KR20130041928A - 패턴화된 에어 레이드 부직포 섬유질 웨브 및 그 제조 및 사용 방법 - Google Patents
패턴화된 에어 레이드 부직포 섬유질 웨브 및 그 제조 및 사용 방법 Download PDFInfo
- Publication number
- KR20130041928A KR20130041928A KR1020137003020A KR20137003020A KR20130041928A KR 20130041928 A KR20130041928 A KR 20130041928A KR 1020137003020 A KR1020137003020 A KR 1020137003020A KR 20137003020 A KR20137003020 A KR 20137003020A KR 20130041928 A KR20130041928 A KR 20130041928A
- Authority
- KR
- South Korea
- Prior art keywords
- fibers
- fibrous web
- nonwoven fibrous
- web
- fiber
- Prior art date
Links
Images
















Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/14—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a face layer formed of separate pieces of material which are juxtaposed side-by-side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/026—Knitted fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/245—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it being a foam layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/407—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties containing absorbing substances, e.g. activated carbon
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/413—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties containing granules other than absorbent substances
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43825—Composite fibres
- D04H1/43828—Composite fibres sheath-core
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43825—Composite fibres
- D04H1/4383—Composite fibres sea-island
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43825—Composite fibres
- D04H1/43832—Composite fibres side-by-side
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43835—Mixed fibres, e.g. at least two chemically different fibres or fibre blends
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43838—Ultrafine fibres, e.g. microfibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5412—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres sheath-core
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5414—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres side-by-side
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5416—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres sea-island
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5418—Mixed fibres, e.g. at least two chemically different fibres or fibre blends
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/593—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives to layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/732—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by fluid current, e.g. air-lay
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0223—Vinyl resin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0223—Vinyl resin fibres
- B32B2262/0238—Vinyl halide, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
- B32B2262/0269—Aromatic polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0292—Polyurethane fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2432/00—Cleaning articles, e.g. mops, wipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2471/00—Floor coverings
- B32B2471/04—Mats
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/2457—Parallel ribs and/or grooves
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/2457—Parallel ribs and/or grooves
- Y10T428/24579—Parallel ribs and/or grooves with particulate matter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24893—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including particulate material
Abstract
(돌출부를 갖지 않는 것으로 간주되는) 부직포 섬유질 웨브의 주 표면으로부터 뻗어 있는 다수의 비중공 돌출부(non-hollow projection) 및 주 표면에 의해 정의되고 그와 실질적으로 평행한 평면에 있는 각각의 인접한 돌출부 사이에 형성된 복수의 실질적으로 평면인 랜드 영역(land area)을 정의하는 랜덤하게 배향된 개별 섬유들을 포함하는 부직포 섬유질 웨브. 일부 예시적인 실시 형태에서, 랜덤하게 배향된 개별 섬유는 적어도 제1 용융 온도를 가지는 제1 영역 및 제2 용융 온도를 가지는 제2 영역을 가지는 다성분 섬유(multi-component fiber)를 포함하고, 제1 용융 온도는 제2 용융 온도 미만이다. 배향된 개별 섬유의 적어도 일부분이 다성분 섬유의 제1 영역과의 복수의 교차점에서 서로 접합된다. 특정의 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브는 미립자를 포함한다. 이러한 패턴화된 에어 레이드 부직포 섬유질 웨브의 제조 및 사용 방법도 역시 개시되어 있다.
Description
본 출원은 그 개시 내용이 전체적으로 본 명세서에 참고로 포함되고 2010년 7월 7일자로 출원된 미국 가특허 출원 제61/362,191호의 이익을 주장한다.
본 개시 내용은 식별가능한 패턴으로 캡처되고 서로 접합되어 있는 랜덤하게 배향된 개별 섬유를 포함하는 에어 레이드 부직포 섬유질 웨브(air-laid nonwoven fibrous web), 및 이러한 웨브의 제조 및 사용 방법에 관한 것이다.
예를 들어, 표면 세척을 위한 흡수 와이프(absorbent wipe) 또는 연마 스크러버(Nonwoven abrasive scrubber)로서, 상처 드레싱(wound dressing)으로서, 기체 및 액체 흡수제 또는 여과 매체로서, 열 또는 소리 흡수를 위한 배리어 물질(barrier material)로서, 및 마루 매트로서 유용한 다양한 물품을 생산하기 위해 부직포 웨브가 사용되어 왔다. 일부 응용에서, 성형된 부직포 웨브를 사용하는 것이 바람직할 수 있다. 예를 들어, 미국 특허 제5,575,874호 및 제5,643,653호(Griesbach, III 등)는 성형된 부직포 천 및 이러한 성형된 부직포 웨브의 제조 방법을 개시하고 있다. 다른 응용에서, 예를 들어, 텍스처화된 표면을 가지는 부직포 웨브를, 미국 특허 제6,093,665호(Sayovitz 등)에 기술된 바와 같이, 섬유가 접착성 결합제 물질(adhesive binder material)과 패턴 접합되어 있거나; 멜트블로운(meltblown) 섬유층이 패턴화 벨트 상에 형성되고 이어서 2개의 에어 레이드 섬유층 사이에 라미네이트되어 있는 부직포 천으로서 사용하는 것이 바람직할 수 있다.
미국 특허 제5,858,515호(Stokes), 제6,921,570호(Belau), 및 미국 특허 출원 공개 제2003/0119404호(Belau)는 라미네이션 방법들을 기술하고 있으며, 이들 방법 중 일부는 2개 이상의 멜트블로운 섬유 웨브로부터 구조화된 다층 부직포 웨브를 생산하는 데 패턴화된 닙 롤러를 사용하는 것을 포함하고 있다. 멜트블로운 또는 멜트-스펀(melt-spun) 섬유 또는 필라멘트로부터 구조화된 웨브를 형성하는 데 패턴화된 템플릿, 롤러 또는 벨트를 사용하는 것이, 예를 들어, 미국 특허 제4,103,058호(Humlicek), 제4,252,690호(Rasen 등), 제4,741,941호(Englebert 등); EP 특허 출원 제1 160 367 A2호 및 제1 323 857 A2호; 및 PCT 국제 공개 제WO 00/29656호(Bontaites)에 기술되어 있다.
일 태양에서, 본 개시 내용은 (돌출부를 갖지 않는 것으로 간주되는) 부직포 섬유질 웨브의 주 표면으로부터 뻗어 있는 다수의 비중공 돌출부(non-hollow projection) 및 주 표면에 의해 정의되고 그와 실질적으로 평행한 평면에 있는 각각의 인접한 돌출부 사이에 형성된 다수의 실질적으로 평면인 랜드 영역(land area)을 정의하는 다수의 랜덤하게 배향된 개별 섬유를 포함하는 부직포 섬유질 웨브를 기술하고 있다.
어떤 예시적인 실시 형태에서, 랜덤하게 배향된 개별 섬유는 적어도 제1 용융 온도를 가지는 제1 영역 및 제2 용융 온도를 가지는 제2 영역을 가지는 다성분 섬유(multi-component fiber)를 포함하고, 제1 용융 온도는 제2 용융 온도 미만이다. 배향된 개별 섬유의 적어도 일부분이 다성분 섬유의 제1 영역과의 다수의 교차점에서 서로 접합된다.
다른 예시적인 실시 형태에서, 랜덤하게 배향된 개별 섬유는 제1 용융 온도를 가지는 단성분 열가소성 개별 섬유들(monocomponent discrete thermoplastic fiber)의 제1 집단, 및 제1 용융 온도 초과의 제2 용융 온도를 가지는 단성분 개별 섬유들의 제2 집단을 포함한다. 단성분 개별 섬유들의 제1 집단의 적어도 일부분은 단성분 개별 섬유들의 제2 집단의 적어도 일부분에 접합된다.
앞서 기술한 실시 형태의 예시적인 부직포 섬유질 웨브에서, 웨브는 다수의 미립자를 추가로 포함할 수 있다. 미립자들 중 적어도 일부분은 단성분 개별 섬유들의 제1 집단 또는 다성분 섬유의 적어도 일부분의 적어도 제1 영역에 접합된다. 어떤 예시적인 실시 형태에서, 다수의 미립자는 연마재 미립자, 금속 미립자, 세제 미립자, 계면 활성제 미립자, 살생물제 미립자, 흡착제 미립자, 흡수제 미립자, 마이크로캡슐, 및 그 조합 중에서 선택되는 유익한 미립자를 포함한다. 특정의 예시적인 실시 형태에서, 유익한 미립자는 활성탄 미립자, 활성 알루미나 미립자, 실리카겔 미립자, 건조제 미립자, 음이온 교환 수지 미립자, 양이온 교환 수지 미립자, 분자체(molecular sieve) 미립자, 규조토 미립자, 항균성 화합물 미립자, 및 그 조합 중에서 선택되는 화학적 활성 미립자를 포함한다. 어떤 특정의 예시적인 실시 형태에서, 화학적 활성 미립자는 실질적으로 부직포 섬유질 웨브의 전체 두께에 걸쳐 분포되어 있다. 다른 특정의 예시적인 실시 형태에서, 화학적 활성 미립자는 실질적으로 다수의 비중공 돌출부의 표면 상에 분포되어 있다.
본 개시 내용에 따른 화학적 활성 미립자-로딩된(particulate-loaded) 부직포 섬유질 웨브의 예시적인 실시 형태는 그 부직포 섬유질 웨브가 각종의 응용에서 사용될 수 있게 해주는 구조적 특징부를 가질 수 있고, 특출한 흡착제 및/또는 흡수제 특성을 가질 수 있으며, 그의 낮은 고형성으로 인해 높은 공극률 및 침투성을 나타낼 수 있고, 및/또는 비용 효과적인 방식으로 제조될 수 있다. 본 개시 내용에 따른 화학적 활성 미립자-로딩된 부직포 섬유질 웨브의 특정의 예시적인 실시 형태는 콤팩트한 저가의 유체 여과 물품(예를 들어, 가정용의 정수 필터, 또는 마스크로서 또는 HVAC 응용을 위한 필터로서 사용하기 위한 공기 필터)을 제공할 수 있다.
그에 부가하여, 어떤 예시적인 실시 형태에서, 본 개시 내용에 따른 화학적 활성 미립자-로딩된 부직포 섬유질 웨브는 유체 여과 시스템에 걸친 압력 강하를 증가시키는 일 없이, 흡수제 및/또는 흡착제 미립자 등의 화학적 활성 미립자가 많이 로딩되어 있는 유체 여과 물품의 제조를 가능하게 해줄 수 있다. 게다가, 본 개시 내용의 화학적 활성 미립자-로딩된 부직포 섬유질 웨브의 어떤 예시적인 실시 형태는 결합제 물질로 가려짐(occlusion)에 의해 미립자의 화학적 활성 표면 영역을 불리하게 감소시키는 일 없이, 섬유 부직포 섬유질 웨브 내에 미립자를 더 효과적으로 보유할 수 있고, 그로써 유체 여과 물품으로서 사용될 때 화학적 활성 표면 영역 전체와 투과하는 유체의 상호작용을 용이하게 해주면서 미립자가 투과하는 유체 내로 방출되는 것을 방지하며, 그 결과 향상된 서비스 수명 및 더 큰 여과 유효성이 얻어진다.
추가의 태양에서, 본 개시 내용은 상기 실시 형태들 중 임의의 실시 형태의 부직포 섬유질 웨브를 포함하는 물품을 기술하고 있으며, 이 물품은 기체 여과 물품, 액체 여과 물품, 표면 세척 물품, 마루 매트, 절연 물품, 세포 성장 지지 물품, 약물 전달 물품, 개인 위생 물품, 및 상처 드레싱 물품 중에서 선택된다.
또 다른 태양에서, 본 개시 내용은 상기 실시 형태들 중 임의의 실시 형태의 부직포 섬유질 웨브를 제조하는 방법을 기술하고 있으며, 이 방법은 상단부 및 하단부를 가지는 형성 챔버를 제공하는 단계, 다수의 섬유를 형성 챔버의 상단부 내로 유입시키는 단계, 섬유들의 집단을 실질적으로 개별 섬유로서 형성 챔버의 하단부로 이송시키는 단계, 및 실질적으로 개별 섬유들의 집단을 패턴화된 컬렉터 표면(patterned collector surface) 상에 식별가능 패턴을 가지는 부직포 섬유질 웨브로서 포착하는 단계를 포함하고, 식별가능 패턴은 (돌출부를 갖지 않는 것으로 간주되는) 부직포 섬유질 웨브의 주 표면으로부터 뻗어 있는 다수의 비중공 돌출부, 및 주 표면에 의해 정의되고 그와 실질적으로 평행한 평면에 있는 각각의 인접한 돌출부 사이에 형성된 다수의 실질적으로 평면인 랜드 영역을 포함한다.
어떤 예시적인 실시 형태에서, 이 방법은 패턴화된 컬렉터 표면으로부터 웨브를 제거하기 전에 접착제를 사용하지 않고 다수의 섬유의 적어도 일부분을 서로 접합시키며, 그로써 섬유질 웨브로 하여금 식별가능 패턴을 보유하게 하는 단계를 추가로 포함한다. 특정의 예시적인 실시 형태에서, 이 방법은 실질적으로 개별 섬유들의 집단을 부직포 섬유질 웨브로서 포착하기 전에 섬유질 미립자 혼합물을 형성하기 위해, 다수의 미립자(어떤 예시적인 실시 형태에서, 바람직하게는 화학적 활성 미립자일 수 있음)를 형성 챔버 내로 유입시키고 형성 챔버 내에서 다수의 개별 섬유를 다수의 미립자와 혼합하는 단계, 및 미립자들 중 적어도 일부분을 부직포 섬유질 웨브에 고정시키는 단계를 추가로 포함한다.
상기 방법들 중 임의의 방법의 추가의 예시적인 실시 형태에서, 패턴화된 컬렉터 표면은 컬렉터를 통해 뻗어 있는 다수의 기하학적 형상의 구멍을 포함하고, 섬유들의 집단을 포착하는 단계가 구멍난 패턴화된 컬렉터 표면을 통해 진공을 만드는 단계를 포함한다. 특정의 예시적인 실시 형태에서, 다수의 기하학적 형상의 구멍은 원형, 타원형, 다각형, X자형, V자형, 나선형, 및 그 조합 중에서 선택되는 형상을 가진다. 어떤 특정의 예시적인 실시 형태에서, 다수의 기하학적 형상의 구멍은 삼각형, 정사각형, 직사각형, 마름모꼴, 사다리꼴, 오각형, 육각형, 팔각형, 및 그 조합 중에서 선택되는 다각형 형상을 가진다. 어떤 특정의 예시적인 실시 형태에서, 다수의 기하학적 형상의 구멍은 패턴화된 컬렉터 표면 상의 2차원 패턴을 포함한다. 다른 예시적인 실시 형태에서, 패턴화된 컬렉터 표면 상의 기하학적 형상의 구멍의 2차원 패턴은 2차원 어레이이다.
본 개시 내용의 예시적인 실시 형태의 다양한 태양 및 장점에 대해 요약하였다. 상기 요약은 본 발명의 각각의 예시된 구현예 또는 모든 실행을 기술하고자 하는 것은 아니다. 하기의 도면 및 상세한 설명은 본 명세서에 개시된 원리를 사용하여 소정의 바람직한 실시 양태를 더욱 구체적으로 예시한다.
본 개시 내용의 예시적인 실시 형태가 첨부 도면을 참조하여 추가적으로 기술되어 있다.
도 1은 본 개시 내용의 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브의 사시도.
도 2a는 본 개시 내용의 한 예시적인 실시 형태를 나타낸, 도 1의 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브의 일부분의 분해도.
도 2b는 본 개시 내용의 다른 예시적인 실시 형태를 나타낸, 도 1의 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브의 일부분의 분해도.
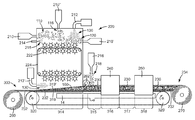
도 3은 본 개시 내용의 패턴화된 에어 레이드 부직포 섬유질 웨브의 다양한 실시 형태를 제조하는 장치 및 공정을 나타낸 측면도.
도 4는 도 1에 도시된 예시적인 장치의 예시적인 선택적인 열 처리 부분의 개략 확대도.
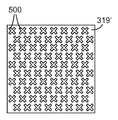
도 5a 내지 도 5h는 본 개시 내용의 특정의 예시적인 실시 형태에 따른 패턴화된 에어 레이드 부직포 섬유질 웨브를 형성하는 데 유용한 다양한 예시적인 천공된 패턴화된 컬렉터 표면의 평면도.
도 6은 본 개시 내용의 예시적인 실시 형태에 따른 패턴화된 에어 레이드 부직포 섬유질 웨브를 형성하는 데 유용한, 도 5f의 예시적인 천공된 패턴화된 컬렉터 표면의 분해도.
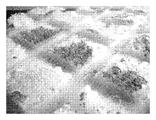
도 7a 내지 도 7f는 본 개시 내용의 특정의 예시적인 실시 형태에 따른 다양한 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브의 사진.
축척대로 그려져 있지 않을지도 모르는 상기 도면이 본 개시 내용의 다양한 실시 형태를 나타내고 있지만, 상세한 설명에서 살펴보는 바와 같이, 다른 실시 형태들도 생각되고 있다. 모든 경우에, 본 개시 내용은 여기 개시된 발명을 명백히 제한하는 것이 아니라 예시적인 실시 형태를 대표하는 것으로서 기술하고 있다. 본 기술 분야의 당업자라면 본 발명의 범위 및 정신 내에 속하는 여러 가지 다른 변형예 및 실시예들을 고안할 수 있을 것으로 이해해야 한다.
도 1은 본 개시 내용의 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브의 사시도.
도 2a는 본 개시 내용의 한 예시적인 실시 형태를 나타낸, 도 1의 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브의 일부분의 분해도.
도 2b는 본 개시 내용의 다른 예시적인 실시 형태를 나타낸, 도 1의 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브의 일부분의 분해도.
도 3은 본 개시 내용의 패턴화된 에어 레이드 부직포 섬유질 웨브의 다양한 실시 형태를 제조하는 장치 및 공정을 나타낸 측면도.
도 4는 도 1에 도시된 예시적인 장치의 예시적인 선택적인 열 처리 부분의 개략 확대도.
도 5a 내지 도 5h는 본 개시 내용의 특정의 예시적인 실시 형태에 따른 패턴화된 에어 레이드 부직포 섬유질 웨브를 형성하는 데 유용한 다양한 예시적인 천공된 패턴화된 컬렉터 표면의 평면도.
도 6은 본 개시 내용의 예시적인 실시 형태에 따른 패턴화된 에어 레이드 부직포 섬유질 웨브를 형성하는 데 유용한, 도 5f의 예시적인 천공된 패턴화된 컬렉터 표면의 분해도.
도 7a 내지 도 7f는 본 개시 내용의 특정의 예시적인 실시 형태에 따른 다양한 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브의 사진.
축척대로 그려져 있지 않을지도 모르는 상기 도면이 본 개시 내용의 다양한 실시 형태를 나타내고 있지만, 상세한 설명에서 살펴보는 바와 같이, 다른 실시 형태들도 생각되고 있다. 모든 경우에, 본 개시 내용은 여기 개시된 발명을 명백히 제한하는 것이 아니라 예시적인 실시 형태를 대표하는 것으로서 기술하고 있다. 본 기술 분야의 당업자라면 본 발명의 범위 및 정신 내에 속하는 여러 가지 다른 변형예 및 실시예들을 고안할 수 있을 것으로 이해해야 한다.
본 명세서 및 첨부된 실시 형태에서 사용되는 바와 같이, 단수 형태 "한", "하나" 및 "그"는, 문맥이 명백히 다른 것을 말하는 것이 아닌 한, 복수의 지시대상들을 포함한다. 따라서, 예를 들어, "한 화합물"을 포함하는 미세 섬유라는 것은 2개 이상의 화합물의 혼합물을 포함한다. 본 명세서 및 첨부된 실시 형태에서 사용되는 바와 같이, "또는"이라는 용어는, 문맥이 명백히 다른 것을 말하는 것이 아닌 한, 일반적으로 "및/또는"을 포함하는 의미로 이용된다.
본 명세서에서 사용된 바와 같이, 수치 범위를 종점으로 나타내는 것은 그 범위 내에 포함된 모든 숫자를 포함한다(예컨대, 1 내지 5는 1, 1.5, 2, 2.75, 3, 3.8, 4, 및 5를 포함함).
달리 언급하지 않는 한, 본 명세서 및 실시 형태에서 사용되는 양 또는 성분, 특성의 측정치 등을 표현하는 모든 숫자는 모든 경우에 "약"이라는 용어에 의해 수식되는 것으로 이해되어야 한다. 그에 따라, 달리 언급하지 않는 한, 상기 명세서 및 첨부된 실시 형태의 목록에 기술되는 숫자 파라미터는 본 개시 내용의 설명을 이용하여 기술 분야의 당업자가 달성하고자 하는 원하는 특성에 따라 달라질 수 있다. 균등론의 적용을 청구된 실시 형태의 범위로 제한하려는 것으로서가 아니라 적어도, 각각의 수치 파라미터는 적어도 보고된 유효 숫자의 개수의 관점에서 보통의 반올림 기법을 적용하여 해석되어야 한다.
하기의 정의된 용어들의 용어 해설을 위해, 특허청구범위에서 또는 명세서의 다른 곳에서 상이한 정의가 제공되지 않는 한, 출원 전체에 대해 이들 정의가 적용될 것이다.
용어해설
"부직포 섬유질 웨브"는 편성물(knitted fabric)에서와 같이 식별가능한 방식으로 되어 있는 것이 아니라 인터레이드(interlaid)되어 있는 개개의 섬유 또는 섬유들의 구조를 가지는 물품 또는 시트를 의미한다. 부직포 천 또는 웨브는, 예를 들어, 멜트블로잉(meltblowing) 공정, 에어-레잉(air-laying) 공정, 및 접합 카디드 웨브(bonded carded web) 공정 등의 많은 공정으로부터 형성되어 왔다.
"응집성 부직포 섬유질 웨브(cohesive nonwoven fibrous web)"는 자기-지지형 웨브(self-supporting web)를 형성하기에 충분한 섬유의 엉킴 또는 접합을 특징으로 하는 섬유질 웨브를 의미한다.
"자기-지지형"은 찢어짐 또는 터짐이 거의 없이 드레이프가능(drapable)하고 취급가능(handleable)하도록 충분한 응집력 및 강도를 가지는 웨브를 의미한다.
"다이"는 멜트블로잉 및 스펀-본딩(spun-bonding)(이들로 제한되지 않음)을 비롯한 중합체 용융 가공 및 섬유 압출 공정에서 사용하기 위한 가공 어셈블리를 의미한다.
"멜트블로잉" 및 "멜트블로운 공정"은 섬유를 섬유로 감쇠시키기 위해 섬유를 공기 또는 다른 감쇠 유체(attenuating fluid)와 접촉시키면서 섬유를 형성하기 위해 다이에 있는 복수의 구멍을 통해 용융된 섬유-형성 물질을 압출하고 그 후에 감쇠된 섬유를 집합(collect)시킴으로써 부직포 섬유질 웨브를 형성하는 방법을 의미한다. 예시적인 멜트블로잉 공정이, 예를 들어, 미국 특허 제6,607,624호(Berrigan 등)에 개시되어 있다.
"멜트블로운 섬유"는 멜트블로잉 또는 멜트블로운 공정에 의해 제조되는 섬유를 의미한다.
"스펀-본딩" 및 "스펀 본드 공정"은 용융된 섬유-형성 물질을 방사구(spinneret)의 복수의 미세 모세관으로부터 연속 또는 준연속 섬유로서 압출하고 그 후에 감쇠된 섬유를 집합시킴으로써 부직포 섬유질 웨브를 형성하는 방법을 의미한다. 예시적인 스펀-본딩 공정이, 예를 들어, 미국 특허 제3,802,817호(Matsuki 등)에 개시되어 있다.
"스펀 본드 섬유" 및 "스펀-본딩된 섬유"는 스펀-본딩 또는 스펀 본드 공정을 사용하여 제조되는 섬유를 의미한다. 이러한 섬유는 일반적으로 연속 섬유이고, 많은 이러한 섬유로부터 하나의 완전한 스펀 본드 섬유를 제거하는 것이 보통 가능하지 않도록 응집성 부직포 섬유질 웨브를 형성하기에 충분히 엉키거나 점접합(point bonded)되어 있다. 섬유는 또한, 예를 들어, 독특한 형상을 갖는 섬유를 기술하고 있는 미국 특허 제5,277,976호(Hogle 등)에 기술된 것과 같은 형상을 가질 수 있다.
"카딩(carding)" 및 "카딩 공정"은 일반적으로 종방향 배향된(machine direction oriented) 부직포 섬유질 웨브를 형성하기 위해 스테이플 섬유를 분리 또는 분할하여 종방향(machine direction)으로 정렬하는 코밍(combing) 또는 카딩 유닛을 통해 스테이플 섬유를 가공함으로써 부직포 섬유질 웨브를 형성하는 방법을 의미한다. 예시적인 카딩 공정이, 예를 들어, 미국 특허 제5,114,787호(Chaplin 등)에 개시되어 있다.
"접합 카디드 웨브"는, 예를 들어, 열적 점접합(thermal point bonding), 자기 접합(autogenous bonding), 열풍 접합(hot air bonding), 초음파 접합, 바늘 천공, 캘린더링, 스프레이 접착제의 도포 등을 포함하는 방법에 의해 섬유의 적어도 일부분이 서로 접합되는 카딩 공정에 의해 형성된 부직포 섬유질 웨브를 말한다.
"자기 접합"은 점접합 또는 캘린더링 등에서 고체 접촉 압력(solid contact pressure)을 가하지 않고 오븐에서 또는 쓰루-에어 본더(through-air bonder)에 의해 달성되는 고온에서의 섬유들 사이의 접합을 의미한다.
"캘린더링"은 압착되고 접합된 부직포 섬유질 웨브를 얻기 위해 압력을 가하면서 부직포 섬유질 웨브를 롤러를 통과시키는 공정을 의미한다. 롤러는 선택적으로 가열될 수 있다.
"치밀화(densification)"는 필터 감기 굴대(filter winding arbor) 또는 맨드릴(mandrel) 상에 직접 또는 간접적으로 증착된 섬유가 증착 이전 또는 증착 이후에 압착되고, 설계에 의해 또는 형성 중인 또는 형성된 필터를 취급하는 어떤 공정의 산출물로서 전체적으로 또는 국소적으로 더 낮은 공극률의 영역을 형성하도록 제조되는 공정을 의미한다. 치밀화는 또한 웨브를 캘린더링하는 공정을 포함한다.
"공극 체적"은 웨브 또는 필터 등의 다공성 또는 섬유질 몸체 내의 채워지지 않은 공간의 퍼센트 또는 소수값을 의미하며, 웨브 또는 필터의 중량 및 체적을 측정하고 이어서 중량을 그 동일한 체적의 동일한 구성 물질의 고체 질량의 이론적 중량과 비교함으로써 계산될 수 있다.
"공극률"은 물질에서의 공극 공간의 척도를 의미한다. 기공 및 공극의 크기, 빈도, 개수 및/또는 상호 연결성이 물질의 다공도에 기여한다.
"비중공(non-hollow)"은, 특히 부직포 섬유질 웨브의 주 표면으로부터 뻗어 있는 돌출부와 관련하여, 돌출부가 랜덤하게 배향된 개별 섬유 사이의 미소 공극(즉, 공극 체적) 이외에 내부 공동 또는 공극 영역을 포함하지 않는다는 것을 의미한다.
"랜덤하게 배향된"은, 특히 섬유들의 집단과 관련하여, 섬유 몸체가 실질적으로 단일 방향으로 정렬되어 있지 않다는 것을 의미한다.
"에어-레잉(air-laying)"은 부직포 섬유질 웨브층이 형성될 수 있는 공정이다. 에어-레잉 공정에서, 약 3 내지 약 52 밀리미터(㎜)의 범위에 있는 전형적인 길이를 가지는 작은 섬유의 묶음이 공기가 공급되면서 분리 및 혼입되고, 이어서 보통 진공 공급(vacuum supply)의 도움을 받아 형성 스크린(forming screen) 상에 증착된다. 랜덤하게 배향된 섬유가 이어서, 예를 들어, 열적 점접합, 자기 접합, 열풍 접합, 바늘 천공, 캘린더링, 스프레이 접착제 등을 사용하여 서로 접합될 수 있다. 예시적인 에어-레잉 공정이, 예를 들어, 미국 특허 제4,640,810호(Laursen 등)에 개시되어 있다.
"웨트-레잉(wet-laying)"은 부직포 섬유질 웨브층이 형성될 수 있는 공정이다. 웨트-레잉 공정에서, 약 3 내지 약 52 밀리미터(㎜)의 범위에 있는 전형적인 길이를 가지는 작은 섬유의 묶음이 액체가 공급되면서 분리 및 혼입되고, 이어서 보통 진공 공급(vacuum supply)의 도움을 받아 형성 스크린 상에 증착된다. 물이 전형적으로 바람직한 액체이다. 랜덤하게 증착된 섬유가 추가로 엉킴될 수 있거나(예컨대, 습식 엉킴될 수 있거나), 예를 들어, 열적 점접합, 자기 접합, 열풍 접합, 초음파 접합, 바늘 천공, 캘린더링, 스프레이 접착제의 도포 등을 사용하여 서로 접합될 수 있다. 예시적인 웨트-레잉 및 접합 공정이, 예를 들어, 미국 특허 제5,167,765호(Nielsen 등)에 개시되어 있다. 예시적인 접합 공정이 또한, 예를 들어, 미국 특허 출원 공개 제2008/0038976 A1호(Berrigan 등)에 개시되어 있다.
"동시 형성(co-form)하는" 또는 "동시 형성(co-forming) 공정"은 적어도 하나의 섬유층이 적어도 하나의 다른 섬유층의 형성과 실질적으로 동시에 또는 그와 함께 형성되는 공정을 의미한다. 동시 형성 공정에 의해 생산된 웨브는 일반적으로 "동시 형성된 웨브"라고 한다.
"미립자 로딩(particulate loading)" 또는 "입자 로딩(particle loading) 공정"은 섬유 스트림 또는 웨브가 형성 중일 때 미립자가 그에 부가되는 공정을 의미한다. 예시적인 미립자 로딩 공정은, 예를 들어, 미국 특허 제4,818,464호(Lau) 및 제4,100,324호(Anderson 등)에 개시되어 있다.
"미립자" 및 "입자"는 실질적으로 서로 바꾸어 사용될 수 있다. 일반적으로, 미립자 또는 입자는 미세하게 분할된 형태로 되어 있는 물질의 작은 개별 시편 또는 개개의 부분을 의미한다. 그렇지만, 미립자는 또한 미세하게 분할된 형태로 되어 있는 서로 회합된 또는 군집화된 개개의 입자들의 집합체를 포함할 수 있다. 따라서, 본 개시 내용의 특정의 예시적인 실시 형태에서 사용되는 개개의 미립자는, 미립자를 형성하기 위해, 응집하거나, 물리적으로 인터메쉬(intermesh)하거나, 정전기적으로 회합하거나, 다른 방식으로 회합할 수 있다. 특정의 경우에, 개개의 미립자의 응집체 형태의 미립자는 미국 특허 제5,332,426호(Tang 등)에 기술된 것과 같이 의도적으로 형성될 수 있다.
"미립자-로딩된 매체" 또는 "미립자-로딩된 부직포 섬유질 웨브"는 많은 성긴 구조로 되어 있고(open-structured) 엉킨 개별 섬유를 가지는 부직포 웨브 - 섬유 내에 걸려 있거나(enmeshed) 섬유에 접합되어 있는 미립자를 포함하고, 미립자는 화학적 활성임 - 를 의미한다.
"걸려 있는(enmeshed)"은 미립자들이 분산되고 물리적으로 웨브의 섬유에 붙들려 있는 것을 의미한다. 일반적으로, 미립자의 표면 영역의 거의 전체가 유체와 상호작용할 수 있도록 섬유 및 미립자를 따라 점 및 선 접촉이 있다.
"마이크로섬유"는 집단 중간 직경(population median diameter)이 1 마이크로미터(㎛) 이상인 섬유들의 집단을 의미한다.
"굵은 마이크로섬유(coarse microfiber)"는 집단 중간 직경이 10 ㎛ 이상인 마이크로섬유들의 집단을 의미한다.
"미세 마이크로섬유(fine microfiber)"는 집단 중간 직경이 10 ㎛ 미만인 마이크로섬유들의 집단을 의미한다.
"초미세 마이크로섬유(ultrafine microfiber)"는 집단 중간 직경이 2 ㎛ 이하인 마이크로섬유들의 집단을 의미한다.
"서브마이크로미터 섬유(sub-micrometer fiber)"는 집단 중간 직경이 1 ㎛ 미만인 섬유들의 집단을 의미한다.
"연속 배향 마이크로섬유(continuous oriented microfiber)"는 본질적으로 다이로부터 방출되어 가공 스테이션 - 여기에서, 섬유가 영구적으로 인발되고 섬유 내의 중합체 분자의 적어도 일부분이 섬유의 세로축과 정렬되도록 영구적으로 배향됨("배향된"은, 특정의 섬유와 관련하여 사용되는 바와 같이, 섬유의 중합체 분자의 적어도 일부분이 섬유의 세로축을 따라 정렬된다는 것을 의미함) - 을 통해 지나가는 연속 섬유를 의미한다.
"개별적으로 제조된 마이크로섬유(separately prepared microfiber)"는 마이크로섬유 스트림이 처음에 더 큰 크기의 마이크로섬유의 스트림으로부터 [예컨대, 약 25 ㎜(1 인치) 이상의 거리에 걸쳐] 공간적으로 분리되어 있지만 공정 중에 합쳐져 더 큰 크기의 마이크로섬유의 스트림 내로 분산되도록 배치되어 있는 마이크로섬유-형성 장치(예컨대, 다이)로부터 생산되는 마이크로섬유의 스트림을 의미한다.
"웨브 평량(web basis weight)"은 10 ㎝ × 10 ㎝ 웨브 샘플의 중량으로부터 계산되고, 보통 그램/제곱미터(gsm)로 표현된다.
"웨브 두께"는 150 Pa의 인가 압력에서 시험기 각부(foot)가 5 ㎝ × 12.5 ㎝의 치수를 갖는 두께 시험 게이지를 사용해 10 ㎝ × 10 ㎝ 웨브 샘플에 대해서 측정된다.
"벌크 밀도(bulk density)"는, 문헌에 나와 있는 바와 같이, 웨브를 이루고 있는 벌크 중합체 또는 중합체 블렌드의 단위 체적당 질량이다.
"유효 섬유 직경(Effective Fiber Diameter, EFD)"은 0.1 ㎫(1 기압) 및 실온의 공기가 지정된 두께 및 면속도(face velocity)(전형적으로, 5.3 ㎝/sec)로 웨브 샘플을 통해 지나가고 대응하는 압력 강하가 측정되는 공기 투과 시험에 기초한 섬유 웨브에서의 섬유의 겉보기 직경이다. 측정된 압력 강하에 기초하여, 유효 섬유 직경이 Davies, C.N.의 The Separation of Airborne Dust and Particulates, Institution of Mechanical Engineers, London Proceedings, 1B (1952)에 기재된 바와 같이 계산된다.
"분자적으로 동일한 중합체(molecularly same polymer)"는 본질적으로 동일한 반복 분자 단위를 갖지만 분자량, 제조 방법, 상업적 형태 등이 상이할 수 있는 중합체를 의미한다.
"층"은 2개의 주 표면 사이에 형성되는 단일 계층을 의미한다. 층은 단일 웨브 내에 내부적으로 존재할 수 있다(예컨대, 웨브의 두께를 정의하는 제1 및 제2 주 표면을 가지는 단일 웨브에서 다수의 계층으로 형성된 단일 계층). 층은 또한 다수의 웨브를 포함하는 복합 물품에 존재할 수 있다(예컨대, 제2 웨브의 두께를 정의하는 제1 및 제2 주 표면을 가지는 제2 웨브가 제1 웨브의 두께를 정의하는 제1 및 제2 주 표면을 가지는 제1 웨브 위에 또는 그 아래에 배치될 때 제1 웨브에서의 단일 계층 - 이 경우에, 제1 및 제2 웨브 각각은 적어도 하나의 층을 형성함 -). 그에 부가하여, 층들이 단일 웨브 내에 그리고 그 웨브와 하나 이상의 다른 웨브 - 각각의 웨브가 층을 형성함 - 사이에 동시에 존재할 수 있다.
특정의 제1 층에 대해 "인접한"은, 제1 및 제2 층이 서로의 옆에 있고(즉, 인접하고) 서로 직접 접촉하는 위치에서 또는 서로 근접해 있지만 직접 접촉하지 않는(즉, 제1 및 제2 층 사이에 개재된 하나 이상의 부가의 층이 있는) 위치에서, 다른 제2 층과 결합되어 있거나 그에 부착되어 있는 것을 의미한다.
"미립자 밀도 경사", "흡수제 밀도 경사" 및 "섬유 집단 밀도 경사"는 특정의 섬유 집단 내의 미립자, 흡수제 또는 섬유질 물질의 양(예컨대, 웨브의 정의된 영역에 걸쳐 단위 체적당 주어진 물질의 수, 중량 또는 체적)이 부직포 섬유질 웨브 전체에 걸쳐 균일할 필요가 없고 웨브의 특정의 영역에서 보다 많은 물질을 제공하고 다른 영역에서 보다 적은 물질을 제공하기 위해 변할 수 있다는 것을 의미한다.
"유체 처리 유닛", "유체 여과 물품", 또는 "유체 여과 시스템"은 다공성 부직포 섬유질 웨브 등의 유체 여과 매체를 포함하는 물품을 의미한다. 이들 물품은 전형적으로 유체 여과 매체에 대한 필터 하우징 및 처리된 유체를 적절한 방식으로 필터 하우징으로부터 내보내는 출구를 포함한다. "유체 여과 시스템"이라는 용어는 또한 처리되지 않은 기체 또는 액체 등의 미처리 유체(raw fluid)를 처리된 유체로부터 분리시키는 임의의 관련된 방법을 포함한다.
본 개시의 다양한 예시적 실시 양태에 대해 이제부터 도면을 구체적으로 참조하여 기술할 것이다. 본 발명의 예시적인 구현예는 본 개시의 사상 및 범주를 벗어나지 않고 다양한 개질 및 변경을 가질 수 있다. 따라서, 본 발명의 구현예는 하기에 기술된 예시적인 구현예로 한정되지 않으며, 특허청구범위 및 임의의 그 균등물에 기재된 한정에 의해 규제되어야 한다는 것이 이해되어야 한다.
A. 패턴화된 에어
레이드
부직포 섬유질
웨브
본 개시 내용은, 일부 예시적인 실시 형태에서, 패턴화된 컬렉터 표면에 의해 결정되는 식별가능 패턴으로 포착되고, 패턴화된 컬렉터 표면으로부터 제거하기 전에, 접착제를 사용하지 않고 서로 접합되어 있는 에어 레이드 개별 섬유들의 집단을 포함하는 패턴화된 에어 레이드 부직포 섬유질 웨브를 기술하고 있다. 2차원 또는 3차원 구조화된 표면을 가지는 패턴화된 에어 레이드 부직포 섬유질 웨브는 패턴화된 컬렉터 표면 상의 에어 레이드 개별 섬유를 포착하고 컬렉터 상에 있는 동안 접착제 없이 섬유들을 접합(예를 들어, 쓰루-에어 본더 하에서 컬렉터 상의 섬유들을 열 접합)함으로써 형성될 수 있다.
예를 들어, 미국 특허 제7,491,354호 및 제6,808,664호(Andersen 등)에 기술된 바와 같이, 실질적으로 편평한 또는 비텍스처화된 표면을 가지는 비패턴화된 에어 레이드 웨브가 공지되어 있지만, 종래의 에어 레이드 웨브는 패턴화된 효과를 달성할 수 없고 컬렉터 표면 상에 형성된 어떤 식별가능 패턴도 보유할 수 없는데, 그 이유는 종래의 에어 레이드 섬유가, 컬렉터 표면으로부터 제거되고 캘린더링 조작(calendering operation)을 거친 후가 될 때까지, 일반적으로 구조적으로 안정된 웨브에 접합되지 않기 때문이다.
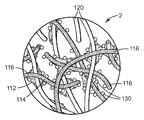
도 1은 본 개시 내용에 따른 복수의 랜덤하게 배향된 개별 섬유(2)를 포함하는 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 한 예시적인 실시 형태의 사시도이다. 어떤 예시적인 실시 형태에서, 본 개시 내용은 (돌출부를 갖지 않는 것으로 간주되는) 부직포 섬유질 웨브의 주 표면(204)으로부터 뻗어 있는 복수의 비중공 돌출부(200) 및 주 표면(204)에 의해 정의되고 그와 실질적으로 평행한 평면에 있는 각각의 인접한 돌출부(200) 사이에 형성된 복수의 실질적으로 평면인 랜드 영역(202)을 정의하는 복수의 랜덤하게 배향된 개별 섬유(2)를 포함하는 부직포 섬유질 웨브를 기술하고 있다. 도 1이 규칙적인 어레이로 배열되어 있는 복수의 다이어몬드의 형태를 취하는 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 주 표면(204)에 실질적으로 평행한 방향으로 단면 기하 형상을 가지는 돌출부(200)를 나타내고 있지만, 본 개시 내용이 이 기하 형상으로 또는 기하 형상의 규칙적인 어레이로 제한되지 않는다는 것을 잘 알 것이다. 이하에서 더 기술하는 바와 같이, 복수의 돌출부(200)의 규칙적인 어레이 패턴 및 불규칙적인 배열 둘 다가 본 개시 내용의 범위 내에 속하기 때문에, 다른 기하 형상(예컨대, 원형, 타원형, 다각형, x자형, v자형, 십자형 등)이 본 개시 내용의 범위 내에 속한다.
일부 실시 형태에서, 랜덤하게 배향된 개별 섬유(2)는 선택적으로 충전 섬유를 포함할 수 있다. 충전 섬유는 다성분 섬유 이외의 임의의 섬유이다. 선택적인 충전 섬유는 바람직하게는, 열가소성 또는 "용융성(melty)" 섬유일 수 있는 단성분 섬유이다. 어떤 예시적인 실시 형태에서, 선택적인 충전 섬유는 천연 섬유, 더욱 바람직하게는 재생가능 자원으로부터 뽑아낸 및/또는 재생된 물질을 포함하는 천연 섬유를 포함할 수 있으며, 이에 대해서는 이하에서 더 기술한다.
앞서 기술한 패턴화된 에어 레이드 부직포 섬유질 웨브의 어떤 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는, 도 2a 및 도 2b에 도시된 바와 같이, 선택적으로 복수의 미립자(130)를 포함할 수 있다. 도 2a 및 도 2b는 랜덤하게 배향된 개별 섬유(2) 및 복수의 선택적인 미립자(130)를 포함하는 것으로 도시되어 있는, 도 1의 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 영역(2A)의 분해도를 나타낸 것이다.
따라서, 도 2a에 예시된 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 복수의 랜덤하게 배향된 개별 섬유(2) 및 선택적으로 복수의 미립자(130)(화학적 활성 미립자일 수 있음)를 포함하고, 랜덤하게 배향된 개별 섬유는 적어도 제1 용융 온도를 가지는 제1 영역(112) 및 제2 용융 온도를 가지는 제2 영역(114)을 가지는 다성분 섬유(110)를 포함하며, 제1 용융 온도는 제2 용융 온도 미만이다.
현재 바람직한 어떤 예시적인 실시 형태에서, 다성분 섬유(110)는 부직포 섬유질 웨브의 총 중량 중 10 중량% 이상의 양으로 섬유질 웨브에 포함되어 있다. 다른 예시적인 실시 형태에서, 다성분 섬유(110)는 부직포 섬유질 웨브의 총 중량 중 0 중량% 초과 10 중량% 미만을 포함한다. 이러한 실시 형태는, 이하에서 더 기술하는 바와 같이, 현재 미립자-로딩된 패턴화된 에어 레이드 부직포 섬유질 웨브에서 사용하기에 바람직하다. 추가의 예시적인 실시 형태에서, 다성분 섬유(110)는 개별 섬유의 총 중량 중 0 중량% 초과 10 중량% 미만을 포함한다. 이러한 실시 형태는, 이하에서 더 기술하는 바와 같이, 현재 화학적 활성 미립자-로딩된 패턴화된 에어 레이드 부직포 섬유질 웨브에서 사용하기에 바람직하다.
다성분 섬유(110)의 사용은, 부가의 접착제 또는 결합제 코팅을 필요로 하지 않고, 개별 섬유(2)를 미립자(130)와 함께 서로 고정시키는 것을 가능하게 해준다. 현재 바람직한 특정 실시 형태에서, 미립자들(130)의 적어도 일부분은 다성분 섬유(110)의 적어도 일부분의 적어도 제1 영역(112)에 접합되고, 개별 섬유(2)의 적어도 일부분은 다성분 섬유(110)의 제1 영역(112)과의 복수의 교차점에서 서로 접합된다.
선택적으로, 부직포 물품은 충전 섬유(120)인 랜덤하게 배향된 개별 섬유(2) - 즉, 다성분 섬유가 아니고 바람직하게는 단성분 섬유 및/또는 천연 섬유인 섬유 - 를 포함한다. 현재 바람직한 일부 실시 형태에서, 충전 섬유(120)의 적어도 일부는 다성분 섬유(110)의 제1 영역(112)과의 복수의 교차점에서 개별 섬유(2)의 적어도 일부분에 접합될 수 있다.
도 2b에 도시된 도 1의 분해도로 예시되어 있는 다른 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 복수의 랜덤하게 배향된 개별 섬유(2) 및 선택적으로 복수의 미립자(130)(화학적 활성 미립자일 수 있음)를 포함하고, 랜덤하게 배향된 개별 섬유(2)는 제1 용융 온도를 가지는 단성분 열가소성 개별 섬유(116)의 제1 집단, 및 제1 용융 온도 초과의 제2 용융 온도를 가지는 단성분 개별 섬유(120)의 제2 집단을 포함한다. 미립자(130)의 적어도 일부분은 단성분 개별 섬유(116)의 제1 집단의 적어도 일부분에 접합되고, 단성분 개별 섬유(116)의 제1 집단의 적어도 일부분은 단성분 개별 섬유(120)의 제2 집단의 적어도 일부분에 접합된다.
충전 섬유를 포함하는 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 어떤 예시적인 실시 형태에서, 미립자는 바람직하게는 충전 섬유에 실질적으로 접합되지 않고, 특정의 예시적인 실시 형태에서, 충전 섬유는 서로 실질적으로 접합되지 않는다.
현재 바람직한 어떤 예시적인 실시 형태에서, 다성분 섬유(110)은 부직포 섬유질 웨브의 총 중량의 10 중량% 이상, 20 중량% 이상, 30 중량% 이상, 40 중량% 이상, 50 중량% 이상 또는 심지어 60 중량% 이상 또는 그 이상의 양으로, 그리고 바람직하게는 부직포 섬유질 웨브의 총 중량의 100 중량% 이하, 90 중량% 이하, 80 중량% 이하, 70 중량% 이하 또는 심지어 60 중량% 이하의 양으로 섬유질 웨브에 포함되어 있다.
현재 바람직한 다른 예시적인 실시 형태에서, 단성분 개별 섬유(116)의 제1 집단은 부직포 섬유질 웨브의 총 중량의 0 중량% 초과 10 중량% 미만, 더욱 바람직하게는 1 내지 10 중량%, 2 내지 9 중량%, 3 내지 8 중량%를 포함한다. 특정의 예시적인 실시 형태에서, 단성분 개별 섬유(116)의 제1 집단은 복수의 랜덤하게 배향된 개별 섬유의 0 중량% 초과 10 중량% 미만, 더욱 바람직하게는 1 내지 10 중량%, 2 내지 9 중량%, 3 내지 8 중량%를 포함한다.
특정의 예시적인 실시 형태에서, 단성분 개별 섬유(116)의 제1 집단은 폴리에스테르, 폴리아미드, 폴리올레핀, 사이클릭 폴리올레핀, 폴리올레핀계 열가소성 탄성중합체, 폴리(메트)아크릴레이트, 폴리비닐 할라이드, 폴리아크릴로니트릴, 폴리우레탄, 폴리락트산, 폴리비닐 알코올, 폴리페닐렌 설파이드, 폴리설폰, 폴리옥시메틸렌, 유체 결정 중합체, 및 그 조합으로 이루어진 그룹 중에서 선택되는 중합체를 포함한다.
상기 실시 형태들 중 임의의 실시 형태에서, 제1 용융 온도는 50℃ 이상, 더욱 바람직하게는 75℃ 이상, 더욱 더 바람직하게는 100℃ 이상, 더욱 더 바람직하게는 125℃ 이상, 또는 심지어 150℃ 이상이도록 선택될 수 있다. 상기 실시 형태들 중 임의의 실시 형태에서, 제2 용융 온도는 제1 용융 온도보다 10℃ 이상, 20℃ 이상, 30℃ 이상, 40℃ 이상, 또는 심지어 50℃ 이상 더 높도록 선택될 수 있다. 상기 실시 형태들 중 임의의 실시 형태에서, 제1 용융 온도가 100℃ 이상이도록 선택되고, 제2 용융 온도가 제1 용융 온도보다 30℃ 이상 더 높도록 선택될 수 있는 것이 현재 바람직하다.
본 발명에 따른 예시적인 부직포 섬유질 웨브의 다양한 구성요소가 이제 설명될 것이다.
B. 개별 섬유질 성분
본 개시 내용의 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 하기의 개별 섬유 성분 중 하나 이상을 포함한다.
1. 다성분 섬유 성분
도 2a에 예시된 일부 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 적어도 제1 영역(112) 및 제2 영역(114) - 제1 영역(112)은 제2 영역(114)보다 낮은 용융 온도를 가짐 - 을 가지는 다성분 섬유(110)를 포함하는 랜덤하게 배향된 개별 섬유(2)를 포함하고 있다. 각종의 상이한 유형 및 구성의 다성분 섬유(110)가 있다. 적당한 다성분 섬유(110)는, 예를 들어, 미국 특허 제7,695,660호(Berrigan 등); 제6,057,256호(Krueger 등); 및 제5,486,410호, 제5,662,728호, 및 제5,972,808호(모두 Groeger 등의 특허임)에 기술되어 있다.
특정의 예시적인 실시 형태에서, 다성분 섬유(110)은 2 성분 섬유이다. 적당한 2 성분 섬유(110)의 한 일례는 피복체/코어 섬유이고, 코어를 둘러싸고 있는 피복체는 섬유의 제1 영역(112)을 형성하고, 코어는 제2 영역(114)을 형성한다. 제1 영역(112)은 공폴리에스테르 또는 폴리에틸렌 등의 물질로 이루어져 있을 수 있다. 제2 영역(114)은 폴리프로필렌 또는 폴리에스테르 등의 물질로 이루어져 있을 수 있다. 적당한 2 성분 섬유(110)는, 예를 들어, 미국 특허 제4,552,603호(Harris 등)에 기술되어 있다.
가열 동안, 제1 영역(112)이 용융되는 반면, 더 높은 용융 온도를 갖는 제2 영역(114)은 그대로 있다. 용융 동안, 제1 영역(112)은 섬유들이 서로 접촉하는 접합점(junction point)에 수집되는 경향이 있다. 이어서, 냉각 시에, 제1 영역(112)의 물질이 웨브를 서로 고정시키기 위해 재응고될 것이다. 따라서, 섬유들을 서로 고정시켜 웨브(100)를 형성하는 것은 다성분 섬유(110)의 영역이다. 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성하는 데 일반적으로 별도의 결합제가 필요하지 않다.
이하에 개시된 공정을 사용함으로써, 미립자(130)를 다성분 섬유(110)에, 따라서 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 고정시키는 데 다성분 섬유(110)의 용융된 제1 영역(112)을 사용하는 것이 가능하다. 일반적으로, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 사용되는 다성분 섬유가 많을수록, 미립자(130)의 가능한 로딩이 더 많은데, 그 이유는 더 많은 양의 다성분 섬유(110)는 미립자(130)를 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 고정시키는 데 이용가능한 더 많은 제1 영역(112)을 제공하기 때문이다.
그렇지만, 놀랍게도, 다성분 섬유(110)가 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 총 중량의 0 중량% 초과 10 중량% 미만, 더욱 바람직하게는 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 사용되는 랜덤하게 배향된 개별 섬유(2)의 총 중량의 0 중량% 초과 10 중량% 미만을 포함하도록 다성분 섬유(110)의 양을 유지함으로써, 제1 영역(112)의 용융된 물질로 미립자(130) 표면의 상당 부분이 가려지는 일 없이, 미립자(130)가 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 적절히 고정될 수 있다는 것을 발견하였다. 이것은 화학적 활성 미립자가 사용되는 응용에, 예를 들어, 기체 및 액체 여과 응용에 특히 중요할 수 있다.
따라서, 현재 바람직한 어떤 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에서의 복수의 랜덤하게 배향된 개별 섬유(2)의 9 중량%, 8 중량%, 7 중량%, 6 중량%, 5 중량%, 4 중량%, 또는 3 중량% 이하는 다성분 섬유(110)를 포함한다.
바람직한 다성분 섬유(110)는 합성 중합체를 포함한다. 바람직한 합성 중합체는 공중합체 또는 심지어 삼중합체일 수 있다. 바람직한 중합체 및 공중합체 성분은 폴리에스테르, 폴리아미드, 폴리올레핀, 사이클릭 폴리올레핀, 폴리올레핀계 열가소성 탄성중합체, 폴리(메트)아크릴레이트, 폴리비닐 할라이드, 폴리아크릴로니트릴, 폴리우레탄, 폴리락트산, 폴리비닐 알코올, 폴리페닐렌 설파이드, 폴리설폰, 폴리옥시메틸렌, 유체 결정 중합체, 및 그 조합 중에서 선택될 수 있다.
바람직한 다성분 섬유(110)는 코어 및 피복체 구조물을 포함할 수 있다. 한 적당한 부류의 구매가능한 코어 및 피복체 다성분 중합체는 Celbond?(미국 캔자스주 위치토 소재의 KoSa Co.로부터 입수가능함)라는 상표명(예를 들어, 피복체가 110℃의 용융 온도를 가지는 Celbond? 254 섬유)으로 이용가능하다. 다른 구매가능한 다성분 섬유 중합체성 섬유가 본 개시 내용의 범위 내에 속한다.
다른 다성분 섬유(110)는 하나의 층이 제1 용융 온도를 가지고 다른 층이 제1 용융 온도보다 낮은 제2 용융 온도를 가지는 계층화된 구조로 이루어져 있을 수 있다. 이러한 배열에서, 제2 용융 온도를 갖는 층은 웨브를 서로 고정시키기 위해 용융되고 재응고될 것이다.
전형적으로, 다성분 섬유(110)는 길이가 0.635 ㎝(0.25 인치) 이상이고 데니어(denier)가 1 이상이다. 바람직하게는, 다성분 섬유(110)는 길이가 1.27 ㎝(0.5 인치) 이상이고 데니어가 2 이상이다. 그렇지만, 섬유가 섬유로부터 절단될 수 있는 가장 짧은 길이의 섬유만큼 작거나 편리하게 취급될 수 있을 만큼 길 수 있다는 것을 잘 알 것이다.
2.
단성분
섬유 성분
도 2b에 예시된 일부 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 제1 용융 온도를 가지는 단성분 열가소성 개별 섬유(116)의 제1 집단, 및 제1 용융 온도 초과의 제2 용융 온도를 가지는 단성분 개별 충전 섬유(120)의 제2 집단을 포함하는 복수의 랜덤하게 배향된 개별 섬유(2)를 포함한다. 어떤 예시적인 실시 형태에서, 단성분 열가소성 개별 섬유(116)의 제1 집단은 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 총 중량의 0 중량% 초과 10 중량% 미만을 포함한다.
그렇지만, 놀랍게도, 단성분 열가소성 개별 섬유(116)가 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 사용되는 랜덤하게 배향된 개별 섬유(2)의 총 중량의 0 중량% 초과 10 중량% 미만을 포함하도록 단성분 열가소성 개별 섬유(116)의 양을 유지함으로써, 제1 영역(112)의 용융된 물질로 미립자(130) 표면의 상당 부분이 가려지는 일 없이, 미립자(130)가 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 적절히 고정될 수 있다는 것을 발견하였다. 이것은 화학적 활성 미립자가 사용되는 응용에, 예를 들어, 기체 및 액체 여과 응용에 특히 중요할 수 있다.
따라서, 현재 바람직한 어떤 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에서의 복수의 랜덤하게 배향된 개별 섬유(2)의 9 중량%, 8 중량%, 7 중량%, 6 중량%, 5 중량%, 4 중량%, 또는 3 중량% 이하는 단성분 열가소성 개별 섬유(116)를 포함한다.
특정의 예시적인 실시 형태에서, 단성분 열가소성 개별 섬유(116) 또는 단성분 개별 충전 섬유(120)는 폴리에스테르, 폴리아미드, 폴리올레핀, 사이클릭 폴리올레핀, 폴리올레핀계 열가소성 탄성중합체, 폴리(메트)아크릴레이트, 폴리비닐 할라이드, 폴리아크릴로니트릴, 폴리우레탄, 폴리락트산, 폴리비닐 알코올, 폴리페닐렌 설파이드, 폴리설폰, 폴리옥시메틸렌, 유체 결정 중합체, 및 그 조합으로 이루어진 그룹 중에서 선택되는 중합체를 포함한다. 특정의 예시적인 실시 형태에서, 비열가소성이거나 용융점 또는 연화점을 나타내지 않는 단성분 개별 충전 섬유(120)는 서로 블렌딩될 수 있다.
3. 충전 섬유 성분
추가의 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 그에 부가하여 또는 대안적으로 충전 섬유(120)(즉, 다성분 섬유가 아닌 섬유)인 랜덤하게 배향된 개별 섬유(2)를 포함할 수 있다.
적당한 충전 섬유(120)의 비제한적인 일례는 단성분 합성 섬유, 반합성 섬유, 중합체성 섬유, 금속 섬유, 탄소 섬유, 세라믹 섬유, 및 천연 섬유를 포함한다. 합성 및/또는 반합성 중합체성 섬유는 폴리에스테르(예컨대, 폴리에틸렌 테레프탈레이트), 나일론(예컨대, 헥사메틸렌 아디프아미드, 폴리카프로락탐), 폴리프로필렌, (아크릴로니트릴의 중합체로부터 형성된) 아크릴, 레이온, 셀룰로오스 아세테이트, 폴리비닐리덴 클로라이드-비닐 클로라이드 공중합체, 비닐 클로라이드-아크릴로니트릴 공중합체 등으로 이루어진 것을 포함한다.
적당한 금속 섬유의 비제한적인 일례는 임의의 금속 또는 금속 합금(예를 들어, 철, 티타늄, 텅스텐, 백금, 구리, 니켈, 코발트 등)으로 이루어진 섬유를 포함한다.
적당한 탄소 섬유의 비제한적인 일례는 흑연 섬유, 활성 탄소 섬유, 폴리(아크릴로니트릴)-유도된 탄소 섬유 등을 포함한다.
적당한 세라믹 섬유의 비제한적인 일례는 규소 산화물, 알루미늄 산화물, 지르코늄 산화물, 규소 탄화물, 텅스텐 탄화물, 규소 질화물(이들로 제한되지 않음) 등을 비롯한 임의의 금속 산화물, 금속 탄화물, 또는 금속 질화물을 포함한다.
적당한 천연 섬유의 비제한적인 일례는 면, 양모, 황마, 아가베(agave), 사이잘(sisal), 코코넛, 대두, 대마 등의 섬유를 포함한다. 사용되는 섬유 성분은 버진 섬유(virgin fiber) 또는 재생 섬유(recycled waste fiber)(예를 들어, 의류 조각, 카펫 제조, 섬유 제조, 직물 가공 등으로부터 재생된 재생 섬유)일 수 있다.
패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성하는 데 사용되는 충전 섬유(120)(포함되는 경우)의 크기 및 양은 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 원하는 특성[즉, 부품성(loftiness), 성김성, 부드러움, 드레이프성(drapability)] 및 미립자의 원하는 로딩에 의존할 것이다. 일반적으로, 섬유 직경이 클수록, 섬유 길이가 더 크고, 섬유에 크림프(crimp)가 존재하는 것으로 인해 더 많이 성기고 부푼 부직포 물품이 얻어질 수 있다. 일반적으로, 작고 더 짧은 섬유로 인해 더 콤팩트한 부직포 물품이 얻어질 것이다.
유연하고 드레이프가능하며 콤팩트한 부직포 섬유질 웨브가 특정의 응용에 대해, 예를 들어, 노 필터(furnace filter) 또는 기체 여과 마스크로서 바람직할 수 있다. 이러한 부직포 섬유질 웨브는 전형적으로 밀도가 75 ㎏/㎥ 초과이고, 전형적으로 100 ㎏/㎥ 또는 심지어 120 100 ㎏/㎥ 초과이다. 그렇지만, 특정의 유체 여과 응용에서 사용하기에 적당한 성긴 부푼 부직포 섬유질 웨브는 일반적으로 최대 밀도가 60 ㎏/㎥이다. 본 개시 내용에 따른 특정의 부직포 섬유질 웨브는 고형성이 20% 미만, 더욱 바람직하게는 15% 미만, 더욱 더 바람직하게는 10% 미만일 수 있다.
C. 선택적인 미립자 성분
앞서 살펴본 바와 같이, 본 개시 내용에 따른 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 선택적으로 복수의 미립자를 포함할 수 있다. 미립자(130)는 실온에서 고체인 임의의 개별 미립자일 수 있다. 특정의 예시적인 실시 형태에서, 복수의 미립자는 연마재 미립자, 금속 미립자, 세제 미립자, 계면 활성제 미립자, 살생물제 미립자, 흡착제 미립자, 흡수제 미립자, 마이크로캡슐, 및 그 조합 중에서 선택되는 유익한 미립자를 포함한다.
어떤 예시적인 실시 형태에서, 유익한 입자(130)는 연마 입자이다. 연마 입자는 세척 동안 물질을 제거하기 어렵게 세정 및 연마할 수 있는 연마 부직포 물품(100)을 생성하는 데 사용된다. 연마 입자는 광물 입자, 합성 입자, 천연 연마 입자, 또는 그 조합일 수 있다. 광물 입자의 일례는 세라믹 알루미늄 산화물, 열 처리된 알루미늄 산화물 및 백색 용융된 알루미늄 산화물 등의 알루미늄 산화물은 물론 탄화규소, 알루미나 지르코니아, 다이어몬드, 세리아, 입방정형 질화 붕소, 석류석, 플린트(flint), 실리카, 부석(pumice), 및 탄산칼슘을 포함한다. 합성 입자는 폴리에스테르, 폴리비닐클로라이드, 메타크릴레이트, 메틸메타크릴레이트, 폴리카보네이트, 멜라민, 및 폴리스티렌 등의 중합체성 물질을 포함한다. 천연 연마 입자는 호두 껍질 등의 견과 껍질(nutshell), 또는 살구, 복숭아 및 아보카도 씨 등의 과일 씨를 포함한다.
연마 입자의 다양한 크기, 경도 및 양이 아주 강한 연마성(abrasiveness) 내지 아주 약한 연마성의 범위에 있는 연마 부직포 물품(100)을 생성하는 데 사용될 수 있다. 일 실시 형태에서, 연마 입자는 직경이 1 ㎜ 초과의 크기를 가진다. 다른 실시 형태에서, 연마 입자는 직경이 1 ㎝ 미만의 크기를 가진다. 일 실시 형태에서, 스크래치 없이 강한 연마성의 조합을 제공하기 위해 입자 크기 및 경도의 조합이 사용될 수 있다. 일 실시 형태에서, 연마 입자는 부드러운 입자와 단단한 입자의 혼합물을 포함한다.
다른 예시적인 실시 형태에서, 유익한 입자(130)는 금속이다. 폴리싱 부직포 물품(100)을 생성하기 위해 금속 입자가 사용될 수 있다. 금속 입자는 단섬유 또는 리본 모양의 섹션의 형태로 되어 있을 수 있거나, 과립 모양의 입자의 형태로 되어 있을 수 있다. 금속 입자는 강철, 스테인레스강, 구리, 황동, 금, 은(항세균성/항균 특성을 가짐), 백금, 청동 또는 다양한 금속들 중 하나 이상의 금속의 블렌드(이들로 제한되지 않음) 등의 임의의 유형의 금속을 포함할 수 있다.
특정의 예시적인 실시 형태에서, 유익한 입자(130)는 전형적으로 세제 조성물에서 발견되는 고체 물질(계면 활성제 및 표백제 등)이다. 고체 계면 활성제의 일례는 나트륨 라우릴 설페이트 및 도데실 벤젠 설포네이트를 포함하고 있다.
고체 계면 활성제의 다른 일례는 McCuthcheon's Division에 의해 출판된 "2008 McCutcheon's Volume I: Emulsifiers and Detergents (North American Edition)"에서 찾아볼 수 있다. 고체 표백제의 일례는 과붕산나트륨 일수화물 및 4수화물 등의 무기 과수화염 및 과탄산나트륨, 유기 과산 유도체 및 차아염소산 칼슘을 포함한다.
추가의 예시적인 실시 형태에서, 유익한 입자(130)는 고체 살생물제 또는 항균제이다. 고체 살생물제 및 항균제의 일례는 이염화이소시아뉼산나트륨 이수화물, 염화 벤질코늄, 할로겐화된 다이알킬하이단토인, 및 트라이클로산 등의 화합물을 포함하는 할로겐을 포함한다.
부가의 예시적인 실시 형태에서, 유익한 입자(130)는 마이크로캡슐이다. 마이크로캡슐이 미국 특허 제3,516,941호(Matson)에 기술되어 있고, 유익한 입자(130)로서 사용될 수 있는 마이크로캡슐의 일례를 포함한다. 마이크로캡슐에 고체 또는 액체 향수, 향료, 오일, 계면 활성제, 세제, 살생물제, 또는 항균제가 로딩될 수 있다. 마이크로캡슐의 주요 특성들 중 하나는, 기계적 응력에 의해, 입자 내에 포함된 물질을 방출시키기 위해 입자가 깨질 수 있다는 것이다. 따라서, 부직포 물품(100)의 사용 동안, 마이크로캡슐이 부직포 물품(100)에 가해지는 압력으로 인해 깨질 것이고, 이에 따라 마이크로캡슐 내에 포함된 물질이 방출될 것이다.
어떤 특정의 예시적인 실시 형태에서, 유익한 입자(130)는 흡착제 또는 흡수제 입자이다. 예를 들어, 흡착제 입자는 활성탄, 목탄, 중탄산나트륨을 포함할 수 있을 것이다. 예를 들어, 흡수제 입자는 다공성 물질, 천연 또는 합성 발포체(멜라민, 고무, 우레탄, 폴리에스테르, 폴리에틸렌, 실리콘 및 셀룰로오스 등)를 포함할 수 있을 것이다. 흡수제 입자는 또한 폴리아크릴산 나트륨, 카르복시메틸 셀룰로오스, 또는 과립형 폴리비닐 알코올 등의 초흡수제 입자(superabsorbent particle)를 포함할 수 있을 것이다. 일 실시 형태에서, 흡착제 또는 흡수제 입자는 직경이 1 ㎜ 초과의 크기를 가질 수 있다. 다른 실시 형태에서, 흡착제 또는 흡수제 입자는 직경이 1 ㎝ 미만의 크기를 가질 수 있다. 일 실시 형태에서, 부직포 물품 전체의 50 중량% 이상이 흡수성 발포체이다. 다른 실시 형태에서, 부직포 물품 전체의 75 중량% 이상이 흡수성 발포체이다. 다른 실시 형태에서, 부직포 물품 전체의 90 중량% 이상이 흡수성 발포체이다.
특정의 예시적인 실시 형태에서, 유익한 입자는 절단된 셀룰로오스 스펀지이다. 이러한 실시 형태에서, 부직포 물품 전체의 75 중량% 이상이 절단된 셀룰로오스 스펀지이다. 유익한 셀룰로오스 스펀지 입자를 갖는 부직포 물품이 친수성이 높은 흡수제 물품이라는 것을 알았다. 그에 부가하여, 유익한 셀룰로오스 스펀지 입자를 갖는 부직포 물품은 심지어 건조 후에도 유연하고 드레이프가능한 채로 있다. 전형적으로, 셀룰로오스 스펀지 제품은 건조 시에 강성으로 되어 덜 유연하게 된다.
기체 또는 액체 여과 응용에 현재 바람직한 어떤 예시적인 실시 형태에서, 유익한 미립자는 외부 유체상과 화학적 상호작용을 거칠 수 있는 화학적 활성 미립자를 포함한다. 예시적인 화학적 상호작용은 흡착, 흡수, 화학 작용, 화학 반응의 촉매, 용해 등을 포함한다. 어떤 예시적인 실시 형태에서, 화학적 활성 미립자는 활성탄 미립자, 활성 알루미나 미립자, 실리카겔 미립자, 건조제 미립자, 음이온 교환 수지 미립자, 양이온 교환 수지 미립자, 분자체 미립자, 규조토 미립자, 항균성 화합물 미립자, 및 그 조합 중에서 선택될 수 있다. 어떤 특정의 예시적인 실시 형태에서, 화학적 활성 미립자는 실질적으로 부직포 섬유질 웨브의 전체 두께에 걸쳐 분포되어 있다. 다른 특정의 예시적인 실시 형태에서, 화학적 활성 미립자는 실질적으로 복수의 비중공 돌출부의 표면 상에 분포되어 있다.
유체 여과 물품으로서 특히 유용한 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 한 예시적인 실시 형태에서, 미립자(130)는 흡수제 미립자이다. 각종의 흡수제 미립자가 이용될 수 있다. 흡수제 미립자는 광물 미립자, 합성 미립자, 천연 흡수제 미립자 또는 그 조합을 포함한다. 바람직하게는, 흡수제 미립자는 의도된 사용 조건 하에서 존재할 것으로 예상되는 기체, 에어로졸, 또는 액체를 흡수 또는 흡착할 수 있을 것이다.
흡수제 미립자는 비드, 플레이크, 과립 또는 응집체를 비롯한 임의의 사용가능한 형태로 되어 있을 수 있다. 바람직한 흡수제 미립자는 활성 탄소; 실리카겔; 활성 알루미나 및 기타 금속 산화물; 흡착 또는 화학 반응에 의해 유체로부터 성분을 제거할 수 있는 금속 미립자(예컨대, 은 미립자); (일산화탄소의 산화를 촉매할 수 있는) 홉칼라이트와 같은 미립자형 촉매제; 아세트산과 같은 산성 용액 또는 수성 수산화나트륨과 같은 알칼리성 용액으로 처리된 점토 및 다른 광물; 이온 교환 수지; 분자체 및 다른 제올라이트; 살생제; 살진균제 및 살바이러스제를 포함한다. 활성탄 및 활성 알루미나는 현재 특히 바람직한 흡수제 미립자이다. 흡수제 미립자의 혼합물이 또한, 예컨대, 기체의 혼합물을 흡수하는 데 이용될 수 있지만, 실제로 기체의 혼합물을 처리하기 위해, 개개의 층에서 개별적인 흡수제 미립자를 이용하는 다층 시트 물품을 제조하는 것이 더 나을 수 있다.
기체 여과 물품으로서 특히 유용한 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 한 예시적인 실시 형태에서, 화학적 활성 흡수제 미립자(130)는 기체 흡착제 또는 흡수제 미립자이도록 선택된다. 예를 들어, 기체 흡착제 미립자는 활성탄, 목탄, 제올라이트, 분자체, 건조제, 산 기체 흡착제, 비소 저감 물질, 요오드화 수지 등을 포함할 수 있다. 예를 들어, 흡수제 미립자는 또한 천연 다공성 미립자 물질(규조토, 점토 등), 또는 합성 미립자 발포체(멜라민, 고무, 우레탄, 폴리에스테르, 폴리에틸렌, 실리콘 및 셀룰로오스 등)를 포함할 수 있을 것이다. 흡수제 미립자는 또한 폴리아크릴산 나트륨, 카르복시메틸 셀룰로오스, 또는 과립형 폴리비닐 알코올 등의 초흡수제 미립자를 포함할 수 있다.
액체 여과 물품으로서 특히 유용한 부직포 섬유질 웨브의 현재 바람직한 특정 실시 형태에서, 흡수제 미립자는 액체, 활성탄, 규조토, 이온 교환 수지(예컨대, 음이온 교환 수지, 양이온 교환 수지, 또는 그 조합), 분자체, 금속 이온 교환 흡수제, 활성 알루미나, 항균 화합물, 또는 그 조합을 포함한다. 현재 바람직한 특정의 실시 형태는 웨브가 약 0.20 내지 약 0.5 g/cc의 범위에 있는 흡수제 미립자 밀도를 가지는 것을 제공한다.
패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 생성하기 위해 흡수제 미립자(130)의 다양한 크기 및 양이 사용될 수 있다. 한 예시적인 실시 형태에서, 흡수제 미립자는 직경이 1 ㎜ 초과의 중간 크기를 가진다. 다른 예시적인 실시 형태에서, 흡수제 미립자는 직경이 1 ㎝ 미만의 중간 크기를 가진다. 일 실시 형태에서, 미립자 크기들의 조합이 사용될 수 있다. 한 예시적인 실시 형태에서, 흡수제 미립자는 큰 미립자 및 작은 미립자의 혼합물을 포함한다.
원하는 흡수제 미립자 크기가 상당히 변할 수 있고, 보통 의도된 서비스 조건에 부분적으로 기초하여 선택될 것이다. 일반적인 가이드로서, 유체 여과 응용에 특히 유용한 흡수제 미립자는 크기가 약 0.001부터 약 3000 ㎛ 중간 직경까지 변할 수 있다. 바람직하게는, 흡수제 미립자는 약 0.01 내지 약 1500 ㎛의 중간 직경이고, 더욱 바람직하게는 약 0.02 내지 약 750 ㎛ 중간 직경이며, 가장 바람직하게는 약 0.05 내지 약 300 ㎛ 중간 직경이다.
특정의 예시적인 실시 형태에서, 흡수제 미립자는 1 ㎛ 미만의 집단 중간 직경을 가지는 나노미립자를 포함할 수 있다. 다공성 나노미립자는 유체 매체로부터의 오염 물질의 흡수(예컨대, 흡수 및/또는 흡착)를 위해 고표면적을 제공하는 이점을 가질 수 있다. 초미세 또는 나노미립자를 사용하는 이러한 예시적인 실시 형태에서, 미립자가 접착제(예를 들어, 핫 멜트 접착제) 및/또는 열가소성 미립자 또는 열가소성 섬유 중 하나 또는 둘 다에 열을 가하는 것(즉, 열접합)을 사용하여 섬유에 접착제로 접합되는 것이 바람직하다.
상이한 크기 범위를 가지는 흡수제 미립자의 혼합물(예컨대, 이중 모드 혼합물)이 또한 이용될 수 있지만, 실제로는 업스트림 층에 보다 큰 흡수제 미립자를 이용하고 다운스트림 층에 보다 작은 흡수제 미립자를 이용하는 다층 시트 물품을 제조하는 것이 더 나을 수 있다. 80 중량% 이상의 흡수제 미립자, 더욱 바람직하게는 84 중량% 이상 및 가장 바람직하게는 90 중량% 이상의 흡수제 미립자가 웨브에 걸려 있다. 웨브 평량으로 표현하면, 흡수제 미립자 로딩 레벨은, 예를 들어, 비교적 미세한(예컨대, 서브마이크로미터 크기의) 흡수제 미립자에 대해 약 500 gsm 이상일 수 있고, 비교적 굵은(예컨대, 마이크로 크기의) 흡수제 미립자에 대해 약 2,000 gsm 이상일 수 있다.
어떤 예시적인 실시 형태에서, 미립자(130)는 금속 미립자이다. 폴리싱 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 생성하기 위해 금속 미립자가 사용될 수 있다. 금속 미립자는 단섬유 또는 리본 모양의 섹션의 형태로 되어 있을 수 있거나, 과립 모양의 미립자의 형태로 되어 있을 수 있다. 금속 미립자는 (항세균성/항균성을 가지는) 은, [살조제(algaecide)의 특성을 가지는] 구리, 또는 화학적 활성 금속들 중 하나 이상의 금속의 블렌드(이들로 제한되지 않음) 등의 임의의 유형의 금속을 포함할 수 있다.
다른 예시적인 실시 형태에서, 미립자(130)는 고체 살생물제 또는 항균제이다. 고체 살생물제 및 항균제의 일례는 이염화이소시아뉼산나트륨 이수화물, 염산 벤질코늄, 할로겐화된 다이알킬하이단토인, 및 트라이클로산 등의 화합물을 포함하는 할로겐을 포함한다.
추가의 예시적인 실시 형태에서, 미립자(130)는 마이크로캡슐이다. 마이크로캡슐이 미국 특허 제3,516,941호(Matson)에 기술되어 있고, 미립자(130)로서 사용될 수 있는 마이크로캡슐의 일례를 포함한다. 마이크로캡슐에 고체 또는 액체 살생물제, 또는 항균제가 로딩될 수 있다. 마이크로캡슐의 주요 특성들 중 하나는, 기계적 응력에 의해, 미립자 내에 포함된 물질을 방출시키기 위해 미립자가 깨질 수 있다는 것이다. 따라서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 사용 동안, 마이크로캡슐이 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 가해지는 압력으로 인해 깨질 것이고, 이에 따라 마이크로캡슐 내에 포함된 물질이 방출될 것이다.
특정의 이러한 예시적인 실시 형태에서, 미립자들을 서로 접합시켜 메쉬를 형성하거나 섬유 성분에 대한 부직포 섬유질 웨브를 지지하기 위해 접착성 또는 "점착성"이 있도록 만들어질 수 있는 표면을 가지는 적어도 하나의 미립자를 사용하는 것이 유리할 수 있다. 이와 관련하여, 유용한 미립자는 불연속 섬유의 형태로 되어 있을 수 있는 중합체(예를 들어, 열가소성 중합체)를 포함할 수 있다. 적당한 중합체는 폴리올레핀, 특히 열가소성 탄성중합체(TPE)(예컨대, 미국 텍사스주 휴스턴 소재의 Exxon-Mobil Chemical Company로부터 입수가능한 VISTAMAXX™)를 포함한다. 추가의 예시적인 실시 형태에서, 특히 표면층 또는 표면 코팅으로서 TPE를 포함하는 미립자가 바람직할 수 있는데, 그 이유는 TPE가 일반적으로 얼마간 점착성이 있어, 부직포 섬유질 웨브를 형성하기 위해 섬유를 부가하기 전에 3차원 네트워크를 형성하기 위해 미립자를 서로 접합시키는 데 도움을 줄 수 있기 때문이다. 특정의 예시적인 실시 형태에서, VISTAMAXX™ TPE를 포함하는 미립자는 거친 화학적 환경에 대해, 특히 낮은 pH(예컨대, 약 3 이하의 pH) 및 높은 pH(예컨대, 약 9 이상의 pH)에서 그리고 유기 용매에서 향상된 내성을 제공할 수 있다.
임의의 적당한 크기 또는 형상의 미립자 물질이 선택될 수 있다. 적당한 미립자는 각종의 물리적 형태(예컨대, 고체 미립자, 다공성 미립자, 중공 버블, 응집체, 불연속 섬유, 스테이플 섬유, 플레이크 등); 형상(예컨대, 구형, 타원형, 다각형, 바늘 모양 등); 형상 균일성(예컨대, 단분산, 실질적으로 균일, 불균일 또는 불규칙적 등); 조성물(예컨대, 무기 미립자, 유기 미립자, 또는 그 조합); 및 크기(예컨대, 서브마이크로미터 크기, 마이크로 크기 등)를 가질 수 있다.
특히 미립자 크기와 관련하여, 일부 예시적인 실시 형태에서, 미립자의 집단의 크기를 제어하는 것이 바람직할 수 있다. 특정의 예시적인 실시 형태에서, 미립자가 섬유 부직포 섬유질 웨브에 물리적으로 혼입 또는 포획된다. 이러한 실시 형태에서, 미립자의 집단은 바람직하게는 50 ㎛ 이상, 더욱 바람직하게는 75 ㎛ 이상, 더욱 더 바람직하게는 100 ㎛ 이상의 중간 직경을 갖도록 선택된다.
다른 예시적인 실시 형태에서, 접착제(예를 들어, 핫 멜트 접착제) 및/또는 열가소성 미립자 또는 열가소성 섬유 중 하나 또는 둘 다에 열을 가하는 것(즉, 열접합)을 사용하여 섬유에 접착 접합되는 보다 미세한 미립자를 사용하는 것이 바람직하다. 이러한 실시 형태에서, 일반적으로 미립자가 25 ㎛ 이상, 더욱 바람직하게는 30 ㎛ 이상, 가장 바람직하게는 40 ㎛ 이상의 중간 직경을 갖는 것이 바람직하다. 어떤 예시적인 실시 형태에서, 미립자는 직경이 1 ㎝ 미만의 중간 크기를 가진다. 다른 실시 형태에서, 미립자는 중간 크기가 1 ㎜ 미만, 더욱 바람직하게는 25 마이크로미터 미만, 더욱 더 바람직하게는 10 마이크로미터 미만이다.
그렇지만, 미립자를 섬유에 접착시키기 위해 접착제 및 열접합 둘 다가 사용되는 다른 예시적인 실시 형태에서, 미립자는 집단 중간 직경이 1 마이크로미터(㎛) 미만, 더욱 바람직하게는 약 0.9 ㎛ 미만, 더욱 더 바람직하게는 약 0.5 ㎛ 미만, 가장 바람직하게는 약 0.25 ㎛ 미만인 서브마이크로미터 크기의 미립자의 집단을 포함할 수 있다. 이러한 서브마이크로미터 크기의 미립자는 고표면적 및/또는 높은 흡수력 및/또는 흡착 능력이 요망되는 응용에서 특히 유용할 수 있다. 추가의 예시적인 실시 형태에서, 서브마이크로미터 크기의 미립자의 집단은 집단 중간 직경이 0.001 ㎛ 이상, 더욱 바람직하게는 약 0.01 ㎛ 이상, 가장 바람직하게는 약 0.1 ㎛ 이상, 가장 바람직하게는 약 0.2 ㎛ 이상이다.
추가의 예시적인 실시 형태에서, 미립자는 집단 중간 직경이 최대 약 2,000 ㎛, 더욱 바람직하게는 최대 약 1,000 ㎛, 가장 바람직하게는 최대 약 500 ㎛인 마이크로 크기의 미립자의 집단을 포함한다. 다른 예시적인 실시 형태에서, 미립자는 집단 중간 직경이 최대 약 10 ㎛, 더욱 바람직하게는 최대 약 5 ㎛, 더욱 더 바람직하게는 최대 약 2 ㎛(예컨대, 초미세 마이크로섬유)인 마이크로 크기의 미립자의 집단을 포함한다.
하나의 완성된 웨브 내에서 다수의 유형의 미립자가 또한 사용될 수 있다. 미립자 유형들 중 하나의 유형이 동일한 유형의 다른 미립자와 접합하지 않더라도, 다수의 유형의 미립자를 사용하여, 연속적인 미립자 웨브를 생성하는 것이 가능할 수 있다. 이 유형의 시스템의 일례는 2가지 유형의 미립자가 사용되는 것, 미립자를 서로 접합시키는 것(예컨대, 불연속적인 중합체성 섬유 미립자), 및 웨브의 원하는 목적을 위해 활성 미립자로서 기능하는 것(예컨대, 활성탄 등의 흡수제 미립자)일 것이다 이러한 예시적인 실시 형태는 유체 여과 응용에 특히 유용할 수 있다.
예를 들어, 미립자의 밀도, 미립자의 크기, 및/또는 최종적인 부직포 섬유질 웨브 물품의 원하는 속성에 따라, 섬유질 웨브의 총 중량에 대해 각종의 상이한 미립자 로딩이 사용될 수 있다. 일 실시 형태에서, 미립자는 부직포 물품 총 중량의 90 중량% 미만을 포함한다. 일 실시 형태에서, 미립자는 부직포 물품 총 중량의 10 중량% 이상을 포함한다.
상기 실시 형태들 중 임의의 실시 형태에서, 미립자는 유리하게도 부직포 섬유질 웨브의 전체 두께에 걸쳐 분포되어 있을 수 있다. 그렇지만, 상기 실시 형태들 중 일부 실시 형태에서, 미립자는 실질적으로 부직포 섬유질 웨브의 주 표면 상에 우선적으로 분포되어 있다.
게다가, 본 개시 내용에 따른 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성하기 위해 상기한 미립자들(130) 중 하나 이상의 미립자의 임의의 조합이 사용될 수 있다는 것을 잘 알 것이다.
D. 선택적인 결합제 성분
상기 예시적인 실시 형태들 중 임의의 실시 형태에서, 부직포 섬유질 웨브는 바람직하게는 실질적으로 어떤 부가의 결합제도 없다. 그렇지만, 상기 실시 형태들 중 일부 실시 형태에서, 부직포 섬유질 웨브는 복수의 랜덤하게 배향된 개별 섬유의 적어도 일부분을 덮고 있는 결합제 코팅을 추가로 포함한다. 어떤 예시적인 실시 형태에서, 결합제는 액체 또는 고체 분말일 수 있다. 현재 바람직한 특정의 예시적인 실시 형태에서, 결합제는 실질적으로 미립자의 표면을 가리지 않는다.
섬유(110, 120)와 미립자(130)를 서로 고정시키는 것이 다성분 섬유(110)의 제1 영역(112)이지만, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 형성 동안 또는 그 이후에 선택적인 결합제 물질 또는 코팅이 포함될 수 있다. 이 선택적인 결합제 코팅은 부직포 물품에 추가의 강도를 제공할 수 있고, 또한 미립자를 섬유에 고정시킬 수 있으며, 및/또는 연마재 또는 세정 물품에 부가의 강성을 제공할 수 있다.
선택적인 결합제 코팅이 롤 코팅, 스프레이 코팅, 및 침적 코팅 그리고 이들 코팅 기법의 조합 등의 공지의 가공 수단에 의해 도포될 수 있다. 결합제 코팅은 결합제 내에 부가의 미립자(130)를 포함할 수 있거나, 부가의 미립자(130)가 포함되어 결합제에 고정될 수 있다.
선택적인 결합제가 수지일 수 있다. 적절한 수지로는 페놀 수지, 폴리우레탄 수지, 폴리우레아, 스티렌-부타디엔 고무, 니트릴 고무, 에폭시, 아크릴, 및 폴리아이소프렌을 포함한다. 결합제는 수용성일 수 있다. 수용성 결합제의 일례는 계면 활성제, 폴리에틸렌 글리콜, 폴리비닐피롤리돈, 폴리락트산(PLA), 폴리비닐피롤리돈/비닐 아세테이트 공중합체, 폴리비닐 알코올, 카르복시메틸 셀룰로오스, 하이드록시프로필 셀룰로오스 전분, 폴리에틸렌 산화물, 폴리아크릴아미드, 폴리아크릴산, 셀룰로오스 에테르 중합체, 폴리에틸 옥사졸린, 폴리에틸렌 산화물의 에스테르, 폴리에틸렌 산화물 및 폴리프로필렌 산화물 공중합체의 에스테르, 폴리에틸렌 산화물의 우레탄, 그리고 폴리에틸렌 산화물 및 폴리프로필렌 산화물 공중합체의 우레탄을 포함한다.
E. 선택적인 부가층
본 개시 내용의 패턴화된 에어 레이드 섬유질 웨브는 부가의 층을 포함할 수 있다. 하나 이상의 부가의 층이 에어 레이드 섬유 웨브의 외측 표면 상에 및/또는 그 아래에 존재할 수 있다.
적합한 추가 층은 착색제-함유 층 (예를 들어, 인쇄 층); 상기한 지지층들 중 임의의 것; 독특한 평균 섬유 직경 및/또는 물리적 조성물을 가지는 하나 이상의 부가의 서브마이크로미터 섬유 성분; 부가의 절연 성능을 위한 하나 이상의 2차 미세 서브마이크로미터 섬유층(멜트 블로운 웨브 또는 섬유 유리 천 등); 발포체(foam); 미립자의 층; 포일(foil) 층; 필름; 장식용 천 층; 막 (즉, 투석 막, 역삼투 막 등과 같이 제어된 투과성을 가지는 필름); 망상체(netting); 메쉬; 와이어링(wiring) 및 튜빙(tubing) 네트워크 (즉, 가열 블랭킷(heating blanket)용 와이어링 네트워크 및 냉각 블랭킷을 통한 냉각제 유동용 튜빙 네트워크와 같이, 전기를 전달하는 와이어의 층 또는 다양한 유체를 전달하는 튜브/파이프의 군); 또는 이들의 조합을 포함하지만, 이들로 제한되지 않는다.
본 개시 내용의 예시적인 부직포 섬유질 웨브는 선택적으로 서브마이크로미터 섬유, 미세 섬유, 마이크로섬유 또는 굵은 섬유 성분(굵은 마이크로섬유 등)의 적어도 하나의 부가의 층을 포함할 수 있다. 적어도 하나의 섬유층은 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 대한 하부층, 지지층 또는 컬렉터일 수 있거나, 상부층 또는 커버층일 수 있다. 적어도 하나의 섬유층은 패턴화된 에어 레이드 부직포 섬유질 웨브(234)와 동시 형성될 수 있거나, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성하기 전에 웨브 롤로서 사전 형성되고 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 대한 컬렉터 또는 커버층을 제공하기 위해 언롤링될 수 있거나, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성한 후에 사후 형성되고 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 인접하여 부착될 수 있다.
1. 선택적인 지지 층
본 개시 내용의 부직포 섬유질 웨브는 선택적인 지지층을 추가로 포함할 수 있다. 현재 바람직한 특정 실시 형태에서, 선택적인 지지층이 다공성이다. 존재할 때, 선택적인 지지층이 합성 부직포 섬유질 물품의 강도의 대부분을 제공할 수 있다. 일부 실시 형태에서, 전술된 서브마이크로미터 섬유 구성요소는 매우 낮은 강도를 갖는 경향이 있고, 통상적인 취급 동안에 손상될 수 있다. 서브마이크로미터 섬유 성분을 지지층에 부착시키는 것은 높은 공극률, 따라서 서브마이크로미터 섬유 성분의 원하는 흡수 특성을 유지시키면서 서브마이크로미터 섬유 성분에 강도를 부여한다. 다층 부직포 섬유질 웨브 구조는 또한 롤 형태로의 웨브의 권취, 롤로부터의 웨브의 제거, 성형, 주름 형성(pleating), 접음, 스테이플링(stapling), 직조 등을 포함할 수 있지만 이로 제한되지 않는 추가의 처리를 위한 충분한 강도를 제공할 수 있다.
다양한 지지층이 본 발명에 사용될 수 있다. 적당한 지지층은 부직포 천, 직포 천, 편성물, 발포체 층, 필름, 종이 층, 접착제-배킹된(adhesive-backed) 층, 포일, 메쉬, 탄성 천(즉, 탄성 특성을 갖는 상기한 직포 천, 편성물 또는 부직포 천 중 임의의 것), 개구를 갖는 웨브, 접착제-배킹된 층, 또는 이들의 임의의 조합을 포함하지만, 이들로 제한되지 않는다. 한 예시적인 실시 형태에서, 다공성 지지층은 중합체성 부직포 천을 포함한다. 적당한 부직포 중합체성 천은 에어 레이드 천, 멜트블로운 천, 스테이플 길이 섬유(staple length fiber)(즉, 섬유 길이가 약 100 ㎜ 미만인 섬유)의 카디드 웨브, 바늘-천공된(needle-punched) 천, 분할 필름 웨브, 웨트 레이드 습식 엉킴 웨브, 에어 레이드 스테이플 섬유 웨브, 또는 그 조합을 포함하지만, 이들로 제한되지 않는다. 소정의 예시적인 실시 형태에서, 지지 층은 결합된 스테이플 섬유들의 웨브를 포함한다. 하기에 추가로 설명되는 바와 같이, 결합은 예를 들어 열 결합, 접착제 결합, 분말형 바인더 결합, 습식 엉킴, 바늘 천공, 캘린더링, 또는 이들의 조합을 사용해 수행될 수 있다.
지지 층은 복합 부직포 섬유질 물품의 특정의 최종 용도에 따라 소정의 평량 및 두께를 가질 수 있다. 본 발명의 일부 실시 형태에서, 복합 부직포 섬유질 물품의 전체 평량 및/또는 두께가 최소 수준으로 유지되는 것이 바람직하다. 다른 실시 형태에서, 최소 전체 평량 및/또는 두께가 주어진 응용에 필요할 수 있다. 전형적으로, 지지층은 약 150 gsm 미만의 평량을 가진다 일부 실시 형태에서, 지지 층은 평량이 약 5.0 gsm 내지 약 100 gsm이다. 다른 실시 형태에서, 지지 층은 평량이 약 10 gsm 내지 약 75 gsm이다.
평량에서와 같이, 지지 층은 복합 부직포 섬유질 물품의 특정의 최종 용도에 따라 달라질 수 있는 두께를 가질 수 있다. 전형적으로, 지지층은 두께가 약 150 밀리미터(㎜) 미만, 더욱 바람직하게는 100 ㎜ 미만, 가장 바람직하게는 50 ㎜ 미만이다. 특정의 실시 형태에서, 지지층은 두께가 약 0.1 ㎜ 이상, 더욱 바람직하게는 0.5 ㎜ 이상, 가장 바람직하게는 1.0 ㎜ 이상이다. 몇몇 실시 형태에서, 지지층은 약 1.0 ㎜ 내지 약 35 ㎜의 두께를 가진다. 다른 실시 형태에서, 지지층은 약 2.0 ㎜ 내지 약 25 ㎜의 두께를 가진다.
특정의 예시적인 실시 형태에서, 지지층은 마이크로섬유 성분, 예를 들어, 마이크로섬유들의 집단을 포함할 수 있으며, 이에 대해서는 이하에서 더 기술한다.
2. 선택적인
커버층
어떤 예시적인 실시 형태에서, 본 개시 내용의 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 인접한 선택적인 커버층을 추가로 포함할 수 있다. 특정의 예시적인 실시 형태에서, 선택적인 커버층이 다공성이다. 어떤 예시적인 실시 형태에서, 선택적인 커버층은 서브마이크로미터 섬유를 포함한다. 현재 바람직한 특정 실시 형태에서, 부직포 섬유질 웨브는 컬렉터 및 커버층 둘 다를 포함한다.
a. 마이크로섬유
어떤 예시적인 실시 형태에서, 바람직한 마이크로섬유 또는 굵은 섬유 성분은 집단 중간 섬유 직경이 1 ㎛ 이상인 마이크로섬유들의 집단을 포함한다. 다른 예시적인 실시 형태에서, 바람직한 굵은 섬유 성분은 집단 중간 섬유 직경이 10 ㎛ 이상인 마이크로섬유(더욱 바람직하게는 중합체성 마이크로섬유)의 집단을 포함한다. 다른 특정의 예시적인 실시 형태에서, 마이크로섬유 성분은 집단 중간 섬유 직경이 약 2 ㎛ 내지 약 100 ㎛의 범위에 있는 섬유 집단을 포함한다. 추가의 예시적인 실시 형태에서, 마이크로섬유 성분은 중간 섬유 직경이 약 5 ㎛ 내지 약 50 ㎛의 범위에 있는 섬유 집단을 포함한다.
본 개시 내용에서, 주어진 마이크로섬유 성분에서의 섬유의 "중간 섬유 직경"은 주사 전자 현미경을 사용하는 등에 의해 섬유 구조물의 하나 이상의 이미지를 생성하는 것; 하나 이상의 이미지에서 명확하게 보이는 섬유의 섬유 직경을 측정하여 섬유 직경의 총 수, x를 얻는 것; 및 x개 섬유 직경의 중간 섬유 직경을 계산하는 것에 의해 결정된다. 전형적으로, x는 약 50 초과이고, 바람직하게는 약 50 내지 약 2의 범위에 있다. 그렇지만, 어떤 경우에, x는 최저 30 또는 심지어 20이도록 선택될 수 있다. 이들 보다 낮은 x 값은 대직경 섬유에, 또는 고도로 엉킨 섬유에 특히 유용할 수 있다.
일부 예시적인 실시 형태에서, 마이크로섬유 구성요소는 하나 이상의 중합체 물질을 포함할 수 있다. 일반적으로, 임의의 섬유-형성 중합체 물질이 마이크로섬유를 제조하는 데 사용될 수 있지만, 통상적으로 그리고 바람직하게는 섬유-형성 물질은 반-결정질이다. 폴리에틸렌, 폴리프로필렌, 폴리에틸렌 테레프탈레이트, 나일론 및 우레탄과 같은 섬유 형성에 통상 사용되는 중합체가 특히 유용하다. 웨브는 또한 폴리스티렌과 같은 비결정질 중합체로 제조되고 있다. 여기에 열거된 특정 중합체는 단지 예일 뿐이고, 매우 다양한 다른 중합체 또는 섬유 형성 물질 유용하다.
적당한 중합체성 물질은 폴리부틸렌, 폴리프로필렌 및 폴리에틸렌 등의 폴리올레핀; 폴리에틸렌 테레프탈레이트 및 폴리부틸렌 테레프탈레이트와 같은 폴리에스테르; 폴리아미드 (나일론-6 및 나일론-6,6); 폴리우레탄; 폴리부텐; 폴리락트산; 폴리비닐 알코올; 폴리페닐렌 설파이드; 폴리설폰; 유체 결정 중합체; 폴리에틸렌-코-비닐아세테이트; 폴리아크릴로니트릴; 사이클릭 폴리올레핀; 폴리옥시메틸렌; 폴리올레핀계 열가소성 탄성중합체; 또는 이들의 조합을 포함하지만, 이들로 제한되지 않는다.
열가소성 물질 및 특히 선형 저밀도 폴리에틸렌(예컨대, 미국 미시간주 미들랜드 소재의 Dow Chemical Company로부터 DOWLEX™라는 상표명으로 입수가능한 것) 등의 신장성있는 열가소성 물질, 열가소성 폴리올레핀계 탄성중합체(TPE)(예를 들어, 미국 미시간주 미들랜드 소재의 Dow Chemical Company로부터 ENGAGE™라는 상표명으로; 그리고 미국 텍사스주 휴스턴 소재의 Exxon-Mobil Chemical Company로부터 VISTAMAXX™라는 상표명으로로 입수가능한 것), 에틸렌 알파-올레핀 공중합체(예컨대, 미국 텍사스주 휴스턴 소재의 Exxon-Mobil Chemical Company로부터 EXACT™라는 상표명으로; 그리고 미국 미시간주 미들랜드 소재의 Dow Chemical Company로부터 ENGAGE™라는 상표명으로 입수가능한 에틸렌 부텐, 에틸렌 헥센 또는 에틸렌 옥텐 공중합체), 에틸렌 비닐 아세테이트 중합체(예컨대, 미국 델라웨어주 윌밍턴 소재의 E. I. DuPont de Nemours & Co.로부터 ELVAX™라는 상표명으로 입수가능한 것), 폴리부틸렌 탄성중합체(예컨대, 미국 델라웨어주 윌밍턴 소재의 E. I. DuPont de Nemours & Co.로부터 CRASTIN™이라는 상표명으로; 그리고 미국 델라웨어주 윌밍턴 소재의 Basell Polyolefins로부터 POLYBUTENE-1™이라는 상표명으로 입수가능한 것), 탄성중합체성 스티렌계 블록 공중합체(예컨대, 미국 텍사스주 휴스턴 소재의 Kraton Polymers로부터 KRATON™이라는 상표명으로; 그리고 미국 텍사스주 휴스턴 소재의 Dynasol Elastomers로부터 SOLPRENE™라는 상표명으로 입수가능한 것), 및 폴리에테르 블록 코폴리아미드 탄성중합체 물질(예컨대, 프랑스 콜롱브 소재의 알커마로부터 PEBAX™라는 상표명으로 입수가능한 것)을 비롯한 각종의 합성 섬유-형성 중합체성 물질이 이용될 수 있다. 열가소성 폴리올레핀계 탄성중합체(TPE)가 특히 바람직하다.
다양한 천연 섬유-형성 물질 또한 본 발명의 예시적인 실시 형태에 따른 부직포 마이크로섬유로 제조될 수 있다. 바람직한 천연 물질은 (예를 들어, 탄소 섬유를 제조하기 위한) 역청(bitumen) 또는 피치(pitch)를 포함할 수 있다. 섬유-형성 물질은 용융된 형태일 수 있거나 적합한 용매에 담지될 수 있다. 반응성 단량체들이 또한 채용될 수 있으며, 이들이 다이로 이동하거나 다이를 통과할 때 서로 반응할 수 있다. 부직포 웨브는 다성분 섬유의 단일 층(예를 들어, 공통의 다이 선단을 공유하는 2개의 좁은 간격으로 있는 다이 캐비티를 사용하여 제조됨), 복수의 층(예를 들어, 적층되어 배열된 복수의 다이 캐비티를 사용하여 제조됨), 또는 하나 이상의 층(미국 특허 제6,057,256호(Krueger 등)에 기술된 것 등)에 섬유들의 혼합물을 포함할 수 있다.
섬유는 또한 특정 첨가제가 블렌딩될 수 있는 물질, 예컨대 안료 또는 염료를 포함하는 물질들의 블렌드로부터 형성될 수 있다. 2성분 서브마이크로미터 섬유에서와 같이, 2성분 마이크로섬유[코어-피복체 또는 병렬(side-by-side) 2성분 섬유 등]가 준비될 수 있다(본 명세서에서 "2성분"은 2개 이상의 성분을 갖는 섬유를 포함하며, 각각의 성분은 섬유의 단면적의 일부를 차지하고 섬유의 상당한 길이에 걸쳐 뻗어 있음). 그러나, 본 발명의 예시적인 실시 형태는 단성분 섬유들(여기서 섬유들은 그들의 단면에 걸쳐 본질적으로 동일한 조성을 갖지만, "단성분"은 실질적으로 균일한 조성의 연속 상이 섬유의 단면에 걸쳐 그리고 섬유의 길이에 걸쳐 연장되는 블렌드 또는 첨가제-함유 물질을 포함함)을 갖는 경우 특히 유용하고 유익할 수 있다. 다른 이점들 중에서, 1성분 섬유를 사용하는 능력은 제조의 복잡성을 감소시키고 웨브의 용도에 대한 제한을 덜 가한다.
전술한 섬유-형성 물질 외에, 다양한 첨가제가 섬유 용융물에 첨가되고 압출되어 섬유 내에 첨가제가 혼입될 수 있다. 전형적으로, 첨가제의 양은 섬유의 총 중량을 기준으로 약 25 중량% 미만, 바람직하게는 최대 약 5.0 중량%이다. 적당한 첨가제는 미립자, 충전재, 안정제, 가소제, 점착제, 흐름 조정제, 경화 속도 지연제, 점착 촉진제(예를 들어, 실란 및 티타네이트), 보조제, 충격 보강제, 팽창성 미소구, 열 전도성 미립자, 전기 전도성 미립자, 실리카, 유리, 점토, 활석, 안료, 착색제, 유리 비드 또는 버블, 산화방지제, 광학 증백제, 항균제, 계면 활성제, 난연재, 및 플루오로화합물을 포함하지만, 이들로 제한되지 않는다.
얻어진 섬유 및 층의 중량 및/또는 단가를 감소시키기 위해, 점도를 조정하기 위해 또는 섬유의 열적 특성을 수정하기 위해 또는 첨가제의 물리적 특성 활동으로부터 도출되는 물리적 특성(전기적, 광학적, 밀도-관련, 유체 장벽 또는 점착택 관련 특성을 포함함)의 범위를 제공하기 위해 상기한 첨가제들 중 하나 이상이 사용될 수 있다.
i. 마이크로섬유의 형성
마이크로섬유들의 집단을 생성 및 증착하기 위해, 멜트 블로잉, 용융 방사, 섬유 압출, 플렉시필라멘트 형성, 에어-레잉, 습식 방사, 건식 방사, 또는 그 조합(이들로 제한되지 않음)을 비롯한 다수의 공정이 사용될 수 있다. 마이크로섬유를 형성하는 적당한 공정이 미국 특허 제6,315,806호(Torobin), 제6,114,017호(Fabbricante 등), 제6,382,526 B1호(Reneker 등), 및 제6,861,025 B2호(Erickson 등)에 기술되어 있다. 대안적으로, 예를 들어, 미국 특허 제4,118,531호(Hauser)에 기술된 공정을 사용하여, 마이크로섬유들의 집단이 형성되거나 스테이플 섬유로 변환되고 서브마이크로미터 섬유들의 집단과 결합될 수 있다. 소정의 예시적인 실시 형태에서, 마이크로섬유들의 집단은 결합된 마이크로섬유들의 웨브를 포함하며, 여기서 결합은 하기에 설명되는 바와 같이 열 결합, 접착제 결합, 분말형 바인더(powdered binder), 습식 엉킴(hydroentangling), 바늘 천공(needlepunching), 캘린더링, 또는 이들의 조합을 사용해 성취된다.
b. 스펀 - 본딩된 카디드 섬유
본 발명의 예시적인 일 실시 형태에서, 지지층은 폴리프로필렌 섬유를 포함하는 스펀-본디드 천을 포함한다. 본 개시 내용의 추가의 예시적인 실시 형태에서, 지지층은 스테이플 길이 섬유의 카디드 웨브를 포함하고, 여기서 스테이플 길이 섬유는 (i) 저용융 온도 또는 결합제 섬유(binder fiber); 및 (ii) 고용융 온도 또는 구조 섬유(structural fiber)를 포함한다. 전형적으로, 결합제 섬유는 구조 섬유의 용융 온도보다 10℃ 이상 더 작은 용융 온도를 갖지만, 결합제 섬유와 구조 섬유의 용융 온도의 차가 10℃ 초과일 수 있다. 적합한 바인더 섬유는 임의의 전술한 중합체 섬유를 포함하지만 이로 한정되지 않는다. 적당한 구조 섬유는 상기한 중합체성 섬유는 물론, 세라믹 섬유, 유리 섬유 및 금속 섬유 등의 무기 섬유; 및 셀룰로오스계 섬유 등의 유기 섬유 중 임의의 것을 포함하지만, 이들로 제한되지 않는다.
현재 바람직한 소정 실시 형태에서, 지지 층은 스테이플 길이 섬유들의 카딩된 웨브를 포함하며, 여기서 스테이플 길이 섬유들은 PET 단성분, 및 PET/coPET 2성분 스테이플 섬유들의 블렌드를 포함한다. 현재 바람직한 한 예시적인 실시 형태에서, 지지층은 스테이플 길이 섬유의 카디드 웨브를 포함하고, 여기서 스테이플 길이 섬유는 (i) 약 20 중량% 2성분 결합제 섬유(예컨대, 미국 캔자스주 위치토 소재의 Invista, Inc.로부터 입수가능한 INVISTA™ T254 섬유), 12d × 1.5"; 및 (ii) 약 80 중량% 구조 섬유(예컨대, INVISTA™ T293 PET 섬유), 32d × 3"를 포함한다.
상기에 설명한 바와 같이, 지지층은 서로 조합된 하나 이상의 층을 포함할 수도 있다. 하나의 예시적인 실시 형태에서, 지지 층은 부직포 천 또는 필름과 같은 제1 층, 및 서브-마이크로미터 섬유 구성요소 반대편의 제1 층 상의 접착제 층을 포함한다. 이러한 실시 형태에서, 접착제 층은 제1 층의 일부 또는 전체 외부 표면을 덮을 수 있다. 접착제는 감압 접착제, 열 활성형 접착제 등을 포함한 임의의 공지된 접착제를 포함할 수 있다. 접착제 층이 감압 접착제를 포함할 때, 복합 부직포 섬유질 물품은 감압 접착제의 일시적인 보호를 제공하기 위해 이형 라이너를 추가로 포함할 수 있다.
c. 서브마이크로미터 섬유
본 개시 내용의 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 선택적으로 서브마이크로미터 섬유들의 집단을 포함할 수 있다. 현재 바람직한 일부 실시 형태에서, 서브마이크로미터 섬유들의 집단은 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 인접하는 층을 포함한다. 서브마이크로미터 섬유 성분을 포함하는 적어도 하나의 층은 하부층[패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 대한 지지층 또는 컬렉터]일 수 있지만, 더욱 바람직하게는 상부층 또는 커버층으로서 사용된다. 서브마이크로미터 섬유들의 집단은 패턴화된 에어 레이드 부직포 섬유질 웨브(234)와 동시 형성될 수 있거나, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성하기 전에 웨브 롤[예컨대, 도 3의 웨브 롤(260, 262)을 참조]로서 사전 형성되고 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 대한 컬렉터[예컨대, 도 3의 웨브 롤(260) 및 컬렉터(232)를 참조] 또는 커버층[예컨대, 도 3의 웨브 롤(262) 및 커버층(230)을 참조]을 제공하기 위해 언롤링될 수 있거나, 대안적으로 또는 그에 부가하여, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성한 후에 사후 형성되고 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 인접하여, 바람직하게는 그를 덮게, 부착될 수 있다[예컨대, 도 3에서 패턴화된 에어 레이드 부직포 일렉트릿 섬유질 웨브(234)에 섬유(218)를 부착하는 사후 형성 애플리케이터(post-forming applicator)(216)를 참조].
특정의 예시적인 실시 형태에서, 미세 섬유 성분(fine fiber component)은 집단 중간 직경이 10 ㎛ 미만인 미세 마이크로섬유들의 집단을 포함한다. 다른 예시적인 실시 형태에서, 미세 섬유 성분은 집단 중간 직경이 약 2 ㎛ 미만인 초미세 마이크로섬유들의 집단을 포함한다. 현재 바람직한 특정 실시 형태에서, 미세 섬유 성분은 집단 중간 직경이 1 ㎛ 미만인 서브마이크로미터 섬유들의 집단을 포함한다.
어떤 예시적인 실시 형태에서, 서브마이크로미터 섬유 성분은 집단 중간 섬유 직경이 약 0.2 ㎛ 내지 약 0.9 ㎛의 범위에 있는 섬유 집단을 포함한다. 다른 예시적인 실시 형태에서, 서브마이크로미터 섬유 성분은 집단 중간 섬유 직경이 약 0.5 ㎛ 내지 약 0.7 ㎛의 범위에 있는 섬유 집단을 포함한다.
본 개시 내용에서, 주어진 서브마이크로미터 섬유 성분에서의 섬유의 "중간 섬유 직경"은 주사 전자 현미경을 사용하는 등에 의해 섬유 구조물의 하나 이상의 이미지를 생성하는 것; 하나 이상의 이미지에서 명확하게 보이는 섬유의 섬유 직경을 측정하여 섬유 직경의 총 수 x를 얻는 것; 및 x개 섬유 직경의 중간 섬유 직경을 계산하는 것에 의해 결정된다. 전형적으로, x는 약 50보다 크고, 바람직하게는 약 50 내지 약 2의 범위이다. 그렇지만, 어떤 경우에, x는 최저 30 또는 심지어 20이도록 선택될 수 있다. 이들 보다 낮은 x 값은 고도로 엉킨 섬유에 특히 유용할 수 있다.
일부 예시적인 실시 형태에서, 서브-마이크로미터 섬유 구성요소는 하나 이상의 중합체 물질을 포함할 수 있다. 적합한 중합체 물질에는 폴리프로필렌 및 폴리에틸렌과 같은 폴리올레핀; 폴리에틸렌 테레프탈레이트 및 폴리부틸렌 테레프탈레이트와 같은 폴리에스테르; 폴리아미드 (나일론-6 및 나일론-6,6); 폴리우레탄; 폴리부텐; 폴리락트산; 폴리비닐 알코올; 폴리페닐렌 설파이드; 폴리설폰; 유체 결정 중합체; 폴리에틸렌-코-비닐아세테이트; 폴리아크릴로니트릴; 사이클릭 폴리올레핀; 폴리옥시메틸렌; 폴리올레핀계 열가소성 탄성중합체; 또는 이들의 조합을 포함하지만, 이들로 제한되지 않는다.
서브-마이크로미터 섬유 구성요소는 전술된 중합체들 또는 공중합체들 중 임의의 하나를 포함하는 단성분 섬유를 포함할 수 있다. 이러한 예시적인 실시 형태에서, 단성분 섬유는 하기에 설명되는 바와 같은 첨가제를 포함할 수 있지만, 전술된 중합체 물질들로부터 선택된 단일의 섬유-형성 물질을 포함한다. 또한, 이러한 예시적인 실시 형태에서, 단성분 섬유는 전형적으로 최대 25 중량%의 하나 이상의 첨가제와 함께 75 중량% 이상의, 전술된 중합체 물질들 중 임의의 하나를 포함한다. 바람직하게는, 단성분 섬유는 80 중량% 이상, 더 바람직하게는 85 중량% 이상, 90 중량% 이상, 95 중량% 이상, 그리고 100 중량%만큼 많은, 전술된 중합체 물질들 중 임의의 하나를 포함하며, 여기서 모든 중량은 섬유의 총 중량을 기준으로 한다.
서브-마이크로미터 섬유 구성요소는 또한 (1) 전술된 중합체 물질들 중 둘 이상, 및 (2) 하기에 설명되는 바와 같은 하나 이상의 첨가제로 형성된 다성분 섬유를 포함할 수 있다. 본 명세서에 사용되는 바와 같이, 용어 "다성분 섬유(multi-component fiber)"는 2종 이상의 중합체 물질로부터 형성된 섬유를 칭하기 위하여 사용된다. 적당한 다성분 섬유 구성은 피복체-코어 구성, 병렬, 계층화된 또는 세그먼트화된 파이/웨지(pie/wedge) 구성[예를 들어, 미국 특허 제4,729,371호는 계층화된 2성분 멜트블로운 섬유(줄무늬 섬유라고도 함)를 기술하고 있고; PCT 국제 공개 제WO 2008/085545호는 도 1a 내지 도 1e에서 세그먼트화된 파이/웨지 섬유 및 계층화된 섬유를 기술하고 있음], 및 "바닷속 섬(islands-in-the-sea)" 구성(예를 들어, 일본 오카야마 소재의 Kuraray Company, Ltd.에 의해 생산된 섬유)을 포함하지만, 이들로 제한되지 않는다.
다성분 섬유로 형성된 서브-마이크로미터 섬유 구성요소의 경우, 바람직하게는 다성분 섬유는 섬유의 총 중량을 기준으로 (1) 약 75 내지 약 99 중량%의, 전술된 중합체들 중 둘 이상, 및 (2) 약 25 내지 약 1 중량%의 하나 이상의 추가의 섬유-형성 물질을 포함한다.
상기한 중합체성 물질들 중 임의의 것으로 형성된 섬유를 포함하는 서브마이크로미터 섬유 성분을 형성하기 위해, 본 개시 내용의 패턴화된 에어 레이드 부직포 섬유질 웨브를 제조하는 방법이 사용될 수 있다. 전형적으로, 서브마이크로미터 섬유 형성 방법 단계는 약 130℃ 내지 약 350℃의 범위에 있는 용융 압출 온도에서 열성형가능 물질을 용융 압출하는 단계를 포함한다. 다이 어셈블리 및/또는 동축 노즐 어셈블리(예를 들어, 앞서 언급한 Torobin 공정을 참조)는 방사구 및/또는 동축 노즐의 집단 - 이를 통해 용융된 열성형가능 물질이 압출됨 - 을 포함한다. 한 예시적인 실시 형태에서, 동축 노즐 어셈블리는 지지층 또는 기재 상으로 다수의 섬유 스트림을 압출하기 위해 어레이로 형성된 동축 노즐의 집단을 포함한다. 예를 들어, 미국 특허 제4,536,361호(도 2) 및 제6,183,670호(도 1 및 도 2)를 참조하기 바란다.
어떤 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브 층은 서브마이크로미터 부직포 섬유에 대한 지지 구조물을 제공하는 더 굵은 마이크로섬유와 혼합된 서브마이크로미터 섬유로 형성되어 있을 수 있다. 지지 구조물은 미세한 서브-마이크로미터 섬유를 바람직한 저 고형률 형태로 유지하도록 탄성 및 강도를 제공할 수 있다. 지지 구조물은 다수의 상이한 구성요소로부터 단독으로 또는 협력하여 제조될 수 있다. 지지 구성요소의 예는 예를 들어 마이크로섬유, 불연속적인 배향된 섬유, 천연 섬유, 발포형 다공성 다공질 물질, 및 연속적인 또는 불연속적인 비 배향된 섬유를 포함한다.
한 예시적인 실시 형태에서, 마이크로섬유 스트림이 형성되고, 서브마이크로미터 섬유 스트림이 개별적으로 형성되고 마이크로섬유 스트림에 부가되어, 패턴화된 에어 레이드 부직포 섬유질 웨브를 형성한다. 다른 예시적인 실시 형태에서, 서브마이크로미터 섬유 스트림이 형성되고, 마이크로섬유 스트림이 개별적으로 형성되고 서브마이크로미터 섬유 스트림에 부가되어, 패턴화된 에어 레이드 부직포 섬유질 웨브를 형성한다. 이들 예시적인 실시 형태에서, 서브-마이크로미터 섬유 스트림과 마이크로섬유 스트림 중 하나 또는 둘 모두는 배향된다. 부가의 실시 형태에서, 배향된 서브마이크로미터 섬유 스트림이 형성되고, 불연속 마이크로섬유가, 예컨대, 미국 특허 제4,118,531호(Hauser)에 기술된 공정을 사용하여, 서브마이크로미터 섬유 스트림에 부가된다.
어떤 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브를 제조하는 방법은 섬유 스트림을 혼합하는 것, 습식 엉킴, 습식 형성, 플렉시필라멘트 형성, 또는 그 조합에 의해, 서브마이크로미터 섬유 집단 및 마이크로섬유 집단을 패턴화된 에어 레이드 부직포 섬유질 웨브로 결합하는 단계를 포함한다. 서브-마이크로미터 섬유 집단과 마이크로섬유 집단을 조합할 때, 하나의 유형 또는 둘 모두의 유형의 섬유의 다수의 스트림이 사용될 수 있으며, 스트림들은 임의의 순서로 조합될 수 있다. 이러한 방식으로, 다양한 원하는 밀집 구배(concentration gradient) 및/또는 층상 구조(layered structure)를 나타내는 부직포 복합 섬유질 웨브가 형성될 수 있다.
예를 들어, 특정의 예시적인 실시 형태에서, 불균질 섬유 혼합물을 형성하기 위해 서브마이크로미터 섬유들의 집단이 마이크로섬유들의 집단과 결합될 수 있다. 다른 예시적인 실시 형태에서, 서브마이크로미터 섬유들의 집단은 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 포함하는 상부층 또는 하부층으로서 형성될 수 있다. 다른 특정의 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 서브마이크로미터 섬유들의 집단을 포함하는 상부층 또는 하부층(예컨대, 지지층 또는 컬렉터)으로서 형성될 수 있다.
i. 서브마이크로미터 섬유의 형성
서브마이크로섬유들의 집단을 생성 및 증착하기 위해, 멜트 블로잉, 용융 방사, 전기 방사, 기체 젯 피브릴화, 또는 그 조합(이들로 제한되지 않음)을 비롯한 다수의 공정이 사용될 수 있다. 적당한 공정은 미국 특허 제3,874,886호(Levecque 등), 제4,363,646호(Torobin), 제4,536,361호(Torobin), 제6,183,670호(Torobin), 제5,227,107호(Dickenson 등), 제6,114,017호(Fabbricante 등), 제6,382,526 B1호(Reneker 등), 제6,743,273호(Chung 등), 제6,800,226호(Gerking), 및 제6,861,025 B2호(Erickson 등)에 개시된 공정을 포함하지만, 이들로 제한되지 않는다. 서브마이크로미터 섬유를 형성하는 하나의 특히 적당한 공정은 발명의 명칭이 "나노섬유 및 나노섬유 웨브를 형성하는 장치, 시스템 및 방법(APPARATUS, SYSTEM, AND METHOD FOR FORMING NANOFIBERS AND NANOFIBER WEBS)"인 동시 계류 중인 미국 가특허 출원 제61/238,761호(Moore 등)에 기술되어 있다. 서브마이크로미터 섬유를 형성하는 현재 바람직한 공정은 전기 방사 공정[예를 들어, 미국 특허 제1,975,504호(Formhals)에 기술된 공정]이다.
F. 선택적인 부착 장치
특정의 예시적인 실시 형태에서, 본 개시 내용의 패턴화된 에어 레이드 섬유질 웨브는 패턴화된 에어 레이드 섬유질 물품을 기재에 부착시킬 있는 하나 이상의 부착 장치를 추가로 포함할 수 있다. 앞서 논의된 바와 같이, 패턴화된 에어 레이드 섬유질 물품을 부착시키기 위해 접착제가 사용될 수 있다. 접착제 외에, 다른 부착구를 사용할 수 있다. 적당한 부착 장치는 나사, 못, 클립, 스테이플, 꿰맴, 실, 후크 및 루프 물질 등의 임의의 기계적 체결구를 포함하지만, 이들로 제한되지 않는다. 부가의 부착 방법은, 예를 들어, 열을 가하는 것 또는 초음파 용접 또는 냉간압 용접의 사용에 의한 표면의 열접합을 포함한다.
패턴화된 에어 레이드 섬유질 물품을 각종의 기재에 부착시키기 위해 하나 이상의 부착 장치가 사용될 수 있다. 예시적인 기재는 차량 구성요소; 차량 내부(즉, 객실, 동력실, 트렁크 등); 건물의 벽(즉, 내부 벽면 또는 외부 벽면); 건물의 천정(즉, 내부 천정 표면 또는 외부 천정 표면); 건물의 벽 또는 천정을 형성하기 위한 건축재(예를 들어, 천정 타일, 목재 구성요소, 석고 보드 등); 실내 격벽; 금속 시트; 유리 기재; 문; 창문; 기계 장치의 구성요소; 기구 구성요소(appliance component)(즉, 기구 내부 표면 또는 기구 외부 표면); 파이프 또는 호스의 표면; 컴퓨터 또는 전자 구성요소; 녹음 또는 재생 장치; 기구용 하우징 또는 케이스, 컴퓨터 등을 포함하지만 이로 한정되지는 않는다.
G. 선택적인 미립자를 갖는 패턴화된 에어
레이드
섬유질
웨브의
제조 방법
본 개시 내용은 또한 상기 실시 형태들 중 임의의 실시 형태에 따라 패턴화된 에어 레이드 부직포 섬유질 웨브를 제조하는 방법을 제공한다. 이 방법은 상단부 및 하단부를 가지는 형성 챔버를 제공하는 단계, 복수의 섬유를 형성 챔버의 상단부 내로 유입시키는 단계, 섬유들의 집단을 실질적으로 개별 섬유로서 형성 챔버의 하단부로 이송시키는 단계, 및 실질적으로 개별 섬유들의 집단을 패턴화된 컬렉터 표면 상에 식별가능 패턴을 가지는 부직포 섬유질 웨브로서 포착하는 단계를 포함하고, 식별가능 패턴은 (돌출부를 갖지 않는 것으로 간주되는) 부직포 섬유질 웨브(예컨대, 도 1의 234)의 주 표면(예컨대, 도 1의 204)으로부터 뻗어 있는 복수의 비중공 돌출부(예컨대, 도 1의 200), 및 주 표면에 의해 정의되고 그와 실질적으로 평행한 평면에 있는 각각의 인접한 돌출부 사이에 형성된 복수의 실질적으로 평면인 랜드 영역(예컨대, 도 1의 202)을 포함한다.
어떤 예시적인 실시 형태에서, 이 방법은 패턴화된 컬렉터 표면으로부터 웨브를 제거하기 전에 접착제를 사용하지 않고 복수의 섬유의 적어도 일부분을 서로 접합시키며, 그로써 섬유질 웨브로 하여금 식별가능 패턴을 보유하게 하는 단계를 추가로 포함한다. 특정의 예시적인 실시 형태에서, 이 방법은 실질적으로 개별 섬유들의 집단을 패턴화된 에어 레이드 부직포 섬유질 웨브로서 포착하기 전에 섬유질 미립자 혼합물을 형성하기 위해, 복수의 미립자(화학적 활성 미립자일 수 있음)를 형성 챔버 내로 유입시키고 형성 챔버 내에서 복수의 개별 섬유를 복수의 미립자와 혼합하는 단계, 및 미립자들 중 적어도 일부분을 패턴화된 에어 레이드 부직포 섬유질 웨브에 고정시키는 단계를 추가로 포함한다.
상기 방법들 중 임의의 방법의 추가의 예시적인 실시 형태에서, 패턴화된 컬렉터 표면은 컬렉터를 통해 뻗어 있는 복수의 기하학적 형상의 구멍을 포함하고, 섬유들의 집단을 포착하는 단계가 천공된 패턴화된 컬렉터 표면을 통해 진공을 만드는 단계를 포함한다. 특정의 예시적인 실시 형태에서, 복수의 기하학적 형상의 구멍은 원형, 타원형, 다각형, X자형, V자형, 나선형, 및 그 조합 중에서 선택되는 형상을 가진다. 어떤 특정의 예시적인 실시 형태에서, 복수의 기하학적 형상의 구멍은 삼각형, 정사각형, 직사각형, 마름모꼴, 사다리꼴, 오각형, 육각형, 팔각형, 및 그 조합 중에서 선택되는 다각형 형상을 가진다. 어떤 특정의 예시적인 실시 형태에서, 복수의 기하학적 형상의 구멍은 패턴화된 컬렉터 표면 상의 2차원 패턴을 포함한다. 다른 예시적인 실시 형태에서, 패턴화된 컬렉터 표면 상의 기하학적 형상의 구멍의 2차원 패턴은 2차원 어레이이다.
특정의 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브를 형성하기 위해 섬유질 미립자 혼합물을 형성 챔버의 하단부로 이송시키는 단계는 개별 섬유를 형성 챔버 내로 낙하시키고 섬유가 중력 하에서 형성 챔버를 통해 낙하할 수 있게 해주는 단계를 포함한다. 다른 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브를 형성하기 위해 섬유질 미립자 혼합물을 형성 챔버의 하단부로 이송시키는 단계는 개별 섬유를 형성 챔버 내로 낙하시키고 섬유가 중력 및 형성 챔버의 하단부에 가해지는 진공력 하에서 형성 챔버를 통해 낙하할 수 있게 해주는 단계를 포함한다.
패턴화된 에어 레이드 부직포 섬유질 웨브의 0 중량% 초과 10 중량% 미만, 더욱 바람직하게는 개별 섬유의 0 중량% 초과 10 중량% 미만이 적어도 제1 용융 온도를 가지는 제1 영역 및 제2 용융 온도를 가지는 제2 영역 - 제1 용융 온도는 제2 용융 온도 미만임 - 을 포함하는 다성분 섬유로 이루어져 있는 어떤 예시적인 실시 형태에서, 미립자를 패턴화된 에어 레이드 부직포 섬유질 웨브에 고정시키는 단계는 다성분 섬유를 적어도 제1 용융 온도이고 제2 용융 온도 미만인 온도로 가열하는 단계를 포함하고, 그로써 미립자들 중 적어도 일부분이 다성분 섬유의 적어도 일부분의 적어도 제1 영역에 접합되고, 개별 섬유의 적어도 일부분이 다성분 섬유의 제1 영역과의 복수의 교차점에서 서로 접합된다.
복수의 개별 섬유가 제1 용융 온도를 가지는 단성분 열가소성 개별 섬유들의 제1 집단, 및 제1 용융 온도 초과의 제2 용융 온도를 가지는 단성분 개별 섬유들의 제2 집단을 포함하는 다른 예시적인 실시 형태에서, 미립자를 패턴화된 에어 레이드 부직포 섬유질 웨브에 고정시키는 단계는 열가소성 섬유를 적어도 제1 용융 온도이고 제2 용융 온도 미만인 온도로 가열하는 단계를 포함하고, 그로써 미립자들 중 적어도 일부분이 단성분 개별 섬유들의 제1 집단의 적어도 일부분에 접합되고, 또한 단성분 개별 섬유들의 제1 집단의 적어도 일부분이 단성분 개별 섬유들의 제2 집단의 적어도 일부분에 접합된다.
제1 용융 온도를 가지는 단성분 열가소성 개별 섬유들의 제1 집단, 및 제1 용융 온도 초과의 제2 용융 온도를 가지는 단성분 개별 섬유들의 제2 집단을 포함하는 어떤 예시적인 실시 형태에서, 바람직하게는 패턴화된 에어 레이드 부직포 섬유질 웨브의 0 중량% 초과 10 중량% 미만, 더욱 바람직하게는 개별 섬유의 0 중량% 초과 10 중량% 미만이 단성분 개별 열가소성 물질의 제1 집단으로 이루어져 있다.
특정의 예시적인 실시 형태에서, 미립자를 패턴화된 에어 레이드 부직포 섬유질 웨브에 고정시키는 단계는 단성분 열가소성 개별 섬유들의 제1 집단을 적어도 제1 용융 온도이고 제2 용융 온도 미만인 온도로 가열하는 단계를 포함하고, 그로써 미립자들 중 적어도 일부분이 단성분 열가소성 개별 섬유들의 제1 집단의 적어도 일부분에 접합되고, 개별 섬유의 적어도 일부분이 단성분 열가소성 개별 섬유들의 제1 집단과의 복수의 교차점에서 서로 접합된다.
상기 예시적인 실시 형태들 중 임의의 실시 형태에서, 미립자를 패턴화된 에어 레이드 부직포 섬유질 웨브에 고정시키는 단계는 열접합, 자기 접합, 접착제 접합, 분말 결합제 결합, 습식 엉킴(hydroentangling), 바늘 천공(needlepunching), 캘린더링(calendering), 또는 그 조합 중 적어도 하나를 포함한다. 상기 실시 형태들 중 일부 실시 형태에서, 미립자를 패턴화된 에어 레이드 부직포 섬유질 웨브에 고정시키는 단계는 개별 섬유를 엉키게 함으로써 복수의 격자간 공극(interstitial void)을 포함하는 응집성 패턴화된 에어 레이드 부직포 섬유질 웨브를 형성하는 단계를 포함하고, 각각의 격자간 공극은 적어도 2개의 겹치는 섬유에 의해 정의되는 중간 치수를 가지는 적어도 하나의 개구부를 가지는 공극 체적을 정의하고, 미립자는 공극 체적 미만의 체적 및 중간 치수 초과의 중간 미립자 크기를 나타내며, 또한 화학적 활성 미립자는 실질적으로 개별 섬유에 접합되지 않고 개별 섬유는 실질적으로 서로 접합되지 않는다.
상기 예시적인 실시 형태들 중 임의의 실시 형태에서, 개별 섬유들의 적어도 일부분을 웨팅하기 위해 액체가 형성 챔버 내로 유입될 수 있고, 그로써 미립자들 중 적어도 일부분이 형성 챔버에서 웨팅된 개별 섬유들에 부착된다.
상기 실시 형태들 중 임의의 실시 형태에서, 미립자가 상단부에서, 하단부에서, 상단부와 하단부 사이에서, 또는 그 조합으로 형성 챔버 내로 유입될 수 있다. 상기 실시 형태들 중 임의의 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브가 컬렉터 상에 형성될 수 있고, 컬렉터가 스크린, 스크림, 메쉬, 부직포 천, 직포 천, 편성물, 발포체층, 다공성 필름, 천공 필름(perforated film), 섬유의 어레이, 멜트-피브릴화된(melt-fibrillated) 나노섬유 웨브, 멜트블로운 섬유질 웨브, 스펀 본드 섬유질 웨브, 에어 레이드 섬유질 웨브, 웨트 레이드 섬유질 웨브, 카디드 섬유질 웨브, 습식 엉킴 섬유질 웨브, 및 그 조합 중에서 선택된다.
상기 실시 형태들 중 임의의 실시 형태의 다른 일례에서, 이 방법은 패턴화된 에어 레이드 부직포 섬유질 웨브를 덮는 섬유질 커버층를 부착하는 단계를 추가로 포함하고, 섬유질 커버층이 에어-레잉, 웨트-레잉, 카딩(carding), 멜트 블로잉, 용융 방사, 전기 방사, 플렉시필라멘트 형성, 기체 젯 피브릴화, 섬유 분할, 또는 그 조합에 의해 형성된다. 특정의 예시적인 실시 형태에서, 섬유질 커버층이 멜트 블로잉, 용융 방사, 전기 방사, 플렉시필라멘트 형성, 기체 젯 피브릴화, 섬유 분할, 또는 그 조합에 의해 형성되는 중간 섬유 직경이 1 ㎛ 미만인 서브마이크로미터 섬유들의 집단을 포함한다.
이하에 기술되는 공정의 일부 실시 형태를 통해, 부직포 물품의 하나의 표면 상에 우선적으로 미립자를 획득하는 것이 가능하다. 성긴 부푼 부직포 웨브의 경우, 미립자가 웨브를 통해 떨어지고 우선적으로 부직포 물품의 하부 상에 있게 된다. 조밀한 부직포 웨브의 경우, 미립자가 표면 상에 남아 있고 우선적으로 부직포 물품의 상부 상에 있게 된다.
게다가, 이하에서 기술하는 바와 같이, 부직포 물품의 두께 전체에 걸쳐 미립자를 분포시키는 것이 가능하다. 이 실시 형태에서, 따라서, 미립자가 웨브의 작업 표면 상에서는 물론 두께 전체에 걸쳐 이용가능하다. 일 실시 형태에서, 미립자를 고정시키기 위해 섬유가 용융될 수 있을 때까지 미립자를 섬유에 달라붙게 하는 것을 돕기 위해 섬유가 웨팅될 수 있다. 다른 실시 형태에서, 조밀한 부직포 웨브의 경우, 부직포 물품의 두께 전체에 걸쳐 미립자를 끌어들이기 위해 진공이 유입될 수 있다.
1. 패턴화된 에어
레이드
섬유질
웨브를
형성하는 장치
도 3 및 도 4는 패턴화된 에어 레이드 섬유질 웨브를 형성하는 예시적인 장치의 일부로서 본 개시 내용의 다양한 실시 형태를 수행하는 예시적인 장치를 나타낸 것이다. 도 3은 장치의 전체적인 개략 측면도이다. 도 4는 선택적인 접합 장치의 사시도이다. 도 5a 내지 도 5h는 본 개시 내용의 특정의 예시적인 실시 형태에 따른 패턴화된 에어 레이드 섬유질 웨브를 형성하는 데 유용한 다양한 예시적인 천공된 패턴화된 컬렉터 표면의 평면도이다.
앞서 기술한 바와 같은 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 제조하는 다양한 공정을 실시하도록 구성되어 있을 수 있는 예시적인 장치(220)가 도 3에 도시되어 있다. 하나 이상의 개별 섬유 입력 스트림(210, 210', 210'')이 형성 챔버(220) 상부에 근접하여 위치해 있고, 개별 섬유들이 혼합되고, 블렌딩되어, 궁극적으로 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성한다.
도 3에 도시된 바와 같이, 개별적인 섬유 스트림(210)은 복수의 다성분 섬유(110)를 형성 챔버(220)에 유입시키는 것으로 도시되어 있고; 개별적인 섬유 스트림(210')은 복수의 개별 충전 섬유(120)(천연 섬유일 수 있음)를 형성 챔버(220)에 유입시키는 것으로 도시되어 있으며; 개별적인 섬유 스트림(210")은 열가소성 개별 섬유(116)의 제1 집단을 형성 챔버(220)에 유입시키는 것으로 도시되어 있다. 그렇지만, 개별 섬유가 형성 챔버 내로 개별적인 스트림으로서 유입될 필요가 없고, 개별 섬유들의 적어도 일부분이 유리하게도 형성 챔버(220)에 들어가기 전에 단일 섬유 스트림으로 결합될 수 있다는 것을 잘 알 것이다. 예를 들어, 형성 챔버(220)에 들어가기 전에, 특히 다성분(110) 및 충전 섬유(120)의 블렌드가 포함되어 있는 경우, 입력 개별 섬유를 성기게 하고 코밍(comb)하며 및/또는 블렌딩하기 위해 오프너(opener)(도시 생략)가 포함될 수 있다.
게다가, 섬유 스트림(210, 210', 210'')이 형성 챔버(220) 내로 유입되는 위치가 유리하게도 변화될 수 있다. 예를 들어, 섬유 스트림이 유리하게도 형성 챔버의 좌측에, 상부에, 또는 우측에 위치될 수 있다. 게다가, 섬유 스트림이 유리하게도 형성 챔버(220)의 상부에 또는 심지어 중간에서 유입되도록 위치될 수 있다. 그렇지만, 섬유 스트림이 무한 벨트 스크린(224) 상부에서 유입되는 것이 현재 바람직하며, 이에 대해서는 이하에서 더 기술한다.
또한, 미립자(130, 130')의 하나 이상의 입력 스트림(212, 212')이 형성 챔버(220)에 들어간다. 2개의 미립자 스트림(212, 212')이 도 3에 도시되어 있지만, 단지 하나의 스트림만이 사용될 수 있거나 2개 초과의 스트림이 사용될 수 있다는 것을 잘 알 것이다. 다수의 입력 스트림(212, 212')이 사용되는 경우, 각각의 스트림(212, 212')에서 미립자가 동일하거나(도시 생략) 상이할 수 있다(130, 130')는 것을 잘 알 것이다. 다수의 입력 스트림(212, 212')이 사용되는 경우, 미립자(130, 130')가 개별 미립자 물질을 포함하는 것이 현재 바람직하다.
또한, 미립자 입력 스트림(212, 212')이 유리하게도 형성 챔버(220)의 다른 영역에서 유입될 수 있다는 것을 잘 알 것이다. 예를 들어, 미립자가 형성 챔버(220)의 상부에 근접하여[미립자(130)를 유입시키는 입력 스트림(212)], 및/또는 형성 챔버의 중간에서(도시 생략), 및/또는 형성 챔버(220)의 하부에서[미립자(130')를 유입시키는 입력 스트림(212')] 유입될 수 있다.
게다가, 미립자 입력 스트림(212, 212')이 형성 챔버(220) 내로 유입되는 위치가 유리하게도 변화될 수 있다. 예를 들어, 입력 스트림이 유리하게도 미립자(130, 130')를 형성 챔버의 좌측에서(212'), 상부에서(212) 또는 우측에서(도시 생략) 유입시키도록 위치될 수 있다. 게다가, 입력 스트림이 유리하게도 미립자(130, 130')를 형성 챔버(220)의 상부에서(212), 중간에서(도시 생략) 또는 하부에서(212') 유입시키도록 위치될 수 있다.
어떤 예시적인 실시 형태에서(예컨대, 미립자가 약 1 내지 25 마이크로미터의 중간 크기 또는 직경을 갖는 미세한 미립자를 포함하거나 미립자가 1 g/ml 미만의 밀도를 갖는 저밀도 미립자를 포함함), 미립자(130)에 대한 적어도 하나의 입력 스트림(212)이 무한 벨트 스크린(224) 위쪽에서 유입되는 것이 현재 바람직하며, 이에 대해서는 이하에서 더 기술한다.
다른 예시적인 실시 형태에서(예컨대, 미립자가 약 25 마이크로미터 초과의 중간 크기 또는 직경을 갖는 굵은 미립자를 포함하거나 미립자가 1 g/ml 초과의 밀도를 갖는 고밀도 미립자를 포함함), 미립자(130)에 대한 적어도 하나의 입력 스트림(212)이 무한 벨트 스크린(224) 아래쪽에서 유입되는 것이 현재 바람직하며, 이에 대해서는 이하에서 더 기술한다. 특정의 이러한 실시 형태에서, 미립자(130')에 대한 적어도 하나의 입력 스트림(212')이 형성 챔버의 좌측에서 유입되는 것이 현재 바람직하다.
게다가, 미립자가 약 5 마이크로미터 미만의 중간 크기 또는 직경 및 1 g/ml 초과의 밀도를 갖는 극히 미세한 미립자를 포함하는 특정의 예시적인 실시 형태에서, 미립자에 대한 적어도 하나의 입력 스트림(212')이 형성 챔버의 우측에서, 바람직하게는 무한 벨트 스크린(224) 아래쪽에서 유입되는 것이 현재 바람직하며, 이에 대해서는 이하에서 더 기술한다.
그에 부가하여, 어떤 특정의 예시적인 실시 형태에서, 입력 스트림(예컨대, 212)이 유리하게도 미립자(130)가 패턴화된 에어 레이드 부직포 섬유질 웨브(234) 전체에 걸쳐 실질적으로 균일하게 분포되는 방식으로 미립자(예컨대, 130)를 유입시키도록 위치될 수 있다. 대안적으로, 어떤 특정의 예시적인 실시 형태에서, 입력 스트림(예컨대, 212')이 유리하게도 미립자(130)가 실질적으로 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 주 표면에, 예를 들어, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 하부 주 표면에 근접하여(도 3) 또는 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 상부 주 표면에 근접하여(도시 생략) 분포되는 방식으로 미립자(예컨대, 130')를 유입시키도록 위치될 수 있다.
도 3이 미립자(예컨대, 130')가 실질적으로 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 하부 주 표면에 분포될 수 있는 한 예시적인 실시 형태를 예시하고 있지만, 패턴화된 에어 레이드 부직포 섬유질 웨브 내에서의 미립자의 다른 분포 - 형성 챔버(220) 내로의 미립자의 입력 스트림의 위치 및 미립자의 성질(예컨대, 중간 입자 크기 또는 직경, 밀도 등)에 의존할 것임 - 가 획득될 수 있다는 것을 잘 알 것이다.
따라서, 한 예시적인 실시 형태(도시 생략)에서, 미립자의 입력 스트림이 유리하게도 미립자가 실질적으로 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 상부 주 표면에 분포되는 방식으로 극히 굵은 또는 고밀도 미립자를 유입시키도록 [예컨대, 형성 챔버(220)의 하부 우측에 근접하여] 위치될 수 있다. 패턴화된 에어 레이드 부직포 섬유질 웨브(234) 상에서 또는 그 내에서의 다른 미립자(130, 130') 분포가 본 개시 내용의 범위 내에 속한다.
미립자(130, 130')의 입력 스트림(212, 212')을 형성 챔버(220)로 유입시키기에 적당한 장치는 상업적으로 이용가능한 진동 공급기[예를 들어, K-Tron, Inc.(미국 뉴저지주 피트먼 소재)에 의해 제조된 것]를 포함한다. 미립자의 입력 스트림은, 일부 예시적인 실시 형태에서, 미립자를 유동화시키기 위해 공기 노즐에 의해 증강될 수 있다. 적당한 공기 노즐은 Spraying Systems, Inc.(미국 일리노이주 위턴 소재)로부터 상업적으로 이용가능하다.
형성 챔버(220)는 바람직하게는 에어-레잉 섬유 가공 장비의 일종(미국 특허 제7,491,354호 및 제6,808,664호에 도시되고 기술된 것 등)이다. 패턴화된 에어 레이드 부직포 섬유질 웨브를 형성하기 위해 섬유를 혼합 및 상호-계합하는 데 강한 공기 흐름을 사용하는 것(미국 뉴욕주 마케돈 소재의 Rando Machine Corporation로부터 입수가능한 "RandoWebber" 웨브 형성 기계 등을 사용함) 대신에, 형성 챔버(220)는, 중력으로 인해 섬유가 무한 벨트 스크린(224)을 통해 낙하하여 상호-계합된 섬유의 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성할 수 있게 해주면서, 섬유를 블렌딩 및 혼합하기 위해 스파이크 롤러(222)를 가진다. 에어-레잉 장비의 이 구성을 사용하여, 일부 실시 형태에서, 섬유 및 미립자가 함께 형성 챔버(220)의 하부로 떨어져 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성한다. 한 예시적인 실시 형태에서, 형성 챔버(220)에서 패턴화된 에어 레이드 부직포 섬유질 웨브(234)가 형성되는 영역(도시 생략) 아래쪽에 진공이 포함될 수 있다.
도 3 및 도 4를 참조하면, 일부 예시적인 실시 형태에서, 형성된 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 형성 챔버(220)를 빠져나가, 다성분 섬유(110)가 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 포함되어 있는 경우, 다성분 섬유(110)의 제1 영역(112)을 가열하기 위해 사용되는 선택적인 가열 유닛(240)(오븐 등)으로 진행한다. 용융된 제1 영역(112)은 이동하여, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 섬유들의 교차점에 수집되는 경향이 있다. 이어서, 냉각 시에, 용융된 제1 영역(112)은 응집 및 응고되어, 고정되고 상호연결된 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 생성한다.
선택적인 미립자(130)는, 일부 실시 형태에서, 다성분 섬유(110)의 용융된 다음에 응집된 제1 영역(112) 또는 부분적으로 용융된 다음에 응집된 열가소성 단성분 섬유(116)의 제1 집단에 의해 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 고정될 수 있다. 따라서, 먼저 웨브를 형성하고 이어서 웨브를 가열하는 2개의 단계에서, 결합제 또는 추가의 코팅 단계를 필요로 하지 않고, 미립자(130)를 포함하는 부직포 웨브가 생성될 수 있다.
한 예시적인 실시 형태에서, 미립자(130)는 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 섬유를 통해 하강하고, 따라서 우선적으로 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 하부 표면 상에 있다. 패턴화된 에어 레이드 부직포 섬유질 웨브가 가열 유닛(240)으로 진행할 때, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 하부 표면 상에 위치한 다성분 섬유(110)의 용융된 다음에 응집된 제1 영역(112)은, 바람직하게는 부가의 결합제 코팅을 필요로 하지 않고, 미립자(130)를 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 고정시킨다.
다른 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브가 작은 개구부를 갖는 비교적 조밀한 웨브일 때, 미립자(130)는 우선적으로 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 상부 표면(234)에 여전히 있다. 이러한 실시 형태에서, 경사는 웨브의 개구부들 중 일부를 통해 부분적으로 떨어지는 미립자를 형성할 수 있다. 패턴화된 에어 레이드 부직포 섬유질 웨브(234)가 가열 유닛(240)으로 진행할 때, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 상부 표면 상에 또는 그에 근접하여 위치한 다성분 섬유(110)[또는 부분적으로 용융된 열가소성 단성분 섬유(116)]의 용융된 다음에 응집된 제1 영역(112)은, 바람직하게는 부가의 결합제 코팅을 필요로 하지 않고, 미립자(130)를 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 고정시킨다.
다른 실시 형태에서, 액체(215)(바람직하게는 물 또는 수용액임)가 분무기(214)로부터 미스트(mist)로서 유입된다. 액체(215)는 바람직하게는 개별 섬유(110, 116, 120)를 적시고, 따라서 미립자(130, 130')가 섬유의 표면에 달라붙는다. 따라서, 미립자(130, 130')는 일반적으로 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 두께 전체에 걸쳐 분산된다. 패턴화된 에어 레이드 부직포 섬유질 웨브(234)가 가열 유닛(240)으로 진행할 때, (다성분 또는 열가소성 단성분) 개별 섬유(110)의 제1 영역(112)이 용융되는 동안 액체(215)가 바람직하게는 증발한다. 다성분(또는 열가소성 단성분) 개별 섬유의 용융된 다음에 응집된 제1 영역(112)은 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 섬유들을 서로 고정시키고, 그에 부가하여 부가의 결합제 코팅을 필요로 하지 않고, 미립자(130, 130')를 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 고정시킨다.
액체(215)의 미스트는 개별 섬유(110, 116, 120)가 형성 챔버(220) 내로 유입된 후에, 섬유(110, 116, 120)(포함되어 있는 경우)를 적시는 것으로 나타내어져 있다. 그렇지만, 섬유를 적시는 것은 개별 섬유(110, 116, 120)가 형성 챔버(220) 내에 유입되기 이전을 비롯하여 공정의 다른 장소에서 일어날 수 있다. 예를 들어, 미립자(130)가 낙하되고 있는 동안 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 적시기 위해 형성 챔버(220)의 하부에서 액체가 유입될 수 있다. 낙하 이전에 미립자(130, 130') 및 개별 섬유(110, 116, 120)를 적시기 위해, 액체(215)의 미스트가 그에 부가하여 또는 대안적으로 형성 챔버(220)의 상부에서 또는 형성 챔버(220)의 중간에서 유입될 수 있다.
다성분 섬유(110)의 제1 영역(112)을 용융시키기 위해, 선택된 미립자(130)가 패턴화된 에어 레이드 부직포 섬유질 웨브(234)가 노출되어 있는 열에 견딜 수 있어야만 한다는 것을 잘 알 것이다. 일반적으로, 열이 100 내지 150℃로 또는 100 내지 150℃까지 제공된다.. 게다가, 선택된 미립자(130)가 액체 용액(214)(포함되어 있는 경우)의 미스트에 견딜 수 있어야만 한다는 것을 잘 알 것이다. 따라서, 미스트의 액체가 수용액일 수 있고, 다른 실시 형태에서, 미스트의 액체가 유기 용매 용액일 수 있다.
본 개시 내용의 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 선택적으로 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 인접하여 복수의 개별 섬유 및 복수의 미립자를 포함하는 적어도 하나의 부가층을 포함할 수 있다. 적어도 하나의 인접층은 하부층[예컨대, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 대한 지지층(232)], 상부층[예컨대, 커버층(230)], 또는 그 조합일 수 있다. 적어도 하나의 인접층은 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 주 표면에 직접 접촉할 필요가 없고, 바람직하게는 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 적어도 하나의 주 표면과 접촉한다.
어떤 예시적인 실시 형태에서, 적어도 하나의 부가층은, 예를 들어, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성하기 전에 생성되는 웨브 롤[예컨대, 도 3의 웨브 롤(260, 262)을 참조]로서 사전 형성될 수 있다. 어떤 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 대한 컬렉터(232)를 제공하기 위해 웨브 롤(260)이 언롤링되어 형성 챔버(220) 아래를 통과할 수 있다. 특정의 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)가 형성 챔버(220)를 빠져나간 후에 커버층(230)을 부착하기 위해 웨브 롤(262)이 위치될 수 있다.
다른 예시적인 실시 형태에서, 예를 들어, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 주 표면에 인접하는(바람직하게는 접촉하는) 복수의 섬유(218)(현재 바람직한 일부 실시 형태에서, 중간 직경이 1 마이크로미터 미만인 섬유들의 집단을 포함함)를 부착하는 것으로 도시되어 있는 사후 형성 애플리케이터(216)를 사용하여 적어도 하나의 인접층이 패턴화된 에어 레이드 부직포 섬유질 웨브(234)와 동시 형성될 수 있고, 그로써 일부 실시 형태에서, 여과 물품을 제조하는 데 유용한 다층 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성한다.
앞서 살펴본 바와 같이, 본 개시 내용의 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 선택적으로 서브마이크로미터 섬유들의 집단을 포함할 수 있다. 현재 바람직한 일부 실시 형태에서, 서브마이크로미터 섬유들의 집단은 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 인접하는 층을 포함한다. 서브마이크로미터 섬유 성분을 포함하는 적어도 하나의 층은 하부층[패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 대한 지지층 또는 컬렉터]일 수 있지만, 더욱 바람직하게는 상부층 또는 커버층으로서 사용된다. 서브마이크로미터 섬유들의 집단은 패턴화된 에어 레이드 부직포 섬유질 웨브(234)와 동시 형성될 수 있거나, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성하기 전에 웨브 롤[예컨대, 도 3의 웨브 롤(260, 262)을 참조]로서 사전 형성되고 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 대한 컬렉터[예컨대, 도 3의 웨브 롤(260) 및 컬렉터(232)를 참조] 또는 커버층[예컨대, 도 3의 웨브 롤(262) 및 커버층(230)을 참조]을 제공하기 위해 언롤링될 수 있거나, 대안적으로 또는 그에 부가하여, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성한 후에 사후 형성되고 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 인접하여, 바람직하게는 그를 덮게, 부착될 수 있다[예컨대, 도 3에서 패턴화된 에어 레이드 부직포 일렉트릿 섬유질 웨브(234)에 섬유(218)를 부착하는 사후 형성 애플리케이터(216)를 참조].
서브마이크로미터 섬유들의 집단이 패턴화된 에어 레이드 부직포 섬유질 웨브(234)와 동시 형성되는 예시적인 실시 형태에서, 웨브의 표면에 또는 그 근방에 서브마이크로미터 섬유들의 집단을 형성하기 위해 서브마이크로미터 섬유들의 집단이 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 표면 상에 침착될 수 있다. 이 방법은 선택적으로 지지층 또는 컬렉터(232)를 포함할 수 있는 패턴화된 에어 레이드 부직포 섬유질 웨브(234)가 중간 섬유 직경이 1 마이크로미터(㎛) 미만인 서브마이크로미터 섬유의 섬유 스트림을 통과하는 단계를 포함할 수 있다. 섬유 스트림을 통과하는 동안, 서브마이크로미터 섬유가 지지층에 일시적으로 또는 영구적으로 접합되도록 패턴화된 에어 레이드 부직포 섬유질 웨브(234) 상에[예컨대, 영역(315)에] 침착될 수 있다. 섬유들이 지지 층 상에 침착될 때, 섬유들은 선택적으로 서로 결합될 수 있으며, 지지 층 상에 있는 동안 추가로 경화될 수 있다.
서브마이크로미터 섬유들의 집단은 패턴화된 에어 레이드 부직포 섬유질 웨브(234)와 동시 형성될 수 있거나, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성하기 전에 웨브 롤[예컨대, 도 3의 웨브 롤(260, 262)을 참조]로서 사전 형성되고 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 대한 컬렉터[예컨대, 도 3의 웨브 롤(260) 및 컬렉터(232)를 참조] 또는 커버층[예컨대, 도 3의 웨브 롤(262) 및 커버층(230)을 참조]을 제공하기 위해 언롤링될 수 있거나, 대안적으로 또는 그에 부가하여, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 형성한 후에 사후 형성되고 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 인접하여, 바람직하게는 그를 덮게, 부착될 수 있다[예컨대, 도 3에서 패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 섬유(218)를 부착하는 사후 형성 애플리케이터(216)를 참조].
형성 이후에, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는, 어떤 예시적인 실시 형태에서, 선택적인 가열 유닛(240)을 통과하고, 이 가열 유닛(240)은 제1 영역을 용융시키고 이어서 응집시켜, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 고정시키고 또한, 특정의 예시적인 실시 형태에서, 미립자(130, 130')를 고정시킨다. 일부 실시 형태에서, 선택적인 결합제 코팅이 또한 포함될 수 있다. 따라서, 한 예시적인 실시 형태에서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 사후 형성 처리기(250)(예를 들어, 코터)로 진행할 수 있고, 여기서 액체 또는 건식 결합제(dry binder)가 영역(318) 내에서 부직포 섬유질 웨브(예컨대, 상부 표면 및/또는 하부 표면)의 적어도 하나의 주 표면에 도포될 수 있다. 코터는 롤러 코터, 스프레이 코터, 침적 코터, 분말 코터, 또는 다른 공지된 코팅 메커니즘일 수 있다. 코터는 결합제를 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 단일 표면에 또는 양 표면에 부착시킬 수 있다.
단일 주 표면에 부착되는 경우, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 다른 코터(도시 생략)로 진행할 수 있고, 여기서 코팅되지 않은 다른 주 표면이 결합제로 코팅될 수 있다. 선택적인 결합제 코팅이 포함되어 있는 경우, 미립자가 코팅 공정 및 조건을 견딜 수 있어야만 하고, 임의의 화학적 활성 미립자의 표면이 결합제 코팅 물질에 의해 실질적으로 가려져서는 안된다는 것을 잘 알 것이다.
패턴화된 에어 레이드 부직포 섬유질 웨브(234)에 강도 또는 텍스처를 부가하기 위해 다른 사후 처리 단계가 행해질 수 있다. 예를 들어, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)가 사후 형성 처리기(250)에서 바늘 천공되거나, 캘린더링되거나, 습식 엉킴되거나, 엠보싱되거나, 다른 물질에 라미네이트될 수 있다.
2. 패턴화된 에어 레이드 섬유질 웨브를 형성하는 패턴화된 컬렉터 표면
도 3에 도시된 바와 같이, 에어 레이드 개별 섬유(115, 116 및/또는 120)가 본질적으로 무한 벨트로서 구동 롤러(270)와 구동 롤러(320) 사이에 뻗어 있는 연속적인 또는 무한 벨트 컬렉터로서 도 3에 예시되어 있는 컬렉터(319)의 패턴화된 표면(319') 상에 모인다. 에어 레이드 섬유질 웨브(100)가 영역(314) 상에 수집되고, 영역(314 내지 318) 상에서 패턴화된 부직포 섬유질 웨브(234)로 형성된다. 패턴화된 부직포 섬유질 웨브(234)의 패턴화된 표면이 도 1에서 컬렉터(319)의 패턴화된 표면(319')으로부터 먼쪽의 상부 표면과 대향하여 도시되어 있지만, 대안의 실시 형태(도면에 도시되지 않음)에서, 패턴화된 섬유질 멜트 스펀 웨브의 패턴화된 표면이 컬렉터(319)의 패턴화된 표면(319')과 접촉할 수 있다는 것을 잘 알 것이다.
패턴화된 부직포 섬유질 웨브(342)를 도 3에 도시된 바와 같은 벨트-유형 컬렉터(319) 등의 연속 스크린-유형 컬렉터 상에, 구멍에 대응하는 표면 패턴을 가지며 다공성 또는 천공된 컬렉터(예컨대, 도 3의 스크린-유형 컬렉터)의 적어도 일부분을 덮고 있는 천공된 템플릿 또는 스텐실 상에(도 5a 내지 도 5h를 참조), 또는 스크린으로 덮인 드럼(도시 생략) 상에 수집함으로써 또는 기술 분야에 공지된 대안의 방법을 사용함으로써 본 개시된 발명의 예시적인 실시 형태가 실시될 수 있다.
도 5a 내지 도 5h에 도시된 바와 같이, 일부 예시적인 실시 형태에서, 패턴화된 컬렉터 표면(319')은 컬렉터(319)를 통해 뻗어 있는 복수의 기하학적 형상의 구멍(500)을 포함하고, 섬유들의 집단을 포착하는 단계는 천공된 패턴화된 컬렉터 표면을 통해 진공을 만드는 단계를 포함한다. 천공된 패턴화된 표면을 갖는 일체형 컬렉터가 도 3에 도시되어 있지만, 다른 구현(예를 들어, 다공성 또는 천공 스크린 또는 벨트 상에 배치된 천공된 패턴화된 스텐실 또는 템플릿)도 역시 사용될 수 있다는 것을 잘 알 것이다.
어떤 예시적인 실시 형태에서, 복수의 기하학적 형상의 구멍은 원형(도 5a 및 도 5h의 319'), 타원형(도시 생략), 다각형(도 5b 및 도 5c, 도 5f 및 도 5h의 319'), V자형(도 5d의 319'), X자형(도 5e의 319'), 및 그 조합(도시 생략)으로 이루어진 그룹 중에서 선택된 형상을 가진다. 특정의 예시적인 실시 형태에서, 복수의 기하학적 형상의 구멍은 정사각형(도 5b의 319'), 직사각형(도시 생략), 삼각형(도 5c의 319'), 마름모꼴(도 5f의 319'), 사다리꼴(도시 생략), 오각형(도시 생략), 육각형(도시 생략), 팔각형(도시 생략), 및 그 조합(도시 생략)으로 이루어진 그룹 중에서 선택된 다각형 형상을 가질 수 있다.
도 5a 내지 도 5h에 예시된 부가의 예시적인 실시 형태에서, 복수의 기하학적 형상의 구멍이 패턴화된 컬렉터 표면 상의 2차원 패턴을 포함한다. 특정의 예시적인 실시 형태에서, 도 5a 내지 도 5h에 예시된 바와 같이, 패턴화된 컬렉터 표면 상의 기하학적 형상의 구멍의 2차원 패턴은 2차원 어레이이다.
도 6은 컬렉터를 통해 뻗어 있는 복수의 기하학적 형상의 구멍(500)을 포함하는 패턴화된 표면(319')을 예시한 도 5f의 영역(6)의 확대도를 나타낸 것이다. 현재 바람직한 일부 실시 형태에서, 개별 섬유의 평균 길이는 도 6에 도시된 바와 같이 복수의 기하학적 형상의 구멍(500)의 최소 X 및 최대 Y 미만 간극 개구부(clearance opening)이도록 선택된다.
특정의 예시적인 실시 형태에서, 접합은 자기 열접합, 비자기 열접합(non-autogenous thermal bonding), 및 초음파 접합 중 하나 이상을 포함한다. 특정의 예시적인 실시 형태에서, 섬유들의 적어도 일부분이 패턴에 의해 결정되는 방향으로 배향된다. 적당한 접합 방법 및 장치(자기 접합 방법을 포함함)가 미국 특허 공개 제2008/0026661호(Fox 등)에 기술되어 있다.
3. 패턴화된 에어
레이드
섬유질
웨브를
생성하는 선택적인 접합 장치
섬유의 조건에 따라, 수집 동안 섬유들 사이에서 어떤 접합이 일어날 수 있다. 그렇지만, 컬렉터 표면에 의해 형성되는 패턴을 유지하는 방식으로 섬유들을 서로 접합시키기 위해, 모여진 웨브에서의 에어 레이드 섬유들 사이의 추가의 접합이 필요하거나 바람직할 수 있다. "섬유들을 서로 접합시킨다는 것"은 웨브가 보통의 취급을 받을 때 섬유들이 일반적으로 분리되지 않도록 부가의 접착제 물질 없이 섬유들을 서로 단단히 부착시키는 것을 의미한다.
쓰루-에어 접합(through-air bonding)에 의해 제공되는 약한 자기 접합이 박리 또는 전단 성능에 대한 원하는 웨브 강도를 제공하지 않을지도 모르는 일부 실시 형태에서, 컬렉터 표면으로부터 패턴화된 에어 레이드 섬유질 웨브를 제거한 후에, 2차적 또는 보조 접합 단계(예를 들어, 점접합 캘린더링)를 포함시키는 것이 유용할 수 있다. 증가된 강도를 달성하는 다른 방법은 패턴화된 에어 레이드 섬유질 웨브의 후방 측면(즉, 비패턴화된 측면)에 필름층을 압출 라미네이션 또는 폴리코팅하는 것, 또는 패턴화된 에어 레이드 섬유질 웨브를 지지 웨브(예컨대, 종래의 에어 레이드 웨브, 비다공성 필름, 다공성 필름, 인쇄된 필름 등)에 접합하는 것을 포함할 수 있다. 거의 모든 접합 기법(예를 들어, 기술 분야의 당업자에게 공지된 바와 같은, 하나 이상의 접착제를 접합될 하나 이상의 표면에 도포하는 것, 초음파 용접, 또는 국소화된 접합 패턴을 형성할 수 있는 다른 열접합 방법)이 사용될 수 있다. 이러한 보조 접합은 웨브를 더 쉽게 취급되게 해주고 그의 형상을 더 잘 유지할 수 있게 해줄 수 있다.
점접합 공정에서 가해지는 열 및 압력을 사용하는 또는 평탄한 캘린더 롤에 의한 종래의 접합 기법도 역시 사용될 수 있지만, 이러한 공정은 섬유의 원하지 않는 변형 또는 웨브의 압축을 야기할 수 있다. 에어 레이드 섬유를 접합하는 대안의 기법은 미국 특허 출원 공개 제2008/0038976호(Berrigan 등)에 개시되어 있는 쓰루-에어 접합이다. 쓰루-에어 접합을 수행하는 예시적인 장치(예컨대, 쓰루-에어 본더)가 도면들 중 도 5 및 도 6에 예시되어 있다.
도 5 및 도 6에 도시된 바와 같이, 2차원 또는 3차원 패턴화된 표면을 가지는 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 패턴화된 컬렉터 표면(319') 상의 에어 레이드 개별 섬유를 포착하고 컬렉터(319) 상에 있는 동안 접착제 없이 섬유들을 접합[예를 들어, 쓰루-에어 본더(240) 아래쪽에서 컬렉터(319) 상에 있는 동안 접착제를 사용하지 않고 섬유들을 열 접합]함으로써 형성될 수 있다. 본 개시 내용에 적용되는 바와 같이, 현재 바람직한 쓰루-에어 접합 기법은 에어 레이드 섬유의 모여진 패턴화된 웨브를 제어된 가열 및 급냉 작업 - a) 에어 레이드 섬유를 섬유 교차점에서(예컨대, 응집성있는 또는 접합된 매트릭스를 형성하기에 충분한 교차점에서) 서로 접합시키기에 충분히 에어 레이드 섬유를 연화시키기에 충분한 온도로 가열된 기체 스트림을 웨브를 통해 강제로 통과시키는 것(가열된 스트림은 섬유를 완전히 용융시키기에는 너무 짧은 개별 시간 동안 가해짐), 및 b) 섬유를 급냉시키기 위해 가열된 스트림보다 50℃ 이상 더 작은 온도에서 기체 스트림을 웨브를 통해 즉각 강제로 통과시키는 것[상기한 미국 특허 출원 공개 제2008/0038976호(Berrigan 등)에 정의됨]을 포함함 - 을 거치는 것을 포함하고, "강제로"는 보통의 실압(room pressure)에 부가하여 기체 스트림을 웨브를 통해 밀어내기 위해 기체 스트림에 힘이 가해진다는 것을 의미하며, "즉각"은 동일한 작업의 일부임(즉, 웨브가 그 다음 처리 단계 이전에 롤에 감길 때 있게 되는 개재된 보관 시간이 없는 것)을 의미한다. 간략하게 하자면, 이러한 기술은 급냉식 유동 가열 기술로서 설명되고, 장치는 급냉식 유동 히터로서 설명된다.
기술된 방법의 변형[상기한 미국 특허 출원 공개 제US 2008/0038976호(Berrigan 등)에 더 상세히 개시되어 있음]은 에어 레이드 섬유 내에 2개의 상이한 종류의 분자상(molecular phase) - 하나의 종류는 사슬-연장(chain-extended) 또는 변형-유도(strain-induced) 결정성 영역이 비교적 많이 존재하는 것으로 인해 결정자를 특징으로 하는 분자상(crystallite-characterized molecular phase)이라고 하고, 제2 종류는 보다 낮은 결정 질서(crystalline order)의 영역(즉, 사슬 연장되지 않음) 및 비결정성인 영역이 비교적 많이 존재하는 것으로 인해 비결정성을 특징으로 하는 상(amorphous-characterized phase)이라고 하지만, 후자는 결정화도에 불충분한 정도인 얼마간의 질서 또는 배향을 가질 수 있음 - 이 존재하는 것을 이용한다.
명확한 경계를 가질 필요가 없으며 서로 혼합하여 존재할 수 있는 이러한 2가지 상이한 종류의 상들은 상이한 용융 및/또는 연화 특징을 비롯한 상이한 종류의 특성을 갖는다. 사슬 연장된 결정질 도메인의 더 많은 존재를 특징으로 하는 제1 상은 제2 상이 용융 또는 연화되는 온도(예컨대, 보다 낮은 배열의 결정질 도메인의 융점에 의해 변경되는 비정질 도메인의 유리 전이 온도)보다 높은 온도(예컨대, 사슬 연장된 결정질 도메인의 융점)에서 용융된다.
설명된 방법의 설명된 변형에서, 미소결정 특징 상이 용융되지 않고 유지되면서 섬유의 비정질 특징 상이 용융 또는 연화되기에 충분한 시간 동안 그리고 온도에서 가열된다. 일반적으로, 가열된 기체 스트림은 섬유의 중합체 물질의 용융 개시 온도보다 높은 온도이다. 가열에 이어서, 웨브는 전술한 바와 같이 신속하게 급냉된다.
모여진 웨브를 이러한 온도에서 처리하는 것은 에어 레이드 섬유를 모폴로지적으로 정제시키는 것으로 밝혀졌다. 본 개시된 발명의 특정의 예시적인 실시 형태의 처리된 섬유는 일종의 "반복성 연화"가 가능할 수 있으며, 이는 섬유, 및 특히 섬유의 비결정질-특징의 상이, 섬유가 섬유 전체의 용융을 야기하는 것보다 더 낮은 온도 영역 내에서 상승된 온도 및 하강된 온도의 사이클에 노출됨에 따라, 연화 및 재응고의 반복 사이클을 어느 정도 겪을 것이라는 것을 의미한다.
실질적인 측면에서, 반복성 연화는 (가열 및 급냉 처리의 결과로서 유용한 결합을 이미 대체로 보이는) 처리된 웨브가 가열되어 섬유의 추가적인 자기 접합을 일으킬 수 있을 때 나타난다. 연화 및 재응고의 순환은 무한하게 계속되지 않을 수 있지만, 섬유가, 예컨대, 여기 기술된 발명의 특정의 예시적인 실시 형태에 따른 열처리 동안에 열에 대한 노출에 의해 먼저 접합되고, 나중에 다시 가열되어 재연화 및 추가의 접합, 또는 원하는 경우 캘린더링 또는 재성형과 같은 다른 동작을 야기할 수 있으면 일반적으로 충분하다. 예를 들어, 웨브는 섬유의 개선된 접합 능력을 이용하여 매끄러운 표면으로 캘린더링되거나 또는 비평면 형상이 주어지거나, 예컨대 얼굴 패턴으로 된 컬렉터로 성형될 수 있다(그러나, 그러한 경우, 접합은 자기 접합으로 제한되지 않는다).
비결정질-특성 또는 결합 상은 웨브-결합, 캘린더링, 성형 또는 다른 유사한 작업 동안에 설명된 연화 역할을 하는 한편, 섬유의 미결정-특징의 상은 또한 중요한 역할, 즉 섬유의 기본 섬유 구조를 보강하는 역할을 할 수 있다. 미소결정 특징 상은 대체로 그 융점이 비정질 특징 상의 융점/연화점보다 높기 때문에 결합 등의 작업 중에 용융되지 않고 유지될 수 있고, 따라서 섬유 전체에 걸쳐 연장하여 섬유 구조 및 섬유 치수를 지지하는 온전한 매트릭스로서 유지된다.
따라서, 자기 접합 작업 시에 웨브를 가열함으로써 섬유 교차점에서 약간의 유동 및 응집을 겪어 섬유들이 서로 용접될 것이지만, 기본적인 개별 섬유 구조는 교차부와 접합부 사이에서 섬유의 길이에 걸쳐 실질적으로 유지되고, 바람직하게는 섬유의 단면은 작업 중에 형성된 교차부 또는 결합부들 사이에서 섬유의 길이에 걸쳐 변하지 않고 유지된다. 유사하게, 웨브의 캘린더링은 섬유들이 캘린더링 작업의 압력 및 열에 의해 재구성되게 할 수 있지만(이에 의해 섬유들이 캘린더링 동안에 그들에 가압된 형상을 영구적으로 유지하게 하고, 웨브를 두께에 있어서 더 균일하게 함), 섬유들은 일반적으로 원하는 웨브 다공성, 여과, 및 절연 특성을 결과적으로 보유하는 별개의 섬유들로서 유지된다.
도 3 및 도 4에 도시된 바와 같이, 본 개시 내용의 특정의 예시적인 실시 형태를 수행하는 예시적인 방법에서, 패턴화된 컬렉터 표면(319') 상에 형성된 패턴화된 표면을 가지는 형성된 에어 레이드 섬유질 웨브(100)는 컬렉터(319) 위쪽에 설치되어 있는 제어된-가열 장치(240) 아래에서 이동 컬렉터(319)에 의해 운반된다. 도 4에 도시된 바와 같이, 예시적인 가열 장치(240)는 상부 플리넘(402) 및 하부 플리넘(403)으로 분할되어 있는 하우징(401)을 포함한다. 상부 및 하부 플리넘은 전형적으로 크기 및 간격이 균일한 일련의 구멍(405)이 천공된 플레이트(404)에 의해 분리된다. 기체, 전형적으로 공기가 도관(407)으로부터 개구(406)를 통해 상부 플리넘(402) 내로 공급되고, 플레이트(404)는 상부 플리넘 내로 공급된 공기가 플레이트를 통해 하부 플리넘(403) 내로 통과될 때 상당히 균일하게 분포되게 하는 유동 분배 수단으로서 기능한다. 다른 유용한 유동 분배 수단은 핀(fin), 배플(baffle), 매니폴드, 에어 댐, 스크린 또는 소결 플레이트, 즉 공기의 분포를 균등하게 하는 장치를 포함한다.
예시적인 가열 장치(240)에서, 하부 플리넘(430)의 하부 벽(408)이 긴 슬롯(409)으로 형성되고, 이 슬롯을 통해 하부 플리넘으로부터의 가열된 공기의 긴 또는 칼 모양의 스트림(도 4에 도시되지 않음)이 패턴화된 에어 레이드 부직포 섬유질 웨브(100)의 패턴화된 표면 상으로 송풍되어 컬렉터(319) 상을 지나 가열 장치(240) 아래로 지나간다[패턴화된 에어 레이드 섬유질 웨브(100) 및 컬렉터(319)는 도 4에서 부분 절단되어 도시되어 있다].
일반적으로, 쓰루-에어 본더를 빠져나가는 공기의 온도 및 속도를 제어함으로써, 패턴화된 에어 레이드 섬유질 웨브를 형성하는 섬유들 사이의 자기 접합의 레벨이 제어될 수 있다. 바람직하게는, 컬렉터의 패턴화된 표면과의 접촉에 의해 형성된 2차원 또는 3차원 표면 패턴을 파괴하는 일 없이 패턴화된 에어 레이드 섬유질 웨브가 패턴화된 컬렉터 표면으로부터 제거될 수 있도록 공기 흐름 및 온도가 조절된다. 그렇지만, 낮은 접합 레벨부터 높은 접합 레벨까지의 넓은 범위에 걸쳐 자기 접합 레벨을 변화시킬 수 있는 것과 연관된 잠재적인 이점이 있다는 것을 잘 알 것이다. 예를 들어, 높은 접합 레벨에서, 섬유는 패턴화된 에어 레이드 섬유질 웨브가 더 쉽게 취급될 수 있게 해줄 수 있는 안정된 3차원 구조물을 형성할 수 있다. 보다 낮은 접합 레벨에서, 패턴화된 에어 레이드 섬유질 웨브는 보다 높은 신장(예컨대, 연신)을 나타낼 수 있고, 또한 섬유를 이루고 있는 물질[예컨대, (공)중합체]의 결정 융점을 초과하는 온도를 사용하는 일 없이 다른 층에 보다 용이하게 열적으로 라미네이트될 수 있다.
따라서, 특정의 예시적인 실시 형태에서, 패턴화된 에어 레이드 섬유질 웨브의 온도 및 노출 시간 조건이 주의깊게 제어된다. 특정의 예시적인 실시 형태에서, 질량체의 가열된 영역 전체에 걸쳐 온도-시간 조건이 제어될 수 있다. 웨브를 통과하는 가열된 공기의 스트림의 온도가 처리되는 질량체의 폭을 가로질러 5℃의 범위 이내, 바람직하게는 2 또는 심지어 1℃ 이내일 때 가장 양호한 결과를 얻었다(가열된 공기의 온도는 종종 작업의 간편한 제어를 위해 가열된 공기의 하우징(401) 내로의 진입 지점에서 측정되지만, 열전대에 의해 수집된 웨브에 인접하여 측정될 수도 있다). 또한, 가열 장치는 예컨대 과다 가열 또는 과소 가열을 회피하기 위해 히터를 신속하게 켜고 끔으로써, 시간에 따른 스트림 내의 정상 온도를 유지하도록 작동된다. 바람직하게는, 온도는 1초 간격으로 측정될 때 의도된 온도의 1℃ 내에서 유지된다.
가열을 추가로 제어하기 위해, 질량체는 가열된 공기의 스트림이 가해진 후에 신속하게 급냉된다. 이러한 급냉은 일반적으로 질량체가 제어된-가열 장치(240)를 빠져나간 직후에 패턴화된 에어 레이드 섬유질 웨브(234) 상으로 및 그를 통해 주변 공기를 흡인함으로써 달성될 수 있다. 도 3의 숫자 317은 웨브가 고온 공기 스트림을 통과한 후에 주위 공기가 공기 배출 장치에 의해 패턴화된 웨브를 통해 흡인되는 영역을 나타낸다. 실제로, 그러한 공기는 하우징(401)의 기부 아래로 흡인될 수 있고, 따라서 웨브가 제어된 가열 장치(240)를 벗어난 거의 직후에 웨브에 도달한다. 그리고, 패턴화된 에어 레이드 섬유질 웨브(234) 전체의 완전한 냉각 및 급냉을 보장하기 위해 공기 배출 장치(도시 생략)가 가열 장치(250)를 넘어 거리(317) 동안 컬렉터를 따라 뻗어 있을 수 있다. 간략하게 하기 위해, 조합된 가열 및 급냉 장치는 급냉식 유동 히터로 부른다.
급냉의 한 가지 목적은 웨브 내에 함유된 에어 레이드 섬유 내에 원치 않는 변화가 일어나기 전에 열을 추출하는 것이다. 급냉의 다른 목적은 웨브 및 섬유로부터 열을 신속하게 제거하여, 섬유 내에서 이후에 발생할 결정화 또는 분자 배열의 정도 및 성질을 제한하는 것이다. 용융/연화된 상태로부터 고화된 상태로의 신속한 급냉에 의해, 비정질 특징 상은 섬유의 연화, 또는 반복 가능한 연화를 방해할 수 있는 분자 물질이 감소된 채로, 더 정제된 결정질 형태로 동결되는 것으로 이해된다. 몇몇 목적에 대해서는 급냉이 절대적으로 요구되지 않을 수 있지만, 대부분의 목적에 대해서는 매우 바람직하다.
급냉을 달성하기 위해, 집합체는 바람직하게는 공칭 융점보다 50℃ 이상 더 낮은 온도의 기체에 의해 냉각되고, 또한 급냉 기체는 바람직하게는 적어도 1초 정도의 시간 동안 가해진다 (공칭 융점은 흔히 중합체 공급자에 의해 설명되고, 이는 또한 시차 주사 열량계에 의해 식별될 수 있고, 본 명세서에서의 목적상 중합체에 대한 "공칭 융점"은 중합체의 용융 영역 내에 단지 하나의 최대치만이 있다면 그러한 영역 내에서 제2 가열, 전열 유동 DSC 플롯의 피크 최대치로서, 그리고 (예컨대, 2개의 별개의 결정상의 존재 때문에) 하나 초과의 융점을 나타내는 하나 초과의 최대치가 있다면, 최고 진폭 용융 피크가 발생하는 온도로서 정의된다.). 여하튼, 급냉 기체 또는 다른 유체는 섬유를 신속하게 고화시키기에 충분한 열 용량을 갖는다.
자기 접합을 그다지 형성하지 않는 물질에 특히 유용한 대안의 실시 형태에서, 에어 레이드 개별 섬유는 컬렉터의 패턴화된 표면 상에 수집될 수 있고, 섬유에 접합할 수 있는 섬유질 물질의 하나 이상의 부가의 층(들)이 섬유 상에, 섬유 상부에 또는 섬유 주위에 부착될 수 있고, 그로써 섬유가 컬렉터 표면으로부터 제거되기 전에 섬유들을 서로 접합시킨다.
부가의 층(들)은, 예를 들어, 하나 이상의 멜트블로운 층 또는 하나 이상의 압출 라미네이션 필름층(들)일 수 있다. 층(들)은 물리적으로 엉킬 필요가 없을 것이지만, 일반적으로 층(들) 사이의 계면을 따라 어느 정도의 층간 접합을 필요로 할 것이다.이러한 실시 형태에서, 패턴화된 에어 레이드 섬유질 웨브의 표면 상의 패턴을 유지하기 위해 쓰루-에어 접합을 사용하여 섬유들을 서로 접합시킬 필요가 없을 수 있다.
4. 패턴화된 에어 레이드 섬유질 웨브를 생성하는 선택적인 처리 단계
패턴화된 에어 레이드 섬유질 웨브의 전술한 제조 방법에 부가하여, 하기 공정 단계들 중 하나 이상이 일단 형성된 웨브에 대해 수행될 수 있다.
(1) 패턴화된 에어 레이드 섬유질 웨브를 추가의 처리 작업 쪽으로 공정 경로를 따라 전진시키는 단계;
(2) 하나 이상의 추가 층을 패턴화된 에어 레이드 섬유질 웨브의 외측 표면과 접촉시키는 단계;
(3) 패턴화된 에어 레이드 섬유질 웨브를 캘린더링하는 단계;
(4) 패턴화된 에어 레이드 섬유질 웨브를 표면 처리재 또는 다른 조성물(예컨대, 난연재 조성물, 접착제 조성물, 또는 인쇄층)로 코팅하는 단계;
(5) 패턴화된 에어 레이드 섬유질 웨브를 판지 또는 플라스틱 튜브에 부착시키는 단계;
(6) 패턴화된 에어 레이드 섬유질 웨브를 롤의 형태로 감는 단계;
(7) 패턴화된 에어 레이드 섬유질 웨브를 슬릿화하여 2개 이상의 슬릿 롤 및/또는 복수의 슬릿 시트를 형성하는 단계;
(8) 패턴화된 에어 레이드 섬유질 웨브를 몰드에 위치시키고 패턴화된 에어 레이드 섬유질 웨브를 새로운 형상으로 성형하는 단계;
(9) 존재할 때, 노출된 선택적 감압 접착제 층 위에 이형 라이너를 적용하는 단계; 및
(10) 패턴화된 에어 레이드 섬유질 웨브를 접착제, 또는 클립, 브래킷, 볼트/나사, 못 및 스트랩(strap)을 포함하지만 이로 한정되지는 않는 임의의 다른 부착 장치를 통해 다른 기재에 부착하는 단계.
H. 패턴화된 에어
레이드
섬유질
웨브의
사용 방법.
본 개시 내용은 또한 다양한 응용에서 본 개시 내용의 패턴화된 에어 레이드 부직포 섬유질 웨브(234)를 사용하는 방법에 관한 것이다. 또 다른 태양에서, 본 개시 내용은 전술한 방법들 중 임의의 방법에 따라 준비되는 전술한 패턴화된 에어 레이드 부직포 섬유질 웨브들 중 임의의 것을 포함하는 물품에 관한 것이다. 특정의 미립자가 없는 패턴화된 에어 레이드 부직포 섬유질 웨브는 기체 여과 물품, 액체 여과 물품, 흡음 물품, 열 절연 물품, 표면 세척 물품, 마루 매트, 세포 성장 지지 물품, 약물 전달 물품, 개인 위생 물품, 및 상처 드레싱 물품으로서 유용할 수 있다.
예를 들어, 본 개시 내용의 예시적인 미립자가 없는 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 기체 또는 액체 여과를 위해 사용될 때 유체 분배층을 제공하는 데 유용할 수 있다. 본 개시 내용의 예시적인 미립자가 없는 패턴화된 에어 레이드 섬유질 웨브는 열 또는 음향 감쇠를 위한 부가의 표면 영역을 제공할 수 있다. 본 개시 내용의 예시적인 미립자가 없는 패턴화된 에어 레이드 섬유질 웨브는 표면 세정용 와이프에서 사용하기에 특히 효과적인 텍스처화된 표면을 제공할 수 있으며, 그 이유는 패턴이 세정제를 위한 저장부 및 잔사 포획을 위한 큰 표면을 제공하는 이점을 가질 수 있기 때문이다 본 개시 내용의 예시적인 미립자가 없는(particulate-free) 패턴화된 에어 레이드 섬유질 웨브는 사포 작업에 사용하기 위한 연마재 물품에서의 집진층을 제공하는 데 유용할 수 있다. 본 개시 내용의 예시적인 미립자가 없는 패턴화된 에어 레이드 섬유질 웨브는 세포 성장을 지원하기 위한 스캐폴드(scaffold), 또는 상처와의 표면 접촉을 덜 나타내고 따라서 보다 쉽게 제거가능하고 상처가 호흡할 수 있게 해주는 쉽게 제거가능한 텍스처화된 상처 드레싱 물질을 제공할 수 있다. 일부 응용에서, 패턴에 의해 결정되는 섬유의 고유 배향은 선택적인 유체 위킹(wicking)을 가져올 수 있다.
본 개시 내용의 예시적인 미립자가 없는 패턴화된 에어 레이드 섬유질 웨브는 후크-앤-루프(hook-and-loop) 기계적 체결구 또는 마개(closure)에 대한 루프재로서 특히 유용할 수 있다. 특정의 실시 형태에서, 쓰루-에어 접합 이후에 얻어진 약한 접합 레벨은 후크가 보다 쉽게 패턴화된 에어 레이드 섬유질 웨브의 표면을 관통하여 웨브의 섬유에 의해 형성된 루프와 계합할 수 있게 해줄 수 있다.
I. 미립자를 포함하는 패턴화된 에어
레이드
부직포 섬유질
웨브의
사용 방법.
복수의 랜덤하게 배향된 개별 섬유(2) 및 선택적으로 복수의 미립자(130)를 포함하는 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 상기한 예시적인 실시 형태들 중 임의의 실시 형태는 기체 여과 물품, 액체 여과 물품, 표면 세척 물품, 연마재 물품, 마루 매트, 절연 물품, 세포 성장 지지 물품, 약물 전달 물품, 개인 위생 물품, 및 상처 드레싱 물품 중에서 선택된 물품을 제조하는 데 사용될 수 있다.
현재 바람직한 특정 실시 형태에서, 상기한 실시 형태들 중 임의의 실시 형태의 부직포 섬유질 웨브는 부직포 섬유질 웨브를 둘러싸고 있는 유체-비침투성 하우징을 포함하는 유체 여과 물품을 제조하는 데 사용될 수 있고, 하우징은 부직포 섬유질 웨브의 제1 주 표면과 유체 연통하고 있는 적어도 하나의 유체 입구, 및 부직포 섬유질 웨브의 제1 주 표면과 대향하고 있는 부직포 섬유질 웨브의 제2 주 표면과 유체 연통하고 있는 적어도 하나의 유체 출구를 포함한다.
각종의 여과 물품이 다양한 미립자(바람직하게는 화학적 활성 미립자임)를 포함하는 다양한 부직포 섬유질 웨브로부터 제조될 수 있다는 것을 잘 알 것이다. 액체(예컨대, 물) 여과 매체, 기체(예컨대, 공기) 여과 매체, 노 필터, 마스크 등이 유익하게도 미립자(더욱 바람직하게는 화학적 활성 미립자)를 포함하는 부직포 섬유질 웨브를 포함하도록 제조될 수 있다.
다른 예시적인 실시 형태(도시 생략)에서, 부가의 오버레이드(overlaid) 또는 언더레이드(underlaid) 웨브에 의해, 또는 패턴화된 에어 레이드 부직포 섬유질 웨브(234)의 두께(T)에 걸쳐 섬유 집단 중간 직경(예컨대, 굵은 것으로부터 미세한 것으로, 미세한 것으로부터 굵은 것으로 등), 미립자 집단 평균 직경(예컨대, 굵은 것으로부터 미세한 것으로, 미세한 것으로부터 굵은 것으로 등), 및/또는, 예를 들어, 미립자의 질량/섬유의 질량으로 표현되는 미립자 농도(예컨대, 높은 농도로부터 낮은 농도로, 낮은 농도로부터 높은 농도로 등)의 경사를 형성하는 것에 의해 부가의 층이 형성될 수 있다.
현재 바람직한 특정 실시 형태에서, 유체 여과 매체는 집단 중간 직경이 1 ㎛ 이상인 마이크로섬유들의 집단을 포함하는 제1 층, 및 제1 층을 덮고 있고 집단 중간 직경이 1 ㎛ 미만인 서브마이크로미터 섬유들의 집단을 포함하는 제2 층을 포함한다. 어떤 예시적인 실시 형태에서, 제1 층은 다공성 지지체와 인접해 있다. 이러한 유체 여과 매체는 마이크로섬유들의 집단을 포함하는 제1 층이 서브마이크로미터 섬유들의 집단을 포함하는 제2 층 이전에 투과하는 유체와 접촉되는 깊이 여과(depth filtration) 응용에 특히 유용할 수 있다.
다른 예시적인 실시 형태(도시 생략)에서, 제2 층은 다공성 지지체와 인접해 있다. 이러한 유체 여과 매체는 마이크로섬유들의 집단을 포함하는 제1 층이 서브마이크로미터 섬유들의 집단을 포함하는 제2 층 이후에 투과하는 유체와 접촉되는 절대 여과(absolute filtration) 응용에 특히 유용할 수 있다.
다른 예시적인 실시 형태(도시 생략)는 유체 여과 물품 요소가 축방향 구성에서 흡수제 밀도 경사를 가지는 것을 제공한다. 대안의 예시적인 실시 형태(도시 생략)는 유체 여과 요소가 반경방향 구성에서 흡수제 밀도 경사를 가지는 것을 제공한다. 한 특정의 실시예에서, 유체 여과 요소는 실질적으로 흡수제 미립자가 없는 자기-지지형 부직포 중합체 섬유의 제2 웨브의 복수의 층을 추가로 포함한다.
다른 예시적인 실시 형태(도시 생략)에서, 본 개시 내용은 다공성 유체 여과 물품을 형성하기 위해 감기는 2개 이상의 다공성 층을 포함하는 유체 여과 요소를 제공하고, 다공성 층은 자기-지지형 부직포 중합체성 섬유의 웨브 및 웨브에 걸려 있는 복수의 미립자를 포함한다. 유체 여과 물품은 또한 다공성 물품을 둘러싸고 있는 유체-비침투성 하우징; 상부층 또는 하부층일 수 있는 제1 (굵은 섬유) 층과 유체 연통하고 있는 입구; 및 그에 대응하여 하부층 또는 상부층일 수 있는 제2 (미세 섬유) 층과 유체 연통하고 있는 출구를 포함할 수 있다.
특정의 예시적인 실시 형태에서, 하우징은 집단 중간 직경이 1 ㎛ 이상인 마이크로섬유들의 집단을 포함하는 제1 층과 유체 연통하고 있는 적어도 하나의 유체 입구, 및 제1 층에 인접해 있는, 집단 중간 직경이 1 ㎛ 미만인 서브마이크로미터 섬유들의 집단을 포함하는 제2 층과 유체 연통하고 있는 적어도 하나의 유체 출구를 포함할 수 있다. 한 예시적인 실시 형태에서, 제1 및 제2 층은 서로 융해될 수 있다. 다른 예시적인 실시 형태에서, 다공성 층은 개별적인 복합층이다.
다른 실시 형태(도시 생략)에서, 부가의 인접한 오버레이드 또는 언더레이드 웨브에 의해, 또는 패턴화된 에어 레이드 부직포 섬유질 웨브 또는 여과 요소(234)의 두께(T)에 걸쳐 섬유 집단 중간 직경(예컨대, 굵은 것으로부터 미세한 것으로, 미세한 것으로부터 굵은 것으로 등), 미립자 집단 평균 직경(예컨대, 굵은 것으로부터 미세한 것으로, 미세한 것으로부터 굵은 것으로 등), 및/또는, 예를 들어, 미립자의 질량/섬유의 질량으로 표현되는 미립자 농도(예컨대, 높은 농도로부터 낮은 농도로, 낮은 농도로부터 높은 농도로 등)의 경사를 형성하는 것에 의해 부가의 층이 형성될 수 있다.
유체 여과 물품은 각종의 형상 및 형태를 가질 수 있다. 특정의 예시적인 실시 형태에서, 유체 여과 물품은 3차원 기하 형상(특정의 예시적인 실시 형태에서 실린더, 원형 디스크, 타원형 디스크, 또는 다각형 디스크 중에서 선택될 수 있음)의 형태를 가진다. 다른 적당한 형상 및 형태가 기술 분야의 당업자에게 공지되어 있다.
추가의 태양은 유체를 여과하는 방법을 제공하며, 이 방법은 유체 여과 물품을 투과하는 유체와 접촉시키는 단계를 포함한다. 특정의 예시적인 실시 형태에서, 유체 여과 물품은 다공성 물품을 형성하도록 감겨 있는 복수의 다공성 층을 포함하는 부직포 섬유질 웨브(또는 웨브 적층물) - 다공성 층은 앞서 기술한 바와 같은 자기-지지형 부직포 중합체성 섬유층의 웨브, 및 선택적으로 웨브에 걸려 있는 복수의 흡수제 미립자를 포함함 -; 다공성 물품을 둘러싸고 있는 유체-비침투성 하우징; 제1 표면과 유체 연통하고 있는 입구; 및 제2 표면과 유체 연통하고 있는 출구를 포함하고 있다.
특정의 예시적인 실시 형태(도시 생략)에서, 패턴화된 에어 레이드 부직포 섬유질 웨브(234)는 집단 중간 직경이 1 ㎛ 이상인 마이크로섬유들의 집단을 포함하는 제1 층 또는 영역, 및 제1 층 또는 영역을 덮고 있고 집단 중간 직경이 1 ㎛ 미만인 서브마이크로미터 섬유들의 집단을 포함하는 제2 층 또는 영역을 포함한다. 어떤 예시적인 실시 형태에서, 제1 층 또는 영역은 다공성 지지체 - 바람직하게는, 복수의 개별 섬유 및 복수의 미립자를 포함함 - 에 인접해 있다.
예시적인 현재 개시된 유체 여과 물품이 다양한 방식으로 사용될 수 있다. 한 예시적인 실시 형태에서, 투과하는 유체는 제2 층을 통과하기 전에 제1 층을 통과한다. 다른 예시적인 실시 형태에서, 투과하는 유체는 제1 층을 통과하기 전에 제2 층을 통과한다. 추가의 예시적인 실시 형태에서, 제2 층은 주름져 있고, 투과하는 유체는 제1 층을 통과하기 전에 제2 층을 통과한다.
일부 실시 형태에서, 투과하는 액체는 중력 하에서 유체 여과 물품을 통과할 수 있다. 다른 예시적인 실시 형태에서, 투과하는 유체(액체 또는 기체일 수 있음)는, 액체 펌프, 기체 송풍기 또는 기체 압축기를 사용하여, 가압된 유체 흐름의 조건 하에서 유체 여과 물품을 통과할 수 있다. 어떤 예시적인 실시 형태에서, 예시적인 현재 개시된 실시 형태에 따른 유체 여과 물품은 가압된 유체 흐름의 조건 하에서 감소된 압력 강하(reduced pressure drop)를 나타낼 수 있다.
미립자를 포함하는 부직포 섬유질 웨브의 예시적인 실시 형태가 이상에서 기술되었으며, 결코 본 발명의 범위에 제한을 가하는 방식으로 해석되어서는 안되는 이하의 실시예를 통해, 이하에 추가로 예시되어 있다. 이와는 반대로, 다양한 다른 실시 형태, 변경 및 이의 등가물이 사용될 수 있으며, 당업자라면 본 명세서의 상세한 설명을 읽은 후에, 본 발명의 사상 및/또는 첨부된 청구의 범위의 범주로부터 벗어남이 없이 이것을 떠올릴 수 있음이 분명하게 이해되어야 한다.
실시예
본 발명의 넓은 범주를 나타내는 수치적 범위 및 파라미터가 근사치임에도 불구하고, 특정 실시예에서 나타내어지는 수치는 가능한 한 정확하게 보고된다. 그렇지만, 임의의 수치값은 본질적으로 그 각자의 시험 측정에서 구한 표준 편차로부터 꼭 얻어지는 어떤 오차를 포함하고 있다. 최소한, 그리고 특허청구범위의 범주와 균등한 이론의 적용을 한정하려고 시도함이 없이, 각각의 파라미터 수치는 적어도 보고된 유효 자리수의 숫자 관점에서 그리고 보통의 반올림 기법을 적용함으로써 해석되어야 한다.
물질
이하의 실시예 및 표 1에서, "PE"는 폴리에틸렌을 나타내고, "PET"는 폴리에틸렌 테레프탈레이트를 나타내며, "PP"는 폴리프로필렌을 나타낸다.
[표 1]

시험 방법
평량 측정
미립자를 포함하는 예시적인 부직포 섬유질 웨브에 대한 평량이 Mettler Toledo XS4002S 전자 저울(프랑스 비호플레 소재의 Mettler-Toledo SAS로부터 구매가능함)을 사용하여 측정되었다.
패턴화된 컬렉터
부직포 섬유질 웨브의 주 표면으로부터 뻗어 있는 복수의 정사각형 형상의 비중공 돌출부를 정의하는 복수의 랜덤하게 배향된 개별 섬유, 및 주 표면에 의해 정의되고 그와 실질적으로 평행한 평면에 있는 각각의 인접한 돌출부 사이에 형성된 복수의 실질적으로 평면인 랜드 영역을 포함하는 에어 레이드 부직포 섬유질 웨브 샘플(즉, 실시예 3을 제외한 모든 샘플)이 도 5f에 일반적으로 도시된 바와 같이 마름모꼴 절단 패턴으로 배열된 15.9 ㎜ × 15.9 ㎜ × 38.1 ㎜(0.625 인치 × 0.625 인치 × 1.5 인치) 개구를 갖는 템플릿 상에 물질을 에어-레잉함으로써 준비되었다. 패턴화된 템플릿 컬렉터가 1m/분의 속도로 움직이는 형성 챔버의 하단부에 뻗어 있는 무한 형성 벨트/와이어의 상부 표면 상에서 형성 챔버 내로 피드되었다.
주 표면에 의해 정의되고 그와 실질적으로 평행한 평면에 있는 각각의 인접한 돌출부 사이에 형성된 복수의 실질적으로 평면인 랜드 영역과 함께, 복수의 실질적으로 평행한 측방향 주름 - 각각의 주름은 부직포 섬유질 웨브의 주 표면으로부터 뻗어 있는 비중공 돌출부를 정의함 - 을 정의하는 복수의 랜덤하게 배향된 개별 섬유를 포함하는 주름진 패턴화된 샘플(실시예 3)이 5.75 ㎝ 피크-투-피크 주름을 가지는 미세 메쉬 주름진 스크린을 둘러싸고 있는 컬렉터 템플릿 상에 물질을 에어-레잉함으로써 준비되었다. 주름진 스크린 템플릿(컬렉터)이 1m/분의 속도로 움직이는 형성 챔버의 하단부에 뻗어 있는 무한 형성 벨트/와이어의 상부 표면 상에서 형성 챔버 내로 피드되었다.
예비 실시예 A: 해머-밀링된 블로우 마이크로섬유(BMF) 조각의 준비
해머-밀링된 물질이 다음과 같이 준비되었다. 3M O-Cel-O 스펀지 또는 3M 1250 노 필터 폴리프로필렌 조각이 Hammer Mill EU-2B(덴마크  소재의 EUROMILLING a/s.로부터 입수가능함) 내로 피드되었다. SPIKE 에어-레잉 공정에서 사용되는 입자를 생성하기 위해 물질이 8㎜ 개구부의 스크린을 통해 해머-밀링되었으며, 이에 대해서는 이하에서 추가로 기술한다.
소재의 EUROMILLING a/s.로부터 입수가능함) 내로 피드되었다. SPIKE 에어-레잉 공정에서 사용되는 입자를 생성하기 위해 물질이 8㎜ 개구부의 스크린을 통해 해머-밀링되었으며, 이에 대해서는 이하에서 추가로 기술한다.
패턴화된 에어 레이드 부직포 섬유질 웨브의 준비
이하의 실시예 각각에서, 복수의 개별 섬유 및 선택적으로 복수의 미립자를 포함하는 부직포 섬유질 웨브를 준비하기 위해 SPIKE 에어-레잉 형성 장치(덴마크 FormFiber NV로부터 구매가능함)가 사용되었다. SPIKE 장치 및 에어 레이드 웨브를 형성하는 데 SPIKE 장치를 사용하는 방법의 상세는 미국 특허 제7,491,354호 및 제6,808,664호에 기술되어 있다.
실시예 1 - 패턴화된 에어 레이드 부직포 섬유질 웨브
2성분 섬유 및 해머-밀링된 스펀지가 2 m/분의 속도로 0.6m의 폭을 갖는 컨베이어 벨트를 갖는 2개의 회전 스파이크 롤러를 사용하여 분할된 사전-개면(pre-opening) 및 블렌딩 챔버 내로 피드되었다. 2성분 섬유가 80 g/분의 질량 흐름 속도로 이 컨베이어 벨트 상에서 이 챔버로 피드되었다. 해머-밀링된 스펀지가 320 g/분의 질량 흐름 속도로 이 컨베이어 벨트 상에서 이 챔버로 피드되었다. 그 후에, 블렌드가 2300 ㎥/h의 흐름 속도를 갖고 동일한 컨베이어 벨트에서의 그의 공칭 용량의 65%로 설정된 송풍기를 가지는 형성 챔버의 상부 내로 피드되었다.
섬유질 물질이 챔버의 상부에서 개면되고 보풀이 일어나게 되며, 이어서 스파이크 롤러의 상부열 및 무한 벨트 스크린을 통해 형성 챔버의 하부로 낙하함으로써 스파이크 롤러의 하부열 그리고 또다시 동일한 무한 벨트 스크린을 통과하였다. 섬유가 다공성 형성 벨트/와이어의 하단부로부터 형성 챔버에 가해지는 중력과 진공의 결합에 의해 다공성 무한 벨트/와이어 상으로 내려진다.
유형 JM 688-80의 지지층(지지층 1)이 1m/분의 속도로 움직이는 형성 챔버의 하단부에 뻗어 있는 무한 형성 벨트/와이어의 상부 표면 상에서 형성 챔버 내로 피드되었다. 물질이 마름모꼴 절단 템플릿 상에 수집되었고 그로써 아래에 있는 지지층에 의해 지지되는 스펀지 미립자를 포함하는 3차원 부직포 섬유질 웨브를 형성하였다.
웨브는 이어서 1.1 m/분의 선속도로 전기 오븐(125 내지 130℃) 내로 전달되었으며, 이는 2성분 섬유의 피복체를 용융시킨다. 이 실시예에서, 웨브는 오븐 직후에 제거되었다. 오븐은 International Thermal System, LLC(미국 위스콘신주 밀워키 소재)로부터의 전기 오븐이었다. 오븐은 길이가 5.5 미터인 하나의 가열 챔버를 가지며, 원리는 상부로부터의 챔버 내에서의 공기 송풍이다. 송풍 공기의 일부가 배기될 수 있고(20 내지 100%로 설정됨) 일부가 재순환될 수 있도록(20 내지 100%로 설정됨) 순환이 설정될 수 있다. 이 실시예에서, 공기가 60% 설정으로 배기되었고 40%로 재순환되었으며, 온도는 챔버 내에서 127℃였다. 샘플이 챔버 내를 한번 통과하였다. 얻어진 웨브는 가요성 흡수제 웨브였고, 시각적으로 획득된 3차원 웨브 내에 균질하게 분포된 스펀지 입자를 갖는 것으로 관찰되었다. 도 7a는 실시예 1에 따른 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브의 사진이다.
실시예 2 - 패턴화된 에어 레이드 부직포 섬유질 웨브
2성분 섬유가 2 m/분의 속도로 0.6m의 폭을 갖는 컨베이어 벨트를 갖는 2개의 회전 스파이크 롤러를 사용하여 분할된 사전-개면 및 블렌딩 챔버 내로 피드되었다. 2성분 섬유가 200 g/분의 질량 흐름 속도로 이 컨베이어 벨트 상에서 이 챔버로 피드되었다. 그 후에, 섬유가 2300 ㎥/h의 흐름 속도를 갖고 동일한 컨베이어 벨트에서의 그의 공칭 용량의 65%로 설정된 송풍기를 가지는 형성 챔버의 상부 내로 피드되었다.
섬유질 물질이 챔버의 상부에서 개면되고 보풀이 일어나게 되며, 이어서 스파이크 롤러의 상부열 및 무한 벨트 스크린을 통해 형성 챔버의 하부로 낙하함으로써 스파이크 롤러의 하부열 그리고 또다시 동일한 무한 벨트 스크린을 통과하였다. 섬유가 다공성 형성 벨트/와이어의 하단부로부터 형성 챔버에 가해지는 중력과 진공의 결합에 의해 다공성 무한 벨트/와이어 상으로 내려진다.
유형 JM 688-80의 지지층(지지층 1)이 1m/분의 속도로 움직이는 형성 챔버의 하단부에 뻗어 있는 무한 형성 벨트/와이어의 상부 표면 상에서 형성 챔버 내로 피드되었다. 물질이 마름모꼴 절단 템플릿 상에 수집되었고 그로써 아래에 있는 지지층에 의해 지지되는 3차원 부직포 섬유질 웨브를 형성하였다.
웨브는 이어서 1.1 m/분의 선속도로 전기 오븐(130 내지 135℃) 내로 전달되었으며, 이는 2성분 섬유의 피복체를 용융시킨다. 이 실시예에서, 웨브는 오븐 직후에 제거되었다. 오븐은 International Thermal System, LLC(미국 위스콘신주 밀워키 소재)로부터의 전기 오븐이다. 오븐은 길이가 5.5 미터인 하나의 가열 챔버를 가지며, 원리는 상부로부터의 챔버 내에서의 공기 송풍이다. 송풍 공기의 일부가 배기될 수 있고(20 내지 100%로 설정됨) 일부가 재순환될 수 있도록(20 내지 100%로 설정됨) 순환이 설정될 수 있다. 이 실시예에서, 공기가 80% 설정으로 배기되었고 20%로 재순환되었으며, 온도는 챔버 내에서 132℃였다. 샘플이 챔버 내를 한번 통과하였다. 얻어진 패턴화된 에어 레이드 부직포 섬유질 웨브는 성긴 부푼 부직포 섬유질 웨브였다. 도 7b는 실시예 2에 따른 예시적인 패턴화된 에어 레이드 부직포 섬유질 웨브의 사진이다.
실시예 3 - 패턴화된 에어 레이드 부직포 섬유질 웨브
2성분 섬유 및 해머-밀링된 BMF 조각이 1 m/분의 속도로 0.6m의 폭을 갖는 컨베이어 벨트를 갖는 2개의 회전 스파이크 롤러를 사용하여 분할된 사전-개면 및 블렌딩 챔버 내로 피드되었다. 2성분 섬유가 100 g/분의 질량 흐름 속도로 이 챔버로 피드되었다. 해머-밀링된 BMF 조각이 100 g/분의 질량 흐름 속도로 이 챔버로 피드되었다. 그 후에, 블렌드가 2300 ㎥/h의 흐름 속도를 갖고 동일한 컨베이어 벨트에서의 그의 공칭 용량의 55%로 설정된 송풍기를 가지는 형성 챔버의 상부 내로 피드되었다.
섬유질 물질이 챔버의 상부에서 개면되고 보풀이 일어나게 되며, 이어서 스파이크 롤러의 상부열 및 무한 벨트 스크린을 통해 형성 챔버의 하부로 낙하함으로써 스파이크 롤러의 하부열 그리고 또다시 동일한 무한 벨트 스크린을 통과하였다. 섬유가 다공성 형성 벨트/와이어의 하단부로부터 형성 챔버에 가해지는 중력과 진공의 결합에 의해 다공성 무한 벨트/와이어 상으로 내려진다.
유형 JM 688-80의 지지층(지지층 1)이 1m/분의 속도로 움직이는 형성 챔버의 하단부에 뻗어 있는 무한 형성 벨트/와이어의 상부 표면 상에서 형성 챔버 내로 피드되었다. 물질이 지지층의 상부 표면 상에 수집되었고 그로써 아래에 있는 지지층에 의해 지지되는 패턴화된 에어 레이드 부직포 섬유질 웨브를 형성하였다.
웨브는 이어서 1.1 m/분의 선속도로 전기 오븐(130 내지 135℃) 내로 전달되었으며, 이는 2성분 섬유의 피복체를 용융시킨다. 이 실시예에서, 웨브는 오븐 직후에 제거되었다. 오븐은 International Thermal System, LLC(미국 위스콘신주 밀워키 소재)로부터의 전기 오븐이다. 오븐은 길이가 5.5 미터인 하나의 가열 챔버를 가지며, 원리는 상부로부터의 챔버 내에서의 공기 송풍이다. 송풍 공기의 일부가 배기될 수 있고(20 내지 100%로 설정됨) 일부가 재순환될 수 있도록(20 내지 100%로 설정됨) 순환이 설정될 수 있다. 이 실시예에서, 공기가 80% 설정으로 배기되었고 20%로 재순환되었으며, 온도는 챔버 내에서 132℃였다. 샘플이 챔버 내를 한번 통과하였다. 웨브의 얻어진 패턴화된 에어 레이드 부직포 섬유질 웨브는 성긴 부푼 웨브였다.
화학적 활성 미립자를 포함하는 패턴화된 부직포 섬유질 웨브를 포함하는 물품의 준비
실시예 4 - 패턴화된 에어 레이드 부직포 화학적 활성 미립자-로딩된 섬유질 웨브
2성분 섬유 및 해머-밀링된 BMF 조각이 1 m/분의 속도로 0.6m의 폭을 갖는 컨베이어 벨트를 갖는 2개의 회전 스파이크 롤러를 사용하여 분할된 사전-개면 및 블렌딩 챔버 내로 피드되었다. 2성분 섬유가 200 g/분의 질량 흐름 속도로 이 챔버로 피드되었다. 해머-밀링된 BMF 조각이 200 g/분의 질량 흐름 속도로 이 챔버로 피드되었다. 그 후에, 블렌드가 2300 ㎥/h의 흐름 속도를 갖고 동일한 컨베이어 벨트에서의 그의 공칭 용량의 60%로 설정된 송풍기를 가지는 형성 챔버의 상부 내로 피드되었다. 섬유가 챔버의 상부에서 개면되고 보풀이 일어나게 되며, 이어서 스파이크 롤러의 상부열 및 무한 벨트 스크린을 통해 형성 챔버의 하부로 낙하함으로써 스파이크 롤러의 하부열 그리고 또다시 동일한 무한 벨트 스크린을 통과하였다.
활성탄 미립자가 400 g/분의 질량 흐름 속도 및 약 151.7 kPa (22 psi)의 전달 공기 설정(delivery air setting)으로 형성 챔버의 하단부로 피드되었다. 유형 K-SFS-24/6인 K-Tron 피더(feeder)(스위스 니더렌쯔 소재의 K-Tron Schweiz AG로부터 구매가능함)가 활성탄 미립자를 전달하는 데 사용되었다. 섬유 및 미립자가 다공성 형성 벨트/와이어의 하단부로부터 형성 챔버에 가해지는 중력과 진공의 결합에 의해 다공성 무한 벨트/와이어 상으로 내려진다.
유형 JM 688-80의 지지층(지지층 1)이 1m/분의 속도로 움직이는 형성 챔버의 하단부에 뻗어 있는 무한 형성 벨트/와이어의 상부 표면 상에서 형성 챔버 내로 피드되었다. 물질이 마름모꼴 절단 템플릿 상에 수집되었고 그로써 아래에 있는 지지층에 의해 지지되는 활성탄 미립자를 포함하는 3차원 부직포 섬유질 웨브를 형성하였다.
웨브는 이어서 1.1 m/분의 선속도로 전기 오븐(130 내지 135℃) 내로 전달되었으며, 이는 2성분 섬유의 피복체를 용융시킨다. 이 실시예에서, 웨브는 오븐 직후에 제거되었다. 오븐은 International Thermal System, LLC(미국 위스콘신주 밀워키 소재)로부터의 전기 오븐이다. 오븐은 길이가 5.5 미터인 하나의 가열 챔버를 가지며, 원리는 상부로부터의 챔버 내에서의 공기 송풍이다. 송풍 공기의 일부가 배기될 수 있고(20 내지 100%로 설정됨) 일부가 재순환될 수 있도록(20 내지 100%로 설정됨) 순환이 설정될 수 있다. 이 실시예에서, 공기가 80% 설정으로 배기되었고 20%로 재순환되었으며, 온도는 챔버 내에서 132℃였다. 샘플이 챔버 내를 한번 통과하였다.
웨브의 얻어진 패턴화된 에어 레이드 부직포 섬유질 웨브는 성긴 부푼 웨브였고, 시각적으로 획득된 패턴화된 에어 레이드 부직포 섬유질 웨브 내에 균질하게 분포된 활성탄 미립자를 갖는 것으로 관찰되었다.
실시예 5 - 패턴화된 에어 레이드 부직포 화학적 활성 미립자-로딩된 섬유질 웨브
2성분 섬유 및 12 데니어 나일론 섬유가 1 m/분의 속도로 0.6m의 폭을 갖는 컨베이어 벨트를 갖는 2개의 회전 스파이크 롤러를 사용하여 분할된 사전-개면 및 블렌딩 챔버 내로 피드되었다. 2성분 섬유가 200 g/분의 질량 흐름 속도로 이 챔버로 피드되었다. 해머-밀링된 BMF 조각이 200 g/분의 질량 흐름 속도로 이 챔버로 피드되었다. 그 후에, 블렌드가 2300 ㎥/h의 흐름 속도를 갖고 동일한 컨베이어 벨트에서의 그의 공칭 용량의 60%로 설정된 송풍기를 가지는 형성 챔버의 상부 내로 피드되었다.
섬유질 물질이 챔버의 상부에서 개면되고 보풀이 일어나게 되며, 이어서 스파이크 롤러의 상부열 및 무한 벨트 스크린을 통해 형성 챔버의 하부로 낙하함으로써 스파이크 롤러의 하부열 그리고 또다시 동일한 무한 벨트 스크린을 통과하였다. 활성탄 미립자가 700 g/분의 질량 흐름 속도 및 약 151.7 kPa (22 psi)의 전달 공기 설정으로 형성 챔버의 하단부로 피드되었다. 유형 K-SFS-24/6인 K-Tron 피더(feeder)(스위스 니더렌쯔 소재의 K-Tron Schweiz AG로부터 구매가능함)가 활성탄 미립자를 전달하는 데 사용되었다. 섬유 및 미립자가 다공성 형성 벨트/와이어의 하단부로부터 형성 챔버에 가해지는 중력과 진공의 결합에 의해 다공성 무한 벨트/와이어 상으로 내려진다.
유형 JM 688-80의 지지층(지지층 1)이 1m/분의 속도로 움직이는 형성 챔버의 하단부에 뻗어 있는 무한 형성 벨트/와이어의 상부 표면 상에서 형성 챔버 내로 피드되었다. 물질이 마름모꼴 절단 템플릿 상에 수집되었고 그로써 아래에 있는 지지층에 의해 지지되는 활성탄 미립자를 포함하는 3차원 부직포 섬유질 웨브를 형성하였다.
웨브는 이어서 1.1 m/분의 선속도로 전기 오븐(130 내지 135℃) 내로 전달되었으며, 이는 2성분 섬유의 피복체를 용융시킨다. 이 실시예에서, 웨브는 오븐 직후에 제거되었다. 오븐은 International Thermal System, LLC(미국 위스콘신주 밀워키 소재)로부터의 전기 오븐이다. 오븐은 길이가 5.5 미터인 하나의 가열 챔버를 가지며, 원리는 상부로부터의 챔버 내에서의 공기 송풍이다. 송풍 공기의 일부가 배기될 수 있고(20 내지 100%로 설정됨) 일부가 재순환될 수 있도록(20 내지 100%로 설정됨) 순환이 설정될 수 있다. 이 실시예에서, 공기가 80% 설정으로 배기되었고 20%로 재순환되었으며, 온도는 챔버 내에서 132℃였다. 샘플이 챔버 내를 한번 통과하였다.
웨브의 얻어진 패턴화된 에어 레이드 부직포 섬유질 웨브는 성긴 부푼 웨브였고, 시각적으로 획득된 패턴화된 에어 레이드 부직포 섬유질 웨브 내에 균질하게 분포된 활성탄 미립자를 갖는 것으로 관찰되었다.
실시예 6 - 패턴화된 에어 레이드 부직포 화학적 활성 미립자-로딩된 섬유질 웨브
2성분 섬유가 2 m/분의 속도로 0.6m의 폭을 갖는 컨베이어 벨트를 갖는 2개의 회전 스파이크 롤러를 사용하여 분할된 사전-개면 및 블렌딩 챔버 내로 피드되었다. 2성분 섬유가 200 g/분의 질량 흐름 속도로 이 컨베이어 벨트 상에서 이 챔버로 피드되었다. 그 후에, 섬유가 2300 ㎥/h의 흐름 속도를 갖고 동일한 컨베이어 벨트에서의 그의 공칭 용량의 60%로 설정된 송풍기를 가지는 형성 챔버의 상부 내로 피드되었다.
섬유질 물질이 챔버의 상부에서 개면되고 보풀이 일어나게 되며, 이어서 스파이크 롤러의 상부열 및 무한 벨트 스크린을 통해 형성 챔버의 하부로 낙하함으로써 스파이크 롤러의 하부열 그리고 또다시 동일한 무한 벨트 스크린을 통과하였다. 활성탄 미립자가 400 g/분의 질량 흐름 속도 및 약 151.7 kPa (22 psi)의 전달 공기 설정(delivery air setting)으로 형성 챔버의 하단부로 피드되었다. 유형 K-SFS-24/6인 K-Tron 피더(feeder)(스위스 니더렌쯔 소재의 K-Tron Schweiz AG로부터 구매가능함)가 이들 활성탄 미립자를 전달하는 데 사용되었다. 섬유 및 미립자가 다공성 형성 벨트/와이어의 하단부로부터 형성 챔버에 가해지는 중력과 진공의 결합에 의해 다공성 무한 벨트/와이어 상으로 내려진다.
유형 JM 688-80의 지지층(지지층 1)이 1m/분의 속도로 움직이는 형성 챔버의 하단부에 뻗어 있는 무한 형성 벨트/와이어의 상부 표면 상에서 형성 챔버 내로 피드되었다. 물질이 마름모꼴 절단 템플릿 상에 수집되었고 그로써 아래에 있는 지지층에 의해 지지되는 활성탄 미립자를 포함하는 3차원 부직포 섬유질 웨브를 형성하였다.
웨브는 이어서 1.1 m/분의 선속도로 전기 오븐(130 내지 135℃) 내로 전달되었으며, 이는 2성분 섬유의 피복체를 용융시킨다. 이 실시예에서, 웨브는 오븐 직후에 제거되었다. 오븐은 International Thermal System, LLC(미국 위스콘신주 밀워키 소재)로부터의 전기 오븐이다. 오븐은 길이가 5.5 미터인 하나의 가열 챔버를 가지며, 원리는 상부로부터의 챔버 내에서의 공기 송풍이다. 송풍 공기의 일부가 배기될 수 있고(20 내지 100%로 설정됨) 일부가 재순환될 수 있도록(20 내지 100%로 설정됨) 순환이 설정될 수 있다. 이 실시예에서, 공기가 80% 설정으로 배기되었고 20%로 재순환되었으며, 온도는 챔버 내에서 132℃였다. 샘플이 챔버 내를 한번 통과하였다. 웨브의 얻어진 패턴화된 에어 레이드 부직포 섬유질 웨브는 성긴 부푼 웨브였고, 시각적으로 획득된 패턴화된 에어 레이드 부직포 섬유질 웨브 내에 균질하게 분포된 활성탄 미립자를 갖는 것으로 관찰되었다.
실시예 2 및 실시예 6에 기술된 화학적 활성 미립자를 포함하는 부직포 섬유질 웨브를 사용하여 예시적인 유체 여과 또는 절연 물품이 준비되었다.
실시예 7 - 유체 여과 물품
실시예 2의 패턴화된 에어 레이드 부직포 섬유질 웨브의 기부가 실시예 6의 부직포 섬유질 웨브를 포함하는 활성탄의 기부 표면에 라미네이트되어 미립자 필터층 및 기체 흡착층을 포함하는 복합 필터를 형성하였다. 3M Spray 마운트 접착제(mount adhesive)(미국 미네소타주 세인트 폴 소재의 3M Company로부터 구매가능함)가 약 5 g/㎡의 양으로 실시예 2의 부직포 웨브의 하부 표면에 도포되었고, 이어서 멜트블로운 부직포 웨브를 포함하는 미립자 필터층이 손으로 기체 흡착층에 압착되었다. 이 여과 물품은 플로우-쓰루(flow-through) 또는 플로우-바이(flow-by) 응용에 사용될 수 있다.
화학적 활성 미립자를 포함하는 패턴화된 부직포 섬유질 웨브를 포함하는 물품의 준비
연마 미립자
물질
섬유
1.3 데니어 및 6 ㎜ 길이를 가지는 유형 TREVIRA T255(독일 보빈겐 소재의 Trevira GmbH로부터 구매가능함)의 2 성분 섬유.
15 데니어 및 6 ㎜ 길이를 가지는 단성분 섬유(미국 테네시주 존슨 시티 소재의 MiniFIBERS, Inc.로부터 구매가능함).
패턴화된 컬렉터
전반적으로 도 5g에 예시된 바와 같이, 8.89 ㎜(0.35-인치) 두께의 아크릴 558.8 ㎜ × 609.6 ㎜(22 인치 × 24 인치)의 직사각형 시트(319')로 아크릴 컬렉터가 구성되었으며, 여기서 6개의 나선형 배열된 웨지(500)가 절단되어, 직경이 50.8 ㎜(2 인치)인 중앙 디스크에 의해 연결된 12.7 ㎜(0.5 인치) 폭의 나선형 아암을 갖는 431.8 ㎜(17 인치) 직경 디스크를 형성한다.
304.8 ㎜ × 304.8 ㎜ × 12.7 ㎜(12 인치 × 12 인치 × 0.5 인치) 폴리카보네이트 시트(319')로 폴리카보네이트 컬렉터가 구성되었다. 전반적으로 도 5h에 예시된 바와 같이, 패턴화된 컬렉터가 테이퍼진 원형 구멍(500)의 3 × 3 어레이를 가졌으며, 각각의 구멍은 기부에서 직경이 34.9 ㎜(1.38 인치)이고, 각각의 구멍은 45°의 안쪽으로 경사진 측벽 각도를 가진다.
기술된 공정 및 고온 실리콘 고무로 제조된 템플릿 2617T41(미국 일리노이주 시카고 소재의 McMaster Carr로부터 입수가능함)을 사용하여 다양한 샘플이 제조되었다. 도 6에 도시된 패턴은 6.35 ㎜(1/4 인치) 두께 및 15.9 ㎜(5/8 인치) 두께의 실리콘 시트로 워터-젯 절단되었다. 패턴화된 템플릿(컬렉터)이 공정 컨베이어 상에 위치되었고, 웨브-형성 챔버 내로 피드되었으며, 그곳에서 각자의 섬유가 웨브 내에, 템플릿 내에 및 템플릿 상에 형성되었다. 이 조립체는 이어서 접합 오븐 내로 이동되었고, 여기서 섬유 성분이 모두 융해되었다.
실시예 8 - 패턴화된 에어 레이드 부직포 미립자-로딩된 섬유질 웨브
가파른 곧은 에지를 갖는 템플릿 캐비티를 완전히 채우는 접합된 웨브를 형성하기 위해, 동심 폴리에틸렌 피복체 및 폴리프로필렌 코어 내의 결합제 섬유(32 데니어 × 6 ㎜ 길이, 주름이 없음, Fiber Innovation Technology, Merge Type 251)가 6.35 m(1/4 인치) 두께의 템플릿과 함께 사용되었다. 공정의 진공력은 섬유를 공정 컨베이어의 평면에 실질적으로 평행한 배향으로 아래로 잡아 당겼다. 312 g/㎡의 평균 웨브 평량을 갖는 샘플이 제조되었다. 템플릿 층 상의 웨브 물질로부터 연속적인 조밀한 층을 형성하기 위해 접합 오븐(143℃, 290℉)으로부터 빠져나간 직후 응축 롤이 사용되었다. 템플릿 자체는 절단된 패턴 내부의 웨브가 치밀화되는 것을 방지한다.
실시예 9 - 패턴화된 에어 레이드 부직포 미립자-로딩된 섬유질 웨브
유사한 결합제 섬유(32 데니어 × 6 ㎜ 길이, 주름짐, Fiber Innovation Technology로부터 입수가능함, Merge Type 251)이 사용되었으며, 이 때 15.9 ㎜(5/8 인치) 두께의 템플릿이 컬렉터로서 사용되었다. 다시 말하지만, 접합된 웨브는 가파른 곧은 에지를 갖는 템플릿 캐비티를 완전히 채우며, 평균 중량이 622 g/㎡였다.
실시예 10 - 패턴화된 에어 레이드 부직포 미립자-로딩된 섬유질 웨브
결합제 섬유의 블렌드 및 표준의 스테이플 섬유가 또한 패턴화된 웨브를 형성하는 데 사용될 수 있을 것이다. 여기서, 샘플은 20% 동심 코-폴리에스테르 피복체 및 폴리에스테르 코어(15 데니어 × 51 ㎜ 길이, 주름짐, Huvis Fibers로부터 입수가능함, Type LMF), 20% 코-폴리에스테르 피복체 및 폴리에스테르 코어(2 데니어 × 6.35 ㎜(1/4 인치), 주름이 없음, MiniFibers로부터 입수가능함), 및 60% 폴리에스테르 스테이플 섬유(12 데니어 × 6.35 ㎜(1/4 인치), 주름이 없음, MiniFibers로부터 입수가능함)로 제조되었다. 평균 웨브 평량은 332 g/㎡였고, 154℃(310℉)의 접합 오븐 온도가 사용되었다. 이 경우에, 보다 긴 결합제 섬유의 부가로 인해 둥근 모서리를 가지는 패턴 특징부를 갖는 웨브가 얻어졌다.
실시예 11 - 패턴화된 에어 레이드 부직포 미립자-로딩된 섬유질 웨브
웨브 형성 이전에 큰 입자를 템플릿에 포함시킴으로써 패턴화된 복합 구조물이 또한 제조될 수 있다. 여기서, 탄성중합체 열가소성 수지 입자(Dow Engage DSH 8501 폴리올레핀 탄성중합체, 공칭 직경 3 ㎜)의 단일층이 템플릿 구멍에 위치되었고, 폴리에틸렌 피복체 및 폴리프로필렌 코어(32 데니어 × 6 ㎜ 길이, 주름이 없음, Fiber Innovation Technology로부터 입수가능함, Merge Type 251)를 갖는 웨브가 그 상부에 형성되었다. 143℃(290℉)에서의 접합 후에, 모든 성분이 서로 융해되어, 평균 섬유 웨브 중량이 312 g/㎡이고 총 웨브 중량이 1065 g/㎡인 가요성의 패턴화된 구조물로 되었다.
실시예 12 - 패턴화된 에어 레이드 부직포 미립자-로딩된 섬유질 웨브
적당한 접합 특성을 갖는 물질을 사용하여 부가의 패턴화된 복합 구조물이 제조될 수 있다. 실시예 4에서와 같이, 무기 입자(3M Color Quartz, Type T)가 폴리에틸렌 이오노머(Dow Amplify EA 103)와 혼합되고 템플릿 몰드의 하부에 위치되었다. 폴리에틸렌 피복체 및 폴리프로필렌 코어(32 데니어 × 6 ㎜ 길이, 주름이 없음, Fiber Innovation Technology로부터 입수가능함, Merge Type 251)를 갖는 웨브가 템플릿 내에 형성되었다. 143℃(290℉)에서의 접합 후에, 모든 성분이 서로 융해되어, 평균 섬유 웨브 중량이 312 g/㎡이고 총 웨브 기부 중량이 1487 g/㎡(gsm)인 가요성의 패턴화된 구조물로 되었다.
실시예 13 - 패턴화된 에어 레이드 부직포 미립자-로딩된 섬유질 웨브
단성분 및 2성분 섬유를 1 m/분의 속도로 0.6m의 폭을 갖는 컨베이어 벨트를 갖는 2개의 회전 스파이크 롤러를 사용하여 사전-개면 챔버 내로 피드함으로써 패턴화된 에어 레이드 부직포 섬유질 웨브가 준비되었다. 부분적으로 664 g/㎡(디스크로부터 초과량을 트리밍함으로써 측정됨)의 평량을 달성하기 위해, 2성분 섬유(TreviraT255)가 114 g/분의 질량 흐름 속도로 이 챔버로 피드되었고, 단성분 섬유가 171 g/분의 질량 흐름 속도로 동일한 컨베이어 벨트 상으로 피드되었다. 그 후에, 블렌드가 2300 ㎥/h의 흐름 속도를 갖고 동일한 컨베이어 벨트에서의 그의 공칭 용량의 55% 내지 60%로 설정된 송풍기를 가지는 형성 챔버의 상부 내로 피드되었다.
섬유질 물질이 챔버의 상부에서 개면되고 보풀이 일어나게 되며, 이어서 스파이크 롤러의 상부열 및 무한 벨트 스크린을 통해 형성 챔버의 하부로 낙하함으로써 스파이크 롤러의 하부열 그리고 또다시 동일한 무한 벨트 스크린을 통과하였다. 물질이 다공성 형성 벨트/와이어의 하단부로부터 형성 챔버에 가해지는 중력과 진공의 결합에 의해 패턴화된 컬렉터 패턴으로 다공성 무한 벨트/와이어 상으로 내려진다.
유형 JM 688-80의 지지층(지지층 1)이 0.7 m/분의 속도로 움직이는 형성 챔버의 하단부에 뻗어 있는 무한 형성 벨트/와이어의 상부 표면 상에서 그리고 패턴화된 컬렉터 아래에서 형성 챔버 내로 피드되었다. 물질이 패턴화된 컬렉터 내에서 그리고 그 상부에서 지지층의 상부 표면 상부에 수집되었고, 그로써 아래에 있는 지지층에 의해 지지되는 2성분 및 단성분 섬유를 포함하는 3차원 섬유 부직포 패턴화된 섬유질 웨브를 형성하였다.
패턴화된 컬렉터를 갖는 웨브는 이어서 1 m/분의 선속도로 기체 오븐(127℃) 내로 전달되었으며, 이는 2성분 섬유의 피복체를 용융시킨다. 이 실시예에서, 웨브는 실온 바로 위까지 냉각한 후에 제거되었다.
웨브의 얻어진 패턴화된 에어 레이드 부직포 섬유질 웨브는 지지 웨브와 접촉하는 영역에서 성긴 부푼 웨브였고, 패턴화된 컬렉터의 나선형 아암 및 중앙 디스크 상부의 영역에서 압착되어 있었다. 섬유는 일반적으로 지지층의 평면에서 정렬되어 있는 것처럼 보였다. 패턴화된 컬렉터가 상기한 바와 같이 경사진 측벽을 갖는 구멍의 어레이를 포함한 것을 제외하고는, 이 패턴화된 섬유질 웨브는 이전의 실시예의 패턴화된 부직포 섬유질 웨브처럼 제조되었다. 얻어진 웨브는 평균 웨브 평량이 188.4 g/㎡였다.
화학적 활성 미립자를 포함하는 패턴화된 부직포 섬유질 웨브를 포함하는 물품의 준비
연마 미립자 및 선택적인 결합제
물질
비패턴화된 제어: 대략 76.2 ㎜ × 107.9 ㎜ × 21.6 ㎜(3 in × 4.25 in × 0.85 in)로 절단된 3M 마루 패드 샘플.
패턴화된 웨브: 대략 127 ㎜ × 127 ㎜ × 19.1 ㎜(5 in × 5 in × 0.75 in)로 절단된 실시예 2의 웨브.
라텍스 1: Rhoplex HA-16 에멀젼(미국 미시간주 미들랜드 소재의 Dow 소유의 Rohm Haas).
라텍스 2: Styrofan ND 593(미국 뉴저지주 플로럼 파크 소재의 BASF).
연마 미립자 60 그릿 알루미늄 산화물 분말(미국 미네소타주 세인트폴 소재의 3M Company)
에폭시 결합제: 3M SCOTCH-WELD 에폭시 접착제2214 Regular(미국 미네소타주 세인트 폴 소재의 3M Company)
실시예 14(비교) - 비패턴화된 부직포 섬유질 웨브
대략 30g의 라텍스 1을 갖는 제어 샘플이 알루미늄 트레이 내에 대략 3.18 ㎜(0.125 in) 깊이로 위치되었다. 샘플이 손으로 압착되어, 샘플이 그의 원래의 높이의 대략 33%로 압축되었다. 이어서, 샘플이 뒤집어지고 마찬가지로 압축되었다. 그 후에, 샘플이 PET 필름으로 덮여 있고 대략 6.35 ㎜(0.25 in)의 간극으로 설정된 Benchtop Laboratory Laminator(미국 오하이조주 페어필드 소재의 ChemInstruments)의 2개의 롤러 사이를 통과하여, 과도한 라텍스를 제거하였다. 샘플이 이어서 건조를 위해 155℃에서 25분 동안 오븐에서 놓여졌다. 도포된 라텍스의 양을 구하기 위해 건조 전후에 샘플의 중량을 측정하였다.
실시예 15 - 패턴화된 에어 레이드 부직포 연마 미립자-로딩된 섬유질 웨브
실시예 14와 동일한 절차이지만, 부직포가 패턴화된 웨브였고, 샘플이 코팅 동안 뒤집어지지 않았으며, 40g의 라텍스가 Al 팬에 놓여졌다. 얻어진 패턴화된 에어 레이드 부직포 섬유질 웨브의 일부분이 도 7f에 도시되어 있다.
실시예 16(비교) - 비패턴화된 부직포 섬유질 웨브
실시예 14와 동일하지만, 라텍스 2가 부가되었다.
실시예 17 - 패턴화된 에어 레이드 부직포 연마 미립자-로딩된 섬유질 웨브
실시예 15와 동일하지만, 라텍스 2가 부가되었다.
실시예 18(비교) - 비패턴화된 부직포 섬유질 웨브
실시예 14와 동일하지만, 5g의 60 그릿 알루미늄 산화물이 30g의 라텍스 1과 함께 부가되었다.
실시예 19 - 패턴화된 에어 레이드 부직포 연마 미립자-로딩된 섬유질 웨브
실시예 15와 동일하지만, 5g의 60 그릿 알루미늄 산화물이 36g의 라텍스 1에 부가되었다.
결과가 표 2에 요약되어 있다.
[표 2]

실시예 20
실시예 2의 패턴화된 에어 레이드 부직포 섬유질 웨브의 상승된 특징부는 나무 막대를 사용하여 대략 18g의 에폭시로 코팅되었다. 대략 2.5g의 알루미늄 산화물이 에폭시로 덮인 특징부 상에 살포되었다. 나무 막대를 사용하여 에폭시가 혼합되었다. 부가의 2.5g의 알루미늄 산화물 분말이 에폭시로 덮인 특징부 상에 살포되었고 또다시 혼합되었다. 에폭시가 경화될 때까지 2시간 초과 동안 110℃(230℉)에서 경화되었다. 결과가 도 7c 내지 도 7e에 도시되어 있다.
실시예 21
35g의 에폭시가 16g의 알루미늄 산화물 분말 및 6g의 MEK와 혼합되었다. 분산액이 Al-포일 트레이에서 균일하게 혼합될 때까지 나무 막대로 교반되었다. 패턴화된 웨브가 분산액 내에 딥 코팅되었고 따라서 분산액이 부직포 내에 흡수되었고 상승된 특징부의 높이의 50% 이상이 에폭시로 코팅되었다. 에폭시가 경화될 때까지 2시간 초과 동안 110℃(230℉)에서 경화되었다. 얻어진 패턴화된 에어 레이드 부직포 섬유질 웨브의 일부분이 도 7c 내지 도 7e에 도시되어 있다.
실시예 22
이 실시예는 복수의 랜덤하게 배향된 개별 섬유로 덮이고 부분적으로 채워져 있는, 아주 성기고 가요성인 3차원 지지층을 포함하는 패턴화된 에어 레이드 부직포 섬유질 웨브("코일 웨브"라고도 함)를 형성하는 것을 설명하고 있다. 이들 랜덤하게 배향된 개별 섬유 중 일부 또는 전부가 바람직하게는 열용해성 섬유(단성분 용융성 섬유 또는 다성분(예컨대, 2성분 또는 코어/피복체, 외측 성분 피복체는 내측 성분 코어보다 낮은 용융점을 가짐))이고, 따라서 수집 후에, 예를 들어, 가열 단계를 사용하여, 패턴화된 에어 레이드 부직포 섬유질 웨브를 접합함으로써 섬유가 고정될 수 있다.
복수의 개별 섬유가 중력 및 진공의 결합에 의해 3차원 지지층 상에 에어 레잉된다. 패턴화된 에어 레이드 부직포 섬유질 웨브는 화학적 활성 미립자일 수 있는 복수의 미립자를 포함할 수 있다. 얻어진 웨브는, 예컨대, 부직포 물질에 기능성을 부여하는 데 흔히 사용되는 롤 코팅, 스프레이 또는 임의의 방법을 통해 부가의 특징을 제공받을 수 있다.
3차원 지지층(코일 웨브) Enkamat? 7225(독일 위바흐-팔렌베르크 소재의 Enka Tecnica GmbH)가 약 1m/분의 속도로 움직이는 형성 챔버의 하단부에 뻗어 있는 무한 형성 벨트/와이어의 상부 표면 상에서 형성 챔버 아래로 통과되었다. 짧은(6 ㎜) 2성분 Trevira T-255 섬유(독일 하테어샤임 소재의 Trevira GmbH)가 형성 챔버의 상부에서 개면되고 보풀이 일어나게 되며, 이어서 스파이크 롤러의 상부열 및 무한 벨트 스크린을 통해 형성 챔버의 하부로 낙하함으로써 스파이크 롤러의 하부열 그리고 또다시 동일한 무한 벨트 스크린을 통과하였다. 물질이 다공성 형성 벨트/와이어의 하단부로부터 형성 챔버에 가해지는 중력과 진공의 결합에 의해 패턴화된 컬렉터 패턴으로 다공성 무한 벨트/와이어 상으로 내려진다.
웨브는 이어서 1.1 m/분의 선속도로 전기 오븐(130 내지 135℃) 내로 전달되었으며, 이는 2성분 섬유의 피복체를 용융시킨다. 이 실시예에서, 웨브는 오븐 직후에 제거되었다. 오븐은 International Thermal System, LLC(미국 위스콘신주 밀워키 소재)로부터의 전기 오븐이다. 오븐은 길이가 5.5 미터인 하나의 가열 챔버를 가지며, 원리는 상부로부터의 챔버 내에서의 공기 송풍이다. 송풍 공기의 일부가 배기될 수 있고(20 내지 100%로 설정됨) 일부가 재순환될 수 있도록(20 내지 100%로 설정됨) 순환이 설정될 수 있다. 이 실시예에서, 공기가 80% 설정으로 배기되었고 20%로 재순환되었으며, 온도는 챔버 내에서 132℃였다. 샘플이 챔버 내를 한번 통과하였다. 얻어진 패턴화된 부직포 섬유질 웨브는 (코일 웨브에 부가하여) 주 표면 상의 분간할 수 있는 3차원 패턴 및 330 gsm의 평균 평량을 가졌다.
실시예 23
이 패턴화된 에어 레이드 부직포 섬유질 웨브가 실시예 22에 기술한 바와 같이 2성분 개별 섬유의 형성 챔버 내로의 보다 낮은 피드 속도를 사용하여 준비되었다. 얻어진 패턴화된 부직포 섬유질 웨브는 (코일 웨브에 부가하여) 주 표면 상의 분간할 수 있는 3차원 패턴 및 165 gsm의 평균 평량을 가졌다.
명세서가 예시적인 소정 실시 형태를 상세히 기술하고 있지만, 당업자라면 이상의 내용을 이해할 때 이들 실시 형태에 대한 여러 수정, 변형 및 그 등가물을 용이하게 안출할 수 있다는 것을 잘 알 것이다. 따라서, 본 명세서가 앞서 기술한 예시적인 실시 형태로 부당하게 제한되어서는 안된다는 것을 잘 알 것이다. 게다가, 본 명세서에 인용된 모든 간행물, 공개된 특허 출원 및 공고된 특허는, 각각의 개별 간행물 또는 특허가 인용에 의해 포함되는 것으로 구체적이고 개별적으로 명시된 것처럼, 인용에 의해 그 전체 내용이 본 명세서에 포함된다. 다양한 예시적인 실시 형태들에 대해 기술하였다. 이들 및 기타 실시 형태들이 개시된 실시 형태의 하기의 목록의 범위 내에 속한다.
Claims (43)
- 부직포 섬유질 웨브의 주 표면으로부터 뻗어 있는 복수의 비중공 돌출부(non-hollow projection) 및 주 표면에 의해 정의되고 그와 실질적으로 평행한 평면에 있는 각각의 인접한 돌출부 사이에 형성된 복수의 실질적으로 평면인 랜드 영역(land area)을 정의하는 복수의 랜덤하게 배향된 개별 섬유를 포함하고, 복수의 랜덤하게 배향된 개별 섬유는 적어도 제1 용융 온도를 가지는 제1 영역 및 제2 용융 온도를 가지는 제2 영역을 가지는 다성분 섬유(multi-component fiber)를 포함하며, 제1 용융 온도는 제2 용융 온도 미만이고, 또한 배향된 개별 섬유의 적어도 일부분이 다성분 섬유의 제1 영역과의 복수의 교차점에서 서로 접합되는 것인 부직포 섬유질 웨브.
- 제1항에 있어서, 다성분 섬유가 부직포 섬유질 웨브의 총 중량 중 적어도 10 중량%의 양으로 섬유질 웨브에 존재하는 것인 부직포 섬유질 웨브.
- 제1항에 있어서, 다성분 섬유가 부직포 섬유질 웨브의 총 중량 중 0 중량% 초과 10 중량% 미만의 양으로 섬유질 웨브에 존재하는 것인 부직포 섬유질 웨브.
- 제1항에 있어서, 복수의 배향된 개별 섬유의 0 중량% 초과 10 중량% 미만이 다성분 섬유인 부직포 섬유질 웨브.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 다성분 섬유가 2 성분 섬유인 부직포 섬유질 웨브.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 다성분 섬유가 폴리에스테르, 폴리아미드, 폴리올레핀, 사이클릭 폴리올레핀, 폴리올레핀계 열가소성 탄성중합체, 폴리(메트)아크릴레이트, 폴리비닐 할라이드, 폴리아크릴로니트릴, 폴리우레탄, 폴리락트산, 폴리비닐 알코올, 폴리페닐렌 설파이드, 폴리설폰, 폴리옥시메틸렌, 유체 결정 중합체, 및 그 조합으로 이루어진 그룹 중에서 선택되는 중합체를 포함하는 것인 부직포 섬유질 웨브.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 복수의 미립자를 추가로 포함하고, 미립자들 중 적어도 일부분이 다성분 섬유의 적어도 일부분의 적어도 제1 영역에 접합되어 있는 것인 부직포 섬유질 웨브.
- 부직포 섬유질 웨브의 주 표면으로부터 뻗어 있는 복수의 비중공 돌출부 및 주 표면에 의해 정의되고 그와 실질적으로 평행한 평면에 있는 각각의 인접한 돌출부 사이에 형성된 복수의 실질적으로 평면인 랜드 영역을 정의하는 복수의 랜덤하게 배향된 개별 섬유를 포함하고,
복수의 랜덤하게 배향된 개별 섬유가 제1 용융 온도를 가지는 단성분 열가소성 개별 섬유(monocomponent discrete thermoplastic fiber)의 제1 집단, 및 제1 용융 온도 초과의 제2 용융 온도를 가지는 단성분 개별 섬유들의 제2 집단을 포함하며, 단성분 개별 섬유들의 제1 집단의 적어도 일부분이 단성분 개별 섬유들의 제2 집단의 적어도 일부분에 접합되는 것인 부직포 섬유질 웨브. - 제8항에 있어서, 단성분 열가소성 개별 섬유들의 제1 집단이 복수의 랜덤하게 배향된 개별 섬유의 0 중량% 초과 10 중량% 미만을 포함하는 것인 부직포 섬유질 웨브.
- 제8항 또는 제9항에 있어서, 단성분 열가소성 개별 섬유들의 제1 집단이 폴리에스테르, 폴리아미드, 폴리올레핀, 사이클릭 폴리올레핀, 폴리올레핀계 열가소성 탄성중합체, 폴리(메트)아크릴레이트, 폴리비닐 할라이드, 폴리아크릴로니트릴, 폴리우레탄, 폴리락트산, 폴리비닐 알코올, 폴리페닐렌 설파이드, 폴리설폰, 폴리옥시메틸렌, 유체 결정 중합체, 및 그 조합으로 이루어진 그룹 중에서 선택되는 중합체를 포함하는 것인 부직포 섬유질 웨브.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 제1 용융 온도가 적어도 50℃이고, 또한 제2 용융 온도가 제1 용융 온도보다 적어도 10℃ 더 높은 것인 부직포 섬유질 웨브.
- 제11항에 있어서, 제1 용융 온도가 적어도 100℃이고, 또한 제2 용융 온도가 제1 용융 온도보다 적어도 30℃ 더 높은 것인 부직포 섬유질 웨브.
- 제8항 내지 제12항 중 어느 한 항에 있어서, 복수의 미립자를 추가로 포함하고, 미립자들 중 적어도 일부분이 단성분 개별 섬유들의 제1 집단의 적어도 일부분에 접합되는 것인 부직포 섬유질 웨브.
- 제7항 또는 제13항에 있어서, 복수의 미립자가 연마재 미립자, 금속 미립자, 세제 미립자, 계면 활성제 미립자, 살생물제 미립자, 흡착제 미립자, 흡수제 미립자, 마이크로캡슐, 및 그 조합으로 이루어진 그룹 중에서 선택되는 유익한 미립자를 포함하는 것인 부직포 섬유질 웨브.
- 제14항에 있어서, 유익한 미립자가 활성탄 미립자, 활성 알루미나 미립자, 실리카겔 미립자, 건조제 미립자, 음이온 교환 수지 미립자, 양이온 교환 수지 미립자, 분자체(molecular sieve) 미립자, 규조토 미립자, 항균성 화합물 미립자, 및 그 조합으로 이루어진 그룹 중에서 선택되는 화학적 활성 미립자를 포함하는 것인 부직포 섬유질 웨브.
- 제15항에 있어서, 화학적 활성 미립자가 실질적으로 부직포 섬유질 웨브의 전체 두께에 걸쳐 분포되어 있는 것인 부직포 섬유질 웨브.
- 제16항에 있어서, 화학적 활성 미립자가 실질적으로 복수의 비중공 돌출부의 표면 상에 분포되어 있는 것인 부직포 섬유질 웨브.
- 제17항에 있어서, 부직포 섬유질 웨브의 적어도 10 중량%가 복수의 미립자를 포함하는 것인 부직포 섬유질 웨브.
- 제1항 내지 제18항 중 어느 한 항에 있어서, 복수의 배향된 개별 섬유의 적어도 일부분이 천연 섬유, 비열가소성 중합체성 섬유, 탄소 섬유, 세라믹 섬유, 금속 섬유, 및 그 조합으로 이루어진 그룹 중에서 선택되는 것인 부직포 섬유질 웨브.
- 제1항 내지 제19항 중 어느 한 항에 있어서, 복수의 배향된 개별 섬유의 적어도 일부분이 폴리프로필렌, 폴리에틸렌, 폴리에스테르, 폴리에틸렌 테레프탈레이트, 폴리부틸렌 테레프탈레이트, 폴리아미드, 폴리우레탄, 폴리부텐, 폴리락트산, 폴리비닐 알코올, 폴리페닐렌 설파이드, 폴리설폰, 유체 결정 중합체, 폴리에틸렌-코-비닐아세테이트, 폴리아크릴로니트릴, 사이클릭 폴리올레핀, 폴리옥시메틸렌, 폴리올레핀계 열가소성 탄성중합체, 또는 그 조합을 포함하는 것인 부직포 섬유질 웨브.
- 제1항 내지 제20항 중 어느 한 항에 있어서, 실질적으로 어떤 비섬유질 결합제도 없는 것인 부직포 섬유질 웨브.
- 제1항 내지 제21항 중 어느 한 항에 있어서, 복수의 랜덤하게 배향된 개별 섬유의 적어도 일부분을 덮고 있는 결합제 코팅을 추가로 포함하고, 결합제가 실질적으로 화학적 활성 미립자의 표면을 가리지 않는 것인 부직포 섬유질 웨브.
- 제1항 내지 제22항 중 어느 한 항에 있어서, 복수의 비중공 돌출부 각각이, 부직포 섬유질 웨브의 제1 주 표면에 실질적으로 평행한 방향에서 볼 때, 원형, 타원형, 다각형, 나선형, 및 그 조합으로 이루어진 그룹 중에서 선택되는 단면 기하 형상을 나타내는 것인 부직포 섬유질 웨브.
- 제1항 내지 제23항 중 어느 한 항에 있어서, 복수의 비중공 돌출부가 부직포 섬유질 웨브의 주 표면 상에 2차원 어레이를 형성하는 것인 부직포 섬유질 웨브.
- 제1항 내지 제24항 중 어느 한 항에 있어서, 스크린, 스크림, 메쉬, 부직포 천, 직포 천, 편성물, 발포체층, 다공성 필름, 천공 필름(perforated film), 섬유의 어레이, 멜트-피브릴화된(melt-fibrillated) 섬유질 웨브, 멜트블로운 섬유질 웨브, 스펀 본드 섬유질 웨브, 에어 레이드 섬유질 웨브, 웨트 레이드 섬유질 웨브, 카디드 섬유질 웨브, 습식 엉킴 섬유질 웨브, 및 그 조합으로 이루어진 그룹 중에서 선택된 지지층을 추가로 포함하는 부직포 섬유질 웨브.
- 제1항 내지 제25항 중 어느 한 항에 있어서, 복수의 마이크로섬유, 복수의 서브마이크로미터 섬유, 및 그 조합을 포함하는 섬유질 커버층을 추가로 포함하는 부직포 섬유질 웨브.
- 제26항에 있어서, 섬유질 커버층이 중간 섬유 직경이 1 ㎛ 미만인 서브마이크로미터 섬유들의 집단을 포함하고, 선택적으로 섬유질 커버층이 멜트 블로잉(melt blowing), 용융 방사(melt spinning), 전기 방사(electrospinning), 플렉시필라멘트 형성(plexifilament formation), 기체 젯 피브릴화(gas jet fibrillation), 섬유 분할, 또는 그 조합에 의해 형성되는 것인 부직포 섬유질 웨브.
- 제1항 내지 제27항 중 어느 한 항의 부직포 섬유질 웨브를 포함하는 물품으로서, 이 물품이 기체 여과 물품, 액체 여과 물품, 표면 세척 물품, 마루 매트, 절연 물품, 세포 성장 지지 물품, 약물 전달 물품, 개인 위생 물품, 및 상처 드레싱 물품으로 이루어진 그룹 중에서 선택되는 것인 물품.
- 부직포 섬유질 웨브를 제조하는 방법으로서,
상단부 및 하단부를 가지는 형성 챔버를 제공하는 단계;
복수의 섬유를 형성 챔버의 상단부 내로 유입시키는 단계;
섬유들의 집단을 실질적으로 개별 섬유로서 형성 챔버의 하단부로 이송시키는 단계; 및
실질적으로 개별 섬유들의 집단을 패턴화된 표면을 가지는 컬렉터 상에 식별가능 패턴을 가지는 부직포 섬유질 웨브로서 포착하는 단계를 포함하고, 식별가능 패턴이 부직포 섬유질 웨브의 주 표면으로부터 뻗어 있는 복수의 비중공 돌출부, 및 주 표면에 의해 정의되고 그와 실질적으로 평행한 평면에 있는 각각의 인접한 돌출부 사이에 형성된 복수의 실질적으로 평면인 랜드 영역을 포함하는 것인 방법. - 제29항에 있어서, 패턴화된 컬렉터 표면으로부터 웨브를 제거하기 전에 접착제를 사용하지 않고 복수의 섬유의 적어도 일부분을 서로 접합시키며, 그로써 섬유질 웨브로 하여금 식별가능 패턴을 보유하게 하는 단계를 추가로 포함하는 방법.
- 제30항에 있어서, 실질적으로 개별 섬유들의 집단을 부직포 섬유질 웨브로서 포착하기 전에 섬유질 미립자 혼합물을 형성하기 위해, 복수의 화학적 활성 미립자를 형성 챔버 내로 유입시키고 형성 챔버 내에서 복수의 개별 섬유를 복수의 화학적 활성 미립자와 혼합하는 단계; 및 화학적 활성 미립자들 중 적어도 일부분을 부직포 섬유질 웨브에 고정시키는 단계를 추가로 포함하는 방법.
- 제29항 내지 제31항 중 어느 한 항에 있어서, 컬렉터의 패턴화된 표면이 컬렉터를 통해 뻗어 있는 복수의 기하학적 형상의 구멍을 포함하고, 또한 섬유들의 집단을 포착하는 단계가 천공된 패턴화된 컬렉터 표면을 통해 진공을 만드는 단계를 포함하는 것인 방법.
- 제32항에 있어서, 복수의 기하학적 형상의 구멍이 원형, 타원형, 다각형, X자형, V자형, 나선형, 및 그 조합으로 이루어진 그룹 중에서 선택되는 형상을 가지는 것인 방법.
- 제33항에 있어서, 복수의 기하학적 형상의 구멍이 삼각형, 정사각형, 직사각형, 마름모꼴, 사다리꼴, 오각형, 육각형, 팔각형, 및 그 조합으로 이루어진 그룹 중에서 선택되는 다각형 형상을 가지는 것인 방법.
- 제32항 내지 제34항 중 어느 한 항에 있어서, 복수의 기하학적 형상의 구멍이 패턴화된 컬렉터 표면 상의 2차원 패턴을 포함하는 것인 방법.
- 제35항에 있어서, 패턴화된 컬렉터 표면 상의 기하학적 형상의 구멍의 2차원 패턴이 2차원 어레이인 방법.
- 제29항 내지 제36항 중 어느 한 항에 있어서, 부직포 섬유질 웨브의 0 중량% 초과 10 중량% 미만이 적어도 제1 용융 온도를 가지는 제1 영역 및 제2 용융 온도를 가지는 제2 영역을 포함하는 다성분 섬유인 개별 섬유를 포함하고, 제1 용융 온도가 제2 용융 온도 미만이며, 화학적 활성 미립자를 부직포 섬유질 웨브에 고정시키는 단계가 다성분 섬유를 적어도 제1 용융 온도이고 제2 용융 온도 미만인 온도로 가열하는 단계를 포함하고, 그로써 화학적 활성 미립자들 중 적어도 일부분이 다성분 섬유의 적어도 일부분의 적어도 제1 영역에 접합됨으로써 부직포 섬유질 웨브에 고정되며, 개별 섬유의 적어도 일부분이 다성분 섬유의 제1 영역과의 복수의 교차점에서 서로 접합되는 것인 방법.
- 제29항 내지 제36항 중 어느 한 항에 있어서, 복수의 개별 섬유가 제1 용융 온도를 가지는 단성분 열가소성 개별 섬유들의 제1 집단, 및 제1 용융 온도 초과의 제2 용융 온도를 가지는 단성분 개별 섬유들의 제2 집단을 포함하며,
화학적 활성 미립자를 부직포 섬유질 웨브에 고정시키는 단계가 단성분 열가소성 개별 섬유들의 제1 집단을 적어도 제1 용융 온도이고 제2 용융 온도 미만인 온도로 가열하는 단계를 포함하고, 그로써 화학적 활성 미립자들 중 적어도 일부분이 단성분 개별 섬유들의 제1 집단의 적어도 일부분에 접합되고, 또한 단성분 개별 섬유들의 제1 집단의 적어도 일부분이 단성분 개별 섬유들의 제2 집단의 적어도 일부분에 접합되는 것인 방법. - 제29항 내지 제38항 중 어느 한 항에 있어서, 화학적 활성 미립자를 부직포 섬유질 웨브에 고정시키는 단계가 열접합, 자기 접합, 접착제 접합, 분말 결합제 결합, 습식 엉킴(hydroentangling), 바늘 천공(needlepunching), 캘린더링(calendering), 또는 그 조합 중 적어도 하나를 포함하는 것인 방법.
- 제29항 내지 제39항 중 어느 한 항에 있어서, 개별 섬유들의 적어도 일부분을 웨팅하기 위해 액체가 형성 챔버 내로 유입되고, 그로써 화학적 활성 미립자의 적어도 일부분이 형성 챔버에서 개별 섬유들의 웨팅된 부분에 접착되는 것인 방법.
- 제29항 내지 제40항 중 어느 한 항에 있어서, 복수의 화학적 활성 미립자가 상단부에서, 하단부에서, 상단부와 하단부 사이에서, 또는 그 조합으로 형성 챔버 내로 유입되는 것인 방법.
- 제29항 내지 제41항 중 어느 한 항에 있어서, 부직포 섬유질 웨브를 덮는 섬유질 커버층를 부착하는 단계를 추가로 포함하고, 섬유질 커버층이 에어-레잉(air-laying), 웨트-레잉(wet-laying), 카딩(carding), 멜트 블로잉, 용융 방사, 전기 방사, 플렉시필라멘트 형성, 기체 젯 피브릴화, 섬유 분할, 또는 그 조합에 의해 형성되는 것인 방법.
- 제42항에 있어서, 섬유질 커버층이 멜트 블로잉, 용융 방사, 전기 방사, 플렉시필라멘트 형성, 기체 젯 피브릴화, 섬유 분할, 또는 그 조합에 의해 형성되는 중간 섬유 직경이 1 ㎛ 미만인 서브마이크로미터 섬유들의 집단을 포함하는 것인 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US36219110P | 2010-07-07 | 2010-07-07 | |
| US61/362,191 | 2010-07-07 | ||
| PCT/US2011/042995 WO2012006300A1 (en) | 2010-07-07 | 2011-07-06 | Patterned air-laid nonwoven fibrous webs and methods of making and using same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20130041928A true KR20130041928A (ko) | 2013-04-25 |
Family
ID=44359462
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137003020A KR20130041928A (ko) | 2010-07-07 | 2011-07-06 | 패턴화된 에어 레이드 부직포 섬유질 웨브 및 그 제조 및 사용 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9771675B2 (ko) |
| JP (1) | JP6054865B2 (ko) |
| KR (1) | KR20130041928A (ko) |
| CN (1) | CN103025941B (ko) |
| BR (1) | BR112013000281A2 (ko) |
| WO (1) | WO2012006300A1 (ko) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160122228A (ko) * | 2014-02-17 | 2016-10-21 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 스카우링 물품 및 제조 및 사용 방법 |
| KR101726299B1 (ko) | 2016-05-25 | 2017-04-12 | (주)중앙플랜트 | 수평형 습식 스크러버용 클린 필터를 포함하는 조립체 및 그의 구성방법 |
| KR20180004973A (ko) * | 2016-07-05 | 2018-01-15 | 코웨이 주식회사 | 수처리 필터, 수처리 시스템 및 장치 |
| KR20200088091A (ko) | 2019-01-14 | 2020-07-22 | (주)중앙플랜트 | 수평형 습식 스크러버용 클린 필터의 자동세척장치 |
| KR20210025126A (ko) * | 2018-07-25 | 2021-03-08 | 킴벌리-클라크 월드와이드, 인크. | 3차원 폼-레이드 부직포 |
| KR20210025131A (ko) * | 2018-07-25 | 2021-03-08 | 킴벌리-클라크 월드와이드, 인크. | 3차원 폼-레이드 부직포 제조 공정 |
| KR20220081854A (ko) * | 2020-12-09 | 2022-06-16 | 주식회사 나노렉스 | 서로 다른 패턴층을 갖는 나노섬유 웹이 구비된 공기정화용 에어필터 |
| KR102425819B1 (ko) * | 2021-12-24 | 2022-07-28 | 주식회사 골든포우 | 침출수 반응형 토목섬유점토차수재 및 이를 이용한 매립사면 3중 차수구조 |
Families Citing this family (98)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010048407A1 (de) * | 2010-10-15 | 2012-04-19 | Carl Freudenberg Kg | Hydrogelierende Fasern sowie Fasergebilde |
| KR101962406B1 (ko) * | 2010-10-25 | 2019-03-26 | 릭 엘. 채프먼 | 전략적 이형단면 섬유 및/또는 전하 제어제를 함유하는 섬유 블렌드를 사용하는 여과 물질 |
| PL2685948T3 (pl) * | 2011-03-15 | 2015-04-30 | Essity Hygiene & Health Ab | Sposób i urządzenie do odkrawania materiału od wstęgi |
| JP2013027807A (ja) * | 2011-07-27 | 2013-02-07 | Inoac Corp | グリスフィルター及びグリス除去装置 |
| WO2013082007A1 (en) * | 2011-11-29 | 2013-06-06 | Soane Labs, Llc | Functional pulp-containing composites for drywall applications |
| EP2798108B1 (en) | 2011-12-30 | 2016-11-16 | 3M Innovative Properties Company | Apparatus and methods for producing nonwoven fibrous webs |
| JP6336912B2 (ja) | 2011-12-30 | 2018-06-06 | スリーエム イノベイティブ プロパティズ カンパニー | 不織布繊維ウェブを製造するための装置及び方法 |
| JP5994713B2 (ja) * | 2012-05-28 | 2016-09-21 | トヨタ紡織株式会社 | 車両用部品 |
| US10077517B2 (en) * | 2013-03-11 | 2018-09-18 | Apple Inc. | Textile product having thinned regions |
| US20140272209A1 (en) | 2013-03-13 | 2014-09-18 | Apple Inc. | Textile product having reduced density |
| US9993761B2 (en) | 2013-03-15 | 2018-06-12 | LMS Technologies, Inc. | Filtration media fiber structure and method of making same |
| US9522357B2 (en) * | 2013-03-15 | 2016-12-20 | Products Unlimited, Inc. | Filtration media fiber structure and method of making same |
| CN103202647B (zh) * | 2013-04-08 | 2015-09-09 | 天台诚一新材料有限公司 | Pe塑料制成的丝圈垫 |
| US20150298032A1 (en) * | 2013-06-06 | 2015-10-22 | Gusmer Enterprises Inc. | Dry formed filters and methods of making the same |
| CN103356333B (zh) * | 2013-07-22 | 2015-04-29 | 科云生医科技股份有限公司 | 伤口覆盖物及其制造方法 |
| US20150059804A1 (en) * | 2013-08-28 | 2015-03-05 | Renee BERGEZ | Cleaning implement |
| CN103696024B (zh) * | 2013-12-05 | 2015-10-07 | 厦门大学 | 一种图案化纳米纤维制备装置 |
| JP2017514033A (ja) * | 2014-04-28 | 2017-06-01 | スリーエム イノベイティブ プロパティズ カンパニー | 自己結合したセルロース系の不織ウェブ及び製造方法 |
| US20170036146A1 (en) * | 2014-04-28 | 2017-02-09 | 3M Innovative Properties Company | Nonwoven fibrous structures including phenolic resin and ionic reinforcement material, and methods |
| CN106460271A (zh) * | 2014-04-28 | 2017-02-22 | 3M创新有限公司 | 包括离子增强材料的非织造纤维结构及方法 |
| KR101575178B1 (ko) * | 2014-06-10 | 2015-12-07 | (주)시지바이오 | 차콜 드레싱재 및 그의 제조 방법 |
| US9737855B2 (en) * | 2014-06-17 | 2017-08-22 | W. L. Gore & Associates, Inc. | Filtration article containing a filtration material containing fibrous layers having different lengths |
| CN104013164B (zh) * | 2014-06-19 | 2016-02-10 | 无锡百和织造股份有限公司 | 一种热熔不上胶锦纶粘扣带及其制造方法 |
| CN107073161B (zh) * | 2014-10-01 | 2020-11-03 | 3M创新有限公司 | 用于清创术的多孔装置、套件和方法 |
| US10315749B1 (en) * | 2015-03-17 | 2019-06-11 | Leidos, Inc. | Material for propeller occlusion of marine vessels |
| CN105041176B (zh) * | 2015-06-25 | 2016-09-07 | 杭州金百合非织造布有限公司 | 折叠型空气过滤纱窗/门 |
| CN106319670A (zh) * | 2015-07-02 | 2017-01-11 | Nvh韩国株式会社 | 汽车用挥发性有机化合物消减板的制备方法 |
| US20170028669A1 (en) * | 2015-07-30 | 2017-02-02 | Patagonia, Inc. | Compressible, low-weight insulation material for use in garments |
| EP3133196B1 (de) | 2015-08-18 | 2020-10-14 | Carl Freudenberg KG | Volumenvliesstoff |
| US10064458B2 (en) | 2015-09-08 | 2018-09-04 | Apple Inc. | Band with folded seam for an electronic device |
| JP2018535332A (ja) | 2015-11-12 | 2018-11-29 | ファースト クオリティ ノンウーヴンズ、インコーポレイテッド | 改善された耐摩耗性を有する不織布及びその製造方法 |
| CN108291343A (zh) * | 2015-12-08 | 2018-07-17 | Sca卫生用品公司 | 图案化的非织造材料 |
| CN105561371B (zh) * | 2016-02-03 | 2019-01-18 | 华南理工大学 | 一种具有网格结构的可水冲散遗弃的敷料及其制备工艺 |
| EP3216433B1 (en) * | 2016-03-08 | 2018-11-21 | The Procter and Gamble Company | Carded nonwoven fibrous web and use in absorbent articles |
| JP6900129B2 (ja) * | 2016-03-29 | 2021-07-07 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | 吸音体 |
| CN105773942B (zh) * | 2016-04-12 | 2018-03-06 | 阳江市伟艺抛磨材料有限公司 | 一种工业百洁布的制作工艺 |
| US10590577B2 (en) | 2016-08-02 | 2020-03-17 | Fitesa Germany Gmbh | System and process for preparing polylactic acid nonwoven fabrics |
| US11441251B2 (en) | 2016-08-16 | 2022-09-13 | Fitesa Germany Gmbh | Nonwoven fabrics comprising polylactic acid having improved strength and toughness |
| WO2018057465A1 (en) | 2016-09-26 | 2018-03-29 | 3M Innovative Properties Company | Nonwoven abrasive articles having electrostatically-oriented abrasive particles and methods of making same |
| GB2554651B (en) | 2016-09-30 | 2019-08-28 | Adv Med Solutions Ltd | Nonwoven Fabric Comprising Gelling Fibres |
| KR102407405B1 (ko) * | 2016-09-30 | 2022-06-10 | 킴벌리-클라크 월드와이드, 인크. | 비평면 부직포 직물 및 그 제조 방법 |
| CN108148753B (zh) * | 2016-12-06 | 2021-06-04 | 中国科学院大连化学物理研究所 | 一种基于物理模版的电纺丝图案化制备方法 |
| CA3046271A1 (en) * | 2016-12-14 | 2018-06-21 | Fpinnovations | Sound insulating mat, method of manufacturing the same, noise control system comprising the same and its use |
| US20180169832A1 (en) * | 2016-12-21 | 2018-06-21 | The Procter & Gamble Company | Method for etching an absorbent structure |
| WO2018147213A1 (ja) * | 2017-02-08 | 2018-08-16 | 東レ株式会社 | セルロース粒子、およびその製造方法 |
| USD898382S1 (en) * | 2017-04-10 | 2020-10-13 | Berry Plastics Corporation | Nonwoven fabric |
| DE102017108848A1 (de) * | 2017-04-25 | 2018-10-25 | Kautex Textron Gmbh & Co. Kg | Struktur zur Verringerung von Schwappgeräuschen, Vorrichtung und Verfahren zum Herstellen einer Struktur |
| CN107215034A (zh) | 2017-04-26 | 2017-09-29 | 博爱(中国)膨化芯材有限公司 | 一种在线热复合速渗导流材料 |
| GB201707428D0 (en) | 2017-05-09 | 2017-06-21 | Applied Graphene Mat Plc ] | Composite moulding materials |
| USD833759S1 (en) * | 2017-05-19 | 2018-11-20 | Pfnonwovens Llc | Nonwoven fabric with a surface pattern |
| WO2018231815A2 (en) * | 2017-06-12 | 2018-12-20 | Kci Licensing, Inc. | Fabric wound filler |
| DE102017113432A1 (de) * | 2017-06-19 | 2018-12-20 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Filmklebstoff sowie Verfahren zu dessen Herstellung |
| EP3645776B1 (en) * | 2017-06-29 | 2021-08-25 | 3M Innovative Properties Company | Nonwoven article and method of making the same |
| US20190017231A1 (en) * | 2017-07-11 | 2019-01-17 | Watershed Geosynthetics Llc | Synthetic ground cover system for erosion protection |
| TWI795430B (zh) | 2017-08-25 | 2023-03-11 | 美商3M新設資產公司 | 容許無損傷移除的黏著劑物品 |
| JP7237063B2 (ja) | 2017-08-25 | 2023-03-10 | スリーエム イノベイティブ プロパティズ カンパニー | 損傷のない取り外しを可能にする接着性物品 |
| CN107511131A (zh) * | 2017-09-04 | 2017-12-26 | 无锡普爱德环保科技有限公司 | 硅胶/分子筛复合物的制备方法 |
| US10276216B2 (en) * | 2017-09-14 | 2019-04-30 | Seagate Technology Llc | Data storage device filter |
| US10724831B1 (en) | 2017-10-16 | 2020-07-28 | Leidos, Inc. | Fibrous occlusive interruption of lift |
| JP6523412B1 (ja) * | 2017-11-28 | 2019-05-29 | 花王株式会社 | 吸収体及び吸収性物品 |
| KR102493940B1 (ko) * | 2017-12-05 | 2023-01-30 | 사이머 엘엘씨 | 레이저 방전 체임버 내의 먼지 포집용 부직포 스크린 |
| AU2019206704B2 (en) | 2018-01-12 | 2024-02-08 | Yeti Coolers, Llc | Portable chair |
| TW201934830A (zh) * | 2018-02-06 | 2019-09-01 | 智能紡織科技股份有限公司 | 可加熱織物 |
| CN108517620B (zh) * | 2018-03-06 | 2021-01-29 | 吴德武 | 一种无纺布及其制造方法 |
| US11285421B2 (en) * | 2018-04-12 | 2022-03-29 | Electrolux Home Products, Inc. | Filter media for filtration of cooking fumes |
| CN112135805A (zh) | 2018-05-11 | 2020-12-25 | 3M创新有限公司 | 多晶硅铝酸盐陶瓷长丝、纤维和非织造垫及其制备和使用方法 |
| EP3790659A1 (en) | 2018-05-11 | 2021-03-17 | 3M Innovative Properties Company | Polycrystalline, aluminosilicate ceramic filaments, fibers, and nonwoven mats, and methods of making and using the same |
| CN112041495B (zh) | 2018-05-25 | 2023-01-31 | 宝洁公司 | 用于生产非织造布的方法和适用于该方法的设备 |
| WO2019222992A1 (en) | 2018-05-25 | 2019-11-28 | The Procter & Gamble Company | Nonwoven, and process and apparatus for producing the same |
| EP3613394B1 (en) | 2018-08-21 | 2023-07-26 | The Procter & Gamble Company | Process for making fibrous layers having channels for absorbent articles |
| SE542425C2 (en) * | 2018-08-24 | 2020-04-28 | Yilmaz Haakan Isak | A machine and a method of producing biodegradable nonwoven textile comprising seeds |
| BR112021005980A2 (pt) * | 2018-09-28 | 2021-06-29 | Berry Global, Inc. | fibras multicomponente autocrimpadas e métodos para fazê-las |
| JP6585259B1 (ja) * | 2018-09-28 | 2019-10-02 | 金星製紙株式会社 | エアレイド不織布及びその製法 |
| US11047094B2 (en) | 2018-12-07 | 2021-06-29 | 4427017 Canada Inc. | Padding layer with drainage for sports playing field |
| US11666199B2 (en) | 2018-12-12 | 2023-06-06 | Owens Corning Intellectual Capital, Llc | Appliance with cellulose-based insulator |
| US11207863B2 (en) | 2018-12-12 | 2021-12-28 | Owens Corning Intellectual Capital, Llc | Acoustic insulator |
| USD902617S1 (en) | 2019-01-14 | 2020-11-24 | Yeti Coolers, Llc | Portable chair |
| USD904011S1 (en) | 2019-01-14 | 2020-12-08 | Yeti Coolers, Llc | Bag |
| USD912423S1 (en) | 2019-01-14 | 2021-03-09 | Yeti Coolers, Llc | Portable chair |
| USD903305S1 (en) | 2019-01-14 | 2020-12-01 | Yeti Coolers, Llc | Bag |
| USD911731S1 (en) | 2019-01-14 | 2021-03-02 | Yeti Coolers, Llc | Portable chair |
| CN109847490A (zh) * | 2019-03-20 | 2019-06-07 | 中国石油大学(北京) | 一种刚性气液聚结滤芯、其制备方法及装置 |
| EP3962426A1 (en) * | 2019-05-03 | 2022-03-09 | The Procter & Gamble Company | Nonwoven webs with one or more repeat units |
| EP3990278B1 (en) * | 2019-06-25 | 2023-11-01 | 3M Innovative Properties Company | Nonwoven fibrous web |
| US11006815B2 (en) * | 2019-11-25 | 2021-05-18 | Hung-Chuan Kang | Portable shoe surface cleaning cloth |
| US20210170713A1 (en) * | 2019-12-06 | 2021-06-10 | Specialty Coating & Laminating, Llc | Drainage Housewrap |
| RU197725U1 (ru) * | 2019-12-24 | 2020-05-25 | Иван Васильевич Чаевский | Непылящий тепло- и звукоизолирующий материал |
| US11686208B2 (en) | 2020-02-06 | 2023-06-27 | Rolls-Royce Corporation | Abrasive coating for high-temperature mechanical systems |
| JP2021138677A (ja) * | 2020-03-04 | 2021-09-16 | 株式会社原田伸銅所 | 高抗菌性のリン青銅合金粉状品10〜20ミクロンメートルサイズ品を家庭用エアコンフィルター及び自動車用エアコンフィルター等の一般にフィルターと呼ばれる箇所に塗布使用し、高抗菌性、抗ウィルス性の2つの機能をもって、菌及びウィルスの家内及び自動車内への侵入防止を可能とする物品。 |
| TR202007418A2 (tr) * | 2020-05-12 | 2021-01-21 | Telasis Tekstil Ueruenleri San Tic A S | Yüksek etki̇nli̇kte fi̇ltrasyon yüzeyleri̇ni̇n üreti̇m yöntemi̇ ve bunlarin maske üzeri̇nde uygulamasi |
| CA3191609A1 (en) * | 2020-09-04 | 2022-03-10 | Simplifyber, Inc. | Clothing item including at least one three-dimensional contour, and method of making the same |
| SE544593C2 (en) * | 2020-12-08 | 2022-09-20 | Stora Enso Oyj | Sound absorbing or damping air-laid blank |
| WO2022244253A1 (ja) * | 2021-05-21 | 2022-11-24 | 株式会社原田伸銅所 | フィルター |
| WO2023044010A2 (en) * | 2021-09-17 | 2023-03-23 | Ecs Environmental Solutions | Fluid filtration media and applications thereof |
| CN114990732B (zh) * | 2022-07-20 | 2024-04-12 | 贺氏(苏州)特殊材料有限公司 | 具有高低温熔融温度的抗静电异形聚酯纤维及过滤材料 |
| CN116236849B (zh) * | 2023-02-08 | 2024-01-16 | 广东叶润科技有限公司 | 一种玫瑰花提取液提取用固液分离工艺及系统 |
| CN115975123A (zh) * | 2023-03-17 | 2023-04-18 | 太原理工大学 | 一种具有保湿抑尘功能的非金属润湿剂及其制备方法 |
| KR102619860B1 (ko) * | 2023-08-21 | 2024-01-04 | (주)왕보 | 복합 소재의 고 흡수성 코어의 제조 방법 |
Family Cites Families (105)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR707191A (fr) | 1929-12-07 | 1931-07-03 | Ver Fur Chemische Ind Ag | Procédé pour fabriquer des fils artificiels |
| US3009823A (en) * | 1959-03-19 | 1961-11-21 | Chicopee Mfg Corp | Pattern bonded fibrous structures |
| US3516941A (en) | 1966-07-25 | 1970-06-23 | Minnesota Mining & Mfg | Microcapsules and process of making |
| USRE30061E (en) * | 1966-07-26 | 1979-07-31 | Johnson & Johnson | Nonwoven fibrous product and method of making the same |
| DE2048006B2 (de) | 1969-10-01 | 1980-10-30 | Asahi Kasei Kogyo K.K., Osaka (Japan) | Verfahren und Vorrichtung zur Herstellung einer breiten Vliesbahn |
| US4207367A (en) * | 1970-03-30 | 1980-06-10 | Scott Paper Company | Nonwoven fabric |
| FR2223318B1 (ko) | 1973-03-30 | 1978-03-03 | Saint Gobain | |
| US4100324A (en) * | 1974-03-26 | 1978-07-11 | Kimberly-Clark Corporation | Nonwoven fabric and method of producing same |
| US3934588A (en) * | 1974-08-20 | 1976-01-27 | Johnson & Johnson | Disposable diaper having facing layer with patterned preferential flow areas |
| US4103058A (en) | 1974-09-20 | 1978-07-25 | Minnesota Mining And Manufacturing Company | Pillowed web of blown microfibers |
| DE2530499C3 (de) | 1975-07-09 | 1978-05-24 | Akzo Gmbh, 5600 Wuppertal | Mattenbahn und Verfahren zu ihrer Herstellung |
| US4027672A (en) * | 1975-12-29 | 1977-06-07 | Colgate-Palmolive Company | Absorbent article with improved pad and method |
| CA1073648A (en) | 1976-08-02 | 1980-03-18 | Edward R. Hauser | Web of blended microfibers and crimped bulking fibers |
| US4135024A (en) * | 1976-08-16 | 1979-01-16 | Scott Paper Company | Method of treating a low integrity dry-formed nonwoven web and product made therefrom |
| JPS6043175B2 (ja) | 1977-10-12 | 1985-09-26 | 株式会社日立製作所 | 金属触媒の製造方法 |
| US4215682A (en) | 1978-02-06 | 1980-08-05 | Minnesota Mining And Manufacturing Company | Melt-blown fibrous electrets |
| US4536361A (en) | 1978-08-28 | 1985-08-20 | Torobin Leonard B | Method for producing plastic microfilaments |
| US4363646A (en) | 1979-07-20 | 1982-12-14 | Torobin Leonard B | Method and apparatus for producing microfilaments |
| US4328275A (en) * | 1980-09-10 | 1982-05-04 | Vargo Louis M | Disposable floor mat |
| US4552603A (en) | 1981-06-30 | 1985-11-12 | Akzona Incorporated | Method for making bicomponent fibers |
| US4729371A (en) | 1983-10-11 | 1988-03-08 | Minnesota Mining And Manufacturing Company | Respirator comprised of blown bicomponent fibers |
| US4640810A (en) | 1984-06-12 | 1987-02-03 | Scan Web Of North America, Inc. | System for producing an air laid web |
| US4818464A (en) | 1984-08-30 | 1989-04-04 | Kimberly-Clark Corporation | Extrusion process using a central air jet |
| US4741941A (en) | 1985-11-04 | 1988-05-03 | Kimberly-Clark Corporation | Nonwoven web with projections |
| US5082720A (en) * | 1988-05-06 | 1992-01-21 | Minnesota Mining And Manufacturing Company | Melt-bondable fibers for use in nonwoven web |
| US5013309A (en) * | 1989-04-24 | 1991-05-07 | Kem-Wove Incorporated | Incontinent pad with high absorbent packet |
| CA2027687C (en) | 1989-11-14 | 2002-12-31 | Douglas C. Sundet | Filtration media and method of manufacture |
| US5167765A (en) | 1990-07-02 | 1992-12-01 | Hoechst Celanese Corporation | Wet laid bonded fibrous web containing bicomponent fibers including lldpe |
| US5227107A (en) | 1990-08-07 | 1993-07-13 | Kimberly-Clark Corporation | Process and apparatus for forming nonwovens within a forming chamber |
| US5114787A (en) | 1990-09-21 | 1992-05-19 | Amoco Corporation | Multi-layer nonwoven web composites and process |
| US5277976A (en) | 1991-10-07 | 1994-01-11 | Minnesota Mining And Manufacturing Company | Oriented profile fibers |
| JP3326808B2 (ja) | 1992-02-12 | 2002-09-24 | チッソ株式会社 | フィルター |
| US5332426A (en) | 1992-07-29 | 1994-07-26 | Minnesota Mining And Manufacturing Company | Agglomerated activated carbon air filter |
| EP0825286A3 (en) | 1992-11-18 | 2000-11-02 | AQF Technologies LLC | Fibrous structure containing immobilized particulate matter and process therefor |
| US5662728A (en) | 1992-12-31 | 1997-09-02 | Hoechst Celanese Corporation | Particulate filter structure |
| CA2105026C (en) | 1993-04-29 | 2003-12-16 | Henry Louis Griesbach Iii | Shaped nonwoven fabric and method for making the same |
| US6093665A (en) | 1993-09-30 | 2000-07-25 | Kimberly-Clark Worldwide, Inc. | Pattern bonded nonwoven fabrics |
| AU704040B2 (en) * | 1995-05-25 | 1999-04-15 | Minnesota Mining And Manufacturing Company | Undrawn, tough, durably melt-bondable, macrodenier, thermoplastic, multicomponent filaments |
| US5858512A (en) * | 1995-06-01 | 1999-01-12 | Fort James France | Air-laid web formed from a finishing process and web obtained thereby |
| JPH0967749A (ja) | 1995-08-30 | 1997-03-11 | Sudou Denki Kogyo Kk | 活性炭繊維成形体とその製造方法及び装置 |
| US6861570B1 (en) | 1997-09-22 | 2005-03-01 | A. Bart Flick | Multilayer conductive appliance having wound healing and analgesic properties |
| US5858515A (en) | 1995-12-29 | 1999-01-12 | Kimberly-Clark Worldwide, Inc. | Pattern-unbonded nonwoven web and process for making the same |
| DE69627538T2 (de) * | 1996-05-03 | 2004-04-08 | Minnesota Mining And Manufacturing Company, St. Paul | Nichtgewebte schleifmittel |
| US5972808A (en) | 1997-01-30 | 1999-10-26 | Aqf Technologies Llc | Fibrous structures with fine particles |
| AU6464698A (en) * | 1997-03-21 | 1998-10-20 | Kimberly-Clark Worldwide, Inc. | Dual-zoned absorbent webs |
| US6114017A (en) | 1997-07-23 | 2000-09-05 | Fabbricante; Anthony S. | Micro-denier nonwoven materials made using modular die units |
| US6183670B1 (en) | 1997-09-23 | 2001-02-06 | Leonard Torobin | Method and apparatus for producing high efficiency fibrous media incorporating discontinuous sub-micron diameter fibers, and web media formed thereby |
| US6315806B1 (en) | 1997-09-23 | 2001-11-13 | Leonard Torobin | Method and apparatus for producing high efficiency fibrous media incorporating discontinuous sub-micron diameter fibers, and web media formed thereby |
| US6261679B1 (en) * | 1998-05-22 | 2001-07-17 | Kimberly-Clark Worldwide, Inc. | Fibrous absorbent material and methods of making the same |
| WO2000022207A2 (en) | 1998-10-01 | 2000-04-20 | The University Of Akron | Process and apparatus for the production of nanofibers |
| EP1157152A1 (en) | 1998-11-17 | 2001-11-28 | Eldim, Inc. | Method and apparatus for manufacturing non-woven articles |
| US7195810B1 (en) * | 1999-04-27 | 2007-03-27 | Fort James Corporation | Air-laid absorbent sheet with sinuate emboss |
| DE19929709C2 (de) | 1999-06-24 | 2001-07-12 | Lueder Gerking | Verfahren zur Herstellung von im Wesentlichen endlosen feinen Fäden und Verwendung der Vorrichtung zur Durchführung des Verfahrens |
| JP3467432B2 (ja) * | 1999-06-24 | 2003-11-17 | ユニ・チャーム株式会社 | 使い捨て着用物品の可撓性シート |
| US20010051754A1 (en) | 1999-08-03 | 2001-12-13 | Daria N. Lissy | Plural stage toluene disproportionation process minimizing ethylbenzene |
| US6375886B1 (en) * | 1999-10-08 | 2002-04-23 | 3M Innovative Properties Company | Method and apparatus for making a nonwoven fibrous electret web from free-fiber and polar liquid |
| SE523021C2 (sv) | 2000-05-22 | 2004-03-23 | Sca Hygiene Prod Ab | Metod för formning av en luftlagd fiberbana |
| IT1319160B1 (it) | 2000-05-29 | 2003-09-26 | Italdreni S R L Ora Italdreni | Materassino in materiale termoplastico a bassa densita' ed alto indicedi vuoti, dispositivo e procedimento per la sua produzione. |
| US6533989B1 (en) | 2000-08-03 | 2003-03-18 | Kimberly-Clark Worldwide, Inc. | Multi-chamber process and apparatus for forming a stabilized absorbent web |
| US6743273B2 (en) | 2000-09-05 | 2004-06-01 | Donaldson Company, Inc. | Polymer, polymer microfiber, polymer nanofiber and applications including filter structures |
| US6607624B2 (en) | 2000-11-20 | 2003-08-19 | 3M Innovative Properties Company | Fiber-forming process |
| JP4169508B2 (ja) * | 2000-12-01 | 2008-10-22 | 花王株式会社 | 清掃用シート |
| EP1211342B1 (en) | 2000-12-01 | 2011-07-06 | Kao Corporation | Cleaning sheet |
| US6689242B2 (en) | 2001-03-26 | 2004-02-10 | First Quality Nonwovens, Inc. | Acquisition/distribution layer and method of making same |
| DE10222672B4 (de) * | 2001-05-28 | 2016-01-21 | Jnc Corporation | Verfahren zur Herstellung von thermoadhäsiven Konjugatfasern und von dieselben verwendenden Vlies" |
| JP4409126B2 (ja) | 2001-08-21 | 2010-02-03 | 王子製紙株式会社 | 活性炭シートの製造方法及び活性炭シート |
| US6875710B2 (en) * | 2001-11-05 | 2005-04-05 | 3M Innovative Properties Company | Composite webs with reinforcing polymeric regions and elastic polymeric regions |
| US6921570B2 (en) | 2001-12-21 | 2005-07-26 | Kimberly-Clark Worldwide, Inc. | Pattern unbonded nonwoven web and process for making same |
| EP1323857A3 (en) | 2001-12-25 | 2005-02-02 | Toyoda Boshoku Corporation | Three-dimensional non-woven fabric, mold and method used therefore |
| US20030199219A1 (en) * | 2002-04-19 | 2003-10-23 | Hayes Heather J. | Patterned nonwoven fabric |
| US6916752B2 (en) | 2002-05-20 | 2005-07-12 | 3M Innovative Properties Company | Bondable, oriented, nonwoven fibrous webs and methods for making them |
| US6861025B2 (en) | 2002-06-20 | 2005-03-01 | 3M Innovative Properties Company | Attenuating fluid manifold for meltblowing die |
| JP2004052116A (ja) | 2002-07-16 | 2004-02-19 | Toppan Printing Co Ltd | 機能性繊維シートとその繊維シートを用いた立体成形体およびこれらの製造方法 |
| US6827764B2 (en) | 2002-07-25 | 2004-12-07 | 3M Innovative Properties Company | Molded filter element that contains thermally bonded staple fibers and electrically-charged microfibers |
| JP4364804B2 (ja) * | 2002-11-12 | 2009-11-18 | ザ プロクター アンド ギャンブル カンパニー | 成形非平坦化スパンレース不織布ウェブの製造方法及び装置 |
| US6981297B2 (en) * | 2002-11-27 | 2006-01-03 | Kimberly-Clark Worldwide, Inc. | Controlled placement of a reinforcing web within a fibrous absorbent |
| JP4739182B2 (ja) * | 2003-05-01 | 2011-08-03 | ジョンソン・アンド・ジョンソン・ゲーエムベーハー | パターンシート製品 |
| US8487156B2 (en) * | 2003-06-30 | 2013-07-16 | The Procter & Gamble Company | Hygiene articles containing nanofibers |
| ATE518982T1 (de) * | 2003-06-30 | 2011-08-15 | Procter & Gamble | Partikulate in nanofaservliesen |
| ATE426492T1 (de) | 2003-11-07 | 2009-04-15 | Formfiber Denmark Aps | Faserverteilvorrichtung zum trockenformen eines faserprodukts |
| US20060194027A1 (en) * | 2004-02-04 | 2006-08-31 | North Carolina State University | Three-dimensional deep molded structures with enhanced properties |
| US20060008621A1 (en) * | 2004-07-08 | 2006-01-12 | Gusky Robert I | Textured air laid substrate |
| US20060063456A1 (en) | 2004-09-22 | 2006-03-23 | Pgi Polymer, Inc. | Nonwoven wiping fabrics having variable surface topography |
| US7572504B2 (en) * | 2005-06-03 | 2009-08-11 | The Procter + Gamble Company | Fibrous structures comprising a polymer structure |
| US20070049153A1 (en) * | 2005-08-31 | 2007-03-01 | Dunbar Charlene H | Textured wiper material with multi-modal pore size distribution |
| US8034431B2 (en) * | 2006-01-25 | 2011-10-11 | 3M Innovative Properties Company | Intermittently bonded fibrous web laminate |
| US7700178B2 (en) * | 2006-02-24 | 2010-04-20 | 3M Innovative Properties Company | Cleaning wipe with variable loft working surface |
| JP5069890B2 (ja) | 2006-06-23 | 2012-11-07 | ユニ・チャーム株式会社 | 不織布 |
| US7807591B2 (en) | 2006-07-31 | 2010-10-05 | 3M Innovative Properties Company | Fibrous web comprising microfibers dispersed among bonded meltspun fibers |
| US9139940B2 (en) | 2006-07-31 | 2015-09-22 | 3M Innovative Properties Company | Bonded nonwoven fibrous webs comprising softenable oriented semicrystalline polymeric fibers and apparatus and methods for preparing such webs |
| KR20090037441A (ko) | 2006-07-31 | 2009-04-15 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 형상화된 여과 용품의 제조 방법 |
| US7988860B2 (en) * | 2007-03-15 | 2011-08-02 | Donaldson Company Inc. | Superabsorbent-containing web that can act as a filter, absorbent, reactive layer or fuel fuse |
| US7989371B2 (en) * | 2007-06-22 | 2011-08-02 | 3M Innovative Properties Company | Meltblown fiber web with staple fibers |
| FR2920026B1 (fr) * | 2007-08-17 | 2009-10-09 | Georgia Pacific France Soc Par | Article de nettoyage et/ou de soin de la peau comportant un motif en relief a sa surface et procede de fabrication dudit article |
| WO2009088648A1 (en) * | 2007-12-31 | 2009-07-16 | 3M Innovative Properties Company | Composite non-woven fibrous webs having continuous particulate phase and methods of making and using the same |
| US20090233049A1 (en) * | 2008-03-11 | 2009-09-17 | Kimberly-Clark Worldwide, Inc. | Coform Nonwoven Web Formed from Propylene/Alpha-Olefin Meltblown Fibers |
| JP5024833B2 (ja) | 2008-03-12 | 2012-09-12 | 金星製紙株式会社 | 立体模様を有する不織布シート |
| BRPI0923681A2 (pt) * | 2008-12-23 | 2016-01-19 | 3M Innovative Properties Co | "mantas fibrosas de fiação contínua dotadas de uma padrão e métodos de preparo e com o uso das mesmas". |
| US8021996B2 (en) * | 2008-12-23 | 2011-09-20 | Kimberly-Clark Worldwide, Inc. | Nonwoven web and filter media containing partially split multicomponent fibers |
| BRPI1007833A2 (pt) * | 2009-03-13 | 2016-02-23 | Procter & Gamble | processo para produzir uma manta gofrada |
| US9486979B2 (en) * | 2009-06-24 | 2016-11-08 | Jnc Corporation | Nonwoven fabric with surface uneven structure, and product using same |
| CN101591837A (zh) * | 2009-07-08 | 2009-12-02 | 天津工业大学 | 一种双组分熔喷耐久驻极非织造布及其制造方法 |
| JP5819832B2 (ja) | 2009-09-01 | 2015-11-24 | スリーエム イノベイティブ プロパティズ カンパニー | ナノ繊維ウェブを形成するためのノズル、装置、システム及び方法、並びにこの方法によって作製される物品 |
| US9260808B2 (en) * | 2009-12-21 | 2016-02-16 | Kimberly-Clark Worldwide, Inc. | Flexible coform nonwoven web |
| US20110152164A1 (en) * | 2009-12-21 | 2011-06-23 | Kenneth Bradley Close | Wet Wipe Having Improved Cleaning Capabilities |
-
2011
- 2011-07-06 CN CN201180036832.3A patent/CN103025941B/zh not_active Expired - Fee Related
- 2011-07-06 BR BR112013000281A patent/BR112013000281A2/pt not_active IP Right Cessation
- 2011-07-06 US US13/808,106 patent/US9771675B2/en active Active
- 2011-07-06 WO PCT/US2011/042995 patent/WO2012006300A1/en active Application Filing
- 2011-07-06 JP JP2013518796A patent/JP6054865B2/ja not_active Expired - Fee Related
- 2011-07-06 KR KR1020137003020A patent/KR20130041928A/ko not_active Application Discontinuation
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160122228A (ko) * | 2014-02-17 | 2016-10-21 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 스카우링 물품 및 제조 및 사용 방법 |
| KR101726299B1 (ko) | 2016-05-25 | 2017-04-12 | (주)중앙플랜트 | 수평형 습식 스크러버용 클린 필터를 포함하는 조립체 및 그의 구성방법 |
| KR20180004973A (ko) * | 2016-07-05 | 2018-01-15 | 코웨이 주식회사 | 수처리 필터, 수처리 시스템 및 장치 |
| KR20210025126A (ko) * | 2018-07-25 | 2021-03-08 | 킴벌리-클라크 월드와이드, 인크. | 3차원 폼-레이드 부직포 |
| KR20210025131A (ko) * | 2018-07-25 | 2021-03-08 | 킴벌리-클라크 월드와이드, 인크. | 3차원 폼-레이드 부직포 제조 공정 |
| KR20200088091A (ko) | 2019-01-14 | 2020-07-22 | (주)중앙플랜트 | 수평형 습식 스크러버용 클린 필터의 자동세척장치 |
| KR20220081854A (ko) * | 2020-12-09 | 2022-06-16 | 주식회사 나노렉스 | 서로 다른 패턴층을 갖는 나노섬유 웹이 구비된 공기정화용 에어필터 |
| KR102425819B1 (ko) * | 2021-12-24 | 2022-07-28 | 주식회사 골든포우 | 침출수 반응형 토목섬유점토차수재 및 이를 이용한 매립사면 3중 차수구조 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112013000281A2 (pt) | 2016-05-24 |
| JP2013538297A (ja) | 2013-10-10 |
| JP6054865B2 (ja) | 2016-12-27 |
| US20130101805A1 (en) | 2013-04-25 |
| US9771675B2 (en) | 2017-09-26 |
| CN103025941A (zh) | 2013-04-03 |
| WO2012006300A1 (en) | 2012-01-12 |
| CN103025941B (zh) | 2016-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9771675B2 (en) | Patterned air-laid nonwoven fibrous webs and methods of making and using same | |
| US20130108831A1 (en) | Patterned air-laid nonwoven electret fibrous webs and methods of making and using same | |
| EP2561127B1 (en) | Nonwoven nanofiber webs containing chemically active particulates and methods of making and using same | |
| EP2561128B1 (en) | Nonwoven fibrous webs containing chemically active particulates and methods of making and using same | |
| US9802187B2 (en) | Non-woven electret fibrous webs and methods of making same | |
| JP5524862B2 (ja) | 連続微粒子相を有する複合不織繊維ウェブ、並びにその作製及び使用方法 | |
| US20120231691A1 (en) | Porous Multilayer Articles and Methods of Making | |
| US20230321569A1 (en) | Filters with mechanical and eletrostatic filtering capabilities |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |