것을 목적으로 한다.
상기 목적을 달성하기 위하여 본 발명에 관한 희토류 영구 자석은, 자석 원료와 화학식 M-(OR)x(화학식 중 M은 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 중 적어도 1종을 포함한다. R은 탄소쇄 길이가 2 내지 16인 탄화수소로 이루어지는 치환기이며, 직쇄이어도 분지이어도 된다. x는 임의의 정수임)로 표시되는 유기 금속 화합물을 유기 용매 중에서 습식 분쇄함으로써, 상기 자석 원료를 분쇄하여 자석 분말을 얻음과 함께 상기 자석 분말의 입자 표면에 상기 유기 금속 화합물을 부착시키는 공정과, 상기 자석 분말을 성형함으로써 성형체를 제작하는 공정과, 상기 성형체를 소결하는 공정에 의해 제조되는 것을 특징으로 한다.
또한, 본 발명에 관한 희토류 영구 자석은, 상기 화학식 중의 R은 알킬기인 것을 특징으로 한다.
또한, 본 발명에 관한 희토류 영구 자석은, 상기 성형체를 제작하는 공정은, 상기 자석 분말과 상기 유기 용매와 바인더 수지가 혼합된 슬러리를 생성하고, 상기 슬러리를 시트 형상으로 성형함으로써, 상기 성형체로서 그린 시트를 제작하는 것을 특징으로 한다.
또한, 본 발명에 관한 희토류 영구 자석은, 상기 성형체를 소결하기 전에, 상기 성형체를 비산화성 분위기 하에서 바인더 수지 분해 온도로 일정 시간 유지함으로써 상기 바인더 수지를 비산시켜서 제거하는 것을 특징으로 한다.
또한, 본 발명에 관한 희토류 영구 자석은, 상기 바인더 수지를 비산시켜서 제거하는 공정에서는, 상기 성형체를 수소 분위기 하 또는 수소와 불활성 가스의 혼합 가스 분위기 하에서 200℃ 내지 900℃에서 일정 시간 유지하는 것을 특징으로 한다.
또한, 본 발명에 관한 희토류 영구 자석의 제조 방법은, 자석 원료와 화학식 M-(OR)x(화학식 중 M은 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 중 적어도 1종을 포함한다. R은 탄소쇄 길이가 2 내지 16인 탄화수소로 이루어지는 치환기이며, 직쇄이어도 분지이어도 된다. x는 임의의 정수임)로 표시되는 유기 금속 화합물을 유기 용매 중에서 습식 분쇄함으로써, 상기 자석 원료를 분쇄하여 자석 분말을 얻음과 함께 상기 자석 분말의 입자 표면에 상기 유기 금속 화합물을 부착시키는 공정과, 상기 자석 분말을 성형함으로써 성형체를 제작하는 공정과, 상기 성형체를 소결하는 공정을 갖는 것을 특징으로 한다.
또한, 본 발명에 관한 희토류 영구 자석의 제조 방법은, 상기 화학식 중의 R은 알킬기인 것을 특징으로 한다.
또한, 본 발명에 관한 희토류 영구 자석의 제조 방법은, 상기 성형체를 제작하는 공정은, 상기 자석 분말과 상기 유기 용매와 바인더 수지가 혼합된 슬러리를 생성하고, 상기 슬러리를 시트 형상으로 성형함으로써, 상기 성형체로서 그린 시트를 제작하는 것을 특징으로 한다.
또한, 본 발명에 관한 희토류 영구 자석의 제조 방법은, 상기 성형체를 소결하기 전에, 상기 성형체를 비산화성 분위기 하에서 바인더 수지 분해 온도로 일정 시간 유지함으로써 상기 바인더 수지를 비산시켜서 제거하는 것을 특징으로 한다.
또한, 본 발명에 관한 희토류 영구 자석의 제조 방법은, 상기 바인더 수지를 비산시켜서 제거하는 공정에서는, 상기 성형체를 수소 분위기 하 또는 수소와 불활성 가스의 혼합 가스 분위기 하에서 200℃ 내지 900℃에서 일정 시간 유지하는 것을 특징으로 한다.
상기 구성을 갖는 본 발명에 관한 희토류 영구 자석에 의하면, 희토류 영구 자석의 제조 공정인 습식 분쇄의 공정에 있어서, 자석 원료와 유기 금속 화합물을 유기 용매 중에서 습식 분쇄함으로써 습식 분쇄의 분쇄성을 향상시키는 것이 가능해진다. 예를 들어, 자석 원료의 대부분을 미소한 입경 범위(예를 들어, 0.1㎛ 내지 5.0㎛)까지 분쇄하는 것이 가능해진다. 그 결과, 소결 후의 결정립 직경을 미소하게 할 수 있어서 자기 성능을 향상시키는 것이 가능해진다.
또한, Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 등을 포함하는 유기 금속 화합물을 첨가함으로써, 자석 분말의 입자 표면에 유기 금속 화합물을 부착시키고, 그 후에 소결을 행하므로, 자석 특성을 향상시키기 위하여 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 등의 원소를 첨가하는 경우에 있어서, 각 원소를 자석의 입계에 대하여 효율적으로 편재시킬 수 있다. 그 결과, 영구 자석의 자석 특성을 향상시킴과 함께, 각 원소의 첨가량을 종래에 비하여 소량으로 할 수 있으므로, 잔류 자속 밀도의 저하를 억제할 수 있다.
또한, 유기 금속 화합물을 톨루엔 등의 범용 용매에 대하여 용이하게 용해시킬 수 있어서 자석 분말의 입자 표면에의 부착을 적절하게 행하는 것이 가능해진다.
또한, 본 발명에 관한 희토류 영구 자석에 의하면, 자석 분말에 첨가하는 유기 금속 화합물로서, 알킬기로 구성되는 유기 금속 화합물을 사용하므로, 유기 금속 화합물의 열분해를 용이하게 행하는 것이 가능해진다. 그 결과, 하소를 행할 경우, 성형체 내의 탄소량을 보다 확실하게 저감시키는 것이 가능해진다.
또한, 본 발명에 관한 희토류 영구 자석에 의하면, 자석 분말과 수지 바인더와 유기 용매가 혼합된 슬러리로부터 성형한 그린 시트를 소결한 자석에 의해 영구 자석을 구성하므로, 소결에 의한 수축이 균일하게 됨으로써 소결 후의 휨이나 오목부 등의 변형이 발생하지 않고, 또한, 프레스 시의 압력 불균일이 없어지는 점에서, 종래에 행했던 소결 후의 수정 가공을 할 필요가 없어서 제조 공정을 간략화할 수 있다. 그로 인해, 높은 치수 정밀도로 영구 자석을 성형 가능하게 된다. 또한, 영구 자석을 박형화한 경우이어도, 재료 수율을 저하시키지 않고, 가공 공정수가 증가하는 것도 방지할 수 있다.
또한, 본 발명에 관한 희토류 영구 자석에 의하면, 그린 시트를 하소하기 전에, 그린 시트를 비산화성 분위기 하에서 바인더 수지 분해 온도로 일정 시간 유지함으로써 바인더 수지를 비산시켜서 제거하므로, 자석 내에 함유하는 탄소량을 미리 저감시킬 수 있다. 그 결과, 소결 후의 자석의 주상 내에 αFe가 석출하는 것을 억제하고, 자석 전체를 치밀하게 소결하는 것이 가능해져서 보자력이 저하되는 것을 방지할 수 있다.
또한, 본 발명에 관한 희토류 영구 자석에 의하면, 바인더 수지가 혼련된 그린 시트를 수소 분위기 하 또는 수소와 불활성 가스의 혼합 가스 분위기 하에서 하소함으로써, 자석 내에 함유하는 탄소량을 보다 확실하게 저감시킬 수 있다.
또한, 본 발명에 관한 희토류 영구 자석의 제조 방법에 의하면, 희토류 영구 자석의 제조 공정인 습식 분쇄의 공정에 있어서, 자석 원료와 유기 금속 화합물을 유기 용매 중에서 습식 분쇄함으로써, 습식 분쇄의 분쇄성을 향상시키는 것이 가능해진다. 예를 들어, 자석 원료의 대부분을 미소한 입경 범위(예를 들어, 0.1㎛ 내지 5.0㎛)까지 분쇄하는 것이 가능해진다. 그 결과, 소결 후의 결정립 직경을 미소하게 할 수 있어, 제조되는 희토류 영구 자석의 자기 성능을 향상시키는 것이 가능해진다.
또한, Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 등을 포함하는 유기 금속 화합물을 첨가함으로써, 자석 분말의 입자 표면에 유기 금속 화합물을 부착시키고, 그 후에 소결을 행하므로, 자석 특성을 향상시키기 위하여 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 등의 원소를 첨가하는 경우에 있어서, 각 원소를 자석의 입계에 대하여 효율적으로 편재시킬 수 있다. 그 결과, 제조되는 영구 자석의 자석 특성을 향상시킴과 함께, 각 원소의 첨가량을 종래에 비하여 소량으로 할 수 있으므로, 잔류 자속 밀도의 저하를 억제할 수 있다.
또한, 유기 금속 화합물을 톨루엔 등의 범용 용매에 대하여 용이하게 용해시킬 수 있어, 자석 분말의 입자 표면에의 부착을 적절하게 행하는 것이 가능해진다.
또한, 본 발명에 관한 희토류 영구 자석의 제조 방법에 의하면, 자석 분말에 첨가하는 유기 금속 화합물로서, 알킬기로 구성되는 유기 금속 화합물을 사용하므로, 유기 금속 화합물의 열분해를 용이하게 행하는 것이 가능해진다. 그 결과, 하소를 행할 경우, 성형체 내의 탄소량을 보다 확실하게 저감시키는 것이 가능해진다.
또한, 본 발명에 관한 희토류 영구 자석의 제조 방법에 의하면, 자석 분말과 수지 바인더와 유기 용매가 혼합된 슬러리로부터 성형한 그린 시트를 소결한 자석에 의해 영구 자석을 구성하므로, 소결에 의한 수축이 균일해짐으로써 소결 후의 휨이나 오목부 등의 변형이 발생하지 않고, 또한, 프레스 시의 압력 불균일이 없어지는 점에서, 종래에 행했던 소결 후의 수정 가공을 할 필요가 없어서 제조 공정을 간략화할 수 있다. 그로 인해, 높은 치수 정밀도로 영구 자석을 성형 가능하게 된다. 또한, 영구 자석을 박형화한 경우이어도, 재료 수율을 저하시키지 않고 가공 공정수가 증가하는 것도 방지할 수 있다.
또한, 본 발명에 관한 희토류 영구 자석의 제조 방법에 의하면, 그린 시트를 하소하기 전에, 그린 시트를 비산화성 분위기 하에서 바인더 수지 분해 온도로 일정 시간 유지함으로써 바인더 수지를 비산시켜서 제거하므로, 자석 내에 함유하는 탄소량을 미리 저감시킬 수 있다. 그 결과, 소결 후의 자석의 주상 내에 αFe가 석출하는 것을 억제하고, 자석 전체를 치밀하게 소결하는 것이 가능해져서 보자력이 저하되는 것을 방지할 수 있다.
또한, 본 발명에 관한 희토류 영구 자석의 제조 방법에 의하면, 바인더 수지가 혼련된 그린 시트를 수소 분위기 하 또는 수소와 불활성 가스의 혼합 가스 분위기 하에서 하소함으로써, 자석 내에 함유하는 탄소량을 보다 확실하게 저감시킬 수 있다.
도 1은, 본 발명에 관한 영구 자석을 도시한 전체도이다.
도 2는, 본 발명에 관한 영구 자석의 입계 부근을 확대하여 도시한 모식도이다.
도 3은, 본 발명에 관한 그린 시트의 두께 정밀도의 향상에 기초하는 소결 시의 효과를 설명한 도면이다.
도 4는, 본 발명에 관한 그린 시트의 두께 정밀도의 향상에 기초하는 소결 시의 효과를 설명한 도면이다.
도 5는, 본 발명에 관한 영구 자석의 제조 공정을 나타낸 설명도이다.
도 6은, 본 발명에 관한 영구 자석의 제조 공정 중, 특히 그린 시트의 형성 공정을 나타낸 설명도이다.
도 7은, 본 발명에 관한 영구 자석의 제조 공정 중, 특히 그린 시트의 가압 소결 공정을 나타낸 설명도이다.
도 8은, 실시예 1의 영구 자석에 대해서, 습식 분쇄 후의 자석 분말을 나타낸 확대 사진이다.
도 9는, 실시예 2의 영구 자석에 대해서, 습식 분쇄 후의 자석 분말을 나타낸 확대 사진이다.
도 10은, 실시예 3의 영구 자석에 대해서, 습식 분쇄 후의 자석 분말을 나타낸 확대 사진이다.
도 11은, 비교예 1의 영구 자석에 대해서, 습식 분쇄 후의 자석 분말을 나타낸 확대 사진이다.
도 2는, 본 발명에 관한 영구 자석의 입계 부근을 확대하여 도시한 모식도이다.
도 3은, 본 발명에 관한 그린 시트의 두께 정밀도의 향상에 기초하는 소결 시의 효과를 설명한 도면이다.
도 4는, 본 발명에 관한 그린 시트의 두께 정밀도의 향상에 기초하는 소결 시의 효과를 설명한 도면이다.
도 5는, 본 발명에 관한 영구 자석의 제조 공정을 나타낸 설명도이다.
도 6은, 본 발명에 관한 영구 자석의 제조 공정 중, 특히 그린 시트의 형성 공정을 나타낸 설명도이다.
도 7은, 본 발명에 관한 영구 자석의 제조 공정 중, 특히 그린 시트의 가압 소결 공정을 나타낸 설명도이다.
도 8은, 실시예 1의 영구 자석에 대해서, 습식 분쇄 후의 자석 분말을 나타낸 확대 사진이다.
도 9는, 실시예 2의 영구 자석에 대해서, 습식 분쇄 후의 자석 분말을 나타낸 확대 사진이다.
도 10은, 실시예 3의 영구 자석에 대해서, 습식 분쇄 후의 자석 분말을 나타낸 확대 사진이다.
도 11은, 비교예 1의 영구 자석에 대해서, 습식 분쇄 후의 자석 분말을 나타낸 확대 사진이다.
이하, 본 발명에 관한 희토류 영구 자석 및 희토류 영구 자석의 제조 방법에 대하여 구체화한 일실시 형태에 대하여 이하에 도면을 참조하면서 상세하게 설명한다.
[영구 자석의 구성]
우선, 본 발명에 관한 영구 자석(1)의 구성에 대하여 설명한다. 도 1은 본 발명에 관한 영구 자석(1)을 도시한 전체도이다. 또한, 도 1에 도시하는 영구 자석(1)은 부채형 형상을 구비하지만, 영구 자석(1)의 형상은 펀칭 형상에 따라 변화한다.
본 발명에 관한 영구 자석(1)은 Nd-Fe-B계 자석이다. 또한, 각 성분의 함유량은 Nd: 27 내지 40wt%, B: 1 내지 2wt%, Fe(전해철): 60 내지 70wt%로 한다. 또한, 자기 특성 향상을 위해서 Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 등의 다른 원소를 소량 포함해도 된다. 도 1은 본 실시 형태에 관한 영구 자석(1)을 도시한 전체도이다.
여기서, 영구 자석(1)은, 예를 들어 0.05mm 내지 10mm(예를 들어, 4mm)의 두께를 구비한 박막 형상의 영구 자석이다. 그리고, 후술하는 바와 같이 바인더 수지가 혼련되고, 슬러리 상태로 한 자석 분말로부터 성형된 그린 시트를 소결함으로써 제작된다.
또한, 본 발명에 관한 영구 자석(1)은, 도 2에 도시한 바와 같이 영구 자석(1)을 구성하는 Nd 결정 입자(2)의 결정립의 표면 부분(외각)에 있어서, Nd의 일부를 Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W 또는 Nb 등에서 치환한 층(3)(이하, 외각층(3)이라고 함)을 생성함으로써, Dy 등을 Nd 결정 입자(2)의 입계에 대하여 편재시킨다. 도 2는 영구 자석(1)을 구성하는 Nd 결정 입자(2)를 확대하여 도시한 도면이다.
또한, 본 발명에서는 Dy 등의 치환은, 후술하는 바와 같이 분쇄된 자석 분말을 성형하기 전에 Dy 등을 포함하는 유기 금속 화합물이 첨가됨으로써 행해진다. 구체적으로는, 자석 원료를 습식 분쇄할 때, 유기 용매 중에 M-(OR)x(화학식 중 M은 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 중 적어도 1종을 포함한다. R은 탄소쇄 길이가 2 내지 16인 탄화수소로 이루어지는 치환기이며, 직쇄이어도 분지이어도 된다. x는 임의의 정수임)로 표시되는 M을 포함하는 유기 금속 화합물(예를 들어, 니오븀데카녹시드, 니오븀테트라데카녹시드, 니오븀부톡시드 등)을 첨가하고, 습식 상태에서 자석 분말에 혼합한다.
그 때, 특히 M으로서 Dy, Tb를 포함할 경우에는, Dy 또는 Tb를 포함하는 유기 금속 화합물을 유기 용매 중에서 분산시키고, Nd 자석 입자의 입자 표면에 Dy 또는 Tb를 포함하는 유기 금속 화합물을 효율적으로 부착하는 것이 가능해진다. 그리고, Dy 또는 Tb를 포함하는 유기 금속 화합물을 첨가한 자석 분말을 소결할 때, 습식 분산에 의해 Nd 자석 입자의 입자 표면에 균일 부착된 상기 유기 금속 화합물 내의 Dy 또는 Tb가, Nd 자석 입자의 결정 성장 영역으로 확산 침입하여 치환이 행해지고, Nd 결정 입자(2)의 표면에 외각층(3)으로서 Dy층 또는 Tb층을 형성한다. 그 결과, 자석 입자의 입계에 Dy 또는 Tb를 편재화하는 것이 가능해진다. 또한, Dy층은 예를 들어 (DyxNd1-x)2Fe14B 금속간 화합물로 구성된다. 그리고, 입계에 편재되어진 Dy나 Tb가 입계의 역자구의 생성을 억제함으로써 보자력의 향상이 가능해진다. 또한, Dy나 Tb의 첨가량을 종래에 비하여 적게 할 수 있어서 잔류 자속 밀도의 저하를 억제할 수 있다.
한편, 특히 M으로서 V, Mo, Zr, Ta, Ti, W, Nb(이하, Nb 등이라고 함)의 고융점 금속 원소를 포함할 경우에는, Nb 등을 포함하는 유기 금속 화합물을 유기 용매 중에서 분산시키고, Nd 자석 입자의 입자 표면에 Nb 등을 포함하는 유기 금속 화합물을 균일 부착하는 것이 가능해진다. 그 결과, 자석 분말을 소결할 때, 습식 분산에 의해 Nd 자석 입자의 입자 표면에 균일 부착된 상기 유기 금속 화합물 내의 Nb 등이, Nd 결정 입자의 결정 성장 영역으로 확산 침입하여 치환이 행해지고, Nd 결정 입자(2)의 표면에 외각층(3)으로서 고융점 금속층을 형성한다. 또한, 고융점 금속층은, 예를 들어 NbFeB 금속간 화합물로 구성된다. 그리고, Nd 결정 입자의 표면에 코팅된 고융점 금속층은, 영구 자석(1)의 소결 시에는 Nd 결정 입자의 평균 입경이 증가하는 소위 입성장을 억제하는 수단으로서 기능한다. 그 결과, 소결 시에서의 결정립의 입성장을 억제하는 것이 가능해진다.
또한, Nd 결정 입자(2)의 결정립 직경은 0.1㎛ 내지 5.0㎛로 하는 것이 바람직하다. 소결체의 결정립 직경을 미소하게 함으로써, 자기 성능을 향상시키는 것이 가능해진다. 특히, 그 결정립 직경을 단자구 입경으로 하면, 영구 자석(1)의 자기 성능을 비약적으로 향상시키는 것이 가능해진다.
여기서, 상기 M-(OR)x(화학식 중 M은 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 중 적어도 1종을 포함한다. R은 탄소쇄 길이가 2 내지 16인 탄화수소로 이루어지는 치환기이며, 직쇄이어도 분지이어도 된다. x는 임의의 정수임)의 화학식을 만족하는 유기 금속 화합물로서 금속 알콕시드가 있다. 금속 알콕시드란, 화학식 M-(OR)n(M: 금속 원소, R: 유기기, n: 금속 또는 반금속의 가수)으로 표시된다. 또한, 금속 알콕시드를 형성하는 금속 또는 반금속으로서는, Nd, Pr, Dy, Tb, W, Mo, V, Nb, Ta, Ti, Zr, Ir, Fe, Co, Ni, Cu, Zn, Cd, Al, Ga, In, Ge, Sb, Y, lanthanide 등을 들 수 있다. 단, 본 발명에서는 특히 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb을 사용한다.
또한, 알콕시드의 종류는 특별히 한정되지 않고, 예를 들어 메톡시드, 에톡시드, 프로폭시드, 이소프로폭시드, 부톡시드, 탄소수 4 이상의 알콕시드 등을 들 수 있다. 단, 본 발명에서는 후술하는 바와 같이 저온 분해로 잔탄을 억제할 목적에서, 저분자량의 것을 사용한다. 또한, 탄소수 1의 메톡시드에 대해서는 분해되기 쉬워서 취급이 곤란하고, 또한, 후술하는 바와 같이 알콕시드를 습식 분쇄의 분산제로서 사용하기 위해서, 특히 R의 탄소쇄 길이가 2 내지 16, 보다 바람직하게는 6 내지 14, 더욱 바람직하게는 10 내지 14의 알콕시드를 사용하는 것이 바람직하다. 구체적으로는, 탄소쇄 길이가 4인 부톡시드, 탄소쇄 길이가 6인 헥속시 드, 탄소쇄 길이가 10인 데카녹시드, 탄소쇄 길이가 14인 테트라데카녹시드 등이 있다.
또한, 사용하는 유기 금속 화합물의 탄소쇄 길이가 너무 길면, 유기 금속 화합물이 톨루엔 등의 범용 용매에 대하여 용해하기 어려워진다. 특히 탄소쇄 길이가 17 이상이 되면 용해성이 악화되고, 유기 금속 화합물을 Nd 자석 입자의 표면에 균일하게 부착시키는 것이 곤란해진다. 따라서, 유기 금속 화합물을 Nd 자석 입자의 표면에 균일하게 부착시키기 위해서, 탄소쇄 길이는 16 이하, 보다 바람직하게는 14 이하로 한다.
또한, 알킬기로 구성되는 유기 금속 화합물을 사용하면, 유기 금속 화합물의 열분해를 보다 용이하게 행하는 것이 가능해진다. 즉, 본 발명에서는, 특히 자석 분말에 첨가하는 유기 금속 화합물로서 M-(OR)x(화학식 중 M은 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 중 적어도 1종을 포함한다. R은 탄소쇄 길이(알킬쇄 길이)가 2 내지 16인 알킬기이며, 직쇄이어도 분지이어도 된다. x는 임의의 정수임)로 표시되는 유기 금속 화합물을 사용하는 것이 바람직하다.
또한, 성형된 성형체를 적절한 소성 조건에서 소결하면, M이 주상 내로 확산 침투(고용화)하는 것을 방지할 수 있다. 그로 인해, 본 발명에서는, M을 첨가했다고 해도 M에 의한 치환 영역을 외각 부분만으로 할 수 있다. 그 결과, 결정립 전체적으로는(즉, 소결 자석 전체적으로는), 코어의 Nd2T14B 금속간 화합물상이 높은 체적 비율을 차지한 상태가 된다. 그로 인해, 그 자석의 잔류 자속 밀도(외부 자장의 강도를 0으로 했을 때의 자속 밀도)의 저하를 억제할 수 있다.
또한, 본 발명의 영구 자석(1)은, 슬러리 상태로 한 자석 분말로부터 성형된 그린 시트를 소결함으로써 제작되지만, 그린 시트를 소결하는 방법으로서는, 예를 들어 가압 소결을 이용할 수 있다. 가압 소결로서는, 예를 들어 핫 프레스 소결, 열간 정수압 가압(HIP) 소결, 초고압 합성 소결, 가스 가압 소결, 방전 플라즈마(SPS) 소결 등이 있다. 단, 소결 시의 자석 입자의 입성장을 억제하기 위해서, 보다 단시간 또한 저온에서 소결하는 소결 방법을 이용하는 것이 바람직하다. 또한, 소결 후의 자석에 발생하는 휨을 감소시키는 것이 가능한 소결 방법을 이용하는 것이 바람직하다. 따라서, 특히 본 발명에서는, 상기 소결 방법 중, 1축 방향으로 가압하는 1축 가압 소결이며 또한 통전 소결에 의해 소결되는 SPS 소결을 이용하는 것이 바람직하다.
여기서, SPS 소결은, 소결 대상물을 내부에 배치한 그래파이트제의 소결형을, 1축 방향으로 가압하면서 가열하는 소결 방법이다. 또한, SPS 소결에서는, 펄스 통전 가열과 기계적인 가압에 의해, 일반적인 소결에 사용되는 열적 및 기계적에너지 외에, 펄스 통전에 의한 전자적 에너지나 피가공물의 자기 발열 및 입자간에 발생하는 방전 플라즈마 에너지 등을 복합적으로 소결의 구동력으로 하고 있다. 따라서, 전기로 등의 분위기 가열보다도 급속 승온·냉각이 가능해지고, 또한, 낮은 온도 영역에서 소결하는 것이 가능해진다. 그 결과, 소결 공정에서의 승온·유지 시간을 단축할 수 있어, 자석 입자의 입성장을 억제한 치밀한 소결체의 제작이 가능해진다. 또한, 소결 대상물은 1축 방향으로 가압된 상태에서 소결되므로, 소결 후에 발생하는 휨을 감소시키는 것이 가능해진다.
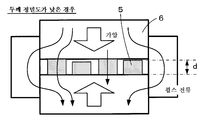
또한, SPS 소결을 행할 때에는, 그린 시트를 원하는 제품 형상(예를 들어, 도 1에 도시하는 부채형 형상)으로 펀칭한 성형체를 SPS 소결 장치의 소결형 내에 배치하여 행한다. 그리고, 본 발명에서는, 생산성을 향상시키기 위해서, 도 3에 도시한 바와 같이 복수(예를 들어, 10개)의 성형체(5)를 동시에 소결형(6) 내에 배치하여 행한다. 또한, 도 3에 도시하는 예에서는 복수의 성형체(5)는 하나의 공간에 각각 배치되어 있지만, 성형체(5)마다 상이한 공간에 배치하도록 해도 된다. 단, 그 경우에도 공간마다 성형체(5)를 가압하는 각 펀치는 각 공간의 사이에서 일체로 하도록(즉, 동시에 가압할 수 있도록) 구성한다. 여기서, 본 발명에서는, 후술하는 바와 같이 그린 시트의 두께 정밀도를 설계값에 대하여 ±5% 이내, 보다 바람직하게는 ±3% 이내, 더욱 바람직하게는 ±1% 이내로 한다. 그 결과, 본 발명에서는 도 3에 도시한 바와 같이, 복수(예를 들어, 10개)의 성형체(5)를 동시에 소결형(6) 내에 배치하여 소결을 행한 경우에도, 각 성형체(5)의 두께(d)가 균일하므로, 각 성형체(5)에 대하여 가압값이나 소결 온도의 편차가 발생하지 않아서 적절하게 소결하는 것이 가능해진다. 한편, 그린 시트의 두께 정밀도가 낮으면(예를 들어, 설계값에 대하여 ±5% 이상), 도 4에 도시한 바와 같이, 복수(예를 들어, 10개)의 성형체(5)를 동시에 소결형(6) 내에 배치하여 소결을 행한 경우에 있어서, 각 성형체(5)의 두께(d)에 편차가 있으므로, 성형체(5)마다의 펄스 전류의 통전의 불균형이 발생하고, 또한, 각 성형체(5)에 대하여 가압값이나 소결 온도의 편차가 발생하여 적절하게 소결할 수 없다.
또한, 본 발명에서는 그린 시트를 제작할 때에 자석 분말에 혼련되는 바인더 수지로서는, 폴리이소부틸렌(PIB), 부틸 고무(IIR), 폴리이소프렌(IR), 폴리부타디엔, 폴리스티렌, 스티렌-이소프렌 블록 공중합체(SIS), 스티렌-부타디엔 블록 공중합체(SBS), 2-메틸-1-펜텐 중합 수지, 2-메틸-1-부텐 중합 수지, α-메틸스티렌 중합 수지, 폴리부틸메타크릴레이트, 폴리메틸메타크릴레이트 등을 사용한다. 또한, α-메틸스티렌 중합 수지는 유연성을 부여하기 위하여 저분자량의 폴리이소부틸렌을 첨가하는 것이 바람직하다. 또한, 바인더 수지로서는, 자석 내에 함유하는 산소량을 저감시키기 위해서, 탄화수소를 함유하고, 또한 해중합성이 있고, 열분해성이 우수한 중합체(예를 들어, 폴리이소부틸렌 등)를 사용하는 것이 바람직하다.
또한, 바인더 수지를 톨루엔 등의 범용 용매에 대하여 적절하게 용해시키기 위해서, 바인더 수지로서는 폴리에틸렌, 폴리프로필렌 이외의 수지를 사용하는 것이 바람직하다.
또한, 바인더 수지의 첨가량은, 슬러리를 시트 형상으로 성형할 때에 시트의 두께 정밀도를 향상시키기 위해서, 자석 입자간의 공극을 적절하게 충전하는 양으로 한다. 예를 들어, 바인더 수지 첨가 후의 슬러리 내에서의 자석 분말과 바인더 수지의 합계량에 대한 바인더 수지의 비율이 4wt% 내지 40wt%, 보다 바람직하게는 7wt% 내지 30wt%, 더욱 바람직하게는 10wt% 내지 20wt%로 한다.
또한, 본 발명에서는, 자석 원료를 비즈 밀 등의 습식 분쇄에 의해 분쇄한다. 또한, 습식 분쇄에서는, 일반적으로 자석 원료를 혼입하는 용매로서 유기 용매가 사용된다. 따라서, 그린 시트를 제작할 때에는, 예를 들어 분쇄된 자석 분말을 포함하는 유기 용매 중에 바인더 수지를 첨가함으로써 자석 분말을 슬러리상으로 하는 것이 가능해진다. 여기서, 습식 분쇄에 사용되는 유기 용매로서는, 이소프로필알코올, 에탄올, 메탄올 등의 알코올류, 펜탄, 헥산 등의 저급 탄화수소류, 벤젠, 톨루엔, 크실렌 등의 방향족류, 아세트산에틸 등의 에스테르류, 케톤류, 그들의 혼합물 등을 사용할 수 있지만, 본 발명에서는 후술하는 바와 같이 자석에 포함되는 산소량을 저감시킬 목적으로, 탄화수소 함유 유기 화합물로부터 선택되는 1종 이상의 유기 용매를 사용하는 것이 바람직하다. 여기서, 탄화수소 함유 유기 화합물로부터 선택되는 1종 이상의 유기 용매를 사용하는 것이 바람직하다. 여기서, 탄화수소 함유 유기 화합물로부터 선택되는 1종 이상의 유기 용매로서는, 톨루엔, 헥산, 펜탄, 벤젠, 크실렌, 그들의 혼합물 등이 있다. 예를 들어, 톨루엔 또는 헥산을 사용한다. 또한, 유기 용매에는 탄화수소 함유 유기 화합물 이외의 유기 화합물을 소량 포함하는 구성으로 하여도 된다.
또한, 본 발명에서는, 자석 원료를 비즈 밀 등의 습식 분쇄에 의해 분쇄할 때, 분산제로서 상술한 유기 금속 화합물(예를 들어, 니오븀데카녹시드, 니오븀테트라데카녹시드, 니오븀부톡시드 등)을 첨가한다. 그로 인해, 습식 분쇄의 분쇄성이 향상하고, 자석 원료의 대판을 미소한 입경 범위(예를 들어, 0.1㎛ 내지 5.0㎛)까지 분쇄하는 것이 가능해진다. 또한, 습식 분쇄의 과정에서, 자석 원료를 분쇄 하는 동시에 분쇄된 자석 분말의 입자 표면에 유기 금속 화합물을 균일하게 부착시키는 것이 가능해진다.
또한, 습식 분쇄된 자석 분말을 일단 건조시킨 후에, 유기 용매와 바인더 수지를 첨가함으로써 자석 분말을 슬러리상으로 해도 된다. 단, 그 경우에 있어서, 건조시킨 자석 분말에 첨가하는 유기 용매는, 동일하게 탄화수소 함유 유기 화합물로부터 선택되는 1종 이상의 유기 용매를 사용하는 것이 바람직하다.
[영구 자석의 제조 방법]
이어서, 본 발명에 관한 영구 자석(1)의 제조 방법에 대하여 도 5를 사용하여 설명한다. 도 5는 본 실시 형태에 관한 영구 자석(1)의 제조 공정을 나타낸 설명도이다.
우선, 소정 분율의 Nd-Fe-B(예를 들어, Nd: 32.7wt%, Fe(전해철): 65.96wt%, B: 1.34wt%)를 포함하는 잉곳을 제조한다. 그 후, 잉곳을 스탬프 밀이나 크러셔 등에 의해 200㎛ 정도의 크기로 조분쇄한다. 또는, 잉곳을 용해하여, 스트립 캐스트법으로 플레이크를 제작하고, 수소 해쇄법으로 조분화한다. 그로 인해, 조분쇄 자석 분말(10)을 얻는다.
계속해서, 조분쇄 자석 분말(10)을 비즈 밀에 의한 습식법으로 소정 범위의 입경(예를 들어, 0.1㎛ 내지 5.0㎛)으로 미분쇄함과 함께 용매 중에 자석 분말을 분산시키고, 분산 용액(11)을 제조한다. 또한, 분쇄를 행할 때, 용매 중에는 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W 또는 Nb을 포함하는 유기 금속 화합물을 분산제로서 첨가한다.
또한, 상세한 습식 분쇄에 의한 분쇄 조건은 이하와 같다.
·분쇄 장치: 비즈 밀
·분쇄 미디어: φ2mm 지르코니아 비즈로 2시간 분쇄 후에, φ0.5mm 지르코니아 비즈로 2시간 분쇄.
여기서, 용해시키는 유기 금속 화합물로서는, M-(OR)x(화학식 중 M은 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 중 적어도 1종을 포함한다. R은 탄소쇄 길이가 2 내지 16인 탄화수소로 이루어지는 치환기이며, 직쇄이어도 분지이어도 된다. x는 임의의 정수임)에 해당하는 유기 금속 화합물(예를 들어, 니오븀데카녹시드, 니오븀테트라데카녹시드, 니오븀부톡시드 등)을 사용하는 것이 바람직하다. 또한, 분쇄에 사용하는 용매는 유기 용매이지만, 유기 용매로서는, 상술한 바와 같이 탄화수소 함유 유기 화합물로부터 선택되는 1종 이상의 유기 용매를 사용하는 것이 바람직하다. 예를 들어, 톨루엔, 헥산, 펜탄, 벤젠, 크실렌, 그들의 혼합물 등이 있지만, 본 발명에서는 특히 톨루엔 또는 헥산을 사용하기로 한다. 또한, 첨가하는 유기 금속 화합물의 양은 특별히 제한되지 않지만, 분산제로서 적절하게 기능시킴과 함께 자석 분말의 입자 표면에 유기 금속 화합물을 균일하게 부착시키기 위해서, 자석 분말에 대하여 0.1부 내지 10부, 바람직하게는 0.2부 내지 8부, 보다 바람직하게는 0.5부 내지 5부(예를 들어, 1부)로 한다.
그 후, 분산 용액(11)에 대하여, 또한 바인더 수지를 첨가한다. 그로 인해, 유기 금속 화합물이 입자 표면에 균일하게 부착된 자석 원료의 미분말과 바인더 수지와 유기 용매가 혼합된 슬러리(12)를 생성한다. 여기서, 바인더 수지로서는, 상술한 바와 같이 탄화수소로 이루어지고, 또한 해중합성이 있고, 열분해성이 우수한 중합체를 사용하는 것이 바람직하다. 예를 들어, 폴리이소부틸렌을 사용한다. 또한, 바인더 수지는 용매에 희석시킨 상태에서 첨가해도 된다. 또한, 바인더 수지의 첨가량은, 상술한 바와 같이 첨가 후의 슬러리 내에서의 자석 분말과 바인더 수지의 합계량에 대한 바인더 수지의 비율이 4wt% 내지 40wt%, 보다 바람직하게는 7wt% 내지 30wt%, 더욱 바람직하게는 10wt% 내지 20wt%가 되는 양으로 한다. 또한, 바인더 수지의 첨가는, 질소 가스, Ar 가스, He 가스 등 불활성 가스로 이루어지는 분위기에서 행한다.
계속해서, 생성한 슬러리(12)로부터 그린 시트(13)를 형성한다. 그린 시트(13)를 형성하는 방법으로서는, 예를 들어, 생성한 슬러리(12)를 적당한 방식으로 필요에 따라 세퍼레이터 등의 지지 기재(14) 상에 도포 시공하여 건조시키는 방법 등에 의해 행할 수 있다. 또한, 도포 시공 방식은, 닥터 블레이드 방식이나 다이 방식이나 콤마 도포 시공 방식 등의 층 두께 제어성이 우수한 방식이 바람직하다. 또한, 높은 두께 정밀도를 실현하기 위해서는, 특히 층 두께 제어성이 우수한(즉, 기재에 고정밀도로 하는 것이 가능한 방식) 다이 방식이나 콤마 도포 시공 방식을 사용하는 것이 바람직하다. 예를 들어, 이하의 실시예에서는, 다이 방식을 사용한다. 또한, 지지 기재(14)로서는, 예를 들어 실리콘 처리 폴리에스테르 필름을 사용한다. 또한, 그린 시트(13)의 건조는, 90℃×10분에서 유지한 후, 130℃×30분에서 유지함으로써 행한다. 또한, 소포제를 병용하거나 하여 전개층 내에 기포가 남지 않도록 충분히 탈포 처리하는 것이 바람직하다.
이하에, 도 6을 사용하여 다이 방식에 의한 그린 시트(13)의 형성 공정에 대하여 보다 상세하게 설명한다. 도 6은 다이 방식에 의한 그린 시트(13)의 형성 공정을 도시한 모식도이다.
도 6에 도시한 바와 같이 다이 방식에 사용되는 다이(15)는, 블록(16, 17)을 서로 중첩함으로써 형성되어 있고, 블록(16, 17)과의 사이의 간극에 의해 슬릿(18)이나 캐비티(액체 저장소)(19)를 형성한다. 캐비티(19)는 블록(17)에 설치된 공급구(20)에 연통된다. 그리고, 공급구(20)는 정량 펌프(도시하지 않음) 등으로 구성되는 슬러리 공급계에 접속되어 있고, 캐비티(19)에는 공급구(20)를 통해서, 계량된 슬러리(12)가 정량 펌프 등에 의해 공급된다. 또한, 캐비티(19)에 공급된 슬러리(12)는 슬릿(18)에 송액되어 단위 시간 일정량으로 폭 방향으로 균일한 압력으로 슬릿(18)의 토출구(21)로부터 미리 설정된 도포 폭에 따라 토출된다. 한편, 지지 기재(14)는 코팅 롤(22)의 회전에 따라 미리 설정된 속도로 반송된다. 그 결과, 토출된 슬러리(12)가 지지 기재(14)에 대하여 소정 두께로 도포된다.
또한, 다이 방식에 의한 그린 시트(13)의 형성 공정에서는, 도포 시공 후의 그린 시트(13)의 시트 두께를 실측하고, 실측값에 기초하여 다이(15)와 지지 기재(14)간의 갭(D)을 피드백 제어하는 것이 바람직하다. 또한, 다이(15)에 공급하는 슬러리량의 변동은 최대한 저하시키고(예를 들어, ±0.1% 이하의 변동으로 억제함), 또한 도포 시공 속도의 변동에 대해서도 최대한 저하시키는(예를 들어, ±0.1% 이하의 변동으로 억제함) 것이 바람직하다. 그로 인해, 그린 시트(13)의 두께 정밀도를 더욱 향상시키는 것이 가능하다. 또한, 형성되는 그린 시트(13)의 두께 정밀도는, 설계값(예를 들어, 4mm)에 대하여 ±5% 이내, 보다 바람직하게는 ±3% 이내, 더욱 바람직하게는 ±1% 이내로 한다.
또한, 그린 시트(13)의 설정 두께는, 0.05mm 내지 10mm의 범위에서 설정하는 것이 바람직하다. 두께를 0.05mm보다 얇게 하면, 다층 적층해야되므로 생산성이 저하하게 된다. 한편, 두께를 10mm보다 두껍게 하면, 건조 시의 발포를 억제하기 위하여 건조 속도를 저하할 필요가 있어, 생산성이 현저하게 저하된다.
또한, 지지 기재(14)에 도포 시공한 그린 시트(13)에는, 건조 전에 반송 방향에 대하여 교차하는 방향으로 펄스 자장을 인가한다. 인가하는 자장의 강도는 5000[Oe] 내지 50000[Oe], 바람직하게는 10000[Oe] 내지 20000[Oe]으로 한다. 또한, 자장을 배향시키는 방향은, 그린 시트(13)로부터 성형되는 영구 자석(1)에 요구되는 자장 방향을 고려하여 결정할 필요가 있지만, 면 내 방향으로 하는 것이 바람직하다.
이어서, 슬러리(12)로부터 형성한 그린 시트(13)를 원하는 제품 형상(예를 들어, 도 1에 도시하는 부채형 형상)으로 펀칭하여, 성형체(25)를 성형한다.
그 후, 성형된 성형체(25)를 비산화성 분위기(특히, 본 발명에서는 수소 분위기 또는 수소와 불활성 가스의 혼합 가스 분위기)에서 바인더 수지 분해 온도에서 수시간(예를 들어, 5시간) 유지함으로써 수소중 하소 처리를 행한다. 수소 분위기 하에서 행할 경우에는, 예를 들어 하소중인 수소의 공급량은 5L/min로 한다. 수소중 하소 처리를 행함으로써, 바인더 수지를 해중합 반응 등에 의해 단량체에 분해하여 비산시켜서 제거하는 것이 가능해진다. 즉, 성형체(25) 내의 탄소량을 저감시키는 소위 탈카본이 행해지게 된다. 또한, 수소중 하소 처리는, 성형체(25) 내의 탄소량이 1500ppm 이하, 보다 바람직하게는 1000ppm 이하로 하는 조건에서 행하기로 한다. 그로 인해, 그 후의 소결 처리에서 영구 자석(1) 전체를 치밀하게 소결시키는 것이 가능해져서 잔류 자속 밀도나 보자력을 저하시키는 일이 없다.
또한, 바인더 수지 분해 온도는, 바인더 수지 분해 생성물 및 분해 잔사의 분석 결과에 기초하여 결정한다. 구체적으로는 바인더의 분해 생성물을 포집하고, 단량체 이외의 분해 생성물이 생성되지 않고, 또한 잔사의 분석에서도 잔류하는 바인더 성분의 부반응에 의한 생성물이 검출되지 않는 온도 범위가 선택된다. 바인더 수지의 종류에 따라 상이하지만 200℃ 내지 900℃, 보다 바람직하게는 400℃ 내지 600℃(예를 들어, 600℃)로 한다.
또한, 수소중 하소 처리에 의해 하소된 성형체(25)를 계속해서 진공 분위기에서 유지함으로써 탈수소 처리를 행해도 된다. 탈수소 처리에서는, 수소중 하소 처리에 의해 생성된 성형체(25) 내의 NdH3(활성도 큼)을 NdH3(활성도 큼)→NdH2(활성도 작음)로 단계적으로 변화시킴으로써, 수소 하소중 처리에 의해 활성화된 하소체(82)의 활성도를 저하시킨다. 그로 인해, 수소중 하소 처리에 의해 하소된 하소체(82)를 그 후에 대기중으로 이동시킨 경우에도, Nd가 산소와 결부되는 것을 방지하여 잔류 자속 밀도나 보자력을 저하시키는 일이 없다.
계속해서, 수소중 하소 처리에 의해 하소된 성형체(25)를 소결하는 소결 처리를 행한다. 본 발명에서는, 가압 소결에 의해 소결을 행한다. 가압 소결로서는, 예를 들어 핫 프레스 소결, 열간 정수압 가압(HIP) 소결, 초고압 합성 소결, 가스 가압 소결, 방전 플라즈마(SPS) 소결 등이 있다. 단, 본 발명에서는 상술한 바와 같이 소결 시의 자석 입자의 입성장을 억제함과 함께 소결 후의 자석에 발생하는 휨을 억제하기 위해서, 1축 방향으로 가압하는 1축 가압 소결이며 또한 통전 소결에 의해 소결하는 SPS 소결을 사용하는 것이 바람직하다.
이하에, 도 7을 사용하여 SPS 소결에 의한 성형체(25)의 가압 소결 공정에 대하여 보다 상세하게 설명한다. 도 7은 SPS 소결에 의한 성형체(25)의 가압 소결 공정을 도시한 모식도이다.
도 7에 도시한 바와 같이 SPS 소결을 행할 경우에는, 우선, 그래파이트제의 소결형(31)에 성형체(25)를 설치한다. 또한, 상술한 수소중 하소 처리에 대해서도 성형체(25)를 소결형(31)에 설치한 상태에서 행해도 된다. 그리고, 소결형(31)에 설치된 성형체(25)를 진공 챔퍼(32) 내에 보유 지지하고, 동일하게 그래파이트제의 상부 펀치(33)와 하부 펀치(34)를 세트한다. 그리고, 상부 펀치(33)에 접속된 상부 펀치 전극(35)과 하부 펀치(34)에 접속된 하부 펀치 전극(36)을 사용하여, 저전압 또한 고전류의 직류 펄스 전압·전류를 인가한다. 그와 동시에, 상부 펀치(33) 및 하부 펀치(34)에 대하여 가압 기구(도시하지 않음)를 사용하여 각각 상하 방향으로부터 하중을 부가한다. 그 결과, 소결형(31) 내에 설치된 성형체(25)는 가압되면서 소결이 행해진다. 또한, 상술한 바와 같이 본 발명에서는, 생산성을 향상시키기 위해서, 복수(예를 들어, 10개)의 성형체를 동시에 소결형(31) 내에 배치하여 SPS 소결을 행한다. 또한, 도 7에 도시하는 예에서는 복수의 성형체(5)는 하나의 공간에 각각 배치되어 있지만, 성형체(5)마다 상이한 공간에 배치하도록 해도 된다. 단, 그 경우에도 공간마다 성형체(5)를 가압하는 상부 펀치(33)나 하부 펀치(34)는 각 공간의 사이에서 일체로 하도록(즉, 동시에 가압할 수 있도록) 구성한다.
또한, 구체적인 소결 조건을 이하에 나타내었다.
가압값: 30MPa
소결 온도: 940℃까지 10℃/분으로 상승시켜서 5분 유지
분위기: 수Pa 이하의 진공 분위기
상기 SPS 소결을 행한 후에 냉각하고, 다시 600℃ 내지 1000℃에서 2시간 열처리를 행한다. 그리고, 소결의 결과, 영구 자석(1)이 제조된다.
(실시예)
이하에, 본 발명의 실시예에 대하여 비교예와 비교하면서 설명한다.
(실시예 1)
실시예 1은 Nd-Fe-B계 자석이며, 합금 조성은 wt%로 Nd/Fe/B=32.7/65.96/1.34로 한다. 또한, 습식 분쇄를 행할 때의 유기 용매로서 톨루엔을 사용하였다. 또한, 습식 분쇄를 행할 때에는, 유기 금속 화합물로서 Nb데카녹시드(Nb(OC10H21)5)를 자석 분말에 대하여 1부 첨가하였다. 또한, 분쇄는, 우선 φ2mm 지르코니아 비즈로 2시간 분쇄하고, 그 후에 φ0.5mm 지르코니아 비즈로 2시간 분쇄하였다. 또한, 슬러리를 생성할 때에 첨가하는 바인더 수지로서 폴리이소부틸렌을 사용하고, 첨가 후의 슬러리 내의 수지의 비율이 16.7w%가 되는 슬러리를 생성하였다. 그 후, 슬러리를 다이 방식에 의해 기재에 도포 시공하여 그린 시트를 성형하고, 또한, 원하는 제품 형상으로 펀칭하였다. 또한, 다른 공정은 상술한 [영구 자석의 제조 방법]과 동일한 공정으로 한다.
(실시예 2)
습식 분쇄를 행할 때에 첨가하는 유기 금속 화합물을 Nb테트라데카녹시드(Nb(OC14H29)5)로 하였다. 다른 조건은 실시예와 마찬가지이다.
(실시예 3)
습식 분쇄를 행할 때에 첨가하는 유기 금속 화합물을 Nb부톡시드(Nb(OC4H9)5)로 하였다. 다른 조건은 실시예와 마찬가지이다.
(비교예 1)
유기 금속 화합물을 첨가하지 않고 습식 분쇄를 행하였다. 다른 조건은 실시예 1과 마찬가지이다.
(비교예 2)
습식 분쇄를 행할 때에 첨가하는 유기 금속 화합물을 Nb1-아이코속시드(Nb(OC20H41)5)로 하였다. 다른 조건은 실시예와 마찬가지이다.
(실시예와 비교예의 비교)
도 8 내지 도 11은, 실시예 1 내지 3과 비교예 1의 영구 자석에 대해서, 습식 분쇄 후의 자석 분말을 나타낸 확대 사진이다. 또한, 실시예 1 내지 3과 비교예 1의 영구 자석에 대해서, 각 자석 분말의 입도 분포를 측정하여 D50(메디안 직경)을 산출하였다.
실시예 1 내지 3과 비교예 1의 각 확대 사진을 비교하면, 습식 분쇄에서 유기 금속 화합물을 첨가하지 않은 비교예 1과 비교하여, 습식 분쇄에서 유기 금속 화합물을 첨가한 실시예 1 내지 3에서는, 자석 원료를 미소한 입경까지 분쇄되었음을 알 수 있다. 구체적으로, 실시예 1 내지 3에서는, D50이 각각 1.7㎛, 2.0㎛, 3.7㎛가 되고, 자석 원료의 대부분을 0.1㎛ 내지 5.0㎛의 입경을 갖는 자석 분말로 분쇄되었다. 한편, 비교예 1에서는, D50이 8.0㎛가 되고, 자석 원료를0.1㎛ 내지 5.0㎛의 입경을 갖는 자석 분말까지 분쇄되지 않았음을 알 수 있다.
그 결과, 실시예 1 내지 3의 영구 자석은, 비교예 1의 영구 자석과 비교하여, 소결 후의 결정립 직경을 미소하게 할 수 있어서 자기 성능을 향상시키는 것이 가능해진다.
또한, 비교예 2에서는, 유기 금속 화합물인 Nb1-아이코속시드를 톨루엔에 용해시킬 수 없었다. 따라서, 유기 금속 화합물의 탄소쇄 길이가 너무 길면, 유기 금속 화합물이 톨루엔 등의 범용 용매에 대하여 용해하기 어려워지는 것을 알 수 있다.
이상의 결과로부터, 실시예 1 내지 3에서는, 첨가된 유기 금속 화합물이 분산제로서 기능하여 습식 분쇄의 분쇄성을 향상시키고 있는 것을 알 수 있다. 특히, 유기 금속 화합물로서, 치환기R의 탄소쇄 길이가 2 내지 16인 유기 금속 화합물을 사용하면, 유기 금속 화합물을 자석 입자의 표면에 균일하게 부착시키면서, 자석 원료의 대부분을 0.1㎛ 내지 5.0㎛의 입경을 갖는 자석 분말까지 분쇄하는 것이 가능해지는 것을 알 수 있다.
또한, 실시예 1 내지 실시예 3을 비교하면, 실시예 2는 실시예 3보다 미소한 입경까지 자석 원료를 분쇄할 수 있고, 또한 실시예 1은 실시예 2보다 미소한 입경까지 자석 원료를 분쇄할 수 있다. 따라서, 치환기R의 탄소쇄 길이가 4인 Nb부톡시드와 비교하여, 치환기R의 탄소쇄 길이가 10인 Nb데카녹시드나 탄소쇄 길이가 14인 Nb테트라데카녹시드를 사용하면, 보다 습식 분쇄의 분쇄성을 향상시키는 것이 가능해지는 것을 알 수 있다. 여기서, 습식 분쇄의 분쇄성은, 첨가하는 유기 금속 화합물의 치환기R의 탄소쇄 길이에 따라 변화하고, 탄소쇄 길이를 2 내지 16, 보다 바람직하게는 6 내지 14, 더욱 바람직하게는 10 내지 14로 함으로써, 그 분쇄성을 향상시키는 것이 가능해진다.
이상 설명한 바와 같이, 본 실시 형태에 관한 영구 자석(1) 및 영구 자석(1)의 제조 방법에서는, 조분쇄된 자석 분말과 화학식 M-(OR)x(화학식 중 M은 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 중 적어도 1종을 포함한다. R은 탄소쇄 길이가 2 내지 16인 탄화수소로 이루어지는 치환기이며, 직쇄이어도 분지이어도 된다. x는 임의의 정수임)로 표시되는 유기 금속 화합물을 유기 용매 중에서 습식 분쇄함으로써, 자석 원료를 분쇄하여 자석 분말을 얻음과 함께 상기 자석 분말의 입자 표면에 유기 금속 화합물을 부착시킨다. 그 후, 유기 금속 화합물을 부착시킨 자석 분말을 성형하여 소결을 행함으로써 영구 자석(1)을 제조한다. 그리고, 영구 자석의 제조 공정인 습식 분쇄의 공정에 있어서, 자석 원료와 유기 금속 화합물을 유기 용매 중에서 습식 분쇄함으로써, 습식 분쇄의 분쇄성을 향상시키는 것이 가능해진다. 예를 들어, 자석 원료의 대부분을 미소한 입경 범위(예를 들어, 0.1㎛ 내지 5.0㎛)까지 분쇄하는 것이 가능해진다. 그 결과, 소결 후의 결정립 직경을 미소하게 할 수 있어 자기 성능을 향상시키는 것이 가능해진다.
또한, 탄소쇄 길이가 2 내지 16인 유기 금속 화합물을 사용함으로써, 유기 금속 화합물을 톨루엔 등의 범용 용매에 대하여 용이하게 용해시킬 수 있어 자석 분말의 입자 표면에의 부착을 적절하게 행하는 것이 가능해진다.
또한, Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 등을 포함하는 유기 금속 화합물을 첨가함으로써, 자석 분말의 입자 표면에 유기 금속 화합물을 부착시키고, 그 후에 소결을 행하므로, 자석 특성을 향상시키기 위하여 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 등의 원소를 첨가하는 경우에 있어서, 각 원소를 자석의 입계에 대하여 효율적으로 편재시킬 수 있다. 그 결과, 제조되는 영구 자석의 자석 특성을 향상시킴과 함께, 각 원소의 첨가량을 종래에 비하여 소량으로 할 수 있으므로, 잔류 자속 밀도의 저하를 억제할 수 있다.
또한, 자석 분말과 수지 바인더와 유기 용매가 혼합된 슬러리로부터 성형한 그린 시트를 소결함으로써 영구 자석을 제조하므로, 제조된 영구 자석은, 소결에 의한 수축이 균일해짐으로써 소결 후의 휨이나 오목부 등의 변형이 발생하지 않고, 또한, 프레스 시의 압력 불균일이 없어지는 점에서, 종래에 행했던 소결 후의 수정 가공을 할 필요가 없어 제조 공정을 간략화할 수 있다. 그로 인해, 높은 치수 정밀도로 영구 자석이 성형 가능해진다. 또한, 영구 자석을 박형화한 경우에도, 재료 수율을 저하시키지 않고 가공 공정수가 증가하는 것도 방지할 수 있다.
또한, 그린 시트를 소결에 의해 소결하기 전에, 그린 시트를 비산화성 분위기 하에서 바인더 수지 분해 온도로 일정 시간 유지하는 하소 처리를 행함으로써 바인더 수지를 비산시켜서 제거하므로, 자석 내에 함유하는 탄소량을 미리 저감시킬 수 있다. 그 결과, 소결 후의 자석의 주상 내에 αFe가 석출하는 것을 억제하고, 자석 전체를 치밀하게 소결하는 것이 가능해져서 보자력이 저하되는 것을 방지할 수 있다.
또한, 특히 첨가하는 유기 금속 화합물로서 알킬기로 구성되는 유기 금속 화합물을 사용하면, 수소 분위기에서 자석 분말을 하소할 때, 저온에서 유기 금속 화합물의 열분해를 행하는 것이 가능해진다. 그로 인해, 유기 금속 화합물의 열분해를 자석 입자 전체에 대하여 보다 용이하게 행할 수 있다.
또한, 하소 처리에서는, 바인더 수지가 혼련된 그린 시트를 수소 분위기 하 또는 수소와 불활성 가스의 혼합 가스 분위기 하에서 200℃ 내지 900℃, 보다 바람직하게는 400℃ 내지 600℃로 일정 시간 유지하므로, 자석 내에 함유하는 탄소량을 보다 확실하게 저감시킬 수 있다.
또한, 본 발명은 상기 실시예에 한정되지 않고, 본 발명의 요지를 일탈하지 않는 범위 내에서 다양한 개량, 변형이 가능한 것은 물론이다.
예를 들어, 자석 분말의 분쇄 조건, 혼련 조건, 하소 조건, 소결 조건 등은 상기 실시예에 기재한 조건에 한정되지 않는다. 예를 들어, 상기 실시예에서는, 자석 분말을 슬러리상으로 하여 그린 시트를 제작하고, 그린 시트를 소결함으로써 영구 자석을 제작하기로 하고 있지만, 습식 분쇄 후의 자석 분말을 건조시킨 후에 분말 소결법에 의해 소결하여 영구 자석을 제작해도 된다. 또한, 사출 성형, 압연 성형, 압출 성형 등에 의해 성형체를 성형해도 된다. 또한, 상기 실시예에서는, 다이 방식에 의해 그린 시트를 형성하고 있지만, 다른 방식(예를 들어, 콤마 도포 시공 방식, 사출 성형, 금형 성형, 닥터 블레이드 방식 등)을 사용하여 그린 시트를 형성해도 된다. 단, 슬러리를 기재에 고정밀도로 도포 시공하는 것이 가능한 방식을 사용하는 것이 바람직하다. 또한, 소결 방법은 가압 소결에 한정되지 않고, 진공 소성에 의해 소결해도 된다. 또한, 상기 실시예에서는, 자석 분말을 습식 분쇄하는 수단으로서 습식 비즈 밀을 사용하고 있지만, 다른 습식 분쇄 방식을 사용해도 된다. 예를 들어, 나노마이저 등을 사용해도 된다.
또한, 상기 실시예에서는 습식 분쇄한 후에, 분쇄된 자석 분말을 포함하는 유기 용매에 바인더 수지를 첨가함으로써 자석 분말을 슬러리상으로 하고 있지만, 습식 분쇄된 자석 분말을 일단 건조시킨 후에, 유기 용매와 바인더 수지를 첨가함으로써 자석 분말을 슬러리상으로 해도 된다. 단, 그 경우에 있어서, 건조시킨 자석 분말에 첨가하는 유기 용매는, 동일하게 탄화수소 함유 유기 화합물로부터 선택되는 1종 이상의 유기 용매를 사용하는 것이 바람직하다.
또한, 본 실시예에서는 자석 분말에 첨가하는 유기 용매로서 톨루엔 또는 헥산을 사용했지만, 다른 유기 용매이어도 된다. 예를 들어, 펜탄, 벤젠, 크실렌, 그들의 혼합물이어도 된다.
또한, 상기 실시예 1, 2에서는 습식 분쇄 시에 유기 용매에 첨가하는 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 등을 포함하는 유기 금속 화합물로서 니오븀데카녹시드, 니오븀부톡시드를 사용하고 있지만, M-(OR)x(화학식 중 M은 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 중 적어도 1종을 포함한다. R은 탄소쇄 길이가 2 내지 16인 탄화수소로 이루어지는 치환기이며, 직쇄이어도 분지이어도 된다. x는 임의의 정수임)로 표시되는 유기 금속 화합물이면, 다른 유기 금속 화합물이어도 된다. 또한, M으로서는 상기 금속 원소 이외의 원소를 포함하는 구성으로 하여도 된다.
또한, 본 발명에서는 Nd-Fe-B계 자석을 예로 들어 설명했지만, 다른 자석을 사용해도 된다. 또한, 자석의 합금 조성은 본 발명에서는 Nd 성분을 양론 조성보다 많게 하고 있지만, 양론 조성으로 해도 된다.
1 : 영구 자석
10 : 조분쇄 자석 분말
11 : 분산 용액
12 : 슬러리
13 : 그린 시트
25 : 성형체
10 : 조분쇄 자석 분말
11 : 분산 용액
12 : 슬러리
13 : 그린 시트
25 : 성형체
Claims (10)
- 자석 원료와 이하의 화학식
M-(OR)x
(화학식 중 M은 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 중 적어도 1종을 포함한다. R은 탄소쇄 길이가 2 내지 16인 탄화수소로 이루어지는 치환기이며, 직쇄이어도 분지이어도 된다. x는 임의의 정수임)
로 표시되는 유기 금속 화합물을 유기 용매 중에서 습식 분쇄함으로써, 상기 자석 원료를 분쇄하여 자석 분말을 얻음과 함께 상기 자석 분말의 입자 표면에 상기 유기 금속 화합물을 부착시키는 공정과,
상기 자석 분말을 성형함으로써 성형체를 제작하는 공정과,
상기 성형체를 소결하는 공정에 의해 제조되는 것을 특징으로 하는 희토류 영구 자석. - 제1항에 있어서, 상기 화학식 중의 R은 알킬기인 것을 특징으로 하는 희토류 영구 자석.
- 제1항 또는 제2항에 있어서, 상기 성형체를 제작하는 공정은,
상기 자석 분말과 상기 유기 용매와 바인더 수지가 혼합된 슬러리를 생성하고,
상기 슬러리를 시트 형상으로 성형함으로써, 상기 성형체로서 그린 시트를 제작하는 것을 특징으로 하는 희토류 영구 자석. - 제3항에 있어서, 상기 성형체를 소결하기 전에, 상기 성형체를 비산화성 분위기 하에서 바인더 수지 분해 온도로 일정 시간 유지함으로써 상기 바인더 수지를 비산시켜서 제거하는 것을 특징으로 하는 희토류 영구 자석.
- 제4항에 있어서, 상기 바인더 수지를 비산시켜서 제거하는 공정에서는, 상기 성형체를 수소 분위기 하 또는 수소와 불활성 가스의 혼합 가스 분위기 하에서 200℃ 내지 900℃에서 일정 시간 유지하는 것을 특징으로 하는 희토류 영구 자석.
- 자석 원료와 이하의 화학식
M-(OR)x
(화학식 중 M은 Nd, Al, Cu, Ag, Dy, Tb, V, Mo, Zr, Ta, Ti, W, Nb 중 적어도 1종을 포함한다. R은 탄소쇄 길이가 2 내지 16인 탄화수소로 이루어지는 치환기이며, 직쇄이어도 분지이어도 된다. x는 임의의 정수임)
로 표시되는 유기 금속 화합물을 유기 용매 중에서 습식 분쇄함으로써, 상기 자석 원료를 분쇄하여 자석 분말을 얻음과 함께 상기 자석 분말의 입자 표면에 상기 유기 금속 화합물을 부착시키는 공정과,
상기 자석 분말을 성형함으로써 성형체를 제작하는 공정과,
상기 성형체를 소결하는 공정을 갖는 것을 특징으로 하는 희토류 영구 자석의 제조 방법. - 제6항에 있어서, 상기 화학식 중의 R은 알킬기인 것을 특징으로 하는 희토류 영구 자석의 제조 방법.
- 제6항 또는 제7항에 있어서, 상기 성형체를 제작하는 공정은,
상기 자석 분말과 상기 유기 용매와 바인더 수지가 혼합된 슬러리를 생성하고,
상기 슬러리를 시트 형상으로 성형함으로써, 상기 성형체로서 그린 시트를 제작하는 것을 특징으로 하는 희토류 영구 자석의 제조 방법. - 제8항에 있어서, 상기 성형체를 소결하기 전에, 상기 성형체를 비산화성 분위기 하에서 바인더 수지 분해 온도로 일정 시간 유지함으로써 상기 바인더 수지를 비산시켜서 제거하는 것을 특징으로 하는 희토류 영구 자석의 제조 방법.
- 제9항에 있어서, 상기 바인더 수지를 비산시켜서 제거하는 공정에서는, 상기 성형체를 수소 분위기 하 또는 수소와 불활성 가스의 혼합 가스 분위기 하에서 200℃ 내지 900℃에서 일정 시간 유지하는 것을 특징으로 하는 희토류 영구 자석의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2011-218589 | 2011-09-30 | ||
| JP2011218589A JP5908246B2 (ja) | 2011-09-30 | 2011-09-30 | 希土類永久磁石の製造方法 |
| PCT/JP2012/074471 WO2013047467A1 (ja) | 2011-09-30 | 2012-09-25 | 希土類永久磁石及び希土類永久磁石の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140082741A true KR20140082741A (ko) | 2014-07-02 |
Family
ID=47995499
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147011139A KR20140082741A (ko) | 2011-09-30 | 2012-09-25 | 희토류 영구 자석 및 희토류 영구 자석의 제조 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20140241929A1 (ko) |
| EP (1) | EP2763147A4 (ko) |
| JP (1) | JP5908246B2 (ko) |
| KR (1) | KR20140082741A (ko) |
| CN (1) | CN103843081A (ko) |
| IN (1) | IN2014CN01766A (ko) |
| TW (1) | TW201330022A (ko) |
| WO (1) | WO2013047467A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020045865A1 (ko) * | 2018-08-31 | 2020-03-05 | 주식회사 엘지화학 | 자석 분말의 제조 방법 및 자석 분말 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170169922A1 (en) * | 2014-02-12 | 2017-06-15 | Nitto Denko Corporation | Rare earth permanent magnet and method for producing rare earth permanent magnet |
| JP6511779B2 (ja) * | 2014-11-12 | 2019-05-15 | Tdk株式会社 | R−t−b系焼結磁石 |
| CN104599833B (zh) * | 2015-01-16 | 2017-07-04 | 浙江和也健康科技有限公司 | 一种高韧性的稀土柔性磁条及其生产方法 |
| CN107533893B (zh) * | 2015-04-30 | 2021-05-25 | 株式会社Ihi | 稀土类永久磁铁及稀土类永久磁铁的制造方法 |
| FR3069096B1 (fr) * | 2017-07-12 | 2020-12-25 | Commissariat Energie Atomique | Procede de fabrication d'un aimant permanent |
| CN110534331A (zh) * | 2019-09-23 | 2019-12-03 | 广西科技大学 | 一种高磁能积、高矫顽力烧结钕铁硼磁体的制备方法 |
| CN111331129A (zh) * | 2020-04-26 | 2020-06-26 | 杭州屹通新材料股份有限公司 | 一种低松装密度CuSn10粉的制备方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4996022A (en) * | 1989-07-14 | 1991-02-26 | Juki Corporation | Process for producing a sintered body |
| JPH05320708A (ja) * | 1992-01-10 | 1993-12-03 | Kawasaki Steel Corp | 焼結性粉末射出成形用バインダおよび組成物 |
| JPH0669009A (ja) * | 1992-08-19 | 1994-03-11 | Matsushita Electric Ind Co Ltd | 希土類−鉄系磁石の製造方法 |
| JP3298219B2 (ja) | 1993-03-17 | 2002-07-02 | 日立金属株式会社 | 希土類―Fe−Co−Al−V−Ga−B系焼結磁石 |
| JP4448987B2 (ja) * | 2000-06-09 | 2010-04-14 | 川研ファインケミカル株式会社 | ビスマスアルコキシドの製造方法 |
| JP2002363607A (ja) * | 2001-06-13 | 2002-12-18 | Sumitomo Metal Mining Co Ltd | 希土類系磁性粉末、その製造方法及びこれを用いた磁石 |
| JP2004031781A (ja) * | 2002-06-27 | 2004-01-29 | Nissan Motor Co Ltd | 希土類磁石およびその製造方法、ならびに希土類磁石を用いてなるモータ |
| JP4525072B2 (ja) * | 2003-12-22 | 2010-08-18 | 日産自動車株式会社 | 希土類磁石およびその製造方法 |
| JP2005191187A (ja) * | 2003-12-25 | 2005-07-14 | Nissan Motor Co Ltd | 希土類磁石およびその製造方法 |
| JP2005197299A (ja) * | 2003-12-26 | 2005-07-21 | Tdk Corp | 希土類焼結磁石及びその製造方法 |
| JP4635832B2 (ja) * | 2005-11-08 | 2011-02-23 | 日立金属株式会社 | 希土類焼結磁石の製造方法 |
| WO2007010860A1 (ja) * | 2005-07-15 | 2007-01-25 | Neomax Co., Ltd. | 希土類焼結磁石及びその製造方法 |
| US7569254B2 (en) * | 2005-08-22 | 2009-08-04 | Eastman Kodak Company | Nanocomposite materials comprising high loadings of filler materials and an in-situ method of making such materials |
| WO2008120784A1 (ja) * | 2007-03-30 | 2008-10-09 | Tdk Corporation | 磁石の製造方法 |
| JP5320708B2 (ja) * | 2007-09-06 | 2013-10-23 | セイコーエプソン株式会社 | 文書管理装置、文書管理方法及び文書管理プログラム |
| JP5266523B2 (ja) * | 2008-04-15 | 2013-08-21 | 日東電工株式会社 | 永久磁石及び永久磁石の製造方法 |
| JP5261747B2 (ja) * | 2008-04-15 | 2013-08-14 | 日東電工株式会社 | 永久磁石及び永久磁石の製造方法 |
| JP5266522B2 (ja) * | 2008-04-15 | 2013-08-21 | 日東電工株式会社 | 永久磁石及び永久磁石の製造方法 |
| KR101201021B1 (ko) * | 2010-03-31 | 2012-11-14 | 닛토덴코 가부시키가이샤 | 영구 자석 및 영구 자석의 제조 방법 |
| JP4923153B2 (ja) * | 2010-03-31 | 2012-04-25 | 日東電工株式会社 | 永久磁石及び永久磁石の製造方法 |
-
2011
- 2011-09-30 JP JP2011218589A patent/JP5908246B2/ja not_active Expired - Fee Related
-
2012
- 2012-09-25 KR KR1020147011139A patent/KR20140082741A/ko not_active Application Discontinuation
- 2012-09-25 WO PCT/JP2012/074471 patent/WO2013047467A1/ja active Application Filing
- 2012-09-25 CN CN201280047635.6A patent/CN103843081A/zh active Pending
- 2012-09-25 EP EP12836769.5A patent/EP2763147A4/en not_active Withdrawn
- 2012-09-25 IN IN1766CHN2014 patent/IN2014CN01766A/en unknown
- 2012-09-25 US US14/241,511 patent/US20140241929A1/en not_active Abandoned
- 2012-09-28 TW TW101136037A patent/TW201330022A/zh unknown
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020045865A1 (ko) * | 2018-08-31 | 2020-03-05 | 주식회사 엘지화학 | 자석 분말의 제조 방법 및 자석 분말 |
| US11365464B2 (en) | 2018-08-31 | 2022-06-21 | Lg Chem, Ltd. | Method for preparing magnetic powder and magnetic material |
Also Published As
| Publication number | Publication date |
|---|---|
| IN2014CN01766A (ko) | 2015-05-29 |
| JP2013080738A (ja) | 2013-05-02 |
| EP2763147A1 (en) | 2014-08-06 |
| CN103843081A (zh) | 2014-06-04 |
| WO2013047467A1 (ja) | 2013-04-04 |
| EP2763147A4 (en) | 2015-10-14 |
| JP5908246B2 (ja) | 2016-04-26 |
| TW201330022A (zh) | 2013-07-16 |
| US20140241929A1 (en) | 2014-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140082741A (ko) | 희토류 영구 자석 및 희토류 영구 자석의 제조 방법 | |
| US20200357545A1 (en) | Rare-earth permanent magnet and method for manufacturing rare-earth permanent magnet | |
| EP2685475B1 (en) | Method for manufacturing rare earth permanent magnet | |
| KR101601583B1 (ko) | 희토류 영구 자석, 희토류 영구 자석의 제조 방법 및 희토류 영구 자석의 제조 장치 | |
| JP2013191611A (ja) | 希土類永久磁石及び希土類永久磁石の製造方法 | |
| KR20140090164A (ko) | 희토류 영구 자석 및 희토류 영구 자석의 제조 방법 | |
| JP2013030742A (ja) | 希土類永久磁石及び希土類永久磁石の製造方法 | |
| EP2827350A1 (en) | Rare-earth permanent magnet and method for manufacturing rare-earth permanent magnet | |
| KR101879000B1 (ko) | 희토류 영구 자석 및 희토류 영구 자석의 제조 방법 | |
| JP5203521B2 (ja) | 希土類永久磁石及び希土類永久磁石の製造方法 | |
| KR101878999B1 (ko) | 희토류 영구 자석 및 희토류 영구 자석의 제조 방법 | |
| EP2685471A1 (en) | Rare earth permanent magnet and method for manufacturing rare earth permanent magnet | |
| JP2013191607A (ja) | 希土類永久磁石及び希土類永久磁石の製造方法 | |
| JP2013191614A (ja) | 希土類永久磁石及び希土類永久磁石の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |