KR20140053165A - 공기 쿠션 팽창 장치 - Google Patents
공기 쿠션 팽창 장치 Download PDFInfo
- Publication number
- KR20140053165A KR20140053165A KR1020147002964A KR20147002964A KR20140053165A KR 20140053165 A KR20140053165 A KR 20140053165A KR 1020147002964 A KR1020147002964 A KR 1020147002964A KR 20147002964 A KR20147002964 A KR 20147002964A KR 20140053165 A KR20140053165 A KR 20140053165A
- Authority
- KR
- South Korea
- Prior art keywords
- web
- sealing
- seal
- shelf member
- roller
- Prior art date
Links
Images































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D22/00—Producing hollow articles
- B29D22/02—Inflatable articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/24—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools characterised by the means for heating the tool
- B29C65/30—Electrical means
- B29C65/305—Electrical means involving the use of cartridge heaters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7802—Positioning the parts to be joined, e.g. aligning, indexing or centring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7858—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined
- B29C65/7861—In-line machines, i.e. feeding, joining and discharging are in one production line
- B29C65/787—In-line machines, i.e. feeding, joining and discharging are in one production line using conveyor belts or conveyor chains
- B29C65/7873—In-line machines, i.e. feeding, joining and discharging are in one production line using conveyor belts or conveyor chains using cooperating conveyor belts or cooperating conveyor chains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/03—After-treatments in the joint area
- B29C66/034—Thermal after-treatments
- B29C66/0342—Cooling, e.g. transporting through welding and cooling zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/343—Making tension-free or wrinkle-free joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/344—Stretching or tensioning the joint area during joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/439—Joining sheets for making inflated articles without using a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/812—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
- B29C66/8122—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps characterised by the composition of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/816—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the mounting of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8161—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the mounting of the pressing elements, e.g. of the welding jaws or clamps said pressing elements being supported or backed-up by springs or by resilient material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/818—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps
- B29C66/8181—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the cooling constructional aspects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8341—Roller, cylinder or drum types; Band or belt types; Ball types
- B29C66/83421—Roller, cylinder or drum types; Band or belt types; Ball types band or belt types
- B29C66/83423—Roller, cylinder or drum types; Band or belt types; Ball types band or belt types cooperating bands or belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/87—Auxiliary operations or devices
- B29C66/872—Starting or stopping procedures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/87—Auxiliary operations or devices
- B29C66/874—Safety measures or devices
- B29C66/8744—Preventing overheating of the parts to be joined, e.g. if the machine stops or slows down
- B29C66/87443—Preventing overheating of the parts to be joined, e.g. if the machine stops or slows down by withdrawing the heating tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/912—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by measuring the temperature, the heat or the thermal flux
- B29C66/9121—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by measuring the temperature, the heat or the thermal flux by measuring the temperature
- B29C66/91211—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by measuring the temperature, the heat or the thermal flux by measuring the temperature with special temperature measurement means or methods
- B29C66/91212—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by measuring the temperature, the heat or the thermal flux by measuring the temperature with special temperature measurement means or methods involving measurement means being part of the welding jaws, e.g. integrated in the welding jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/912—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by measuring the temperature, the heat or the thermal flux
- B29C66/9121—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by measuring the temperature, the heat or the thermal flux by measuring the temperature
- B29C66/91231—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by measuring the temperature, the heat or the thermal flux by measuring the temperature of the joining tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9141—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature
- B29C66/91421—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature of the joining tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9141—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature
- B29C66/91431—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the temperature the temperature being kept constant over time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9161—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the heat or the thermal flux, i.e. the heat flux
- B29C66/91641—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the heat or the thermal flux, i.e. the heat flux the heat or the thermal flux being non-constant over time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/93—Measuring or controlling the joining process by measuring or controlling the speed
- B29C66/934—Measuring or controlling the joining process by measuring or controlling the speed by controlling or regulating the speed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/96—Measuring or controlling the joining process characterised by the method for implementing the controlling of the joining process
- B29C66/961—Measuring or controlling the joining process characterised by the method for implementing the controlling of the joining process involving a feedback loop mechanism, e.g. comparison with a desired value
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D5/00—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles
- B31D5/0039—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads
- B31D5/0073—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads including pillow forming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/02—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage
- B65D81/05—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents
- B65D81/051—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents using pillow-like elements filled with cushioning material, e.g. elastic foam, fabric
- B65D81/052—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents using pillow-like elements filled with cushioning material, e.g. elastic foam, fabric filled with fluid, e.g. inflatable elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/22—Heated wire resistive ribbon, resistive band or resistive strip
- B29C65/221—Heated wire resistive ribbon, resistive band or resistive strip characterised by the type of heated wire, resistive ribbon, band or strip
- B29C65/222—Heated wire resistive ribbon, resistive band or resistive strip characterised by the type of heated wire, resistive ribbon, band or strip comprising at least a single heated wire
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/816—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the mounting of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8167—Quick change joining tools or surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7138—Shock absorbing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0047—Feeding, guiding or shaping the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0076—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads involving particular machinery details
- B31D2205/0082—General layout of the machinery or relative arrangement of its subunits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0076—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads involving particular machinery details
- B31D2205/0088—Control means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Making Paper Articles (AREA)
- Package Closures (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
Abstract
본 발명은 예비 성형 파우치의 웨브를 팽창된 수화물 유닛으로 변환시키기 위한 장치에 관한 것이다. 파우치는 원격 에지에서 팽창 에지로부터 소정의 거리 이내까지 연장되는 횡방향 밀봉부에 의해 형성된다. 본 발명의 장치는 웨브와 마찰 결합되는 텐셔닝 장치와, 예비 성형 파우치를 팽창시키기 위한 팽창 기구와, 밀봉 기구와, 클램핑 기구를 포함한다. 밀봉 기구는 예비 성형 파우치를 폐쇄시키고 수화물 유닛을 형성하기 위해 횡방향 밀봉부와 교차하는 종방향 밀봉부를 제공하도록 위치설정된다. 텐셔닝 장치는 하류로의 이동 중에 웨브를 타이트하게 보유한다.
Description
관련 출원의 상호 참조
본 출원은 본 출원과 상충하지 않는 범위에서 전체 개시 내용이 본 명세서에서 참조되는 2011년 7월 7일자로 출원된 "공기 쿠션 팽창 장치"라는 표제의 미국 특허 가출원 제61/505,261호의 우선권을 주장한다.
기술분야
본 발명은 유체 충전 유닛에 관한 것으로서, 보다 구체적으로는, 예비 성형 파우치의 웨브를 팽창된 수화물 유닛으로 변환시키기 위한 개선된 신규한 장치에 관한 것이다.
플라스틱 시트로부터 수하물 유닛을 형성하고 충전하기 위한 장치는 공지되어 있다. 또한, 예비 성형 웨브인 예비 성형 파우치를 팽창시킴으로써 수하물 유닛을 제조하는 장치도 공지되어 있다. 수많은 어플리케이션에서, 예비 성형 웨브를 이용하는 장치가 바람직하다.
본 발명의 목적은 예비 성형 파우치의 웨브를 팽창된 수화물 유닛으로 변환시키기 위한 개선된 신규한 장치를 제공하는 것이다.
도 1은 쿠션 재료의 예시적인 실시예의 평면도이다.
도 1a는 공기 쿠션 팽창 장치의 예시적인 실시예의 상면도이다.
도 1b는 도 1a의 선 1B-1B를 따라 취한 도면이다.
도 1c는 도 1a의 선 1C-1C를 따라 취한 도면이다.
도 2는 공기 쿠션 재료의 웨브가 공기 쿠션 팽창 장치에 설치된 상태인 도 1a와 유사한 도면이다.
도 2a는 팽창 밀봉된 공기 쿠션의 평면도이다.
도 3은 공기 쿠션 팽창 장치를 위한 제어 알고리즘의 예시적인 실시예를 도시하는 흐름도이다.
도 4a는 공기 쿠션 팽창 장치를 위한 제어 알고리즘의 아이들 시퀀스의 예시적인 실시예를 도시하는 흐름도이다.
도 4b 내지 도 4d는 공기 쿠션 팽창 장치가 아이들 상태에 있는 경우 공기 쿠션 팽창 장치의 구성요소들의 예시적인 상태를 도시하는 도면이다.
도 5a는 공기 쿠션 팽창 장치를 위한 제어 알고리즘의 개시 시퀀스의 예시적인 실시예를 도시하는 흐름도이다.
도 5b 내지 도 5g는 공기 쿠션 팽창 장치가 개시 상태에 있는 경우 공기 쿠션 팽창 장치의 구성요소들의 예시적인 상태를 도시하는 도면이다.
도 6은 공기 쿠션 팽창 장치를 위한 제어 알고리즘의 실행 시퀀스의 예시적인 실시예를 도시하는 흐름도이다.
도 7a는 공기 쿠션 팽창 장치를 위한 제어 알고리즘의 정지 시퀀스의 예시적인 실시예를 도시하는 흐름도이다.
도 7b 내지 도 7d는 공기 쿠션 팽창 장치가 정지 상태에 있는 경우 공기 쿠션 팽창 장치의 구성요소들의 예시적인 상태를 도시하는 도면이다.
도 8은 공기 쿠션 팽창 장치의 예시적인 실시예의 사시도이다.
도 9는 커버 구성요소가 제거된 상태인 도 9의 공기 쿠션 팽창 장치의 사시도이다.
도 10은 도 9의 공기 쿠션 팽창 장치의 정면도이다.
도 11은 도 9에 도시된 공기 쿠션 팽창 장치의 밀봉 및 클램프 조립체의 사시도이다.
도 12는 도 11의 선 12-12로 표시된 바와 같이 취해진 도면이다.
도 12a는 도 12의 확대도이다.
도 12b는 쿠션 팽창 재료를 장치로 라우팅하는 것을 도시하는 도 12a와 유사한 도면이다.
도 13은 도 11의 선 13-13으로 표시된 바와 같이 취해진 도면이다.
도 14는 도 11에 도시된 밀봉 및 클램프 조립체의 후방 사시도이다.
도 15는 도 9에 도시된 공기 쿠션 팽창 장치의 밀봉 조립체의 사시도이다.
도 16은 도 15의 선 16-16으로 표시된 바와 같이 취해진 도면이다.
도 17은 도 15의 선 17-17로 표시된 바와 같이 취해진 도면이다.
도 18은 도 9에 도시된 공기 쿠션 팽창 장치의 클램핑 조립체의 사시도이다.
도 19는 도 18의 선 19-19로 표시된 바와 같이 취해진 도면이다.
도 20은 도 11에 도시된 밀봉 및 클램핑 조립체의 부분 배면도이다.
도 21은 도 20의 선 21-21로 표시된 바와 같은 부분이 취해진 부분 사시도이다.
도 22는 도 20의 선 21-21로 표시된 바와 같은 평면을 따라 취해진 단면도이다.
도 23은 도 11에 도시된 밀봉 및 클램핑 조립체의 부분 배면도이다.
도 24는 도 23의 선 24-24로 표시된 바와 같은 부분이 취해진 부분 사시도이다.
도 25는 도 23의 선 24-24로 표시된 평면을 따라 취한 단면도이다.
도 1a는 공기 쿠션 팽창 장치의 예시적인 실시예의 상면도이다.
도 1b는 도 1a의 선 1B-1B를 따라 취한 도면이다.
도 1c는 도 1a의 선 1C-1C를 따라 취한 도면이다.
도 2는 공기 쿠션 재료의 웨브가 공기 쿠션 팽창 장치에 설치된 상태인 도 1a와 유사한 도면이다.
도 2a는 팽창 밀봉된 공기 쿠션의 평면도이다.
도 3은 공기 쿠션 팽창 장치를 위한 제어 알고리즘의 예시적인 실시예를 도시하는 흐름도이다.
도 4a는 공기 쿠션 팽창 장치를 위한 제어 알고리즘의 아이들 시퀀스의 예시적인 실시예를 도시하는 흐름도이다.
도 4b 내지 도 4d는 공기 쿠션 팽창 장치가 아이들 상태에 있는 경우 공기 쿠션 팽창 장치의 구성요소들의 예시적인 상태를 도시하는 도면이다.
도 5a는 공기 쿠션 팽창 장치를 위한 제어 알고리즘의 개시 시퀀스의 예시적인 실시예를 도시하는 흐름도이다.
도 5b 내지 도 5g는 공기 쿠션 팽창 장치가 개시 상태에 있는 경우 공기 쿠션 팽창 장치의 구성요소들의 예시적인 상태를 도시하는 도면이다.
도 6은 공기 쿠션 팽창 장치를 위한 제어 알고리즘의 실행 시퀀스의 예시적인 실시예를 도시하는 흐름도이다.
도 7a는 공기 쿠션 팽창 장치를 위한 제어 알고리즘의 정지 시퀀스의 예시적인 실시예를 도시하는 흐름도이다.
도 7b 내지 도 7d는 공기 쿠션 팽창 장치가 정지 상태에 있는 경우 공기 쿠션 팽창 장치의 구성요소들의 예시적인 상태를 도시하는 도면이다.
도 8은 공기 쿠션 팽창 장치의 예시적인 실시예의 사시도이다.
도 9는 커버 구성요소가 제거된 상태인 도 9의 공기 쿠션 팽창 장치의 사시도이다.
도 10은 도 9의 공기 쿠션 팽창 장치의 정면도이다.
도 11은 도 9에 도시된 공기 쿠션 팽창 장치의 밀봉 및 클램프 조립체의 사시도이다.
도 12는 도 11의 선 12-12로 표시된 바와 같이 취해진 도면이다.
도 12a는 도 12의 확대도이다.
도 12b는 쿠션 팽창 재료를 장치로 라우팅하는 것을 도시하는 도 12a와 유사한 도면이다.
도 13은 도 11의 선 13-13으로 표시된 바와 같이 취해진 도면이다.
도 14는 도 11에 도시된 밀봉 및 클램프 조립체의 후방 사시도이다.
도 15는 도 9에 도시된 공기 쿠션 팽창 장치의 밀봉 조립체의 사시도이다.
도 16은 도 15의 선 16-16으로 표시된 바와 같이 취해진 도면이다.
도 17은 도 15의 선 17-17로 표시된 바와 같이 취해진 도면이다.
도 18은 도 9에 도시된 공기 쿠션 팽창 장치의 클램핑 조립체의 사시도이다.
도 19는 도 18의 선 19-19로 표시된 바와 같이 취해진 도면이다.
도 20은 도 11에 도시된 밀봉 및 클램핑 조립체의 부분 배면도이다.
도 21은 도 20의 선 21-21로 표시된 바와 같은 부분이 취해진 부분 사시도이다.
도 22는 도 20의 선 21-21로 표시된 바와 같은 평면을 따라 취해진 단면도이다.
도 23은 도 11에 도시된 밀봉 및 클램핑 조립체의 부분 배면도이다.
도 24는 도 23의 선 24-24로 표시된 바와 같은 부분이 취해진 부분 사시도이다.
도 25는 도 23의 선 24-24로 표시된 평면을 따라 취한 단면도이다.
상술된 바와 같이, 하나 이상의 구성요소가 연결되거나, 결합되거나, 부착되거나, 커플링되거나, 접착되거나, 또는 달리 상호연결되는 것으로 기술될 때, 이런 상호연결은 구성요소들 간의 직접적일 수도 있으며, 하나 이상의 중간 구성요소를 사용하는 것과 같이 간접적일 수도 있다. 본 명세서에 또한 기술된 바와 같이, "부재," "구성요소," 또는 "부분(부)"이라는 용어는 단일의 구조적 부재, 구성요소 또는 요소에 제한되는 것이 아니라, 구성요소, 부재 또는 요소의 조립체를 포함할 수 있다.
도 1은 팽창된 공기 쿠션(12)(도 2a 참조)을 제조하도록 신규한 장치(50)(도 1a 및 도 8 참조)에 의해 처리될 수 있는 예비 성형 웨브(10)의 예를 도시한다. 예비 성형 웨브는 매우 다양한 형태를 취할 수 있다. 팽창되고, 밀봉된 다음, 장치(50)로부터 분리될 수 있는 임의의 예비 성형 웨브가 사용될 수 있다. 허용가능한 웨브(10)는, 전체 내용이 본 명세서에서 참조되는, 미국 특허 제D633792호, 제7897220호, 제7897219호, 제D630945호, 제7767288호, 제7757459호, 제7718028호, 제7694495호, 제D603705호, 제7571584호, 제D596031호, 제7550191호, 제7125463호, 제6889739호 또는 제7975457호, 또는 미국 특허공개 제20100281828A1호 제20100221466A1호, 제20090293427A1호 및 제20090110864A1호에 도시되고 그리고/또는 개시된 임의의 웨브를 포함하지만, 이에 제한되지 않는다. 다른 예비 성형 웨브도 수하물 유닛을 제조하도록 장치(50)에서 사용될 수 있음을 알아야 한다.
도시된 웨브(10)는 폴리에틸렌과 같은 열 밀봉성 플라스틱 필름으로 형성된다. 그러나, 임의의 열 밀봉성 재료가 사용될 수 있다. 웨브(10)는, 이격된 밀봉 및 팽창 측부 에지(18, 20)를 따라 함께 연결되는, 중첩된 세장형 상부 층 및 바닥 층(14, 16)을 포함한다. 각각의 에지는 절첩부 또는 밀봉부일 수도 있다. 중첩된 층(14. 16)은 밀봉 측부 에지(18)를 따라 밀폐식으로 연결된다. 도시된 실시예에서, 팽창 측부 에지(20)는 층들(14, 16) 중 하나에 포함되는데, 천공 라인이 팽창 측부 에지(20)로부터 이격되어 팽창 측부 에지(20)에 평행하게 연장되어 있다. 다른 실시예에서, 팽창 측부 에지(20)는 천공되지 않으며, 천공 라인이 각각의 층(14, 16)에 포함되는데, 천공 라인은 팽창 측부 에지(20)로부터 이격되어 팽창 측부 에지(20)에 평행하게 연장된다. 또 다른 실시예에서, 층들(14, 26)은 팽창 측부 에지에서 함께 연결되지 않는다.
복수의 종방향으로 이격된 횡방향 밀봉부(22)가 상부 층과 바닥 층(14, 16)을 결합시킨다. 도 1 및 도 2를 참조하면, 횡방향 밀봉부(22)는 파우치(26)를 형성하도록 밀봉 에지(18)에서 팽창 에지(20)의 단거리부 내부까지 연장된다. 추가적인 포켓(23)이 횡방향 밀봉부(22)와 팽창 에지(20) 사이에 형성된다. 포켓은 층들(14, 16)의 팽창 에지가 연결되지 않는 경우 형성되지 않는다. 천공 라인(24)이 상부 층과 하부 층을 통해 연장된다. 도 2a는 웨브(10)가 팽창 쿠션(12)을 형성하도록 팽창되고 밀봉된 후의 웨브(10)의 길이부를 도시한다. 팽창 밀봉부(42)는 팽창 쿠션을 형성하도록 횡방향 밀봉부(22)와 밀봉부 측부 에지(18)에 의해 형성된 파우치(26)를 폐쇄한다. 도시되어 있는 팽창된 쿠션(12)은 인접한 쿠션들의 각각의 쌍 사이에 간극 G를 포함한다. 특히 간극 G를 형성하도록 구성되는 웨브(10)가 도시된 실시예에서 사용되었다. 다른 실시예에서, 도시된 간극 G를 형성하지 않는 웨브(10)가 사용될 수도 있다.
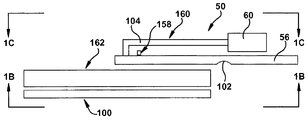
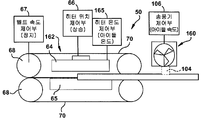
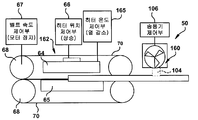
도 1a 내지 도 1c 및 도 2는 예비 성형 웨브(10)(도 1 참조)를 팽창된 쿠션(12)(도 2a 참조)으로 변환시키기 위한 장치(50)의 예시적인 실시예를 도시한다. 장치(50)는 다양한 형태를 취할 수 있으며, 이하에 기술된 팽창, 밀봉 및 분리 기구들은 개시된 순서로/위치에 존재할 수도 있거나, 웨브(10)의 팽창, 웨브의 밀봉 및 장치(50)로부터의 웨브의 분리를 용이하게 하는 임의의 다른 순서로/위치에 존재할 수도 있다. 도 1a 내지 도 1c 및 도 2에 도시된 예에서, 장치(50)는 팽창 기구(160), 밀봉 기구(162), 클램핑 기구(110) 및 웨브 분리 장치(158)를 포함한다.
팽창 기구(160)는 매우 다양한 형태를 취할 수 있다. (대기압을 초과하는) 상승된 압력하에서 공기를 파우치(26)에 제공할 수 있는 임의의 기구가 사용될 수 있다. 도시된 실시예에서, 팽창 기구(160)는 종방향으로 연장된 중공 안내 핀(56) 및 송풍기(60)를 포함한다. 도 2를 참조하면, 웨브(10)는 공급부로부터 라우팅되고 포켓(23)은 안내 핀(56) 주위에 위치되어, 안내 핀(56)이 팽창 측부 에지(20)와 횡방향 밀봉부(22) 사이에 존재하게 된다. 안내 핀(56)은 웨브가 장치(50)를 통해 견인될 때 웨브를 정렬시킨다. 안내 핀(56)은 도관(104)에 의해 송풍기(60)에 유체 연결되는 팽창 개구(102)를 포함한다. 송풍기(60)는 웨브가 팽창 개구(102)를 지나 이동할 때 웨브 파우치(26)를 팽창시킨다.
예시적인 실시예에서, 팽창 기구(160)는 송풍기 제어기(106)를 더 포함한다. 송풍기 제어기(106)는 매우 다양한 형태를 취할 수 있다. 예컨대, 송풍기 제어기(106)는 팽창 기구(160)에 의해 파우치(26)에 제공되는 유량 및/또는 압력을 제어하도록 작동될 수 있는 임의의 기구일 수 있다. 일 실시예에서, 송풍기 제어기(106)는 송풍기의 작동 속도를 제어하는 속도 제어기이다. 이런 속도 제어기는 더 높은 압력 및/또는 유량에서 공기를 제공하기 위해 송풍기의 속도를 상승시키고 그리고 압력 및/또는 유량을 감소시키기 위해 송풍기의 속도를 감소시킨다. 다른 실시예에서, 송풍기 제어기(106)는 송풍기(60)와 팽창 개구(102) 사이의 도관(104) 내에 유동 제어 밸브를 포함한다.
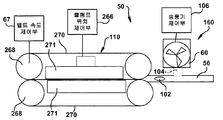
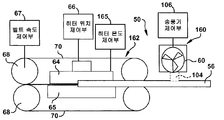
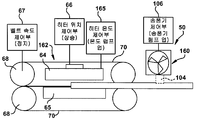
밀봉 기구(162)는 밀봉되고 팽창된 쿠션(12)을 생성하기 위해 밀봉부(42)(도 2 참조)를 형성한다. 밀봉 기구(162)는 매우 다양한 형태를 취할 수 있다. 예컨대, 밀봉 기구(162)는 층들(14, 16) 사이에 밀폐식 밀봉부를 형성할 수 있는 임의의 기구일 수 있다. 도 1c를 참조하면, 밀봉 기구(162)는 열 밀봉 요소(64), 열 밀봉 지지 부재 또는 제2의 열 밀봉 요소(65), 온도 제어 기구(165), 열 밀봉 요소 위치설정 장치(66), 한 쌍의 구동 롤러(68), 벨트 속도 제어기(67) 및 한 쌍의 구동 벨트(70)를 포함한다. 다른 실시예에서, 한 쌍의 냉각 장치가 열 밀봉 요소(64)와 열 밀봉 지지 부재(65)의 하류에 제공된다. 각각의 벨트(70)는 각각의 벨트의 각각의 구동 롤러 및 각각의 벨트의 각각의 열 밀봉 요소(64) 또는 지지 부재(65) 주위에 제공된다. 각각의 벨트(70)는 각각의 벨트의 각각의 구동 롤러(68)에 의해 구동된다. 구동 롤러(68) 및 벨트(70)의 속도는 벨트 속도 제어기(67)에 의해 제어된다. 벨트(70)는 서로 인접하게 존재하거나 서로 결합되기 때문에, 벨트(70)는 열 밀봉 요소 및 열 밀봉 지지 부재 또는 제2의 열 밀봉 요소(65)를 통해 웨브(10)를 견인한다. 밀봉부(42)는 웨브(10)가 제1의 열 밀봉 요소(64) 및 열 밀봉 지지 부재 또는 제2의 열 밀봉 요소(65)를 통과할 때 형성된다.
가열 요소(64)는 매우 다양한 형태를 취할 수 있다. 층(14) 및/또는 층(16)의 온도를 층들이 함께 밀폐식으로 접합되는 지점까지 상승시킬 수 있는 임의의 기구가 사용될 수 있다. 예컨대, 가열 요소(64)는 전력의 인가시 열을 제공하는 가열 와이어, 세라믹 요소 또는 다른 부재일 수도 있다. 예컨대, 가열 요소(64)의 저항은 전압이 가열 요소를 가로질러 인가될 때 가열 요소(64)가 가열되게 한다.
도 1c를 참조하면, 도시된 실시예에서 온도 제어 기구(165)는 가열 요소의 온도를 제어하도록 가열 요소(64)에 커플링된다. 온도 제어 기구(165)는 매우 다양한 형태를 취할 수 있다. 가열 요소(64)를 제어할 수 있는 임의의 기구가 사용될 수 있다. 예시적인 일 실시예에서, 온도 제어 기구(165)는 열전대를 포함한다. 열전대는 매우 다양한 방식으로 가열 요소(64)에 커플링될 수도 있다. 예시적인 일 실시예에서, 가열 요소(64)는 열전대로 캡슐화되는 세라믹 부재를 포함한다. 세라믹 부재를 열전대로 캡슐화하는 것은 가열 요소(64)의 온도의 매우 정확한 측정을 가능케 한다. 열전대에 의해 측정된 온도는 가열 요소에 인가된 전력을 조절하여 가열 요소의 온도를 제어하는데 이용된다.
도시된 실시예에서, 열 밀봉 요소 위치설정 장치(66)는 가열 요소(64)를 웨브(10)의 이동 경로에 대해 위치설정하기 위해 가열 요소(64)에 커플링된다. 열 밀봉 요소 위치설정 장치(66)는 매우 다양한 형태를 취할 수도 있다. 가열 요소(64)를 웨브(10)의 이동 경로에 대해 위치설정할 수 있는 임의의 기구가 사용될 수도 있다. 예컨대, 열 밀봉 요소 위치설정 장치(66)는 상부 벨트(70), 구동 롤러(68) 및 열 밀봉 요소(64)를 하부 벨트, 구동 롤러 및 열 밀봉 지지 부재 또는 제2의 열 밀봉 요소(65)로부터 상대적으로 멀어지게 이동시키는 액추에이터일 수도 있다. 또는, 열 밀봉 요소 위치설정 장치(66)는 열 밀봉 요소(64)를 상부 벨트로부터 멀어지게 이동시키는 액추에이터일 수도 있다(도 4d 참조). 열 밀봉 요소 위치설정 장치(66)는, 열이 가열 요소(64)에 의해 인가되고 그리고 웨브 층들(14, 16)로부터 제거되는 때를, 신속하게 제어하는데 이용될 수도 있다. 예컨대, 열 밀봉 요소 위치설정 장치는 장치가 아이들인 경우 밀봉부로부터 열을 제거하도록 작동될 수 있다.
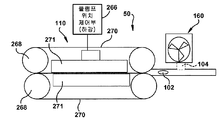
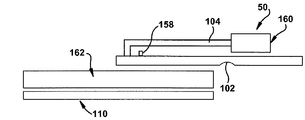
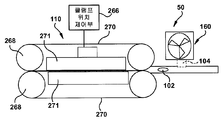
도 1b는 클램핑 기구의 예시적인 실시예를 도시한다. 클램핑 기구(110)는 예비 성형 웨브의 2개의 층인 상부 층과 바닥 층(14, 16)을 함께 핀칭하도록 위치설정된다. 클램핑 기구(110)는 팽창된 웨브 내의 압력 P하의 공기가 용융된 종방향 밀봉부(42)에 힘을 인가하는 것을 방지한다(도 2 참조). 이로 인해, 압력 P하의 공기가 용융된 종방향 밀봉부(42)를 송풍 개방시키고 그리고/또는 종방향 밀봉부를 약화시키는 바람직하지 않은 응력을 발생시키는 것이 방지된다.
클램핑 기구(110)는 매우 다양한 형태를 취할 수 있다. 예컨대, 클램핑 기구(110)는, 층들의 재료가 용융되고, 연화되거나, 아직 완전히 고화되고 냉각되지 않은, 영역에서 층들(14, 16)을 스퀴징할 수 있는 임의의 기구일 수 있다. 도 1b에 도시된 실시예에서, 클램핑 기구(110)는 한 쌍의 구동 롤러(268)와 한 쌍의 구동 밸트(270), 및 한 쌍의 클램핑 부재(271)와 추가적인 클램핑 부재 위치설정 장치(266)를 포함한다. 각각의 벨트(270)는 각각의 벨트의 각각의 구동 롤러(268) 주위에 배치된다. 각각의 벨트(270)는 각각의 벨트의 각각의 구동 롤러(268)에 의해 구동된다. 구동 롤러(268)는 열 밀봉 벨트(70)의 구동 롤러(68)에 커플링되거나, 구동 롤러(68)와 독립적으로 구동될 수도 있다. 벨트(270)는 서로 결합되어, 웨브가 열 밀봉 요소(64) 및 열 밀봉 지지 부재 또는 제2의 열 밀봉 요소(65)를 통과할 때 웨브(10)를 견인하고 핀칭한다. 다른 예시적인 클램핑 기구는 전체 내용이 본 명세서에서 참조되는 미국 특허 제7,571,584호에 개시되어 있다.
도시된 실시예에서, 클램핑 기구(110)는 위치설정 장치(266)를 포함한다. 위치설정 장치(266)는 웨브를 선택적으로 파지 및 해제하기 위해 클램핑 기구에 커플링된다. 이로 인해 웨브(10)가 장치에 수동으로 로딩될 수 있고, 웨브가 장치로부터 수동으로 제거될 수 있으며 그리고/또는 임의의 오이송된 웨브(10)를 제거할 수 있다. 위치설정 장치(266)는 매우 다양한 형태를 취할 수 있다. 클램핑 기구(110)의 벨트(들)(270)를 웨브(10)의 이동 경로에 대해 위치설정할 수 있는 임의의 기구가 사용될 수도 있다. 예컨대, 클램핑 기구 위치설정 장치(266)는 상부 벨트(270)를 하부 벨트로부터 상대적으로 멀어지게 이동시키는 액추에이터일 수도 있다.
도 2를 참조하면, 웨브 분리 장치(158)는 매우 다양한 형태를 취할 수 있다. 예컨대, 웨브(10)가 밀봉 측부 에지(18)에 또는 밀봉 측부 에지(18)를 따라 천공 라인을 포함하는 경우 웨브 분리 장치(158)는 무딘 표면일 수도 있고, 팽창 에지(20)가 천공되지 않은 경우 웨브 분리 장치(158)는 예리한 나이프 에지일 수도 있으며, 층들(14, 16)이 밀봉 측부 에지에서 함께 연결되지 않은 경우 웨브 분리 장치는 생략될 수도 있다. 도시된 실시예에서, 웨브 분리 장치(158)는 열 밀봉 요소(64)에서 웨브의 이동 경로를 따라 위치설정된다. 웨브 분리 장치(158)는, 웨브 분리 장치가 웨브의 포켓(23)을 개방시키는 동시에 파우치(26)가 밀봉되도록, 열 밀봉 요소 후방에 위치설정된다. 그러나, 웨브 분리 장치는 웨브의 이동 경로를 따라 임의의 장소에 위치설정될 수 있다. 예컨대, 웨브 분리 장치(158)는 밀봉 기구(162) 전방에, 밀봉 기구 후방에, 팽창 개구(102) 전방에 또는 팽창 개구 후방에 위치설정될 수 있다. 도시된 웨브 분리 장치(158)는 핀(56)으로부터 연장된다. 그러나, 웨브 분리 장치(158)는 임의의 방식으로 장치(50)에 장착될 수도 있다. 웨브 분리 장치(158)는 웨브가 장치(50)를 따라 이동할 때 팽창 측부 에지(20)에서 또는 팽창 측부 에지(20) 근방에서 웨브(10)를 개방한다.
도 3은 팽창 장치(50)를 위한 제어 알고리즘(300)의 예시적인 실시예를 도시한다. 도시된 실시예에서, 제어 알고리즘(300)은 오프 상태(302), 아이들 스퀀스(304), 개시 시퀀스(306), 실행 시퀀스(308) 및 정지 시퀀스(310)를 포함한다. 오프 상태에서, 팽창 기구(160) 및 밀봉 기구(162) 양자 모두는 턴 오프된다.
도 4a는 아이들 시퀀스(304)를 도시하며, 도 4b 내지 도 4d는 장치가 아이들 시퀀스를 수행할 때 장치(50)의 구성요소들의 상태를 도시한다. 장치(50)가 턴 온될 때(400), 장치는 아이들 시퀀스(304)를 개시한다. 아이들 시퀀스(304)에서, 밀봉 요소(64)는 온도 제어 기구(165)에 의해 아이들 온도로 설정된다(402). 팽창 기구(160)는 팽창 제어기(106)에 의해 아이들 출력 또는 속도로 설정된다(404). 도 4d를 참조하면, 예시적인 실시예에서 벨트 속도 제어기(67)는 벨트(70, 270)를 정지시키고, 위치설정 장치(66)는 웨브(10)로부터 가열 요소(64)를 분리시키고, 위치설정 장치(266)는 선택적으로 클램핑 장치(110)로 하여금 웨브(10)를 클램핑하게 한다. 통상, 장치(50)가 아이들 시퀀스(304)를 수행할 때, 팽창 기구(160)는 파우치(26)를 예비 팽창시키고 가열 요소(64)는 예비 가열되지만, 웨브로부터 이격된 상태로 존재한다. 이런 예비 팽창 및 예비 가열로 인해, 장치가 팽창된 완충 부재를 제조하도록 전환되는데 걸리는 시간이 감소된다.
도 5a는 개시 시퀀스(306)를 도시하며, 도 5b 내지 도 5g는 장치가 개시 시퀀스를 수행할 때 구성요소들의 상태를 도시한다. 장치(50)가 아이들 시퀀스(304)에서 개시 시퀀스(306)로 변환될 때(402)(도 4a 참조), 장치(50)는 팽창되고 밀봉되는 재료의 유형을 식별한다(500). 예컨대, 장치는 재료가 필로우 유형 재료(예컨대 도 1 참조)인지 랩 유형 재료(예컨대 미국 특허 제D633792호 및 제D630945호 참조)인지를 결정할 수도 있다. 또한, 장치는 이 단계에서 제조될 웨브(10)의 재료의 유형 및 크기를 결정할 수도 있다.
개시 시퀀스(304)에서, 밀봉 요소(64)는 단계 502 및 504에서 온도 제어 기구(165)에 의해 (밀봉 온도가 아이들 온도보다 더 높은 경우) 아이들 온도에서 밀봉 온도로 상승된다. 단계 506에서, 재료가 랩 유형 재료인 경우, 팽창 기구(160)는 아이들 출력 도는 속도에서 팽창 출력 또는 속도로 램프 업된다(508). 아이들 출력 또는 속도에서 팽창 출력 또는 속도로의 램프 업은 다양한 방식으로 제어될 수도 있다. 예컨대, 팽창 기구는, 웨브(10) 내의 팽창 압력 설정값에 도달할 때까지, 팽창 장치가 속도 설정값에 도달할 때까지, 그리고/또는 팽창 장치가 속도 설정값에 도달한 후에 소정의 기간이 경과할 때까지, 램프 업될 수도 있다. 도 5a의 예에서, 팽창 장치는 팽창 장치가 속도 설정값에 도달한 후에 소정의 기간 동안 랩 유형 재료를 예비 충전한다(510).
예시적인 실시예에서, 장치는 단계 512 및 514에서 밀봉 기구(64)를 폐쇄시킨다(도 5g 참조). 파우치 유형 재료는 밀봉 요소(64)가 웨브에 대해 폐쇄될 때 아이들 출력 또는 속도에서 팽창 장치(160)의 작동에 의해 실질적으로 예비 충전된다. 유사하게, 랩 유형 재료는 팽창 장치(160)에 의한 팽창 출력까지의 램프 업에 의해 실질적으로 예비 충전된다. 이런 방식으로, 사용되는 재료의 유형과 관계없이 장치의 개시시에 미소량의 재료가 소모되거나 또는 어떤 재료도 소모되지 않는다. 즉, 장치(50)로 공급되는 제1 파우치(26)는 팽창되어 밀봉되며, 팽창되지 않거나 불충분하게 팽창되지 않는다.
예시적인 실시예에서, 장치는 밀봉 요소가 웨브(10)에 대해 폐쇄된 후에 팽창 기구(160)가 팽창 속도 또는 출력으로 이미 램핑되었는지 여부를 결정한다(520). 예컨대, 재료가 파우치 유형 재료인 경우, 송풍기는 밀봉 요소(64)가 웨브(10)에 대해 폐쇄된 후에 아이들 출력에서 팽창 출력으로 램핑된다(522). 밀봉 요소(64)가 웨브(10)에 대해 폐쇄되면, 벨트 속도 제어기(67)가 벨트(70, 270)를 개시시키고(도 5g의 화살표 참조)(524), 장치는 밀봉 및 팽창된 쿠션의 제조를 개시하며, 실행 시쿼스로 이동된다(525).
예시적인 일 실시예에서, 밀봉 요소(162), 팽창 기구(160) 및/또는 구동 롤러(68)의 제어는 상호 연관된다. 예컨대, 밀봉 기구(162), 팽창 기구(160) 및/또는 구동 롤러(68)는 온도 제어 기구(165), 벨트 속도 제어기(67) 및/또는 송풍기 제어기(106) 중 하나 이상으로부터의 입력에 기초하여 제어된다. 밀봉 기구(162), 팽창 기구(162) 및/또는 구동 롤러(68)를 상호 연관시킴으로써, 파우치 내의 공기/압력 및/또는 팽창 밀봉부(41)의 품질이 정확하게 제어된다.
예시적인 실시예에서, 벨트 속도는 송풍기 제어기(106) 및/또는 온도 제어 기구(165)로부터의 피드백에 기초하여 제어될 수도 있다. 밀봉 요소(64)의 온도가 소정의 설정값보다 낮은 경우, 벨트 속도는 충분한 열이 웨브에 인가되어 고품질 밀봉부를 형성하는 것을 보장하도록 감소될 수도 있다. 유사하게, 밀봉 요소(64)의 온도가 소정의 설정값보다 높은 경우, 벨트 속도는 과도한 열이 웨브에 인가되지 않음으로써 고품질 밀봉부가 형성되는 것을 보장하도록 증가될 수도 있다. 팽창 기구(160)의 출력 또는 속도가 소정의 설정값보다 낮은 경우, 벨트 속도는 파우치(26)가 최적으로 충전되는 것을 보장하도록 감소될 수도 있다. 예시적인 실시예에서, 송풍기 출력 또는 속도 및/또는 가열 요소(64)의 온도는 송풍기 출력 또는 속도 및 가열 요소의 온도가 소정의 설정값이 되도록 연속적으로 제어된다. 벨트의 속도는, 특히 팽창 기구 및/또는 밀봉 요소가 정상 작동 조건으로 램핑됨에 따라, 밀봉부 품질 및 파우치 충전을 최적화하기 위해 송풍기 제어기(106) 및/또는 온도 제어 기구(165)로부터의 피드백에 기초하여 연속적으로 업데이트될 수도 있다.
예시적인 실시예에서, 밀봉 요소(64)의 온도는 팽창 제어기(106) 및/또는 벨트 속도 제어기(67)로부터의 피드백에 기초하여 제어될 수도 있다. 벨트 속도가 소정의 설정값보다 낮은 경우, 밀봉 요소(64)의 온도는 과도한 열이 웨브에 인가되지 않음으로써 고품질 밀봉부가 형성되는 것을 보장하도록 감소될 수도 있다. 유사하게, 벨트 속도가 소정의 설정값보다 높은 경우, 밀봉 요소(64)의 온도는 충분한 열이 웨브에 인가되어 고품질 밀봉부가 형성되는 것을 보장하도록 증가될 수도 있다. 예시적인 실시예에서, 송풍기 출력 또는 속도 및/또는 벨트 속도 제어기(67)는 송풍기 출력 또는 속도 및 벨트 속도를 소정의 설정값이 되도록 연속적으로 제어된다. 밀봉 요소(64)의 온도는, 특히 팽창 기구 및/또는 벨트 속도가 정상 작동 조건으로 램핑됨에 따라, 밀봉부 품질 및 파우치 충전을 최적화하기 위해 송풍기 제어기(106) 및/또는 벨트 속도로부터의 피드백에 기초하여 연속적으로 업데이트될 수도 있다.
예시적인 실시예에서, 팽창 기구(160)는 벨트 속도 제어기(67) 및/또는 온도 제어 기구(165)로부터의 피드백에 기초하여 제어될 수도 있다. 밀봉 요소(64)의 온도가 소정의 설정값보다 낮은 경우, 송풍기 출력 또는 속도는 공기가 충전된 쿠션의 적절한 팽창 및 밀봉을 보장하도록 변경될 수도 있다. 벨트 속도가 소정의 설정값보다 낮은 경우, 송풍기 출력 또는 속도는 공기가 충전된 쿠션의 적절한 충전 및 밀봉을 보장하도록 변경될 수도 있다. 예시적인 실시예에서, 벨트 속도 및/또는 가열 요소 온도는 벨트 속도 및/또는 가열 요소의 온도가 소정의 설정값이 되도록 연속적으로 제어된다. 송풍기 속도 또는 출력은, 특히 벨트 속도 및/또는 밀봉 온도가 정상 작동 조건으로 램핑됨에 따라, 밀봉부 품질 및 파우치 충전을 최적화하기 위해 구동 롤러 제어기(67) 및/또는 온도 제어 기구(165)로부터의 피드백에 기초하여 연속적으로 업데이트될 수도 있다.
예시적인 일 실시예에서, 밀봉 기구(162)의 온도는 팽창 제어부 및 벨트 제어부로부터의 피드백과 독립적이다. 이 실시예에서, 벨트 속도는 밀봉 기구(162)로부터의 피드백에만 기초하여 제어될 수도 있다. 유사하게, 이 실시예에서 팽창 기구(162)는 밀봉 기구(162)로부터의 피드백에만 기초하여 제어될 수도 있다. 예시적인 실시예에서, 장치(50)는, 밀봉 기구(162)에 온도 설정값을 제공하고 온도를 설정값으로 유지하는, 온도 제어 루프로 프로그램된다. 이런 제어 루프의 실행 동안, 밀봉 기구의 현재 온도가 감시되어, 벨트 속도 및 팽창 기구(162)를 제어하는데 사용된다.
도 6은 밀봉 기구(162), 팽창 기구(160) 및/또는 구동 롤러(68)의 제어가 상호 연관되는 실행 시퀀스(308)의 예시적인 실시예를 도시한다. 밀봉 기구(162), 팽창 기구(160) 및/또는 구동 롤러(68)의 제어는 매우 다양한 방식으로 상호 연관될 수 있음을 알아야 하는데, 도 6은 수많은 가능한 예들 중 하나를 도시한다. 도 6에서, 가열 기구의 온도에 대한 벨트 속도와 팽창 장치 속도 또는 출력의 관계가 설정된다(600). 벨트 속도 및 팽창 기구 속도 또는 출력은 밀봉 요소(64)의 현재 온도에 기초하여 설정된다(602). 추가적인 단계 604에서, 밀봉 요소(64)의 설정값 및/또는 팽창 기구(160)의 설정값이 (예컨대, 사용자 입력으로 인해) 변경된 경우, 업데이트된 설정값들이 회수되고(606) 그리고 가열 기구의 온도에 대한 벨트 속도와 팽창 장치 속도 또는 출력의 관계가 재설정된다(600). 밀봉 요소(64)의 설정값 및/또는 팽창 기구(160)의 설정값이 변경되지 않은 경우, 시퀀스는 밀봉 요소(64)가 온도 설정값에 도달한 경우인지 여부를 확인한다(608). 밀봉 요소(64)가 온도 설정값에 도달하지 않은 경우, 벨트 속도 및 팽창 기구 속도 또는 출력은 밀봉 요소(64)의 현재 온도에 기초하여 업데이트된다(602). 이런 프로세스는 밀봉 요소(64)가 온도 설정값에 도달할 때까지 반복된다.
일단 밀봉 요소(64)가 온도 설정값으로 존재하고(610) 그리고 팽창 장치 출력이 대응하는 설정값으로 존재하면(612), 가열 장치의 온도에 대한 벨트 속도와 팽창 장치 속도 또는 출력 사이의 관계는, 장치가 소정의 기간 동안 정지될 때까지, 또는 벨트 속도 및/또는 팽창 장치 출력의 업데이트를 시작하는 이벤트가 감지될 때까지, 선택적으로 무시될 수도 있다(614). 이런 점에서, 장치(50)는 전속력에서 또는 최적의 속도에서 작동되고(615), 팽창 설정값이 변경될 때까지 계속 작동되며(616), 열 설정값이 변경되거나(618), 장치가 정지된다(620). 팽창 장치 설정값이 변경될 때, 팽창 장치 속도 또는 출력이 새로운 설정값에 기초하여 증가되거나 감소된다(622). 온도 설정값이 변경될 때, 가열 장치 온도 설정값이 새로운 설정값에 기초하여 증가되거나 감소된다(624). 장치가 정지될 때, 시퀀스는 정지 시퀀스(310)로 진행된다(626).
도 7a는 예시적인 정지 시퀀스를 도시하며, 도 7b 내지 도 7d는 정지 시퀀스 동안 장치(50)의 구성요소들의 예시적인 상태를 도시한다. 정지 시퀀스 310에서, 벨트 속도 제어기(67)는 벨트(70, 270)를 정지시킨다(700)(도 7d 참조). 추가적인 단계 702에서, 재료가 필로우 유형 재료인 경우 팽창 기구(160)는 제동된다(703). 단계 704에서, 시퀀스는 벨트(70, 270)가 정지되었는지를 확인한다. 일단 벨트(70, 270)가 정지되면, 장치는 밀봉 요소(64)를 개방한다(706). 추가적인 단계 708에서, 재료가 랩 유형 재료인 경우 시퀀스는 소정의 기간이 경과되게 한 다음, 팽창 기구(160)가 제동된다(712). 단계 714에서, 시퀀스는 벨트(70, 270)와 팽창 기구(160) 양자 모두가 정지되었는지를 확인하고, 스퀀스는 아이들 시퀀스(304) 또는 정지 상태(302)로 복귀된다.
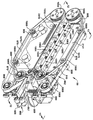
장치(50)는 매우 다양한 형태를 취할 수도 있다. 도 8 내지 도 25는 장치(50)의 비제한적이고 예시적인 일 실시예를 상세히 도시한다. 도 8 내지 도 25에 도시된 실시예에서, 장치(50)는 팽창 기구(960)(도 12 및 도 13 참조), 밀봉 기구(962)(도 15 참조), 클램핑 기구(910)(도 18 참조), 웨브 분리 장치(958)(도 13 참조) 및 웨브 텐셔닝 장치(875)(도 12 참조)를 포함한다. 도 8은 커버(802)가 밀봉 기구(962)와 클램핑 기구(910) 위에 배치된 상태의 장치(50)를 도시한다. 도 8 내지 도 10은 커버가 제거된 상태의 장치(50)를 도시한다.
도 8 내지 도 10을 참조하면, 웨브(10)는 공급부로부터 한 쌍의 세장형 횡방향 연장 안내 롤러(854) 주위로 라우팅된다. 후속하여, 웨브(10)는 종방향 연장 안내 핀(856)으로 라우팅된다. 안내 핀(856)은 웨브(10)의 횡방향 밀봉부(22)와 팽창 에지(20) 사이에 배치된다. 안내 핀(856)은 웨브가 장치를 통해 견인될 때 웨브를 정렬시킨다. 웨브(10)는 웨브 텐셔닝 장치(875)를 통해 안내 핀(856)을 따라 라우팅된다.
웨브 텐셔닝 장치(875)는 웨브가 장치(50)를 통해 견인될 때(도 12 참조) 웨브(10)를 타이트하게 보유한다(도 12b 참조). 밀봉 기구(962) 내에서 웨브를 타이트하게 보유하는 것은 주름이 밀봉부(23) 내에 형성되는 것을 방지한다. 웨브 텐셔닝 장치는 매우 다양한 형태를 취할 수 있다. 웨브(10)에 장력을 인가하는 임의의 장치가 사용될 수 있다. 도 12a 및 도 12b를 참조하면, 도시된 실시예에서 웨브 텐셔닝 장치(875)는 롤러(877), 스프링 로딩된 피봇 아암(879) 및 선반 부재(881)를 포함한다. 선반 부재(881)는 웨브(10)의 이동 경로에 대해 고정된다. 도시된 선반 부재(881)는 사실상 수평인 부분(883)과, 사실상 수평인 부분(883)으로부터 둔각을 이루어 상향으로 연장되는 상향 연장부(885)를 포함한다.
사실상 수평인 부분(883) 및 상향 연장부(885)는 다양한 형태를 취할 수 있다. 도 12a에는 안내 핀(856)의 중심선(1252)(상부와 바닥부 사이의 중간점)이 도시되어 있다. 예시적인 실시예에서, 사실상 수평인 부분(883)의 상부면(1260)은 중심선(1252)보다 낮다. 도 12a에 도시된 실시예에서, 사실상 수평인 부분(883)의 상부면(1260)은 안내 핀(856)의 바닥부(1262)보다 낮다. 도 12a에는 상향 연장부(885)의 상부면 또는 최상부면에 대해 접하는 수평선(1250)이 도시되어 있다. 예시적인 실시예에서, 상부면 또는 최상부면(1250)은 포켓(23)을 안내 핀(856)에 대해 타이트하게 보유하도록 위치설정되지만, 포켓(23)의 천공부가 파괴될 만큼 타이트하지는 않다. 웨브(10)의 포켓(23)을 안내 핀(856)에 대해 타이트하게 견인함으로써, 웨브가 밀봉 기구(162)를 통과할 때 웨브의 주름이 제거된다. 일 실시예에서, 최상부면(1250)은 안내 핀(856)의 중심선(1252)에 또는 중심선(1252) 위에 위치설정된다. 예컨대, 최상부면(1250)은 중심선 위의 소정의 거리 D에 위치설정될 수도 있다. 거리 D는 0.250 인치 이하, 0.218 인치 이하, 0.187 인치 이하, 0.156 인치 이하, 0.125 인치 이하, 0.093 인치 이하, 0.062 인치 이하 또는 0.031 인치 이하일 수도 있다.
도 12b를 참조하면, 피봇 아암(879)은 피봇(887)에서 장치(50)에 대해 피봇식으로 장착된다. 스프링(889)은 피봇 아암의 제1 단부에 그리고 장치(50)에 부착된다. 롤러(877)는 피봇 아암(879)의 제2 단부에 회전가능하게 부착된다. 스프링(889)은 사실상 수평인 부분(883)과 상향 연장부(885)의 교차점에서 롤러(877)를 선반 부재(881)에 대해 가압한다. 롤러(877), 피봇 아암(879) 및/또는 스프링(889)은 웨브에 마찰식으로 결합되는 임의의 기구로 대체될 수 있다. 마찰력은 웨브가 밀봉 기구(162)를 통과할 때 웨브(10)를 타이트하게 보유하도록 선택되지만, 마찰력은 웨브(10)가 파열될 만큼 크지는 않다. 예시적인 일 실시예에서, 롤러(877)와 선반(881) 사이에 인가된 힘은 5 lbs 내지 10 lbs, 예컨대 약 7 lbs 또는 7 lbs이다. 또한, 롤러(877)와 선반(881) 사이의 접촉 영역의 폭이 웨브(10)에 인가되는 마찰력에 영향을 미친다. 예시적인 일 실시예에서, 롤러(877)와 선반(881) 사이의 접촉 영역의 폭은 0.062 인치 내지 0.375 인치, 0.093 인치 내지 0.250 인치, 0.125 인치 내지 0.187 인치, 약 0.140 인치 또는 0.140 인치이다.
도 12b를 참조하면, 웨브(10)는 롤러와 선반 부재가 웨브(10)의 층들(14, 16)에 마찰식으로 결합되도록 롤러(877)와 선반 부재(881) 사이에서 라우팅된다. 웨브(10)는 롤러(877) 아래를 통과하여, 선반 부재의 상향 연장부(885)를 넘어 이동한 다음, 밀봉 기구(962) 내로 진행한다. 웨브(10), 롤러(877) 및 선반 부재(881) 사이의 마찰은 웨브가 밀봉 기구(962)를 통해 견인될 때 웨브를 타이트하게 보유한다.
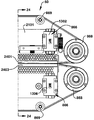
밀봉 기구(960)는 매우 다양한 형태를 취할 수 있다. 도 12 및 도 13을 참조하면, 도시된 실시예에서 팽창 기구(960)는 중공의 종방향 연장 안내 핀(856)과, 송풍기, 또는 가압 공기원 또는 다른 가압 유체원에 유체 연결되는 입구 개구(857)를 포함한다. 도시된 안내 핀(856)은 복수의 팽창 개구(102)를 포함한다(도 12 참조). 팽창 개구(102)는 매우 다양한 형태를 취할 수 있다. 도시된 실시예에서, 안내 핀(856)은 제1의 비교적 큰 개구(1200)와, 복수의 더 작은 개구(1202)를 포함한다. 도시된 개구(1200)는 반원형 단부를 갖는 슬롯이다. 도시된 더 작은 개구(1202)의 형상은 원형이다. 송풍기 및 송풍기 제어부가 장치(50)의 하우징(1204) 내에 배치된다(도 8 내지 도 10 참조).
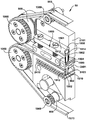
밀봉 기구(962)는 밀봉된 팽창 쿠션(12)을 형성하기 위해 밀봉부(42)를 형성한다. 밀봉 기구(962)는 매우 다양한 형태를 취할 수 있다. 도 15 내지 도 17을 참조하면, 밀봉 조립체(962)는 열 밀봉 요소(864, 865), 열 밀봉 요소 위치설정 장치(866), 구동 롤러(868), 아이들러 롤러(869) 및 밀봉 벨트(870)를 포함한다. 각각의 벨트(870)는 각각의 벨트(870)의 각각의 열 밀봉 요소(864, 865), 구동 롤러(868) 및 아이들러 롤러(869) 주위에 배치된다. 각각의 벨트(870)는 각각의 벨트(870)의 각각의 구동 롤러(868)에 의해 구동된다. 예시적인 실시예에서, 구동 롤러(868) 및 벨트(870)의 속도는 장치의 하우징(1204) 내에 배치되는 벨트 속도 제어부에 의해 제어된다. 벨트 속도 제어부는 장치를 위한 전체 제어기의 부품이거나, 다른 장치와 인터페이스로 접속되는 별도의 장치일 수도 있다. 벨트들(870)은 서로 결합되어, 열 밀봉 요소(864, 865)를 통해 웨브(10)를 견인한다. 밀봉부(42)는 웨브(10)가 열 밀봉 요소(864, 865)를 통과할 때 형성된다.
도 21을 참조하면, 도시된 실시예에서 열 밀봉 요소(864)는 편향 조립체(2100)에 의해 열 밀봉 요소(865)를 향해 편향된다. 편향 조립체(2100)는 매우 다양한 형태를 취할 수 있다. 편향 기구는 열 밀봉 요소(864, 865)를 서로를 향해 상대적으로 편향시키는 임의의 기구일 수도 있다. 도시된 실시예에서, 편향 조립체(2100)는 지지 부재(2101), 샤프트 부재(2102), 샤프트 부재 주위에 배치된 스프링(2104), 및 열 밀봉 요소(864)에 연결된 커플링 부재(2106)를 포함한다. 샤프트 부재(2102)의 헤드(2108)는, 샤프트 부재의 샤프트부(2112)가 지지 부재(2101) 내의 구멍(2114)을 통해 연장된 상태에서, 지지 부재(2101)의 카운터보어(2110) 내에 배치된다. 샤프트 부재(2102)는 카운터보어 내에서 축방향으로 자유 이동한다. 샤프트부의 단부는 커플링 부재(2106)에 연결된다. 스프링(2104)은 커플링 부재(2106) 및 부착된 열 밀봉 요소(864)를 하향으로 압박한다. 편향 조립체(2100)는 벨트들이 결합될 때마다 열 밀봉 요소(864, 865)가 벨트들(870) 사이에서 웨브(10)에 견고하게 결합되는 것을 보장한다.
가열 요소(864)는 매우 다양한 형태를 취할 수 있다. 도 21을 참조하면, 도시된 실시예에서 가열 요소(864)는 외부 본체(1600)와, 내부 세라믹 요소(1602)와, 내부 세라믹 요소(1602)의 온도를 측정하기 위한 내부 열전대(1604) 또는 다른 장치를 포함한다. 포팅 재료 또는 다른 캡슐화 재료가 내부 세라믹 요소(1602)와 내부 열전대(1604)를 둘러싼다. 예시적인 실시예에서, 내부 열전대(1604)는 내부 세라믹 요소(1602) 상에 직접 배치된다.
온도 제어 기구가 내부 열전대(1604)로부터의 피드백에 기초하여 내부 세라믹 요소(1602)의 온도를 제어하기 위해 내부 열전대(1602)와 내부 세라믹 요소(1602)에 커플링된다. 열전대에 의해 측정된 온도는 가열 요소에 인가된 전력을 조절하여 가열 요소의 온도를 제어하는데 사용된다. 온도 제어 기구가 장치의 하우징(1204) 내에 배치된다. 온도 제어 기구는 장치를 위한 전체 제어기의 부품이거나, 다른 장치와 인터페이스로 접속되는 별도의 장치일 수도 있다.
열 밀봉 요소 위치설정 장치(866)는 매우 다양한 형태를 취할 수 있다. 도 13, 도 14, 도 21 및 도 22를 참조하면, 도시된 실시예에서 열 밀봉 요소(864, 865)는 상부 지지 부재(2101) 및 하부 지지 부재(2103)에 커플링된다. 열 밀봉 요소(864)는 상술된 바와 같이 편향 조립체(2100)에 의해 상부 지지 부재(2101)에 커플링된다. 하부 열 밀봉 요소(865)는 하부 지지 부재(2103)에 고정된다. 그러나, 하부 열 밀봉 요소는 임의의 방식으로 하부 지지 부재(2103)에 커플링될 수도 있다. 예컨대, 하부 열 밀봉 요소(865)는 제2 편향 조립체에 의해 하부 지지 부재(2103)에 커플링될 수도 있다. 도시된 실시예에서, 열 밀봉 위치설정 요소(856)는 2개의 상부 액추에이터(1300, 1302) 및 2개의 하부 액추에이터(1304, 1306)를 포함한다. 2개의 상부 액추에이터(1300, 1302) 각각은 상부 지지 부재(2101) 및 하우징(1204)과 같은 장치(50)의 고정 부품에 연결되어 작동된다. 2개의 하부 액추에이터(1304, 1306) 각각은 하부 지지 부재(2103) 및 하우징(1204)과 같은 장치(50)의 고정 부품에 연결되어 작동된다. 액추에이터(1300, 1302, 1304, 1306)는 상부 및 하부 지지 부재(2101, 2103)와, 커플링된 열 밀봉 요소(864, 865)를 서로를 향해 그리고 서로로부터 멀어지게 상대적으로 이동시키도록 작동된다. 통상, 가열 요소(864, 865)는, 밀봉 벨트(870)가 웨브(10)를 선택적으로 결합 및 분리시키도록, 웨브(10)의 이동 경로에 대해 위치설정된다.
도 24 및 도 25를 참조하면, 도시된 상부 및 하부 지지 부재(2101, 2103)는 밀봉부 냉각부(2401, 2403)를 포함한다. 밀봉부 냉각부(2401, 2403)는 벨트(870)에 결합되며, 밀봉 요소(864, 865)의 하류에 있는 밀봉부의 재료를 압축한다. 밀봉부의 열은 밀봉부의 재료를 냉각시키기 위해 벨트(870)를 통해 지지 부재(2101, 2103)의 밀봉부 냉각부(2401, 2403)로 전달된다. 도시된 상부 및 하부 지지 부재(2101, 2103)는 선택적인 구멍(2410)을 포함한다. 구멍(2410)은 히트 싱크와 같이 효과를 증가시키고 중량을 감소시키기 위해 상부 및 하부 지지 부재(2101, 2103)의 표면적을 증가시킨다. 상부 및 하부 지지 부재(2101, 2103)는 매우 다양한 재료로 제조될 수 있다. 예시적인 실시예에서, 지지 부재는 알루미늄 또는 구리와 같은 열전도성 재료로 제조된다.
클램핑 기구(910)가 예비 성형된 웨브의 상부 층(14)과 하부 층(16)을 함께 핀칭하도록 위치설정된다. 클램핑 기구(910)는 매우 다양한 형태를 취할 수 있다. 도 18 및 도 19를 참조하면, 클램핑 기구(910)는 구동 롤러(1068), 아이들러 롤러(1069), 스프링 로딩된 클램핑 조립체(1800), 하부 지지 부재(2103)의 클램핑부(1802), 및 한 쌍의 구동 벨트(1070)를 포함한다. 도시된 하부 지지 부재(2103)의 클램핑부(1802)는 지지면(1810), 또는 홈 및 립(1812)을 포함한다. 지지면(1810) 또는 홈의 깊이는 벨트(1070)의 깊이에 대응한다. 지지면(1810)은 하부 벨트(1070)를 지지하며, 립(1812)은 벨트 또는 지지면을 보유한다.
도 24 및 도 25를 참조하면, 각각의 스프링 로딩된 클램핑 조립체(1800)는 클램핑 부재(1900), 샤프트 부재(1902), 및 샤프트 부재 주위에 배치된 스프링(1904)을 포함한다. 클램핑 부재(1900), 샤프트 부재(1902) 및 스프링은 지지 부재(1901)에 커플링된다. 각각의 클램핑 부재(1900)는 스프링(1902)에 의해 하부 지지부(2103)의 클램핑부(1802)를 향해 편향된다. 각각의 샤프트 부재(1902)의 헤드(1908)는, 샤프트 부재의 샤프트부(1912)가 지지 부재(1901) 내의 구멍(1914)을 통해 연장된 상태에서, 지지 부재(1901) 상에 배치된다. 샤프트 부재(1902)는 카운터보어 내에서 축방향으로 자유 이동한다. 각각의 샤프트부(1912)의 단부는 클램핑 부재(1900)에 연결된다. 스프링(1904)은 클램핑 부재(1900)를 하향으로 압박한다. 편향 조립체(1800)는 벨트들이 결합될 때마다 벨트(1070)가 웨브(10)에 견고하게 결합되는 것을 보장한다.
각각의 벨트(1070)는 각각의 벨트(1070)의 각각의 구동 롤러(1068)와 아이들러 롤러(1069) 주위에 배치된다. 각각의 벨트(1070)는 구동 롤러(868)에 부착되는 각각의 벨트(1070)의 각각의 구동 롤러(1068)에 의해 구동된다. 통상, 밀봉 벨트(870)와 핀칭 벨트(1070)는 동시에 구동된다. 벨트들(1070)은 서로 결합되어, 웨브가 열 밀봉 요소(864, 865)를 통과할 때 웨브(10)를 견인하고 핀칭한다.
도시된 실시예에서, 클램핑 기구(910)는 열 밀봉 요소(864)를 위치설정시키는 동일한 위치설정 장치(866)에 의해 위치설정된다. 클램핑 기구(910)는 상부 및 하부 지지 부재(2101, 2103)와 함께 이동하기 때문에, 위치설정 장치(866)에 의한 상부 및 하부 지지 부재(2101, 2103)의 이동은 또한 클램핑 기구(910)를 이동시킨다. 위치설정 장치(866)는 웨브(10)를 선택적으로 파지 및 해제하기 위해 클램핑 기구(910)에 커플링된다. 이로 인해 웨브(10)가 장치(50) 내에 수동으로 로딩될 수 있어, 웨브가 장치로부터 수동으로 제거되고 그리고/또는 임의의 오이송된 웨브(10)를 제거할 수 있다.
도 13 및 도 14를 참조하면, 도시된 웨브 분리 장치(958)는 안내 핀(856)에 장착된다. 웨브 분리 장치(958)는 에지(1350)를 포함한다. 에지(1350)는, 포켓을 개방시키고 그리고 웨브(10)가 장치를 통과할 수 있게 하기 위해, 웨브(10)에 결합된다. 에지(1350)는 웨브(10)의 구성에 따라 무딘 에지이거나 예리한 에지일 수도 있다. 예컨대, 웨브(10)가 밀봉부 측부 에지(18)에 또는 밀봉부 측부 에지(18)를 따라 천공 라인을 포함하는 경우 에지(1350)는 무딘 표면일 수도 있으며, 밀봉부 측부 에지(18)가 천공되지 않는 경우 에지는 예리할 수도 있다. 도 13을 참조하면, 도시된 실시예에서 웨브 분리 장치(958)는 열 밀봉 요소(864)에서 이동 경로를 따라 위치설정된다. 웨브 분리 장치(958)는, 웨브 분리 장치가 웨브의 포켓(23)을 개방시키는 것과 동시에 파우치(26)가 밀봉되도록, 열 밀봉 요소 후방에 위치설정된다.
본 발명의 다양한 특유의 양태, 개념 및 구성요소가 예시적인 실시예들에서 함께 실시된 바와 같이 개시 및 도시되었지만, 이런 다양한 양태, 개념 및 구성요소는 수많은 대안예에 개별적으로 또는 다양한 조합 및 부조합으로 이용될 수도 있다. 본 명세서에 명확하게 배제되지 않는 한, 이런 모든 조합 및 부조합은 본 발명의 범주 내에 있다. 또한, 대안적인 재료, 구조, 구성, 방법, 회로, 장치 및 부품, 하드웨어, 형태에 대한 대안, 피트 및 기능 등과 같은, 본 발명의 다양한 양태, 개념 및 구성요소에 대한 다양한 대안예들이 본 명세서에 기술될 수도 있지만, 이런 기술 내용은 현재 공지되어 있는 또는 추후에 개발될 가능한 대안예들의 완전한 또는 철저한 리스트는 아니다. 당업자들은 본 발명의 양태, 개념 또는 구성요소 중 하나 이상을 추가적인 실시예에 용이하게 이용할 수도 있으며, 이런 실시예들이 본 명세서에 명확하게 개시되어 있지 않더라도 본 발명의 범주 내에서 이용할 수도 있다. 또한, 본 발명의 몇몇 구성요소, 개념 또는 양태가 바람직한 기구 또는 방법으로서 기술될 수도 있지만, 이런 기술 내용은 이런 구성요소가 그렇다고 명시되지 않는 한 요구되거나 필요하다고 간주되지 않는다. 또한, 예시적인 또는 대표적인 값과 범위가 본 발명의 이해를 돕고자 포함될 수도 있지만, 그런 값과 범위는 제한적인 것으로 해석되어선 안 되며, 그렇다고 명시된 경우에만 임계값 또는 임계 범위이다. 또한, 다양한 양태, 구성요소 및 개념이 본 발명의 특유한 부분이나 일부분으로서 본 명세서에 명시될 수도 있지만, 이런 명시된 내용은 배타적인 것이 아니며, 특정한 발명의 일부분으로서 또는 그와 같이 명시되지 않고도 본 명세서에서 전체적으로 기술되는 특유의 양태, 개념 및 구성요소가 존재할 수도 있다. 예시적인 방법이나 공정에 대한 설명은 모든 경우에 필요한 것으로서 모든 단계를 포함하는 것으로 제한되는 것이 아니라, 단계들이 제공되는 순서는 그렇다고 명시되지 않는 한 필요에 따라 해석되어야 한다.
본 발명은 본 발명에 대한 실시예들의 설명으로서 예시되었으며 실시예들은 상당히 상세하게 기술되었지만, 본 출원인의 의도는 본 발명의 범주를 그런 상세 사항으로 한정하거나 어떤 식으로 제한하는 것이 아니다. 추가적인 이점들과 변경예들도 당업자들에게 명백할 것이다. 예컨대, 부품 연결부 및 개재부의 특정한 위치는 변경될 수 있다. 따라서, 본 발명은 더 넒은 양태에서 특정한 상세 사항, 대표적인 장치, 및 도시되고 기술된 실시예들에 제한되지 않는다. 따라서, 출원인의 본 발명에 대한 전체적인 개념의 범주 및 기술 사상을 벗어나지 않고 그런 상세 사항에 대한 변형예가 이루어질 수도 있다.
10 : 예비 성형 웨브 856 : 종방향 연장 안내 핀
875 : 웨브 텐셔닝 장치 877 : 롤러
879 : 피봇 아암 881 : 선반 부재
883 : 수평인 부분 885 : 상향 연장부
887 : 피봇 889 : 스프링
962 : 밀봉 기구 1260 : 상부면
1262 : 바닥부
875 : 웨브 텐셔닝 장치 877 : 롤러
879 : 피봇 아암 881 : 선반 부재
883 : 수평인 부분 885 : 상향 연장부
887 : 피봇 889 : 스프링
962 : 밀봉 기구 1260 : 상부면
1262 : 바닥부
Claims (28)
- 원격 에지에서 팽창 에지로부터 소정의 거리 이내까지 연장되는 횡방향 밀봉부에 의해 형성된 예비 성형 파우치의 웨브를 팽창된 수화물 유닛으로 변환시키기 위한 장치로서,
상기 웨브의 이동 경로를 형성하도록 횡방향 밀봉부와 팽창 에지 사이에 삽입되는 안내 핀과,
상기 웨브와 마찰 결합되고, 하류로의 이동 중에 웨브를 타이트하게 보유하는, 텐셔닝 장치와,
상기 예비 성형 파우치를 팽창시키기 위한 팽창 기구와,
상기 예비 성형 파우치를 폐쇄시키고 수화물 유닛을 형성하기 위해 횡방향 밀봉부와 교차하는 종방향 밀봉부를 제공하도록 위치설정되는 밀봉 기구로서, 적어도 2개의 밀봉 벨트를 가지며, 각각의 밀봉 벨트는 구동 롤러에 의해 작동되며 웨브의 표면에 결합되어 웨브의 양 측부에 위치설정된 밀봉 요소를 통해 웨브를 견인하도록 위치설정되는, 밀봉 기구와,
상기 밀봉 요소를 통해 이동하는 동안 웨브의 2개의 층을 핀칭하도록 위치설정되는 클램핑 기구로서, 적어도 2개의 핀칭 벨트를 가지며, 각각의 핀칭 벨트는 구동 롤러에 의해 작동되며 웨브의 표면에 결합되어 상기 밀봉 요소를 통해 웨브를 견인 및 핀칭하도록 위치설정되는, 클램핑 기구를 포함하며,
상기 적어도 2개의 밀봉 벨트와 적어도 2개의 크림핑 벨트는 동시에 구동되는,
변환 장치. - 제1항에 있어서, 상기 텐셔닝 장치는 하류로의 이동 중에 웨브를 타이트하게 보유하며 웨브를 파열시키지 않는, 변환 장치.
- 제1항에 있어서, 상기 텐셔닝 장치는,
수평부 및 하류의 상향 경사부를 갖춘 선반 부재와,
상기 변환 장치에 장착되는 피봇가능한 아암으로서, 아암의 일단부는 아암의 타단부에 회전가능하게 부착된 롤러 및 스프링에 부착되는, 피봇가능한 아암을 포함하며,
상기 롤러는 웨브에 결합되는, 변환 장치. - 제1항에 있어서, 상기 롤러는 선반 부재의 수평부에 대해 웨브를 가압하는, 변환 장치.
- 제1항에 있어서, 상기 롤러는 선반 부재의 상향 경사부에 대해 웨브를 가압하는, 변환 장치.
- 제1항에 있어서, 상기 롤러는 선반 부재의 수평부와 상향 경사부의 교차점에서 웨브에 결합되는, 변환 장치.
- 제6항에 있어서, 상기 롤러는 선반 부재의 수평부와 상향 경사부에 대해 웨브를 가압하는, 변환 장치.
- 제1항에 있어서, 상기 텐셔닝 장치는 밀봉 기구로의 진입시 웨브를 타이트하게 보유하는, 변환 장치.
- 제1항에 있어서, 상기 선반 부재의 상향 경사부는 선반 부재의 수평부에 대해 둔각을 이루어 상향 연장되는, 변환 장치.
- 제1항에 있어서, 상기 웨브는 롤러 아래를 이동하여, 선반 부재의 상향 경사부를 넘어 밀봉 기구의 바로 하류로 이동하는, 변환 장치.
- 원격 에지에서 팽창 에지로부터 소정의 거리 이내까지 연장되는 횡방향 밀봉부에 의해 형성된 예비 성형 파우치의 웨브를 팽창된 수화물 유닛으로 변환시키기 위한 장치로서,
상기 웨브의 이동 경로를 형성하도록 횡방향 밀봉부와 팽창 에지 사이에 삽입되는 안내 핀과,
상기 웨브와 마찰 결합되는 텐셔닝 장치로서, 수평부 및 하류의 상향 경사부를 갖춘 선반 부재와, 상기 팽창된 수화물 유닛으로 변환시키기 위한 장치에 장착되는 피봇가능한 아암을 가지며, 아암의 일단부는 아암의 타단부에 회전가능하게 부착된 롤러 및 스프링에 부착되는, 텐셔닝 장치와,
상기 예비 성형 파우치를 팽창시키기 위한 팽창 기구와,
상기 예비 성형 파우치를 폐쇄시키고 수화물 유닛을 형성하기 위해 횡방향 밀봉부와 교차하는 종방향 밀봉부를 제공하도록 위치설정되는 밀봉 기구로서, 적어도 2개의 밀봉 벨트를 가지며, 각각의 밀봉 벨트는 구동 롤러에 의해 작동되며 웨브의 표면에 결합되어 웨브의 양 측부에 위치설정된 밀봉 요소를 통해 웨브를 견인하도록 위치설정되는, 밀봉 기구와,
상기 밀봉 요소를 통해 이동하는 동안 웨브의 2개의 층을 핀칭하도록 위치설정되는 클램핑 기구를 포함하며,
상기 텐셔닝 장치는 롤러에 의한 웨브의 결합에 의해 하류로의 이동 중에 웨브를 타이트하게 보유하는,
변환 장치. - 제11항에 있어서, 상기 클램핑 기구는 적어도 2개의 핀칭 벨트를 가지며, 각각의 핀칭 벨트는 구동 롤러에 의해 작동되며 웨브의 표면에 결합되어 상기 밀봉 요소를 통해 웨브를 견인 및 핀칭하도록 위치설정되는, 변환 장치.
- 제12항에 있어서, 상기 적어도 2개의 밀봉 벨트와 적어도 2개의 크림핑 벨트는 동시에 구동되는, 변환 장치.
- 제11항에 있어서, 상기 롤러는 선반 부재의 수평부에 대해 웨브를 가압하는, 변환 장치.
- 제11항에 있어서, 상기 롤러는 선반 부재의 상향 경사부에 대해 웨브를 가압하는, 변환 장치.
- 제11항에 있어서, 상기 롤러는 선반 부재의 수평부와 상향 경사부의 교차점에서 웨브에 결합되는, 변환 장치.
- 제16항에 있어서, 상기 롤러는 선반 부재의 수평부와 상향 경사부에 대해 웨브를 가압하는, 변환 장치.
- 제11항에 있어서, 상기 텐셔닝 장치는 밀봉 기구로의 진입시 웨브를 타이트하게 보유하는, 변환 장치.
- 제11항에 있어서, 상기 선반 부재의 상향 경사부는 선반 부재의 수평부에 대해 둔각을 이루어 상향 연장되는, 변환 장치.
- 제11항에 있어서, 상기 웨브는 롤러 아래를 이동하여, 선반 부재의 상향 경사부를 넘어 밀봉 기구의 바로 하류로 이동하는, 변환 장치.
- 원격 에지에서 팽창 에지로부터 소정의 거리 이내까지 연장되는 횡방향 밀봉부에 의해 형성된 예비 성형 파우치의 웨브를 팽창된 수화물 유닛으로 변환시키기 위한 장치로서,
상기 웨브와 마찰 결합되는 텐셔닝 장치로서, 수평부 및 하류의 상향 경사부를 갖춘 선반 부재와, 상기 팽창된 수화물 유닛으로 변환시키기 위한 장치에 장착되는 피봇가능한 아암을 가지며, 아암의 일단부는 아암의 타단부에 회전가능하게 부착된 롤러 및 스프링에 부착되는, 텐셔닝 장치를 포함하며,
상기 롤러는 하류로의 이동 중에 웨브를 타이트하게 보유하기 위해 선반 부재의 수평부와 상향 경사부에 대해 웨브를 가압하는,
변환 장치. - 제21항에 있어서, 상기 선반 부재의 상향 경사부는 선반 부재의 수평부에 대해 둔각을 이루어 상향 연장되는, 변환 장치.
- 제21항에 있어서, 상기 웨브의 이동 경로를 형성하도록 횡방향 밀봉부와 팽창 에지 사이에 삽입되는 안내 핀과,
상기 예비 성형 파우치를 팽창시키기 위한 팽창 기구를 더 포함하는, 변환 장치. - 제21항에 있어서, 상기 예비 성형 파우치를 폐쇄시키고 수화물 유닛을 형성하기 위해 횡방향 밀봉부와 교차하는 종방향 밀봉부를 제공하도록 위치설정되는 밀봉 기구로서, 적어도 2개의 밀봉 벨트를 가지며, 각각의 밀봉 벨트는 구동 롤러에 의해 작동되며 웨브의 표면에 결합되어 웨브의 양 측부에 위치설정된 밀봉 요소를 통해 웨브를 견인하도록 위치설정되는, 밀봉 기구와,
상기 밀봉 요소를 통해 이동하는 동안 웨브의 2개의 층을 핀칭하도록 위치설정되는 클램핑 기구를 더 포함하는, 변환 장치. - 제24항에 있어서, 상기 텐셔닝 장치는 밀봉 기구로의 진입시 웨브를 타이트하게 보유하는, 변환 장치.
- 제24항에 있어서, 상기 웨브는 롤러 아래를 이동하여, 선반 부재의 상향 경사부를 넘어 밀봉 기구의 바로 하류로 이동하는, 변환 장치.
- 제24항에 있어서, 상기 클램핑 기구는 적어도 2개의 핀칭 벨트를 가지며, 각각의 핀칭 벨트는 구동 롤러에 의해 작동되며 웨브의 표면에 결합되어 상기 밀봉 요소를 통해 웨브를 견인 및 핀칭하도록 위치설정되는, 변환 장치.
- 제27항에 있어서, 상기 적어도 2개의 밀봉 벨트와 적어도 2개의 크림핑 벨트는 동시에 구동되는, 변환 장치.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161505261P | 2011-07-07 | 2011-07-07 | |
| US61/505,261 | 2011-07-07 | ||
| PCT/US2012/045718 WO2013006779A1 (en) | 2011-07-07 | 2012-07-06 | Air cushion inflation machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140053165A true KR20140053165A (ko) | 2014-05-07 |
Family
ID=47437463
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147002964A KR20140053165A (ko) | 2011-07-07 | 2012-07-06 | 공기 쿠션 팽창 장치 |
Country Status (14)
| Country | Link |
|---|---|
| US (3) | US9266300B2 (ko) |
| EP (2) | EP3138687B1 (ko) |
| JP (3) | JP6140695B2 (ko) |
| KR (1) | KR20140053165A (ko) |
| AU (1) | AU2012278849B2 (ko) |
| BR (1) | BR112014000258A2 (ko) |
| CA (1) | CA2841365A1 (ko) |
| CL (1) | CL2014000021A1 (ko) |
| CO (1) | CO6940390A2 (ko) |
| ES (1) | ES2617330T3 (ko) |
| HU (1) | HUE031928T2 (ko) |
| MX (2) | MX341459B (ko) |
| PL (1) | PL2729369T3 (ko) |
| WO (1) | WO2013006779A1 (ko) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7897219B2 (en) | 2004-06-01 | 2011-03-01 | Automated Packaging Systems, Inc. | Web and method for making fluid filled units |
| HUE032732T2 (en) | 2004-06-01 | 2017-10-30 | Automated Packaging Systems Inc | Machine for producing fluid filled units |
| WO2009058749A1 (en) | 2007-10-31 | 2009-05-07 | Automated Packaging Systems, Inc. | Web and method for making fluid filled units |
| US9205622B2 (en) | 2009-02-27 | 2015-12-08 | Automated Packaging Systems, Inc. | Web and method for making fluid filled units |
| MX341459B (es) | 2011-07-07 | 2016-08-19 | Automated Packaging Systems Inc | Máquina para inflar cojines de aire. |
| KR20150130271A (ko) | 2013-03-15 | 2015-11-23 | 오토메이티드 패키징 시스템즈, 인코포레이티드 | 주문형 팽창식 포장 |
| WO2015038628A1 (en) * | 2013-09-10 | 2015-03-19 | Automated Packagings Systems, Inc | Web for making fluid filled units |
| JP2016537275A (ja) * | 2013-11-21 | 2016-12-01 | オートメイテッド パッケージング システムズ, インコーポレイテッド | エアクッション膨張機械 |
| US20150151864A1 (en) * | 2013-12-02 | 2015-06-04 | Stan Lin | Air Packaging Machine |
| MX365844B (es) * | 2014-02-24 | 2019-06-17 | Pregis Innovative Packaging Llc | Dispositivo controlado por receta para fabricar materiales de empaque. |
| US11858712B2 (en) | 2014-04-14 | 2024-01-02 | Pregis Innovative Packaging Llc | Flexible structure with perforation-free inflation channel |
| US10112741B2 (en) | 2014-11-10 | 2018-10-30 | Pregis Innovative Packaging Llc | Inflatable packaging with adhesive seals |
| JP2019513637A (ja) * | 2016-04-11 | 2019-05-30 | オートメイテッド パッケージング システムズ, インコーポレイテッド | エアクッション膨張機械 |
| CN205836096U (zh) * | 2016-07-01 | 2016-12-28 | 杭州丙甲科技有限公司 | 缓冲气垫机 |
| US10661509B2 (en) * | 2017-09-22 | 2020-05-26 | Arpac, Llc | Film edge sealing device |
| US10717583B2 (en) | 2017-09-29 | 2020-07-21 | Amazon Technologies, Inc. | Packaging products and associated material |
| JP7087093B2 (ja) | 2018-02-14 | 2022-06-20 | プレジス・イノベーティブ・パッケージング・エルエルシー | 保護用包装部材を形成するための装置 |
| CN111902266B (zh) | 2018-02-14 | 2023-04-11 | 普里吉斯创新包装有限责任公司 | 包括具有膨胀元件的引导构件的充胀和密封装置 |
| US11117697B2 (en) * | 2018-02-14 | 2021-09-14 | Pregis Innovative Packaging Llc | Compression belt for inflation and sealing devices |
| CN112533752B (zh) | 2018-02-14 | 2023-01-06 | 普里吉斯创新包装有限责任公司 | 用于加热和密封系统的加热装置 |
| CN108312641A (zh) * | 2018-03-05 | 2018-07-24 | 厦门艾美森新材料科技股份有限公司 | 一种卷膜口部闭气装置和充气热封机 |
| US10967995B1 (en) * | 2018-03-13 | 2021-04-06 | Amazon Technologies, Inc. | Inflatable packaging materials, automated packaging systems, and related methods |
| US11078001B2 (en) | 2018-08-14 | 2021-08-03 | Pregis Innovative Packaging Llc | Inflatable packaging with tear initiation feature |
| US11130620B1 (en) | 2018-09-28 | 2021-09-28 | Amazon Technologies, Inc. | Cushioned packaging materials, cushioned packages, and related methods |
| US11084637B1 (en) | 2018-09-28 | 2021-08-10 | Amazon Technologies, Inc. | Cushioned packaging materials, cushioned packages, and related methods |
| WO2020072727A1 (en) | 2018-10-04 | 2020-04-09 | Automated Packaging Systems, Llc | Air cushion inflation machine |
| DE102018009733A1 (de) * | 2018-12-11 | 2020-06-18 | Sprick Gmbh Bielefelder Papier- Und Wellpappenwerke & Co. | Vorrichtung mit Elektromotor zum Bereitstellen von Verpackungsmaterial und Verfahren zum Betreiben einer Verpackungsmaterialbereitstellungsvorrichtung |
Family Cites Families (277)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2153214A (en) | 1936-10-03 | 1939-04-04 | Warner Bros | Pressure pad |
| US2379935A (en) | 1941-10-08 | 1945-07-10 | Mayer & Co Inc O | Packaging method |
| US3033257A (en) | 1957-08-21 | 1962-05-08 | H G Weber And Company Inc | Bag forming tube and method of forming and accumulating the same |
| NL281183A (ko) | 1962-07-19 | |||
| US3254828A (en) | 1963-12-18 | 1966-06-07 | Automated Packaging Corp | Flexible container strips |
| US3405020A (en) | 1963-12-26 | 1968-10-08 | Sealed Air Corp | Method and apparatus for the manufacture of plastic laminates and cellular materials |
| US3298156A (en) | 1964-01-07 | 1967-01-17 | Automated Packaging Corp | Method and apparatus for packaging |
| US3254820A (en) | 1964-06-15 | 1966-06-07 | Du Pont | Shock absorbing system for yarn delivery apparatus |
| DE1225537B (de) | 1964-10-30 | 1966-09-22 | Dohmeier & Strothotte K G | Verfahren und Vorrichtung zum kontinuierlichen Herstellen von mit grobstueckigen Schuettguetern gefuellten Beuteln |
| US3389534A (en) | 1965-09-16 | 1968-06-25 | John M. Pendleton | Machine for making cushioning packaging material or the like |
| US3414140A (en) | 1966-08-01 | 1968-12-03 | Interlake Steel Corp | Dunnage |
| US3358823A (en) | 1967-01-16 | 1967-12-19 | Allen D Paxton | Gusset bottom bags in roll form and method of making same |
| US3477196A (en) | 1967-04-27 | 1969-11-11 | Automated Packaging Corp | Mechanism for automatically feeding,loading,and sealing bags |
| US3462027A (en) | 1967-08-14 | 1969-08-19 | Edmund C Puckhaber | Dunnage device |
| US3456867A (en) | 1967-11-03 | 1969-07-22 | Dow Chemical Co | Bag assemblage |
| US3575757A (en) | 1967-12-08 | 1971-04-20 | Reinforced Air Corp | Process for making inflated articles |
| US3559874A (en) | 1968-05-08 | 1971-02-02 | Dow Chemical Co | Series bag construction |
| US3616155A (en) | 1968-06-26 | 1971-10-26 | Sealed Air Corp | Cellular laminate made from two thermoplastic sheets having polyvinylidene chloride coatings on facing sides of the sheets |
| US3523055A (en) | 1968-08-19 | 1970-08-04 | Jerome H Lemelson | Composite material,apparatus and method for producing same |
| US3577305A (en) | 1968-08-22 | 1971-05-04 | Theodore G Hines | Thermal and air shock insulating structure |
| US3660189A (en) | 1969-04-28 | 1972-05-02 | Constantine T Troy | Closed cell structure and methods and apparatus for its manufacture |
| US3575781A (en) | 1969-05-16 | 1971-04-20 | Stauffer Hoechst Polymer Corp | Plastic film wrapping material |
| BE754395A (fr) | 1969-08-04 | 1971-02-04 | Basf Ag | Procede et dispositif pour fabriquer ou fermer des sacs par soudage de portions de gaine en matiere thermoplastique |
| US3597895A (en) | 1969-09-08 | 1971-08-10 | Linvure Co Inc The | Packaging method and machine |
| US3650877A (en) | 1969-10-06 | 1972-03-21 | Arpax Co | Cushioning dunnage product |
| US3667593A (en) | 1970-03-30 | 1972-06-06 | John M Pendleton | Flowable dunnage apparatus and method of packaging with flowable and compliable inflated dunnage material |
| US3618286A (en) | 1970-06-08 | 1971-11-09 | Hercules Membrino | Bag filling sealing and separating system |
| US3837990A (en) | 1970-06-19 | 1974-09-24 | Connell R Mc | Reinforced cushioning material |
| US3817017A (en) | 1970-10-13 | 1974-06-18 | O Titchenal | Bag construction and method for filling the same |
| US3802974A (en) | 1970-12-01 | 1974-04-09 | L Emmel | Method and apparatus for insulating electrically conductive elements |
| ZA717126B (en) | 1971-03-04 | 1972-08-30 | Sealed Air Corp | Protective containers and methods of making the same |
| US3730240A (en) | 1971-03-16 | 1973-05-01 | Metatronics Manuf Corp | Inflatable insulation for packaging |
| US3744211A (en) | 1971-04-09 | 1973-07-10 | Dow Chemical Co | Automatic bag filling method |
| US3699746A (en) | 1971-04-09 | 1972-10-24 | Basic Packaging Systems Inc | Apparatus for filling a chain of connected bag elements |
| US3837991A (en) | 1971-05-03 | 1974-09-24 | Kimberly Clark Co | Plastic cushioning reinforced material |
| US3696580A (en) | 1971-05-17 | 1972-10-10 | Joseph M Saltzer Sr | Shrink film packaging method |
| US3791573A (en) | 1971-11-15 | 1974-02-12 | Basic Packaging Sys Inc | Bag construction |
| US3795163A (en) | 1971-12-16 | 1974-03-05 | Dow Chemical Co | Method of selectively cutting and perforating superposed panels of material |
| US3817803A (en) | 1972-06-19 | 1974-06-18 | Fmc Corp | Method of making a cellular cushioning structure |
| US3813845A (en) | 1972-06-23 | 1974-06-04 | Gen Films Inc | Filling and sealing system |
| US3941306A (en) | 1972-06-23 | 1976-03-02 | Weikert Roy J | System of interconnected, sealed and unsealed bags |
| US4014154A (en) | 1973-02-28 | 1977-03-29 | Automated Packaging Systems, Inc. | Packaging method and apparatus |
| US3808981A (en) | 1973-03-02 | 1974-05-07 | Interlake Inc | Disposable inflatable dunnage |
| NL172307C (nl) | 1973-09-29 | 1983-08-16 | Wavin Bv | Inrichting voor het aanbrengen van dwarsperforatielijnen in een baan. |
| BE822385A (fr) | 1973-11-29 | 1975-05-20 | Sac d'expedition renbourre et procede de fabrication | |
| US4011798A (en) | 1973-11-29 | 1977-03-15 | Packaging Industries, Inc. | Method of making shipping bag |
| US4021283A (en) | 1974-01-24 | 1977-05-03 | Weikert Roy J | Method of making aseptic packaging |
| US3938298A (en) | 1974-05-20 | 1976-02-17 | Minnesota Mining And Manufacturing Company | System for inflation and sealing of air cushions |
| US3939995A (en) | 1974-11-01 | 1976-02-24 | International Paper Company | Valve placement in a multi-ply, inflatable bag |
| US4017351A (en) | 1975-12-24 | 1977-04-12 | Minnesota Mining And Manufacturing Company | System and device for inflating and sealing air inflated cushioning material |
| US4169002A (en) | 1975-12-24 | 1979-09-25 | Minnesota Mining And Manufacturing Company | Method for forming air inflated cushioning material |
| US4096306A (en) | 1975-12-24 | 1978-06-20 | Minnesota Mining And Manufacturing Company | Strip material used in forming air inflated cushioning material |
| US4044693A (en) | 1976-03-12 | 1977-08-30 | Guardpack, Incorporated | Inflatable dunnage with tie-downs |
| US4040526A (en) | 1976-03-26 | 1977-08-09 | International Paper Company | Dunnage bag |
| US4076872A (en) | 1977-03-16 | 1978-02-28 | Stephen Lewicki | Inflatable cellular assemblies of plastic material |
| US4146069A (en) | 1977-07-29 | 1979-03-27 | Signode Corporation | Apparatus for rapidly inflating and pressurizing a dunnage bag |
| US4102364A (en) | 1977-07-29 | 1978-07-25 | Signode Corporation | Method of dunnage bag inflation |
| US4103471A (en) | 1977-09-01 | 1978-08-01 | International Paper Company | Atmosphere exchanging and bag sealing machine and method |
| US4214024A (en) | 1977-09-09 | 1980-07-22 | Monarch Marking Systems, Inc. | Composite label web and method of making same |
| AT377427B (de) | 1978-06-26 | 1985-03-25 | Hamann Klaus Jochen | Vorrichtung zur loesbaren halterung von kleinteilen, insbesondere werkzeugen |
| US4201029A (en) | 1978-08-14 | 1980-05-06 | Automated Packaging Systems, Inc. | Method and apparatus for packaging |
| DE2851894A1 (de) | 1978-11-30 | 1980-06-12 | Agfa Gevaert Ag | Einrichtung zum trennen von vorperforierten baendern, vorzugsweise zusammenhaengenden taschen |
| JPS55163105A (en) * | 1979-06-05 | 1980-12-18 | Tokyo Kikaika Kogyo Kk | Seallup system for packing device |
| US4245796A (en) * | 1979-06-15 | 1981-01-20 | Chromalloy American Corporation | System for handling flexible sheet rolls |
| US4314865A (en) | 1979-09-14 | 1982-02-09 | Ranpak Corp. | Method of making cushioning dunnage |
| US4306656A (en) | 1980-02-19 | 1981-12-22 | Dahlem A Richard | Medical pouches and a method of manufacturing such pouches |
| GB2074128B (en) | 1980-04-18 | 1984-02-15 | Pillopak Bv | Mailing-containers and a method of manufacture thereof |
| SE434042B (sv) | 1980-06-30 | 1984-07-02 | Joker System Ab | Bana av pasformiga forpackningsemnen |
| JPS5822413B2 (ja) | 1980-09-17 | 1983-05-09 | 日本カ−リツト株式会社 | 含水爆薬包装機の熱封部の過熱防止方法 |
| US4380484A (en) | 1981-02-20 | 1983-04-19 | William C. Heller, Jr. | Inductively heated tooling and method for working plastic members |
| US4354004A (en) | 1981-09-28 | 1982-10-12 | Shell Oil Company | Film compositions from olefin polymer blends |
| DE3220892A1 (de) | 1982-06-03 | 1983-12-08 | Icoma Packtechnik GmbH, 7590 Achern | Trenneinrichtung zum abtrennen perforierter papierschlauchabschnitte |
| US4847126A (en) | 1982-07-01 | 1989-07-11 | Hiroshi Yamashiro | Elongated plastic material |
| US4654878A (en) | 1982-09-30 | 1987-03-31 | Signode Corporation | Plastic bag chain |
| CA1188557A (en) | 1982-10-04 | 1985-06-11 | Roderick A. Bolton | Method for making partially separated multibags |
| US4545180A (en) | 1982-12-16 | 1985-10-08 | Mpr Corporation | Method and apparatus for making and filling packets with a product |
| US4514962A (en) | 1982-12-16 | 1985-05-07 | Minigrip, Inc. | Method and apparatus for filling reclosable bags |
| US4631901A (en) | 1982-12-16 | 1986-12-30 | Mpr Corporation | Apparatus and method for packaging a product in individual packets |
| US4551379A (en) | 1983-08-31 | 1985-11-05 | Kerr Stanley R | Inflatable packaging material |
| US4679688A (en) | 1983-09-13 | 1987-07-14 | Soederholm Jan | Package for risk samples |
| JPS60134874A (ja) | 1983-11-11 | 1985-07-18 | オリヒロ株式会社 | 緩衝材の製造方法ならびに製造装置 |
| US4518654A (en) | 1983-12-23 | 1985-05-21 | Mobil Oil Corporation | One-sided cling stretch wrap |
| IT1176417B (it) * | 1984-07-18 | 1987-08-18 | Vipa Studio Progettazione Rapp | Apparecchiatura per l'accatastamento di elementi lastriformi in genere quali fogli,pelli,lastre e simili |
| US4597244A (en) | 1984-07-27 | 1986-07-01 | M & D Balloons, Inc. | Method for forming an inflated wrapping |
| US4576669A (en) | 1984-11-09 | 1986-03-18 | Caputo Garry L | "On demand" apparatus and method for producing air-cushioning product |
| JPS61115805A (ja) | 1984-11-09 | 1986-06-03 | 株式会社フジキカイ | 連続封着機の封着温度制御装置 |
| FR2574375B1 (fr) | 1984-12-07 | 1987-02-27 | Herve Fils Sa | Assemblages continus de plis postaux ou autres |
| JPS6215930A (ja) | 1985-07-15 | 1987-01-24 | Hitachi Ltd | D/a変換器の試験方式 |
| US4676376A (en) | 1985-10-04 | 1987-06-30 | Petoskey Plastics, Inc. | Temporary protective seat cover |
| US4616472A (en) | 1985-10-10 | 1986-10-14 | W. R. Grace & Co., Cryovac Div. | Method and apparatus for loading side-seal bags |
| US4619635A (en) | 1985-11-04 | 1986-10-28 | Ranpak Corp. | Automatic feed circuit for dunnage converter |
| DE3681791D1 (de) | 1985-11-08 | 1991-11-07 | Minigrip Europe Gmbh | Wiederverschliessbarer flexibler behaelter. |
| JPS6367936A (ja) | 1986-09-10 | 1988-03-26 | Canon Inc | 通信制御方式 |
| US4901506A (en) | 1987-03-30 | 1990-02-20 | Automated Packaging Systems, Inc. | Heat seal temperature control |
| US4859083A (en) | 1987-04-24 | 1989-08-22 | Minigrip, Inc. | Bag chain attached to computer paper |
| US5188691A (en) | 1987-07-27 | 1993-02-23 | Caputo Gary L | Apparatus and method for producing air cushion product |
| US4918904A (en) | 1987-08-25 | 1990-04-24 | Pharo Daniel A | Method for forming clam-like packaging system |
| US4874093A (en) | 1987-08-25 | 1989-10-17 | Pharo Daniel A | Clam-like packaging system |
| US4793123A (en) | 1987-11-16 | 1988-12-27 | Pharo Daniel A | Rolled-up packaging system and method |
| FR2626252B1 (fr) | 1988-01-26 | 1990-05-18 | Bull Sa | Cale de conditionnement, conteneur pour une telle cale et procede d'emballage mettant en oeuvre une telle cale |
| DE3806271A1 (de) | 1988-02-27 | 1989-09-07 | Basf Ag | Thermoplastische formmassen auf der basis von polyamiden und ethylencopolymerisaten |
| CA1328432C (en) | 1988-05-13 | 1994-04-12 | Lourence Cornelius Johannes Greyvenstein | Continuous rolled perforated material |
| US4981374A (en) | 1988-09-30 | 1991-01-01 | Rapak, Inc. | Plastic bags carried in a continuous web |
| US4904092A (en) | 1988-10-19 | 1990-02-27 | Mobil Oil Corporation | Roll of thermoplastic bags |
| US4931033A (en) | 1989-02-01 | 1990-06-05 | Equitable Bag Co., Inc. | Plastic bag construction |
| US4922687A (en) | 1989-04-24 | 1990-05-08 | Hewlett-Packard Company | Automated packaging loose fill system |
| US5079901A (en) | 1989-05-08 | 1992-01-14 | Carol J. Witt | Coupon inserting apparatus and method |
| US4969310A (en) | 1989-05-12 | 1990-11-13 | Automated Packaging Systems, Inc. | Packaging machine and method |
| DE3922802A1 (de) | 1989-07-11 | 1991-01-24 | Becker Rolf | Aufblasbarer folienbeutel, insbesondere fuer verpackungszwecke und verfahren zu dessen herstellung |
| US4945714A (en) | 1989-11-14 | 1990-08-07 | Package Machinery Company, Bodolay/Pratt Division | Form, fill, seal and separate packaging machine for reclosable containers |
| JPH03162231A (ja) * | 1989-11-14 | 1991-07-12 | Ibaraki Seiki Kk | 包装機の速度制御装置 |
| US5045041A (en) | 1989-12-01 | 1991-09-03 | Sepro Healthcare Inc. | Method of manufacturing a reusable fabric-covered heat-exchange bag |
| US5070675A (en) | 1990-01-29 | 1991-12-10 | Jen-Wei Lin | Inflating and heat sealing apparatus for plastic packing bags |
| US5141494A (en) | 1990-02-15 | 1992-08-25 | Danforth Biomedical, Inc. | Variable wire diameter angioplasty dilatation balloon catheter |
| US5064408A (en) | 1990-08-22 | 1991-11-12 | Bridgeman Daniel N P | Method and apparatus for producing a plurality of continuous bags |
| US5187917A (en) | 1990-10-29 | 1993-02-23 | Cvp Systems, Inc. | Automatic packaging apparatus and method and flexible pouch therefor |
| DE69025614T2 (de) | 1990-11-28 | 1996-10-02 | Crescent Holding | Verfahren und Vorrichtung zur Anwendung von in kontinuierlicher Bandform an Füllstationen zugeführten und heisssiegelbaren zwei an zwei gegenüberliegenden Behältern und die dabei erzeugten Packungen |
| US5094657A (en) | 1990-11-29 | 1992-03-10 | Cloud Corporation | Method and apparatus for continuously forming and sealing low density polyethylene bags at high speed |
| US5752666A (en) | 1991-02-07 | 1998-05-19 | Simhaee; Ebrahim | Plastic bag roll |
| US5383837A (en) | 1991-04-05 | 1995-01-24 | Patriot Packaging Corporation | Method and apparatus for making improved dunnage |
| US5257492A (en) | 1991-04-05 | 1993-11-02 | Patriot Packaging Corporation | Dunnage, method and apparatus for making, and package using same |
| US5181614A (en) | 1991-04-05 | 1993-01-26 | Ridley Watts | Coil dunnage and package using same |
| US5117608A (en) | 1991-04-10 | 1992-06-02 | R. A. Jones & Co. Inc. | Pouch profile detector |
| DE59106094D1 (de) | 1991-05-03 | 1995-08-31 | Michel Chappuis | Polsterungselement zum Verpacken von Körpern und Vorrichtung zum Herstellen eines Polsterungselementes. |
| US5203761A (en) | 1991-06-17 | 1993-04-20 | Sealed Air Corporation | Apparatus for fabricating dunnage material from continuous web material |
| JP2692469B2 (ja) | 1991-12-16 | 1997-12-17 | 日本電気株式会社 | データ制御装置 |
| US5216868A (en) | 1992-01-28 | 1993-06-08 | Andrew K. Cooper | Packaging product and machine for making same |
| US5272856A (en) | 1992-07-30 | 1993-12-28 | Air Packaging Technologies, Inc. | Packaging device that is flexible, inflatable and reusable and shipping method using the device |
| US5289671A (en) | 1992-09-30 | 1994-03-01 | Automated Packaging Systems, Inc. | Packaging machine and method |
| US5394676A (en) | 1992-09-30 | 1995-03-07 | Automated Packaging Systems, Inc. | Packaging machine and method |
| US5470300A (en) | 1992-09-09 | 1995-11-28 | Ro-An Industries Corporation | Web registration system and method |
| US5427830A (en) | 1992-10-14 | 1995-06-27 | Air Packaging Technologies, Inc. | Continuous, inflatable plastic wrapping material |
| DE4237795A1 (de) | 1992-11-09 | 1994-05-11 | Johnson & Johnson Gmbh | Verpackungsmaterial mit mindestens einer Schwächungslinie sowie Verfahren und Vorrichtung zur Herstellung desselben |
| US5307969A (en) | 1992-11-27 | 1994-05-03 | Menendez Vincent M | Bag dispensing apparatus |
| US5549233A (en) | 1993-01-29 | 1996-08-27 | C. Joyce Witt | Coupon inserter |
| JP3162231B2 (ja) | 1993-08-06 | 2001-04-25 | 株式会社日立製作所 | ディジタル画像表示システム |
| SE501545C2 (sv) | 1993-05-05 | 1995-03-13 | Jan Jostler | Bana för förpackningsämnen samt sätt att öppna och fylla förpackningsfickor i banan |
| SE501544C2 (sv) | 1993-05-05 | 1995-03-13 | Jan Jostler | Sätt och anordning för att bilda och fylla förpackningar |
| SE501543C2 (sv) | 1993-05-05 | 1995-03-13 | Jan Jostler | Bana för påsband |
| US5454642A (en) | 1993-07-16 | 1995-10-03 | Novus Packaging Corporation | Inflatable flat bag packaging cushion and methods of operating and making the same |
| US6726077B2 (en) | 1998-04-14 | 2004-04-27 | Gtech Corporation | Ticket dispensing modules and method |
| JPH07165265A (ja) | 1993-10-28 | 1995-06-27 | K Jasai Z | 緩衝保護装置 |
| US5427294A (en) | 1993-11-12 | 1995-06-27 | Reynolds Consumer Products Inc. | Method and apparatus for breaking film perforations |
| US5824392A (en) | 1994-03-24 | 1998-10-20 | Idemitsu Petrochemical Co., Ltd. | Method of producing an air cushion and an apparatus for the same |
| JP2626879B2 (ja) | 1994-04-08 | 1997-07-02 | 株式会社柏原製袋 | 緩衝用包装袋 |
| WO1996003603A1 (en) | 1994-07-21 | 1996-02-08 | Nicholas Paolo De Luca | Flutter valve assembly for inflatable packaging |
| US5693163A (en) | 1994-10-04 | 1997-12-02 | Hoover; Gregory A. | Inflated dunnage and method for its production |
| USRE36759E (en) | 1994-10-04 | 2000-07-04 | Automated Packaging Systems, Inc. | Inflated dunnage and method for its production |
| US5552003A (en) | 1994-10-04 | 1996-09-03 | Hoover; Gregory A. | Method for producing inflated dunnage |
| DE4447782C2 (de) | 1994-11-14 | 2000-08-31 | Windmoeller & Hoelscher | Trenneinrichtung zum Abtrennen perforierter Schlauchabschnitte |
| US5651237A (en) | 1995-06-06 | 1997-07-29 | Novus Packaging Corporation | Apparatus and methodology for packaging items incorporating an inflatable packaging system |
| US5699653A (en) | 1995-11-06 | 1997-12-23 | Cloud Corporation | Pouch machine for making maximum volume pouch |
| US5961020A (en) | 1996-03-11 | 1999-10-05 | Cmd Corporation | Separating a web at a line of weakness |
| US6151716A (en) | 1996-06-11 | 2000-11-28 | Patterson; Melanie S. | Disposable paper bib |
| US20010014980A1 (en) | 1996-06-11 | 2001-08-23 | Melanie Patterson | Disposable paper bib |
| US5810200A (en) | 1996-08-09 | 1998-09-22 | The Procter & Gamble Company | Pop-up tissue package |
| US5996319A (en) | 1996-08-16 | 1999-12-07 | Automated Packaging Systems, Inc. | Packaging machine, material and method |
| US5743070A (en) | 1996-08-16 | 1998-04-28 | Automated Packaging Systems, Inc. | Packaging machine, material and method |
| ATE185755T1 (de) | 1996-08-16 | 1999-11-15 | Automated Packaging Syst Inc | Vorrichtung und verfahren zum siegeln |
| US5722218A (en) | 1996-08-16 | 1998-03-03 | Automated Packaging Systems, Inc. | Plastic transport system |
| US5921390A (en) | 1997-04-11 | 1999-07-13 | Simhaee; Ebrahim | Continuous roll of plastic bags |
| US6609644B1 (en) | 1997-09-26 | 2003-08-26 | Instant Technologies, Inc. | Method of dispensing perforated tickets |
| US6228454B1 (en) | 1998-02-02 | 2001-05-08 | Fort James Corporation | Sheet material having weakness zones and a system for dispensing the material |
| DE19808881A1 (de) | 1998-03-03 | 1999-09-09 | Focke & Co | Verfahren und Vorrichtung zum Herstellen von Packungen mit verleimten Faltlappen |
| US6015047A (en) | 1998-04-08 | 2000-01-18 | Greenland; Steven J. | Inflatable package cushioning and method of using same |
| US7665394B2 (en) | 1998-04-14 | 2010-02-23 | Gtech Corporation | Ticket dispensing modules and method |
| JP2978161B1 (ja) | 1998-08-24 | 1999-11-15 | 株式会社ユニオンキャップ | 封 筒 |
| US6015357A (en) | 1998-12-02 | 2000-01-18 | Rizza; Joseph D. | Broadhead for use as both an expandable blade head and a fixed blade head |
| US6116000A (en) | 1998-12-08 | 2000-09-12 | Novus Packaging Corporation | Method of and apparatus for manufacturing air-filled sheet plastic and the like |
| US6010090A (en) | 1998-12-11 | 2000-01-04 | Paper Converting Machine Co. | Method of perforating a web |
| US6519916B1 (en) | 1998-12-21 | 2003-02-18 | Free-Flow Packaging International, Inc. | System and method for conveying air-filled packing cushions |
| US7536837B2 (en) | 1999-03-09 | 2009-05-26 | Free-Flow Packaging International, Inc. | Apparatus for inflating and sealing pillows in packaging cushions |
| US6209286B1 (en) | 1999-03-09 | 2001-04-03 | Novus Packaging Corporation | Machine and method for manufacturing a continuous production of pneumatically filled inflatable packaging pillows |
| US6423166B1 (en) | 1999-04-22 | 2002-07-23 | Ebrahim Simhaee | Method of making collapsed air cell dunnage suitable for inflation |
| US6139188A (en) | 1999-04-29 | 2000-10-31 | Marzano; Domenico | Insulated transit bag |
| US6460313B1 (en) | 1999-05-24 | 2002-10-08 | Andrew Cooper | Packaging filler product and machine for producing same |
| US6751926B1 (en) | 1999-05-11 | 2004-06-22 | Andrew Cooper | Packaging filler product and machine for producing same |
| US6948296B1 (en) | 1999-05-20 | 2005-09-27 | Automated Packaging Systems, Inc. | Dunnage material and process |
| US6527147B2 (en) | 2000-12-12 | 2003-03-04 | Automated Packaging Systems, Inc. | Apparatus and process for dispensing dunnage |
| US6199349B1 (en) | 1999-05-20 | 2001-03-13 | Automated Packaging Systems, Inc. | Dunnage material and process |
| US20010000719A1 (en) | 1999-05-20 | 2001-05-03 | Automated Packaging Systems, Inc. | Dunnage material and process |
| WO2000078522A1 (en) | 1999-06-22 | 2000-12-28 | N.V. Soudan Patrimonium & Consulting | Device and method for continuously manufacturing foam cushions for packaging purposes |
| US6582800B2 (en) | 2000-01-20 | 2003-06-24 | Free-Flow Packaging International, Inc. | Method for making pneumatically filled packing cushions |
| US6569283B1 (en) | 2000-03-15 | 2003-05-27 | Sealed Air Corporation (Us) | Inflator/sealer device for inflatable packaging cushion |
| EP1280651B2 (en) | 2000-05-08 | 2010-02-24 | Free-Flow Packaging International, Inc. | Device for manufacturing cushions filled with a medium |
| CA2348181A1 (en) | 2000-05-18 | 2001-11-18 | Automated Packaging Systems, Inc. | Dunnage material and process |
| US6488222B1 (en) | 2000-08-18 | 2002-12-03 | Larry G. West | Bag dispensing system and C-fold bag used therewith |
| EP1514810B1 (de) | 2000-09-27 | 2009-09-16 | Johannes LÖRSCH | Kunststoffschlauch zur Herstellung gasgefüllter Füllkörper sowie Vorrichtung zur Befüllung |
| AU772208B2 (en) | 2000-10-06 | 2004-04-22 | Northfield Corporation | Web Burster/inserter |
| AU2002258378A1 (en) | 2000-11-08 | 2002-09-24 | Sharp Packaging Systems, Inc. | Continuous strip bag feeder and loader with integrated printer assembly |
| US6696127B1 (en) | 2000-11-13 | 2004-02-24 | Translucent Technologies Llc | Differential perforation pattern for dispensing print media |
| US6410119B1 (en) | 2000-11-21 | 2002-06-25 | Free-Flow Packaging International, Inc. | Inflatable, cushioning, bubble wrap product having multiple, interconnected, bubble structures |
| USD512311S1 (en) | 2000-11-21 | 2005-12-06 | Free-Flow Packaging International, Inc. | Inflatable packing material |
| USD490711S1 (en) | 2000-11-21 | 2004-06-01 | Free-Flow Packaging International, Inc. | Inflatable packing material |
| US6755568B2 (en) | 2000-12-21 | 2004-06-29 | Cargo Technology, Inc. | Inflatable insulating liners for shipping containers and method of manufacture |
| US6550229B2 (en) | 2001-01-12 | 2003-04-22 | Sealed Air Corporation (Us) | Device for sealing two plies of film together, particularly for enclosing a foamable composition in a flexible container |
| US6682622B2 (en) | 2001-01-12 | 2004-01-27 | Roni-Pal Ltd. | Cellular cushioning material and a method for its production |
| US6651406B2 (en) | 2001-02-13 | 2003-11-25 | Sealed Air Corporation (Us) | Apparatus and method for forming inflated containers |
| US6899621B2 (en) | 2001-02-27 | 2005-05-31 | William F. Behm | System and method for selling lottery game tickets |
| US7621810B2 (en) | 2001-02-27 | 2009-11-24 | Scientific Games International, Inc. | System and method for selling lottery game tickets through a point of sale system |
| US6367975B1 (en) | 2001-05-24 | 2002-04-09 | Automated Packaging Systems, Inc. | Packaging web and process |
| US6635145B2 (en) | 2001-06-11 | 2003-10-21 | Andrew Cooper | Packaging filler product |
| JP2003002368A (ja) | 2001-06-20 | 2003-01-08 | Kawakami Sangyo Co Ltd | 緩衝封筒およびこれを用いた包装体 |
| US6800162B2 (en) | 2001-08-22 | 2004-10-05 | Sealed Air Corporation (Us) | Integrated process for making inflatable article |
| US6543201B2 (en) | 2001-09-07 | 2003-04-08 | Automated Packaging Systems, Inc. | Individual package bagger and process |
| US20030051440A1 (en) | 2001-09-13 | 2003-03-20 | Preco Laser Systems, Llc | Method of creating easy-open load carrying bags |
| WO2003043902A1 (en) | 2001-11-16 | 2003-05-30 | 3M Innovative Properties Company | Inflatable packaging system |
| DE10160408C2 (de) | 2001-12-10 | 2003-11-06 | Johannes Loersch | Gasgefüllte Füllkörper |
| GB2384459A (en) | 2002-01-25 | 2003-07-30 | John Stuart Greenwood | Manufacture of air cushions from tubing with a gas injector continuously within the tubing |
| EP1509463A1 (en) | 2002-06-05 | 2005-03-02 | Nova-tek Technologies Ltd. | Inflatable cellular cushioning material having a brick like formation |
| US20040000581A1 (en) | 2002-06-20 | 2004-01-01 | Sealed Air Corporation (Us) | Polypropylene/cushioned envelope |
| US20040022457A1 (en) | 2002-08-01 | 2004-02-05 | Blake Allen Brown | Plurality of bags and method of making the same |
| US6871755B2 (en) | 2002-08-29 | 2005-03-29 | Schafer Systems Inc. | Ticket counting dispenser |
| US7404281B2 (en) | 2002-09-04 | 2008-07-29 | Sun A. Kaken Co., Ltd. | Cushioning packaging body containing packaged article, and method and device for manufacturing the packaging body |
| USD480646S1 (en) | 2002-09-17 | 2003-10-14 | Free-Flow Packaging International, Inc. | Inflatable packing material |
| USD480971S1 (en) | 2002-09-17 | 2003-10-21 | Free-Flow Packaging International, Inc. | Inflatable packing material |
| US20040173073A1 (en) | 2003-03-04 | 2004-09-09 | Wilkes Kenneth R. | Pouch machine with a rotary die cutter |
| US6889739B2 (en) | 2003-04-08 | 2005-05-10 | Automated Packaging Systems, Inc. | Fluid filled unit formation machine and process |
| US6955846B2 (en) | 2003-04-08 | 2005-10-18 | Automated Packaging Systems | Web for fluid filled unit information |
| US7331542B2 (en) | 2003-05-09 | 2008-02-19 | Intellipack | Film unwind system with hinged spindle and electronic control of web tension |
| JP3639834B2 (ja) | 2003-05-19 | 2005-04-20 | キヤノン株式会社 | 梱包部材、及び、梱包部材を用いた梱包方法、及び、梱包部材の製造方法 |
| US8277910B2 (en) | 2003-06-28 | 2012-10-02 | Air-Paq, Inc. | Structure of fluid container and method and apparatus for producing the fluid container |
| JP4272941B2 (ja) | 2003-07-16 | 2009-06-03 | 株式会社柏原製袋 | 空気封入緩衝材及びその製造方法 |
| FR2860903B1 (fr) | 2003-10-14 | 2006-05-05 | Adequa Systems Sarl | Dispositif de delivrance d'un nombre de tickets pre-imprimes, tickets de loterie notamment |
| US7467738B2 (en) | 2003-11-13 | 2008-12-23 | Gtech Corporation | Lottery ticket dispenser and ticket bin |
| US20050132672A1 (en) | 2003-12-17 | 2005-06-23 | Hershey Lerner | Packaging machine and process |
| US7571584B2 (en) | 2004-06-01 | 2009-08-11 | Automated Packaging Systems, Inc. | Web and method for making fluid filled units |
| US7897219B2 (en) | 2004-06-01 | 2011-03-01 | Automated Packaging Systems, Inc. | Web and method for making fluid filled units |
| HUE032732T2 (en) | 2004-06-01 | 2017-10-30 | Automated Packaging Systems Inc | Machine for producing fluid filled units |
| US7059794B2 (en) | 2004-06-28 | 2006-06-13 | Transact Technologies Incorporated | Methods and apparatus for bursting perforated paper stock |
| US7578333B2 (en) * | 2004-07-20 | 2009-08-25 | Pregis Corporation | Machine and methods for the manufacture of air-filled cushions |
| JP2006069641A (ja) * | 2004-09-03 | 2006-03-16 | Fujimori Kogyo Co Ltd | ヒートシール装置、充填密封装置、ヒートシール方法、充填密封方法、製袋充填装置 |
| JP2006088111A (ja) * | 2004-09-27 | 2006-04-06 | Fuji Photo Film Co Ltd | 透明層製造方法 |
| US8020358B2 (en) * | 2004-11-02 | 2011-09-20 | Sealed Air Corporation (Us) | Apparatus and method for forming inflated containers |
| US7621104B2 (en) | 2005-01-31 | 2009-11-24 | Sealed Air Corporation (Us) | Inflatable mailer, apparatus and method for preparing the same |
| US7165375B2 (en) | 2005-02-05 | 2007-01-23 | Sealed Air Corporation (Us) | Inflation device for forming inflated containers |
| US20060218879A1 (en) * | 2005-03-31 | 2006-10-05 | Sealed Air Corporation (Us) | Apparatus for forming inflated packaging cushions |
| US7225599B2 (en) * | 2005-04-05 | 2007-06-05 | Sealed Air Corporation | Apparatus and method for forming inflated articles |
| US20090293427A1 (en) | 2005-08-01 | 2009-12-03 | Automated Packaging Systems, Inc. | Web and method for making fluid filled units |
| JP2007069940A (ja) * | 2005-09-06 | 2007-03-22 | Ishida Co Ltd | 供給装置、縦型製袋包装機、および計量包装システム |
| US20070084322A1 (en) | 2005-10-19 | 2007-04-19 | Interwrap Inc. | Apparatus for cutting a line of perforation in a fabric |
| US7533772B2 (en) | 2005-10-20 | 2009-05-19 | Air- Paq, Inc. | Structure of air-packing device |
| US20070100076A1 (en) | 2005-10-28 | 2007-05-03 | Hayes Richard A | High modulus ionomers for packaging |
| US7954307B2 (en) * | 2006-01-31 | 2011-06-07 | R. A. Jones & Co. Inc. | Adjustable pouch forming, filling and sealing apparatus and methods |
| US7607911B2 (en) | 2006-04-26 | 2009-10-27 | Sealed Air Corporation (Us) | Method and apparatus for making foam-in-place cushions with selective distribution of foam |
| US7513090B2 (en) | 2006-07-11 | 2009-04-07 | Automated Packaging Systems, Inc. | Apparatus and method for making fluid filled units |
| EP2084066B1 (en) * | 2006-09-20 | 2013-05-29 | Pregis Innovative Packaging Inc. | Inflation and sealing device for inflatable air cushions |
| US20080175522A1 (en) | 2007-01-18 | 2008-07-24 | Chin-Hsin Chuang | Packing bag having a drawing structure |
| US7540125B2 (en) | 2007-03-26 | 2009-06-02 | Northfield Corporation | Bursting apparatus and method |
| US7712287B2 (en) | 2007-05-22 | 2010-05-11 | Gallimore Industries, Inc. | Coupon insertion apparatus and method |
| US7654064B2 (en) | 2007-09-12 | 2010-02-02 | Automated Packaging Systems, Inc. | Packaging machine |
| USD599118S1 (en) | 2007-10-10 | 2009-09-01 | Free-Flow Packaging International, Inc. | Inflatable packing material |
| CN101883722A (zh) * | 2007-10-12 | 2010-11-10 | 普里吉斯创新包装公司 | 带有脱离机构的充注和密封装置 |
| WO2009058749A1 (en) | 2007-10-31 | 2009-05-07 | Automated Packaging Systems, Inc. | Web and method for making fluid filled units |
| US7603830B2 (en) | 2008-01-28 | 2009-10-20 | Carol Joyce Witt | Apparatus for automatic belt pressure adjustment for coupon separation |
| IT1390687B1 (it) * | 2008-07-11 | 2011-09-13 | Fill Teck S R L | Macchina per la produzione di materiale per imballaggio sotto forma di cuscini di aria, o altro gas, e relativo metodo |
| JP2010025981A (ja) | 2008-07-15 | 2010-02-04 | Asahi Kasei Chemicals Corp | 情報表示パネルの製造法 |
| USD596031S1 (en) | 2008-10-03 | 2009-07-14 | Automated Packaging Systems, Inc. | Inflatable packing material |
| US7950433B2 (en) * | 2009-02-12 | 2011-05-31 | Sealed Air Corporation (Us) | Machine for inflating and sealing an inflatable web |
| USD603705S1 (en) | 2009-02-27 | 2009-11-10 | Automated Packaging Systems, Inc. | Inflatable packing material |
| US9205622B2 (en) | 2009-02-27 | 2015-12-08 | Automated Packaging Systems, Inc. | Web and method for making fluid filled units |
| JP2010247900A (ja) | 2009-03-25 | 2010-11-04 | Yasuzumi Tanaka | 緩衝材製造装置、多重被加工シート材及び多重被加工シート材製造装置 |
| US8745960B2 (en) | 2009-05-05 | 2014-06-10 | Sealed Air Corporation (Us) | Apparatus and method for inflating and sealing an inflatable mailer |
| US8568029B2 (en) | 2009-05-05 | 2013-10-29 | Sealed Air Corporation (Us) | Inflatable mailer, apparatus, and method for making the same |
| US8276797B2 (en) | 2009-09-04 | 2012-10-02 | Insight Promotions, Llc | Premium separator with contoured spaced-apart belt |
| US20110167772A1 (en) | 2010-01-08 | 2011-07-14 | Sealed Air Corporation (Us) | Heat-seal device |
| JP5469484B2 (ja) | 2010-03-03 | 2014-04-16 | セイコーインスツル株式会社 | 近接場光利用ヘッドジンバルアセンブリ及びそれを備えた情報記録再生装置 |
| JP4504462B1 (ja) * | 2010-03-18 | 2010-07-14 | アジアハイテックス株式会社 | エアー緩衝材製造装置 |
| US8572786B2 (en) | 2010-10-12 | 2013-11-05 | Reebok International Limited | Method for manufacturing inflatable bladders for use in footwear and other articles of manufacture |
| AU2011360195B2 (en) | 2011-02-21 | 2016-04-21 | Automated Packaging Systems, Inc. | Packaging machine and process |
| US20140130461A1 (en) | 2011-06-22 | 2014-05-15 | Pronova Ab | Device for producing shock-absorbing inflatable package and method for filling it |
| MX341459B (es) | 2011-07-07 | 2016-08-19 | Automated Packaging Systems Inc | Máquina para inflar cojines de aire. |
| US8568283B2 (en) | 2011-09-06 | 2013-10-29 | The Glad Products Company | Method for inserting a first folded film within a second folded film |
| US9315319B2 (en) | 2012-01-25 | 2016-04-19 | The Glad Products Company | Continuous process for trash bag with inner bag |
| US10695822B2 (en) | 2012-07-13 | 2020-06-30 | Atlas Copco Ias Uk Limited | Blind riveting apparatus and methods |
| KR20150130271A (ko) | 2013-03-15 | 2015-11-23 | 오토메이티드 패키징 시스템즈, 인코포레이티드 | 주문형 팽창식 포장 |
| US9969136B2 (en) | 2013-04-19 | 2018-05-15 | Sealed Air Corporation (Us) | Inflatable pouches |
-
2012
- 2012-07-06 MX MX2014000036A patent/MX341459B/es active IP Right Grant
- 2012-07-06 WO PCT/US2012/045718 patent/WO2013006779A1/en active Application Filing
- 2012-07-06 ES ES12807226.1T patent/ES2617330T3/es active Active
- 2012-07-06 MX MX2016010809A patent/MX353115B/es unknown
- 2012-07-06 BR BR112014000258A patent/BR112014000258A2/pt not_active Application Discontinuation
- 2012-07-06 JP JP2014519062A patent/JP6140695B2/ja not_active Expired - Fee Related
- 2012-07-06 EP EP16189681.6A patent/EP3138687B1/en active Active
- 2012-07-06 KR KR1020147002964A patent/KR20140053165A/ko not_active Application Discontinuation
- 2012-07-06 AU AU2012278849A patent/AU2012278849B2/en not_active Ceased
- 2012-07-06 PL PL12807226T patent/PL2729369T3/pl unknown
- 2012-07-06 EP EP12807226.1A patent/EP2729369B1/en active Active
- 2012-07-06 CA CA2841365A patent/CA2841365A1/en not_active Abandoned
- 2012-07-06 US US13/543,082 patent/US9266300B2/en active Active
- 2012-07-06 HU HUE12807226A patent/HUE031928T2/en unknown
-
2014
- 2014-01-06 CL CL2014000021A patent/CL2014000021A1/es unknown
- 2014-02-06 CO CO14025367A patent/CO6940390A2/es unknown
-
2016
- 2016-01-29 US US15/010,809 patent/US10377098B2/en active Active
-
2017
- 2017-05-01 JP JP2017091361A patent/JP2017128396A/ja not_active Withdrawn
-
2019
- 2019-02-28 JP JP2019035869A patent/JP2019108171A/ja active Pending
- 2019-08-05 US US16/532,023 patent/US20200039158A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017128396A (ja) | 2017-07-27 |
| CA2841365A1 (en) | 2013-01-10 |
| US10377098B2 (en) | 2019-08-13 |
| JP2014518185A (ja) | 2014-07-28 |
| JP2019108171A (ja) | 2019-07-04 |
| EP2729369A4 (en) | 2014-12-17 |
| US20160151987A1 (en) | 2016-06-02 |
| MX353115B (es) | 2017-12-20 |
| EP3138687B1 (en) | 2019-09-04 |
| AU2012278849B2 (en) | 2016-12-22 |
| US20200039158A1 (en) | 2020-02-06 |
| EP3138687A1 (en) | 2017-03-08 |
| EP2729369A1 (en) | 2014-05-14 |
| US9266300B2 (en) | 2016-02-23 |
| CO6940390A2 (es) | 2014-05-09 |
| MX341459B (es) | 2016-08-19 |
| JP6140695B2 (ja) | 2017-05-31 |
| BR112014000258A2 (pt) | 2017-02-14 |
| WO2013006779A1 (en) | 2013-01-10 |
| NZ717011A (en) | 2016-12-23 |
| NZ619691A (en) | 2016-03-31 |
| CL2014000021A1 (es) | 2014-11-21 |
| ES2617330T3 (es) | 2017-06-16 |
| HUE031928T2 (en) | 2017-08-28 |
| PL2729369T3 (pl) | 2017-07-31 |
| US20130011510A1 (en) | 2013-01-10 |
| EP2729369B1 (en) | 2016-11-30 |
| MX2014000036A (es) | 2014-02-17 |
| AU2012278849A1 (en) | 2014-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140053165A (ko) | 공기 쿠션 팽창 장치 | |
| KR20160090326A (ko) | 에어 쿠션 팽창 기계 | |
| EP2634097B1 (en) | Inflation and sealing device for inflatable air cushions | |
| EP3442871B1 (en) | Air cushion inflation machine | |
| WO2011085116A2 (en) | Packaging pillow device with upstream components | |
| US11731372B2 (en) | Air cushion inflation machine | |
| NZ619691B2 (en) | Air cushion inflation machine | |
| NZ717011B2 (en) | Air cushion inflation machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E90F | Notification of reason for final refusal | ||
| E601 | Decision to refuse application |