KR101413336B1 - 단층 1성분 멜트스펀 매체를 갖는 주름 필터 - Google Patents
단층 1성분 멜트스펀 매체를 갖는 주름 필터 Download PDFInfo
- Publication number
- KR101413336B1 KR101413336B1 KR1020097001977A KR20097001977A KR101413336B1 KR 101413336 B1 KR101413336 B1 KR 101413336B1 KR 1020097001977 A KR1020097001977 A KR 1020097001977A KR 20097001977 A KR20097001977 A KR 20097001977A KR 101413336 B1 KR101413336 B1 KR 101413336B1
- Authority
- KR
- South Korea
- Prior art keywords
- fibers
- web
- delete delete
- filter
- fiber
- Prior art date
Links
- 239000002356 single layer Substances 0.000 title claims abstract description 30
- 239000000835 fiber Substances 0.000 claims abstract description 178
- 230000037303 wrinkles Effects 0.000 claims abstract description 49
- 229920000642 polymer Polymers 0.000 claims abstract description 26
- 239000011159 matrix material Substances 0.000 claims abstract description 19
- 239000000203 mixture Substances 0.000 claims abstract description 11
- 238000010791 quenching Methods 0.000 claims description 49
- 238000010438 heat treatment Methods 0.000 claims description 40
- 238000000034 method Methods 0.000 claims description 28
- 230000000171 quenching effect Effects 0.000 claims description 17
- 239000000155 melt Substances 0.000 claims description 9
- 229920005594 polymer fiber Polymers 0.000 claims description 6
- 238000002074 melt spinning Methods 0.000 claims description 3
- 238000005520 cutting process Methods 0.000 claims description 2
- 239000010410 layer Substances 0.000 abstract description 10
- 230000003014 reinforcing effect Effects 0.000 abstract description 4
- 239000000853 adhesive Substances 0.000 abstract description 3
- 230000001070 adhesive effect Effects 0.000 abstract description 3
- 230000002787 reinforcement Effects 0.000 abstract description 3
- 230000001427 coherent effect Effects 0.000 abstract description 2
- 239000003570 air Substances 0.000 description 63
- 238000002844 melting Methods 0.000 description 27
- 230000008018 melting Effects 0.000 description 27
- 239000002245 particle Substances 0.000 description 24
- 239000000463 material Substances 0.000 description 21
- 239000007789 gas Substances 0.000 description 19
- 239000012530 fluid Substances 0.000 description 16
- 230000008569 process Effects 0.000 description 16
- 238000001914 filtration Methods 0.000 description 15
- 238000001125 extrusion Methods 0.000 description 14
- 238000012360 testing method Methods 0.000 description 12
- 230000000877 morphologic effect Effects 0.000 description 10
- -1 polypropylene Polymers 0.000 description 10
- 229920001410 Microfiber Polymers 0.000 description 9
- 239000003658 microfiber Substances 0.000 description 9
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 8
- 239000013078 crystal Substances 0.000 description 8
- BJQHLKABXJIVAM-UHFFFAOYSA-N bis(2-ethylhexyl) phthalate Chemical compound CCCCC(CC)COC(=O)C1=CC=CC=C1C(=O)OCC(CC)CCCC BJQHLKABXJIVAM-UHFFFAOYSA-N 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 238000003860 storage Methods 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- 239000004743 Polypropylene Substances 0.000 description 6
- 239000000654 additive Substances 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 229920001155 polypropylene Polymers 0.000 description 6
- 238000002834 transmittance Methods 0.000 description 6
- 238000003490 calendering Methods 0.000 description 5
- 230000035699 permeability Effects 0.000 description 5
- 239000000443 aerosol Substances 0.000 description 4
- 239000012080 ambient air Substances 0.000 description 4
- 239000002178 crystalline material Substances 0.000 description 4
- 238000000113 differential scanning calorimetry Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 239000011780 sodium chloride Substances 0.000 description 4
- 230000008859 change Effects 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 239000011152 fibreglass Substances 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 230000009467 reduction Effects 0.000 description 3
- 229920006126 semicrystalline polymer Polymers 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 230000002269 spontaneous effect Effects 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 235000007119 Ananas comosus Nutrition 0.000 description 2
- 244000099147 Ananas comosus Species 0.000 description 2
- WCUXLLCKKVVCTQ-UHFFFAOYSA-M Potassium chloride Chemical compound [Cl-].[K+] WCUXLLCKKVVCTQ-UHFFFAOYSA-M 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 229920006125 amorphous polymer Polymers 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000008367 deionised water Substances 0.000 description 2
- 229910021641 deionized water Inorganic materials 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000008030 elimination Effects 0.000 description 2
- 238000003379 elimination reaction Methods 0.000 description 2
- 230000002708 enhancing effect Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000007429 general method Methods 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000004611 light stabiliser Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000003348 petrochemical agent Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000306 polymethylpentene Polymers 0.000 description 2
- 239000011116 polymethylpentene Substances 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- FMZUHGYZWYNSOA-VVBFYGJXSA-N (1r)-1-[(4r,4ar,8as)-2,6-diphenyl-4,4a,8,8a-tetrahydro-[1,3]dioxino[5,4-d][1,3]dioxin-4-yl]ethane-1,2-diol Chemical compound C([C@@H]1OC(O[C@@H]([C@@H]1O1)[C@H](O)CO)C=2C=CC=CC=2)OC1C1=CC=CC=C1 FMZUHGYZWYNSOA-VVBFYGJXSA-N 0.000 description 1
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- 239000004713 Cyclic olefin copolymer Substances 0.000 description 1
- MQIUGAXCHLFZKX-UHFFFAOYSA-N Di-n-octyl phthalate Natural products CCCCCCCCOC(=O)C1=CC=CC=C1C(=O)OCCCCCCCC MQIUGAXCHLFZKX-UHFFFAOYSA-N 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 241000272168 Laridae Species 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 231100000987 absorbed dose Toxicity 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 230000003679 aging effect Effects 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- FACXGONDLDSNOE-UHFFFAOYSA-N buta-1,3-diene;styrene Chemical compound C=CC=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 FACXGONDLDSNOE-UHFFFAOYSA-N 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000000112 cooling gas Substances 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 229940087101 dibenzylidene sorbitol Drugs 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 239000003623 enhancer Substances 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 125000001153 fluoro group Chemical group F* 0.000 description 1
- 239000003517 fume Substances 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 239000004750 melt-blown nonwoven Substances 0.000 description 1
- 239000013081 microcrystal Substances 0.000 description 1
- 238000005065 mining Methods 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000002667 nucleating agent Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920005629 polypropylene homopolymer Polymers 0.000 description 1
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 239000001103 potassium chloride Substances 0.000 description 1
- 235000011164 potassium chloride Nutrition 0.000 description 1
- 238000011045 prefiltration Methods 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000005204 segregation Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 238000004736 wide-angle X-ray diffraction Methods 0.000 description 1
- 230000037373 wrinkle formation Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/52—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material
- B01D46/521—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material using folded, pleated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D35/00—Filtering devices having features not specifically covered by groups B01D24/00 - B01D33/00, or for applications not specifically covered by groups B01D24/00 - B01D33/00; Auxiliary devices for filtration; Filter housing constructions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/16—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres
- B01D39/1607—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous
- B01D39/1623—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin
- B01D39/163—Other self-supporting filtering material ; Other filtering material of organic material, e.g. synthetic fibres the material being fibrous of synthetic origin sintered or bonded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/52—Particle separators, e.g. dust precipitators, using filters embodying folded corrugated or wound sheet material
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1015—Folding
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Filtering Materials (AREA)
- Nonwoven Fabrics (AREA)
Abstract
적어도 100 ㎎의 걸리 강성을 갖는 응집성이고 취급 가능한 웨브를 형성하도록 결합되고, 배향 및 섬유 구조를 유지하면서 추가로 연화될 수도 있는, 동일한 중합체 조성의 연속적인 1성분의 멜트스펀된 부분적으로 결정질이고 부분적으로 비정질인 배향된 섬유들의 1성분 단층 부직 웨브로부터 주름 필터가 제작된다. 소정 열의 주름이 부직 웨브 내에 형성되고, 이 웨브는 적어도 일부의 섬유 교차점에서 서로 결합되며 1.52 m/s의 면 속도에서 적어도 15%의 평균 초기 서브마이크로미터 효율을 갖는 섬유들의 자립식 다공성 1성분 단층 매트릭스를 포함하는 주름 필터 요소를 제공하기 위해 원하는 크기 및 형상으로 절단된다. 필터 요소는 필터 매체 층 내에 강화 층, 2성분 섬유, 접착제 또는 다른 보강부를 필요로 하지 않고도 내변형성이다.
주름 필터, 부직 웨브, 섬유, 중합체, 매트릭스
Description
본 발명은 주름 필터에 관한 것이다.
멜트블로운 부직 섬유 웨브는 여과(예컨대, 편평 웨브 및 주름 필터), 절연재(insulation), 패딩(padding) 및 직물 대체품을 비롯한 다양한 목적으로 사용된다. 부직 웨브 또는 그 제조에 관련된 특허 또는 출원은 미국 특허 제3,981,650호(페이지(Page)), 제4,100,324호(앤더슨(Anderson)), 제4,118,531호(하우저(Hauser)), 제4,818,464호(라우(Lau)), 제4,931,355호(라드반스키(Radwanski) 등), 제4,988,560호(메이어(Meyer) 등), 제5,227,107호(디킨슨(Dickenson) 등), 제5,273,565호(밀리건(Milligan) 등), 제5,382,400호(파이크(Pike) 등, '400), 제5,679,042호(바로나(Varona)), 제5,679,379호(파브리칸테(Fabbricante) 등), 제5,695,376호(다타(Datta) 등), 제5,707,468호(아놀드(Arnold) 등), 제5,721,180호(파이크 등, '180), 제5,877,098호(다나까(Tanaka) 등), 제5,902,540호(궉(Kwok)), 제5,904,298호(궉 등), 제5,993,543호(보다기(Bodaghi) 등), 제6,176,955 B1호(헤인즈(Haynes) 등), 제6,183,670 B1호(토로빈(Torobin) 등), 제6,230,901 B1호(오가따(Ogata) 등), 제6,319,865 B1호(미까미(Mikami)), 제6,607,624 B2호(베리 건(Berrigan) 등, '624), 제6,667,254 B1호(톰슨(Thompson) 등), 제6,858,297 B1호(샤(Shah) 등) 및 제6,916,752 B2호(베리건 등, '752); 유럽 특허 제0 322 136 B1호(미네소타 마이닝 앤드 매뉴팩처링 컴퍼니(Minnesota Mining and Manufacturing Co.)); 일본 특허 출원 공개 제2001-049560호(닛산 모터 컴퍼니 리미티드(Nissan Motor Co. Ltd.)), 제2002-180331호(치소 코포레이션(Chisso Corp.), '331) 및 제2002-348737호(치소 코포레이션, '737); 및 미국 특허 출원 공개 제2004/0097155 A1호(올슨(Olson) 등)를 포함한다. 주름 필터에 관련된 특허 또는 출원은 미국 특허 제4,547,950호(톰슨), 제5,240,479호(바친스키(Bachinski)), 제5,709,735호(미드키프(Midkiff) 등), 제5,820,645호(머피, 주니어(Murphy, Jr.)), 제6,165,244호(최(Choi)), 제6,521,011 B1호(썬뎃(Sundet) 등, '011), 제6,740,137 B2호(구보까와(Kubokawa) 등) 및 제D449,100 S호(썬뎃 등, '100), 및 미국 특허 출원 공개 제2003/0089090 A1호(썬뎃 등, '090), 제2003/0089091 A1호(썬뎃 등, '091) 및 제2005/0217226 A1호(썬뎃 등, '226)를 포함한다.
발명의 개요
주름 필터를 제조하기 위한 기존의 방법은 대체로 웨브 또는 필터 특성의 약간의 절충을 수반한다. 예를 들어, 일렉트릿 대전 섬유를 포함하는 고효율 필터가 요망될 때, 한 가지 대책은 1차 여과 매체로서 정전기 대전된 멜트블로운 웨브를 이용하는 다층 필터를 형성하는 것이다. 멜트블로운 섬유는 전형적으로 분자 수준에서 약하게 배향되거나 또는 배향되지 않고, 이 섬유는 전형적으로 높은 효율 및 충분한 강도를 갖는 단일 층 필터 매체를 자체적으로 제공하기에는 불충분한 강성 및 강도이다. 불충분한 강도는 예를 들어 변환 중의 손상에 의해, 또는 높은 유체 유동 조건에서의 사용 중의 주름 변형 또는 주름 붕괴에 의해 명백해질 수 있다. 하나 이상의 추가 층이 필터 매체에 추가되어 필터 매체를 보호하고 전체 필터 구성을 강화할 수 있다. 그러한 다층 필터 내에 이용될 수 있는 추가 층은 스테이플 섬유 웨브, 멜트스펀 웨브, 스크림(예컨대, 유리 섬유 또는 쵸핑된 섬유 매트) 및 와이어 메시를 포함한다. 다층 필터를 제조하는 것은 필터 제품에 추가적인 비용 및 복잡성을 도입한다. 지지 층은 효율에는 기여하지 않으면서 압력 강하를 증가시킬 수 있다. 다중 층의 사용은 폐 필터 또는 중고 필터를 재생하는 것을 어렵게 하거나 또는 비실용적이게 할 수 있다.
단층 주름 필터 제품이 몇몇 용도에 사용되어 왔다. 예를 들어, 주거용 화로 필터(furnace filter)가 킴벌리 클라크(Kimberly Clark)의 어큐에어(ACCUAIR)™ 2성분 스펀본드 매체의 단일 층으로부터 제작되었다. 어큐에어 매체는 상업용 또는 산업용 용도에서 발생할 수 있는 전형적인 유량 또는 압력을 받도록 되어 있는 단층의 주름진 HVAC 필터로서 사용되기에는 불충분한 강성이다. 전술한 썬뎃 등의 '226 출원은 대부분이 주름의 열 방향에 대해 90°± 20°로 정렬된, 멜트블로운 섬유(예컨대, 폴리프로필렌, 폴리에스테르 또는 나일론 섬유)의 단일 층으로부터 제조된 주름진 화로 필터를 설명하고 있다. 파이버글래스 여과 매체가 또한 단층 주름 필터로서 이용되었지만, 파이버글래스는 대전되지 않고, 높은 압력 강하를 가질 수 있고, 유리 섬유를 방출하고, 일부 형상으로 형성되기가 어려울 수 있다.
주름 성형성, 주름질 때의 강성, 낮은 압력 강하 및 효율적인 미립자 포획의 유용한 조합을 갖는 주름 필터로 형성될 수 있는 1성분 단층 웨브를 이제 발견하였다.
일 태양에서, 본 발명은 주름 필터 제조 방법을 제공하는데, 이 방법은
a) 적어도 100 ㎎의 걸리 강성을 갖는 응집성이고 취급 가능한 웨브를 형성하도록 결합되고, 배향 및 섬유 구조를 유지하면서 추가로 연화될 수도 있는, 동일한 중합체 조성의 부분적으로 결정질이고 부분적으로 비정질인 배향된 멜트스펀 섬유들의 웨브를 형성하기에 충분한 열 조건 하에서 1성분 중합체 섬유를 용융방사, 수집, 가열 및 급랭시킴으로써 연속적인 1성분 중합체 섬유들의 1성분 단층 부직 웨브를 형성하는 단계,
b) 부직 웨브 내에 소정 열의 주름을 형성하는 단계, 및
c) 적어도 일부의 섬유 교차점에서 서로 결합된 섬유들의 자립식 다공성 1성분 단층 매트릭스를 포함하며, 1.52 m/s의 면 속도에서 적어도 15%의 평균 초기 서브마이크로미터 효율(submicron efficiency)을 갖는 주름 필터 요소를 형성하기 위해 원하는 크기 및 형상으로 주름진 웨브를 절단하는 단계를 포함한다.
다른 태양에서, 본 발명은 적어도 일부의 섬유 교차점에서 서로 결합된 동일한 중합체 조성의 부분적으로 결정질이고 부분적으로 비정질인 배향된 멜트스펀 중합체 섬유들의 자립식 다공성 1성분 단층 매트릭스를 포함하는 주름 필터를 제공하는데, 상기 매트릭스는 접히거나 물결 모양의 소정 열의 주름으로 형성되고 1.52 m/s의 면 속도에서 적어도 15%의 평균 초기 서브마이크로미터 효율을 갖는다.
개시된 주름 필터는 다수의 유익하고 고유한 특성을 갖는다. 예를 들어, 완성된 주름 필터는 단일 층으로만 구성되도록 제조될 수 있지만, 부분적으로 결정질이고 부분적으로 비정질인 배향된 중합체 섬유의 혼합물을 포함하며, 개선된 성형성 및 주름 형성 이후의 감소된 여과 성능 손실을 갖는다. 그러한 주름 필터는 중요한 효율을 제공하는데, 즉 라미네이팅 공정 및 장비를 제거하고 중간 재료의 수를 줄임으로써 제품의 복잡성 및 낭비가 감소된다. 섬유 형성 중합체 재료가 하나의 본질적으로 직접적인 작업으로 웨브로 변환되는 직접 웨브 형성 제조 장비를 사용함으로써, 개시된 웨브 및 매트릭스는 매우 경제적으로 제조될 수 있다. 또한, 매트릭스 섬유가 모두 동일한 중합체 조성을 갖고 외부 결합 재료가 이용되지 않는다면, 매트릭스는 완전히 재생될 수 있다.
본 발명의 이러한 태양 및 다른 태양들은 하기의 상세한 설명으로부터 명백해질 것이다. 그러나, 어떠한 경우에도, 상기 개요는 출원 절차 중에 보정될 수 있는 첨부된 청구의 범위에 의해서만 제한되는 본 발명의 보호 대상에 대한 제한으로서 해석되어서는 안 된다.
도 1은 주름진 여과 매체의 사시도.
도 2는 용융 방사법 및 급랭 강제 유동 히터를 사용하여 주름질 수 있는 1성분 단층 웨브를 제조하기 위한 예시적인 공정의 개략적인 측면도.
도 3은 도 2에 도시된 장치의 열처리부의 사시도.
도 4는 도 3의 장치의 개략적인 확대도.
첨부 도면의 다양한 도면들 내의 유사한 도면 부호는 유사한 요소를 나타낸다. 도면 내의 요소들은 축척에 따라 도시하지는 않았다.
"다공성"이라는 용어는 공기 투과성을 의미한다.
"1성분"이라는 용어는 섬유 또는 섬유 집합체에 대해서 사용될 때 그 단면을 가로질러 본질적으로 동일한 조성을 갖는 섬유를 의미하고, 1성분은 균일한 조성의 연속상이 섬유의 단면을 가로질러 그리고 그 길이에 걸쳐 연장하는 블렌드(즉, 중합체 합금) 또는 첨가제 함유 재료를 포함한다.
"동일한 중합체 조성의"라는 용어는 본질적으로 동일한 반복 분자 단위를 갖지만, 분자량, 용융 지수(melt index), 제조 방법, 상업적 형태 등에 있어서 상이할 수 있는 중합체를 의미한다.
"결합"이라는 용어는 섬유 또는 섬유 집합체에 대해서 사용될 때 함께 견고하게 접착하는 것을 의미하고, 결합된 섬유들은 대체로 웨브가 통상적인 취급을 받을 때 분리되지 않는다.
"부직 웨브"라는 용어는 섬유들의 엉킴 또는 점 결합을 특징으로 하는 섬유 웨브를 의미한다.
"단층 매트릭스"라는 용어는 섬유의 부직 웨브에 대해서 사용될 때 단면 전체에 걸쳐 유사한 섬유들의 대체로 균일한 분포를 갖는 것을 의미한다.
"크기"라는 용어는 섬유에 대해서 사용될 때 원형 단면을 갖는 섬유의 경우에는 섬유 직경을, 또는 비원형 단면을 갖는 섬유를 가로질러 구성될 수 있는 단면 상의 최장 현(chord)의 길이를 의미한다.
"연속적인"이라는 용어는 섬유 또는 섬유 집합체에 대해서 사용될 때 본질적으로 무한한 종횡비(즉, 예컨대 크기에 대한 길이의 비가 적어도 약 10,000 이상인 비)를 갖는 섬유를 의미한다.
"유효 섬유 직경"이라는 용어는 섬유 집합체에 대해 사용될 때 원형 또는 비원형인 임의의 단면 형상의 섬유 웨브의 경우 문헌[Davies, C. N., "The Separation of Airborne Dust and Particles", Institution of Mechanical Engineers, London, Proceedings 1B, 1952]에 설명되어 있는 방법에 따라 결정된 값을 의미한다.
"필라멘트를 섬유로 세장화한다"는 용어는 필라멘트의 세그먼트의 더 큰 길이 및 더 작은 크기의 세그먼트로의 변환을 의미한다.
"멜트스펀"이라는 용어는 부직 웨브에 대해서 사용될 때 복수의 오리피스를 통해 저점도 용융물을 압출하여 필라멘트를 형성하고, 필라멘트를 공기 또는 다른 유체를 이용하여 급랭시켜 적어도 필라멘트의 표면을 고화시키고, 적어도 부분적으로 고화된 필라멘트를 공기 또는 다른 유체와 접촉시켜 필라멘트를 섬유로 세장화하고, 세장화된 섬유의 층을 수집함으로써 형성된 웨브를 의미한다.
"멜트스펀 섬유"라는 용어는, 다이로부터 나와서, 섬유를 영구적으로 인발하고 섬유 내의 중합체 분자를 섬유의 종축과 정렬되도록 영구적으로 배향시키는 처리 스테이션을 통해 이동하는 섬유를 의미한다. 그러한 섬유는 본질적으로 연속적이고, 하나의 완전한 멜트스펀 섬유를 그러한 섬유의 집합체로부터 제거하는 것이 보통 가능하지 않을 만큼 충분히 엉켜 있다.
"배향된"이라는 용어는 중합체 섬유 또는 그러한 섬유의 집합체에 대해서 사용될 때 세장화 챔버 또는 기계식 인발 기계와 같은 장비를 섬유가 통과한 결과 섬유의 중합체 분자들 중 적어도 일부가 섬유의 길이 방향으로 정렬되는 것을 의미한다. 섬유 내의 배향의 존재는 복굴절성 측정 또는 광각 x-선 회절을 비롯한 다양한 방법에 의해 검출될 수 있다.
중합체 또는 중합체 섬유에 대한 "공칭 융점"(Nominal Melting Point)이라는 용어는 중합체 또는 섬유의 용융 영역 내에서, 그러한 영역 내에 단지 하나의 최대치만이 있다면, 2차 가열, 전열 유동(total-heat-flow) 시차 주사 열량계(DSC) 플롯의 피크 최대치를 의미하고; (예컨대, 2개의 별개의 결정상의 존재 때문에) 하나 초과의 융점을 나타내는 하나 초과의 최대치가 있다면, 최고 진폭 용융 피크가 발생하는 온도를 의미한다.
"자발 결합"(autogenous bonding)이라는 용어는 점 결합 또는 캘린더링에서와 같이 확실한 접촉 압력의 가함이 없이 오븐 내에서 또는 쓰루-에어 본더(through-air bonder)에 의해 얻어지는 바와 같은 상승된 온도에서의 섬유들 사이의 결합을 의미한다.
"마이크로 섬유"라는 용어는 10 ㎛ 이하의 (현미경을 사용하여 측정되는) 중간 크기를 갖는 섬유를 의미하고, "초미세 마이크로 섬유"는 2 ㎛ 이하의 중간 크기를 갖는 마이크로 섬유를 의미하고, "서브마이크로미터(submicron) 마이크로 섬유"는 1 ㎛ 이하의 중간 크기를 갖는 마이크로 섬유를 의미한다. 본 명세서에서 특정 종류의 마이크로 섬유의 배치(batch), 그룹(group), 어레이(array) 등, 예컨대 "서브마이크로미터 마이크로 섬유의 어레이"를 참조할 때, 이는 서브마이크로미터 치수인 어레이 또는 배치의 그러한 일부가 아니라, 그러한 어레이 내의 마이크로 섬유들의 완전한 집단 또는 마이크로 섬유들의 단일 배치의 완전한 집단을 의미한다.
"대전된"이라는 용어는 섬유 집합체에 대해서 사용될 때, 7 ㎝/s의 면 속도에서 퍼센트 다이옥틸 프탈레이트(% DOP) 투과율에 대해 평가할 때 1 ㎜ 베릴륨-필터링된 80 KVp X-선의 20 그레이(Gray) 흡수 선량에 노출된 후에 (후술하는) 품질 계수(QF, Quality Factor)의 적어도 50% 손실을 보이는 섬유를 의미한다.
"자립식"이라는 용어는 단층 매트릭스에 대해서 사용될 때 그러한 매트릭스를 함유하는 주름 필터 요소가 필터 요소의 선택된 부분을 강화하기 위해 선단 안정부(tip stabilization)(예컨대, 평면의 와이어 면 층) 또는 주연 보강부(perimeter reinforcement)(예컨대, 모서리 접착제 또는 필터 프레임)를 포함할 수 있더라도, 매트릭스가 와이어, 메시 또는 다른 강화 재료의 인접 보강 층을 포함하지 않는 것을 의미한다.
도 1은 이격된 주름(4)들의 열로 형성된 개시된 1성분 단층 웨브(2)로부터 제조된 예시적인 주름 필터(1)를 사시도 형태로 도시한다. 본 기술 분야의 숙련자는 필터(1)가 그대로 사용될 수 있거나, 필터(1)의 선택된 부분이 (예컨대, 평면의 확장된 금속 면 층, 고온 용융 접착제의 보강선, 접착 결합된 보강 바아 또는 다른 선택적인 보강 지지체를 이용하여) 안정되거나 보강될 수 있고, 선택적으로 적합한 프레임(예컨대, 금속 또는 판지 프레임) 내에 장착되어 예컨대 HVAC 시스템에서 사용하기 위한 교체 가능한 필터를 제공할 수 있다는 것을 이해할 것이다. 주름진 웨브(2)는, 단독으로 취해졌을 때, 주름(4)을 형성하는 것을 보조하고, 주름 형성 후에는 주름(4)이 높은 필터 면 속도에서 변형에 저항하는 것을 보조하는, 향상된 강성을 갖는 다공성 단층 매트릭스를 형성한다. 1성분 단층 웨브(2) 이외에, 필터(1)의 구성에 관한 추가의 상세 사항은 본 기술 분야의 숙련자에게 친숙할 것이다.
개시된 1성분 단층 웨브는 적어도 약 100 ㎎의 주름 형성 전 걸리 강성(Gurley Stiffness)을 갖고, 적어도 약 200 ㎎ 또는 적어도 약 300 ㎎의 주름 형성 전 걸리 강성을 가질 수 있다. 웨브는 다양한 유효 섬유 직경 및 평량, 예를 들어 약 8 내지 약 40 ㎛의 유효 섬유 직경(EFD) 및 약 50 내지 약 300 g/㎡ 또는 약 65 내지 약 250 g/㎡ 의 평량을 가질 수 있다. 13.8 ㎝/s 의 면 속도에서 그리고 DOP 챌린지(challenge)를 사용하여 평가될 때, 편평 웨브는 바람직하게는 적어도 약 0.3, 더 바람직하게는 적어도 약 0.4의 초기 여과 품질 계수(QF)를 갖는다. 주름 형성 후에, 개시된 1성분 단층 매트릭스는 1.52 m/s (300 ft/min)의 면 속도에서 적어도 약 15%의 평균 초기 서브마이크로미터 효율을 갖고, 적어도 약 25% 또는 적어도 약 50%의 평균 초기 서브마이크로미터 효율을 가질 수 있다.
개시된 1성분 단층 웨브는 동일한 중합체 조성의 부분적으로 결정질이며 부분적으로 비정질인 배향된 섬유들을 함유한다. 부분적으로 결정질인 배향된 섬유들은 또한 반결정질의 배향된 섬유로도 불릴 수 있다. 반결정질 중합체의 부류는 잘 정의되어 있으며 잘 알려져 있고, 검출 가능한 결정 배열(crystalline order)을 갖지 않는 비정질 중합체와는 구별된다. 결정성의 존재는 시차 주사 열량 측정법, x-선 회절, 밀도 및 다른 방법에 의해 쉽게 검출될 수 있다. 종래의 배향된 반결정질 중합체 섬유는 2개의 상이한 종류의 분자 영역 또는 상, 즉 고도로 배열되거나 변형 유도된 결정질 도메인의 비교적 많은 존재를 특징으로 하는 제1 종류의 상, 및 더 낮은 결정 배열의(예컨대, 사슬 연장되지 않은) 도메인 및 비정질인 도메인의 비교적 많은 존재를 특징으로 하는 제2 종류의 상을 갖는 것으로 간주될 수 있지만, 후자는 결정성에 대해 불충분한 정도의 약간의 배열 또는 배향을 가질 수 있다. 명확한 경계를 가질 필요가 없으며 서로 혼합하여 존재할 수 있는 이러한 2가지 상이한 종류의 상들은 상이한 종류의 특성을 갖는다. 상이한 특성은 상이한 용융 또는 연화 특징을 포함한다, 즉 고도로 배열된 결정질 도메인의 더 많은 존재를 특징으로 하는 제1 상은 제2 상이 용융 또는 연화되는 온도(예컨대, 보다 낮은 배열의 결정질 도메인의 융점에 의해 변경되는 비정질 도메인의 유리 전이 온도)보다 높은 온도(예컨대, 사슬 연장된 결정질 도메인의 융점)에서 용융된다. 본 명세서에서 설명의 편의를 위해, 제1 상은 그 용융 특징이 더 높은 배열의 미소결정(crystallite)의 존재에 의해 더 강하게 영향을 받아서 미소결정이 존재하지 않을 때보다 더 높은 융점을 상에 부여하기 때문에 본 명세서에서 "미소결정 특징 상"(crystallite-characterized phase)으로 불리고, 제2 상은 비정질 분자 도메인에 의해 영향을 받거나 더 낮은 배열의 결정질 도메인으로 산재된 비정질 재료의 더 낮은 온도에서 연화되기 때문에 "비정질 특징 상"(amorphous-characterized phase)으로 불린다. 배향된 반결정질 중합체 섬유의 결합 특징은 2가지 상이한 종류의 분자 상의 존재에 의해 영향을 받는다. 반결정질 중합체 섬유가 종래의 결합 작업에서 가열될 때, 가열 작업은 예컨대 기존의 결정 구조 상으로의 분자 물질의 부가 또는 배열된 비정질 부분의 추가 배열을 통해, 섬유의 결정성을 증가시키는 효과를 갖는다. 비정질 특징 상 내의 더 낮은 배열의 결정질 재료의 존재는 그러한 결정 성장을 증진시키고, 더 낮은 배열의 결정질 재료가 첨가됨에 따라 이를 증진시킨다. 더 낮은 배열의 결정성의 증가 결과는 결합 작업 중에 섬유의 연화 및 유동성을 제한하는 것이다.
배향된 반결정질 중합체 섬유를 제어된 가열 및 급랭 작업을 받게 하였고, 이 때 섬유와 설명된 상이 형태학적으로 정련되어 섬유에 새로운 특성 및 유용성을 부여한다. 이러한 가열 및 급랭 작업시, 섬유는 흔히 섬유를 만드는 중합체 재료의 공칭 융점만큼 높거나 그보다 높은 상당히 높은 온도에서 짧은 제어된 시간 동안 먼저 가열된다. 대체로, 가열은 결정질 특징 상이 용융되지 않고 유지되는 동안 섬유의 비정질 특징 상이 용융 또는 연화되기에 충분한 시간 동안 그리고 소정 온도에서 행해진다 (비정질 특징 상의 비정질 부분이 대체로 유리 전이 온도에서 연화되는 것으로 간주되고, 결정질 부분이 융점에서 용융되기 때문에 "용융 또는 연화"라는 용어를 사용하고, 웨브를 가열하여 구성 섬유의 비정질 특징 상 내의 결정질 재료의 용융을 일으키는 열처리를 선호한다). 설명된 가열 단계에 이어, 가열된 섬유는 즉시 그리고 급속히 냉각되어 정련되거나 정제된 형태학적 형상으로 급랭 및 동결된다.
가장 광범위한 관점에서, 본 명세서에서 사용되는 바와 같은 "형태학적 정련"은 배향된 반결정질 중합체 섬유의 형태(morphology)를 단순히 변화시키는 것을 의미하지만, 처리된 섬유의 정련된 형태학적 구조를 이해한다 (약간의 이론적인 고려를 대체로 수반하는 "이해"에 대한 본 명세서에서의 설명에 의해 구속되는 것은 바라지 않는다). 비정질 특징 상에 관해서는, 바람직하지 않은 (연화 방해) 결정 성장에 민감한 상의 분자 물질의 양은 처리 전만큼 많지 않다. 이러한 변화된 형태학적 특징의 한 가지 증거는, 결합 작업 시에 가열되는 종래의 배향된 반결정질 중합체 섬유가 (예컨대, 전술한 바와 같이, 섬유의 연화성 및 결합성(bondability)을 제한하는, 기존의 더 낮은 배열의 결정 구조 상으로의 부가 또는 배열된 비정질 부분의 추가 배열을 통해) 원하지 않는 결정성의 증가를 겪지만, 처리된 섬유는 종래의 미처리 섬유보다 훨씬 더 큰 정도로 연화 및 결합 가능하게 유지된다는 사실이고, 흔히 이들은 섬유의 공칭 융점보다 낮은 온도에서 결합될 수 있다. 비정질 특징 상은 열 결합 작업 중에 종래의 미처리 섬유 내에서의 결정성의 바람직하지 않은 증가로 이어졌을 형태학적 구조의 일종의 제거 또는 감소를 겪었다는 것을 알게 되고, 예컨대 형태학적 형상의 다양성 또는 분포가 감소되었고, 형태학적 구조가 단순화되었고, 형태학적 구조의 더 구분 가능한 비정질 특징 상과 미소결정 특징 상으로의 일종의 분정 작용(segregation)이 발생하였다. 처리된 섬유는 일종의 "반복성 연화"가 가능하고, 이는 섬유, 및 특히 섬유의 비정질 특징 상이 섬유가 전체 섬유의 용융을 일으키는 것보다 더 낮은 온도 영역 내에서 상승 및 하강되는 온도의 사이클에 노출됨에 따라 연화 및 재고형화의 반복 사이클을 어느 정도 겪을 것이라는 것을 의미한다. 실질적인 측면에서, 그러한 반복성 연화는 (가열 및 급랭 처리의 결과로서 유용한 정도의 결합을 이미 대체로 보이는) 처리된 웨브가 가열되어 추가의 자발 결합을 일으킬 수 있을 때 나타난다. 연화 및 재고형화의 사이클은 무한하게 계속되지 않을 수 있지만, 섬유의 웨브가 응집성이고 취급 가능하도록 섬유가 초기에 열 결합되고, 필요하다면 다시 가열되어 캘린더링 또는 다른 원하는 작업을 수행하고, 3차원 재성형 작업을 수행하도록 다시 가열되어 비평면 형상을 형성(예컨대, 주름 필터 요소를 형성)할 수 있으면 보통 충분하다. 따라서, 웨브가 섬유의 공칭 융점보다 낮은 온도에서 자발 결합을 나타낼 수 있도록 가열 및 급랭 작업 시에 1성분 단층 웨브를 형태학적으로 정련하고, 웨브를 주름으로 형성하고, 적어도 일부의 섬유 교차점에서 서로 결합되며 전술한 바와 같은 평균 초기 서브마이크로미터 효율을 갖는 섬유의 자립식 다공성 1성분 단층 매트릭스를 포함하는 주름 필터 요소로 웨브를 지속적으로 변환(즉, 재성형)하는 데 효과적인 성형 온도에 웨브를 노출시킬 수 있다. 바람직하게는, 그러한 재성형은 섬유의 중합체 재료의 공칭 융점보다 적어도 10℃ 낮은 온도, 예컨대 공칭 융점보다 15℃ 또는 심지어 30℃ 낮은 온도에서 수행될 수 있다. 낮은 재성형 온도가 가능하더라도, 다른 이유로, 웨브는 예컨대 웨브를 압축시키거나 섬유를 어닐링 또는 열 경화시키기 위해 더 높은 온도에 노출될 수 있다.
섬유들의 결합을 달성하는 데, 예컨대 섬유의 연화 및 결합하는 재료를 제공하는 데 비정질 특징 상의 역할이 주어지면, 때때로 비정질 특징 상을 "결합" 상으로 부른다.
섬유의 미소결정 특징 상은 자신의 상이한 역할을 가져서, 즉 섬유들의 기본 섬유 구조를 보강한다. 미소결정 특징 상은 대체로 그 융점이 비정질 특징 상의 융점/연화점보다 높기 때문에 결합 등의 작업 중에 용융되지 않고 유지될 수 있고, 따라서 섬유 전체에 걸쳐 연장하여 섬유 구조 및 섬유 치수를 지지하는 온전한 매트릭스로서 유지된다. 따라서, 자발 결합 작업 시에 웨브를 가열함으로써 섬유 교차점에서 약간의 유동을 겪어 근접 접촉하거나 또는 하나로 합쳐지게 되어 섬유가 함께 접합될 것이지만, 기본적인 개별 섬유 구조는 교차부들과 결합부들 사이에서 섬유의 길이에 걸쳐 유지되고, 바람직하게는, 섬유의 단면은 작업 중에 형성된 교차부 또는 결합부들 사이에서 섬유의 길이에 걸쳐 변하지 않고 유지된다. 유사하게는, 처리된 웨브를 캘린더링함으로써 캘린더링 작업의 압력 및 열에 의해 섬유가 재구성될 수 있지만 (이럼으로써, 섬유들이 캘린더링 중에 그 위로 가압된 형상을 영구적으로 유지하게 하고, 웨브의 두께를 더 균일하게 하지만), 섬유들은 대체로 원하는 웨브 다공성, 여과, 및 절연 특성을 결과적으로 보유하는 개별 섬유들로서 유지된다.
설명된 바와 같이 미소결정 특징 상의 보강 역할이 주어지면, 때때로 이를 "보강"(reinforcing) 상 또는 "유지"(holding) 상으로 부른다. 미소결정 특징 상은 또한 예를 들어 더 높은 배열의 결정질 구조의 양을 변화시키기 위해 처리 중에 형태학적 정련을 겪는 것으로 이해된다.
도 2 내지 도 4는 바람직한 1성분 단층 웨브를 제조하기 위해 사용될 수 있는 공정을 도시한다. 이러한 공정 및 이렇게 제조된 부직 웨브에 관한 추가의 상세 사항은 2006년 7월 31일자로 출원되고 발명의 명칭이 "연화 가능한 배향된 반결정질 중합체 섬유를 포함하는 결합된 부직 섬유 웨브 및 그러한 웨브를 제조하기 위한 장치 및 방법"인 미국 특허 출원 제11/461,201호에 도시되어 있다. 간략하게 요약하면, 본 발명에 적용되는 바와 같이, 이러한 바람직한 기술은 비정질 특징 상을 포함하는 배향된 반결정질 멜트스펀 섬유의 수집된 웨브가, a) 전체 섬유를 용융시키기에는 (즉, 그러한 섬유가 개별 섬유 성질을 상실하게 하기에는) 너무 짧은 시간 (바람직하게는, 가열 시간은 섬유 단면의 상당한 뒤틀림을 일으키기에는 너무 짧음) 동안 (그러한 섬유 재료의 개시 용융 온도보다 대체로 높은) 섬유의 비정질 특징 상을 연화시키기에 충분히 높은 온도로 가열된 유체를 웨브를 통해 강제로 통과시키고, b) 연화된 섬유를 고화시키기에 (즉, 열처리 중에 연화된 섬유의 비정질 특징 상을 고화시키기에) 충분한 열 용량을 갖는 유체를 웨브를 통해 강제로 통과시킴으로써 웨브를 즉시 급랭시키는 것을 포함하는 제어된 가열 및 급랭 작업을 받게 하는 것을 포함한다. 바람직하게는, 웨브를 통과한 유체는 기체 스트림이고, 바람직하게는 이 유체는 공기이다. 이러한 맥락에서, 웨브를 통해 유체 또는 기체 스트림을 "강제로" 통과시키는 것은 정상 실압(room pressure)에 더하여 소정의 힘이 유체에 가해져 웨브를 통과해 유체를 추진하는 것을 의미한다. 바람직한 실시 형태에서, 개시된 급랭 단계는 가열된 기체를 웨브를 통해 흡인하는 것을 보조하기 위해 웨브의 타 측면 상에 기체 취출 장치가 있는 상태로, 압력 하에서 히터로부터 나와 웨브의 일 측면에 닿게 되는 집중되고 가열된 기체 (전형적으로, 공기) 스트림을 제공하는 (후술하는 바와 같이, 급랭식 유동 히터로 불릴 수 있는) 장치를 통해 컨베이어 상의 웨브를 통과시키는 것을 포함하고, 대체로 가열된 스트림은 (긴 슬롯 또는 직사각형 슬롯으로부터 발산하는 것과 같이) 나이프형 또는 커튼형이고, 웨브의 폭을 가로질러 연장하고, 균일하다 (즉, 온도 및 유동 면에서 균일성을 가져서 웨브 내의 섬유를 유용한 정도의 균일도로 가열한다). 가열된 스트림은 몇몇 관점에서 "쓰루-에어 본더" 또는 "핫-에어 나이프"(hot-air knife)로부터의 가열된 스트림과 유사하지만, 유동을 조절하는 특수한 제어를 받아서 멜트스펀 섬유를 유용하게 높은 온도로 완전히, 균일하게 그리고 신속하게 가열 및 연화시키도록 가열된 기체가 웨브의 폭을 통해 균일하게 그리고 제어된 속도로 분포되게 할 수 있다. 가열에 바로 이어 강제 급랭되어 섬유를 정제된 형태학적 형상으로 신속하게 동결시킨다 ("즉시"는 동일한 작업의 일부라는 것, 즉 웨브가 후속 처리 단계 이전에 롤로 권취될 때 발생하는 저장의 개재 시간이 없다는 것을 의미한다). 바람직한 실시 형태에서, 기체 장치가 가열된 기체 스트림으로부터 웨브 하류에 위치되어, 웨브가 가열된 직후 냉각 기체 또는 다른 유체, 예컨대 주위 공기를 웨브를 통해 흡인하고, 이럼으로써 섬유를 신속하게 급랭시킨다. 가열 길이는, 전체 섬유를 용융시키지 않으면서 비정질 특징 상의 의도된 용융/연화를 일으키도록, 예컨대 웨브 이동 경로를 따른 가열 영역의 길이에 의해 그리고 웨브가 가열 영역을 통해 냉각 영역으로 이동되는 속도에 의해 제어된다.
도 2를 참조하면, 중합체 섬유 형성 재료를 호퍼(11) 내로 도입하고, 압출기(12) 내에서 이 재료를 용융시키고, 용융된 재료를 펌프(13)를 통해 압출 헤드(10) 내로 펌핑함으로써, 섬유 형성 재료가 이러한 예시적인 장치 내에서 압출 헤드(10)로 이동된다. 펠릿 또는 다른 미립자 형태의 고체 중합체 재료가 가장 일반적으로 사용되고, 펌핑 가능한 액체 상태로 용융된다.
압출 헤드(10)는 규칙적인 패턴, 예컨대 직선 열로 배열된 다수의 오리피스를 일반적으로 포함하는 종래의 방사구(spinnerette) 또는 방사 팩(spin pack)일 수 있다. 섬유 형성 액체의 필라멘트(15)가 압출 헤드로부터 압출되어 처리 챔버 또는 세장화기(16, attenuator)로 이송된다. 세장화기는 예를 들어 미국 특허 제6,607,624 B2호(베리건 등)에 도시된 것과 같은 가동 벽 세장화기일 수 있다. 필라멘트가 노출되는 조건이 변할 수 있는 바와 같이, 압출된 필라멘트(15)가 세장화기(16)에 도달하기 전에 이동하는 거리(17)가 변할 수 있다. 공기 또는 다른 기체의 급랭 스트림(18)이 압출된 필라멘트에 제공되어 압출된 필라멘트(15)의 온도를 낮출 수 있다. 대안적으로, 공기 또는 다른 기체의 스트림은 가열되어 섬유의 인발을 용이하게 할 수 있다. 공기 또는 다른 유체의 하나 이상의 스트림, 예컨대 압출 중에 방출되는 원하지 않는 기체 물질 또는 연기를 제거할 수 있는, 필라멘트 스트림에 대해 횡방향으로 송풍되는 제1 공기 스트림(18a)과, 원하는 대부분의 온도 감소를 달성하는 제2 급랭 공기 스트림(18b)이 있을 수 있다. 훨씬 더 많은 급랭 스트림이 사용될 수 있는데, 예를 들어 스트림(18b) 자체가 원하는 수준의 급랭을 달성하기 위한 하나 초과의 스트림을 포함할 수 있다. 사용되는 공정 또는 원하는 최종 제품의 형태에 따라, 급랭 공기는 압출된 필라멘트(15)가 세장화기(16)에 도달하기 전에 이를 고화시키기에 충분할 수 있다. 다른 경우에, 압출된 필라멘트는 세장화기에 진입할 때까지 여전히 연화 또는 용융된 상태에 있다. 대안적으로, 급랭 스트림이 사용되지 않으며, 그러한 경우에 압출 헤드(10)와 세장화기(16) 사이의 주위 공기 또는 다른 유체가 압출된 필라멘트가 세장화기에 진입하기 전에 압출된 필라멘트 내의 임의의 변화를 위한 매체일 수 있다.
필라멘트(15)는 세장화기(16)를 통과하고, 이어서 수집기(19) 상으로 배출되며, 여기에서 섬유의 집합체(20)로서 수집된다. 세장화기 내에서, 필라멘트는 길어지고 직경이 감소되며, 필라멘트 내의 중합체 분자들이 배향되고, 섬유 내의 중합체 분자들 중 적어도 일부는 섬유의 종축과 정렬된다. 반결정질 중합체의 경우에, 이러한 배향은 대체로 변형 유도 결정성을 발현하기에 충분하고, 이는 생성된 섬유를 아주 강하게 한다.
수집기(19)는 일반적으로 다공성이고, 기체 취출 장치(114)가 수집기 아래에 위치되어 수집기 상으로의 섬유의 적층을 보조할 수 있다. 세장화기 출구와 수집기 사이의 거리(21)는 상이한 효과를 얻기 위해 변할 수 있다. 또한, 수집 이전에, 압출된 필라멘트 또는 섬유는 도 2에 도시되지 않은 다수의 추가적인 처리 단계, 예컨대 추가적인 인발, 분사 등을 받을 수 있다. 수집 후에, 수집된 집합체(20)는 더 상세하게 후술하는 바와 같이 일반적으로 가열 및 급랭되지만, 집합체는 필요하다면 이후의 가열 및 급랭을 위해 저장 롤로 권취될 수 있다. 일반적으로, 집합체(20)가 가열 및 급랭되면, 이는 캘린더(calender), 엠보싱 스테이션(embossing station), 라미네이터(laminator), 커터(cutter) 등과 같은 다른 장치로 이송될 수 있거나, 또는 구동 롤(22)을 통과하여 저장 롤(23)로 권취될 수 있다.
웨브를 형성하는 바람직한 방법에서, 섬유의 집합체(20)는 도 2 내지 도 4에 도시된 바와 같이 수집기(19)에 의해 운반되어 가열 및 급랭 작업을 거치게 된다. 단순화 목적으로, 특히 도 3 및 도 4에 도시된 장치를 흔히 급랭식 유동 히터 또는 더 간단하게는 급랭식 히터로 부른다. 수집된 집합체(20)는 먼저 수집기(19) 위에 장착된 제어식 가열 장치(100) 아래로 통과된다. 예시적인 가열 장치(100)는 상부 플리넘(102) 및 하부 플리넘(103)으로 분할된 하우징(101)을 포함한다. 상부 및 하부 플리넘은 전형적으로 크기 및 간격이 균일한 일련의 구멍(105)이 천공된 플레이트(104)에 의해 분리된다. 기체, 전형적으로 공기가 도관(107)으로부터 개구(106)를 통해 상부 플리넘(102) 내로 공급되고, 플레이트(104)는 상부 플리넘 내로 공급된 공기가 플레이트를 통해 하부 플리넘(103) 내로 통과될 때 상당히 균일하게 분포되게 하는 유동 분배 수단으로서 기능한다. 다른 유용한 유동 분배 수단은 핀(fin), 배플(baffle), 매니폴드, 에어 댐, 스크린 또는 소결 플레이트, 즉 공기의 분포를 균등하게 하는 장치를 포함한다.
예시적인 가열 장치(100)에서, 하부 플리넘(103)의 바닥 벽(108)은 긴 직사각형 슬롯(109)을 갖도록 형성되고, 이를 통해 하부 플리넘으로부터의 가열된 공기의 커튼형 스트림(110)이 가열 장치(100) 아래에서 수집기(19) 상에서 이동하는 집합체(20) 상으로 송풍된다 (집합체(20) 및 수집기(19)는 도 3에서 부분적으로 절결되어 도시되어 있다). 기체 취출 장치(114)는 바람직하게는 가열 장치(100)의 슬롯(109) 아래에 놓이기에 충분히 연장하고 (아울러, 후술할 바와 같이, 가열된 스트림(110)을 넘어 표시 영역(120)을 통해 거리(118)로 웨브 하류로 연장한다). 따라서, 플리넘 내의 가열된 공기는 플리넘(103) 내의 내부 압력 하에 있고, 슬롯(109)에서 이 공기는 또한 기체 취출 장치(114)의 배기 진공 하에 있다. 배기력을 추가로 제어하기 위해, 천공 플레이트(111)가 수집기(19) 아래에 위치되어 가열된 공기의 스트림(110)을 수집된 집합체(20)의 폭 또는 가열 영역에 걸쳐 원하는 균일성으로 확산시키는 것에 기여하는 일종의 배압 또는 유동 제한 수단을 부여할 수 있고, 수집된 집합체의 가능한 저밀도 부분을 통한 스트리밍(streaming)을 억제할 수 있다. 다른 유용한 유동 제한 수단은 스크린 또는 소결 플레이트를 포함한다.
플레이트(111) 내의 개구의 개수, 크기 및 밀도는 원하는 제어를 달성하기 위해 상이한 영역들 내에서 변할 수 있다. 다량의 공기가 섬유 형성 장치를 통과하고, 섬유가 영역(115) 내에서 수집기에 도달할 때 폐기되어야 한다. 충분한 공기가 영역(116) 내에서 웨브 및 수집기를 통과하여 처리 공기의 다양한 스트림 하에서 웨브를 제 위치에 유지한다. 처리 공기가 웨브를 통과할 수 있게 하도록 충분한 개방도가 열처리 영역(117)과 급랭 영역(118) 하에서 플레이트 내에서 필요하고, 공기가 더 균등하게 분포되는 것을 보장하도록 충분한 저항이 유지된다.
집합체(20)를 통과하는 가열된 공기의 양 및 온도는 섬유의 형태의 적절한 변형으로 이어지도록 선택된다. 특히, 양 및 온도는 섬유가 가열되어 a) 섬유의 단면 내의 상당한 분자 부분, 예컨대 섬유의 비정질 특징 상의 용융/연화를 일으키지만, b) 다른 주요한 상, 예컨대 미소결정 특징 상의 완전한 용융은 일으키지 않도록 선택된다. 전형적으로 비정질 중합체 재료가 용융되기보다는 연화되고, 비정질 특징 상 내에 어느 정도 존재할 수 있는 결정질 재료가 전형적으로 용융되기 때문에, "용융/연화"라는 용어를 사용한다. 이는 또한 상과 관계없이, 단순히 섬유 내의 더 낮은 배열의 미소결정의 용융을 일으키기 위한 가열로서 기술될 수도 있다. 섬유는 전체적으로 용융되지 않고 유지되고, 예컨대 섬유는 일반적으로 처리 전에 가졌던 것과 동일한 섬유 형상 및 치수를 유지한다. 미소결정 특징 상의 상당 부분은 열처리 후에 기존의 결정 구조를 유지하는 것으로 이해된다. 결정 구조는 기존의 결정 구조에 추가되었을 수 있거나, 고도로 배열된 섬유의 경우에 결정 구조는 제거되어 구별 가능한 비정질 특징 상과 미소결정 특징 상을 생성했을 수 있다.
수집된 집합체(20) 전체에 걸쳐 의도된 섬유 형태 변화를 달성하기 위해, 온도-시간 조건은 집합체의 전체 가열 영역에 걸쳐 제어되어야 한다. 웨브를 통과하는 가열된 공기의 스트림(110)의 온도가 처리되는 집합체의 폭을 가로질러 5℃의 범위 이내, 바람직하게는 2℃ 또는 심지어 1℃ 이내일 때 가장 양호한 결과를 얻었다 (가열된 공기의 온도는 흔히 작업의 간편한 제어를 위해 가열된 공기의 하우징(101) 내로의 진입 지점에서 측정되지만, 열전쌍에 의해 수집된 웨브에 인접하여 측정될 수도 있다). 또한, 가열 장치는 예컨대 과다 가열 또는 과소 가열을 회피하기 위해 히터를 신속하게 켜고 끔으로써, 시간에 따른 스트림 내의 정상 온도를 유지하도록 작동된다.
가열을 추가로 제어하고 수집된 집합체(20)의 섬유의 원하는 형태의 형성을 완성하기 위해, 집합체는 가열된 공기의 스트림(110)이 가해진 직후에 급랭된다. 그러한 급랭은 대체로 집합체가 제어된 고온 공기 스트림(110)을 벗어날 때 집합체(20) 위에서 이를 통해 주위 공기를 흡인함으로써 얻어질 수 있다. 도 4의 숫자 120은 주위 공기가 웨브를 통해 기체 취출 장치에 의해 흡입되는 영역을 나타낸다. 기체 취출 장치(114)는 가열 장치(100)를 넘어 거리(118)만큼 수집기를 따라 연장하여, 영역(120) 내에서의 전체 집합체(20)의 완전한 냉각 및 급랭을 보장한다. 공기가 예컨대 도면의 도 4에서 표시된 영역(120a) 내에서 하우징(101)의 기부 아래로 흡입될 수 있어서, 공기는 웨브가 고온 공기 스트림(110)을 벗어난 직후에 웨브에 도달한다. 원하는 급랭 결과는 웨브 및 섬유로부터 열을 신속하게 제거하여, 섬유 내에서 이후에 발생할 결정화 또는 분자 배열의 정도 및 성질을 제한하는 것이다. 일반적으로, 개시된 가열 및 급랭 작업은 웨브가 컨베이어 상에서의 작업을 통해 이동될 때 수행되고, 급랭은 웨브가 작업의 종료 시에 저장 롤로 권취되기 전에 수행된다. 처리 시간은 웨브가 작업을 통해 이동되는 속도에 의존하지만, 일반적으로 총 가열 및 급랭 작업은 1분 이하, 바람직하게는 15초 미만으로 수행된다. 용융/연화된 상태로부터 고화된 상태로의 신속한 급랭에 의해, 비정질 특징 상은 섬유의 연화, 또는 반복 가능한 연화를 방해할 수 있는 분자 물질이 감소된 채로, 더 정제된 결정질 형태로 동결되는 것으로 이해된다. 바람직하게는, 집합체는 공칭 융점보다 적어도 50℃ 낮은 온도에서 기체에 의해 냉각되고, 또한 급랭 기체 또는 다른 유체는 바람직하게는 적어도 1초 정도의 시간 동안, 바람직하게는 가열된 스트림이 웨브와 닿는 시간의 적어도 2배 또는 3배의 시간 동안 가해진다. 여하튼, 급랭 기체 또는 다른 유체는 섬유를 신속하게 고화시키기에 충분한 열 용량을 갖는다. 사용될 수 있는 다른 유체는 섬유 상으로 분사되는 물, 예컨대 섬유를 가열하기 위한 가열된 물 또는 증기, 및 섬유를 급랭시키기 위한 상대적으로 차가운 물을 포함한다.
비정질 특징 상의 원하는 열처리 및 형태를 달성하는데 있어서의 성공은 흔히 처리된 웨브로부터의 대표적인 섬유의 DSC 시험으로 확인될 수 있고, 처리 조건은 전술한 미국 특허 출원 제11/461,201호에 더 상세하게 설명되어 있는 바와 같이 DSC 시험으로부터 습득된 정보에 따라 조정될 수 있다. 바람직하게는, 가열된 공기를 가하고 급랭시키는 것은 적절한 주름진 매트릭스의 형성을 용이하게 하는 특성을 갖는 웨브를 제공하도록 제어된다. 불충분한 가열이 이용되면, 웨브는 주름잡기가 어려울 수 있다. 과다한 가열 또는 불충분한 급랭이 이용되면, 웨브는 용융되거나 취성화될 수 있고, 또한 충분한 대전을 취할 수 없다.
개시된 부직 웨브는 랜덤한 섬유 배열 및 대체로 등방성인 평면내 물리적 특성(예컨대, 인장 강도)를 가질 수 있거나, 필요하다면 정렬된 섬유 구성(예컨대, 섬유들이 전술한 샤 등의 미국 특허 제6,858,297호에 설명된 바와 같이 기계 방향으로 정렬되어 있는 구성) 및 이방성 평면내 물리적 특성을 가질 수 있다.
다양한 중합체 섬유 형성 재료가 개시된 공정에서 사용될 수 있다. 중합체는 본질적으로 부직 웨브를 제공할 수 있는 임의의 열가소성 섬유 형성 재료일 수 있다. 대전될 웨브의 경우, 중합체는 본질적으로 만족스러운 일렉트릿 특성 또는 전하 분리를 유지하는 임의의 열가소성 섬유 형성 재료일 수 있다. 대전 가능한 웨브에 대해 바람직한 중합체 섬유 형성 재료는 실온(22℃)에서 1014 ohm-㎝ 이상의 체적 저항을 갖는 비전도성 수지이다. 바람직하게는, 체적 저항은 약 1016 ohm-㎝ 이상이다. 중합체 섬유 형성 재료의 저항은 표준화된 시험 ASTM D 257-93에 따라 측정될 수 있다. 대전 가능한 웨브에 사용하기 위한 중합체 섬유 형성 재료는 또한 바람직하게는 전기 전도성을 현저하게 증가시키거나 또는 달리 정전기 전하를 수용하여 유지하는 섬유의 능력을 방해할 수 있는 정전기 방지제와 같은 성분이 실질적으로 없다. 대전 가능한 웨브에 사용될 수 있는 중합체의 몇몇 예는 폴리올레핀, 예컨대 폴리에틸렌, 폴리프로필렌, 폴리부틸렌, 폴리(4-메틸-1-펜텐) 및 사이클릭 올레핀 공중합체, 및 그러한 중합체들의 조합을 함유하는 열가소성 중합체를 포함한다. 사용될 수 있지만 대전이 어려울 수 있거나 전하를 빠르게 상실할 수 있는 다른 중합체는 폴리카르보네이트, 블록 공중합체, 예컨대 스티렌-부타디엔-스티렌 및 스티렌-아이소프렌-스티렌 블록 공중합체, 폴리에스테르, 예컨대 폴리에틸렌 테레프탈레이트, 폴리아미드, 폴리우레탄, 및 본 기술 분야의 숙련자에게 친숙한 다른 중합체를 포함한다. 섬유는 바람직하게는 폴리-4-메틸-1 펜텐 또는 폴리프로필렌으로부터 제조된다. 가장 바람직하게는, 섬유는 특히 수분 환경에서 전하를 보유하는 능력 때문에 폴리프로필렌 단일중합체로부터 제조된다.
전하는 다양한 방식으로 개시된 부직 웨브에 부여될 수 있다. 이는 예를 들어 안가드지반드(Angadjivand) 등의 미국 특허 제5,496,507호에 개시된 바와 같이 웨브를 물과 접촉시킴으로써, 클라세(Klasse) 등의 미국 특허 제4,588,537호에 개시된 바와 같이 코로나 처리함으로써, 예를 들어 루쏘(Rousseau) 등의 미국 특허 제5,908,598호에 개시된 바와 같이 하이드로차징(hydrocharging)함으로써, 존스(Jones) 등의 미국 특허 제6,562,112 B2호 및 데이비드(David) 등의 미국 특허 출원 공개 제2003/0134515 A1호에 개시된 바와 같이 플라즈마 처리함으로써, 및 이들의 조합에 의해 수행될 수 있다.
첨가제가 중합체에 첨가되어, 웨브의 여과 성능, 일렉트릿 대전 용량, 기계적 특성, 시효 특성, 착색, 표면 특성 또는 다른 관심 특징을 향상시킬 수 있다. 대표적인 첨가제는 충전제, 핵화제(예컨대, 밀리켄 케미칼(Milliken Chemical)로부터 구매 가능한 밀라드(MILLAD)™ 3988 다이벤질리덴 소르비톨), 일렉트릿 대전 촉진 첨가제(예컨대, 트라이스테아릴 멜라민, 및 시바 스페셜티 케미칼즈(Ciba Specialty Chemicals)의 키마소브(CHIMASSORB)™ 119 및 키마소브 944와 같은 다양한 광 안정화제), 경화 개시제, 강화제(예컨대, 폴리(4-메틸-1-펜텐)), 표면 활성화제 및 표면 처리제(예컨대, 존스 등의 미국 특허 제6,398,847 B1호, 제6,397,458 B1호, 및 제6,409,806 B1호에 설명된 바와 같은 유상 미스트 환경에서 여과 성능을 개선하기 위한 불소 원자 처리제)를 포함한다. 그러한 첨가제의 유형 및 양은 본 기술 분야의 숙련자에게 친숙할 것이다. 예를 들어, 일렉트릿 대전 촉진 첨가제는 일반적으로 약 5 중량% 미만, 더 전형적으로 약 2 중량% 미만의 양으로 존재한다.
개시된 부직 웨브는 전술한 구보까와 등의 미국 특허 제6,740,137 B2호 및 전술한 썬뎃 등의 '226 출원에 설명된 것과 같은 방법 및 구성요소를 사용하여 주름 필터로 형성될 수 있다. 주름 형성은 일반적으로 섬유 교차점들 중 적어도 일부에서 섬유들을 서로 결합 (또는 추가로 결합)시키기 위해 열의 사용에 의해 보조될 수 있다. 주름 형성은 본 기술 분야의 숙련자에게 친숙할 다른 방법 및 구성요소를 사용하여 수행되거나 증진될 수 있다. 자립식 필터 요소를 제공하도록 요구되지는 않지만, 개시된 주름 필터는 필요하다면 개시된 단층 매트릭스 이외의 하나 이상의 추가 요소 또는 층을 포함할 수 있다. 예를 들어, 필터 요소의 선택된 부분이 선단 안정부(예컨대, 평면의 와이어 면 층 또는 고온 용융 접착제의 선) 또는 주연 보강부(예컨대, 모서리 접착제 또는 필터 프레임)을 추가함으로써 안정화 또는 보강될 수 있다. 하나 이상의 추가 층(예컨대, 흡수 입자를 함유하는 다공성 층)이 필터 요소 내에 포함되어 관심 증기를 포획할 수 있다.
주름 형성 이전에, 평량, 웨브 두께, 고형도, EFD, 걸리 강성, 테이버(Taber) 강성, % DOP 투과율, 초기 % NaCl 투과율, 압력 강하 또는 품질 계수(QF)와 같은 편평 웨브 특성을 모니터링하는 것이 바람직할 수 있다. 주름 형성 이후에, 평균 초기 서브마이크로미터 효율 또는 압력 강하와 같은 주름진 웨브 특성을 모니터링하는 것이 도움이 될 수 있다.
EFD는 (달리 규정되지 않으면) 문헌[Davies, C. N., "The Separation of Airborne Dust and Particles", Institution of Mechanical Engineers, London, Proceedings 1B, 1952]에 설명되어 있는 방법을 사용하여, (13.8 ㎝/s의 면 속도에 대응하는) 85 L/min의 공기 유량을 사용하여 결정될 수 있다.
걸리 강성은 걸리 프리시전 인스트루먼츠(Gurley Precision Instruments)의 모델 4171E 걸리(GURLEY)™ 굽힘 저항 시험기를 사용하여 측정될 수 있다. 샘플의 긴 변이 웨브 횡(웨브 횡단) 방향으로 정렬된 상태로 3.8 ㎝ × 5.1 ㎝의 직사각형이 웨브로부터 다이 커팅된다. 샘플은 샘플의 긴 변이 웨브 유지 클램프 내에 있는 상태로 굽힘 저항 시험기 내로 로딩된다. 샘플은 양 방향으로, 즉 시험 아암이 제1 주 샘플 면에 대해 그리고 이어서 제2 주 샘플 면에 대해 가압되면서 휘어지고, 두 측정치의 평균은 밀리그램 단위의 강성으로서 기록된다. 시험은 파괴 시험으로서 처리되고, 추가의 측정이 필요하다면 새로운 샘플을 이용한다.
테이버 강성은 (테이버 인더스트리즈(Taber Industries)로부터 구매 가능한) 모델 150-B 테이버™ 강성 시험기를 사용하여 측정될 수 있다. 3.8 ㎝ × 3.8 ㎝의 정사각형 섹션이 섬유 융합을 방지하도록 예리한 면도날을 사용하여 웨브로부터 주의깊게 절단되고, 3 내지 4개의 샘플 및 15°샘플 편향(deflection)을 사용하여 기계 방향 및 횡단 방향으로의 그의 강성을 측정하기 위해 평가된다.
퍼센트 투과율, 압력 강하 및 여과 품질 계수(QF)는 (달리 표시되지 않으면) 85 L/min의 유량으로 전달되는 NaCl 또는 DOP 입자를 함유하는 챌린지 에어로졸을 사용하여 측정되고, (티에스아이 인크.(TSI Inc.)로부터 구매 가능한) 티에스아이(TSI)™ 모델 8130 고속 자동화 필터 시험기를 사용하여 평가될 수 있다. NaCl 시험의 경우, 입자는 약 16-23 ㎎/㎥의 대기중 농도(airborne concentration)로 약 0.075 ㎛의 직경을 갖는 입자를 함유하는 에어로졸을 제공하도록 2% NaCl 용액으로부터 생성될 수 있고, 자동화된 필터 시험기는 히터 및 입자 중화기(particle neutralizer) 둘 모두가 켜진 상태로 작동될 수 있다. DOP 시험의 경우, 에어로졸은 약 100 ㎎/㎥의 농도에서 약 0.185 ㎛의 직경을 갖는 입자를 함유할 수 있고, 자동화된 필터 시험기는 히터 및 입자 중화기 둘 모두가 꺼진 상태로 작동될 수 있다. 보정된 광도계가 필터 입구 및 출구에서 사용되어 입자 농도 및 필터를 통한 % 입자 투과율을 측정할 수 있다. (엠케이에스 인스트루먼츠(MKS Instruments)로부터 구매 가능한) 엠케이에스 압력 트랜스듀서가 사용되어 필터를 통한 압력 강하(ΔP, ㎜ H2O)를 측정할 수 있다. 하기의 방정식,

이 QF를 계산하기 위해 사용될 수 있다. 선택된 챌린지 에어로졸에 대해 측정 또는 계산될 수 있는 파라미터는 초기 입자 투과율, 초기 압력 강하, 초기 품질 계수(QF), 최대 입자 투과율, 최대 투과율에서의 압력 강하, 및 최대 투과율에서 로딩된 입자의 밀리그램(최대 투과율 시점까지의 필터에 대한 총 중량 챌린지)를 포함한다. 초기 품질 계수(QF) 값은 보통 전체 성능의 신뢰할 수 있는 지표를 제공하고, 여기서 더 높은 초기 QF 값은 더 양호한 여과 성능을 나타내고 더 낮은 초기 QF 값은 감소된 여과 성능을 나타낸다.
평균 초기 서브마이크로미터 효율은 프레임형 필터를 시험 덕트 내로 설치하고, 필터가 건조되고 전하-중화된 염화칼륨 입자를 처리하게 함으로써 측정될 수 있다. 1.52 m/s (300 ft/min)의 시험 면 속도가 이용될 수 있다. 광학식 입자 계수기가 일련의 12개의 입자 크기 범위 또는 채널에 걸쳐 시험 필터의 상류 및 하류에서 입자의 농도를 측정하기 위해 사용될 수 있다. 각각의 채널 내의 입자 크기 범위는 애쉬래(ASHRAE) 표준 52.2 ("입자 크기에 의한 제거 효율에 대한 일반적인 환기형 공기-청정 장치를 시험하는 방법")으로부터 취해진다. 하기의 방정식,

이 각각의 채널에 대한 포획 효율을 산정하기 위해 사용될 수 있다. 4개의 서브마이크로미터 채널(즉, 입자 직경이 0.3 내지 0.4 ㎛, 0.4 내지 0.55 ㎛, 0.55 내지 0.7 ㎛ 및 0.7 내지 1.0 ㎛임)의 각각에 대한 포획 효율 값은 평균되어 "평균 초기 서브마이크로미터 효율"에 대한 하나의 값을 얻을 수 있다. 시험 속도, 효율 및 압력 강하 결과치가 보통 모두 보고된다.
본 발명은 다음의 예시적인 실시예에서 추가로 설명되는데, 여기서 모든 부 및 백분율은 달리 표시되지 않으면 중량에 의한 것이다.
실시예 1
도 2 내지 도 4에 도시된 것과 같은 장치를 사용하여, 1성분 단층 웨브를 토탈 페트로케미칼즈(Total Petrochemicals)로부터 입수 가능한 37의 용융 유량 지수를 갖는 피나(FINA)™ 3868 폴리프로필렌으로부터 형성하였다. 압출 헤드(10)는 하나의 열에 32개의 오리피스를 갖는 16개 열의 오리피스를 가져서 총 512개의 오리피스를 이루었다. 오리피스들을 6.4 ㎜ (0.25 인치) 간격으로 정사각형 패턴으로 배열하였다 (이는 오리피스들이 횡방향 및 종방향으로 정렬되었고, 횡방향 및 종방향으로 모두 동일하게 이격되었다는 것을 의미한다). 중합체를 구멍당 0.6 g/min으로 압출 헤드에 공급하였고, 여기서 중합체를 250℃ (482℉)의 온도로 가열하였다. 2개의 급랭 공기 스트림(도 2의 18b; 스트림(18a)은 이용하지 않음)을 1.5 m/min (5 ft/min)의 대략적인 면 속도 및 7.2℃(45℉)의 온도로 높이가 305 ㎜ (12 인치)인 급랭 박스로부터의 상부 스트림으로서, 그리고 1.5 m/min (5 ft/min)의 대략적인 면 속도 및 주위 실온으로 높이가 305 ㎜ (12 인치)인 급랭 박스로부터의 하부 스트림으로서 공급하였다. 0.76 ㎜ (0.030 인치)의 에어 나이프 갭(30; 베리건 등), 0.09 ㎫ (13 psig)의 압력으로 에어 나이프로 공급되는 공기, 5.3 ㎜ (0.21 인치)의 세장화기 상부 갭 폭, 4.6 ㎜ (0.18 인치)의 세장화기 바닥 갭 폭, 및 152 ㎜(6 인치) 길이의 세장화기 측면(36; 베리건 등)을 이용하는 미국 특허 제6,607,624 B2호(베리건 등)에 도시된 것과 같은 가동 벽 세장화기를 이용하였다. 압출 헤드(10)로부터 세장화기(16)까지의 거리(17; 도 2)는 91 ㎝ (36 인치)였고, 세장화기(16)로부터 수집 벨트(19)까지의 거리(21; 도 2)는 58 ㎝ (23 인치)였다. 멜트스펀 섬유 스트림을 약 64 ㎝ (약 25 인치)의 폭으로 수집 벨트(19) 상에 놓았다. 수집 벨트(19)는 20 메시 스테인리스 강으로 제조하였고, 5.8 m/min (19 ft/min)의 속도로 이동시켰다.
수집 벨트(19) 아래의 진공은 약 250-750 ㎩ (1-3 인치 H2O)의 범위 내에 있는 것으로 추정되었다. 플레이트(111)의 영역(115)은 23% 개방 면적으로 이어지는, 엇갈리게 이격된 1.6 ㎜ (0.062 인치) 직경의 개구들을 가졌고, 웨브 유지 영역(116)은 30% 개방 면적으로 이어지는, 엇갈리게 이격된 1.6 ㎜ (0.062 인치) 직경의 개구들을 가졌고, 가열/결합 영역(117) 및 급랭 영역(118)은 63% 개방 면적으로 이어지는, 엇갈리게 이격된 4.0 ㎜ (0.156 인치) 직경의 개구를 가졌다. 공기를 1.9 ㎝ × 66 ㎝ (0.75 인치 × 26 인치)인 슬롯(109)에서 약 14.2 ㎥/min (500 ft3/min)의 공기를 제공하기에 충분한 속도로 도관(107)을 통해 공급하였다. 플레이트(108)의 바닥은 수집기(19) 상의 수집된 웨브(20)로부터 약 1.5 ㎝ (0.6 인치)였다. 급랭식 유동 히터의 슬롯(109)을 통과하는 공기의 온도는 하우징(101) 내로의 가열된 공기의 진입 지점에서 측정할 때 160℃(320℉)였다.
급랭 영역(118)을 벗어나는 웨브는 자립식이며 통상의 공정 및 장비를 사용하여 취급할 수 있기에 충분한 완전성(integrity)을 갖도록 결합되고, 웨브는 저장 롤로의 통상의 권취에 의해 권취될 수 있거나 또는 주름 형성 및 주름 필터 패널과 같은 여과 장치로의 조립과 같은 다양한 작업을 거칠 수 있다. 웨브를 코로나 대전시키고, 아래의 표 1A에 도시된 여러 물리적 특성을 측정하기 위해 평가하였다. % DOP 투과율 및 압력 강하 측정에 대해 보고된 13.8 ㎝/s의 면 속도는 8.28 m/min 면 속도에 대응하고, 이용된 샘플 크기에 대한 85 L/min 유량에 대응한다.

대전된 편평 웨브를 주름을 안정화하기 위한 가열식 플래튼을 구비한 칼 라보프스키 아메리카 코포레이션(Karl Rabofsky America Corp.)의 라보프스키™ 주름 형성기(pleater)를 사용하여 주름 형성하였다. 실시예 1의 주름 필터는 필터의 양 측면 상의 주름 선단에 확장된 와이어 스크린을 접착함으로써 형성하였다. 필터를 필터 요소의 양 측면 상의 필터 주연부 위에서 접힌 28 ㎜ (1.1 인치) 플랩(flap)을 갖는 2-부분 판지 프레임으로 프레임화하였다. 필터 치수는 50 × 57.7 × 2 ㎝ (19.7 × 22.7 × 0.8 인치)였고, ㎝당 1.38개의 주름 (인치당 3.5개의 주름)이 있고 주름 높이는 2.06 ㎝ (0.8125 인치)이었다. 필터를 최소 효율 보고값(MERV)을 결정하기 위해 애쉬래 표준 52.2를 사용하여 평가하였다. 아래의 표 1B에, (킴벌리 클라크 코포레이션으로부터 구매 가능하며 공급시 코로나 처리되어 있는) 33.9 gsm (2.1 oz/yd2) 어큐에어™ 매체로부터 형성된 유사하게 주름진 필터를 사용하여 얻어진 결과와 함께 평가 결과를 설명하고 있다. 평가는 1.52 m/s (300 ft/min)의 속도에서 0.25 ㎪ (1.0 인치 H2O)의 최종 압력 강하까지 수행하였다.

표 1B의 데이터는 실시예 1의 필터가 어큐에어 매체로부터 제조된 필터보다 0.25 ㎪ (1.0 인치 H2O) 압력 강하에서 더 양호한 효율 및 더 양호한 포집 성능(holding capacity)을 제공했다는 것을 보여준다.
실시예 1의 매체를 또한 필터의 양 측면 상의 주름 선단에 확장된 와이어 스크린을 접착함으로써 주름 필터 요소를 제조하기 위해 사용하였다. 필터를 필터 요소의 양 측면 상의 필터 주연부 위에서 접힌 28 ㎜ (1.1 인치) 플랩을 갖는 2-부분 판지 프레임으로 프레임화하였다. 필터의 개방 영역은 대략 44.5 × 57.2 ㎝ (17.5 × 22.5 인치)였다. 필터 요소를 1.52 m/sec (300 ft/min)의 면 속도에서 초기 압력 강하 및 초기 포집 효율(fractional efficiency)에 대해 시험하였다. 초기 압력 강하는 0.05 ㎪ (0.19 인치 H2O)였다. 개별 입자 크기 범위에 대한 결과를 아래의 표 1C에 도시한다.

표 1C의 결과는 이러한 필터에 대한 평균 초기 서브마이크로미터 효율이 47%였다는 것을 나타낸다.
실시예 2
아래에서 달리 표시되는 것을 제외하고는 실시예 1의 일반적인 방법을 사용하여, 1성분 단층 웨브를 피나 3868 폴리프로필렌으로부터 형성하였다. 압출 헤드(10)는 각각 36개 오리피스의 18개의 열을 가지며, 이들은 다이의 중간에서 16 ㎜ (0.63 인치) 갭으로 분리된 9개의 열의 2개의 블록으로 분할되어, 총 648개의 오리피스를 이루었다. 오리피스들을 6.4 ㎜ (0.25 인치) 간격의 엇갈린 패턴으로 배열하였다. 중합체를 구멍당 1.0 g/min로 압출 헤드로 공급하였다. 2개의 급랭 공기 스트림(도 2의 18b; 스트림(18a)은 이용하지 않음)을 0.42 m/s (83 ft/min)의 대략적인 면 속도 및 4.4℃(40℉)의 온도로 높이가 406 ㎜ (16 인치)인 급랭 박스로부터의 상부 스트림으로서, 그리고 0.14 m/s (28 ft/min)의 대략적인 면 속도 및 주위 실온으로 높이가 197 ㎜ (7.75 인치)인 급랭 박스로부터의 하부 스트림으로서 공급하였다. 1.27 ㎜ (0.050 인치)의 에어 나이프 갭, 0.17 ㎫ (24 psig)의 압력으로 에어 나이프로 공급되는 공기, 4.8 ㎜ (0.19 인치)의 세장화기 상부 갭 폭, 및 4.7 ㎜ (0.185 인치)의 세장화기 바닥 갭 폭을 사용하는, 베리건 등에 도시된 것과 같은 가동 벽 세장화기를 이용하였다. 압출 헤드(10)로부터 세장화기(16)까지의 거리는 78.7 ㎝ (31 인치)였고, 세장화기(16)로부터 수집 벨트(19)까지의 거리는 68.6 ㎝ (27 인치)였다. 멜트스펀 섬유 스트림을 약 51 ㎝ (약 20 인치)의 폭으로 수집 벨트(19) 상에 적층시켰다. 수집 벨트(19)는 15.8 m/min (52 ft/min)의 속도로 이동하였다.
공기를 3.8 × 55.9 ㎝ (1.5 인치 × 22 인치)인 슬롯(109)에서 약 11.4 ㎥/min (400 ft3/min)의 공기를 제공하기에 충분한 속도로 도관(107)을 통해 공급하였다. 플레이트(108)의 바닥은 수집기(19) 상의 수집된 웨브(20)로부터 약 1.9 ㎝ (3/4 인치) - 2.54 ㎝ (1 인치)였다. 급랭식 유동 히터의 슬롯(109)을 통과하는 공기의 온도는 하우징(101) 내로의 가열된 공기의 진입 지점에서 측정할 때 155℃(311℉)였다.
급랭 영역(120)을 벗어나는 웨브는 자립식이며 통상의 공정 및 장비를 사용하여 취급할 수 있기에 충분한 완전성을 갖도록 결합되고, 웨브는 저장 롤로의 통상의 권취에 의해 권취될 수 있거나 또는 주름 형성 및 주름 필터 패널과 같은 여과 장치로의 조립과 같은 다양한 작업을 거칠 수 있다. 웨브를 코로나 대전시키고, 이어서 미국 특허 제5,496,507호(안가드지반드 등)에 개시된 기술에 따라 탈이온수로 하이드로차징시키고, 건조되게 하였다. 대전된 웨브는 아래의 표 2A에서 작업 번호(Run No.) 2-1로서 도시된 편평 웨브 특성을 측정하기 위해 평가하였다.
유사한 공정 조건에서 제작된 제2 대전 웨브도 아래의 표 2A에서 작업 번호 2-2로서 도시된 그의 편평 웨브 특성을 결정하기 위해 평가하였다. 작업 번호 2-2는 0.18 ㎫ (26 psig)의 압력으로 에어 나이프에 공급되는 공기, 0.37 m/s (73 ft/min)의 상부 급랭 박스 면 속도, 152℃(306℉)의 급랭식 유동 히터 공기 온도, 약 8.5 ㎥/min (300 ft3/min)의 공기를 제공하기에 충분한 급랭식 유동 히터 속도, 및 245℃(473℉)의 압출 헤드 온도를 포함하였다.

작업 번호 2-1의 웨브를 20 ㎜의 주름 높이 및 4.6 ㎜의 주름 간격을 갖는 주름 필터 요소로 형성하였다. 주름은 필터의 양 측면 상의 주름 선단에 확장된 와이어 스크린을 접착함으로써 안정화하였다. 필터를 필터 요소의 양 측면 상의 필터 주연부 위에서 접힌 12.7 ㎜ (0.5 인치) 플랩을 갖는 1-부분 판지 프레임으로 프레임화하였다. 필터의 개방 영역은 대략 188 × 305 ㎜ (7.4 × 12.0 인치)였다. 필터 요소를 1.52 m/s (300 ft/min)의 면 속도에서 초기 압력 강하 및 초기 포집 효율에 대해 시험하였다. 초기 압력 강하는 0.06 ㎪ (0.23 인치 H2O)였다. 개별 입자 크기 범위에 대한 결과를 아래의 표 2B에 도시한다.
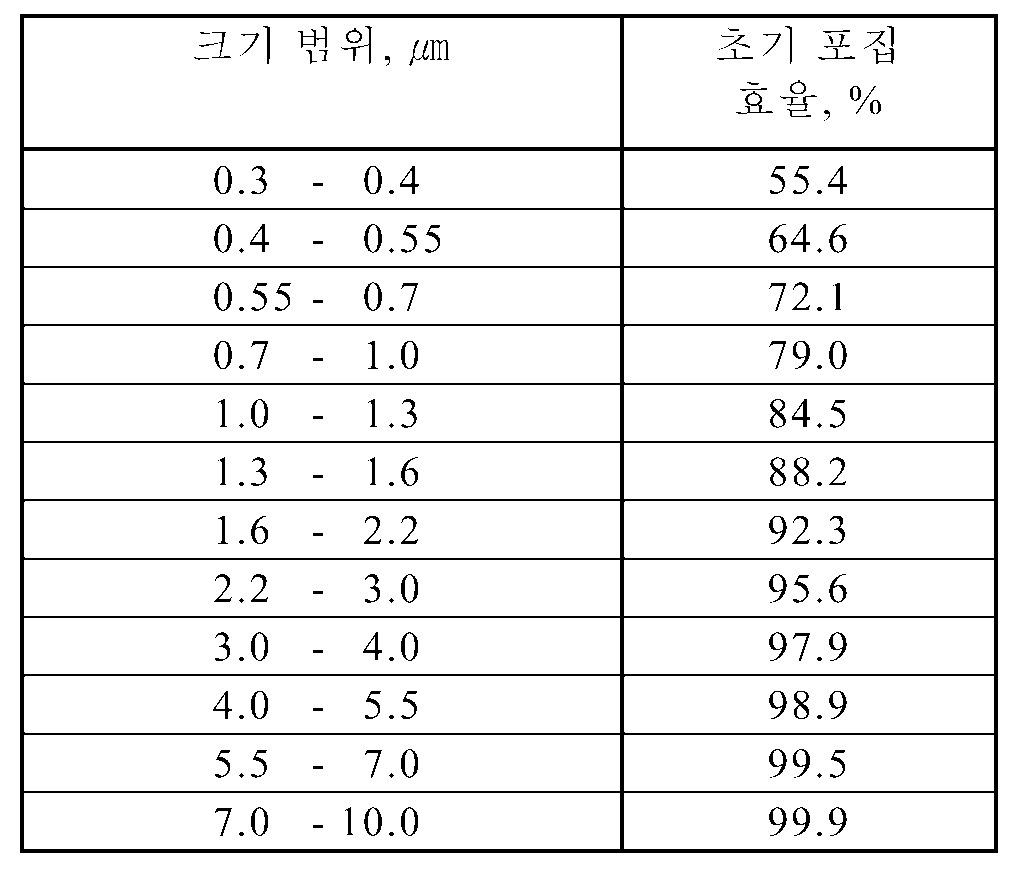
표 2B의 결과는 이러한 필터에 대한 평균 초기 서브마이크로미터 효율이 67.8%였다는 것을 나타낸다.
실시예 3
아래에서 달리 표시되는 것을 제외하고는 실시예 2의 일반적인 방법을 사용하여, 1성분 단층 웨브를 시바 스페셜티 케미칼즈의 0.75 중량%의 키마소브 944 장애 아민(hindered amine) 광 안정화제가 첨가된, 토탈 페트로케미칼즈로부터 입수 가능한 용융 유량 지수가 70인 피나 3860 폴리프로필렌으로부터 형성하였다. 중합체를 구멍당 0.20 g/min로 압출 헤드로 공급하였고, 여기서 중합체를 235℃의 온도로 가열하였다. 상부 급랭 공기 스트림은 7.2℃(45℉)의 온도를 가졌고, 하부 급랭 공기 스트림은 0.16 m/s (31 ft/min)의 대략적인 면 속도를 가졌다. 0.76 ㎜ (0.030 인치)의 에어 나이프 갭, 0.08 ㎫ (12 psig)의 압력으로 에어 나이프로 공급되는 공기, 5.1 ㎜ (0.20 인치)의 세장화기 상부 갭 폭을 사용하는, 베리건 등에 도시된 것과 같은 가동 벽 세장화기를 이용하였다. 멜트스펀 섬유 스트림을 약 53 ㎝ (약 21 인치)의 폭으로 수집 벨트(19) 상에 적층시켰다. 수집 벨트(19)는 약 1.8 m/min (6 ft/min)의 속도로 이동하였다. 수집 벨트(19) 아래의 진공은 1.5 ㎪ (6 인치 H2O) - 3.0 ㎪ (12 인치 H2O)의 범위 내에 있는 것으로 추정되었다.
공기를 슬롯(109)에서 약 14.2 ㎥/min (500 ft3/min)의 공기를 제공하기에 충분한 속도로 도관(107)을 통해 공급하였다. 급랭식 유동 히터의 슬롯(109)을 통과하는 공기의 온도는 하우징(101) 내로의 가열된 공기의 진입 지점에서 측정할 때 164℃(327℉)였다.
급랭 영역(120)을 벗어나는 웨브는 자립식이며 통상의 공정 및 장비를 사용하여 취급할 수 있기에 충분한 완전성을 갖도록 결합되고, 웨브는 저장 롤로의 통상의 권취에 의해 권취될 수 있거나 또는 주름 형성 및 주름 필터 패널과 같은 여과 장치로의 조립과 같은 다양한 작업을 거칠 수 있다. 웨브를 미국 특허 제5,496,507호(안가드지반드 등)에 개시된 기술에 따라 탈이온수로 하이드로차징시키고, 건조되게 하였다. 대전된 웨브를 아래의 표 3A에 도시된 편평 웨브 특성을 측정하기 위해 평가하였다.

웨브를 20 ㎜의 주름 높이 및 4.6 ㎜의 주름 간격을 갖는 주름 필터 요소로 형성하였다. 주름은 필터의 양 측면 상의 주름 선단에 확장된 와이어 스크린을 접착함으로써 안정화하였고, 실시예 2의 방법을 사용하여 1-부분 판지 프레임으로 프레임화하였다. 필터 요소를 1.52 m/s (300 ft/min)의 면 속도에서 초기 압력 강하 및 초기 포집 효율에 대해 시험하였다. 초기 압력 강하는 0.19 ㎪ (0.754 인치 H2O)였다. 개별 입자 크기 범위에 대한 결과가 아래의 표 3B에 도시되어 있다.

표 3B의 결과는 이러한 필터에 대한 평균 초기 서브마이크로미터 효율이 91.7%였다는 것을 나타낸다.
본 발명의 다수의 실시 형태가 설명되었다. 그럼에도 불구하고, 본 발명으로부터 벗어남이 없이 다양한 변형이 이루어질 수 있다는 것을 이해할 것이다. 따라서, 다른 실시 형태가 이어지는 청구의 범위의 범주 내에 있다.
Claims (19)
- a) 적어도 100 ㎎의 걸리 강성을 갖는 응집성이고 취급 가능한 웨브를 형성하도록 결합되고, 배향 및 섬유 구조를 유지하면서 추가로 연화될 수도 있는, 동일한 중합체 조성을 갖는 부분적으로 결정질이고 부분적으로 비정질인 배향된 멜트스펀 섬유들의 웨브를 형성하기에 충분한 열 조건 하에서 1성분 중합체 섬유를 용융방사, 수집, 가열 및 급랭시킴으로써 연속적인 1성분 중합체 섬유들의 1성분 단층 부직 웨브를 형성하는 단계 - 가열 및 급랭은, 멜트스펀 섬유들의 비정질 부분들을 연화시키거나 용융시키지만 멜트스펀 섬유들의 결정질 부분들을 용융시키지 않도록 멜트스펀 수집된 웨브를 가열한 후 가열된 멜트스펀 수집된 웨브를 급랭시킴으로써 수행됨 -,b) 부직 웨브 내에 소정 열의 주름을 형성하는 단계, 및c) 적어도 일부의 섬유 교차점에서 서로 결합된 섬유들의 자립식 다공성 1성분 단층 매트릭스를 포함하며, 1.52 m/s의 면 속도에서 적어도 15%의 평균 초기 서브마이크로미터 효율을 갖는 주름 필터 요소를 형성하기 위해 원하는 크기 및 형상으로 주름진 웨브를 절단하는 단계를 포함하는 주름 필터 제조 방법.
- 제1항에 있어서, 섬유들은 자발 결합되는 방법.
- 적어도 일부의 섬유 교차점에서 서로 결합된 동일한 중합체 조성을 갖는 부분적으로 결정질이고 부분적으로 비정질인 배향된 멜트스펀 중합체 섬유들의 자립식 다공성 1성분 단층 매트릭스를 포함하는 주름 필터로서, 상기 매트릭스는 접히거나 물결 모양의 소정 열의 주름으로 형성되고 1.52 m/s의 면 속도에서 적어도 15%의 평균 초기 서브마이크로미터 효율을 갖는 주름 필터.
- 제3항에 있어서, 섬유들은 자발 결합되는 주름 필터.
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
- 삭제
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/461,296 | 2006-07-31 | ||
| US11/461,296 US7947142B2 (en) | 2006-07-31 | 2006-07-31 | Pleated filter with monolayer monocomponent meltspun media |
| PCT/US2007/073882 WO2008016788A1 (en) | 2006-07-31 | 2007-07-19 | Pleated filter with monolayer monocomponent meltspun media |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20090038441A KR20090038441A (ko) | 2009-04-20 |
| KR101413336B1 true KR101413336B1 (ko) | 2014-06-27 |
Family
ID=38984728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020097001977A KR101413336B1 (ko) | 2006-07-31 | 2007-07-19 | 단층 1성분 멜트스펀 매체를 갖는 주름 필터 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US7947142B2 (ko) |
| EP (1) | EP2054135B1 (ko) |
| JP (1) | JP5362560B2 (ko) |
| KR (1) | KR101413336B1 (ko) |
| CN (1) | CN101495210B (ko) |
| CA (1) | CA2659341C (ko) |
| WO (1) | WO2008016788A1 (ko) |
Families Citing this family (73)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7892993B2 (en) * | 2003-06-19 | 2011-02-22 | Eastman Chemical Company | Water-dispersible and multicomponent fibers from sulfopolyesters |
| US8513147B2 (en) * | 2003-06-19 | 2013-08-20 | Eastman Chemical Company | Nonwovens produced from multicomponent fibers |
| US20040260034A1 (en) | 2003-06-19 | 2004-12-23 | Haile William Alston | Water-dispersible fibers and fibrous articles |
| US9770058B2 (en) * | 2006-07-17 | 2017-09-26 | 3M Innovative Properties Company | Flat-fold respirator with monocomponent filtration/stiffening monolayer |
| US8802002B2 (en) * | 2006-12-28 | 2014-08-12 | 3M Innovative Properties Company | Dimensionally stable bonded nonwoven fibrous webs |
| US7837756B2 (en) | 2007-04-05 | 2010-11-23 | Aaf-Mcquay Inc. | Filter with ePTFE and method of forming |
| WO2009088647A1 (en) * | 2007-12-31 | 2009-07-16 | 3M Innovative Properties Company | Fluid filtration articles and methods of making and using the same |
| WO2009099592A2 (en) | 2008-02-01 | 2009-08-13 | Master Key, Llc | Apparatus and method for visualization of music using note extraction |
| US8673040B2 (en) | 2008-06-13 | 2014-03-18 | Donaldson Company, Inc. | Filter construction for use with air in-take for gas turbine and methods |
| US8906275B2 (en) | 2012-05-29 | 2014-12-09 | Nike, Inc. | Textured elements incorporating non-woven textile materials and methods for manufacturing the textured elements |
| US8850719B2 (en) | 2009-02-06 | 2014-10-07 | Nike, Inc. | Layered thermoplastic non-woven textile elements |
| US20100199406A1 (en) | 2009-02-06 | 2010-08-12 | Nike, Inc. | Thermoplastic Non-Woven Textile Elements |
| US9682512B2 (en) | 2009-02-06 | 2017-06-20 | Nike, Inc. | Methods of joining textiles and other elements incorporating a thermoplastic polymer material |
| US20100199520A1 (en) * | 2009-02-06 | 2010-08-12 | Nike, Inc. | Textured Thermoplastic Non-Woven Elements |
| US8512519B2 (en) * | 2009-04-24 | 2013-08-20 | Eastman Chemical Company | Sulfopolyesters for paper strength and process |
| US8535404B2 (en) * | 2009-06-12 | 2013-09-17 | Clarcor Air Filtration Products | Membrane-free filter and/or integral framing for filter |
| US8162153B2 (en) * | 2009-07-02 | 2012-04-24 | 3M Innovative Properties Company | High loft spunbonded web |
| WO2011088185A2 (en) * | 2010-01-18 | 2011-07-21 | 3M Innovative Properties Company | Air filter with sorbent particles |
| WO2012012735A2 (en) * | 2010-07-22 | 2012-01-26 | Dynamic Adsorbents, Inc. | Organic compound adsorbing material and process for making the same |
| US9273417B2 (en) | 2010-10-21 | 2016-03-01 | Eastman Chemical Company | Wet-Laid process to produce a bound nonwoven article |
| JP5917538B2 (ja) * | 2010-11-08 | 2016-05-18 | エーエーエフ−マックウェイ インコーポレイテッド ディー/ビー/エー エーエーエフ インターナショナル | 無菌薬学用ePTFEフィルタおよび使用方法 |
| US9266068B2 (en) | 2010-11-08 | 2016-02-23 | American Air Filter Company, Inc. | Aerosol generator for EPTFE filter testing and method of use |
| DE102011014202A1 (de) * | 2011-03-16 | 2012-09-20 | Sandler Ag | Filtermedium für die Herstellung plissierter Filter |
| US8840758B2 (en) | 2012-01-31 | 2014-09-23 | Eastman Chemical Company | Processes to produce short cut microfibers |
| US20130255103A1 (en) | 2012-04-03 | 2013-10-03 | Nike, Inc. | Apparel And Other Products Incorporating A Thermoplastic Polymer Material |
| US9072991B2 (en) * | 2012-04-24 | 2015-07-07 | Southern Felt Company, Inc. | Conductive filter media |
| AU2013368596B2 (en) | 2012-12-28 | 2016-08-04 | 3M Innovative Properties Company | Electret webs with charge-enhancing additives |
| WO2014126928A1 (en) | 2013-02-15 | 2014-08-21 | 3M Innovative Properties Company | System and method for making pleated filter media |
| US9303357B2 (en) | 2013-04-19 | 2016-04-05 | Eastman Chemical Company | Paper and nonwoven articles comprising synthetic microfiber binders |
| DE102013008402A1 (de) * | 2013-05-16 | 2014-11-20 | Irema-Filter Gmbh | Faservlies und Verfahren zur Herstellung desselben |
| US20140366733A1 (en) * | 2013-06-18 | 2014-12-18 | Bha Altair, Llc | Filter media and method of forming the same |
| KR20160050059A (ko) * | 2013-09-03 | 2016-05-10 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 멜트-스피닝 공정, 멜트-스펀 부직 섬유질 웨브 및 관련 여과 매체 |
| US9598802B2 (en) | 2013-12-17 | 2017-03-21 | Eastman Chemical Company | Ultrafiltration process for producing a sulfopolyester concentrate |
| CN103638746B (zh) * | 2013-12-17 | 2015-06-03 | 佛山市斯乐普特种材料有限公司 | 高效低阻纺粘非织造滤料、及其生产设备和制造方法 |
| EP3083006B1 (en) | 2013-12-17 | 2019-01-30 | 3M Innovative Properties Company | Air quality indicator |
| US9605126B2 (en) | 2013-12-17 | 2017-03-28 | Eastman Chemical Company | Ultrafiltration process for the recovery of concentrated sulfopolyester dispersion |
| CA2943387C (en) | 2014-03-21 | 2022-09-06 | 3M Innovative Properties Company | Refillable air filter assembly |
| TW201628698A (zh) * | 2014-08-25 | 2016-08-16 | 3M新設資產公司 | 經組態成捲筒的空氣過濾器 |
| PL3186425T3 (pl) | 2014-08-26 | 2020-05-18 | 3M Innovative Properties Company | Siatka z włókniny typu spunbonded zawierająca włókna poli(kwasumlekowego) |
| DE102014117506A1 (de) | 2014-11-28 | 2016-06-02 | Filta Co., Ltd | Filtermedium mit großem Faltenabstand |
| US10406472B2 (en) | 2015-03-12 | 2019-09-10 | 3M Innovative Properties Company | Collapsible air filter |
| US10828587B2 (en) | 2015-04-17 | 2020-11-10 | Hollingsworth & Vose Company | Stable filter media including nanofibers |
| US11278833B2 (en) | 2015-08-17 | 2022-03-22 | Parker-Hamilton Corporation | Filter media packs, methods of making, and ultrasonic cutting or welding |
| EP3777989A1 (en) | 2015-08-17 | 2021-02-17 | Parker-Hannificn Corporation | Filter media packs, methods of making and filter media presses |
| US10940416B2 (en) | 2015-09-24 | 2021-03-09 | 3M Innovative Properties Company | Air filter devices with gap sealing unit |
| WO2017053341A1 (en) | 2015-09-24 | 2017-03-30 | 3M Innovative Properties Company | Expandable air filters |
| CA2928138A1 (en) | 2015-11-10 | 2017-05-10 | 3M Innovative Properties Company | Air filter use indicators |
| US10960341B2 (en) | 2016-03-14 | 2021-03-30 | 3M Innovative Properties Company | Air filters comprising polymeric sorbents for aldehydes |
| BR112018068677A2 (pt) | 2016-03-14 | 2019-01-15 | 3M Innovative Properties Co | filtros de ar compreendendo sorventes poliméricos para gases reativos |
| US11014070B2 (en) | 2016-03-14 | 2021-05-25 | 3M Innovative Properties Company | Composite granules including polymeric sorbent for reactive gases |
| CA3018596C (en) | 2016-03-24 | 2024-01-23 | 3M Innovative Properties Company | Room air purifier with rfid reader |
| WO2017213926A1 (en) | 2016-06-06 | 2017-12-14 | 3M Innovative Properties Company | Channel-framed, pleated air filter with bridging filaments |
| JP2019524437A (ja) | 2016-08-05 | 2019-09-05 | スリーエム イノベイティブ プロパティズ カンパニー | 不動態化されたフィルタ寿命インジケータを有する空気フィルタ |
| KR20190040275A (ko) * | 2016-08-26 | 2019-04-17 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 개선된 실내 공기 청정기 및 여과 매체 |
| JP7083469B2 (ja) | 2016-11-14 | 2022-06-13 | スリーエム イノベイティブ プロパティズ カンパニー | 金属含有ポリマー吸着剤を含むエアフィルタ |
| US11027231B2 (en) | 2016-11-17 | 2021-06-08 | 3M Innovative Properties Company | Air filter with visual filter life indicator zone and sorbent-loaded visual reference zone |
| US10898838B2 (en) | 2016-12-15 | 2021-01-26 | Hollingsworth & Vose Company | Filter media including adhesives |
| US10543441B2 (en) | 2016-12-15 | 2020-01-28 | Hollingsworth & Vose Company | Filter media including adhesives and/or oleophobic properties |
| WO2018183481A1 (en) * | 2017-03-28 | 2018-10-04 | Hollingsworth & Vose Company | Filter media including adhesives and/or oleophobic properties |
| CA3060405C (en) | 2017-04-18 | 2020-06-16 | 3M Innovative Properties Company | Air filter media with post-pleat-deposited sorbent particles |
| US11225738B2 (en) * | 2017-06-09 | 2022-01-18 | Toyobo Co., Ltd. | Long-fiber nonwoven fabric and filter reinforcement material using the same |
| WO2018229604A2 (en) | 2017-06-16 | 2018-12-20 | 3M Innovative Properties Company | Air filters comprising polymeric sorbents for aldehydes |
| CN108940336B (zh) * | 2018-07-03 | 2020-06-12 | 山西大学 | 一种含氮掺杂的钴基碳纳米催化剂及其制备方法和应用 |
| US11452959B2 (en) * | 2018-11-30 | 2022-09-27 | Hollingsworth & Vose Company | Filter media having a fine pore size distribution |
| IT201800020083A1 (it) * | 2018-12-18 | 2020-06-18 | Gd Spa | Macchina per la realizzazione di spezzoni tubolari dellindustria del tabacco |
| US20220266181A1 (en) * | 2019-08-13 | 2022-08-25 | 3M Innovative Properties Company | Spunbonded Air-Filtration Web |
| CN111389064B (zh) * | 2020-03-31 | 2021-11-30 | 郑州市水利工程监理中心 | 一种用于水利水电工程的过滤系统 |
| CN111534935B (zh) * | 2020-05-07 | 2022-06-10 | 新石器科技有限公司 | 一种接枝共聚聚丙烯口罩制备装置及其使用方法 |
| US20240115246A1 (en) | 2021-02-12 | 2024-04-11 | 3M Innovative Properties Company | Sample Collection Device and System |
| KR20230164096A (ko) | 2021-04-02 | 2023-12-01 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 샘플 수집 장치 및 방법 |
| EP4319646A1 (en) | 2021-04-06 | 2024-02-14 | 3M Innovative Properties Company | Sample collection devices, systems, and methods |
| WO2022243753A1 (en) | 2021-05-21 | 2022-11-24 | 3M Innovative Properties Company | Sample collection device and system |
| KR20240011177A (ko) | 2021-05-21 | 2024-01-25 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 팝업 샘플 수집 장치 및 시스템 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0995848A (ja) * | 1995-10-03 | 1997-04-08 | Unitika Ltd | 生分解性成形用長繊維不織布およびその製造方法 |
| JPH09273063A (ja) * | 1996-04-05 | 1997-10-21 | Toray Ind Inc | 不織布およびタフテッドカーペット用一次基布およびタフテッドカーペットおよびフィルター基材およびフィルター |
| JP2005113278A (ja) | 2003-10-03 | 2005-04-28 | Toray Ind Inc | 生分解性不織布およびそれを用いてなるフィルター |
Family Cites Families (62)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4100324A (en) | 1974-03-26 | 1978-07-11 | Kimberly-Clark Corporation | Nonwoven fabric and method of producing same |
| US3981650A (en) | 1975-01-16 | 1976-09-21 | Beloit Corporation | Melt blowing intermixed filaments of two different polymers |
| DE2530499C3 (de) * | 1975-07-09 | 1978-05-24 | Akzo Gmbh, 5600 Wuppertal | Mattenbahn und Verfahren zu ihrer Herstellung |
| CA1073648A (en) | 1976-08-02 | 1980-03-18 | Edward R. Hauser | Web of blended microfibers and crimped bulking fibers |
| AU565762B2 (en) | 1983-02-04 | 1987-09-24 | Minnesota Mining And Manufacturing Company | Method and apparatus for manufacturing an electret filter medium |
| US4547950A (en) | 1984-05-29 | 1985-10-22 | Honeywell Inc. | Method of spacing the folds of a folded filter media |
| US4818464A (en) | 1984-08-30 | 1989-04-04 | Kimberly-Clark Corporation | Extrusion process using a central air jet |
| US5993943A (en) | 1987-12-21 | 1999-11-30 | 3M Innovative Properties Company | Oriented melt-blown fibers, processes for making such fibers and webs made from such fibers |
| US4988560A (en) | 1987-12-21 | 1991-01-29 | Minnesota Mining And Manufacturing Company | Oriented melt-blown fibers, processes for making such fibers, and webs made from such fibers |
| US4931355A (en) | 1988-03-18 | 1990-06-05 | Radwanski Fred R | Nonwoven fibrous hydraulically entangled non-elastic coform material and method of formation thereof |
| US5227107A (en) | 1990-08-07 | 1993-07-13 | Kimberly-Clark Corporation | Process and apparatus for forming nonwovens within a forming chamber |
| US5240479A (en) | 1991-05-17 | 1993-08-31 | Donaldson Company, Inc. | Pleated filter media having a continuous bead of adhesive between layers of filtering material |
| US5382400A (en) | 1992-08-21 | 1995-01-17 | Kimberly-Clark Corporation | Nonwoven multicomponent polymeric fabric and method for making same |
| US5273565A (en) | 1992-10-14 | 1993-12-28 | Exxon Chemical Patents Inc. | Meltblown fabric |
| DE69407224T2 (de) | 1993-07-16 | 1998-04-30 | Chisso Corp | Mikrofeinfaserprodukt und Verfahren zu seiner Herstellung |
| KR100336012B1 (ko) | 1993-08-17 | 2002-10-11 | 미네소타 마이닝 앤드 매뉴팩춰링 캄파니 | 일렉트릿필터매체를하전시키는방법 |
| CA2124389C (en) | 1993-11-16 | 2005-08-23 | Richard D. Pike | Nonwoven filter media |
| US5695376A (en) | 1994-09-09 | 1997-12-09 | Kimberly-Clark Worldwide, Inc. | Thermoformable barrier nonwoven laminate |
| US5707468A (en) | 1994-12-22 | 1998-01-13 | Kimberly-Clark Worldwide, Inc. | Compaction-free method of increasing the integrity of a nonwoven web |
| US5679379A (en) | 1995-01-09 | 1997-10-21 | Fabbricante; Anthony S. | Disposable extrusion apparatus with pressure balancing modular die units for the production of nonwoven webs |
| US5908598A (en) | 1995-08-14 | 1999-06-01 | Minnesota Mining And Manufacturing Company | Fibrous webs having enhanced electret properties |
| US5709735A (en) | 1995-10-20 | 1998-01-20 | Kimberly-Clark Worldwide, Inc. | High stiffness nonwoven filter medium |
| JP3339554B2 (ja) * | 1995-12-15 | 2002-10-28 | 松下電器産業株式会社 | プラズマディスプレイパネル及びその製造方法 |
| US5721180A (en) | 1995-12-22 | 1998-02-24 | Pike; Richard Daniel | Laminate filter media |
| TW334380B (en) | 1996-01-24 | 1998-06-21 | Nippon Walin Kk | Burnishing cloth |
| US5679042A (en) | 1996-04-25 | 1997-10-21 | Kimberly-Clark Worldwide, Inc. | Nonwoven fabric having a pore size gradient and method of making same |
| US5904298A (en) | 1996-10-08 | 1999-05-18 | Illinois Tool Works Inc. | Meltblowing method and system |
| US5902540A (en) | 1996-10-08 | 1999-05-11 | Illinois Tool Works Inc. | Meltblowing method and apparatus |
| BE1010654A3 (fr) | 1996-09-30 | 1998-11-03 | Solvay | Procede de mise en oeuvre d'une matiere thermoplastique semi-cristalline. |
| US5820645A (en) | 1997-05-23 | 1998-10-13 | Reemay, Inc. | Pleatable nonwoven composite article for gas filter media |
| US6315806B1 (en) * | 1997-09-23 | 2001-11-13 | Leonard Torobin | Method and apparatus for producing high efficiency fibrous media incorporating discontinuous sub-micron diameter fibers, and web media formed thereby |
| US6183670B1 (en) | 1997-09-23 | 2001-02-06 | Leonard Torobin | Method and apparatus for producing high efficiency fibrous media incorporating discontinuous sub-micron diameter fibers, and web media formed thereby |
| US6238466B1 (en) | 1997-10-01 | 2001-05-29 | 3M Innovative Properties Company | Electret articles and filters with increased oily mist resistance |
| US6432175B1 (en) | 1998-07-02 | 2002-08-13 | 3M Innovative Properties Company | Fluorinated electret |
| US6019152A (en) | 1998-07-29 | 2000-02-01 | Kimberly-Clark Worldwide, Inc. | Apparatus for heating nonwoven webs |
| US6165244A (en) | 1999-03-13 | 2000-12-26 | Aaf International, Inc. | Filter media with fluid stream positioned fibers |
| US6521011B1 (en) | 1999-07-15 | 2003-02-18 | 3M Innovative Properties Company | Self-supporting pleated filter and method of making same |
| JP3521810B2 (ja) | 1999-08-03 | 2004-04-26 | 日産自動車株式会社 | 繊維クッション体の成形方法、並びに繊維クッション体および繊維クッション体を用いた車両用シート |
| US6319865B1 (en) | 1999-09-02 | 2001-11-20 | Tonen Tapyrus Co., Ltd. | Melt-blown non-woven fabric, and nozzle piece for producing the same |
| USD449100S1 (en) | 2000-08-25 | 2001-10-09 | 3M Innovative Properties Company | HVAC filter |
| US6667254B1 (en) | 2000-11-20 | 2003-12-23 | 3M Innovative Properties Company | Fibrous nonwoven webs |
| CN100432316C (zh) * | 2000-11-20 | 2008-11-12 | 3M创新有限公司 | 制造纤维的方法和设备及其产品 |
| US6607624B2 (en) | 2000-11-20 | 2003-08-19 | 3M Innovative Properties Company | Fiber-forming process |
| JP4505987B2 (ja) | 2000-12-14 | 2010-07-21 | チッソ株式会社 | 熱接着性複合繊維、その製造方法およびそれを用いた繊維成形体 |
| US6709623B2 (en) | 2000-12-22 | 2004-03-23 | Kimberly-Clark Worldwide, Inc. | Process of and apparatus for making a nonwoven web |
| JP4599760B2 (ja) | 2001-05-25 | 2010-12-15 | チッソ株式会社 | 熱融着性複合繊維及びこれを用いた繊維成形体 |
| US6770356B2 (en) | 2001-08-07 | 2004-08-03 | The Procter & Gamble Company | Fibers and webs capable of high speed solid state deformation |
| US20030114066A1 (en) | 2001-12-13 | 2003-06-19 | Clark Darryl Franklin | Uniform distribution of absorbents in a thermoplastic web |
| US7887889B2 (en) | 2001-12-14 | 2011-02-15 | 3M Innovative Properties Company | Plasma fluorination treatment of porous materials |
| US6916752B2 (en) * | 2002-05-20 | 2005-07-12 | 3M Innovative Properties Company | Bondable, oriented, nonwoven fibrous webs and methods for making them |
| US6740137B2 (en) | 2002-06-14 | 2004-05-25 | 3M Innovative Properties Company | Collapsible pleated filter element |
| US8129297B2 (en) * | 2002-07-29 | 2012-03-06 | E. I. Du Pont De Nemours And Company | Method and apparatus for heating nonwoven webs |
| JP4336651B2 (ja) * | 2002-09-17 | 2009-09-30 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー | 極めて高い液体バリア布 |
| US20040077247A1 (en) | 2002-10-22 | 2004-04-22 | Schmidt Richard J. | Lofty spunbond nonwoven laminate |
| US7476632B2 (en) | 2002-11-15 | 2009-01-13 | 3M Innovative Properties Company | Fibrous nonwoven web |
| US20050148266A1 (en) * | 2003-12-30 | 2005-07-07 | Myers David L. | Self-supporting pleated electret filter media |
| US20050217226A1 (en) | 2004-04-05 | 2005-10-06 | 3M Innovative Properties Company | Pleated aligned web filter |
| US6858297B1 (en) | 2004-04-05 | 2005-02-22 | 3M Innovative Properties Company | Aligned fiber web |
| US7235115B2 (en) * | 2004-07-09 | 2007-06-26 | 3M Innovative Properties Company | Method of forming self-supporting pleated filter media |
| JP4800598B2 (ja) * | 2004-07-30 | 2011-10-26 | ダイワボウホールディングス株式会社 | プリーツ折り不織布からなるエレクトレットフィルター材の製造方法及びこれを用いたフィルター材 |
| US7438777B2 (en) * | 2005-04-01 | 2008-10-21 | North Carolina State University | Lightweight high-tensile, high-tear strength bicomponent nonwoven fabrics |
| US9139940B2 (en) | 2006-07-31 | 2015-09-22 | 3M Innovative Properties Company | Bonded nonwoven fibrous webs comprising softenable oriented semicrystalline polymeric fibers and apparatus and methods for preparing such webs |
-
2006
- 2006-07-31 US US11/461,296 patent/US7947142B2/en active Active
-
2007
- 2007-07-19 EP EP07813107.5A patent/EP2054135B1/en active Active
- 2007-07-19 CN CN2007800287137A patent/CN101495210B/zh active Active
- 2007-07-19 CA CA2659341A patent/CA2659341C/en active Active
- 2007-07-19 JP JP2009522932A patent/JP5362560B2/ja active Active
- 2007-07-19 WO PCT/US2007/073882 patent/WO2008016788A1/en active Application Filing
- 2007-07-19 KR KR1020097001977A patent/KR101413336B1/ko active IP Right Grant
-
2011
- 2011-04-13 US US13/085,848 patent/US8506669B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0995848A (ja) * | 1995-10-03 | 1997-04-08 | Unitika Ltd | 生分解性成形用長繊維不織布およびその製造方法 |
| JPH09273063A (ja) * | 1996-04-05 | 1997-10-21 | Toray Ind Inc | 不織布およびタフテッドカーペット用一次基布およびタフテッドカーペットおよびフィルター基材およびフィルター |
| JP2005113278A (ja) | 2003-10-03 | 2005-04-28 | Toray Ind Inc | 生分解性不織布およびそれを用いてなるフィルター |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2054135B1 (en) | 2016-05-18 |
| CA2659341A1 (en) | 2008-02-07 |
| JP2009545439A (ja) | 2009-12-24 |
| EP2054135A1 (en) | 2009-05-06 |
| JP5362560B2 (ja) | 2013-12-11 |
| WO2008016788A1 (en) | 2008-02-07 |
| CN101495210A (zh) | 2009-07-29 |
| CN101495210B (zh) | 2012-01-04 |
| KR20090038441A (ko) | 2009-04-20 |
| US20110185903A1 (en) | 2011-08-04 |
| US8506669B2 (en) | 2013-08-13 |
| US7947142B2 (en) | 2011-05-24 |
| US20080022642A1 (en) | 2008-01-31 |
| CA2659341C (en) | 2014-09-16 |
| EP2054135A4 (en) | 2011-10-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101413336B1 (ko) | 단층 1성분 멜트스펀 매체를 갖는 주름 필터 | |
| KR101504768B1 (ko) | 2중 모드 단층 1성분 매체를 구비한 주름 필터 | |
| KR101453578B1 (ko) | 성형된 1성분 단층 호흡기 | |
| US20160206984A1 (en) | Melt-spinning process, melt-spun nonwoven fibrous webs and related filtration media | |
| US7807591B2 (en) | Fibrous web comprising microfibers dispersed among bonded meltspun fibers | |
| US8240484B2 (en) | High loft spunbonded web | |
| KR20070004823A (ko) | 병풍모양 정렬된 웹 필터 | |
| CN112888492A (zh) | 包括再蓬松纺粘幅材的空气过滤介质以及制备和使用方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20170522 Year of fee payment: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20180529 Year of fee payment: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20190530 Year of fee payment: 6 |