KR102302717B1 - 얇은 유리 제품을 형성하기 위한 장치 및 방법 - Google Patents
얇은 유리 제품을 형성하기 위한 장치 및 방법 Download PDFInfo
- Publication number
- KR102302717B1 KR102302717B1 KR1020167011404A KR20167011404A KR102302717B1 KR 102302717 B1 KR102302717 B1 KR 102302717B1 KR 1020167011404 A KR1020167011404 A KR 1020167011404A KR 20167011404 A KR20167011404 A KR 20167011404A KR 102302717 B1 KR102302717 B1 KR 102302717B1
- Authority
- KR
- South Korea
- Prior art keywords
- glass ribbon
- glass
- gas
- ribbon
- poise
- Prior art date
Links
- 239000011521 glass Substances 0.000 title claims abstract description 255
- 238000000034 method Methods 0.000 title claims abstract description 88
- 239000011343 solid material Substances 0.000 claims abstract description 5
- 239000006060 molten glass Substances 0.000 claims description 34
- 238000004891 communication Methods 0.000 claims description 9
- 238000001816 cooling Methods 0.000 claims description 5
- 230000001747 exhibiting effect Effects 0.000 claims description 4
- 238000005342 ion exchange Methods 0.000 claims description 3
- 238000003279 ceramming Methods 0.000 claims description 2
- 239000002241 glass-ceramic Substances 0.000 abstract description 4
- 239000010408 film Substances 0.000 description 19
- 239000000758 substrate Substances 0.000 description 15
- 238000004513 sizing Methods 0.000 description 11
- 230000004927 fusion Effects 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- 229910052799 carbon Inorganic materials 0.000 description 4
- 239000011148 porous material Substances 0.000 description 4
- 230000003287 optical effect Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 206010047571 Visual impairment Diseases 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007496 glass forming Methods 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 230000003678 scratch resistant effect Effects 0.000 description 1
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 1
- 229910010271 silicon carbide Inorganic materials 0.000 description 1
- 208000029257 vision disease Diseases 0.000 description 1
- 230000004393 visual impairment Effects 0.000 description 1
Images












Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B35/00—Transporting of glass products during their manufacture, e.g. hot glass lenses, prisms
- C03B35/14—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands
- C03B35/22—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands on a fluid support bed, e.g. on molten metal
- C03B35/24—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands on a fluid support bed, e.g. on molten metal on a gas support bed
- C03B35/246—Transporting continuous glass ribbons
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B13/00—Rolling molten glass, i.e. where the molten glass is shaped by rolling
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/061—Forming glass sheets by lateral drawing or extrusion
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/067—Forming glass sheets combined with thermal conditioning of the sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B35/00—Transporting of glass products during their manufacture, e.g. hot glass lenses, prisms
- C03B35/14—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands
- C03B35/16—Transporting hot glass sheets or ribbons, e.g. by heat-resistant conveyor belts or bands by roller conveyors
- C03B35/18—Construction of the conveyor rollers ; Materials, coatings or coverings thereof
- C03B35/188—Rollers specially adapted for supplying a gas, e.g. porous or foraminous rollers with internal air supply
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C10/00—Devitrified glass ceramics, i.e. glass ceramics having a crystalline phase dispersed in a glassy phase and constituting at least 50% by weight of the total composition
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2204/00—Glasses, glazes or enamels with special properties
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Surface Treatment Of Glass (AREA)
Abstract
유리 제품을 형성하는 방법의 실시예들이 개시된다. 그러한 방법은 제1방향으로 유리 리본을 공급하는 단계 및 유리 리본을 고체 물질과 접촉시키지 않고 상기 제1방향과 다른 제2방향으로 유리 리본을 재지향시키는 단계를 포함한다. 상기 유리 리본은 약 108 Poise보다 작은 점성 및 약 1 mm 이하의 두께를 나타낸다. 또한 유리 또는 유리-세라믹 형성 장치의 실시예들이 개시된다. 그러한 장치는 유리 리본을 제1방향으로 공급하기 위한 유리 공급 장치 및 유리 리본을 제2방향으로 재지향시키기 위해 상기 유리 공급 장치의 아래에 배치된 재지향 시스템을 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 재지향 시스템은 유리 리본을 서포트하기 위해 가스 필름을 제공하기 위한 적어도 하나의 가스 베어링 시스템을 포함한다.
Description
본 출원은 35 U.S.C.§119 하에 2013년 10월 9일 출원된 미국 가출원 제61/888,623호를 우선권 주장하고 있으며, 상기 특허 문헌의 내용은 참조를 위해 본 발명에 모두 포함된다.
본 개시는 얇은 유리 제품을 형성하기 위한 장치 및 방법에 관한 것으로, 좀더 구체적으로는 적어도 부분적으로 수평 방향으로 얇은 유리 제품을 형성하기 위한 장치 및 방법에 관한 것이다.
전자 장치(예컨대, 모바일 폰, 스마트 폰, 태블릿, 비디오 플레이어, 정보 단말 장치, 랩탑 컴퓨터 등), 건축 구조(예컨대, 조리대 또는 벽), 가전 제품(예컨대, 쿡탑, 냉장고 및 식기 세척기 문 등), 정보 디스플레이(예컨대, 화이트보드), 및 자동차 구성요소(예컨대, 대시보드 패널, 윈드실드, 윈도우 요소 등)와 같은 제품들은 내부 요소 또는 외부 요소들로서 다양한 기판을 통합한다. 그와 같은 제품들에 사용될 경우, 그러한 기판은 하우징 또는 디스플레이의 일부가 될 수 있다. 디스플레이에 사용될 경우, 그러한 기판은 커버 기판과 관련되며, 몇몇 예들에서는 터치 모듈의 일부를 형성할 것이다. 상기 커버 기판은 종종 투명성 및 내스크래치성을 갖는다. 하우징으로서 사용된 기판은 하우징의 측면부, 후면부 및 전면부를 형성할 수 있고, 투명성을 나타내는 대신 내스크래치성 및 불투명성을 나타낼 것이다.
보다 가볍고 보다 얇은 몇몇 제품 또는 그 제품의 요소들을 만들고 심지어 보다 우수한 기능성을 포함하기 위한 꾸준한 노력들 때문에, 커버 기판으로 사용되든 또는 하우징 기판으로 사용되든지 간에, 기판은 점점 더 얇아지고 있다(예컨대, 약 1 mm 이하). 기판들이 더 얇아짐에 따라, 기판들은 또한 처리(에컨대, 보다 얇은 기판을 제공하기 위한 처리 단계들)하는 동안 그 기판에 전해지는 표면 손상을 더 쉽게 받는다. 그와 같은 표면 손상의 예로는, 용융된 형태 또는 점성의 형태로 있을 때 그 유리 기판에 열적으로 또는 기계적으로 찍힌 자국 또는 마크를 포함할 수 있다. 향상된 표면 품질을 갖는 얇은 기판을 제공하기 위한 장치 및/또는 방법을 개발하는 것이 더 중요해지고 있다.
몇몇 애플리케이션들에 있어서, 그러한 기판은 낮은 열팽창 및 기계적 강도와 같은 관심의 특정 특성들을 갖는 유리 제품(선택적으로 유리-세라믹에 대한 전구체로 사용되는)들을 포함한다. 몇몇 예들에 있어서, 유리 형성 방법들은 이들 방법이 투명성 상실(예컨대, 액상 점성이 50,000 poise 이하일 때)의 경향으로 인해 유리와 호환되지 않기 때문에 적합하지 않다. 이들 예에 있어서, 투명성 상실을 피하기 위해, 충분히 높은 온도 및/또는 낮은 점성에서의 용융 유리 유동이 요구된다. 롤링과 같은 대안의 유리 프로세스가 사용된다. 그러나, 공지된 롤링 프로세스는 약 2 mm 이하의 유리 제품 두께를 제공할 수 없다. 더욱이, 공지된 롤링 프로세스는 시설 비용 상승, 수직 길이에 따른 복잡한 유리 제품 위치 및 속도 제어, 및 복잡한 분리 방법들로 인해 많은 프로세스를 필요로 할 수 있는 수직으로 지향된 장비를 이용한다. 따라서, 콤팩트한 배치를 갖는 장치 및 프로세스에 의해 이루어진, 향상된 표면 품질을 갖는 약 1 mm 이하의 두께를 갖는 얇은 유리 제품을 제공하는 장치 및/또는 프로세스가 필요하다.
본 개시는 얇은 유리 제품을 형성하기 위한 장치 및 방법을 제공하기 위한 것이다.
본 개시의 제1형태는 유리 제품을 형성하는 방법과 관련된다. 하나 또는 그 이상의 실시예들에 있어서, 상기 방법은 유리 리본을 제1방향으로 공급하는 단계 및 상기 유리 리본을 고체 물질과 접촉시키지 않고 상기 제1방향과 다른 제2방향으로 상기 유리 리본을 재지향시키는 단계를 포함한다. 하나의 변형에 있어서, 상기 유리 리본을 공급하는 단계는 적어도 하나의 성형 롤 쌍들간 용융 유리를 유동시키는 단계 및 유리 리본의 두께를 선택적으로 감소시키는 단계를 포함한다. 상기 용융 유리는 수직으로 유동된다. 다른 변형에 있어서, 유리 리본을 공급하는 단계는 개방 채널을 규정하는 다수의 벽들을 포함하는 성형체 내로 용융 유리를 유동시키는 단계 및 유리 리본을 형성하기 위해 결합되는 수직으로 유동되는 용융 유리의 2개의 개별 유동으로 상기 성형체의 벽들을 통해 상기 유동의 용융 유리를 넘쳐흐르게 하는 단계를 포함한다. 또 다른 변형에 있어서, 유리 리본을 공급하는 단계는 개방 슬롯을 포함하는 성형체를 통해 용융 유리를 유동시키는 단계를 포함한다.
하나 또는 그 이상의 실시예들에 있어서, 유리 리본의 적어도 일부는 약 108 poise보다 작거나 약 107.6 poise 이하의 점성을 나타낸다. 하나 또는 그 이상의 특정 실시예들에 있어서, 유리 리본은 제2방향으로 재지향될 때 약 1 mm 이하의 두께를 나타낸다. 유리 리본의 적어도 일부는 약 200 ℃ 내지 약 400 ℃ 범위의 온도를 갖는다. 몇몇 실시예들에 있어서, 제2방향으로 유리 리본을 재지향시키는 단계는 또한 약 200 ℃ 내지 약 400 ℃ 범위의 유리 리본 온도를 유지하는 단계를 더 포함한다. 특정 실시예에 있어서, 상기 방법은 유리 리본에 응령을 생성하는 단계를 포함한다.
일 옵션에 있어서, 유리 리본을 재지향시키는 단계는 약 1 × 105 Pa 내지 약 3 × 105 Pa 범위의 압력을 갖는 가스를 유리 리본으로 지향시킴으로써 제공된 유리 필름 상에 유리 리본을 서포트하는 단계를 포함한다. 다른 옵션에 있어서, 상기 방법은 약 200 ℃ 내지 약 400 ℃ 범위의 온도를 갖는 유리 리본으로 가스를 지향시키는 단계를 포함한다. 하나의 변형에 있어서, 유리 리본으로 가스를 지향시키는 단계는 만곡된 서포트(이하, 간단히 '만곡 서포트'라 칭함)를 포함하는 제1가스 베어링을 따라 유리 리본을 가이드하는 단계를 포함하고, 또 옵션으로 상기 제1가스 베어링을 따라 유리 리본을 가이드한 후 수평으로 배치된 평면 서포트를 포함하는 제2가스 베어링을 따라 유리 리본을 가이드하는 단계를 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 유리 리본으로 가스를 지향시키는 단계는, 만곡 서포트를 포함하는 가스 베어링을 따라 유리 리본을 가이드하지 않고, 수평으로 배치된 평면 서포트를 포함하는 가스 베어링 상으로 유리 리본을 가이드하는 단계를 포함한다.
하나 또는 그 이상의 실시예들에 있어서, 상기 방법은 유리 리본이 재지향됨에 따라 유리 리본의 형태를 감지하고 그 감지된 형태에 기초하여 유리 리본으로 지향된 가스 및 유리 리본 공급의 적어도 하나의 속도를 콘트롤하는 단계를 포함한다. 상기 방법은 상기 유리 리본을 유리 시트로 냉각하는 단계를 더 포함하며, 옵션으로 이온 교환 프로세스 및/또는 세라밍(ceramming) 프로세스에 의해 유리 시트를 처리하는 단계를 포함한다. 본 개시의 일 형태는 본원에 기술된 방법들의 실시예들에 따라 이루어진 유리-세라믹과 관련된다.
본 개시의 제2형태는 유리 리본 형성 장치와 관련된다. 하나 또는 그 이상의 실시예들의 그러한 장치는 제1방향으로 유리 리본을 공급하기 위한 유리 공급 장치 및 제2방향으로 유리 리본을 재지향시키기 위해 상기 유리 공급 장치의 아래에 배치된 재지향 시스템을 포함한다. 유리 리본의 적어도 일부는 약 108 Poise보다 작은 점성을 나타낸다. 하나 또는 그 이상의 실시예들에 있어서, 상기 재지향 시스템은 유리 리본을 서포트하기 위한 가스 필름을 공급하기 위한 적어도 하나의 베어링 시스템을 포함한다. 그러한 가스 베어링은 유리 리본을 제2방향으로 재지향하는 아치형 가스 필름을 제공하기 위한 만곡 서포트를 포함한다. 상기 만곡 서포트는 유리 리본이 공급되거나 정지되는 방향으로 제1축 주위를 회전할 수 있다.
상기 장치는 제1가스 베어링과 연합하여 사용된 제2가스 베어링을 포함한다. 상기 제2가스 베어링은 제2방향으로 상기 재지향된 유리 리본을 서포트하는 평면 가스 필름을 제공하기 위한 수평으로 배치된 평면 서포트를 포함할 수 있다. 몇몇 실시예들에 있어서, 수평으로 배치된 평면 서포트를 포함하는 가스 베어링은 만곡 서포트를 포함하는 가스 베어링 없이 사용될 수 있다.
하나 또는 그 이상의 실시예들에 있어서, 상기 장치는 속도 콘트롤(speed control)과 통신하는 상기 유리 리본의 재지향의 형태를 검출하기 위한 센서를 포함하는 시스템을 포함한다. 상기 센서는 유리 리본의 재지향의 형태에 기초하여 상기 속도 콘트롤에 증가 또는 감소를 시그널링한다. 일 실시예에 있어서, 상기 센서는 광학 검출기를 포함한다. 다른 실시예에 있어서, 상기 속도 콘트롤은 유리 공급 장치 및/또는 적어도 하나의 가스 베어링의 어느 하나 또는 그 모두와 통신할 것이다.
추가의 특징 및 장점들은 이하의 상세한 설명에 기술되며, 일부는 통상의 기술자가 그 설명으로부터 용이하게 알 수 있거나 또는 이하의 상세한 설명, 청구항 뿐만 아니라, 부가된 도면들을 포함한 본원에 기술한 바와 같은 실시예들을 실시함으로써 인식할 것이다.
상기한 일반적인 설명 및 이하의 상세한 설명 모두는 단지 예시일 뿐이며, 청구항의 성질 및 특성을 이해하기 위한 개요 또는 기초를 제공하기 위한 것이라는 것을 알아야 한다. 수반되는 도면들은 이해를 더 제공하기 위해 포함되며, 본 명세서에 포함되어 그 일부를 구성한다. 도면들은 하나 또는 그 이상의 실시예(들)를 기술하며, 그 설명과 함께 다양한 실시예들의 원리 및 동작을 설명하기 위해 제공된다.
도 1은 하나 또는 그 이상의 실시예들에 따른 유리 리본을 형성하기 위한 장치의 측면도이다.
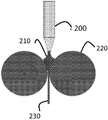
도 2는 도 1에 나타낸 장치의 전면도이다.
도 3은 하나 또는 그 이상의 실시예들에 따른 단일의 성형 롤 쌍을 포함하는 장치의 측면도이다.
도 4는 하나 또는 그 이상의 실시예들에 따른 단일의 성형 롤 쌍 및 단일의 사이징 롤(sizing roll) 쌍을 포함하는 장치의 측면도이다.
도 5는 하나 또는 그 이상의 실시예들에 따른 단일의 성형 롤 쌍, 단일의 사이징 롤 쌍 및 단일의 풀링 롤 쌍을 포함하는 장치의 측면도이다.
도 6은 도 5에 나타낸 장치의 확대도이다.
도 7은 하나 또는 그 이상의 실시예들에 따른 유리 리본을 재지향시키기 위한 장치를 나타낸다.
도 8은 유리 리본을 재지향시키기 위한 장치의 다른 실시예를 나타낸다.
도 9는 하나 또는 그 이상의 실시예들에 따른 도 8에 나타낸 장치 및 추가의 다운스트림 장치를 나타낸다.
도 10은 하나 또는 그 이상의 실시예들에 따른 수평 서포트의 상면도를 나타낸다.
도 11은 도 10에 나타낸 수평 서포트의 측면도를 나타낸다.
도 12는 하나 또는 그 이상의 실시예들에 따른 만곡 서포트의 사시도를 나타낸다.
도 13은 하나 또는 그 이상의 다른 실시예들에 따른 만곡 서포트의 사시도를 나타낸다.
도 2는 도 1에 나타낸 장치의 전면도이다.
도 3은 하나 또는 그 이상의 실시예들에 따른 단일의 성형 롤 쌍을 포함하는 장치의 측면도이다.
도 4는 하나 또는 그 이상의 실시예들에 따른 단일의 성형 롤 쌍 및 단일의 사이징 롤(sizing roll) 쌍을 포함하는 장치의 측면도이다.
도 5는 하나 또는 그 이상의 실시예들에 따른 단일의 성형 롤 쌍, 단일의 사이징 롤 쌍 및 단일의 풀링 롤 쌍을 포함하는 장치의 측면도이다.
도 6은 도 5에 나타낸 장치의 확대도이다.
도 7은 하나 또는 그 이상의 실시예들에 따른 유리 리본을 재지향시키기 위한 장치를 나타낸다.
도 8은 유리 리본을 재지향시키기 위한 장치의 다른 실시예를 나타낸다.
도 9는 하나 또는 그 이상의 실시예들에 따른 도 8에 나타낸 장치 및 추가의 다운스트림 장치를 나타낸다.
도 10은 하나 또는 그 이상의 실시예들에 따른 수평 서포트의 상면도를 나타낸다.
도 11은 도 10에 나타낸 수평 서포트의 측면도를 나타낸다.
도 12는 하나 또는 그 이상의 실시예들에 따른 만곡 서포트의 사시도를 나타낸다.
도 13은 하나 또는 그 이상의 다른 실시예들에 따른 만곡 서포트의 사시도를 나타낸다.
이제 본 바람직한 실시예(들)에 대한 상세한 참조가 이루어지며, 그 예들은 수반되는 도면에 기술된다. 가능한 한, 도면 전체에 걸쳐 동일하거나 유사한 부분에는 동일한 참조부호가 사용될 것이다.
본 개시의 제1형태는 유리 리본의 표면 품질을 유지하면서 유리 리본이 제1방향(예컨대, 수직)으로 형성되고 그 제1방향과 다른 제2방향(예컨대, 수평)으로 재지향된 유리 시트를 형성하기 위한 방법에 관한 것이다. 몇몇 실시예들에 있어서, 상기 방법은 유리 리본이 점성(예컨대, 약 108 poise보다 작은 점성을 갖는)일 때 그리고/또 약 1.5 m보다 작은 수평 길이를 갖는 턴(turn) 또는 커브(curve)를 따라 유리 리본의 재지향을 완료함으로써 유리 리본을 재지향시키는 단계를 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 방법은 수직 또는 본질적으로 수직 방향에서 약 200 mm 이하의 수평 길이를 따라 수평 방향으로 유리 리본의 재지향을 포함한다.
유리 리본이 수직 프로세스에서 수평 프로세스로 재지향된 공지의 프로세스는 통상 보다 높은 점성 유리를 이용한다. 예컨대, 공지의 프로세스 및 장치는 108 poise보다 큰 점성을 갖는 유리를 사용하며 그와 같은 유리는 처리 동안 상당한 그리고 바람직하지 않은 탄성 스트레스를 야기한다. 더욱이, 그러한 보다 높은 점성 유리는 보다 큰 레이아웃(layout)을 갖는 장치의 이용을 여전히 필요로 한다. 예컨대, 그러한 턴 또는 재지향의 반경은 에어 베어링을 이용하여 보다 높은 점성 유리로 형성된 유리 리본의 재지향을 아주 충분히 가능하게 해야 한다. 이에 따라 크나큰 탄성 스트레스가 야기될 수 있다. 본원에 기술된 방법의 실시예들은 이들 문제를 처리한다.
하나 또는 그 이상의 실시예들에 있어서, 그 방법은 제1방향으로 유리 리본을 공급하는 단계를 포함하며, 여기서 상기 유리 리본의 적어도 일부는 낮은 점성을 나타낸다. 본원에 사용한 바와 같이, "낮은 점성"은 약 108 poise보다 작은, 약 107.8 poise보다 작은, 약 107.6 poise보다 작은, 약 107.4 poise보다 작은, 약 107.2 poise보다 작은, 약 107 poise보다 작은 점성 범위 그리고 그 모든 범위 및 그들간 서브-범위를 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 유리 리본은 약 106 poise보다 큰 낮은 점성을 갖는다.
상기 방법은 다수의 방식에 의해 제1방향으로 유리 리본을 공급하는 단계를 포함한다. 도 1 및 2에 나타낸 바와 같이, 유리 리본을 공급하는 단계는 개방 슬롯(112)을 포함하는 성형체(110)를 통해 용융 유리(120)를 유동시키는 단계를 포함한다. 상기 용융 유리(120)는 수직 방향으로 유동되거나 또는 유리 리본(140)을 형성하기 위해 회전되는 롤 쌍(130)에 랜드(land)하도록 수직 방향으로 자유 유동하게 한다.
도 3에 나타낸 바와 같이, 제1방향으로 유리 리본을 공급하는 단계는 적어도 하나의 성형 롤(220) 쌍간 용융 유리(210)를 유동하는 단계를 포함한다. 유리 공급 유닛(200)은 1000℃ 이상의 온도로 용융 유리(210)를 공급한다. 일 실시예에 있어서, 상기 성형 롤 쌍들은 가열되어, 예컨대 250℃ 이상, 500℃ 이상, 또는 600℃ 이상의 표면 온도를 유지한다. 그러한 성형 롤(220) 쌍은 유리 공급 유닛(200) 아래에 수직으로 위치되어 그 용융 유리를 거의 원하는 두께를 갖는 형성된 유리 리본(230)으로 형성한다. 몇몇 실시예들에 있어서, 하나 이상의 성형 롤(220) 쌍이 유리 리본을 형성하는데 사용될 수 있다(예컨대, 2개, 3개, 4개 또는 그 이상의 성형 롤 쌍). 좀더 특정한 실시예에 있어서, 상기 방법은 도 4에 나타낸 바와 같이, 적어도 하나의 사이징 롤(222) 쌍 사이에 상기 형성된 유리 리본(230)을 공급함으로써 유리 리본(230)의 두께를 감소시키는 단계를 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 하나 이상의 사이징 롤(222) 쌍이 유리 리본의 두께를 감소시키는데 이용될 수 있다(예컨대, 2개, 3개, 4개 또는 그 이상의 사이징 롤 쌍). 상기 방법은 약 400℃ 이하, 300℃ 이하, 또는 200℃ 이하로 그러한 사이징 롤 쌍들의 표면 온도를 유지하는 단계를 포함한다. 그러한 사이징 롤(222)들은 상기 성형 롤(220)들 아래에 수직으로 위치되어 그 형성된 유리 리본(230)을 받아들여 원하는 두께 및 원하는 두께 균일성을 갖는 치수화된 유리 리본(232)를 생성하도록 상기 유리 리본을 얇게한다. 그러한 치수화된 유리 리본(232)의 두께는 ±0.025 mm 이하로 변할 것이다. 도 5 및 6에 나타낸 바와 같이, 하나의 풀링 롤(224) 쌍이 상기 치수화된 유리 리본(232)을 받아들이고 상기 형성된 유리 리본(230) 및/또는 상기 치수화된 유리 리본(232)에 응력을 생성하기 위해 사이징 롤(222) 아래에 수직으로 위치된다. 옵션의 노치(notch)가, 유리 시트를 분리된 유리 제품으로 분리 또는 절단하는 것과 같은 후 처리를 용이하게 하는 상기 유리 리본 상에 로컬 임프린트(local imprint)를 생성하기 위해 하나 또는 그 이상의 롤 상에 배치될 수 있다.
하나 또는 그 이상의 대안의 실시예들에 있어서, 유리 리본을 공급하는 단계는 퓨전 형성 프로세스(나타내지 않음)에 의해 유리 리본을 형성하는 단계를 포함한다. 하나 또는 그 이상의 특정 실시예들에 있어서, 상기 방법은 다수의 벽(나타내지 않음)들에 의해 규정된 개방 채널(나타내지 않음)을 포함하는 성형체로부터 용융 유리를 유동시키는 단계를 포함한다. 그러한 용융 유리는 개방 채널로 유동되어 그 벽들을 넘쳐흘러, 수렴 성형면(나타내지 않음)을 걸쳐 유동되는 용융 유리의 2개의 개별 유동으로 분리된다. 그러한 용융 유리의 개별 유동이 수직으로 유동되어 성형체로부터 내려가는 단일의 용융 유리 리본을 형성하도록 재결합된다. 이러한 방식에 있어서, 상기 방법은 수직인 제1방향으로 유리 리본을 드로우하는 단계를 포함한다.
하나 또는 그 이상의 실시예들에 있어서, 상기 방법은 유리 리본을 고체 물질과 접촉시키지 않고 제1방향에서 이 제1방향과 다른 제2방향으로 상기 유리 리본을 재지향시키는 단계를 포함한다. 도 7-9에 나타낸 바와 같이, 유리 리본을 접촉시키지 않고 제1방향과 다른 제2방향으로 유리 리본을 재지향시키는 단계는 다음의 범위와 같은 압력으로 유리 리본에 가스를 지향시킴으로써 제공된 가스 필름 상에 유리 필름을 서포트하는 단계를 포함한다: 즉, 상기 범위는 약 1 × 105 Pa 내지 약 3 × 105 Pa, 약 1.2 × 105 Pa 내지 약 3 × 105 Pa, 약 1.4 × 105 Pa 내지 약 3 × 105 Pa, 약 1.6 × 105 Pa 내지 약 3 × 105 Pa, 약 1.8 × 105 Pa 내지 약 3 × 105 Pa, 약 1 × 105 Pa 내지 약 2.8 × 105 Pa, 약 1 × 105 Pa 내지 약 2.6 × 105 Pa, 약 1 × 105 Pa 내지 약 2.4 × 105 Pa, 약 1 × 105 Pa 내지 약 2.2 × 105 Pa, 약 1 × 105 Pa 내지 약 2 × 105 Pa의 범위 그리고 그 모든 범위 및 그들간 서브-범위가 된다.
도 7에 나타낸 바와 같이, 상기 방법은 가스가 유리 리본으로 지향되는 만곡 서포트(310)를 포함하는 가스 베어링(312)의 적어도 일부를 따라 유리 리본(300)을 공급하거나 가이드함으로써 유리 리본에 가스를 지향시키는 단계를 포함한다. 상기 가스는 유리 리본이 서포트되는 가스 필름(313)을 형성한다. 몇몇 실시예들에 있어서, 상기 방법은 만곡 서포트(310)를 가열함으로써 가스 베어링(312)을 통해 공급된 가스를 가열하는 단계를 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 만곡 서포트(310)는 가스 베어링(312)을 통해 공급된 가스 또한 그 만곡 서포트의 온도의 약 10℃ 내의 온도로 가열되게 하는 온도로 가열될 것이다. 예컨대, 이하 기술되는 바와 같이, 상기 방법은 약 200℃ 내지 약 400℃ 범위의 온도로 상기 만곡 서포트(310)를 가열하여, 결과적으로 상기 만곡 서포트의 온도의 약 10℃ 내의 온도로 가스를 가열하는 단계를 포함한다.
도 7에 나타낸 바와 같이, 상기 방법은 약 200 mm 이하, 100 mm 이하, 90 mm 이하, 80 mm 이하, 70 mm 이하, 60 mm 이하, 50 mm 이하의 범위 그리고 그 모든 범위 및 그들간 서브-범위의 수평 길이(322)를 갖는 턴(320)을 따라 유리 리본(300)을 재지향시키는 단계를 포함한다. 상기 턴(320)의 수평 길이(322)는 도 7에 나타낸 프로세스 및 장치에 의해 달성되는 작은 반경 턴을 나타내며, 이에 의해 그러한 프로세스 및 장치 레이아웃의 사이즈를 최소화한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 유리 리본(300)은 여전히 점성을 유지하면서 재지향된다. 몇몇 실시예들에 있어서, 상기 방법은 그 재지향된 유리 리본(302)의 점성을 그 유리 리본이 냉각됨에 따라 증가하게 하는 단계를 포함한다. 그러나, 다른 실시예들에 있어서, 상기 방법은 재지향 전의 유리 리본 300과 거의 동일한 점성으로 상기 재지향된 유리 리본 302를 포함한다.
하나 또는 그 이상의 실시예들에 있어서, 상기 방법은 상기 만곡 서포트(310)를 회전시키는 단계 또는 정지의 만곡 서포트(310)를 제공하는 단계를 포함한다. 또한 상기 방법은 그 아치형 표면(314)의 일부를 따라 한 방향(도 7에 나타낸 바와 같이)으로 또는 그 아치형 바깥 표면(314) 모두를 통해 모든 방향(나타내지 않음)으로 상기 만곡 서포트의 가스 베어링(312)을 통해 가스를 지향시키는 단계를 포함한다. 상기 아치형 표면(314) 상으로 지향된 가스는 상기 턴(320)에서 재지향 동안 유리 리본(300)을 서포트하기 위한 아치형 가스 필름(313)을 형성한다. 가스 베어링(312)이 한 방향으로 가스를 지향시키는 실시예에 있어서, 상기 방법은 특별히 만곡 서포트의 온도 분포를 균일화하기 위해 상기 만곡 서포트(310)를 회전시키는 단계를 포함한다. 균일화된 온도 분포는 온도 변화에 의해 종종 야기된 만곡 서포트의 휨을 방지한다. 상기 방법은 상기 턴(320)의 내측에 만곡 서포트(310)를 위치시키는 단계를 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 방법은 재지향 동안 만곡 서포트(310)와 함께 유리 리본(300)을 가이드하도록 에어 베어링을 포함하는 제2서포트(나타내지 않음)를 제공하는 단계를 포함한다.
도 7에 나타낸 바와 같이, 상기 방법은 수평으로 배치된 평면 서포트(330)를 포함하는 제2가스 베어링(332) 상에 재지향된 유리 리본(302)을 공급하는 단계를 더 포함한다. 상기 방법은 한 측면에 상기 재지향된 유리 리본(330)을 서포트하는 가스 필름(333)을 형성하기 위해 제2가스 베어링(332)으로부터 가스를 지향시키는 단계를 포함한다.
도 8에 나타낸 실시예에 있어서, 상기 방법은, 유리 리본이 수직 방향으로 떨어짐에 따라, 그 유리 리본과 반대 방향으로 위쪽으로 에어를 지향시키는 단지 하나의 가스 베어링(432)으로부터 가스를 유리 리본으로 지향시킴으로써 제공된 가스 필름(433) 상에 유리 리본을 서포트하여 유리 리본(400)을 제1방향에서 제2방향으로 재지향시키는 단계를 포함한다. 그러한 나타낸 실시예에 있어서, 상기 가스 베어링(432)은 평면 가스 필름(433)을 제공하는 수평으로 배치된 평면 서포트(430)를 포함한다. 그와 같은 실시예들에 있어서, 상기 방법은, 도 7의 실시예와 반대로, 유리 리본(400)이 가이드 없이 중력 및 그 자신의 점성 및/또는 두께로 인해, 수평으로 배치된 평면 서포트(430) 쪽으로 떨어지게 하는 단계를 포함한다. 상기 방법은 가스 베어링(432)으로부터 위쪽으로 가스를 지향시키는 단계 및 제1방향에서 제2방향으로 재지향 동안 상기 유리 리본을 서포트하도록 평면 가스 필름(433)을 형성하는 단계를 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 방법은 가스 필름(433)을 이용하여 턴(420)에서 유리 리본(400)을 재지향시키는 단계를 포함한다. 몇몇 실시예들에 있어서, 상기 방법은 도 7의 턴(320)과 같은 동일하거나 유사한 길이(예컨대, 200 mm 이하, 100 mm 이하, 90 mm 이하, 80 mm 이하, 70 mm 이하, 60 mm 이하, 50 mm 이하의 범위 그리고 그 모든 범위 및 그들간 서브-범위)에 걸쳐 상기 턴(420)에서 유리 리본(400)을 재지향시키는 단계를 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 유리 리본(400)은 여전히 점성을 유지하면서 재지향된다. 몇몇 실시예들에 있어서, 상기 방법은 그 재지향된 유리 리본(402)의 점성을 그 유리 리본이 냉각됨에 따라 증가하게 하는 단계를 포함한다. 그러나, 다른 실시예들에 있어서, 상기 방법은 재지향 전의 유리 리본 400과 거의 동일한 점성으로 상기 재지향된 유리 리본 402를 포함한다.
하나 또는 그 이상의 실시예들에 있어서, 상기 방법은 유리 리본을 공급하는 속도를 수정하는 단계를 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 방법은 만곡 서포트의 사용 없이 그 속도를 수정하는 단계를 포함한다. 도 8에 나타낸 바와 같이, 상호 통신하는 센서 및 속도 콘트롤을 포함하는 시스템(400)은 상기 유리 리본을 공급하는 속도를 수정하는데 이용될 수 있다. 예컨대, 센서는 재지향의 형태를 광학적으로 검출하는데 사용되고 라인의 속도를 증가 또는 감소시키기 위한 신호를 전송하며, 이러한 방법에 의해 유리 리본이 공급된다.
상기 가스 베어링(들) 312, 332와 관련하여, 상기 만곡 서포트(310) 및 수평으로 배치된 평면 서포트(330)는 그러한 가스 베어링으로부터의 가스가 유동되는 압축된 다공성 재료로부터 적어도 부분적으로 형성될 것이다. 그러한 다공성 재료는 그레파이트, 세라믹, 일부 소결된 금속, 내고온성 금속 산화물(들), 탄화 규소 및 다른 유사한 재료들을 포함하며, 이를 통해 가스가 상기한 압력으로 유동된다. 상기 다공성 재료의 투과성은 약 10-15 m2 내지 약 10-13 m2의 범위가 된다. 상기 방법은 도 10-12에 나타낸 바와 같은 하나의 피드(feed) 또는 다수의 피드를 통해 다공성 재료에 가스를 공급하는 단계를 포함한다. 도 10에 있어서, 상기 방법은 하나의 개방 단부(436) 및 하나의 폐쇄 단부(438)를 갖춘 직렬의 피드(434)들을 통해 가스를 공급하는 단계를 포함한다. 그러한 개방 및 폐쇄 단부들은 수평으로 배치된 평면 서포트의 각 측면의 길이를 따라 교대로 엇갈린다. 상기 피드는 수평으로 배치된 평면 표면의 상면에 가깝게 또는 인접하여 배치될 것이다. 예컨대, 상기 피드는 상면(400)으로부터 3 mm 또는 5 mm 내에 배치된다.
도 12에 나타낸 바와 같이, 만곡 서포트(600)는 제1단부(610), 제2단부(620) 및 가스가 가스 베어링을 위해 공급되는 환형 공간을 규정하는 상기 제1단부(610)에서 제2단부(620)까지 확장하는 환형 피드(630; annular feed)를 포함한다. 대안으로, 만곡 서포트(700)는 제1단부(710), 제2단부(720) 및 가스가 가스 베어링을 위해 공급되는 상기 제1단부(710)에서 제2단부(720)까지 확장하는 개별 종방향 피드(730; longitudinal feed)를 포함한다. 상기 방법은 상기 가스 베어링을 위한 환형 피드(630) 또는 종방향 피드(730)를 통해 가스를 공급하는 단계를 포함한다.
하나 또는 그 이상의 실시예들에 있어서, 상기 방법은 재지향 동안 유리 리본에 최소의 응력을 도입하거나 또는 응력을 도입하지 않는 단계를 포함한다. 하나 또는 그 이상의 다른 실시예들에 있어서, 상기 방법은 유리 리본의 두께를 더 감소시키기 위해 재지향 동안 그 유리 리본에 응력을 인가하는 단계를 포함한다. 그 두께는 약 20%까지, 약 25%까지, 또는 심지어 약 30%까지 감소될 것이다. 하나 또는 그 이상의 실시예들에 있어서, 상기 유리 리본에서의 응력은 만곡 서포트(예컨대 310)의 적어도 일부를 따라 유리 리본을 공급하는 동안과 수평으로 배치된 평면 서포트(예컨대, 330)에 유리 리본을 공급하는 동안간 생성된다.
상기 방법의 하나 또는 그 이상의 실시예들에 있어서, 유리 리본을 재지향하는 단계는 그 유리 리본이 원하는 점성(예컨대, 약 108 poise보다 작은, 약 107.8 poise 이하, 약 107.6 poise 이하, 약 107.4 poise 이하, 약 107.2 poise 이하, 약 107 poise 이하)을 나타내도록 유리 리본의 온도를 유지하는 단계를 포함한다. 몇몇 실시예들에 있어서, 상기 방법은 여기에 기술한 바와 같이 제1온도에서 낮은 점성을 나타내는 유리 리본의 일부의 온도를 유지하는 단계를 포함한다. 유리 리본 또는 낮은 점성을 나타내는 그 유리 리본의 일부의 온도는 유리 리본에 가스를 지향시킴으로써 유지되며, 이에 따라 가스 베어링 및/또는 그 가스 베어링에 의해 생성된 가스 필름이 약 200℃ 내지 약 400℃ 범위의 온도를 갖는 가스 베어링 효과를 생성한다. 추가로 또는 대안으로, 상기 방법은 그러한 환경을 콘트롤하는 단계를 포함하며, 특히 적어도 재지향 동안 그러한 환경의 온도를 콘트롤하는 단계를 포함한다.
하나 또는 그 이상의 실시예들에 있어서, 재지향 유리 리본은 약 0.1mm 내지 약 5 mm, 약 0.1 mm 내지 약 4 mm, 약 0.1 mm 내지 약 3 mm, 약 0.1 mm 내지 약 2 mm, 약 0.1 mm 내지 약 1mm, 약 0.5 mm 내지 약 5 mm, 약 0.75 mm 내지 약 5 mm, 약 1 mm 내지 약 5 mm, 약 1.5 mm 내지 약 5 mm, 약 0.1 mm 내지 약 0.9 mm, 약 0.1 mm 내지 약 0.8 mm, 약 0.1 mm 내지 약 0.7 mm, 약 0.1 mm 내지 약 0.6 mm, 약 0.1 mm 내지 약 0.5 mm의 범위 그리고 그 모든 범위 및 그들간 서브-범위의 두께를 나타낸다. 몇몇 예들에 있어서, 상기 방법은 제1방향에서 제2방향으로 유리 리본의 재지향 동안 그 유리 리본의 두께를 감소시키는 단계를 포함한다. 하나의 변형에 있어서, 상기 방법은 제1방향에서 제2방향으로 유리 리본의 재지향 동안 약 5%, 약 10 %, 약 15%, 약 20% 또는 약 25%까지 유리 리본의 두께를 감소시키는 단계를 포함한다. 하나 또는 그 이상의 다른 실시예들에 있어서, 상기 방법은 유리 리본의 두께를 거의 유지하는 단계를 포함한다. 하나의 변형에 있어서, 상기 방법은 제2방향의 유리 리본이 제1방향의 유리 리본의 두께보다 작은 5% 이하이도록 재지향 동안 유리 리본의 두께를 유지하는 단계를 포함한다.
하나 또는 그 이상의 실시예들에 있어서, 본원에 기술된 상기 방법은 약 1 mm 또는 약 1.1 mm의 두께, 약 60 mm 내지 약 70 mm 범위의 폭을 갖는 유리 리본을 약 11 mm/분의 속도로 형성 및 재지향할 수 있다. 따라서, 몇몇 실시예들에서, 상기 유리 리본은 약 0.2 MPa의 압력으로 유리 리본에 가스를 지향시키는 본원에 기술한 바와 같은 가스 베어링 시스템을 이용하여 형성 및 재지향된다. 그 결과의 유리 리본은 우수한 평탄성을 나타내고, 광학 왜곡이 없으며, 그 유리 리본과 고체 물질간 가능한 접촉을 나타내는 시각적 손상을 나타내지 않는다.
상기 하나 또는 그 이상의 실시예들에 따른 방법은 유리 리본을 유리 시트로 냉각하는 단계를 포함한다. 도 9에 나타낸 실시예는 박막 롤링 프로세스를 통해 제공된 유리 리본(400)을 나타낸다. 특히, 상기 방법은 용융 유리를 유리 공급 장치(500)에서 성형 롤(510) 쌍으로 공급하는 단계 및 원하는 두께에 가까운 두께를 갖는 유리 리본(400)을 형성하는 단계를 포함한다. 상기 방법은 유리 리본의 두께를 수정하기 위해 유리 리본(400)을 사이징 롤(520) 쌍으로 공급하는 단계를 포함한다. 상기 방법은 수평으로 배치된 평면 서포트(430)의 에어 베어링에 의해 유리 리본으로 지향된 가스에 의해 제공된 가스 필름 상에 유리 리본(400)을 서포트함으로써 턴(420)에서 수직 방향에서 수평 방향으로 유리 리본(400)을 재지향시키는 단계를 포함한다. 상기 가스 필름은 노(530)에서 열처리, 제어 냉각(550), 개별 시트로 분리(560; 예컨대, 스코어 및 브레이크에 의해) 및 최종 냉각(570)을 위해 유리 리본(400)을 컨베이어(540) 상에 서포트하여 이송한다. 상기 유리 시트는 옵션으로 하나 또는 그 이상의 세라밍 프로세스 또는 이온 교환 프로세스에 의해 처리될 것이다.
본 개시의 제2형태는 유리 또는 유리-세라믹 형성 장치에 관한 것이다. 하나 또는 그 이상의 실시예들에 있어서, 상기 장치는 제1방향(예컨대, 수직)으로 약 108 poise보다 작은 점성을 나타내는 유리 리본을 공급하기 위한 유리 공급 장치 및 상기 유리 리본을 제2방향(예컨대, 수평)으로 재지향시키기 위한 재지향 시스템을 포함한다. 도 1-6에 나타내고 본원에서 언급한 바와 같이, 상기 유리 공급 장치는 유리 리본을 공급하기 위한 다수의 구성 및 시스템을 포함한다. 도 1-2에 나타낸 바와 같이, 상기 유리 공급 장치는 유리 리본(140)을 형성하기 위해 회전되는 롤 쌍(130)으로 용융 유리(120)를 수직 방향으로 유동시키기 위한 개방 슬롯(112)을 포함하는 성형체(110)를 포함한다.
도 3-6에 나타낸 바와 같이, 상기 유리 공급 장치는 박막 롤링 시스템을 포함한다. 상기 유리 공급 장치는 유리 공급 유닛(200), 1000℃ 이상의 온도로 용융 유리(210)를 공급하기 위한 히터(나타내지 않음)를 포함하고, 상기 유리 공급 유닛(200) 아래에 수직으로 위치된 적어도 하나의 롤러(220) 쌍(예컨대, 약 250℃ 이상, 500℃ 이상, 또는 600℃ 이상으로 가열되는)을 포함한다. 상기 유리 공급 장치는 옵션으로 성형 롤(220)로부터 받아들인 유리 리본의 두께를 감소시키기 위해 상기 성형 롤(220) 아래에 수직으로 위치된 도 4에 나타낸 바와 같은 적어도 하나의 사이징 롤(222) 쌍을 포함한다. 도 5 및 6에 나타낸 바와 같이, 상기 유리 공급 장치는 옵션으로 치수화된 유리 리본(232)을 받아들이고 그 형성된 유리 리본(230) 및/또는 상기 치수화된 유리 리본(232)에 응력을 생성하기 위한 상기 사이징 롤(222) 아래에 수직으로 위치되는 풀링 롤(224) 쌍을 포함한다.
하나 또는 그 이상의 다른 실시예들에 있어서, 유리 공급 시스템은 퓨전 형성 시스템(나타내지 않음)을 포함할 것이다. 하나 또는 그 이상의 특정 실시예들에 있어서, 그러한 퓨전 형성 시스템은 용융 유리를 가열하는 정제 용기와 소통하는 용융 유리를 생성하기 위해 배치 재료를 용융하기 위한 용융로(나타내지 않음)를 포함한다. 상기 퓨전 형성 시스템은 용융 유리를 균질화하기 위한 정제 용기와 소통하는 교반 용기(나타내지 않음) 및 이 교반 용기와 소통하는 성형체(나타내지 않음)를 포함한다. 상기 성형체는 다수의 벽(나타내지 않음)에 의해 규정된 개방 채널(나타내지 않음), 성형체의 하부에서 수렴되는 한 쌍의 수렴 성형면(나타내지 않음)을 포함한다. 동작에 있어서, 교반 용기로부터의 용융 유리는 성형체의 개방 채널로 유동되어 그 벽을 넘쳐흘러, 상기 수렴 성형면(나타내지 않음)을 걸쳐 유동되는 용융 유리의 2개의 개별 유동으로 분리된다. 그러한 용융 유리의 개별 유동들은 수직으로 유동되어, 상기 성형체로부터 내려가는 용융 유리의 단일의 리본을 형성하기 위해 재결합된다. 이러한 방식에서, 퓨전 형성 시스템은 수직인 제1방향으로 그 드로우된 유리 리본을 제공한다.
상기 하나 또는 그 이상의 실시예들의 장치는 유리 리본을 제2방향으로 재지향시키기 위해 유리 공급 장치의 아래에 배치된 재지향 시스템을 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 재지향 시스템은 재지향 동안 유리 리본을 서포트하기 위한 가스 필름을 제공하기 위한 적어도 하나의 가스 베어링 시스템을 포함한다. 그러한 적어도 하나의 가스 베어링 시스템(310)은 유리 리본을 제2방향으로 재지향시키는 아치형 가스 필름 표면을 제공하기 위한 바깥 만곡면(314)을 갖는 만곡 서포트(310)를 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 만곡 서포트(310)는 유리 리본이 제공된 방향으로 제1축 주위를 회전할 수 있다. 하나 또는 그 이상의 다른 실시예들에 있어서, 상기 만곡 서포트(310)는 정지될 수 있다.
도 7의 실시예에 나타낸 바와 같이, 상기 장치는 제2가스 베어링(332)를 포함한다. 그러한 제2가스 베어링(322)은 그 재지향된 유리 리본을 제2방향으로 서포트하는 평면 가스 필름(333)을 제공하기 위한 수평으로 배치된 평면 서포트(330)를 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 장치는 수평으로 배치된 평면 서포트를 포함하는 가스 베어링을 포함하나 만곡 서포트를 포함하는 가스 베어링을 포함하지 않는다.
하나 또는 그 이상의 실시예들에 있어서, 상기 장치는 유리 리본의 재지향을 모니터링하기 위한 시스템을 포함한다. 도 8에 나타낸 바와 같이, 그러한 시스템(400)은 유리 리본이 턴(420)에서 재지향됨에 따라 그 유리 리본(400)의 형태를 모니터하도록 위치된다. 상기 시스템(400)은 유리 리본의 재지향의 형태를 검출하기 위한 센서를 포함한다. 그러한 센서는 광학 검출기를 포함한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 센서는 속도 콘트롤과 통신할 것이다. 상기 센서는 유리 리본의 공급을 증가 또는 감소시키기 위한 신호를 속도 콘트롤에 제공한다. 하나 또는 그 이상의 실시예들에 있어서, 상기 속도 콘트롤은 유리 공급 장치 및/또는 가스 베어링(들)과 통신한다.
Claims (20)
- 적어도 일부가 106 poise보다 크고 108 poise보다 작은 점성을 나타내는 유리 리본을 제1방향으로 공급하는 단계; 및
상기 유리 리본을 고체 물질과 접촉시키지 않고 상기 제1방향과 다른 제2방향으로 상기 유리 리본을 재지향시키는 단계를 포함하며,
상기 유리 리본은 상기 제2방향에서 1 mm 이하의 두께를 나타내고, 상기 유리 리본의 적어도 일부가 상기 재지향 단계 동안 106 poise보다 크고 107.4 poise보다 작은 점성을 나타내는, 유리 제품 형성 방법. - 청구항 1에 있어서,
유리 리본을 재지향시키는 단계는 1 × 105 Pa 내지 3 × 105 Pa 범위의 압력을 갖는 유리 리본으로 가스를 지향시킴으로써 제공된 가스 필름 상에 유리 리본을 서포트하는 단계를 포함하는, 유리 제품 형성 방법. - 청구항 2에 있어서,
유리 리본으로 가스를 지향시키는 단계는:
만곡 서포트를 포함하는 제1가스 베어링을 따라 유리 리본을 가이드하는 단계, 및 상기 제1가스 베어링을 따라 유리 리본을 가이드한 후 수평으로 배치된 평면 서포트를 포함하는 제2가스 베어링을 따라 유리 리본을 옵션으로 가이드하는 단계를 포함하는, 유리 제품 형성 방법. - 청구항 2에 있어서,
유리 리본을 재지향시키는 단계는 수평으로 배치된 평면 서포트를 포함하는 가스 베어링 상으로 유리 리본을 가이드하는 단계를 더 포함하는, 유리 제품 형성 방법. - 청구항 4에 있어서,
유리 리본에 응력을 생성하는 단계를 더 포함하며, 상기 유리 리본은 재지향 동안 형태를 나타내고, 상기 방법은 상기 형태를 감지하고 그 감지된 형태에 기초하여 유리 리본으로 지향된 가스 및 유리 리본 공급의 적어도 하나의 속도를 콘트롤하는 단계를 더 포함하는, 유리 제품 형성 방법. - 청구항 1에 있어서,
유리 리본을 공급하는 단계는:
적어도 하나의 성형 롤 쌍간 용융 유리를 유동시키는 단계, 여기서 상기 용융 유리는 옵션으로 수직으로 유동됨;
개방 채널을 규정하는 다수의 벽들을 포함하는 성형체로 용융 유리를 유동시키고, 유리 리본을 형성하기 위해 결합되는 용융 유리의 2개의 개별 유동으로 성형체의 벽들을 통해 유동의 용융 유리를 넘쳐흐르게 하는 단계, 여기서 상기 용융 유리의 결합된 개별 유동은 옵션으로 수직으로 유동됨; 및
개방 슬롯을 포함하는 성형체를 통해 용융 유리를 유동시키는 단계 중 어느 하나를 포함하는, 유리 제품 형성 방법. - 청구항 1에 있어서,
유리 리본을 유리 시트로 냉각하는 단계 및 이온 교환 프로세스 및 세라밍 프로세스 중 적어도 하나에 의해 유리 시트를 옵션으로 처리하는 단계를 더 포함하는, 유리 제품 형성 방법. - 적어도 일부가 106 poise보다 크고 108 poise보다 작은 점성을 나타내는 유리 리본을 제1방향으로 공급하기 위한 유리 공급 장치; 및
제2방향으로 상기 유리 리본을 재지향시키기 위해 상기 유리 공급 장치의 아래에 배치되고, 상기 유리 리본을 서포트하기 위한 가스 필름을 제공하기 위한 적어도 하나의 가스 베어링 시스템을 포함하는 재지향 시스템을 포함하며,
상기 적어도 하나의 가스 베어링 시스템은:
유리 리본을 제2방향으로 재지향시키는 아치형 가스 필름을 제공하고, 유리 리본이 공급되는 방향으로 제1축 주위를 회전하거나 또는 정지되는 만곡 서포트; 및
유리 리본을 제2방향으로 재지향시키는 평면 가스 필름을 제공하기 위한 수평으로 배치된 평면 서포트 중 어느 하나를 포함하고,
상기 유리 리본의 적어도 일부가 상기 재지향 동안 106 poise보다 크고 107.4 poise보다 작은 점성을 나타내는, 유리 리본 형성 장치. - 청구항 8에 있어서,
재지향된 유리 리본을 제2방향으로 서포트하는 평면 가스 필름을 제공하기 위한 수평으로 배치된 평면 서포트를 포함하는 제2가스 베어링 시스템을 더 포함하는, 유리 리본 형성 장치. - 청구항 8 또는 9에 있어서,
속도 콘트롤과 통신하는 유리 리본의 재지향의 형태를 검출하기 위한 센서를 포함하는 시스템을 더 포함하며,
상기 센서는 상기 유리 리본의 재지향의 형태에 기초하여 상기 속도 콘트롤에 증가 또는 감소를 시그널링하는, 유리 리본 형성 장치.
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201361888623P | 2013-10-09 | 2013-10-09 | |
| US61/888,623 | 2013-10-09 | ||
| PCT/US2014/059587 WO2015054329A1 (en) | 2013-10-09 | 2014-10-08 | Apparatus and method for forming thin glass articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160065170A KR20160065170A (ko) | 2016-06-08 |
| KR102302717B1 true KR102302717B1 (ko) | 2021-09-16 |
Family
ID=51844853
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167011404A KR102302717B1 (ko) | 2013-10-09 | 2014-10-08 | 얇은 유리 제품을 형성하기 위한 장치 및 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US10246365B2 (ko) |
| EP (1) | EP3055258B1 (ko) |
| JP (1) | JP6680673B2 (ko) |
| KR (1) | KR102302717B1 (ko) |
| CN (2) | CN109748491B (ko) |
| TW (1) | TWI664157B (ko) |
| WO (1) | WO2015054329A1 (ko) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI700131B (zh) * | 2015-08-21 | 2020-08-01 | 美商康寧公司 | 處理玻璃的方法及設備 |
| TWI729116B (zh) * | 2016-04-21 | 2021-06-01 | 美商康寧公司 | 用於處理玻璃的方法與設備 |
| KR102632509B1 (ko) | 2016-09-13 | 2024-02-02 | 코닝 인코포레이티드 | 유리 기재 프로세싱 장치 및 방법 |
| TW201920014A (zh) * | 2017-08-17 | 2019-06-01 | 美商康寧公司 | 具有增進的強度性質之熱強化玻璃以及用於製造之方法 |
| WO2019055751A1 (en) | 2017-09-15 | 2019-03-21 | Corning Incorporated | SYSTEMS AND METHODS FOR PROCESSING A GLASS TAPE |
| TWI813592B (zh) * | 2017-10-30 | 2023-09-01 | 美商康寧公司 | 用於處理薄玻璃帶的系統及方法 |
| CN111386235B (zh) * | 2017-10-31 | 2023-04-07 | 康宁公司 | 用于处理薄玻璃带的系统及方法 |
| US20190169059A1 (en) * | 2017-12-04 | 2019-06-06 | Corning Incorporated | Methods for forming thin glass sheets |
| CN112236402A (zh) * | 2018-04-06 | 2021-01-15 | 康宁股份有限公司 | 制造双折射减少的玻璃基材的方法 |
| WO2020005555A1 (en) | 2018-06-28 | 2020-01-02 | Corning Incorporated | Continuous methods of making glass ribbon and as-drawn glass articles from the same |
| EP3838852A4 (en) * | 2018-08-13 | 2022-06-01 | Agc Inc. | PLATE GLASS MAKING APPARATUS AND MOLDING FOR USE IN PLATE GLASS MAKING DEVICE |
| EP4028367A4 (en) * | 2019-09-12 | 2023-09-13 | Corning Incorporated | METHOD AND DEVICE FOR PRODUCING A GLASS RIBBON |
| JP2022547308A (ja) * | 2019-09-13 | 2022-11-11 | コーニング インコーポレイテッド | ジャイロトロンマイクロ波加熱デバイスを用いてガラスリボンを形成する連続的方法 |
| JP7450851B2 (ja) * | 2020-02-25 | 2024-03-18 | 日本電気硝子株式会社 | ガラスフィルムの製造方法 |
| JP7486044B2 (ja) * | 2020-03-17 | 2024-05-17 | 日本電気硝子株式会社 | 帯状ガラスフィルムの製造方法 |
| CN116529210A (zh) * | 2020-10-02 | 2023-08-01 | 康宁股份有限公司 | 用于制造玻璃带的方法和设备 |
| NL2027190B1 (en) | 2020-11-13 | 2022-06-30 | Corning Inc | Apparatus for, and method of, roll forming sheets of high refractive index glass |
| CN112551222A (zh) * | 2020-12-07 | 2021-03-26 | 河北光兴半导体技术有限公司 | 柔性基板玻璃卷制系统 |
| WO2023177539A1 (en) * | 2022-03-15 | 2023-09-21 | Corning Incorporated | Methods and apparatus for manufacturing a ribbon |
| WO2024097124A1 (en) * | 2022-11-03 | 2024-05-10 | Corning Incorporated | Methods and apparatus for manufacturing a glass ribbon |
| CN116693173A (zh) * | 2023-06-08 | 2023-09-05 | 咸宁南玻光电玻璃有限公司 | 微晶玻璃成型设备 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001192220A (ja) | 2000-01-06 | 2001-07-17 | Asahi Glass Co Ltd | 連続板硝子の安定製法 |
| JP2004026535A (ja) | 2002-06-24 | 2004-01-29 | Asahi Glass Co Ltd | 板硝子の製造方法及び装置 |
| JP2004035381A (ja) * | 2002-07-08 | 2004-02-05 | Asahi Glass Co Ltd | 薄板ガラスの製造装置 |
| JP2007191319A (ja) | 2006-01-17 | 2007-08-02 | National Institute Of Advanced Industrial & Technology | ガラス成形品の製造方法 |
| WO2007132797A1 (ja) | 2006-05-16 | 2007-11-22 | National Institute Of Advanced Industrial Science And Technology | 板ガラスのロール成形製造方法及び装置並びにその製品 |
| US20120159989A1 (en) | 2009-07-09 | 2012-06-28 | Asahi Glass Company, Limited | Plate glass manufacturing device and plate glass manufacturing method |
| JP2012131661A (ja) * | 2010-12-21 | 2012-07-12 | Nippon Electric Glass Co Ltd | ガラス板製造方法、ガラス板製造装置及びガラスロール |
Family Cites Families (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4203750A (en) | 1979-04-05 | 1980-05-20 | Corning Glass Works | Manufacture of flat glass |
| JPS58145627A (ja) | 1982-02-24 | 1983-08-30 | Sharp Corp | ガラス基板の製造方法 |
| JPS63315529A (ja) | 1987-06-17 | 1988-12-23 | Ishizuka Glass Ltd | ガラス製品の移送方法 |
| AU7877491A (en) * | 1990-05-11 | 1991-12-10 | Rudolph J. Liedtke | Air bearing for web material |
| FR2741335B1 (fr) | 1995-11-22 | 1998-01-16 | Corning Inc | Procede et dispositif de formage d'une feuille en un materiau vitreux, par pressage de la feuille a l'etat pateux entre des rouleaux contrarotatifs |
| WO1997031868A1 (fr) * | 1996-02-29 | 1997-09-04 | Asahi Glass Company Ltd. | Processus de formation de verre plat |
| US5970747A (en) | 1996-11-07 | 1999-10-26 | Corning Incorporated | Apparatus for forming glass sheets with coaxial cavities |
| JPH10167740A (ja) | 1996-12-16 | 1998-06-23 | Nippon Electric Glass Co Ltd | 板ガラスの成形方法 |
| DE19918936A1 (de) * | 1999-04-27 | 2000-11-02 | Schott Glas | Verfahren und Vorrichtung zur Herstellung von Einzelglasscheiben |
| JP3586142B2 (ja) | 1999-07-22 | 2004-11-10 | エヌエッチ・テクノグラス株式会社 | ガラス板の製造方法、ガラス板の製造装置、及び液晶デバイス |
| JP4218263B2 (ja) * | 2002-06-24 | 2009-02-04 | 旭硝子株式会社 | 板硝子の製造方法 |
| US20050178159A1 (en) | 2002-07-08 | 2005-08-18 | Asahi Glass Company, Limited | Apparatus for manufacturing sheet glass |
| US7514149B2 (en) | 2003-04-04 | 2009-04-07 | Corning Incorporated | High-strength laminated sheet for optical applications |
| DE102004034694B3 (de) * | 2004-07-17 | 2006-01-05 | Schott Ag | Verfahren zur kontinuierlichen Erzeugung von Flachglas durch Walzen |
| DE102004059727B4 (de) * | 2004-12-11 | 2012-07-26 | Schott Ag | Vorrichtung und Verfahren zum kontaktlosen Transportieren oder Lagern von Glas oder Glaskeramik |
| EP1746076A1 (en) * | 2005-07-21 | 2007-01-24 | Corning Incorporated | Method of making a glass sheet using rapid cooling |
| JP4826722B2 (ja) * | 2005-08-18 | 2011-11-30 | 日本電気硝子株式会社 | 板ガラスの成形方法 |
| JP4788951B2 (ja) * | 2005-09-27 | 2011-10-05 | 日本電気硝子株式会社 | 板ガラスの製造方法及びその装置 |
| FR2893608B1 (fr) * | 2005-11-22 | 2008-12-26 | Saint Gobain | Procede de marquage d'une face d'un substrat de type verrier, un tel substrat et moyen de marquage pour le procede |
| EP2065345A1 (en) * | 2007-11-29 | 2009-06-03 | Corning Incorporated | Apparatus and method for producing sheets of glass presenting at least one face of very high surface quality |
| US7920257B2 (en) * | 2008-08-27 | 2011-04-05 | Corning Incorporated | Systems and methods for determining the shape of glass sheets |
| CN102388003B (zh) * | 2009-03-02 | 2014-11-19 | 苹果公司 | 用于强化用于便携式电子设备的玻璃盖的技术 |
| EP2258664A1 (en) | 2009-06-04 | 2010-12-08 | Corning Incorporated | Vertical rolling apparatus and method for producing a textured glass sheet |
| JP5403487B2 (ja) | 2009-08-19 | 2014-01-29 | 日本電気硝子株式会社 | ガラスロール |
| JP5610261B2 (ja) | 2009-12-15 | 2014-10-22 | 旭硝子株式会社 | ガラス板積層体 |
| JP5824809B2 (ja) * | 2010-02-10 | 2015-12-02 | 日本電気硝子株式会社 | シール材及びそれを用いたシール方法 |
| JP2011195419A (ja) * | 2010-03-23 | 2011-10-06 | Nippon Electric Glass Co Ltd | 薄板ガラス製造装置及びその製造方法 |
| US8141388B2 (en) * | 2010-05-26 | 2012-03-27 | Corning Incorporated | Radiation collimator for infrared heating and/or cooling of a moving glass sheet |
| CN103003208A (zh) * | 2010-07-08 | 2013-03-27 | 康宁股份有限公司 | 用于玻璃带连续成型的设备和方法 |
| US8883663B2 (en) * | 2010-11-30 | 2014-11-11 | Corning Incorporated | Fusion formed and ion exchanged glass-ceramics |
| US9790121B2 (en) * | 2011-03-30 | 2017-10-17 | Corning Incorporated | Methods of fabricating a glass ribbon |
| JP6052910B2 (ja) | 2011-05-31 | 2016-12-27 | コーニング インコーポレイテッド | 精密ガラスロール成形プロセスおよび装置 |
| US9003835B2 (en) * | 2011-05-31 | 2015-04-14 | Corning Incorporated | Precision roll forming of textured sheet glass |
| US20130047671A1 (en) | 2011-08-29 | 2013-02-28 | Jeffrey T. Kohli | Apparatus and method for forming glass sheets |
| TWI561481B (en) * | 2012-02-29 | 2016-12-11 | Corning Inc | Glass manufacturing apparatus and methods |
| US9315408B2 (en) * | 2012-11-16 | 2016-04-19 | Corning Incorporated | Methods and apparatuses for fabricating continuous glass ribbons |
| PL2738143T3 (pl) | 2012-11-29 | 2015-12-31 | Corning Inc | Precyzyjne formowanie szkła płaskiego oraz urządzenie do walcowania arkusza |
| US9556055B2 (en) | 2013-04-30 | 2017-01-31 | Corning Incorporated | Method for reducing glass-ceramic surface adhesion, and pre-form for the same |
| KR102274255B1 (ko) | 2013-07-25 | 2021-07-07 | 코닝 인코포레이티드 | 유리 리본을 형성하기 위한 방법 및 장치 |
-
2014
- 2014-10-03 US US14/505,786 patent/US10246365B2/en active Active
- 2014-10-08 KR KR1020167011404A patent/KR102302717B1/ko active IP Right Grant
- 2014-10-08 JP JP2016521744A patent/JP6680673B2/ja active Active
- 2014-10-08 CN CN201910221813.6A patent/CN109748491B/zh active Active
- 2014-10-08 TW TW103135053A patent/TWI664157B/zh active
- 2014-10-08 CN CN201480067277.4A patent/CN105849058B/zh active Active
- 2014-10-08 WO PCT/US2014/059587 patent/WO2015054329A1/en active Application Filing
- 2014-10-08 EP EP14792663.8A patent/EP3055258B1/en active Active
-
2019
- 2019-03-28 US US16/367,888 patent/US11680006B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001192220A (ja) | 2000-01-06 | 2001-07-17 | Asahi Glass Co Ltd | 連続板硝子の安定製法 |
| JP2004026535A (ja) | 2002-06-24 | 2004-01-29 | Asahi Glass Co Ltd | 板硝子の製造方法及び装置 |
| JP2004035381A (ja) * | 2002-07-08 | 2004-02-05 | Asahi Glass Co Ltd | 薄板ガラスの製造装置 |
| JP2007191319A (ja) | 2006-01-17 | 2007-08-02 | National Institute Of Advanced Industrial & Technology | ガラス成形品の製造方法 |
| WO2007132797A1 (ja) | 2006-05-16 | 2007-11-22 | National Institute Of Advanced Industrial Science And Technology | 板ガラスのロール成形製造方法及び装置並びにその製品 |
| US20120159989A1 (en) | 2009-07-09 | 2012-06-28 | Asahi Glass Company, Limited | Plate glass manufacturing device and plate glass manufacturing method |
| JP2012131661A (ja) * | 2010-12-21 | 2012-07-12 | Nippon Electric Glass Co Ltd | ガラス板製造方法、ガラス板製造装置及びガラスロール |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3055258A1 (en) | 2016-08-17 |
| JP2016532620A (ja) | 2016-10-20 |
| CN109748491B (zh) | 2022-03-11 |
| JP6680673B2 (ja) | 2020-04-15 |
| EP3055258B1 (en) | 2022-11-23 |
| CN105849058A (zh) | 2016-08-10 |
| US20150099618A1 (en) | 2015-04-09 |
| US10246365B2 (en) | 2019-04-02 |
| KR20160065170A (ko) | 2016-06-08 |
| TWI664157B (zh) | 2019-07-01 |
| CN105849058B (zh) | 2019-04-16 |
| US11680006B2 (en) | 2023-06-20 |
| TW201527242A (zh) | 2015-07-16 |
| CN109748491A (zh) | 2019-05-14 |
| US20190218133A1 (en) | 2019-07-18 |
| WO2015054329A1 (en) | 2015-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102302717B1 (ko) | 얇은 유리 제품을 형성하기 위한 장치 및 방법 | |
| JP7331082B2 (ja) | ガラス基板を加工する装置および方法 | |
| TWI679176B (zh) | 熱回火玻璃與用於熱回火玻璃的方法與設備 | |
| EP2077255B1 (en) | Glass ribbon producing apparatus and process for producing the same | |
| TWI761395B (zh) | 用於玻璃帶熱控制的方法和設備 | |
| KR102412300B1 (ko) | 유리 리본 냉각을 관리하기 위한 방법 및 장치 | |
| CN107735369B (zh) | 玻璃基板的制造方法及玻璃基板制造装置 | |
| CN107108316B (zh) | 玻璃板的制造方法、及玻璃板的制造装置 | |
| WO2018098119A1 (en) | Methods and apparatuses for compensating for forming body dimensional variations | |
| CN205258289U (zh) | 用于玻璃加热及传送的装置 | |
| US20190202729A1 (en) | Antibody-coated nanoparticle vaccines | |
| JP2015105206A (ja) | ガラス板の製造方法、及び、ガラス板 | |
| WO2023075985A1 (en) | Conveyance apparatus and method with adjustable fluid flow | |
| US20230286850A1 (en) | Apparatus and method to improve attributes of drawn glass | |
| CN105271665A (zh) | 用于玻璃加热及传送的装置 | |
| TW202010722A (zh) | 減少顆粒附著的玻璃片 | |
| JP2012167014A (ja) | ガラス板の製造方法及び製造設備 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |