JP5866338B2 - 化学的に活性な微粒子を含有する不織布繊維ウェブ及びそれを作製及び使用する方法 - Google Patents
化学的に活性な微粒子を含有する不織布繊維ウェブ及びそれを作製及び使用する方法 Download PDFInfo
- Publication number
- JP5866338B2 JP5866338B2 JP2013506185A JP2013506185A JP5866338B2 JP 5866338 B2 JP5866338 B2 JP 5866338B2 JP 2013506185 A JP2013506185 A JP 2013506185A JP 2013506185 A JP2013506185 A JP 2013506185A JP 5866338 B2 JP5866338 B2 JP 5866338B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- fibers
- web
- fibrous web
- nonwoven fibrous
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J20/00—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof
- B01J20/28—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof characterised by their form or physical properties
- B01J20/28014—Solid sorbent compositions or filter aid compositions; Sorbents for chromatography; Processes for preparing, regenerating or reactivating thereof characterised by their form or physical properties characterised by their form
- B01J20/28028—Particles immobilised within fibres or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
- B01D39/163—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin sintered or bonded
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/407—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties containing absorbing substances, e.g. activated carbon
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/413—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties containing granules other than absorbent substances
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4374—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece using different kinds of webs, e.g. by layering webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43825—Composite fibres
- D04H1/43828—Composite fibres sheath-core
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43825—Composite fibres
- D04H1/4383—Composite fibres sea-island
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43825—Composite fibres
- D04H1/43832—Composite fibres side-by-side
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4382—Stretched reticular film fibres; Composite fibres; Mixed fibres; Ultrafine fibres; Fibres for artificial leather
- D04H1/43838—Ultrafine fibres, e.g. microfibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5412—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres sheath-core
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5414—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres side-by-side
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
- D04H1/541—Composite fibres, e.g. sheath-core, sea-island or side-by-side; Mixed fibres
- D04H1/5418—Mixed fibres, e.g. at least two chemically different fibres or fibre blends
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
- D04H3/147—Composite yarns or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/02—Types of fibres, filaments or particles, self-supporting or supported materials
- B01D2239/0216—Bicomponent or multicomponent fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/04—Additives and treatments of the filtering material
- B01D2239/0407—Additives and treatments of the filtering material comprising particulate additives, e.g. adsorbents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2239/00—Aspects relating to filtering material for liquid or gaseous fluids
- B01D2239/06—Filter cloth, e.g. knitted, woven non-woven; self-supported material
- B01D2239/065—More than one layer present in the filtering material
- B01D2239/0654—Support layers
-
- C—CHEMISTRY; METALLURGY
- C02—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F1/00—Treatment of water, waste water, or sewage
- C02F1/28—Treatment of water, waste water, or sewage by sorption
-
- C—CHEMISTRY; METALLURGY
- C02—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F—TREATMENT OF WATER, WASTE WATER, SEWAGE, OR SLUDGE
- C02F1/00—Treatment of water, waste water, or sewage
- C02F1/42—Treatment of water, waste water, or sewage by ion-exchange
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24322—Composite web or sheet
- Y10T428/24331—Composite web or sheet including nonapertured component
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/10—Scrim [e.g., open net or mesh, gauze, loose or open weave or knit, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2484—Coating or impregnation is water absorbency-increasing or hydrophilicity-increasing or hydrophilicity-imparting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2508—Coating or impregnation absorbs chemical material other than water
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2525—Coating or impregnation functions biologically [e.g., insect repellent, antiseptic, insecticide, bactericide, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/2877—Coated or impregnated polyvinyl alcohol fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/2885—Coated or impregnated acrylic fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/2893—Coated or impregnated polyamide fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/291—Coated or impregnated polyolefin fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/20—Coated or impregnated woven, knit, or nonwoven fabric which is not [a] associated with another preformed layer or fiber layer or, [b] with respect to woven and knit, characterized, respectively, by a particular or differential weave or knit, wherein the coating or impregnation is neither a foamed material nor a free metal or alloy layer
- Y10T442/2861—Coated or impregnated synthetic organic fiber fabric
- Y10T442/291—Coated or impregnated polyolefin fiber fabric
- Y10T442/2918—Polypropylene fiber fabric
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3707—Woven fabric including a nonwoven fabric layer other than paper
- Y10T442/378—Coated, impregnated, or autogenously bonded
- Y10T442/3846—Including particulate material other than fiber
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/40—Knit fabric [i.e., knit strand or strip material]
- Y10T442/494—Including a nonwoven fabric layer other than paper
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/603—Including strand or fiber material precoated with other than free metal or alloy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/654—Including a free metal or alloy constituent
- Y10T442/655—Metal or metal-coated strand or fiber material
Description
本出願は、その開示内容の全体を参照することにより本明細書に援用する米国特許仮出願第61/326,730号(2010年4月22日出願)の利益を主張する。
本開示は、化学的に活性な微粒子を含む不織布繊維ウェブに関し、より好ましくは、化学的に活性な微粒子を含む不織布繊維を組み込む流体濾過物品、並びにそのような物品及びウェブを作製及び使用する方法に関する。
「不織布繊維ウェブ」とは、交互に置かれるが、編布地におけるような特定可能な様式ではない、個々の繊維又はフィラメントの構造を有する物品又はシートを指す。不織布布地又はウェブは、例えば、メルトブロー法、スパンボンド法、及び結合カードウェブ法などの多くの方法から形成されている。

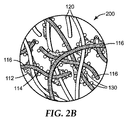
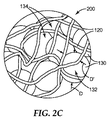
図1は、本開示による複数の別個の繊維200を含む、不織布繊維ウェブ100の例示的な一実施形態の斜視図である。図2A〜2Cは、図1の不織布繊維ウェブ100の3つの異なる実施形態の領域2の分解図を示す。したがって、図2Aに示される領域2の分解図によって示される例示的な一実施形態では、不織布繊維ウェブ100は、複数のランダムに配向された別個の繊維200と、複数の化学的に活性な微粒子130とを含み、このランダムに配向された別個の繊維110は、第1の融解温度を有する第1の領域112と、第2の融解温度を有する第2の領域114とを少なくとも含み、第1の融解温度は、第2の融解温度未満である。多成分繊維110は、不織布繊維ウェブの総重量の0重量%超〜10重量%(%wt.)未満を構成する。いくつかの例示的実施形態では、多成分繊維110は、別個の繊維の総重量の0重量%超〜10重量%未満を構成する。
本開示の不織布繊維ウェブ100は、以下の構成要素の1つ以上を含む。
図2Aに示されるいくつかの実施形態では、不織布繊維ウェブ100は、少なくとも第1の領域112と、第2の領域114とを有する多成分繊維110を含む、別個の繊維200を含み、第1の領域112は、第2の領域114よりも低い融解温度を有する。様々な異なる種類及び構成の多成分繊維110が存在する。適切な多成分繊維110は、例えば、米国特許第7,695,660号(Berriganら)、第6,057,256号(Kruegerら)、及び第5,486,410号、第5,662,728号、及び第5,972,808号(全てGroegerら)に記載される。
図2Bによって示されるいくつかの例示的実施形態では、不織布繊維ウェブ100は、第1の融解温度を有する、第1の集団の単一成分の別個の熱可塑性繊維116と、第1の融解温度を超える第2の融解温度を有する、第2の集団の単一成分の別個の充填繊維120とを含む、複数の別個の繊維200を含む。いくつかの例示的実施形態では、第1の集団の単一成分の別個の熱可塑性繊維116は、不織布繊維ウェブ100の総重量の0重量%超〜10重量%未満を構成する。
更なる例示的実施形態では、追加又は代替として、不織布繊維ウェブ100は、充填繊維120である別個の繊維200、つまり多成分繊維ではない繊維を含んでもよい。
上記のとおり、本開示による例示的不織布繊維ウェブ100は、複数の化学的に活性な微粒子を含む。化学的に活性な微粒子130は、任意の別個の微粒子であってもよく、室温で固体であり、外部流体位相との化学的相互作用を受けることができる。例示的な化学的相互作用としては、吸着、吸収、化学反応、化学反応の触媒、溶解などが挙げられる。
前述の例示的実施形態のいずれかでは、不織布繊維ウェブは、好ましくは、実質的に任意の追加のバインダを含まない。しかしながら、前述の実施形態のいくつかでは、不織布繊維ウェブは、複数のランダムに配向された別個の繊維の少なくとも一部分を被覆するバインダコーティングを更に含む。いくつかの例示的実施形態では、バインダは、液体又は固体粉末であってもよい。現状における特定の好適な例示的実施形態では、バインダは、化学的に活性な微粒子の表面を実質的に閉塞しない。
本開示の例示的不織布繊維ウェブは、サブマイクロメートル繊維、微細繊維、マクロ繊維、又は粗大繊維成分、例えば、粗大マイクロファイバーの少なくとも1つの追加層を随意に含んでもよい。少なくとも1つの繊維層は、不織布繊維ウェブ100の下層、支持層、若しくはコレクターであり得るか、又は上層若しくはカバー層であってもよい。少なくとも1つの繊維層は、不織布繊維ウェブ100と共形成され得るか、又は不織布繊維ウェブ100を形成する前に、ウェブロールとして予形成され、不織布繊維ウェブ100のためのコレクター若しくはカバー層を提供するように広げられ得るか、又は不織布繊維ウェブ100を形成した後に後形成され、不織布繊維ウェブ100に隣接して適用されてもよい。
本開示の不織布繊維ウェブは更に、支持層を含み得る。現状における好適な特定の実施形態では、追加支持体層は多孔質である。存在する場合は、追加支持体層は、複合不織繊維物品の強度のほとんどをもたらし得る。一部の実施形態では、上述のサブマイクロメートル繊維構成要素は、強度が非常に低い傾向があり、通常の取り扱い中に損傷する可能性がある。サブマイクロメートル繊維成分を支持体層に取り付けることで、サブマイクロメートル繊維成分に強度が与えられる一方、サブマイクロメートル繊維成分の高い多孔性、及びそれによる所望の吸収性が保持される。多層不織布繊維ウェブ構造はまた、ロール形状へのウェブの巻取り、ロールからのウェブの取り出し、成型、ひだ付け、折りたたみ、ステープル処理、織り込みなどが挙げられるがこれらに限定されない、更なる処理に対する十分な強度をもたらし得る。
いくつかの例示的実施形態では、本開示の不織布繊維ウェブ100は、不織布繊維ウェブ100に隣接する随意のカバー層を更に含んでもよい。特定の例示的実施形態では、随意のカバー層は多孔質である。いくつかの例示的実施形態では、随意のカバー層は、サブマイクロメートル繊維を含む。現状において好適な特定の実施形態では、不織布繊維ウェブは、コレクター及びカバー層の両方を含む。
いくつかの例示的実施形態では、好ましいマイクロファイバー又は粗大繊維成分は、少なくとも1μmの集団メジアン繊維径を有するマイクロファイバーの集団を含む。他の実施形態では、好ましい粗大繊維成分は、少なくとも10μmの集団メジアン繊維径を有するマイクロ繊維(より好ましくはポリマーマイクロ繊維)の集団を含む。特定の他の例示的な実施形態では、マイクロ繊維成分は、約2μm〜約100μmの範囲の集団メジアン繊維径を有する繊維集団を含む。更なる例示的な実施形態では、マイクロ繊維成分は、約5μm〜約50μmの範囲のメジアン繊維径を有する繊維集団を含む。
マイクロファイバー集団の製造及び堆積には数々の方法を用いることができ、これはメルトブロー法、溶融紡糸、フィラメント押出、プレキシフィラメント形成、スパンボンド、湿式紡糸、乾式紡糸、又はこれらの組み合わせを含むが、これらに限られない。マイクロ繊維を形成する適切な工程が、米国特許第6,315,806号(Torobin)、第6,114,017号(Fabbricanteら)、第6,382,526 B1号(Renekerら)、及び第6,861,025 B2号(Ericksonら)に記載されている。あるいはまた、米国特許第4,118,531号(Hauser)に記載の工程を使用して、マイクロ繊維の集団を短繊維に形成又は変化させ、サブマイクロメートル繊維の集団と組み合わせてもよい。特定の代表的実施形態では、マイクロ繊維の集合は、後述するように、熱結合、接着剤結合、粉末バインダ結合、水流交絡、ニードルパンチ、カレンダー加工、又はこれらの組み合わせを用いて結合が達成できる、結合させたマイクロ繊維のウェブを含んでいてもよい。
本開示の例示的な一実施形態では、支持体層は、ポリプロピレン繊維を含むスパンボンド布地を含む。本開示の更なる代表的な実施形態では、支持層は、短繊維長繊維のカードウェブを含み、この場合、短繊維長繊維は、(i)低融解温度繊維若しくはバインダ繊維と(ii)高融解温度繊維若しくは構造繊維とを含む。典型的に、バインダ繊維の融解温度と構造繊維の融解温度との差は少なくとも10℃超であるが、バインダ繊維の融点は、構造繊維の融解温度よりも少なくとも10℃低い。好適なバインダ繊維は、上述のポリマー繊維のうちのいずれかを含むが、これらに限られない。好適な構造繊維は、上述のポリマー繊維のうちのいずれか、並びにセラミック繊維、ガラス繊維、及び金属繊維などの無機繊維、並びにセルロース繊維などの有機繊維を含むが、これらに限られない。
本開示の例示的な不織布繊維ウェブ100は、サブマイクロメートル繊維の集団を随意に含んでもよい。いくつかの現状において好適な実施形態では、サブマイクロメートル繊維の集団は、不織布繊維ウェブ100に隣接する層を含む。サブマイクロメートル繊維成分を含む少なくとも1つの層は、下層(例えば、不織布繊維ウェブ100の支持層又はコレクター)であってもよいが、より好ましくは上層又はカバー層として使用される。サブマイクロメートル繊維の集団は、不織布繊維ウェブ100と共形成され得るか、又は不織布繊維ウェブ100を形成する前にウェブロール(図3のウェブロール260及び262を参照)として予形成され、展開されて不織布繊維ウェブ100のコレクター(例えば、図3のウェブロール260及びコレクター232を参照)若しくはカバー層(例えば、図3のウェブロール262及びカバー層230を参照)を提供し得るか、又は代替若しくは追加として、不織布繊維ウェブ100を形成した後に後形成され、不織布繊維ウェブ100に隣接、好ましくは上重ねするように適用されてもよい(例えば、図3の不織布繊維ウェブ100に繊維218を適用する後形成アプリケーター216)。
サブミクロン繊維の製造及び堆積には数々の方法を用いることができ、これはメルトブロー法、溶融紡糸、電界紡糸、ガスジェットフィブリル化法、又はこれらの組み合わせを含むが、これらに限られない。好適なプロセスとしては、米国特許第3,874,886号(Levecqueら)、同第4,363,646号(Torobin)、同第4,536,361号(Torobin)、同第6,183,670号(Torobin)、同第5,227,107号(Dickensonら)、同第6,114,017号(Fabbricanteら)、同第6,382,526 B1号(Renekerら)、同第6,743,273号(Chungら)、同第6,800,226号(Gerking)、及び同第6,861,025 B2号(Ericksonら)に開示されるプロセスが挙げられるが、これらに限られない。サブマイクロメートル繊維を形成するために特に好適な一プロセスは、係属中の米国特許出願第61/238,761号、表題「APPARATUS,SYSTEM,AND METHOD FOR FORMING NANOFIBERS AND NANOFIBER WEBS」(Mooreら)において説明されている。サブマイクロメートル繊維を形成するための現状において好適なプロセスは、電界紡糸プロセス、例えば、米国特許第1,975,504号(Formhals)に記載のプロセスである。
本開示は、前述の実施形態のいずれかに従って不織布繊維ウェブを作製する方法であって、上末端部及び下末端部を有する形成チャンバを提供する工程と、複数の別個の繊維を形成チャンバの上末端部の中に導入する工程と、複数の化学的に活性な微粒子を形成チャンバの中に導入する工程と、形成チャンバ内で別個の繊維を化学的に活性な微粒子と混合して、繊維微粒子混合物を形成する工程と、繊維微粒子混合物を形成チャンバの下末端部に輸送して、不織布繊維ウェブを形成する工程と、化学的に活性な微粒子を不織布繊維ウェブに固定する工程と、を含む方法も提供する。
複数の別個の繊維200、及び複数の化学的に活性な微粒子130を含む不織布繊維ウェブ100の前述の例示的実施形態のいずれかを使用して、気体濾過物品、液体濾過物品、表面洗浄物品、絶縁物品、細胞成長支持物品、薬物送達物品、個人用衛生物品、及び創傷包帯物品から選択される物品を作製してもよい。
繊維
1.3デニール及び3mm長のTREVIRA T255タイプの2成分繊維(Trevira GmbH(ドイツ、ボビンゲン)から市販)。
30×60CTC 60タイプの活性炭(Kuraray Chemicals Co.,Ltd.,Osaka,Japanから市販)。
支持層1:坪量80g/m2のJM688−80(Johns Manville GmbH,Berlin,Germanyから市販)。
実施例2(LCC)の不織布繊維ウェブを含有する活性炭のバインダ(接着剤):Eastoflexホットメルト接着タイプE1220PL、プロピレン−エチレンコポリマー系、Eastman Chemical Company,Kingsport/TN,USAから市販。ウェブ積層のためのバインダ(接着剤):3M Spray−Mount、3M Company,St.Paul,Minnesota,USAから市販。
プリーツフィルターの圧力低下試験
プリーツ複合フィルターの試料は、DIN 71460−1に従って試験した。試料は、プリーツ高30mm、プリーツ距離10mmを有した。プリーツ状の濾材は、長さ250mm及び幅200mmの寸法を有する、面積50000mm2=0.05m2のポリエステル構造で作製されたフィルターカセット内に保持した。得られたプリーツ数は25であった。したがって、有効なフィルター面積Aeffは、2×プリーツ高×幅×プリーツ数=0.3m2である。空気流の値は、100及び600m3/時間からの試験中に増加した。結果は、[Pa]で記録した。
プリーツ複合フィルターの試料は、DIN 71460−2に従って試験した。試料は、プリーツ高30mm、プリーツ距離10mmを有した。プリーツ状の濾材は、長さ250mm及び幅200mmの寸法を有する、面積50000mm2=0.05m2のポリエステル構造で作製されたフィルターカセット内に保持した。得られたプリーツ数は25であった。したがって、有効なフィルター面積Aeffは、2×プリーツ高×幅×プリーツ数=0.3m2である。
化学的に活性な微粒子を含有する例示的不織布繊維ウェブの坪量は、計量スケールMETTLER AT400又はXS4002S(Mettler−Toledo SAS,Viroflay,Franceから市販)を用いて測定した。
化学的に活性な微粒子を含有する例示的不織布繊維ウェブは、Nikon Digital Sights DS Fi1タイプのカメラヘッド(Nikon Instruments Europe B.V.,Amstelveen,Netherlands)から市販)を備える、SZX12タイプのOlympus顕微鏡(Olympus,Center Valley,Pennsylvaniaから市販)を使用して、目視検査した。
メルトブローン不織布ウェブは、以下のように調製した。オリゴマーヒンダードアミンCHIMASSORB 944FL(Ciba−Geigy Corp.,Hawthorne,New York)から入手可能)を、単一ネジ押出成形機内で、40:60の比でポリ(4−メチル−1−ペンテン)(TPX DX 820、Mitsui Petrochemical Industries,Tokyo,Japan)から入手可能)に融解配合し、得られたブレンドを直径の大きい繊維の中に押出した。続いて、繊維をすりつぶして粉末にした(0.125インチ(0.318cm)メッシュ)。メルトブローンマイクロファイバーウェブの調製中に供給されたポリプロピレンペレット(Exxon Corp.,Houston,Texasから入手可能な400メルトフローインデックスポリプロピレン樹脂)に粉末を添加して、98重量%のポリプロピレン、1.2重量%のポリ(4−メチル−l−ペンテン)、及び0.8重量%のCHIMASSORB 944FLからなるポリプロピレン樹脂組成物を得た。
以下の実施例のそれぞれにおいて、SPIKEエアレイ形成装置(FormFiber NV,Denmarkから市販)を使用して、複数の別個の繊維と、複数の化学的に活性な微粒子とを含有する、不織布繊維ウェブを調製した。SPIKE装置及びエアレイウェブを形成する際にSPIKE装置を使用する方法に関する詳細は、米国特許第7,491,354号及び同第6,808,664号に記載される。
活性炭を含有する繊維ウェブは、活性炭微粒子及び2成分繊維を、幅0.6m、速度1m/分のコンベヤーベルトを用いて、2つの回転スパイクローラーを備える、スプリットプレオープン及びブレンドチャンバに供給することによって調製した。活性炭微粒子は、252g/分の質量流量でこのチャンバに供給し、ウェブ内で420g/m2の活性炭微粒子の坪量を得た。2成分繊維を、同一のコンベヤーベルトに載せて、質量流量18g/分で同時にこのチャンバに供給し、ウェブ内で30g/m2の坪量を得た(活性炭微粒子及び2成分繊維の坪量の6.6重量%に等しい)。その後、同一のコンベヤーベルトを用いて、2300m3/時間の流量、及びその呼び容量の55〜60%の設定を有する送風機を備える、形成チャンバの上部にブレンドを供給した。
この活性炭を含有する繊維ウェブは、形成チャンバの中に供給された活性炭微粒子及び2成分繊維の量が異なることを除いて、実施例1aの不織布繊維ウェブと同様に作製した。ここで、396g/分の活性炭微粒子を、上述と同一のコンベヤー(同様に幅0.6mであり、1m/分の速度で走行する)を用いてチャンバの中に供給し、ウェブ内でKuraray 30×60CTC 60タイプの坪量660g/m2の活性炭を得た。ウェブ内で坪量45g/m2の2成分繊維を得るために、同一コンベヤーベルトの上でチャンバに同時に供給される繊維の質量流量は、27g/分であった。その後、形成チャンバの中に供給され、上述のとおり加工された。
この活性炭を含有するウェブは、活性炭を含有するウェブをオーブンに曝露した後、活性炭を含有するウェブから支持層(すなわち、コレクター)を除去することを除いて、実施例1aの不織布繊維ウェブと同様に作製した。
この活性炭を含有するウェブは、420g/m2の量の活性炭微粒子を、74g/m2のEastoflex E1220PLタイプの接着剤と混合し(活性炭微粒子及び接着剤の坪量の15重量%を表す)、支持層1上の活性炭を含有するウェブに形成されることを除いて、実施例1aの不織布繊維ウェブと同様に作製した。
PUROLITE C107Eタイプのイオン交換ビーズを504g/分チャンバの質量流量で供給することによって、イオン交換樹脂ビーズを含有するウェブを調製し、ウェブ内に840g/m2の坪量を得るために、1m/分の速度で走行する幅0.6mのコンベヤーベルトで、2つの回転スパイクローラーを備える、スプリットプレオープン、ブレンドチャンバの中に供給した。
イオン交換樹脂ビーズを含有するウェブは、形成チャンバの中に供給されるTREVIRA T255繊維が、1.3デニール及び長さ6mmのタイプであることを除いて、実施例3aの不織布繊維ウェブについて記載のとおり調製した。ビーズを幅0.6m、速度1m/分で走行するコンベヤーベルトに載せて、質量流量288g/分でチャンバに供給し、ウェブ内のPUROLITE C107Eイオン交換ビーズの場合、480g/m2の坪量を得た。繊維を、同一のコンベヤーベルトに載せて、質量流量18g/分でチャンバの中に同時に供給し、ウェブ内の2成分TREVIRA T255繊維の場合、30g/m2の坪量を得た。その後、別個の繊維を形成チャンバの中に供給し、上述のとおり加工した。
活性炭を含有するウェブは、300MDタイプの活性炭微粒子及びPP及びPETタイプの熱可塑性単一成分繊維を、幅0.6m、速度1m/分のコンベヤーベルトで、2つの回転スパイクローラーを備える、スプリットプレオープン、ブレンドチャンバの中に供給することによって調製した。活性炭微粒子は、質量流量400g/分で、下流側からこのチャンバの下部に供給され、ウェブ内で125g/m2の活性炭微粒子の坪量を得た。水スプレーは使用しなかった。
LMF 2成分繊維及びECORA大豆繊維を、幅0.6m、速度0.7m/分のコンベヤーベルトで、2つの回転スパイクローラーを備える、スプリットプレオープン、ブレンドチャンバの中に供給した。2成分繊維を、このコンベヤーベルトに載せて、質量流量20g/分で同時にこのチャンバに供給し、ウェブ内で20g/m2の坪量を得た(活性炭微粒子及び2成分大豆繊維の坪量の3重量%に等しい)。大豆繊維を、このコンベヤーベルトに載せて、質量流量80g/分でこのチャンバに供給し、ウェブ内で80g/m2の坪量を得た(活性炭微粒子及び2成分大豆繊維の坪量の13重量%に等しい)。その後、同一のコンベヤーベルトを用いて、2300m3/時間の流量、及びその呼び容量の48%の設定を有する送風機を備える、形成チャンバの上部にブレンドを供給した。
Trevira T−255 2成分繊維及びTianZhou再生竹繊維を、幅0.6m、速度0.7m/分のコンベヤーベルトで、2つの回転スパイクローラーを備える、スプリットプレオープン、ブレンドチャンバの中に供給した。2成分繊維を、このコンベヤーベルトに載せて、質量流量6.3g/分で同時にこのチャンバに供給し、ウェブ内で12g/m2の坪量を得た(活性炭微粒子及び2成分再生竹繊維の坪量の1.5重量%に等しい)。再生竹繊維を、このコンベヤーベルトに載せて、質量流量63.7g/分でこのチャンバに供給し、ウェブ内で118g/m2の坪量を得た(活性炭微粒子及び2成分再生竹繊維の坪量の14.2重量%に等しい)。その後、同一のコンベヤーベルトを用いて、2300m3/時間の流量、及びその呼び容量の50%の設定を有する送風機を備える、形成チャンバの上部にブレンドを供給した。
Trevira T−255 2成分繊維及びTianZhou再生竹繊維を、幅0.6m、速度0.7m/分のコンベヤーベルトで、2つの回転スパイクローラーを備える、スプリットプレオープン、ブレンドチャンバの中に供給した。2成分繊維を、このコンベヤーベルトに載せて、質量流量6.3g/分で同時にこのチャンバに供給し、ウェブ内で10g/m2の坪量を得た(活性炭微粒子及び2成分再生竹繊維の坪量の7.7重量%に等しい)。再生竹繊維を、このコンベヤーベルトに載せて、質量流量63.7g/分でこのチャンバに供給し、ウェブ内で105g/m2の坪量を得た(活性炭微粒子及び2成分再生竹繊維の坪量の80.8重量%に等しい)。その後、同一のコンベヤーベルトを用いて、2300m3/時間の流量、及びその呼び容量の50%の設定を有する送風機を備える、形成チャンバの上部にブレンドを供給した。
PSBNF単一成分繊維及びTianZhou再生竹繊維を、幅0.6m、速度0.7m/分のコンベヤーベルトで、2つの回転スパイクローラーを備える、スプリットプレオープン、ブレンドチャンバの中に供給した。単一成分繊維を、このコンベヤーベルトに載せて、質量流量7g/分でこのチャンバに供給し、ウェブ内で10g/m2の坪量を得た(活性炭微粒子及び単一成分再生竹繊維の坪量の0.9重量%に等しい)。再生竹繊維を、このコンベヤーベルトに載せて、質量流量63g/分でこのチャンバに供給し、ウェブ内で95g/m2の坪量を得た(活性炭微粒子及び単一成分再生竹繊維の坪量の8.6重量%に等しい)。その後、同一のコンベヤーベルトを用いて、2300m3/時間の流量、及びその呼び容量の60%の設定を有する送風機を備える、形成チャンバの上部にブレンドを供給した。
PSBNF単一成分繊維及びTianZhou再生竹繊維を、幅0.6m、速度0.7m/分のコンベヤーベルトで、2つの回転スパイクローラーを備える、スプリットプレオープン、ブレンドチャンバの中に供給した。単一成分繊維を、このコンベヤーベルトに載せて、質量流量35g/分でこのチャンバに供給し、ウェブ内で49g/m2の坪量を得た(活性炭微粒子及び単一成分再生竹繊維の坪量の5重量%に等しい)。再生竹繊維を、このコンベヤーベルトに載せて、質量流量35g/分でこのチャンバに供給し、ウェブ内で49g/m2の坪量を得た(活性炭微粒子及び単一成分再生竹繊維の坪量の5重量%に等しい)。その後、同一のコンベヤーベルトを用いて、2300m3/時間の流量、及びその呼び容量の50%の設定を有する送風機を備える、形成チャンバの上部にブレンドを供給した。
例示的な流体濾過物品は、実施例1〜4に記載の化学的に活性な微粒子を含む不織布繊維ウェブを使用して調製した。
メルトブローン不織布ウェブを、実施例1aの活性炭を含有する不織布繊維ウェブの上面に積層し、微粒子フィルター層及び気体吸着層を備える複合フィルターを形成した。3M Spray mount接着剤(3M Company,St.Paul,Minnesotaから市販)を、約10g/m2の量でメルトブローン不織布ウェブの底面に適用した後、メルトブローン不織布ウェブを含む微粒子フィルター層を、気体吸着層に手で押しつけた。得られた顕微鏡写真を図6Aに示す。
実施例1bの活性炭を含有する不織布繊維ウェブを使用したことを除いて、実施例6に記載のとおり複合フィルターを調製した。上述のとおり、活性炭を含有するウェブ1b中の活性炭の量は、660g/m2であり、繊維の量は、45g/m2であった。上述のように、活性炭微粒子及び繊維をブレンドして、形成チャンバの中に供給し、収集して実施例1bの不織布繊維ウェブを形成した。得られた顕微鏡写真を図6Bに示す。
上述のように、実施例3aのイオン交換ビーズを含有するウェブを使用して、イオン交換フィルターを調製し(1.3デニール、長さ3mmのTREVIRA T255繊維から作製)、寸法100×100mmの試料に形成した。得られた試料の坪量を測定し、結果を表4に示す。続いて、試料を直径95mmの円形に切断した。顕微鏡写真を使用して、試料を目視検査し、三次元不織布繊維ウェブ内のイオン交換ビーズの分散及び結合特性を決定した。
実施例3bのイオン交換ビーズを含有する不織布繊維ウェブを使用したことを除いて、実質的に実施例8に記載されるように、イオン交換フィルターを調製した。PUROLITE C107Eのイオン交換ビーズの坪量は、480g/m2であり、1.3デニール及び長さ6mmの2成分繊維T255の坪量は、30g/m2であり、これらを使用して寸法100×100mmの試料を形成した。続いて、試料を直径95mmの円形に切断した。顕微鏡写真を使用して、試料を目視検査し、三次元繊維不織布繊維ウェブ内のイオン交換ビーズの分散及び結合特性を決定した。得られた顕微鏡写真を図6Cに示す(不織布繊維ウェブの裏側から見たもの、繊維に封入又は捕捉された化学的に活性な微粒子を示す)。
活性炭を含有するウェブを別に調製したことを除いて、実施例1に記載のように、微粒子フィルター層及び気体効率層を備える複合フィルターを調製した。ここで、実施例2の活性炭を含有する不織布繊維ウェブを使用した。420g/m2の量の活性炭微粒子を、74g/m2のEastoflex E1220PLタイプの接着剤と混合し(活性炭微粒子及び接着剤の坪量の15重量%を表す)、活性炭を含有するウェブを形成した。
得られたフィルターカセットを、上述のように、圧力低下試験及びガス効率試験に供した。表1は、実施例5及び6、並びに比較実施例1に関して上述のように、プリーツ状複合フィルターの圧力低下試験の試験結果を示す。表2は、実施例5及び6、並びに比較実施例1に関して、n−ブタンを用いたガス効率試験の試験結果を示す。表3は、実施例5及び6、並びに比較実施例1に関して、トルエンを用いたプリーツ状複合フィルターのガス効率試験の試験結果を示す。表4は、実施例7及び8に関して、坪量測定の結果を示す。
実施例1cの活性炭を含有する不織布繊維ウェブを使用して、複合フィルターを調製した(活性炭の量は、420g/m2であった)。市販の電界紡糸装置、NANOSPIDER NS Rozl to Rollナノ繊維電界紡糸パイロットマシン(Elmarco s.r.o Company,Nanodivision,Ruzodol,Czech Republicから入手可能)を使用して、サブマイクロメートル繊維層を、実施例1cの活性炭を含有する不織布繊維ウェブの下面(すなわち、支持層が上述のように除去された表面)の上に堆積させた。
ローラー電極回転速度:0.2RPM
ローラー電極と対電極との間の距離:11cm
ローラー電極と対電極との間で以下の電界条件を維持した。
出力電流:220Amp
次に、収集したPVAサブマイクロメートル繊維コーティング不織布繊維ウェブを、直径5×5mmの正方形試料に形成した。活性炭微粒子を配合した不織布繊維ウェブ上のサブマイクロメートルPVA繊維層のコーティングをチェックするために、試料を目視検査した。Nikon Digital Sights DS Fi1タイプのカメラヘッド(Nikon Instruments Europe B.V.から市販)を備えるOlympus顕微鏡SZX12タイプ(Olympus,Inc.Center Valley,Pennsylvania市販)を使用して、顕微鏡写真を生成した。得られた顕微鏡写真を、図6D〜6Eに示す。
本明細書に記載の実施態様の一部を項目[1]−[34]に記載する。
[項目1]
第1の融解温度を有する第1の領域及び第2の融解温度を有する第2の領域を少なくとも備える多成分繊維を含む、複数のランダムに配向された別個の繊維であって、前記第1の融解温度が、前記第2の融解温度未満である、複数のランダムに配向された別個の繊維と、
複数の化学的に活性な微粒子であって、その少なくとも一部分が、前記多成分繊維の少なくとも一部分の前記少なくとも第1の領域に結合される、複数の化学的に活性な微粒子と、
を含む、不織布繊維ウェブであって、更に前記別個の繊維の少なくとも一部分が、複数の交点において、前記多成分繊維の前記第1の領域と一緒に結合され、前記多成分繊維が、前記不織布繊維ウェブの総重量の0重量%超〜10重量%未満の量で繊維ウェブに含まれる、不織布繊維ウェブ。
[項目2]
前記複数のランダムに配向された別個の繊維の0重量%超〜10重量%未満が、多成分繊維である、項目1に記載の不織布繊維ウェブ。
[項目3]
前記多成分繊維が、2成分繊維である、項目1又は2に記載の不織布繊維ウェブ。
[項目4]
前記多成分繊維が、ポリエステル、ポリアミド、ポリオレフィン、環状ポリオレフィン、ポリオレフィン系熱可塑性エラストマー、ポリ(メタ)アクリル酸、ポリビニルハロゲン化物、ポリアクリロニトリル、ポリウレタン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンスルフィド、ポリスルフォン、ポリオキシメチレン、流体結晶ポリマー、及びそれらの組み合わせからなる群から選択されるポリマーを含む、項目1〜3のいずれか一項に記載の不織布繊維ウェブ。
[項目5]
複数のランダムに配向された別個の繊維であって、第1の融解温度を有する第1の集団の単一成分の別個の熱可塑性繊維と、前記第1の融解温度を超える第2の融解温度を有する第2の集団の単一成分の別個の繊維とを含む、複数のランダムに配向された別個の繊維と、
複数の化学的に活性な微粒子であって、その少なくとも一部分が、前記第1の集団の単一成分の別個の繊維の少なくとも一部分に結合される、複数の化学的に活性な微粒子と、
を含み、更に前記第1の集団の単一成分の別個の繊維の少なくとも一部分が、前記第2の集団の単一成分の別個の繊維の少なくとも一部分に結合される、不織布繊維ウェブ。
[項目6]
前記第1の集団の単一成分の別個の熱可塑性繊維が、前記複数のランダムに配向された別個の繊維の0重量%超〜10重量%未満を構成する、項目5に記載の不織布繊維ウェブ。
[項目7]
前記第1の集団の単一成分の別個の熱可塑性繊維が、ポリエステル、ポリアミド、ポリオレフィン、環状ポリオレフィン、ポリオレフィン系熱可塑性エラストマー、ポリ(メタ)アクリル酸、ポリビニルハロゲン化物、ポリアクリロニトリル、ポリウレタン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンスルフィド、ポリスルフォン、ポリオキシメチレン、流体結晶ポリマー、及びそれらの組み合わせからなる群から選択されるポリマーを含む、項目5又は6に記載の不織布繊維ウェブ。
[項目8]
前記第1の融解温度が、少なくとも50℃であり、更に前記第2の融解温度が、前記第1の融解温度を少なくとも10℃超える、項目1〜7のいずれか一項に記載の不織布繊維ウェブ。
[項目9]
前記第1の融解温度が、少なくとも100℃であり、更に前記第2の融解温度が、前記第1の融解温度を少なくとも30℃超える、項目8に記載の不織布繊維ウェブ。
[項目10]
複数の介在空隙を含む凝集繊維ウェブを形成するように交絡した複数のランダムに配向された別個の繊維であって、それぞれの介在空隙が、少なくとも2つの重複する繊維によって画定された少なくとも1つの開口部を有する空隙体積を画定し、前記少なくとも1つの開口部が、メジアン寸法を有する、複数のランダムに配向された別個の繊維と、
前記凝集繊維ウェブ内に分散する複数の化学的に活性な微粒子と、を含み、前記化学的に活性な微粒子が、前記空隙体積未満の容積と、前記メジアン寸法を超えるメジアン粒径を呈し、更に前記化学的に活性な微粒子が、前記繊維に実質的に結合されず、任意に前記繊維が、実質的に互いに結合されない、不織布繊維ウェブ。
[項目11]
前記複数のランダムに配向された別個の繊維の少なくとも一部分が、天然繊維、非熱可塑性ポリマー繊維、炭素繊維、セラミック繊維、金属繊維、及びそれらの組み合わせからなる群から選択される、項目1〜10のいずれか一項に記載の不織布繊維ウェブ。
[項目12]
前記複数のランダムに配向された別個の繊維の少なくとも一部分が、ポリプロピレン、ポリエチレン、ポリエステル、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリウレタン、ポリブテン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンスルフィド、ポリスルフォン、流体結晶ポリマー、ポリエチレン−コ−ビニル酢酸、ポリアクリロニトリル、環状ポリオレフィン、ポリオキシメチレン、ポリオレフィン系熱可塑性エラストマー、又はそれらの組み合わせを含む、項目1〜11のいずれか一項に記載の不織布繊維ウェブ。
[項目13]
前記不織布繊維ウェブの少なくとも10重量%が、化学的に活性な微粒子を含む、項目1〜12のいずれか一項に記載の不織布繊維ウェブ。
[項目14]
前記化学的に活性な微粒子が、吸着粒子、乾燥粒子、金属粒子、殺生物剤粒子、マイクロカプセル、及びそれらの組み合わせからなる群から選択される、項目1〜13のいずれか一項に記載の不織布繊維ウェブ。
[項目15]
前記化学的に活性な微粒子が、活性炭粒子、活性アルミナ粒子、シリカゲル粒子、アニオン交換樹脂粒子、カチオン交換樹脂粒子、モレキュラーシーブ粒子、珪藻土粒子、抗菌化合物粒子、及びそれらの組み合わせからなる群から選択される、項目1〜14のいずれか一項に記載の不織布繊維ウェブ。
[項目16]
前記化学的に活性な微粒子が、実質的に前記不織布繊維ウェブの厚さ全体にわたって分散する、項目1〜15のいずれか一項に記載の不織布繊維ウェブ。
[項目17]
前記化学的に活性な微粒子が、実質的に前記不織布繊維ウェブの主表面上に分散される、項目1〜15のいずれか一項に記載の不織布繊維ウェブ。
[項目18]
前記不織布繊維ウェブが、いかなる追加のバインダも実質的に含まない、項目1〜17のいずれか一項に記載の不織布繊維ウェブ。
[項目19]
前記複数のランダムに配向された別個の繊維の少なくとも一部分を被覆するバインダコーティングを更に含み、前記バインダが、前記化学的に活性な微粒子の表面を実質的に閉塞させない、項目1〜17のいずれか一項に記載の不織布繊維ウェブ。
[項目20]
スクリーン、スクリム、メッシュ、不織布、織布、編布地、発泡体層、多孔質フィルム、穿孔フィルム、フィラメントのアレイ、溶融フィブリル化繊維ウェブ、メルトブローン繊維ウェブ、スパンボンド繊維ウェブ、エアレイド繊維ウェブ、ウェットレイド繊維ウェブ、カード繊維ウェブ、水流交絡繊維ウェブ、及びそれらの組み合わせからなる群から選択される支持層を更に含む、項目1〜19のいずれか一項に記載の不織布繊維ウェブ。
[項目21]
複数のマイクロファイバー、複数のサブマイクロメートル繊維、及びそれらの組み合わせからなる繊維カバー層を更に含む、項目1〜20のいずれか一項に記載の不織布繊維ウェブ。
[項目22]
前記繊維カバー層が、メルトブロー、溶融紡糸、電界紡糸、プレキシフィラメント形成、ガスジェットフィブリル化、繊維スプリット加工、又はそれらの組み合わせによって形成された、1μm未満のメジアン繊維径を有するサブマイクロメートル繊維の集団を含む、項目21に記載の不織布繊維ウェブ。
[項目23]
気体濾過物品、液体濾過物品、表面洗浄物品、断熱物品、細胞成長支持物品、薬物送達物品、個人用衛生物品、及び創傷包帯物品からなる群から選択される、項目1〜22のいずれか一項に記載の不織布繊維ウェブを含む物品。
[項目24]
項目1〜22のいずれか一項に記載の不織布繊維ウェブと、
前記不織布繊維ウェブを包囲する流体不透過性筐体であって、前記不織布繊維ウェブの第1の主表面と流体連通する少なくとも1つの流体入口と、前記不織布繊維ウェブの第1の主表面に対向する、前記不織布繊維ウェブの第2の主表面と流体連通する少なくとも1つの流体出口とを含む、筐体と、
を備える、流体濾過物品。
[項目25]
不織布繊維ウェブを作製する方法であって、
上末端部及び下末端部を有する形成チャンバを提供する工程と、
複数の別個の繊維を前記形成チャンバの前記上末端部の中に導入する工程と、
複数の化学的に活性な微粒子を前記形成チャンバの中に導入する工程と、
前記形成チャンバ内で、前記複数の別個の繊維を前記複数の化学的に活性な微粒子と混合して、繊維粒子混合物を形成する工程と、
前記繊維粒子混合物を前記形成チャンバの前記下末端部に輸送して、不織布繊維ウェブを形成する工程と、
前記化学的に活性な微粒子を前記不織布繊維ウェブに固定する工程と、を含む、項目1〜22のいずれか一項に記載の不織布繊維ウェブの作製方法。
[項目26]
前記不織布繊維ウェブの0重量%超〜10重量%未満が、第1の融解温度を有する第1の領域と、第2の融解温度を有する第2の領域とを少なくとも備える多成分繊維である、別個の繊維を含み、前記第1の融解温度が、前記第2の融解温度未満であり、前記化学的に活性な微粒子を前記不織布繊維ウェブに固定する工程が、前記多成分繊維を、少なくとも前記第1の融解温度であり、かつ前記第2の融解温度未満である温度に加熱することを含み、それによって、前記化学的に活性な微粒子の少なくとも一部分が、前記多成分繊維の少なくとも一部分の前記少なくとも第1の領域に結合することによって、前記不織布繊維ウェブに固定され、前記別個の繊維の少なくとも一部分が、複数の交点において、前記多成分繊維の前記第1の領域と一緒に結合される、項目25に記載の方法。
[項目27]
前記複数の別個の繊維が、第1の融解温度を有する単一成分の別個の熱可塑性繊維の第1の集団と、前記第1の融解温度を超える第2の融解温度を有する単一成分の別個の繊維の第2の集団と、を含み、前記化学的に活性な微粒子を前記不織布繊維ウェブに固定する工程が、前記第1の集団の単一成分の別個の熱可塑性繊維を、少なくとも第1の融解温度であり、かつ前記第2の融解温度未満である温度に加熱することを含み、それによって、前記化学的に活性な微粒子の少なくとも一部分が、前記第1の集団の単一成分の別個の繊維の少なくとも一部分に結合され、更に前記第1の集団の単一成分の別個の繊維の少なくとも一部分が、前記第2の集団の単一成分の別個の繊維の少なくとも一部分に結合される、項目25に記載の方法。
[項目28]
前記化学的に活性な微粒子を前記不織布繊維ウェブに固定する工程が、熱接着、自己結合、接着剤結合、粉末バインダ結合、水流交絡、ニードルパンチング、カレンダー加工、又はそれらの組み合わせの少なくとも1つを含む、項目25〜27のいずれか一項に記載の方法。
[項目29]
前記化学的に活性な微粒子を前記不織布繊維ウェブに固定する工程が、前記別個の繊維を交絡させることを含み、それによって、複数の介在空隙を含む凝集不織布繊維ウェブを形成し、それぞれの介在空隙が、少なくとも2つの重複する繊維によって画定された少なくとも1つの開口部を有する空隙体積を画定し、前記少なくとも1つの開口部が、メジアン寸法を有し、更に、前記化学的に活性な微粒子が、前記空隙体積未満の体積、及び前記メジアン寸法を超えるメジアン粒径を呈し、加えて前記化学的に活性な微粒子が、実質的に前記別個の繊維に結合されず、任意に前記別個の繊維が、実質的に互いに結合されない、項目25に記載の方法。
[項目30]
液体が前記形成チャンバの中に導入されて、前記別個の繊維の少なくとも一部分をぬれた状態にし、それによって前記化学的に活性な微粒子の少なくとも一部分が、前記形成チャンバ内で前記別個の繊維のぬれた部分に接着する、項目25〜29のいずれか一項に記載の方法。
[項目31]
前記複数の化学的に活性な微粒子が、前記上末端部、前記下末端部、前記上末端部と前記下末端部の間、又はそれらの組み合わせにおいて、前記形成チャンバの中に導入される、項目25〜30のいずれか一項に記載の方法。
[項目32]
前記不織布繊維ウェブが、コレクター上で形成され、更に前記コレクターが、スクリーン、スクリム、メッシュ、不織布、織布、編布地、発泡体層、多孔質フィルム、穿孔フィルム、フィラメントのアレイ、溶融フィブリル化繊維ウェブ、メルトブローン繊維ウェブ、スパンボンド繊維ウェブ、エアレイド繊維ウェブ、ウェットレイド繊維ウェブ、カード繊維ウェブ、水流交絡繊維ウェブ、及びそれらの組み合わせからなる群から選択される、項目25〜31のいずれか一項に記載の方法。
[項目33]
不織布繊維ウェブに上重ねする繊維カバー層を適用することを更に含み、前記繊維カバー層が、エアレイ加工、ウェットレイ加工、カード加工、メルトブロー、溶融紡糸、電界紡糸、プレキシフィラメント形成、ガスジェットフィブリル化、繊維スプリット加工、又はそれらの組み合わせによって形成される、項目25〜32のいずれか一項に記載の方法。
[項目34]
前記繊維カバー層が、メルトブロー、溶融紡糸、電界紡糸、プレキシフィラメント形成、ガスジェットフィブリル化、繊維スプリット加工、又はそれらの組み合わせによって形成された、1μm未満のメジアン繊維径を有するサブマイクロメートル繊維の集団を含む、項目33に記載の方法。
Claims (5)
- 少なくとも0.25インチ(0.635cm)の長さ及び/又は少なくとも1デニールの多成分繊維を含む、複数のランダムに配向された別個の繊維であって、前記多成分繊維が、第1の融解温度を有する第1の領域及び第2の融解温度を有する第2の領域を少なくとも備え、前記第1の融解温度が、前記第2の融解温度未満である、複数のランダムに配向された別個の繊維と、
複数の化学的に活性な微粒子であって、その少なくとも一部分が、閉塞することなく、前記多成分繊維の少なくとも一部分の前記少なくとも第1の領域に結合される、複数の化学的に活性な微粒子と、
を含む、不織布繊維ウェブであって、更に前記別個の繊維の少なくとも一部分が、複数の交点において、前記多成分繊維の前記第1の領域と一緒に結合され、前記多成分繊維が、前記不織布繊維ウェブの総重量の0重量%超〜10重量%未満の量で繊維ウェブに含まれる、不織布繊維ウェブ。 - 前記多成分繊維が、2成分繊維である、請求項1に記載の不織布繊維ウェブ。
- 前記多成分繊維が、ポリエステル、ポリアミド、ポリオレフィン、環状ポリオレフィン、ポリオレフィン系熱可塑性エラストマー、ポリ(メタ)アクリル酸、ポリビニルハロゲン化物、ポリアクリロニトリル、ポリウレタン、ポリ乳酸、ポリビニルアルコール、ポリフェニレンスルフィド、ポリスルフォン、ポリオキシメチレン、流体結晶ポリマー、及びそれらの組み合わせからなる群から選択されるポリマーを含む、請求項1又は2に記載の不織布繊維ウェブ。
- 請求項1に記載の不織布繊維ウェブと、
前記不織布繊維ウェブを包囲する流体不透過性筐体であって、前記不織布繊維ウェブの第1の主表面と流体連通する少なくとも1つの流体入口と、前記不織布繊維ウェブの第1の主表面に対向する、前記不織布繊維ウェブの第2の主表面と流体連通する少なくとも1つの流体出口とを含む、筐体と、
を備える、流体濾過物品。 - 不織布繊維ウェブを作製する方法であって、
上末端部及び下末端部を有する形成チャンバを提供する工程と、
複数の別個の繊維を前記形成チャンバの前記上末端部の中に導入する工程と、
複数の化学的に活性な微粒子を前記形成チャンバの中に導入する工程と、
前記形成チャンバ内で、前記複数の別個の繊維を前記複数の化学的に活性な微粒子と混合して、繊維粒子混合物を形成する工程と、
前記繊維粒子混合物を前記形成チャンバの前記下末端部に輸送して、不織布繊維ウェブを形成する工程と、
前記化学的に活性な微粒子を前記不織布繊維ウェブに固定する工程と、を含み、
前記不織布繊維ウェブの0重量%超〜10重量%未満が、第1の融解温度を有する第1の領域と、第2の融解温度を有する第2の領域とを少なくとも備える多成分繊維である、別個の繊維を含み、前記第1の融解温度が、前記第2の融解温度未満であり、前記化学的に活性な微粒子を前記不織布繊維ウェブに固定する工程が、前記多成分繊維を、少なくとも前記第1の融解温度であり、かつ前記第2の融解温度未満である温度に加熱することを含み、それによって、前記化学的に活性な微粒子の少なくとも一部分が、前記多成分繊維の少なくとも一部分の前記少なくとも第1の領域に結合することによって、前記不織布繊維ウェブに固定され、前記別個の繊維の少なくとも一部分が、複数の交点において、前記多成分繊維の前記第1の領域と一緒に結合される、請求項1に記載の不織布繊維ウェブの作製方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US32673010P | 2010-04-22 | 2010-04-22 | |
| US61/326,730 | 2010-04-22 | ||
| PCT/US2011/032492 WO2011133396A1 (en) | 2010-04-22 | 2011-04-14 | Nonwoven fibrous webs containing chemically active particulates and methods of making and using same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013528712A JP2013528712A (ja) | 2013-07-11 |
| JP2013528712A5 JP2013528712A5 (ja) | 2014-04-10 |
| JP5866338B2 true JP5866338B2 (ja) | 2016-02-17 |
Family
ID=44065594
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013506185A Expired - Fee Related JP5866338B2 (ja) | 2010-04-22 | 2011-04-14 | 化学的に活性な微粒子を含有する不織布繊維ウェブ及びそれを作製及び使用する方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9475034B2 (ja) |
| EP (1) | EP2561128B1 (ja) |
| JP (1) | JP5866338B2 (ja) |
| KR (1) | KR101758951B1 (ja) |
| CN (1) | CN102859058B (ja) |
| BR (1) | BR112012026260A2 (ja) |
| PL (1) | PL2561128T3 (ja) |
| WO (1) | WO2011133396A1 (ja) |
Families Citing this family (103)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8753391B2 (en) * | 2007-02-12 | 2014-06-17 | The Trustees Of Columbia University In The City Of New York | Fully synthetic implantable multi-phased scaffold |
| US9386803B2 (en) * | 2010-01-06 | 2016-07-12 | Celanese Acetate Llc | Tobacco smoke filter for smoking device with porous mass of active particulate |
| US20130172509A1 (en) * | 2010-09-22 | 2013-07-04 | Interfacial Solutions Ip, Llc | Methods of Producing Microfabricated Particles for Composite Materials |
| CA2814074C (en) | 2010-10-15 | 2017-01-17 | Celanese Acetate Llc | Apparatuses, systems, and associated methods for forming porous masses for smoke filter |
| US9422653B2 (en) * | 2011-12-30 | 2016-08-23 | 3M Innovative Properties Company | Methods and apparatus for producing nonwoven fibrous webs |
| DK2798108T3 (en) * | 2011-12-30 | 2017-02-13 | 3M Innovative Properties Co | APPARATUS AND METHODS FOR MANUFACTURING NON-WOVEN FIBER FLOORS |
| JP6258226B2 (ja) | 2012-02-10 | 2018-01-10 | シンセス・ゲーエムベーハーSynthes GmbH | 多孔質インプラント材料及び関連する方法 |
| EP2825220B2 (en) | 2012-03-12 | 2021-03-03 | Smith & Nephew PLC | Reduced pressure apparatus and methods |
| MX346385B (es) | 2013-02-14 | 2017-03-16 | Nanopareil Llc | Fieltros hibridos de nanofibras electrohiladas. |
| KR101349262B1 (ko) * | 2013-07-18 | 2014-01-23 | 주식회사 익성 | 탄성력 및 결집력이 향상된 멜트블로운 섬유웹 및 그 제조방법 |
| SG10202006161UA (en) * | 2013-08-30 | 2020-07-29 | Emd Millipore Corp | High capacity composite depth filter media with low extractables |
| US20150096444A1 (en) * | 2013-10-04 | 2015-04-09 | Bha Altair, Llc | Nonwoven felt with hollow specialty polymer fibers for air filtration |
| US20150096443A1 (en) * | 2013-10-04 | 2015-04-09 | Bha Altair, Llc | Nonwoven felt with hollow commodity polymer fibers for air filtration |
| DE102013223504A1 (de) * | 2013-11-18 | 2015-05-21 | Tesa Se | Flammbeständige, temperaturbeständige und hydrolysebeständige Träger sowie deren Verwendung in Haftklebebändern für Automobilanwendungen |
| KR101524810B1 (ko) * | 2013-12-27 | 2015-06-02 | 한국생산기술연구원 | 복합 부직포 및 이의 제조 방법 |
| IL232696B (en) * | 2014-05-19 | 2018-08-30 | Technion Res & Dev Foundation | Compound and method for detecting molecules of interest |
| CN104073973B (zh) * | 2014-06-26 | 2018-05-08 | 福建强纶新材料股份有限公司 | 一种含金属纤维的无纺布制造工艺 |
| JP2017529994A (ja) * | 2014-07-07 | 2017-10-12 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニーE.I.Du Pont De Nemours And Company | 濾過膜 |
| CN104174222B (zh) * | 2014-08-05 | 2016-04-20 | 卜庆革 | 包括含有金属化银纤维的纤维织物的空调过滤网及其制备方法 |
| CN104264366B (zh) * | 2014-08-15 | 2017-01-25 | 刁广祥 | 一种复合材料不织布及其制备方法 |
| US10272375B2 (en) * | 2014-09-19 | 2019-04-30 | Clean And Science Company, Ltd. | Filter material comprising an expanded polytetrafluoroethylene containing layer and a natural fiber containing layer |
| FR3027316B1 (fr) * | 2014-10-20 | 2017-04-21 | Pe@Rl | Textile composite de fibres animales et/ou vegetales et de particules ligno-cellulosiques |
| KR101599029B1 (ko) * | 2014-12-10 | 2016-03-03 | 한국생산기술연구원 | 복합 부직포 및 이의 제조 방법 |
| CN104787716A (zh) | 2015-03-25 | 2015-07-22 | 3M创新有限公司 | 保温填充材料及其制备方法、保温制品 |
| EP3701920A1 (en) | 2015-04-27 | 2020-09-02 | Smith & Nephew plc | Reduced pressure apparatus and methods |
| CN104998478B (zh) * | 2015-05-26 | 2017-11-03 | 北京卡拉丁汽车技术服务有限公司 | 一种车内空调滤芯 |
| CN105110434A (zh) * | 2015-09-10 | 2015-12-02 | 苏州凯欧曼新材料科技有限公司 | 一种水处理用抗菌剂及其制备方法 |
| JP6278022B2 (ja) * | 2015-10-15 | 2018-02-14 | 三菱電機株式会社 | 空気清浄装置 |
| US10653571B2 (en) | 2015-12-10 | 2020-05-19 | The Procter & Gamble Company | Article comprising odor control composition |
| CN105621340A (zh) * | 2015-12-30 | 2016-06-01 | 3M创新有限公司 | 保温填充材料及其制备方法、保温制品 |
| CN105463697A (zh) * | 2015-12-30 | 2016-04-06 | 3M创新有限公司 | 保温絮片材料及其制备方法、保温制品 |
| AU2017230775B2 (en) | 2016-03-07 | 2021-12-23 | Smith & Nephew Plc | Wound treatment apparatuses and methods with negative pressure source integrated into wound dressing |
| EP3430088A4 (en) * | 2016-03-17 | 2019-11-13 | The North Face Apparel Corp. | FIBERS AND OTHER CONSTRUCTS TREATED BY DIATOMITE PARTICLES |
| CN114469523A (zh) | 2016-04-26 | 2022-05-13 | 史密夫及内修公开有限公司 | 与具有流体侵入抑制部件的一体化负压源一起使用的伤口敷料和方法 |
| WO2017191149A1 (en) | 2016-05-03 | 2017-11-09 | Smith & Nephew Plc | Optimizing power transfer to negative pressure sources in negative pressure therapy systems |
| EP3452129B1 (en) | 2016-05-03 | 2022-03-23 | Smith & Nephew plc | Negative pressure wound therapy device activation and control |
| AU2017259003B2 (en) | 2016-05-03 | 2022-09-22 | Smith & Nephew Plc | Systems and methods for driving negative pressure sources in negative pressure therapy systems |
| CN109563662B (zh) | 2016-08-02 | 2020-08-28 | 博爱德国有限公司 | 用于制备聚乳酸非织造织物的系统和方法 |
| WO2018027163A1 (en) * | 2016-08-04 | 2018-02-08 | Glass Polymer Technologies, Llc | Desiccant composition and use |
| US11441251B2 (en) | 2016-08-16 | 2022-09-13 | Fitesa Germany Gmbh | Nonwoven fabrics comprising polylactic acid having improved strength and toughness |
| AU2017315129B2 (en) | 2016-08-25 | 2022-10-27 | Smith & Nephew Plc | Absorbent negative pressure wound therapy dressing |
| CN106480602B (zh) * | 2016-09-21 | 2019-01-29 | 揭阳市少记科技有限公司 | 一种高吸湿无毒无刺激的无纺布的制备方法 |
| US11266344B2 (en) | 2016-09-21 | 2022-03-08 | Samsung Electronics Co., Ltd. | Method for measuring skin condition and electronic device therefor |
| US11351653B2 (en) | 2016-09-26 | 2022-06-07 | 3M Innovative Properties Company | Nonwoven abrasive articles having electrostatically-oriented abrasive particles and methods of making same |
| US11564847B2 (en) | 2016-09-30 | 2023-01-31 | Smith & Nephew Plc | Negative pressure wound treatment apparatuses and methods with integrated electronics |
| CN108001008A (zh) * | 2016-10-28 | 2018-05-08 | 艾欧史密斯(中国)热水器有限公司 | 一种hepa的生产工艺 |
| WO2018090280A1 (en) * | 2016-11-17 | 2018-05-24 | 3M Innovative Properties Company | Air filter comprising skip-slit, sorbent-loaded filter media |
| EP3563921A4 (en) * | 2016-12-27 | 2020-07-22 | JDC Corporation | DOUBLE LAMELLAR HYDROXIDE MOLDED BODY AND METHOD OF MANUFACTURING THE SAME |
| CN110291233A (zh) * | 2016-12-29 | 2019-09-27 | 3M创新有限公司 | 尺寸上稳定的、耐火的熔喷纤维和包括阻燃聚合物的非织造结构 |
| JP7361606B2 (ja) | 2017-03-08 | 2023-10-16 | スミス アンド ネフュー ピーエルシー | 障害状態の存在下での陰圧創傷療法装置の制御 |
| EP3592891A1 (en) * | 2017-03-10 | 2020-01-15 | Biome Bioplastics Limited | Fabric |
| US11160915B2 (en) | 2017-05-09 | 2021-11-02 | Smith & Nephew Plc | Redundant controls for negative pressure wound therapy systems |
| GB201707428D0 (en) | 2017-05-09 | 2017-06-21 | Applied Graphene Mat Plc ] | Composite moulding materials |
| US20180339251A1 (en) * | 2017-05-23 | 2018-11-29 | Kx Technologies Llc | Method and apparatus for metal removal from drinking water |
| CN107354580A (zh) * | 2017-06-22 | 2017-11-17 | 江苏斯得福纺织股份有限公司 | 一种耐水洗枕芯的填充物的制备方法及其工业水洗工艺 |
| KR102492536B1 (ko) * | 2017-06-29 | 2023-01-27 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 부직 물품 및 이의 제조 방법 |
| US20200208342A1 (en) | 2017-06-30 | 2020-07-02 | 2 Atom Earth, Inc. | Use of diatomaceous earth in textiles and textiles filament and fibers |
| CN107174883A (zh) * | 2017-07-24 | 2017-09-19 | 苏州宏久航空防热材料科技有限公司 | 一种具有表层网状分布碳化硅纳米线过滤结构 |
| GB2579301B (en) | 2017-07-28 | 2022-02-23 | Kimberly Clark Co | Absorbent article containing nanoporous superabsorbent particles |
| KR101823834B1 (ko) | 2017-09-05 | 2018-03-14 | 김은겸 | 바인더 분사형 니들펀칭을 이용한 복합탈취필터 및 이의 제조방법 |
| GB201718070D0 (en) | 2017-11-01 | 2017-12-13 | Smith & Nephew | Negative pressure wound treatment apparatuses and methods with integrated electronics |
| SG11202001900UA (en) | 2017-09-13 | 2020-04-29 | Smith & Nephew | Negative pressure wound treatment apparatuses and methods with integrated electronics |
| US10480110B2 (en) * | 2017-10-09 | 2019-11-19 | The Clorox Company | Melamine wipes and methods of manufacture |
| US11166853B2 (en) | 2017-10-13 | 2021-11-09 | The Procter & Gamble Company | Absorbent articles comprising nonwoven materials having improved thermal conductivity |
| GB201718054D0 (en) | 2017-11-01 | 2017-12-13 | Smith & Nephew | Sterilization of integrated negative pressure wound treatment apparatuses and sterilization methods |
| GB201718072D0 (en) | 2017-11-01 | 2017-12-13 | Smith & Nephew | Negative pressure wound treatment apparatuses and methods with integrated electronics |
| US11497653B2 (en) | 2017-11-01 | 2022-11-15 | Smith & Nephew Plc | Negative pressure wound treatment apparatuses and methods with integrated electronics |
| RU2674131C1 (ru) * | 2017-11-07 | 2018-12-04 | Общество С Ограниченной Ответственностью "Аквафор" (Ооо "Аквафор") | Фильтрующий элемент |
| US11583797B2 (en) * | 2018-01-04 | 2023-02-21 | Nxtnano, Llc | Dual density nanofiber media |
| CN108193378A (zh) * | 2018-01-04 | 2018-06-22 | 童彬原 | 一种强吸附、除臭抑菌杀菌硅藻无纺布及其制备方法 |
| EP3560574A1 (en) * | 2018-04-26 | 2019-10-30 | Taurus Research and Development S.L.U. | Air purifying device |
| EP3560522A1 (en) * | 2018-04-27 | 2019-10-30 | Taurus Research and Development S.L.U. | Air purifying device using filtering microparticles and an adhesive |
| EP3806832A1 (en) * | 2018-06-14 | 2021-04-21 | Alma Mater Studiorum - Università di Bologna | Electrospun fibers for a local release of an anti-inflammatory drug and a promyelinating drug |
| WO2020005229A1 (en) | 2018-06-27 | 2020-01-02 | Kimberly-Clark Worldwide, Inc. | Nanoporous superabsorbent particles |
| US20200054975A1 (en) * | 2018-08-20 | 2020-02-20 | Hollingsworth & Vose Company | Filter media comprising binder components |
| USD898925S1 (en) | 2018-09-13 | 2020-10-13 | Smith & Nephew Plc | Medical dressing |
| US11207863B2 (en) | 2018-12-12 | 2021-12-28 | Owens Corning Intellectual Capital, Llc | Acoustic insulator |
| US11666199B2 (en) | 2018-12-12 | 2023-06-06 | Owens Corning Intellectual Capital, Llc | Appliance with cellulose-based insulator |
| US20220022811A1 (en) * | 2018-12-21 | 2022-01-27 | 3M Innovative Properties Company | Fluid sensing devices including fluid absorption and distribution layer |
| EP3941610A4 (en) * | 2019-03-19 | 2023-06-07 | Basf Corporation | FILTER UNIT FOR ADSORPTION OF WATER AND GAS, AND SYSTEMS AND METHODS FOR USE THEREOF |
| CN111714972A (zh) * | 2019-03-20 | 2020-09-29 | 东丽纤维研究所(中国)有限公司 | 一种含多孔粒子的空气过滤材料 |
| KR20210142749A (ko) * | 2019-04-12 | 2021-11-25 | 더블유.엘. 고어 앤드 어소시에이트스, 인코포레이티드 | 고성능 대형 입자 촉매 테이프 |
| JPWO2021039980A1 (ja) * | 2019-08-30 | 2021-03-04 | ||
| CN110820173B (zh) * | 2019-11-20 | 2021-05-14 | 邯郸恒永防护洁净用品有限公司 | 一种熔喷无纺布撒碳设备 |
| CN111039417A (zh) * | 2019-12-26 | 2020-04-21 | 南京公诚节能新材料研究院有限公司 | 一种生物基人工水草 |
| WO2021226639A2 (en) * | 2020-05-05 | 2021-11-11 | Seegers Graham Neville | An assembly for attracting and neutralizing contaminants from air |
| US20210346831A1 (en) * | 2020-05-08 | 2021-11-11 | G6 Materials Corp. | Antiviral graphene oxide air filtration device and associated methods |
| ES2928814T3 (es) * | 2020-06-24 | 2022-11-22 | Sefar Ag | Membrana compuesta y método para producir una membrana compuesta |
| US20220025560A1 (en) * | 2020-07-22 | 2022-01-27 | Applied Materials Group LLC | Multilayered nonwoven fabric containing submicron fibers, a method of manufacture, an apparatus, and articles made from multilayered nonwoven fabrics |
| WO2022024076A1 (en) | 2020-07-30 | 2022-02-03 | 3M Innovative Properties Company | Battery cell thermal runaway barrier |
| ES2939552T3 (es) * | 2020-08-11 | 2023-04-24 | Fameccanica Data Spa | Procedimiento de producción de artículos no tejidos que contienen grafeno y/u óxido de grafeno y artículos no tejidos producidos usando los mismos |
| CN114433244A (zh) * | 2020-11-06 | 2022-05-06 | 佛山市顺德区美的电热电器制造有限公司 | 催化降解甲醛的过滤膜和制备方法,以及空气净化装置 |
| CN112626639B (zh) * | 2020-12-16 | 2021-12-17 | 四川大学 | 载活性炭聚苯硫醚多孔纤维及其制备方法和应用 |
| KR102250799B1 (ko) * | 2021-01-22 | 2021-05-12 | 주식회사 쿠킴 | 미세먼지 방지 항균필터, 이를 포함하는 마스크와 그 제조방법 |
| CN113123016A (zh) * | 2021-03-05 | 2021-07-16 | 南京禾素时代抗菌材料科技有限公司 | 一种含phbv材料抗菌抗病毒phes热风无纺布的制备方法 |
| CN112933737A (zh) * | 2021-03-10 | 2021-06-11 | 青岛新理工智赢环境管理有限公司 | 轻质阴、阳极水处理滤料加工设备及其制备方法 |
| DE102021122887A1 (de) | 2021-09-03 | 2023-03-09 | Rittal Gmbh & Co. Kg | Lufteintritts- oder Luftaustrittsfilter für ein Schaltschrankgehäuse und eine entsprechende Schaltschrankanordnung |
| GB2617533A (en) * | 2021-10-18 | 2023-10-18 | Metall Fx | Anti-microbial fabric |
| CN114232218A (zh) * | 2021-12-27 | 2022-03-25 | 江西省安秀实业发展有限公司 | 一种包络型弹力无纺布及其制备装置和制备方法 |
| US20230321575A1 (en) * | 2022-04-08 | 2023-10-12 | Delstar Technologies, Inc. | Filtration media incorporating nanoparticles and large linear density fibers |
| WO2023196641A1 (en) * | 2022-04-08 | 2023-10-12 | Delstar Technologies, Inc. | Dual-layer gas filters and systems and methods for making the same |
| CN115262094A (zh) * | 2022-09-06 | 2022-11-01 | 桐乡市健民过滤材料有限公司 | 一种高容炭水滤芯复合材料及其制备方法 |
| CN115671972B (zh) * | 2022-09-21 | 2023-06-27 | 保利长大工程有限公司 | 一种沥青站废气废烟处理方法 |
Family Cites Families (53)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR707191A (fr) | 1929-12-07 | 1931-07-03 | Ver Fur Chemische Ind Ag | Procédé pour fabriquer des fils artificiels |
| US3516941A (en) | 1966-07-25 | 1970-06-23 | Minnesota Mining & Mfg | Microcapsules and process of making |
| DE2048006B2 (de) | 1969-10-01 | 1980-10-30 | Asahi Kasei Kogyo K.K., Osaka (Japan) | Verfahren und Vorrichtung zur Herstellung einer breiten Vliesbahn |
| FR2223318B1 (ja) | 1973-03-30 | 1978-03-03 | Saint Gobain | |
| US4100324A (en) | 1974-03-26 | 1978-07-11 | Kimberly-Clark Corporation | Nonwoven fabric and method of producing same |
| CA1073648A (en) | 1976-08-02 | 1980-03-18 | Edward R. Hauser | Web of blended microfibers and crimped bulking fibers |
| US4536361A (en) | 1978-08-28 | 1985-08-20 | Torobin Leonard B | Method for producing plastic microfilaments |
| US4363646A (en) | 1979-07-20 | 1982-12-14 | Torobin Leonard B | Method and apparatus for producing microfilaments |
| US4552603A (en) | 1981-06-30 | 1985-11-12 | Akzona Incorporated | Method for making bicomponent fibers |
| US4729371A (en) | 1983-10-11 | 1988-03-08 | Minnesota Mining And Manufacturing Company | Respirator comprised of blown bicomponent fibers |
| US4640810A (en) | 1984-06-12 | 1987-02-03 | Scan Web Of North America, Inc. | System for producing an air laid web |
| US4818464A (en) | 1984-08-30 | 1989-04-04 | Kimberly-Clark Corporation | Extrusion process using a central air jet |
| US5167765A (en) | 1990-07-02 | 1992-12-01 | Hoechst Celanese Corporation | Wet laid bonded fibrous web containing bicomponent fibers including lldpe |
| US5227107A (en) | 1990-08-07 | 1993-07-13 | Kimberly-Clark Corporation | Process and apparatus for forming nonwovens within a forming chamber |
| US5114787A (en) | 1990-09-21 | 1992-05-19 | Amoco Corporation | Multi-layer nonwoven web composites and process |
| US5277976A (en) | 1991-10-07 | 1994-01-11 | Minnesota Mining And Manufacturing Company | Oriented profile fibers |
| US5332426A (en) | 1992-07-29 | 1994-07-26 | Minnesota Mining And Manufacturing Company | Agglomerated activated carbon air filter |
| WO1994011556A1 (en) * | 1992-11-18 | 1994-05-26 | Hoechst Celanese Corporation | Fibrous structure containing immobilized particulate matter and process therefor |
| US5662728A (en) | 1992-12-31 | 1997-09-02 | Hoechst Celanese Corporation | Particulate filter structure |
| ES2128590T3 (es) | 1993-08-17 | 1999-05-16 | Minnesota Mining & Mfg | Metodo para cargar medios filtrantes con electretos. |
| US5952251A (en) * | 1995-06-30 | 1999-09-14 | Kimberly-Clark Corporation | Coformed dispersible nonwoven fabric bonded with a hybrid system |
| US5972808A (en) | 1997-01-30 | 1999-10-26 | Aqf Technologies Llc | Fibrous structures with fine particles |
| US6114017A (en) | 1997-07-23 | 2000-09-05 | Fabbricante; Anthony S. | Micro-denier nonwoven materials made using modular die units |
| US6183670B1 (en) | 1997-09-23 | 2001-02-06 | Leonard Torobin | Method and apparatus for producing high efficiency fibrous media incorporating discontinuous sub-micron diameter fibers, and web media formed thereby |
| US6315806B1 (en) | 1997-09-23 | 2001-11-13 | Leonard Torobin | Method and apparatus for producing high efficiency fibrous media incorporating discontinuous sub-micron diameter fibers, and web media formed thereby |
| US6550622B2 (en) * | 1998-08-27 | 2003-04-22 | Koslow Technologies Corporation | Composite filter medium and fluid filters containing same |
| US6207237B1 (en) * | 1998-09-30 | 2001-03-27 | Kimberly-Clark Corporation | Elastic nonwoven webs and films |
| WO2000022207A2 (en) | 1998-10-01 | 2000-04-20 | The University Of Akron | Process and apparatus for the production of nanofibers |
| TW479087B (en) * | 1998-11-13 | 2002-03-11 | Kimberly Clark Co | Pulp-modified bicomponent continuous filament nonwoven webs and articles |
| DE19929709C2 (de) | 1999-06-24 | 2001-07-12 | Lueder Gerking | Verfahren zur Herstellung von im Wesentlichen endlosen feinen Fäden und Verwendung der Vorrichtung zur Durchführung des Verfahrens |
| SE523021C2 (sv) | 2000-05-22 | 2004-03-23 | Sca Hygiene Prod Ab | Metod för formning av en luftlagd fiberbana |
| US6743273B2 (en) | 2000-09-05 | 2004-06-01 | Donaldson Company, Inc. | Polymer, polymer microfiber, polymer nanofiber and applications including filter structures |
| US6607624B2 (en) | 2000-11-20 | 2003-08-19 | 3M Innovative Properties Company | Fiber-forming process |
| JP3860465B2 (ja) | 2000-12-06 | 2006-12-20 | 日本バイリーン株式会社 | 粉体固着不織布、その製法、及びそれを含むシート材料 |
| EP1213377B1 (en) * | 2000-12-06 | 2007-05-09 | Japan Vilene Company, Ltd. | Powders-affixed nonwoven fabric, process for manufacturing same, and sheet material containing same |
| US6762139B2 (en) * | 2001-08-14 | 2004-07-13 | 3M Innovative Properties Company | Flexible adsorbent filter |
| US7192896B2 (en) * | 2001-11-15 | 2007-03-20 | 3M Innovative Properties Company | Disposable cleaning product |
| JP2003275518A (ja) | 2002-03-25 | 2003-09-30 | Toray Ind Inc | フィルタ濾材 |
| US6916752B2 (en) | 2002-05-20 | 2005-07-12 | 3M Innovative Properties Company | Bondable, oriented, nonwoven fibrous webs and methods for making them |
| US6861025B2 (en) | 2002-06-20 | 2005-03-01 | 3M Innovative Properties Company | Attenuating fluid manifold for meltblowing die |
| US7049254B2 (en) * | 2002-11-13 | 2006-05-23 | E. I. Du Pont De Nemours And Company | Multiple component meltblown webs |
| US20040116018A1 (en) * | 2002-12-17 | 2004-06-17 | Kimberly-Clark Worldwide, Inc. | Method of making fibers, nonwoven fabrics, porous films and foams that include skin treatment additives |
| CN100398283C (zh) | 2003-11-07 | 2008-07-02 | 福尔姆菲贝尔丹麦有限责任公司 | 用于纤维产品干成型的纤维分布装置和方法 |
| JP2006104635A (ja) | 2004-10-08 | 2006-04-20 | Kureha Ltd | 不織布 |
| US9139940B2 (en) | 2006-07-31 | 2015-09-22 | 3M Innovative Properties Company | Bonded nonwoven fibrous webs comprising softenable oriented semicrystalline polymeric fibers and apparatus and methods for preparing such webs |
| WO2008085545A2 (en) | 2006-07-31 | 2008-07-17 | 3M Innovative Properties Company | Method for making shaped filtration articles |
| US8173559B2 (en) * | 2006-11-30 | 2012-05-08 | The Procter & Gamble Company | Extensible nonwoven webs containing multicomponent nanocomposite fibers |
| US8906815B2 (en) * | 2007-12-28 | 2014-12-09 | 3M Innovative Properties Company | Composite nonwoven fibrous webs and methods of making and using the same |
| CN101952210B (zh) | 2007-12-31 | 2013-05-29 | 3M创新有限公司 | 流体过滤制品及其制造和使用方法 |
| WO2009088648A1 (en) | 2007-12-31 | 2009-07-16 | 3M Innovative Properties Company | Composite non-woven fibrous webs having continuous particulate phase and methods of making and using the same |
| US20090252941A1 (en) * | 2008-04-03 | 2009-10-08 | Usg Interiors, Inc. | Non-woven material and method of making such material |
| US20100092746A1 (en) | 2008-10-14 | 2010-04-15 | Jean-Marie Coant | Nonwoven material containing benefiting particles and method of making |
| WO2011028661A2 (en) | 2009-09-01 | 2011-03-10 | 3M Innovative Properties Company | Apparatus, system, and method for forming nanofibers and nanofiber webs |
-
2011
- 2011-04-14 CN CN201180020369.3A patent/CN102859058B/zh not_active Expired - Fee Related
- 2011-04-14 WO PCT/US2011/032492 patent/WO2011133396A1/en active Application Filing
- 2011-04-14 BR BR112012026260A patent/BR112012026260A2/pt not_active IP Right Cessation
- 2011-04-14 JP JP2013506185A patent/JP5866338B2/ja not_active Expired - Fee Related
- 2011-04-14 EP EP11719390.4A patent/EP2561128B1/en not_active Not-in-force
- 2011-04-14 US US13/640,133 patent/US9475034B2/en active Active
- 2011-04-14 PL PL11719390T patent/PL2561128T3/pl unknown
- 2011-04-14 KR KR1020127030197A patent/KR101758951B1/ko active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| WO2011133396A1 (en) | 2011-10-27 |
| KR101758951B1 (ko) | 2017-07-17 |
| EP2561128B1 (en) | 2015-01-21 |
| US9475034B2 (en) | 2016-10-25 |
| KR20130094197A (ko) | 2013-08-23 |
| BR112012026260A2 (pt) | 2019-09-24 |
| CN102859058A (zh) | 2013-01-02 |
| CN102859058B (zh) | 2016-03-23 |
| EP2561128A1 (en) | 2013-02-27 |
| US20130030340A1 (en) | 2013-01-31 |
| JP2013528712A (ja) | 2013-07-11 |
| PL2561128T3 (pl) | 2015-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5866338B2 (ja) | 化学的に活性な微粒子を含有する不織布繊維ウェブ及びそれを作製及び使用する方法 | |
| JP5819939B2 (ja) | 化学的に活性な微粒子を含有する不織布ナノ繊維ウェブ並びにそれを作製及び使用する方法 | |
| JP6141836B2 (ja) | 不織布エレクトレット繊維ウェブ及びその製造方法 | |
| JP6054866B2 (ja) | パターンを付けたエアレイド不織布エレクトレット繊維ウェブ、並びにその製造方法及び使用方法 | |
| JP6054865B2 (ja) | パターン付きエアレイド不織布繊維ウェブ、並びにこれらの製造及び使用方法 | |
| JP5524862B2 (ja) | 連続微粒子相を有する複合不織繊維ウェブ、並びにその作製及び使用方法 | |
| JP5221676B2 (ja) | 流体濾過物品とその作製方法及び使用方法 | |
| JP2013528711A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140218 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140218 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150317 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150617 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20151201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5866338 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |