JP6054865B2 - パターン付きエアレイド不織布繊維ウェブ、並びにこれらの製造及び使用方法 - Google Patents
パターン付きエアレイド不織布繊維ウェブ、並びにこれらの製造及び使用方法 Download PDFInfo
- Publication number
- JP6054865B2 JP6054865B2 JP2013518796A JP2013518796A JP6054865B2 JP 6054865 B2 JP6054865 B2 JP 6054865B2 JP 2013518796 A JP2013518796 A JP 2013518796A JP 2013518796 A JP2013518796 A JP 2013518796A JP 6054865 B2 JP6054865 B2 JP 6054865B2
- Authority
- JP
- Japan
- Prior art keywords
- particles
- fibers
- fiber
- web
- fibrous web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


















Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/14—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a face layer formed of separate pieces of material which are juxtaposed side-by-side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar form; Layered products having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/026—Knitted fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/245—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it being a foam layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/407—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties containing absorbing substances, e.g. activated carbon
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/413—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties containing granules other than absorbent substances
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43825—Composite fibres
- D04H1/43828—Composite fibres sheath-core
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43825—Composite fibres
- D04H1/4383—Composite fibres sea-island
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43825—Composite fibres
- D04H1/43832—Composite fibres side-by-side
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43835—Mixed fibres, e.g. at least two chemically different fibres or fibre blends
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43838—Ultrafine fibres, e.g. microfibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5412—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres sheath-core
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5414—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres side-by-side
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5416—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres sea-island
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5418—Mixed fibres, e.g. at least two chemically different fibres or fibre blends
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/593—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives to layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/732—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by fluid current, e.g. air-lay
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0223—Vinyl resin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0223—Vinyl resin fibres
- B32B2262/0238—Vinyl halide, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
- B32B2262/0269—Aromatic polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0292—Polyurethane fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2432/00—Cleaning articles, e.g. mops, wipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2471/00—Floor coverings
- B32B2471/04—Mats
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/2457—Parallel ribs and/or grooves
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/2457—Parallel ribs and/or grooves
- Y10T428/24579—Parallel ribs and/or grooves with particulate matter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/24893—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including particulate material
Description
本願は、その全ての開示内容が参照によって本願に組み込まれる、2010年7月7日に出願された米国特許仮出願第61/362,191号の利益を主張するものである。
本開示は、特定可能なパターンに捕捉され、かつ一緒に結合した、分離している、不規則に配向された繊維を含むエアレイド不織布ウェブ、及びかかるウェブの作製方法及び使用方法に関する。
「不織布繊維ウェブ」とは、交互に置かれるが、編布におけるような特定可能な様式ではない、個々の繊維又は繊維の構造を有する物品又はシートを指す。不織布又はウェブは、例えば、メルトブロー法、エアレイ加工及び結合カードウェブ法の多くの方法から形成されている。
本開示は、一部の代表的な実施形態では、パターン付きコレクタ表面によって決定された特定可能なパターン内に捕捉され、パターン付きコレクタ表面から取り外す前に、接着剤を使用せずに一緒に結合される、エアレイ加工された分離している繊維の集団を含む、パターン付きエアレイド不織布繊維ウェブを説明する。二次元若しくは三次元の構造化表面を有するパターン付きエアレイド不織布繊維ウェブは、パターン付きコレクタ表面上においてエアレイ加工された分離している繊維を捕捉し、コレクタ上にある間に、例えば、コレクタ上で空気通過ボンダーの下で繊維を熱結合することにより、接着剤を使用せずに繊維を結合することによって形成されてもよい。
本開示のパターン付きエアレイド不織布繊維ウェブ234は、次の分離している繊維構成成分の1つ以上を含む。
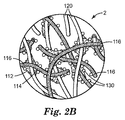
図2Aに示されるいくつかの実施形態では、パターン付きエアレイド不織布繊維ウェブ234は、少なくとも、第1領域112と第2領域114とを有する多成分繊維110を含む、不規則に配向された分離している繊維2を含み、第1領域112は、第2領域114よりも低い融解温度を有する。様々な異なる種類及び構成の多成分繊維110が存在する。適切な多成分繊維110は、例えば、米国特許第7,695,660号(Berriganら)、第6,057,256号(Kruegerら)、及び第5,486,410号、同第5,662,728号、及び同第5,972,808号(全てGroegerら)に記載されている。
図2Bによって示されるいくつかの例示的実施形態では、パターン付きエアレイド不織布繊維ウェブ234は、第1融解温度を有する、単一成分の分離している熱可塑性繊維の第1の集団116と、第1融解温度を超える第2融解温度を有する、第2の集団の単一成分の分離している充填繊維120とを含む、複数の不規則に配向された分離している繊維2を含む。いくつかの例示的実施形態では、単一成分の分離している熱可塑性繊維の第1の集団116は、パターン付きエアレイド不織布繊維ウェブ234の総重量の0重量%超〜10重量%未満を構成する。
更なる例示的実施形態では、追加又は代替として、パターン付きエアレイド不織布繊維ウェブ234は、充填繊維120である不規則に配向された分離している繊維2、つまり多成分繊維ではない繊維を含んでもよい。
上述のように、本開示による例示的なパターン付きエアレイド不織繊維ウェブ234は、任意追加的に複数の粒子を含んでもよい。粒子130は、室温で固体である任意の分離している粒子であってもよい。特定例示の実施形態では、複数の粒子は、研磨粒子、金属粒子、洗剤粒子、界面活性剤粒子、殺生物剤粒子、吸着剤粒子、吸収剤粒子、マイクロカプセル、及びこれらの組み合わせからなる群から選択される有益粒子を含む。
前述の例示的実施形態のいずれかでは、不織布繊維ウェブは、好ましくは、実質的に任意の追加のバインダを含まない。しかしながら、前述の実施形態のいくつかでは、不織布繊維ウェブは、複数のランダムに配向された分離している繊維の少なくとも一部分を被覆する、バインダコーティングを更に含む。いくつかの例示的実施形態では、バインダは、液体又は固体粉末であってもよい。現状における特定の好適な例示的実施形態では、バインダは、粒子の表面を実質的に閉塞させない。
本開示のパターン付きエアレイド繊維ウェブは、追加層を含んでもよい。1つ以上の追加層は、エアレイド繊維ウェブの外側表面にわたって及び/又はこの下で存在してもよい。
本開示の不織布繊維ウェブは更に、任意追加の支持層を含み得る。現状における好適な特定の実施形態では、任意追加の支持層は多孔質である。存在する場合は、任意追加の支持層は、複合不織繊維物品の強度のほとんどをもたらし得る。いくつかの実施形態では、上述のサブミクロン繊維構成要素は、強度が非常に低い傾向があり、通常の取り扱い中に損傷する可能性がある。サブマイクロメートル繊維成分を支持層に取り付けることで、サブマイクロメートル繊維成分に強度が与えられる一方、サブマイクロメートル繊維成分の高い多孔性、及びそれによる所望の吸収性が保持される。多層不織布繊維ウェブ構造はまた、ロール形状へのウェブの巻取り、ロールからのウェブの取り出し、成型、ひだ付け、折りたたみ、ステープル処理、織り込みなどが挙げられるがこれらに限定されない、更なる処理に対する十分な強度をもたらし得る。
いくつかの例示の実施形態では、本開示のパターン付きエアレイド不織布繊維ウェブ234は、パターン付きエアレイド不織布繊維ウェブ234に隣接する任意追加のカバー層を更に含んでもよい。特定の例示的実施形態では、任意追加のカバー層は多孔質である。いくつかの例示的実施形態では、任意追加のカバー層は、サブマイクロメートル繊維を含む。現状において好適な特定の実施形態では、不織布繊維ウェブは、コレクタ及びカバー層の両方を含む。
いくつかの例示的実施形態では、好ましいマイクロファイバー又は粗大繊維成分は、少なくとも1μmの集団メジアン繊維径を有するマイクロファイバーの集団を含む。他の実施形態では、好ましい粗大繊維成分は、少なくとも10μmの集団メジアン繊維径を有するマイクロ繊維(より好ましくはポリマーマイクロ繊維)の集団を含む。特定の他の例示的な実施形態では、マイクロ繊維成分は、約2μm〜約100μmの範囲の集団メジアン繊維径を有する繊維集団を含む。更なる例示的な実施形態では、マイクロ繊維成分は、約5μm〜約50μmの範囲のメジアン繊維径を有する繊維集団を含む。
マイクロファイバー集団の製造及び堆積には数々の方法を用いることができ、これはメルトブロー法、溶融紡糸、繊維押出、プレキシフィラメント形成、エアレイ加工、湿式紡糸、乾式紡糸、又はこれらの組み合わせを含むが、これらに限られない。好適なマイクロファイバー形成方法は、米国特許第6,315,806号(Torobin)、同第6,114,017号(Fabbricanteら)、同第6,382,526 B1号(Renekerら)、及び同第6,861,025 B2号(Ericksonら)に記載されている。あるいはまた、例えば米国特許第4,118,531号(Hauser)に記載の工程を使用して、マイクロ繊維の集団を短繊維に形成又は変化させ、サブマイクロメートル繊維の集団と組み合わせてもよい。特定の代表的実施形態では、マイクロ繊維の集団は結合させたマイクロ繊維のウェブを含んでもよく、結合は、後述するように、熱結合、接着剤結合、粉末バインダ結合、水流交絡、ニードルパンチ、カレンダ加工、又はこれらの組み合わせを用いて達成できる。
本開示の代表的な実施形態では、支持層は、ポリプロピレン繊維を含むスパンボンド布地を含む。本開示の更なる代表的な実施形態では、支持層は、短繊維長繊維のカードウェブを含み、この場合、短繊維長繊維は、(i)低融解温度繊維若しくはバインダ繊維と(ii)高融解温度繊維若しくは構造繊維とを含む。典型的に、バインダ繊維の融解温度と構造繊維の融解温度との差は少なくとも10℃超であるが、バインダ繊維の融解温度は、構造繊維の融解温度よりも少なくとも10℃低い。好適なバインダ繊維は、上述のポリマー繊維のうちのいずれかを含むが、これらに限られない。好適な構造繊維は、上述のポリマー繊維のうちのいずれか、並びにセラミック繊維、ガラス繊維、及び金属繊維などの無機繊維、並びにセルロース繊維などの有機繊維を含むが、これらに限られない。
本開示の例示的なパターン付きエアレイド不織布繊維ウェブ234は、サブマイクロメートル繊維の集団を任意追加的に含んでもよい。いくつかの現状において好適な実施形態では、サブマイクロメートル繊維の集団は、パターン付きエアレイド不織布繊維ウェブ234に隣接する層を含む。サブマイクロメートル繊維の構成成分を含む少なくとも1つの層は、下層(例えば、パターン付きエアレイド不織布繊維ウェブ234の支持層又はコレクタ)であってもよいが、より好ましくは上層又はカバー層として使用される。サブマイクロメートル繊維の集団は、パターン付きエアレイド不織布繊維ウェブ234と共形成され得るか、又はパターン付きエアレイド不織布繊維ウェブ234を形成する前にウェブロール(図3のウェブロール260及び262を参照)として予形成され、展開されてパターン付きエアレイド不織布繊維ウェブ234用のコレクタ(例えば、図3のウェブロール260及びコレクタ232を参照)若しくはカバー層(例えば、図3のウェブロール262及びカバー層230を参照)を提供し得るか、又は代替若しくは追加として、パターン付きエアレイド不織布繊維ウェブ234を形成した後に後形成され、パターン付きエアレイド不織布繊維ウェブ234に隣接する、好ましくは上重ねするように適用されてもよい(例えば、図3のパターン付きエアレイド不織布繊維ウェブ234に繊維218を適用する後形成アプリケーター216を参照)。
サブミクロン繊維の集団の製造及び堆積には数々の方法を用いることができ、これはメルトブロー法、溶融紡糸、電界紡糸、ガスジェットフィブリル化法、又はこれらの組み合わせを含むが、これらに限られない。好適なプロセスとしては、米国特許第3,874,886号(Levecqueら)、同第4,363,646号(Torobin)、同第4,536,361号(Torobin)、同第6,183,670号(Torobin)、同第5,227,107号(Dickensonら)、同第6,114,017号(Fabbricanteら)、同第6,382,526(B1)号(Renekerら)、同第6,743,273号(Chungら)、同第6,800,226号(Gerking)、及び同第6,861,025(B2)号(Ericksonら)に開示されるプロセスが挙げられるが、これらに限られない。サブマイクロメートル繊維を形成するために特に好適な一プロセスは、係属中の米国特許仮出願第61/238,761号、表題「APPARATUS,SYSTEM,AND METHOD FOR FORMING NANOFIBERS AND NANOFIBER WEBS」(Mooreら)において説明されている。サブマイクロメートル繊維を形成するための現状において好適なプロセスは、電界紡糸プロセス、例えば、米国特許第1,975,504号(Formhals)に記載のプロセスである。
特定の代表的な実施形態では、本開示のパターン付きエアレイド繊維ウェブは、パターン付きエアレイド繊維物品を基材に取り付けることを可能にするために1つ以上の取付装置を更に含んでもよい。上述のように、接着剤を使用してパターン付きエアレイド繊維物品を取り付けることができる。接着剤に加えて、その他の取付手段を使用してもよい。好適な取付手段は、ネジ、釘、クリップ、ステープル、ステッチ、ねじ切り、フック及びループ材料などの任意追加の機械的ファスナーを含むが、これらに限られない。追加の取付方法には、例えば、熱の適用による表面の熱結合、又は超音波溶接若しくは冷間圧接の使用が挙げられる。
本開示は、前述の実施形態のいずれかによる、パターン付きエアレイド不織布繊維ウェブの作製方法を提供する。この方法は、上端部及び下端部を有する形成チャンバを用意する工程と、複数の繊維を形成チャンバの上端部の中に導入する工程と、繊維の集団を形成チャンバの下端部に実質的に分離している繊維として移送する工程と、特定可能なパターンを有する不織布繊維ウェブとして、実質的に分離している繊維の集団を、パターン付きコレクタ表面上で捕捉する工程と、を含み、特定可能なパターンは、不織布繊維ウェブ(例えば図1における234)の(突起部を有さないとみなされる)主表面(例えば図1の204)から延びる複数の非中空の突起部(例えば図1の200)と、主表面によって画定され、かつ主表面と実質的に平行な面で、それぞれ隣接する突起部間に形成された複数の実質的に平坦なランド領域(例えば図1の202)とを含む。
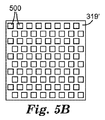
図3〜4は、パターン付きエアレイド繊維ウェブを形成する代表的装置の一部として、本開示の様々な実施形態を実施する例示の装置を示す。図3は本装置の概略の全体側面図である。図4は、任意追加の結合装置の斜視図である。図5A〜5Hは、本開示の特定の例示の実施形態による、パターン付きエアレイド繊維ウェブの形成に有用な、様々な代表的な穿孔されたパターン付きコレクタ表面の平面図である。
図3に示されるように、エアレイ加工された分離している繊維(115、116、及び/又は120)は、コレクタ319のパターン付き表面319’において収集され、これは図3において、駆動ローラー270と320との間で、実質的にエンドレスベルトとして走る連続的若しくはエンドレスベルトコレクタとして示されている。エアレイド繊維ウェブ100は、領域314にわたって収集され、パターン付きエアレイド不織布繊維ウェブ234内に領域314〜318にわたって形成される。パターン付きエアレイド不織布繊維ウェブ234は、図1のコレクタ319のパターン付き表面319’から遠位の上面の反対側に示されているが、別の実施形態において(図中に示されない)、パターン付き繊維溶融紡糸ウェブのパターン付き表面は、コレクタ319のパターン付き表面319’と接触してもよいということが理解される。
繊維の状態により、回収中に繊維間でいくらか結合が生じる場合がある。しかしながら、コレクタ表面によって形成されたパターンを保持する方式で、繊維を一緒に結合するために、捕捉されたウェブ内のエアレイド繊維間の更なる結合が必要とされるか、望ましい場合がある。「繊維を一緒に結合する」は、ウェブが通常の取扱いに供されたときに、繊維が一般的に分離しないように、追加の接着材料なしで繊維を一緒に固く接着することを意味する。
上述のパターン付きエアレイド繊維ウェブの作製方法に加え、以下の工程の1つ以上を形成後のウェブに対し実施してもよい:
(1)パターン付きエアレイド繊維ウェブを更なるプロセス操作に向けたプロセス経路に沿って前進させる工程、
(2)1つ以上の追加層を、パターン付きエアレイド繊維ウェブの外側表面と接触させる工程、
(3)パターン付きエアレイド繊維ウェブをカレンダ加工する工程、
(4)パターン付きエアレイド繊維ウェブを表面処理剤又は他の組成物(例えば、難燃剤組成物、接着剤組成物、又は印刷層)でコーティングする工程、
(5)パターン付きエアレイド繊維ウェブを厚紙又はプラスチック管に取り付ける工程、
(6)パターン付きエアレイド繊維ウェブをロール形状に巻回する工程、
(7)パターン付きエアレイド繊維ウェブを、繊細化して2つ以上の繊細ロール及び/又は複数個の繊細シートを形成する工程
(8)パターン付きエアレイド繊維ウェブを成形型に配置して、パターン付きエアレイド繊維ウェブを新しい形状に成形する工程、
(9)任意追加の感圧接着剤層がある場合は露出したこの層上に剥離ライナーを塗布する工程、及び
(10)パターン付きエアレイド繊維ウェブを別の基材に接着剤又は他のいずれかの取付手段(クリップ、ブラケット、ボルト/ネジ、釘、若しくはストラップを含むがこれに限定されない)により取り付ける工程。
本開示は、多様な用途における本開示のパターン付きエアレイド不織布繊維ウェブ234の使用方法も目的とする。更に他の態様では、本開示は、前述の方法のいずれかに従って調製された上記のパターン付きエアレイド不織布繊維ウェブのいずれかを含む部品に関する。特定の粒子を含まないパターン付きエアレイド不織布繊維ウェブは、ガス濾過物品、液体濾過物品、音声吸収物品、断熱物品、表面洗浄物品、フロアマット、研磨物品、細胞成長支援物品、薬物送達用品、個人衛生物品、及び創傷包帯物品として有用であり得る。
複数の不規則に配向された分離している繊維2、及び任意追加的に複数の粒子130を含むパターン付きエアレイド不織布繊維ウェブ234の前述の例示的実施形態のいずれかを使用して、気体濾過物品、液体濾過物品、表面洗浄物品、絶縁物品、細胞成長支持物品、薬物送達物品、個用衛生物品、及び創傷包帯物品から選択される物品を作製してもよい。
以下の実施例及び表1では、「PE」はポリエチレンを意味し、「PET」はポリエチレンテレフタレートを意味し、「PP」はポリプロピレンを意味する。

坪量の測定
粒子を含有する例示の不織布繊維ウェブの坪量は、Mettler Toledo XS4002S(Mettler−Toledo SAS(Viroflay,France)から市販)を用いて測定した。
不織布繊維ウェブの主表面から延びる複数の矩形の非中空の突起部を画定する、複数の不規則に配向された分離している繊維と、主表面によって画定され、かつこの主表面と実質的に平行な面で、それぞれ隣接する突起部間に形成された複数の実質的に平坦なランド領域と、を含む、エアレイド不織布繊維ウェブサンプル(すなわち、実施例3を除く全てのサンプル)は、図5Fに全体的に示されているダイヤモンド切断パターンに配置された0.625インチ×0.625インチ1.5インチ(15.9mm×15.9mm×38.1mm)の開口部を備えるテンプレート上のエアレイ加工材料によって調製された。パターン化テンプレートコレクタは、1m/分の速度で移動する形成チャンバの下端部を走行する、エンドレス形成ベルト/ワイヤの上面上にある形成チャンバの中に送り込まれた。
ハンマーミルをかけた材料は以下のとおり調製された。3M O−Cel−Oスポンジ又は3M 1250炉フィルタのポリプロピレンのスクラップはHammer Mill EU−2B(EUROMILLING a/s.(Tollose,Denmark)から入手可能)に送り込まれた。材料は、8mmの開口部のスクリーンを通してハンマーミルで粉砕され、以下に更に説明されるように、SPIKEエアレイプロセスで使用される粒子を生成した。
以下の実施例のそれぞれにおいて、SPIKEエアレイ形成装置(FormFiber NV,Denmarkから市販)を使用して、複数の分離している繊維と、任意追加的に複数の粒子とを含有する、パターン付きエアレイド不織布繊維ウェブを調製した。SPIKE装置及びエアレイウェブを形成する際にSPIKE装置を使用する方法に関する詳細は、米国特許第7,491,354号及び同第6,808,664号に記載される。
2成分繊維及びハンマーミルをかけたスポンジは、幅0.6m、速度2m/分のコンベヤーベルトで、2つの回転スパイクローラーを備える、スプリットプレオープン、ブレンドチャンバ内に送り込まれた。2成分繊維は、このチャンバに対して、このコンベヤーベルト上に質量流量80g/分で送り込まれた。ハンマーミルをかけたスポンジは、このチャンバに対して、このコンベヤーベルト上に、質量流量320g/分で送り込まれた。その後、同一のコンベヤーベルトを用いて、2300m3/時間の流量、及びその呼び容量の65%の設定を有する送風機を備える、形成チャンバの上部にブレンドが送り込まれた。
2成分繊維は、幅0.6m、速度2m/分のコンベヤーベルトで、2つの回転スパイクローラーを備える、スプリットプレオープン、ブレンドチャンバ内に送り込まれた。2成分繊維は、このチャンバに対して、このコンベヤーベルト上に質量流量200g/分で送り込まれた。その後、同一のコンベヤーベルトを用いて、2300m3/時間の流量、及びその呼び容量の65%の設定を有する送風機を備える、形成チャンバの上部に繊維が送り込まれた。
2成分繊維及びハンマーミルをかけたBMFスクラップは、幅0.6m、速度1m/分のコンベヤーベルトで、2つの回転スパイクローラーを備える、スプリットプレオープン、ブレンドチャンバ内に送り込まれた。2成分繊維は、このチャンバに対して、このコンベヤーベルト上に質量流量100g/分で送り込まれた。ハンマーミルをかけたBMFスクラップは、このチャンバに対して、質量流量100g/分で送り込まれた。その後、同一のコンベヤーベルトを用いて、2300m3/時間の流量、及びその呼び容量の55%の設定を有する送風機を備える、形成チャンバの上部にブレンドを供給した。
実施例4−パターン付きエアレイド不織布の化学的に活性な粒子が装填された繊維ウェブ
2成分繊維及びハンマーミルをかけたBMFスクラップ、幅0.6m、速度1m/分のコンベヤーベルトで、2つの回転スパイクローラーを備える、スプリットプレオープン、ブレンドチャンバ内に送り込まれた。2成分繊維は、このチャンバに対して、このコンベヤーベルト上に質量流量200g/分で送り込まれた。ハンマーミルをかけたBMFスクラップは、このチャンバに対して、質量流量200g/分で送り込まれた。その後、同一のコンベヤーベルトを用いて、2300m3/時間の流量、及びその呼び容量の60%の設定を有する送風機を備える、形成チャンバの上部にブレンドが送り込まれた。チャンバの上部において繊維を開いて毛羽立たせた後、スパイクローラーの形成チャンバの上列及びエンドレスベルトスクリーンを通じて形成チャンバの底部に落下させ、それによって、スパイクローラーの下列及び再度同一のエンドレスベルトスクリーンを通過させた。
2成分繊維及び12デニールのナイロン繊維は、幅0.6m、速度1m/分のコンベヤーベルトで、2つの回転スパイクローラーを備える、スプリットプレオープン、ブレンドチャンバ内に送り込まれた。2成分繊維は、このチャンバに対して、このコンベヤーベルト上に質量流量200g/分で送り込まれた。ハンマーミルをかけたBMFスクラップは、このチャンバに対して、質量流量200g/分で送り込まれた。その後、同一のコンベヤーベルトを用いて、2300m3/時間の流量、及びその呼び容量の60%の設定を有する送風機を備える、形成チャンバの上部にブレンドが送り込まれた。
2成分繊維は、幅0.6m、速度2m/分のコンベヤーベルトで、2つの回転スパイクローラーを備える、スプリットプレオープン、ブレンドチャンバ内に送り込まれた。2成分繊維は、このチャンバに対して、このコンベヤーベルト上に質量流量200g/分で送り込まれた。その後、同一のコンベヤーベルトを用いて、2300m3/時間の流量、及びその呼び容量の60%の設定を有する送風機を備える、形成チャンバの上部に繊維が送り込まれた。
実施例2のパターン化エアレイド不織布ウェブの基部を、実施例6の不織布ウェブを含む活性炭の基部表面に積層し、粒子フィルタ層及び気体吸着層を含む、複合フィルタを形成した。3M Spray mount接着剤(3M Company(St.Paul,MN)から市販)を、約5g/m2の量で実施例2の不織布ウェブの底面に適用した後、メルトブローン不織布ウェブを含む粒子フィルタ層を、気体吸着層に手で押しつけた。濾過物品は、貫流又は流通用途に使用してもよい。
材料
繊維
1.3デニール及び6mm長のTREVIRA T255タイプの2成分繊維(Trevira GmbH(Bobingen,Germany)から市販)。
アクリルのコレクタは、厚さ0.35インチ(8.89mm)のアクリル22インチ×24インチ(558.8mm×609.6mm)の矩形シート319’から作製され、ここでは6つの螺旋状に配置された楔500が切り出され、図5Gに概ね示されているように、直径2インチ(50.8mm)の中央ディスク2によって接続された、幅0.5インチ(12.7mm)の螺旋アームを備える直径17インチ(431.8mm)のディスクを形成する。
同心性ポリエチレンシース及びポリプロピレンコア(Fiber Innovation TechnologyからのMerge Type 251、32デニール×長さ6mm、非捲縮)でのバインダ繊維が、厚さ1/4インチ(6.35m)テンプレートと共に使用されて、鋭利で直線の縁部を備えて、テンプレートのキャビティを完全に充填する結合されたウェブを形成した。プロセスの真空力は、プロセスのコンベヤーの面に実質的に平行な向きに繊維を引いた。サンプルは、平方メートル当たり312グラムの平均ウェブ坪量を備えて作られた。結合オーブン(290°F、143℃)から出て直後に凝縮ロールが使用されて、テンプレート層の上でウェブ材料から連続的な緻密層を形成した。テンプレート自体は、切り取りパターン内部のウェブが圧縮されるのを防ぐ。
同様のバインダ層(Fiber Innovation TechnologyからのMerge Type 251、32デニール×長さ6mm、捲縮)がコレクタとして使用され、今回は厚さは5/8インチ(15.9mm)だった。再び、結合ウェブは、鋭利で直線の縁部を備え、平方メートル当たり622グラムの平均重量を備えて、完全にテンプレートのキャビティを充填する。
バインダ繊維、及び標準的なステープルファイバーの混合物が使用されてパターン化ウェブを形成してもよい。ここで、サンプルは20%の同心性コポリマーシース及びポリエステルコア(Huvis FibersからのType LMF、15デニール×長さ51mm、捲縮)、20%のコポリエステルシース及びポリエステルコア(MiniFibersからの2デニール×1/4インチ(6.35mm)、非捲縮)、及び60%ポリエステルステープルファイバー(MiniFibersからの12デニール×1/4インチ(6.35mm)、非捲縮)から作製された。平均ウェブ坪量は平方メートル当たり332グラムであり、310°F(154℃)の温度の結合オーブンが使用された。この場合、より長いバインダ繊維の追加は、丸みを帯びた角部を有するパターン形状を備えるウェブとなった。
パターン化複合構造体はまた、ウェブ形成の前に大きな粒子をテンプレートに組み込むことによって作製することができる。ここで、エラストマー熱可塑性樹脂粒子(Dow Engage DSH 8501ポリオレフィンエラストマー、公称直径3mm)がテンプレートの穴内に配置され、ポリエチレンシース及びポリプロピレンコア(Fiber Innovation TechnologyからのMerge Type 251、32デニール×長さ6mm、非捲縮)を備えて、ウェブが上部に形成された。290°F(143℃)で結合した後、全ての構成成分は、平均繊維ウェブ重量312、及び平方メートル当たり1065グラムの合計ウェブ重量を備える可撓性のパターン化構造体へと一緒に溶解された。
追加のパターン化複合構造体は、適した結合特性を備える材料の使用によって作製することができる。無機粒子(3M Color Quartz、Type T)がポリエチレンアイオノマー(Dow Amplify EA 103)と混合されて、実施例4のように、テンプレート成形型の底部に配置された。ウェブは、ポリエチレンシース及びポリプロピレンコア(Fiber Innovation TechnologyからのMerge Type 251、32デニール×長さ6mm、非捲縮)と共にテンプレート内に形成された。290°F(143℃)で結合した後、全ての構成成分は、平均繊維ウェブ重量312、及び平方メートル当たり1487グラム(gsm)の合計ウェブ重量を備える可撓性のパターン化構造体へと一緒に溶解された。
パターン付きエアレイド不織布繊維ウェブは、幅0.6mを備え、速度1m/分のコンベヤーベルトを有する2つの回転スパイクローラーを用いて、事前に開放したチャンバ内に単一成分及び2成分繊維を送り込むことによって調製された。2成分繊維(TreviraT255)は、このチャンバに、同じコンベヤーベルト上で質量流量114g/分で送り込まれ、単一成分繊維は、質量流量171g/分で送り込まれ、その部分において坪量664g/m2(ディスクの過剰部を整えることによって測定された)を得る。その後、同一のコンベヤーベルトを用いて、2300m3/時間の流量、及びその呼び容量の55〜60%の設定を有する送風機を備える、形成チャンバの上部にブレンドを供給した。
材料
非パターン化の対照:約3インチ×4.25インチ×0.85インチ(76.2mm×107.9mm×21.6mm)に切断された3Mフロアパッドのサンプル。
対照サンプルは、約30gのラテックス1、と共にアルミニウムトレイ内に配置され、深さは約0.125インチ(3.18mm)だった。サンプルは、押圧しながらその最初の高さの約33%まで手で押された。サンプルはひっくり返され同様に押圧された。その後、サンプルはPETフィルムで被覆され、Benchtop Laboratory Laminator(ChemInstruments,Fairfield,OH,USA)の2つのローラーの間で押圧され、約0.25インチ(6.35mm)の間隙に設定され、過剰なラテックスを取り除いた。サンプルは次いで、155℃で25分間オーブンに配置され乾燥させた。サンプルは、乾燥前及び乾燥後に重量が計られ、適用したラテックスの量を決定した。
実施例14同じ手順で、しかし不織布はパターン化ウェブで、サンプルはコーティング中は反転されず、40gのラテックスはAlパン内に配置された。得られるパターン化エアレイド不織布ウェブの部分が図7Fに示されている。
実施例14と同じであるが、ラテックス2が添加された。
実施例15と同じであるが、ラテックス2が添加された。
実施例14と同じであるが、5gの60グリットの酸化アルミニウムが30gのラテックス1に添加された。
実施例15と同じであるが、5gの60グリットの酸化アルミニウムが36gのラテックス1に添加された。
実施例2のパターン付きエアレイド不織布繊維ウェブの隆起した形状は、木製ロッドを使用して約18gのエポキシでコーティングされた。約2.5gの酸化アルミニウムがエポキシで被覆された形状の上に振りかけられた。エポキシは木製ロッドの使用時に混合された。追加の2.5gの酸化アルミニウム粉末がエポキシで被覆された形状の上に振りかけられ、再び混合された。エポキシは硬化するまで2時間を超えて230°F(110℃)で硬化された。結果を図7C〜7Eに示す。
35gのエポキシは、16gの酸化アルミニウム粉末及び6gのMEKと混合された。この分散液は、均一に混合されまで、アルミ箔トレイ内で木製ロッドを使用して撹拌された。パターン付きウェブは分散液内に浸漬被覆され、これによって分散液は不織布内に吸収され、隆起した形状の少なくとも50%は、エポキシでコーティングされた。エポキシは硬化するまで2時間を超えて230°F(110℃)で硬化された。得られるパターン化エアレイド不織布ウェブの部分が図7C〜7Eに示されている。
この実施例は、非常に目が粗く、かつ複数の不規則に配向された分離している繊維で被覆されて、及びこれで部分的に充填されている可撓性の三次元の支持層(「コイルウェブ」とも呼ばれる)を含む。これらの不規則に配向された分離している繊維の一部若しくは全ては、好ましくは熱可溶性繊維(単一成分の溶けかかった繊維又は多成分(例えば2成分又はコア/シース、内側の構成成分のコアよりも低い融点を有する外側の構成成分を備える)、これによって繊維は回収後、パターン化エアレイド不織布繊維ウェブを、例えば加熱工程を使用しながら結合することによって固定され得る。
このパターン付きエアレイド不織布繊維ウェブは、2成分の分離している繊維を成形チャンバ内へ、より低い供給速度を使用して、実施例22に記載されるように調製された。得られるパターン付き不織布繊維ウェブは、認識可能な三次元のパターン、及び165gsmの平均坪量(コイルウェブに加えて)を有した。
本願発明に関する発明についての以下の実施形態もまた開示される。
[実施形態1]
不織布繊維ウェブであって、
前記不織布繊維ウェブの主表面から延びる複数の非中空の突起部を画定する、複数の不規則に配向された分離している繊維と、前記主表面によって画定され、かつ該主表面と実質的に平行な面で、それぞれ隣接する突起部間に形成された複数の実質的に平坦なランド領域と、を含み、前記複数の不規則に配向された分離している繊維は、少なくとも第1融解温度を有する第1領域と第2融解温度を有する第2領域とを有する、多成分繊維を含み、前記第1融解温度は前記第2融解温度よりも低く、
更に、前記配向された分離している繊維の少なくとも一部分が、前記多成分繊維の前記第1領域と複数の交点で一緒に結合される、不織布繊維ウェブ。
[実施形態2]
前記多成分繊維が、前記不織布繊維ウェブの総重量の少なくとも10重量%の量で前記繊維ウェブ内に存在する、実施形態1に記載の不織布繊維ウェブ。
[実施形態3]
前記多成分繊維が、前記不織布繊維ウェブの総重量の0重量%超〜10重量%未満の量で前記繊維ウェブ内に存在する、実施形態1に記載の不織布繊維ウェブ。
[実施形態4]
前記複数の不規則に配向された分離している繊維の0重量%超〜10重量%未満が、多成分繊維である、実施形態1に記載の不織布繊維ウェブ。
[実施形態5]
前記多成分繊維が、2成分繊維である、実施形態1〜4のいずれか一項に記載の不織布繊維ウェブ。
[実施形態6]
前記多成分繊維が、ポリエステル、ポリアミド、ポリオレフィン、環状ポリオレフィン、ポリオレフィン系熱可塑性エラストマー、ポリ(メタ)アクリレート、ポリハロゲン化ビニル、ポリアクリロニトリル、ポリウレタン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンスルフィド、ポリスルフォン、ポリオキシメチレン、流体結晶ポリマー、及びそれらの組み合わせからなる群から選択されるポリマーを含む、実施形態1〜5のいずれか一項に記載の不織布繊維ウェブ。
[実施形態7]
複数の粒子を更に含み、前記粒子の少なくとも一部分が、前記多成分繊維の少なくとも一部分の少なくとも前記第1領域に結合される、実施形態1〜6のいずれか一項に記載の不織布繊維ウェブ。
[実施形態8]
不織布繊維ウェブであって、
前記不織布繊維ウェブの主表面から延びる複数の非中空の突起部を画定する、複数の不規則に配向された分離している繊維と、前記主表面によって画定され、かつ該主表面と実質的に平行な面で、それぞれ隣接する突起部間に形成された複数の実質的に平坦なランド領域と、を備え、
前記複数の不規則に配向された分離している繊維が、第1融解温度を有する単一成分の分離している熱可塑性繊維の第1の集団と、前記第1融解温度を超える第2の融解温度を有する単一成分の分離している繊維の第2の集団と、を含み、前記単一成分の繊維の第1の集団の少なくとも一部分が、前記単一成分の分離している繊維の第2の集団の少なくとも一部分に結合される、不織布繊維ウェブ。
[実施形態9]
前記単一成分の分離している熱可塑性繊維の第1の集団が、前記複数の不規則に配向された分離している繊維の0重量%超〜10重量%未満を構成する、実施形態8に記載の不織布繊維ウェブ。
[実施形態10]
前記単一成分の分離している熱可塑性繊維の第1の集団が、ポリエステル、ポリアミド、ポリオレフィン、環状ポリオレフィン、ポリオレフィン系熱可塑性エラストマー、ポリ(メタ)アクリレート、ポリハロゲン化ビニル、ポリアクリロニトリル、ポリウレタン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンスルフィド、ポリスルフォン、ポリオキシメチレン、流体結晶ポリマー、及びそれらの組み合わせからなる群から選択されるポリマーを含む、実施形態8又は9に記載の不織布繊維ウェブ。
[実施形態11]
前記第1融解温度が、少なくとも50℃であり、更に前記第2融解温度が、前記第1融解温度を少なくとも10℃超える、実施形態1〜10のいずれか一項に記載の不織布繊維ウェブ。
[実施形態12]
前記第1融解温度が、少なくとも100℃であり、更に前記第2融解温度が、前記第1融解温度を少なくとも30℃超える、実施形態11に記載の不織布繊維ウェブ。
[実施形態13]
複数の粒子を更に含み、前記粒子の少なくとも一部分が、前記単一成分の分離している繊維の第1の集団の少なくとも一部分に結合される、実施形態8〜12のいずれか一項に記載の不織布繊維ウェブ。
[実施形態14]
前記複数の粒子が、研磨粒子、金属粒子、洗剤粒子、界面活性剤粒子、殺生物剤粒子、吸着剤粒子、吸収剤粒子、マイクロカプセル、及びこれらの組み合わせからなる群から選択される有益粒子を含む、実施形態7又は13のいずれか一項に記載の不織布繊維ウェブ。
[実施形態15]
前記有益粒子が、活性炭粒子、活性アルミナ粒子、シリカゲル粒子、乾燥剤粒子、アニオン交換樹脂粒子、カチオン交換樹脂粒子、モレキュラーシーブ粒子、珪藻土粒子、抗菌化合物粒子、及びそれらの組み合わせからなる群から選択される化学的に活性な粒子を含む、実施形態14に記載の不織布繊維ウェブ。
[実施形態16]
前記化学的に活性な粒子が、実質的に前記不織布繊維ウェブの厚さ全体にわたって分散される、実施形態15に記載の不織布繊維ウェブ。
[実施形態17]
前記化学的に活性な粒子が、実質的に前記複数の非中空の突起部の表面上に分散される、実施形態16に記載の不織布繊維ウェブ。
[実施形態18]
前記不織布繊維ウェブの少なくとも10重量%が複数の粒子を含む、実施形態17に記載の不織布繊維ウェブ。
[実施形態19]
前記複数の配向された分離している繊維の少なくとも一部分が、天然繊維、非熱可塑性ポリマー繊維、炭素繊維、セラミック繊維、金属繊維、及びそれらの組み合わせからなる群から選択される、実施形態1〜18のいずれか一項に記載の不織布繊維ウェブ。
[実施形態20]
前記複数の配向された分離している繊維の少なくとも一部分が、ポリプロピレン、ポリエチレン、ポリエステル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリウレタン、ポリブテン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンスルフィド、ポリスルフォン、流体結晶ポリマー、ポリエチレン−酢酸ビニルコポリマー、ポリアクリロニトリル、環状ポリオレフィン、ポリオキシメチレン、ポリオレフィン系熱可塑性エラストマー、又はそれらの組み合わせを含む、実施形態1〜19のいずれか一項に記載の不織布繊維ウェブ。
[実施形態21]
前記不織布繊維ウェブが、非繊維状バインダを実質的に含まない、実施形態1〜20のいずれか一項に記載の不織布繊維ウェブ。
[実施形態22]
前記複数の不規則に配向された分離している繊維の少なくとも一部分を被覆するバインダコーティングを更に含み、前記バインダが、化学的に活性な粒子の表面を実質的に閉塞させない、実施形態1〜21のいずれか一項に記載の不織布繊維ウェブ。
[実施形態23]
前記複数の非中空の突起部が、前記不織布繊維ウェブの第1主表面に実質的に平行な方向においてとられた、円、楕円、多角形、螺旋、及びこれらの組み合わせからなる群から選択される幾何学的形状を呈する、実施形態1〜22のいずれか一項に記載の繊維ウェブ。
[実施形態24]
前記複数の非中空の突起部が、前記不織布繊維ウェブの前記主表面上に二次元アレイを形成する、実施形態1〜23のいずれか一項に記載の繊維ウェブ。
[実施形態25]
スクリーン、スクリム、メッシュ、不織布、織布、編布、発泡体層、多孔質フィルム、穿孔フィルム、繊維のアレイ、溶融フィブリル化繊維ウェブ、メルトブローン繊維ウェブ、スパンボンド繊維ウェブ、エアレイド繊維ウェブ、ウェットレイド繊維ウェブ、カード繊維ウェブ、水流交絡繊維ウェブ、及びそれらの組み合わせからなる群から選択される支持層を更に含む、実施形態1〜24のいずれか一項に記載の不織布繊維ウェブ。
[実施形態26]
複数のマイクロファイバー、複数のサブマイクロメートル繊維、及びそれらの組み合わせを含む繊維カバー層を更に含む、実施形態1〜25のいずれか一項に記載の不織布繊維ウェブ。
[実施形態27]
前記繊維カバー層が、1μm未満のメジアン繊維径を有するサブマイクロメートル繊維の集団を含み、前記繊維カバー層は、任意追加的に、メルトブロー、溶融紡糸、電界紡糸、プレキシフィラメント形成、ガスジェットフィブリル化、繊維スプリット加工、又はそれらの組み合わせによって形成される、実施形態26に記載の不織布繊維ウェブ。
[実施形態28]
気体濾過物品、液体濾過物品、表面洗浄物品、フロアマット、絶縁物品、細胞成長支持物品、薬物送達物品、個人用衛生物品、及び創傷包帯物品からなる群から選択される、実施形態1〜27のいずれか一項に記載の不織布繊維ウェブを含む物品。
[実施形態29]
不織布繊維ウェブの製造方法であって、
上端部及び下端部を有する形成チャンバを用意する工程と、
複数の繊維を前記形成チャンバの前記上端部の中に導入する工程と、
前記繊維の集団を前記形成チャンバの前記下端部に実質的に分離している繊維として移送する工程と、
特定可能なパターンを有する不織布繊維ウェブとして、前記実質的に分離している繊維の集団を、パターン付き表面を有するコレクタ上で捕捉する工程と、
を含み、前記特定可能なパターンは、前記不織布繊維ウェブの主表面から延びる複数の非中空の突起部と、前記主表面によって画定され、かつ該主表面と実質的に平行な面で、それぞれ隣接する突起部間に形成された複数の実質的に平坦なランド領域と、を含む、方法。
[実施形態30]
前記パターン付きコレクタ表面から前記ウェブを取り外す前に、接着剤を使用せずに、複数の繊維の少なくとも一部分を一緒に結合することによって、前記繊維ウェブを前記特定可能なパターンに保持させる工程、を更に含む、実施形態29に記載の方法。
[実施形態31]
前記実質的に分離している繊維の集団を不織布繊維ウェブとして捕捉する前に、複数の化学的に活性な粒子を前記形成チャンバ内に導入し、該形成チャンバ内で前記複数の分離している繊維を前記複数の化学的に活性な粒子と混合して、繊維粒子混合物を形成する工程と、
前記化学的に活性な粒子の少なくとも一部分を前記不織布繊維ウェブに固定する工程と、
を更に含む、実施形態30に記載の方法。
[実施形態32]
前記コレクタのパターン付き表面が、前記コレクタを通じて延びる複数の幾何学的に成形された穿孔を含み、更に前記繊維の集団を捕捉する工程が、前記穿孔されたパターン付きコレクタ表面を通じて真空に引くことを含む、実施形態29〜31のいずれか一項に記載の方法。
[実施形態33]
前記複数の幾何学的に成形された穿孔が、円、楕円、多角形、X型、V型、螺旋、及びこれらの組み合わせからなる群から選択される形状を有する、実施形態32に記載の方法。
[実施形態34]
前記複数の幾何学的に成形された穿孔が、三角形、正方形、矩形、ダイヤモンド、台形、五角形、六角形、八角形、及びこれらの組み合わせからなる群から選択される、多角形の形状を有する、実施形態33に記載の方法。
[実施形態35]
前記複数の幾何学的に成形された穿孔が、前記パターン付きコレクタ表面における二次元パターンを含む、実施形態32〜34のいずれか一項に記載の方法。
[実施形態36]
前記パターン付きコレクタ表面における前記幾何学的に成形された穿孔の前記二次元パターンが、二次元アレイである、実施形態35に記載の方法。
[実施形態37]
前記不織布繊維ウェブの0重量%超〜10重量%未満が、少なくとも第1融解温度を有する第1領域と第2融解温度を有する第2領域とを備える多成分繊維であり、前記第1融解温度が前記第2融解温度未満であり、前記化学的に活性な粒子を前記不織布繊維ウェブに固定する工程が、前記多成分繊維を、少なくとも第1融解温度であってかつ前記第2融解温度未満の温度に加熱することを含み、それによって、前記化学的に活性な粒子の少なくとも一部分が、前記多成分繊維の少なくとも一部分の前記少なくとも第1領域に結合することによって、前記不織布繊維ウェブに固定され、前記分離している繊維の少なくとも一部分が、複数の交点において、前記多成分繊維の前記第1領域と一緒に結合される、実施形態29〜36のいずれか一項に記載の方法。
[実施形態38]
前記複数の分離している繊維は、第1融解温度を有する単一成分の分離している熱可塑性繊維の第1の集団と、第1融解温度を超える第2融解温度を有する単一成分の分離している繊維の第2の集団と、を含み、前記化学的に活性な粒子を前記不織布繊維ウェブに固定する工程は、前記単一成分の分離している熱可塑性繊維の第1の集団を、少なくとも前記第1融解温度であってかつ前記第2融解温度未満の温度に加熱することを含み、それによって、前記化学的に活性な粒子の少なくとも一部分が、前記単一成分の分離している繊維の第1の集団の少なくとも一部分に結合され、更に、前記単一成分の分離している繊維の第1の集団の少なくとも一部分が、前記単一成分の分離している繊維の第2の集団の少なくとも一部分と結合される、実施形態29〜36のいずれか一項に記載の方法。
[実施形態39]
前記化学的に活性な粒子を前記不織布繊維ウェブに固定する工程が、熱接着、自己結合、接着剤結合、粉末バインダ結合、水流交絡、ニードルパンチング、カレンダ加工、又はそれらの組み合わせの少なくとも1つを含む、実施形態29〜38のいずれか一項に記載の方法。
[実施形態40]
液体を前記形成チャンバの中に導入して、前記分離している繊維の少なくとも一部分をぬれた状態にし、それによって前記化学的に活性な粒子の少なくとも一部分が、前記形成チャンバ内で前記分離している繊維のぬれた部分に接着する、実施形態29〜39のいずれか一項に記載の方法。
[実施形態41]
前記複数の化学的に活性な粒子が、前記上端部、前記下端部、前記上端部と前記下端部の間、又はそれらの組み合わせにおいて、前記形成チャンバの中に導入される、実施形態29〜40のいずれか一項に記載の方法。
[実施形態42]
前記不織布繊維ウェブに上重ねする繊維カバー層を適用することを更に含み、前記繊維カバー層が、エアレイ加工、ウェットレイ加工、カーディング、メルトブロー、溶融紡糸、電界紡糸、プレキシフィラメント形成、ガスジェットフィブリル化、繊維スプリット加工、又はそれらの組み合わせによって形成される、実施形態29〜41のいずれか一項に記載の方法。
[実施形態43]
前記繊維カバー層が、メルトブロー、溶融紡糸、電界紡糸、プレキシフィラメント形成、ガスジェットフィブリル化、繊維スプリット加工、又はそれらの組み合わせによって形成された、1μm未満のメジアン繊維径を有するサブマイクロメートル繊維の集団を含む、実施形態42に記載の方法。
Claims (3)
- 不織布繊維ウェブであって、
複数の粒子と、
前記不織布繊維ウェブの主表面から延びる複数の非中空の突起部と、前記主表面と実質的に平行な面で、それぞれ隣接する突起部間に形成された複数の実質的に平坦なランド領域と、を画定する、複数の不規則に配向された分離している繊維と、
を含み、
前記複数の不規則に配向された分離している繊維は、少なくとも第1融解温度を有する第1領域と第2融解温度を有する第2領域とを有する、多成分繊維を含み、前記第1融解温度は前記第2融解温度よりも低く、更に、前記多成分繊維は、前記繊維ウェブ中に、前記不織布繊維ウェブの総重量の0重量%超であって10重量%未満の量で存在し、
更に、前記複数の不規則に配向された分離している繊維の少なくとも一部分が、複数の交点において前記多成分繊維の前記第1領域で一緒に結合され、更に、前記複数の粒子の少なくとも一部分が、前記多成分繊維の少なくとも一部分の少なくとも第1領域に結合しており、
前記多成分繊維が、ポリエステル、ポリアミド、ポリオレフィン、環状ポリオレフィン、ポリオレフィン系熱可塑性エラストマー、ポリ(メタ)アクリレート、ポリハロゲン化ビニル、ポリアクリロニトリル、ポリウレタン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンスルフィド、ポリスルフォン、ポリオキシメチレン、流体結晶ポリマー、及びそれらの組み合わせから選択されるポリマー又はコポリマーからなる2成分繊維であり、
前記複数の粒子が、活性炭粒子、活性アルミナ粒子、シリカゲル粒子、乾燥剤粒子、アニオン交換樹脂粒子、カチオン交換樹脂粒子、モレキュラーシーブ粒子、珪藻土粒子、抗菌化合物粒子、及びそれらの組み合わせからなる群から選択される化学的に活性な複数の粒子である、
不織布繊維ウェブ。 - 複数の単一成分の繊維を更に含み、前記複数の粒子の少なくとも一部分が、前記単一成分の繊維の少なくとも一部分に結合される、請求項1に記載の不織布繊維ウェブ。
- 不織布繊維ウェブの製造方法であって、
上端部及び下端部を有する形成チャンバを用意する工程と、
複数の繊維を前記形成チャンバの前記上端部の中に導入する工程であって、前記複数の繊維は、少なくとも第1融解温度を有する第1領域と第2融解温度を有する第2領域とを有する多成分繊維を含み、前記第1融解温度は前記第2融解温度よりも低く、更に、前記多成分繊維は、前記繊維ウェブ中に、前記不織布繊維ウェブの総重量の0重量%超であって10重量%未満の量で存在する、工程と、
前記形成チャンバに複数の粒子を導入し、前記形成チャンバ内で前記複数の繊維を前記複数の粒子と混合させて、繊維粒子混合物を形成する工程と、
前記繊維粒子混合物の少なくとも一部分を、前記形成チャンバの前記下端部に、実質的に分離している繊維と化学的に活性な粒子として移送する工程と、
特定可能なパターンを有する不織布繊維ウェブとして、前記繊維粒子混合物の前記一部分を、パターン付き表面を有するコレクタ上で捕捉する工程であって、前記特定可能なパターンは、前記不織布繊維ウェブの主表面から延びる複数の非中空の突起部と、前記主表面によって画定され、かつ該主表面と実質的に平行な面で、それぞれ隣接する突起部間に形成された複数の実質的に平坦なランド領域と、を含む、工程と、
前記パターン付きコレクタ表面から前記ウェブを取り外す前に、前記複数の繊維と前記粒子との少なくとも一部分を、複数の交点において、接着剤を使用せずに前記多成分繊維の第1領域で一緒に結合することによって、前記不織布繊維ウェブに前記特定可能なパターンを保持させる工程と、
を含み、
前記多成分繊維が、ポリエステル、ポリアミド、ポリオレフィン、環状ポリオレフィン、ポリオレフィン系熱可塑性エラストマー、ポリ(メタ)アクリレート、ポリハロゲン化ビニル、ポリアクリロニトリル、ポリウレタン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンスルフィド、ポリスルフォン、ポリオキシメチレン、流体結晶ポリマー、及びそれらの組み合わせから選択されるポリマー又はコポリマーからなる2成分繊維であり、
前記複数の粒子が、活性炭粒子、活性アルミナ粒子、シリカゲル粒子、乾燥剤粒子、アニオン交換樹脂粒子、カチオン交換樹脂粒子、モレキュラーシーブ粒子、珪藻土粒子、抗菌化合物粒子、及びそれらの組み合わせからなる群から選択される化学的に活性な複数の粒子である、
不織布繊維ウェブの製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US36219110P | 2010-07-07 | 2010-07-07 | |
| US61/362,191 | 2010-07-07 | ||
| PCT/US2011/042995 WO2012006300A1 (en) | 2010-07-07 | 2011-07-06 | Patterned air-laid nonwoven fibrous webs and methods of making and using same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013538297A JP2013538297A (ja) | 2013-10-10 |
| JP2013538297A5 JP2013538297A5 (ja) | 2014-07-31 |
| JP6054865B2 true JP6054865B2 (ja) | 2016-12-27 |
Family
ID=44359462
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013518796A Expired - Fee Related JP6054865B2 (ja) | 2010-07-07 | 2011-07-06 | パターン付きエアレイド不織布繊維ウェブ、並びにこれらの製造及び使用方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9771675B2 (ja) |
| JP (1) | JP6054865B2 (ja) |
| KR (1) | KR20130041928A (ja) |
| CN (1) | CN103025941B (ja) |
| BR (1) | BR112013000281A2 (ja) |
| WO (1) | WO2012006300A1 (ja) |
Families Citing this family (106)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010048407A1 (de) * | 2010-10-15 | 2012-04-19 | Carl Freudenberg Kg | Hydrogelierende Fasern sowie Fasergebilde |
| US9074301B2 (en) * | 2010-10-25 | 2015-07-07 | Rick L. Chapman | Filtration materials using fiber blends that contain strategically shaped fibers and/or charge control agents |
| WO2012123024A1 (en) * | 2011-03-15 | 2012-09-20 | Sca Hygiene Products Ab | Method and apparatus for trimming material from a web |
| JP2013027807A (ja) * | 2011-07-27 | 2013-02-07 | Inoac Corp | グリスフィルター及びグリス除去装置 |
| WO2013082007A1 (en) * | 2011-11-29 | 2013-06-06 | Soane Labs, Llc | Functional pulp-containing composites for drywall applications |
| BR112014015843A8 (pt) | 2011-12-30 | 2017-07-04 | 3M Innovative Properties Co | métodos e aparelhos para produção de mantas fibrosas não tecidas |
| KR20140105614A (ko) | 2011-12-30 | 2014-09-01 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 부직 섬유질 웨브의 제조 장치 및 방법 |
| JP5994713B2 (ja) * | 2012-05-28 | 2016-09-21 | トヨタ紡織株式会社 | 車両用部品 |
| US10077517B2 (en) * | 2013-03-11 | 2018-09-18 | Apple Inc. | Textile product having thinned regions |
| US20140272209A1 (en) | 2013-03-13 | 2014-09-18 | Apple Inc. | Textile product having reduced density |
| US9993761B2 (en) | 2013-03-15 | 2018-06-12 | LMS Technologies, Inc. | Filtration media fiber structure and method of making same |
| US9522357B2 (en) * | 2013-03-15 | 2016-12-20 | Products Unlimited, Inc. | Filtration media fiber structure and method of making same |
| CN103202647B (zh) * | 2013-04-08 | 2015-09-09 | 天台诚一新材料有限公司 | Pe塑料制成的丝圈垫 |
| US20150298032A1 (en) * | 2013-06-06 | 2015-10-22 | Gusmer Enterprises Inc. | Dry formed filters and methods of making the same |
| CN103356333B (zh) * | 2013-07-22 | 2015-04-29 | 科云生医科技股份有限公司 | 伤口覆盖物及其制造方法 |
| US20150059804A1 (en) * | 2013-08-28 | 2015-03-05 | Renee BERGEZ | Cleaning implement |
| CN103696024B (zh) * | 2013-12-05 | 2015-10-07 | 厦门大学 | 一种图案化纳米纤维制备装置 |
| JP6550402B2 (ja) * | 2014-02-17 | 2019-07-24 | スリーエム イノベイティブ プロパティズ カンパニー | すり磨き物品、並びにその製造及び使用方法 |
| CN106460271A (zh) * | 2014-04-28 | 2017-02-22 | 3M创新有限公司 | 包括离子增强材料的非织造纤维结构及方法 |
| WO2015167815A1 (en) * | 2014-04-28 | 2015-11-05 | 3M Innovative Properties Company | Self-bonded cellulosic nonwoven web and method for making |
| EP3137666A4 (en) * | 2014-04-28 | 2017-12-13 | 3M Innovative Properties Company | Nonwoven fibrous structures including phenolic resin and ionic reinforcement material, and methods |
| KR101575178B1 (ko) * | 2014-06-10 | 2015-12-07 | (주)시지바이오 | 차콜 드레싱재 및 그의 제조 방법 |
| US9737855B2 (en) * | 2014-06-17 | 2017-08-22 | W. L. Gore & Associates, Inc. | Filtration article containing a filtration material containing fibrous layers having different lengths |
| CN104013164B (zh) * | 2014-06-19 | 2016-02-10 | 无锡百和织造股份有限公司 | 一种热熔不上胶锦纶粘扣带及其制造方法 |
| WO2016053829A1 (en) * | 2014-10-01 | 2016-04-07 | 3M Innovative Properties Company | Porous devices, kits, and methods for debridement |
| US10315749B1 (en) * | 2015-03-17 | 2019-06-11 | Leidos, Inc. | Material for propeller occlusion of marine vessels |
| CN105041176B (zh) * | 2015-06-25 | 2016-09-07 | 杭州金百合非织造布有限公司 | 折叠型空气过滤纱窗/门 |
| CN106319670A (zh) * | 2015-07-02 | 2017-01-11 | Nvh韩国株式会社 | 汽车用挥发性有机化合物消减板的制备方法 |
| US20170028669A1 (en) * | 2015-07-30 | 2017-02-02 | Patagonia, Inc. | Compressible, low-weight insulation material for use in garments |
| EP3133196B1 (de) | 2015-08-18 | 2020-10-14 | Carl Freudenberg KG | Volumenvliesstoff |
| US10064458B2 (en) | 2015-09-08 | 2018-09-04 | Apple Inc. | Band with folded seam for an electronic device |
| MX2018005816A (es) | 2015-11-12 | 2019-05-16 | Pfnonwovens Llc | Trama no tejida con resistencia mejorada a la abrasion y metodo para su fabricacion. |
| DK3387172T3 (da) * | 2015-12-08 | 2020-11-09 | Essity Hygiene & Health Ab | Mønstret ikke-vævet materiale |
| CN105561371B (zh) * | 2016-02-03 | 2019-01-18 | 华南理工大学 | 一种具有网格结构的可水冲散遗弃的敷料及其制备工艺 |
| EP3216433B1 (en) * | 2016-03-08 | 2018-11-21 | The Procter and Gamble Company | Carded nonwoven fibrous web and use in absorbent articles |
| JP6900129B2 (ja) * | 2016-03-29 | 2021-07-07 | コンパニー ゼネラール デ エタブリッスマン ミシュラン | 吸音体 |
| CN105773942B (zh) * | 2016-04-12 | 2018-03-06 | 阳江市伟艺抛磨材料有限公司 | 一种工业百洁布的制作工艺 |
| KR101726299B1 (ko) | 2016-05-25 | 2017-04-12 | (주)중앙플랜트 | 수평형 습식 스크러버용 클린 필터를 포함하는 조립체 및 그의 구성방법 |
| KR102641691B1 (ko) * | 2016-07-05 | 2024-02-28 | 코웨이 주식회사 | 수처리 필터, 수처리 시스템 및 장치 |
| WO2018025209A1 (en) | 2016-08-02 | 2018-02-08 | Fitesa Germany Gmbh | System and process for preparing polylactic acid nonwoven fabrics |
| US11441251B2 (en) | 2016-08-16 | 2022-09-13 | Fitesa Germany Gmbh | Nonwoven fabrics comprising polylactic acid having improved strength and toughness |
| WO2018057465A1 (en) | 2016-09-26 | 2018-03-29 | 3M Innovative Properties Company | Nonwoven abrasive articles having electrostatically-oriented abrasive particles and methods of making same |
| GB2554651B (en) | 2016-09-30 | 2019-08-28 | Adv Med Solutions Ltd | Nonwoven Fabric Comprising Gelling Fibres |
| KR102407405B1 (ko) * | 2016-09-30 | 2022-06-10 | 킴벌리-클라크 월드와이드, 인크. | 비평면 부직포 직물 및 그 제조 방법 |
| CN108148753B (zh) * | 2016-12-06 | 2021-06-04 | 中国科学院大连化学物理研究所 | 一种基于物理模版的电纺丝图案化制备方法 |
| JP2020513487A (ja) * | 2016-12-14 | 2020-05-14 | エフピーイノベイションズ | 遮音マット、その製造方法、それを含む騒音制御システム及びその使用 |
| US20180169832A1 (en) * | 2016-12-21 | 2018-06-21 | The Procter & Gamble Company | Method for etching an absorbent structure |
| JPWO2018147213A1 (ja) * | 2017-02-08 | 2019-11-21 | 東レ株式会社 | セルロース粒子、およびその製造方法 |
| USD898382S1 (en) * | 2017-04-10 | 2020-10-13 | Berry Plastics Corporation | Nonwoven fabric |
| DE102017108848A1 (de) * | 2017-04-25 | 2018-10-25 | Kautex Textron Gmbh & Co. Kg | Struktur zur Verringerung von Schwappgeräuschen, Vorrichtung und Verfahren zum Herstellen einer Struktur |
| CN107215034A (zh) | 2017-04-26 | 2017-09-29 | 博爱(中国)膨化芯材有限公司 | 一种在线热复合速渗导流材料 |
| GB201707428D0 (en) | 2017-05-09 | 2017-06-21 | Applied Graphene Mat Plc ] | Composite moulding materials |
| USD833759S1 (en) * | 2017-05-19 | 2018-11-20 | Pfnonwovens Llc | Nonwoven fabric with a surface pattern |
| US20200085628A1 (en) * | 2017-06-12 | 2020-03-19 | Kci Licensing, Inc. | Fabric wound filler |
| DE102017113432A1 (de) * | 2017-06-19 | 2018-12-20 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Filmklebstoff sowie Verfahren zu dessen Herstellung |
| CN110799687B (zh) * | 2017-06-29 | 2022-04-08 | 3M创新有限公司 | 非织造制品及其制备方法 |
| US20190017231A1 (en) * | 2017-07-11 | 2019-01-17 | Watershed Geosynthetics Llc | Synthetic ground cover system for erosion protection |
| WO2019040820A1 (en) | 2017-08-25 | 2019-02-28 | 3M Innovative Properties Company | ADHESIVE ARTICLES FOR REMOVAL WITHOUT DAMAGE |
| WO2019040862A1 (en) | 2017-08-25 | 2019-02-28 | 3M Innovative Properties Company | ADHESIVE ARTICLES FOR DAMAGE-FREE WITHDRAWAL |
| CN107511131A (zh) * | 2017-09-04 | 2017-12-26 | 无锡普爱德环保科技有限公司 | 硅胶/分子筛复合物的制备方法 |
| US10276216B2 (en) * | 2017-09-14 | 2019-04-30 | Seagate Technology Llc | Data storage device filter |
| US10724831B1 (en) | 2017-10-16 | 2020-07-28 | Leidos, Inc. | Fibrous occlusive interruption of lift |
| JP6523412B1 (ja) * | 2017-11-28 | 2019-05-29 | 花王株式会社 | 吸収体及び吸収性物品 |
| JP7065186B2 (ja) | 2017-12-05 | 2022-05-11 | サイマー リミテッド ライアビリティ カンパニー | レーザ放電チャンバにおけるダスト捕捉のための不織スクリーン |
| FI3737264T3 (fi) | 2018-01-12 | 2023-11-20 | Yeti Coolers Llc | Kannettava tuoli |
| TW201934830A (zh) * | 2018-02-06 | 2019-09-01 | 智能紡織科技股份有限公司 | 可加熱織物 |
| CN108517620B (zh) * | 2018-03-06 | 2021-01-29 | 吴德武 | 一种无纺布及其制造方法 |
| US11285421B2 (en) * | 2018-04-12 | 2022-03-29 | Electrolux Home Products, Inc. | Filter media for filtration of cooking fumes |
| EP3790659A1 (en) | 2018-05-11 | 2021-03-17 | 3M Innovative Properties Company | Polycrystalline, aluminosilicate ceramic filaments, fibers, and nonwoven mats, and methods of making and using the same |
| CN112135805A (zh) | 2018-05-11 | 2020-12-25 | 3M创新有限公司 | 多晶硅铝酸盐陶瓷长丝、纤维和非织造垫及其制备和使用方法 |
| CN112041495B (zh) | 2018-05-25 | 2023-01-31 | 宝洁公司 | 用于生产非织造布的方法和适用于该方法的设备 |
| CN112088230B (zh) | 2018-05-25 | 2023-10-27 | 宝洁公司 | 非织造布及其生产方法和设备 |
| GB2590316B (en) * | 2018-07-25 | 2022-06-01 | Kimberly Clark Co | Process for making three-dimensional foam-laid nonwovens |
| GB2591030B (en) * | 2018-07-25 | 2023-02-15 | Kimberly Clark Co | Three-dimensional foam-laid nonwovens |
| EP3613394B1 (en) | 2018-08-21 | 2023-07-26 | The Procter & Gamble Company | Process for making fibrous layers having channels for absorbent articles |
| SE542425C2 (en) * | 2018-08-24 | 2020-04-28 | Yilmaz Haakan Isak | A machine and a method of producing biodegradable nonwoven textile comprising seeds |
| US11702778B2 (en) * | 2018-09-28 | 2023-07-18 | Berry Global, Inc. | Self-crimped multi-component fibers and methods of making the same |
| JP6585259B1 (ja) * | 2018-09-28 | 2019-10-02 | 金星製紙株式会社 | エアレイド不織布及びその製法 |
| US11047094B2 (en) | 2018-12-07 | 2021-06-29 | 4427017 Canada Inc. | Padding layer with drainage for sports playing field |
| US11666199B2 (en) | 2018-12-12 | 2023-06-06 | Owens Corning Intellectual Capital, Llc | Appliance with cellulose-based insulator |
| US11207863B2 (en) | 2018-12-12 | 2021-12-28 | Owens Corning Intellectual Capital, Llc | Acoustic insulator |
| USD903305S1 (en) | 2019-01-14 | 2020-12-01 | Yeti Coolers, Llc | Bag |
| USD904011S1 (en) | 2019-01-14 | 2020-12-08 | Yeti Coolers, Llc | Bag |
| KR102204092B1 (ko) | 2019-01-14 | 2021-01-18 | (주)중앙플랜트 | 수평형 습식 스크러버용 클린 필터의 자동세척장치 |
| USD912423S1 (en) | 2019-01-14 | 2021-03-09 | Yeti Coolers, Llc | Portable chair |
| USD911731S1 (en) | 2019-01-14 | 2021-03-02 | Yeti Coolers, Llc | Portable chair |
| USD902617S1 (en) | 2019-01-14 | 2020-11-24 | Yeti Coolers, Llc | Portable chair |
| CN109847490A (zh) * | 2019-03-20 | 2019-06-07 | 中国石油大学(北京) | 一种刚性气液聚结滤芯、其制备方法及装置 |
| EP3962426A1 (en) * | 2019-05-03 | 2022-03-09 | The Procter & Gamble Company | Nonwoven webs with one or more repeat units |
| EP3990278B1 (en) * | 2019-06-25 | 2023-11-01 | 3M Innovative Properties Company | Nonwoven fibrous web |
| US11006815B2 (en) * | 2019-11-25 | 2021-05-18 | Hung-Chuan Kang | Portable shoe surface cleaning cloth |
| US20210170713A1 (en) * | 2019-12-06 | 2021-06-10 | Specialty Coating & Laminating, Llc | Drainage Housewrap |
| RU197725U1 (ru) * | 2019-12-24 | 2020-05-25 | Иван Васильевич Чаевский | Непылящий тепло- и звукоизолирующий материал |
| US11686208B2 (en) | 2020-02-06 | 2023-06-27 | Rolls-Royce Corporation | Abrasive coating for high-temperature mechanical systems |
| JP2021138677A (ja) * | 2020-03-04 | 2021-09-16 | 株式会社原田伸銅所 | 高抗菌性のリン青銅合金粉状品10〜20ミクロンメートルサイズ品を家庭用エアコンフィルター及び自動車用エアコンフィルター等の一般にフィルターと呼ばれる箇所に塗布使用し、高抗菌性、抗ウィルス性の2つの機能をもって、菌及びウィルスの家内及び自動車内への侵入防止を可能とする物品。 |
| TR202007418A2 (tr) * | 2020-05-12 | 2021-01-21 | Telasis Tekstil Ueruenleri San Tic A S | Yüksek etki̇nli̇kte fi̇ltrasyon yüzeyleri̇ni̇n üreti̇m yöntemi̇ ve bunlarin maske üzeri̇nde uygulamasi |
| JP2023541008A (ja) * | 2020-09-04 | 2023-09-27 | シンプリファイバー インコーポレイテッド | 少なくとも1つの三次元輪郭を含む衣類、及び、その製造方法 |
| SE544593C2 (en) * | 2020-12-08 | 2022-09-20 | Stora Enso Oyj | Sound absorbing or damping air-laid blank |
| KR102605044B1 (ko) * | 2020-12-09 | 2023-11-24 | 주식회사 원에어 | 서로 다른 패턴층을 갖는 나노섬유 웹이 구비된 공기정화용 에어필터 |
| US20240123382A1 (en) * | 2021-05-21 | 2024-04-18 | Harada Metal Industry Co., Ltd. | Filter |
| WO2023044010A2 (en) * | 2021-09-17 | 2023-03-23 | Ecs Environmental Solutions | Fluid filtration media and applications thereof |
| KR102425819B1 (ko) * | 2021-12-24 | 2022-07-28 | 주식회사 골든포우 | 침출수 반응형 토목섬유점토차수재 및 이를 이용한 매립사면 3중 차수구조 |
| CN114990732B (zh) * | 2022-07-20 | 2024-04-12 | 贺氏(苏州)特殊材料有限公司 | 具有高低温熔融温度的抗静电异形聚酯纤维及过滤材料 |
| CN116236849B (zh) * | 2023-02-08 | 2024-01-16 | 广东叶润科技有限公司 | 一种玫瑰花提取液提取用固液分离工艺及系统 |
| CN115975123A (zh) * | 2023-03-17 | 2023-04-18 | 太原理工大学 | 一种具有保湿抑尘功能的非金属润湿剂及其制备方法 |
| KR102619860B1 (ko) * | 2023-08-21 | 2024-01-04 | (주)왕보 | 복합 소재의 고 흡수성 코어의 제조 방법 |
Family Cites Families (105)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR707191A (fr) | 1929-12-07 | 1931-07-03 | Ver Fur Chemische Ind Ag | Procédé pour fabriquer des fils artificiels |
| US3009823A (en) * | 1959-03-19 | 1961-11-21 | Chicopee Mfg Corp | Pattern bonded fibrous structures |
| US3516941A (en) | 1966-07-25 | 1970-06-23 | Minnesota Mining & Mfg | Microcapsules and process of making |
| USRE30061E (en) * | 1966-07-26 | 1979-07-31 | Johnson & Johnson | Nonwoven fibrous product and method of making the same |
| DE2048006B2 (de) | 1969-10-01 | 1980-10-30 | Asahi Kasei Kogyo K.K., Osaka (Japan) | Verfahren und Vorrichtung zur Herstellung einer breiten Vliesbahn |
| US4207367A (en) * | 1970-03-30 | 1980-06-10 | Scott Paper Company | Nonwoven fabric |
| FR2223318B1 (ja) | 1973-03-30 | 1978-03-03 | Saint Gobain | |
| US4100324A (en) * | 1974-03-26 | 1978-07-11 | Kimberly-Clark Corporation | Nonwoven fabric and method of producing same |
| US3934588A (en) * | 1974-08-20 | 1976-01-27 | Johnson & Johnson | Disposable diaper having facing layer with patterned preferential flow areas |
| US4103058A (en) | 1974-09-20 | 1978-07-25 | Minnesota Mining And Manufacturing Company | Pillowed web of blown microfibers |
| DE2530499C3 (de) | 1975-07-09 | 1978-05-24 | Akzo Gmbh, 5600 Wuppertal | Mattenbahn und Verfahren zu ihrer Herstellung |
| US4027672A (en) * | 1975-12-29 | 1977-06-07 | Colgate-Palmolive Company | Absorbent article with improved pad and method |
| CA1073648A (en) | 1976-08-02 | 1980-03-18 | Edward R. Hauser | Web of blended microfibers and crimped bulking fibers |
| US4135024A (en) * | 1976-08-16 | 1979-01-16 | Scott Paper Company | Method of treating a low integrity dry-formed nonwoven web and product made therefrom |
| JPS6043175B2 (ja) | 1977-10-12 | 1985-09-26 | 株式会社日立製作所 | 金属触媒の製造方法 |
| US4215682A (en) | 1978-02-06 | 1980-08-05 | Minnesota Mining And Manufacturing Company | Melt-blown fibrous electrets |
| US4536361A (en) | 1978-08-28 | 1985-08-20 | Torobin Leonard B | Method for producing plastic microfilaments |
| US4363646A (en) | 1979-07-20 | 1982-12-14 | Torobin Leonard B | Method and apparatus for producing microfilaments |
| US4328275A (en) * | 1980-09-10 | 1982-05-04 | Vargo Louis M | Disposable floor mat |
| US4552603A (en) | 1981-06-30 | 1985-11-12 | Akzona Incorporated | Method for making bicomponent fibers |
| US4729371A (en) | 1983-10-11 | 1988-03-08 | Minnesota Mining And Manufacturing Company | Respirator comprised of blown bicomponent fibers |
| US4640810A (en) | 1984-06-12 | 1987-02-03 | Scan Web Of North America, Inc. | System for producing an air laid web |
| US4818464A (en) | 1984-08-30 | 1989-04-04 | Kimberly-Clark Corporation | Extrusion process using a central air jet |
| US4741941A (en) | 1985-11-04 | 1988-05-03 | Kimberly-Clark Corporation | Nonwoven web with projections |
| US5082720A (en) * | 1988-05-06 | 1992-01-21 | Minnesota Mining And Manufacturing Company | Melt-bondable fibers for use in nonwoven web |
| US5013309A (en) * | 1989-04-24 | 1991-05-07 | Kem-Wove Incorporated | Incontinent pad with high absorbent packet |
| CA2027687C (en) | 1989-11-14 | 2002-12-31 | Douglas C. Sundet | Filtration media and method of manufacture |
| US5167765A (en) | 1990-07-02 | 1992-12-01 | Hoechst Celanese Corporation | Wet laid bonded fibrous web containing bicomponent fibers including lldpe |
| US5227107A (en) | 1990-08-07 | 1993-07-13 | Kimberly-Clark Corporation | Process and apparatus for forming nonwovens within a forming chamber |
| US5114787A (en) | 1990-09-21 | 1992-05-19 | Amoco Corporation | Multi-layer nonwoven web composites and process |
| US5277976A (en) | 1991-10-07 | 1994-01-11 | Minnesota Mining And Manufacturing Company | Oriented profile fibers |
| JP3326808B2 (ja) * | 1992-02-12 | 2002-09-24 | チッソ株式会社 | フィルター |
| US5332426A (en) | 1992-07-29 | 1994-07-26 | Minnesota Mining And Manufacturing Company | Agglomerated activated carbon air filter |
| EP0825286A3 (en) | 1992-11-18 | 2000-11-02 | AQF Technologies LLC | Fibrous structure containing immobilized particulate matter and process therefor |
| US5662728A (en) | 1992-12-31 | 1997-09-02 | Hoechst Celanese Corporation | Particulate filter structure |
| CA2105026C (en) * | 1993-04-29 | 2003-12-16 | Henry Louis Griesbach Iii | Shaped nonwoven fabric and method for making the same |
| US6093665A (en) | 1993-09-30 | 2000-07-25 | Kimberly-Clark Worldwide, Inc. | Pattern bonded nonwoven fabrics |
| WO1996037644A2 (en) * | 1995-05-25 | 1996-11-28 | Minnesota Mining And Manufacturing Company | Undrawn, tough, durably melt-bondable, macrodenier, thermoplastic, multicomponent filaments |
| US5858512A (en) * | 1995-06-01 | 1999-01-12 | Fort James France | Air-laid web formed from a finishing process and web obtained thereby |
| JPH0967749A (ja) * | 1995-08-30 | 1997-03-11 | Sudou Denki Kogyo Kk | 活性炭繊維成形体とその製造方法及び装置 |
| US6861570B1 (en) | 1997-09-22 | 2005-03-01 | A. Bart Flick | Multilayer conductive appliance having wound healing and analgesic properties |
| US5858515A (en) | 1995-12-29 | 1999-01-12 | Kimberly-Clark Worldwide, Inc. | Pattern-unbonded nonwoven web and process for making the same |
| WO1997042005A1 (en) * | 1996-05-03 | 1997-11-13 | Minnesota Mining And Manufacturing Company | Nonwoven abrasive articles |
| US5972808A (en) | 1997-01-30 | 1999-10-26 | Aqf Technologies Llc | Fibrous structures with fine particles |
| AU6464698A (en) * | 1997-03-21 | 1998-10-20 | Kimberly-Clark Worldwide, Inc. | Dual-zoned absorbent webs |
| US6114017A (en) | 1997-07-23 | 2000-09-05 | Fabbricante; Anthony S. | Micro-denier nonwoven materials made using modular die units |
| US6315806B1 (en) | 1997-09-23 | 2001-11-13 | Leonard Torobin | Method and apparatus for producing high efficiency fibrous media incorporating discontinuous sub-micron diameter fibers, and web media formed thereby |
| US6183670B1 (en) | 1997-09-23 | 2001-02-06 | Leonard Torobin | Method and apparatus for producing high efficiency fibrous media incorporating discontinuous sub-micron diameter fibers, and web media formed thereby |
| US6261679B1 (en) * | 1998-05-22 | 2001-07-17 | Kimberly-Clark Worldwide, Inc. | Fibrous absorbent material and methods of making the same |
| US6382526B1 (en) | 1998-10-01 | 2002-05-07 | The University Of Akron | Process and apparatus for the production of nanofibers |
| EP1157152A1 (en) | 1998-11-17 | 2001-11-28 | Eldim, Inc. | Method and apparatus for manufacturing non-woven articles |
| US7195810B1 (en) * | 1999-04-27 | 2007-03-27 | Fort James Corporation | Air-laid absorbent sheet with sinuate emboss |
| JP3467432B2 (ja) * | 1999-06-24 | 2003-11-17 | ユニ・チャーム株式会社 | 使い捨て着用物品の可撓性シート |
| DE19929709C2 (de) | 1999-06-24 | 2001-07-12 | Lueder Gerking | Verfahren zur Herstellung von im Wesentlichen endlosen feinen Fäden und Verwendung der Vorrichtung zur Durchführung des Verfahrens |
| US20010051754A1 (en) | 1999-08-03 | 2001-12-13 | Daria N. Lissy | Plural stage toluene disproportionation process minimizing ethylbenzene |
| US6375886B1 (en) * | 1999-10-08 | 2002-04-23 | 3M Innovative Properties Company | Method and apparatus for making a nonwoven fibrous electret web from free-fiber and polar liquid |
| SE523021C2 (sv) | 2000-05-22 | 2004-03-23 | Sca Hygiene Prod Ab | Metod för formning av en luftlagd fiberbana |
| IT1319160B1 (it) | 2000-05-29 | 2003-09-26 | Italdreni S R L Ora Italdreni | Materassino in materiale termoplastico a bassa densita' ed alto indicedi vuoti, dispositivo e procedimento per la sua produzione. |
| US6533989B1 (en) * | 2000-08-03 | 2003-03-18 | Kimberly-Clark Worldwide, Inc. | Multi-chamber process and apparatus for forming a stabilized absorbent web |
| US6743273B2 (en) | 2000-09-05 | 2004-06-01 | Donaldson Company, Inc. | Polymer, polymer microfiber, polymer nanofiber and applications including filter structures |
| US6607624B2 (en) | 2000-11-20 | 2003-08-19 | 3M Innovative Properties Company | Fiber-forming process |
| JP4169508B2 (ja) * | 2000-12-01 | 2008-10-22 | 花王株式会社 | 清掃用シート |
| US20020106478A1 (en) | 2000-12-01 | 2002-08-08 | Taeko Hayase | Cleaning sheet |
| US6689242B2 (en) | 2001-03-26 | 2004-02-10 | First Quality Nonwovens, Inc. | Acquisition/distribution layer and method of making same |
| DE10222672B4 (de) * | 2001-05-28 | 2016-01-21 | Jnc Corporation | Verfahren zur Herstellung von thermoadhäsiven Konjugatfasern und von dieselben verwendenden Vlies" |
| JP4409126B2 (ja) * | 2001-08-21 | 2010-02-03 | 王子製紙株式会社 | 活性炭シートの製造方法及び活性炭シート |
| US6875710B2 (en) * | 2001-11-05 | 2005-04-05 | 3M Innovative Properties Company | Composite webs with reinforcing polymeric regions and elastic polymeric regions |
| US6921570B2 (en) | 2001-12-21 | 2005-07-26 | Kimberly-Clark Worldwide, Inc. | Pattern unbonded nonwoven web and process for making same |
| EP1323857A3 (en) | 2001-12-25 | 2005-02-02 | Toyoda Boshoku Corporation | Three-dimensional non-woven fabric, mold and method used therefore |
| US20030199219A1 (en) * | 2002-04-19 | 2003-10-23 | Hayes Heather J. | Patterned nonwoven fabric |
| US6916752B2 (en) | 2002-05-20 | 2005-07-12 | 3M Innovative Properties Company | Bondable, oriented, nonwoven fibrous webs and methods for making them |
| US6861025B2 (en) | 2002-06-20 | 2005-03-01 | 3M Innovative Properties Company | Attenuating fluid manifold for meltblowing die |
| JP2004052116A (ja) * | 2002-07-16 | 2004-02-19 | Toppan Printing Co Ltd | 機能性繊維シートとその繊維シートを用いた立体成形体およびこれらの製造方法 |
| US6827764B2 (en) | 2002-07-25 | 2004-12-07 | 3M Innovative Properties Company | Molded filter element that contains thermally bonded staple fibers and electrically-charged microfibers |
| MXPA05004209A (es) * | 2002-11-12 | 2005-06-08 | Procter & Gamble | Proceso y aparato para preparar una trama de tela no tejida moldeada, texturizada e hilada por centrifugacion. |
| US6981297B2 (en) * | 2002-11-27 | 2006-01-03 | Kimberly-Clark Worldwide, Inc. | Controlled placement of a reinforcing web within a fibrous absorbent |
| EP1618240B1 (en) * | 2003-05-01 | 2006-08-30 | Johnson and Johnson GmbH | Patterned sheet products |
| US8487156B2 (en) * | 2003-06-30 | 2013-07-16 | The Procter & Gamble Company | Hygiene articles containing nanofibers |
| JP4393513B2 (ja) * | 2003-06-30 | 2010-01-06 | ザ プロクター アンド ギャンブル カンパニー | ナノファイバーウェブにおける微粒子 |
| CN100398283C (zh) * | 2003-11-07 | 2008-07-02 | 福尔姆菲贝尔丹麦有限责任公司 | 用于纤维产品干成型的纤维分布装置和方法 |
| US20060194027A1 (en) * | 2004-02-04 | 2006-08-31 | North Carolina State University | Three-dimensional deep molded structures with enhanced properties |
| US20060008621A1 (en) * | 2004-07-08 | 2006-01-12 | Gusky Robert I | Textured air laid substrate |
| US20060063456A1 (en) | 2004-09-22 | 2006-03-23 | Pgi Polymer, Inc. | Nonwoven wiping fabrics having variable surface topography |
| US7572504B2 (en) * | 2005-06-03 | 2009-08-11 | The Procter + Gamble Company | Fibrous structures comprising a polymer structure |
| US20070049153A1 (en) * | 2005-08-31 | 2007-03-01 | Dunbar Charlene H | Textured wiper material with multi-modal pore size distribution |
| US8034431B2 (en) * | 2006-01-25 | 2011-10-11 | 3M Innovative Properties Company | Intermittently bonded fibrous web laminate |
| US7700178B2 (en) * | 2006-02-24 | 2010-04-20 | 3M Innovative Properties Company | Cleaning wipe with variable loft working surface |
| JP5069890B2 (ja) * | 2006-06-23 | 2012-11-07 | ユニ・チャーム株式会社 | 不織布 |
| US7807591B2 (en) | 2006-07-31 | 2010-10-05 | 3M Innovative Properties Company | Fibrous web comprising microfibers dispersed among bonded meltspun fibers |
| US9139940B2 (en) | 2006-07-31 | 2015-09-22 | 3M Innovative Properties Company | Bonded nonwoven fibrous webs comprising softenable oriented semicrystalline polymeric fibers and apparatus and methods for preparing such webs |
| PL2049720T3 (pl) | 2006-07-31 | 2014-02-28 | 3M Innovative Properties Co | Sposób wytwarzania kształtowych produktów filtracyjnych |
| US7988860B2 (en) * | 2007-03-15 | 2011-08-02 | Donaldson Company Inc. | Superabsorbent-containing web that can act as a filter, absorbent, reactive layer or fuel fuse |
| US7989371B2 (en) | 2007-06-22 | 2011-08-02 | 3M Innovative Properties Company | Meltblown fiber web with staple fibers |
| FR2920026B1 (fr) * | 2007-08-17 | 2009-10-09 | Georgia Pacific France Soc Par | Article de nettoyage et/ou de soin de la peau comportant un motif en relief a sa surface et procede de fabrication dudit article |
| WO2009088648A1 (en) * | 2007-12-31 | 2009-07-16 | 3M Innovative Properties Company | Composite non-woven fibrous webs having continuous particulate phase and methods of making and using the same |
| US20090233049A1 (en) * | 2008-03-11 | 2009-09-17 | Kimberly-Clark Worldwide, Inc. | Coform Nonwoven Web Formed from Propylene/Alpha-Olefin Meltblown Fibers |
| JP5024833B2 (ja) * | 2008-03-12 | 2012-09-12 | 金星製紙株式会社 | 立体模様を有する不織布シート |
| BRPI0923681A2 (pt) | 2008-12-23 | 2016-01-19 | 3M Innovative Properties Co | "mantas fibrosas de fiação contínua dotadas de uma padrão e métodos de preparo e com o uso das mesmas". |
| US8021996B2 (en) * | 2008-12-23 | 2011-09-20 | Kimberly-Clark Worldwide, Inc. | Nonwoven web and filter media containing partially split multicomponent fibers |
| US8613995B2 (en) * | 2009-03-13 | 2013-12-24 | The Procter & Gamble Company | Colored web material comprising a plurality of discrete extended elements |
| US9486979B2 (en) * | 2009-06-24 | 2016-11-08 | Jnc Corporation | Nonwoven fabric with surface uneven structure, and product using same |
| CN101591837A (zh) * | 2009-07-08 | 2009-12-02 | 天津工业大学 | 一种双组分熔喷耐久驻极非织造布及其制造方法 |
| KR101800034B1 (ko) | 2009-09-01 | 2017-11-21 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 나노섬유 및 나노섬유 웨브를 형성하기 위한 장치, 시스템, 및 방법 |
| US9260808B2 (en) * | 2009-12-21 | 2016-02-16 | Kimberly-Clark Worldwide, Inc. | Flexible coform nonwoven web |
| US20110152164A1 (en) * | 2009-12-21 | 2011-06-23 | Kenneth Bradley Close | Wet Wipe Having Improved Cleaning Capabilities |
-
2011
- 2011-07-06 JP JP2013518796A patent/JP6054865B2/ja not_active Expired - Fee Related
- 2011-07-06 US US13/808,106 patent/US9771675B2/en active Active
- 2011-07-06 KR KR1020137003020A patent/KR20130041928A/ko not_active Application Discontinuation
- 2011-07-06 CN CN201180036832.3A patent/CN103025941B/zh not_active Expired - Fee Related
- 2011-07-06 WO PCT/US2011/042995 patent/WO2012006300A1/en active Application Filing
- 2011-07-06 BR BR112013000281A patent/BR112013000281A2/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| KR20130041928A (ko) | 2013-04-25 |
| US9771675B2 (en) | 2017-09-26 |
| CN103025941A (zh) | 2013-04-03 |
| BR112013000281A2 (pt) | 2016-05-24 |
| JP2013538297A (ja) | 2013-10-10 |
| US20130101805A1 (en) | 2013-04-25 |
| CN103025941B (zh) | 2016-08-10 |
| WO2012006300A1 (en) | 2012-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6054865B2 (ja) | パターン付きエアレイド不織布繊維ウェブ、並びにこれらの製造及び使用方法 | |
| JP6054866B2 (ja) | パターンを付けたエアレイド不織布エレクトレット繊維ウェブ、並びにその製造方法及び使用方法 | |
| JP5866338B2 (ja) | 化学的に活性な微粒子を含有する不織布繊維ウェブ及びそれを作製及び使用する方法 | |
| JP5819939B2 (ja) | 化学的に活性な微粒子を含有する不織布ナノ繊維ウェブ並びにそれを作製及び使用する方法 | |
| JP5524862B2 (ja) | 連続微粒子相を有する複合不織繊維ウェブ、並びにその作製及び使用方法 | |
| JP6141836B2 (ja) | 不織布エレクトレット繊維ウェブ及びその製造方法 | |
| JP5654356B2 (ja) | 複合不織布ウェブ並びにこれの製造及び使用方法 | |
| US20230321569A1 (en) | Filters with mechanical and eletrostatic filtering capabilities | |
| US20230323055A1 (en) | Systems and methods for retaining nanoparticles within nonwoven material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140610 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140610 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150422 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150602 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150902 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160223 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160523 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160822 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161201 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6054865 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |