JP7635010B2 - アルミニウム電解コンデンサ用電極材及びその製造方法 - Google Patents
アルミニウム電解コンデンサ用電極材及びその製造方法 Download PDFInfo
- Publication number
- JP7635010B2 JP7635010B2 JP2021018442A JP2021018442A JP7635010B2 JP 7635010 B2 JP7635010 B2 JP 7635010B2 JP 2021018442 A JP2021018442 A JP 2021018442A JP 2021018442 A JP2021018442 A JP 2021018442A JP 7635010 B2 JP7635010 B2 JP 7635010B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- electrode material
- aluminum
- sintered body
- particle diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C24/00—Coating starting from inorganic powder
- C23C24/08—Coating starting from inorganic powder by application of heat or pressure and heat
- C23C24/10—Coating starting from inorganic powder by application of heat or pressure and heat with intermediate formation of a liquid phase in the layer
- C23C24/103—Coating with metallic material, i.e. metals or metal alloys, optionally comprising hard particles, e.g. oxides, carbides or nitrides
- C23C24/106—Coating with metal alloys or metal elements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/05—Metallic powder characterised by the size or surface area of the particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/1003—Use of special medium during sintering, e.g. sintering aid
- B22F3/1007—Atmosphere
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/002—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of porous nature
- B22F7/004—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of porous nature comprising at least one non-porous part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/008—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression characterised by the composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/08—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools with one or more parts not made from powder
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0408—Light metal alloys
- C22C1/0416—Aluminium-based alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C24/00—Coating starting from inorganic powder
- C23C24/08—Coating starting from inorganic powder by application of heat or pressure and heat
- C23C24/082—Coating starting from inorganic powder by application of heat or pressure and heat without intermediate formation of a liquid in the layer
- C23C24/085—Coating with metallic material, i.e. metals or metal alloys, optionally comprising hard particles, e.g. oxides, carbides or nitrides
- C23C24/087—Coating with metal alloys or metal elements only
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/042—Electrodes or formation of dielectric layers thereon characterised by the material
- H01G9/045—Electrodes or formation of dielectric layers thereon characterised by the material based on aluminium
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/048—Electrodes or formation of dielectric layers thereon characterised by their structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/048—Electrodes or formation of dielectric layers thereon characterised by their structure
- H01G9/052—Sintered electrodes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES, LIGHT-SENSITIVE OR TEMPERATURE-SENSITIVE DEVICES OF THE ELECTROLYTIC TYPE
- H01G9/00—Electrolytic capacitors, rectifiers, detectors, switching devices, light-sensitive or temperature-sensitive devices; Processes of their manufacture
- H01G9/004—Details
- H01G9/04—Electrodes or formation of dielectric layers thereon
- H01G9/048—Electrodes or formation of dielectric layers thereon characterised by their structure
- H01G9/052—Sintered electrodes
- H01G9/0525—Powder therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/06—Metallic powder characterised by the shape of the particles
- B22F1/065—Spherical particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/103—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material containing an organic binding agent comprising a mixture of, or obtained by reaction of, two or more components other than a solvent or a lubricating agent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/241—Chemical after-treatment on the surface
- B22F2003/242—Coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/02—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers
- B22F7/04—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers with one or more layers not made from powder, e.g. made from solid metal
- B22F2007/042—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers with one or more layers not made from powder, e.g. made from solid metal characterised by the layer forming method
- B22F2007/047—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers with one or more layers not made from powder, e.g. made from solid metal characterised by the layer forming method non-pressurised baking of the paste or slurry containing metal powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2201/00—Treatment under specific atmosphere
- B22F2201/10—Inert gases
- B22F2201/11—Argon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/05—Light metals
- B22F2301/052—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2304/00—Physical aspects of the powder
- B22F2304/10—Micron size particles, i.e. above 1 micrometer up to 500 micrometer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/11—Making porous workpieces or articles
- B22F3/1121—Making porous workpieces or articles by using decomposable, meltable or sublimatable fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D11/00—Electrolytic coating by surface reaction, i.e. forming conversion layers
- C25D11/02—Anodisation
- C25D11/04—Anodisation of aluminium or alloys based thereon
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Power Engineering (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Composite Materials (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Powder Metallurgy (AREA)
Description
1.アルミニウム箔基材又はアルミニウム合金箔基材の少なくとも片面に、アルミニウム粉末及びアルミニウム合金粉末からなる群より選択される少なくとも1種の粉末の焼結体を有するアルミニウム電解コンデンサ用電極材であって、
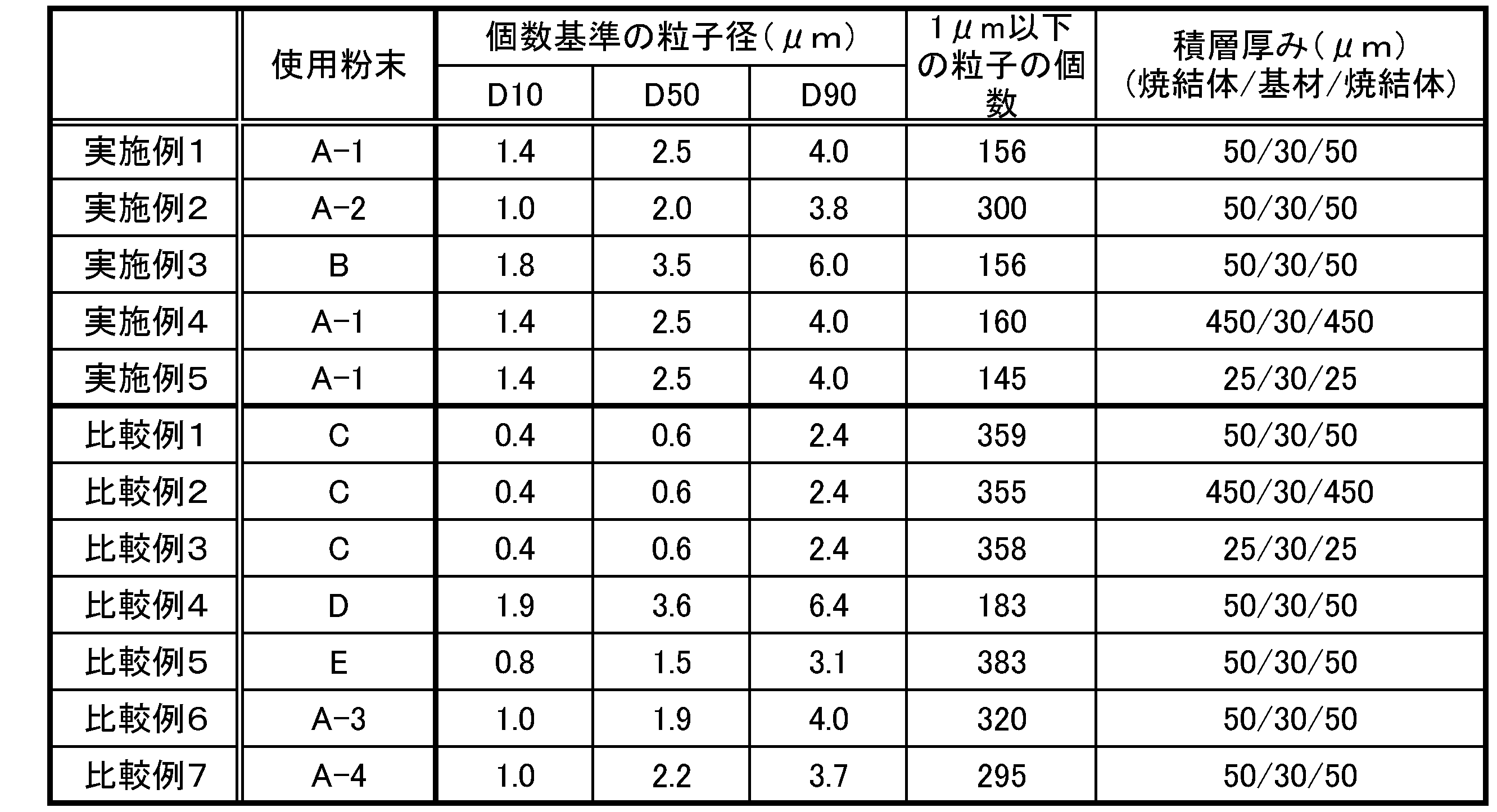
(1)前記焼結体の合計厚みは50~900μmであり、
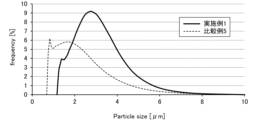
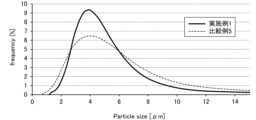
(2)前記焼結体中の粉末の個数基準の粒子径分布における10%粒子径D10は1.0~1.8μmであり、
(3)前記焼結体中の粉末の個数基準の粒子径分布における50%粒子径D50は2.0~3.5μmであり、
(4)前記焼結体中の粉末の個数基準の粒子径分布における90%粒子径D90は3.8~6.0μmである、
ことを特徴とするアルミニウム電解コンデンサ用電極材。
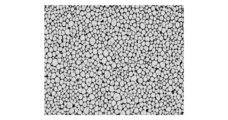
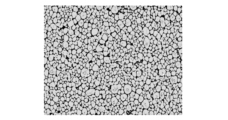
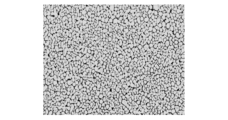
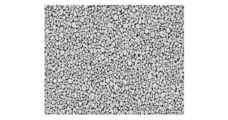
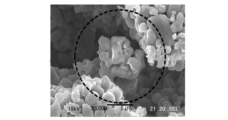
2.前記焼結体の表面の100μm×115μmの任意の領域内の粒子径1μm以下の粉末の数が300個以下である、項1に記載のアルミニウム電解コンデンサ用電極材。
3.前記焼結体の表面に、更に、陽極酸化皮膜を有する、項1又は2に記載のアルミニウム電解コンデンサ用電極材。
4.(1)アルミニウム箔又はアルミニウム合金箔の少なくとも片面に、アルミニウム粉末及びアルミニウム合金粉末からなる群より選択される少なくとも1種の粉末を含むペースト組成物の皮膜を形成する第1工程、及び
(2)前記皮膜を560℃以上660℃以下の温度で焼結する第2工程を含み、
前記粉末は、個数基準の粒子径分布における10%粒子径D10が1.0~1.8μmであり、個数基準の粒子径分布における50%粒子径D50が2.0~3.5μmであり、個数基準の粒子径分布における90%粒子径D90が3.8~6.0μmである、
ことを特徴とするアルミニウム電解コンデンサ用電極材の製造方法
5.前記第2工程の後に、更に、陽極酸化処理工程を有する、項4に記載の製造方法。
本発明のアルミニウム電解コンデンサ用電極材は、アルミニウム箔基材又はアルミニウム合金箔基材の少なくとも片面に、アルミニウム粉末及びアルミニウム合金粉末からなる群より選択される少なくとも1種の粉末の焼結体を有するアルミニウム電解コンデンサ用電極材であって、(1)前記焼結体の合計厚みは50~900μmであり、(2)前記焼結体中の粉末の個数基準の粒子径分布における10%粒子径D10は1.0~1.8μmであり、(3)前記焼結体中の粉末の個数基準の粒子径分布における50%粒子径D50は2.0~3.5μmであり、(4)前記焼結体中の粉末の個数基準の粒子径分布における90%粒子径D90は3.8~6.0μmであるアルミニウム電解コンデンサ用電極材である。
本発明の電極材は、アルミニウム箔基材の少なくとも片面に、アルミニウム粉末及びアルミニウム合金粉末からなる群より選択される少なくとも1種の粉末の焼結体を有する。
本発明の電極材は、アルミニウム箔基材又はアルミニウム合金箔基材(以下、併せて「基材」とも示す。)を有する。
本発明の電極材は、上記焼結体の表面に、更に、陽極酸化皮膜を有していてもよい。焼結体の表面に陽極酸化皮膜を有することにより、当該陽極酸化皮膜が誘電体として機能することで、本発明の電極材をアルミニウム電解コンデンサ用電極材として有用に用いることができる。
本発明のアルミニウム電解コンデンサ用電極材の製造方法は、
(1)アルミニウム箔基材又はアルミニウム合金箔基材の少なくとも片面に、アルミニウム粉末及びアルミニウム合金粉末からなる群より選択される少なくとも1種の粉末を含むペースト組成物の皮膜を形成する第1工程、及び
(2)前記皮膜を560℃以上660℃以下の温度で焼結する第2工程を含み、
前記粉末は、個数基準の粒度分布における10%粒子径D10が1.0~1.8μmであり、個数基準の粒度分布における50%粒子径D50が2.0~3.5μmであり、個数基準の粒度分布における90%粒子径D90が3.8~6.0μmである製造方法である。以下、詳細に説明する。
第1工程は、(1)アルミニウム箔基材又はアルミニウム合金箔基材(以下、併せて「基材」とも示す。)の少なくとも片面に、アルミニウム粉末及びアルミニウム合金粉末からなる群より選択される少なくとも1種の粉末を含むペースト組成物の皮膜を形成する工程である。
第2工程は、(2)前記皮膜を560℃以上660℃以下の温度で焼結する工程である。
本発明の製造方法は、第2工程に先立って、皮膜中の樹脂バインダーを気化する目的で脱脂工程を行うことが好ましい。脱脂工程としては、例えば、酸化性ガス雰囲気(大気)中で200~500℃で1~20時間加熱する工程が挙げられる。加熱温度の下限、または加熱時間の下限が上記範囲であることにより、皮膜中の樹脂バインダーがより気化して、皮膜中の樹脂バインダーの残留を抑制することができる。また、加熱温度の上限、または加熱時間の上限が上記範囲であることにより、皮膜中のアルミニウム粉末の焼結の進み過ぎを抑制することができ、電解コンデンサの電極材として使用した場合の容量がより一層十分となる。
本発明の製造方法は、第2工程の後に、更に、陽極酸化処理工程を有していてもよい。陽極酸化処理工程を有することにより、焼結体の表面に陽極酸化皮膜が形成され、当該陽極酸化皮膜が誘電体として機能することで、電極材をアルミニウム電解コンデンサ用電極材として有用に用いることができる。
本発明の電極材を用いて、電解コンデンサを製造することができる。上記電解コンデンサを製造する方法としては、例えば、以下の方法が挙げられる。すなわち、本発明の電極材を陽極箔として用い、当該陽極箔と、陰極箔とをセパレータを介在させて積層し、捲回してコンデンサ素子を形成する。当該コンデンサ素子を電解液に含浸させ、電解液を含んだコンデンサ素子を外装ケースに収納し、封口体で外装ケースを封口する。
(第1工程)
エチルセルロース系バインダー樹脂を、溶剤としての酢酸ブチルに5質量%となるように加えてバインダー樹脂溶液を調製した。バインダー樹脂溶液60質量部に対し、個数基準の粒度分布における粒子径が、D10値1.4μm、D50値2.5μm、D90値4.0μmのアルミニウム粉末(JIS A1080)100質量部を加え、混練してペースト組成物を調製した。得られたペースト組成物を、厚みが30μmのアルミニウム箔(アルミニウム99.99重量%)の両面にコンマダイレクトコーターを用いて塗工して50μmの厚さでアルミニウム箔の両面に付着させ、皮膜を形成した。次いで100℃で1.5分間乾燥させ、未焼結積層体を得た。なお、上記焼結前のアルミニウム粉末の個数基準の粒度分布における粒子径は、マイクロトラックMT3300EXII(日機装株式会社製)を使用し、レーザー回折・散乱法湿式測定により粒度分布を個数基準で測定し、D10値、D50値及びおよびD90値を算出した。焼結体中の粉末の個数基準の粒子径D10、D50、D90は、上記焼結前の粉末の個数基準の粒子径D50から殆ど変化せず、略同一であるので、上記焼結前のアルミニウム粉末の個数基準の粒子径D10、D50、D90の測定値を、焼結体中のアルミニウム粉末の個数基準の粒子径D10、D50、D90とした。
第1工程で得られた未焼結積層体を、アルゴンガス雰囲気中で615℃で5時間加熱して組成物を焼結し、アルミニウム箔基材上に焼結体を形成して、電極材を製造した。焼結後の焼結体の厚みを測定したところ、焼結前の未焼結積層体のペースト組成物の厚みと変化はなかった。
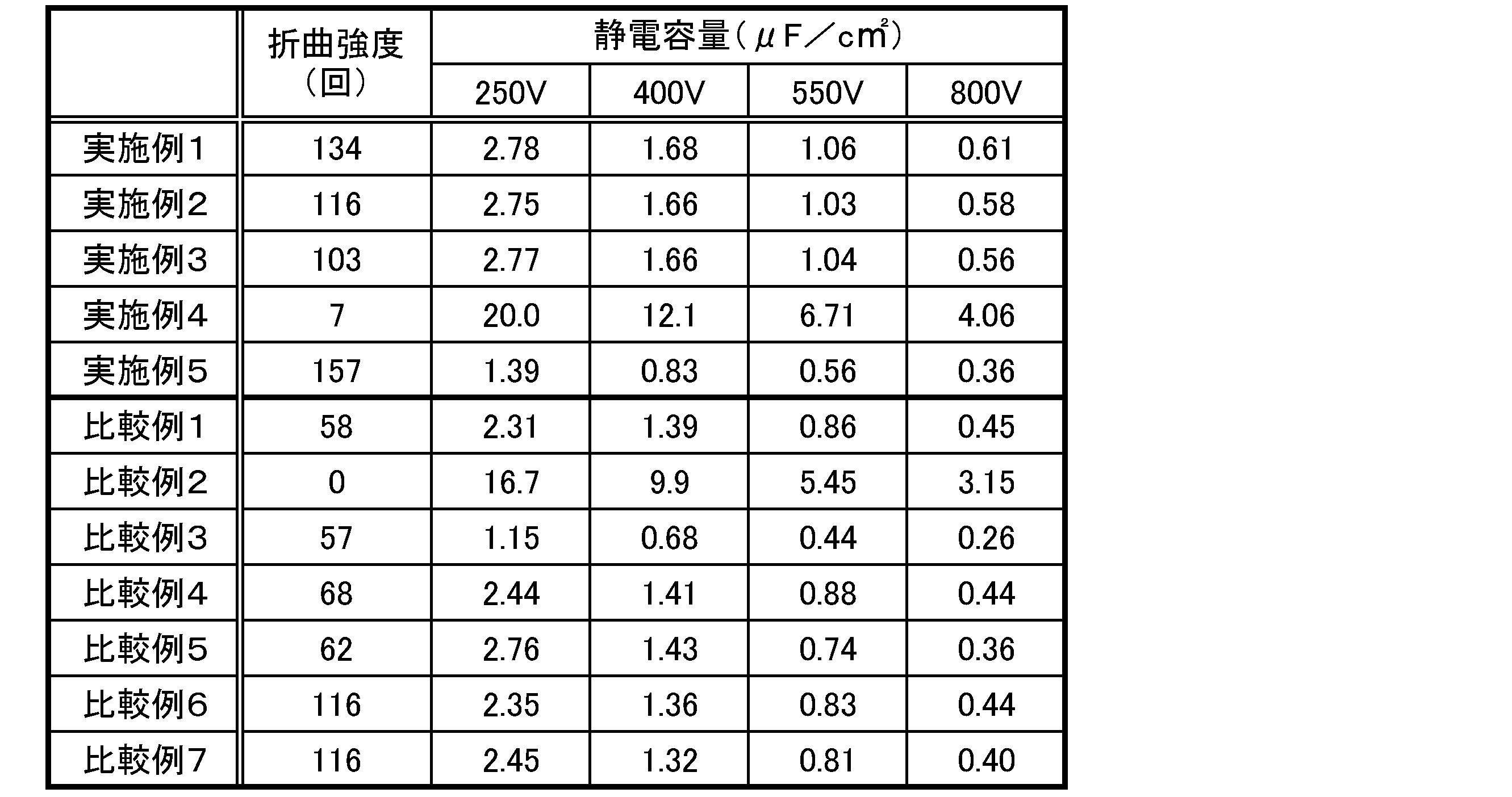
製造された電極材に、更に、陽極酸化処理を施した。陽極酸化処理は、化成電圧250~800Vで日本電子機械工業会規格RC-2364Aに従い行った。
粉末を表1に示す粉末に変更し、焼結体の厚みを表1に示す厚みに変更した以外は実施1と同様にして電極材を製造し、陽極酸化処理を施した。

日本電子機械工業会規格RC-2364Aに準拠し、各実施例及び比較例の電極材を使用した際の静電容量評価試験を実施した。
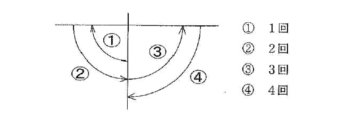
化成処理後の電極材の折り曲げ強度を、日本電子機械工業会規定のMIT型自動折り曲げ試験法(日本電子機械工業会規格RC-2364A)に従って測定した。MIT型自動折り曲げ試験装置はJIS P8115で規定された装置を使用し、折り曲げ回数は、各電極材が破断する折り曲げ回数とし、図7に示すように90°曲げて1回、元に戻して2回、反対方向に90°曲げて3回、元に戻して4回と数え、5回目以降は、1~4回目と同様に折り曲げ操作を、電極材が破断するまで繰り返した。尚、表3における「折曲強度」の欄には、上記操作を行い、電極材が破断するまでに繰り返した折り曲げ操作の回数(折り曲げ回数)を示す。
Claims (5)
- アルミニウム箔基材又はアルミニウム合金箔基材の少なくとも片面に、アルミニウム粉末及びアルミニウム合金粉末からなる群より選択される少なくとも1種の粉末の焼結体を有するアルミニウム電解コンデンサ用電極材であって、
(1)前記焼結体の合計厚みは50~900μmであり、
(2)前記焼結体中の粉末の個数基準の粒度分布における10%粒子径D10は1.0~1.8μmであり、
(3)前記焼結体中の粉末の個数基準の粒度分布における50%粒子径D50は2.0~3.5μmであり、
(4)前記焼結体中の粉末の個数基準の粒度分布における90%粒子径D90は3.8~6.0μmである、
ことを特徴とするアルミニウム電解コンデンサ用電極材。 - 前記焼結体の表面の100μm×115μmの任意の領域内の粒子径1μm以下の粉末の数が300個以下である、請求項1に記載のアルミニウム電解コンデンサ用電極材。
- 前記焼結体の表面に、更に、陽極酸化皮膜を有する、請求項1又は2に記載のアルミニウム電解コンデンサ用電極材。
- (1)アルミニウム箔基材又はアルミニウム合金箔基材の少なくとも片面に、アルミニウム粉末及びアルミニウム合金粉末からなる群より選択される少なくとも1種の粉末を含むペースト組成物の皮膜を形成する第1工程、及び
(2)前記皮膜を560℃以上660℃以下の温度で焼結する第2工程を含み、
前記粉末は、個数基準の粒度分布における10%粒子径D10が1.0~1.8μmであり、個数基準の粒度分布における50%粒子径D50が2.0~3.5μmであり、個数基準の粒度分布における90%粒子径D90が3.8~6.0μmである、
ことを特徴とするアルミニウム電解コンデンサ用電極材の製造方法。 - 前記第2工程の後に、更に、陽極酸化処理工程を有する、請求項4に記載の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021018442A JP7635010B2 (ja) | 2021-02-08 | 2021-02-08 | アルミニウム電解コンデンサ用電極材及びその製造方法 |
| EP22749586.8A EP4290545A4 (en) | 2021-02-08 | 2022-01-26 | Electrode material for aluminum electrolytic capacitors and method for producing same |
| PCT/JP2022/002945 WO2022168712A1 (ja) | 2021-02-08 | 2022-01-26 | アルミニウム電解コンデンサ用電極材及びその製造方法 |
| US18/275,835 US12234559B2 (en) | 2021-02-08 | 2022-01-26 | Electrode material for aluminum electrolytic capacitors and method for producing same |
| CN202280012314.6A CN116848604A (zh) | 2021-02-08 | 2022-01-26 | 铝电解电容器用电极材料及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021018442A JP7635010B2 (ja) | 2021-02-08 | 2021-02-08 | アルミニウム電解コンデンサ用電極材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022121214A JP2022121214A (ja) | 2022-08-19 |
| JP7635010B2 true JP7635010B2 (ja) | 2025-02-25 |
Family
ID=82741494
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021018442A Active JP7635010B2 (ja) | 2021-02-08 | 2021-02-08 | アルミニウム電解コンデンサ用電極材及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12234559B2 (ja) |
| EP (1) | EP4290545A4 (ja) |
| JP (1) | JP7635010B2 (ja) |
| CN (1) | CN116848604A (ja) |
| WO (1) | WO2022168712A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1818956A2 (en) | 2006-02-09 | 2007-08-15 | Cerel (Ceramic Technologies) Ltd. | High capacitance capacitor anode |
| JP2012221855A (ja) | 2011-04-12 | 2012-11-12 | Sony Corp | 非水電解質電池用正極活物質、非水電解質電池用正極および非水電解質電池、ならびに非水電解質電池を用いた電池パック、電子機器、電動車両、蓄電装置および電力システム |
| WO2015098644A1 (ja) | 2013-12-27 | 2015-07-02 | 東洋アルミニウム株式会社 | アルミニウム電解コンデンサ用電極箔及びその製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000277368A (ja) * | 1999-03-23 | 2000-10-06 | Matsushita Electric Ind Co Ltd | 積層セラミックコンデンサ |
| WO2003008673A1 (en) * | 2001-07-18 | 2003-01-30 | Showa Denko Kabushiki Kaisha | Metal foil consisting of alloy of earth-acid metal, and capacitor provided with the same |
| JP4958510B2 (ja) * | 2006-10-10 | 2012-06-20 | 東洋アルミニウム株式会社 | アルミニウム電解コンデンサ用電極材及びその製造方法 |
| US8043532B2 (en) * | 2007-11-22 | 2011-10-25 | Cheil Industries Inc. | Composition for electrodes comprising aluminum powder having controlled particle size distribution and size, and electrodes made using the same |
| KR20090053667A (ko) * | 2007-11-22 | 2009-05-27 | 제일모직주식회사 | 입도분포 및 크기가 제어된 알루미늄 분말을 포함하는전극형성용 조성물과 이를 이용하여 제조되는 전극 |
| JP5160321B2 (ja) * | 2008-06-27 | 2013-03-13 | 株式会社ノリタケカンパニーリミテド | シリコン系太陽電池の製造方法および該製造方法に用いるアルミニウムペースト |
| JP5614960B2 (ja) * | 2009-09-03 | 2014-10-29 | 東洋アルミニウム株式会社 | 折り曲げ強度が向上した多孔質アルミニウム材料及びその製造方法 |
| US9378897B2 (en) * | 2011-05-26 | 2016-06-28 | Toyo Aluminium Kabushiki Kaisha | Electrode material for aluminum electrolytic capacitor, and process for producing same |
| JP6143472B2 (ja) * | 2013-01-18 | 2017-06-07 | 東洋アルミニウム株式会社 | アルミニウム電解コンデンサ用電極材の製造方法及びアルミニウム電解コンデンサ用電極材。 |
| WO2016136804A1 (ja) | 2015-02-27 | 2016-09-01 | 東洋アルミニウム株式会社 | アルミニウム電解コンデンサ用電極材及びその製造方法 |
| JP6683243B2 (ja) * | 2016-03-07 | 2020-04-15 | 株式会社村田製作所 | 接合体の製造方法及び接合材料 |
| JP6762848B2 (ja) * | 2016-11-02 | 2020-09-30 | 東洋アルミニウム株式会社 | ペースト組成物 |
| JP6953265B2 (ja) * | 2017-10-10 | 2021-10-27 | 東洋アルミニウム株式会社 | アルミニウム電解コンデンサ用電極材及びその製造方法 |
-
2021
- 2021-02-08 JP JP2021018442A patent/JP7635010B2/ja active Active
-
2022
- 2022-01-26 CN CN202280012314.6A patent/CN116848604A/zh active Pending
- 2022-01-26 WO PCT/JP2022/002945 patent/WO2022168712A1/ja not_active Ceased
- 2022-01-26 US US18/275,835 patent/US12234559B2/en active Active
- 2022-01-26 EP EP22749586.8A patent/EP4290545A4/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1818956A2 (en) | 2006-02-09 | 2007-08-15 | Cerel (Ceramic Technologies) Ltd. | High capacitance capacitor anode |
| JP2012221855A (ja) | 2011-04-12 | 2012-11-12 | Sony Corp | 非水電解質電池用正極活物質、非水電解質電池用正極および非水電解質電池、ならびに非水電解質電池を用いた電池パック、電子機器、電動車両、蓄電装置および電力システム |
| WO2015098644A1 (ja) | 2013-12-27 | 2015-07-02 | 東洋アルミニウム株式会社 | アルミニウム電解コンデンサ用電極箔及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022121214A (ja) | 2022-08-19 |
| EP4290545A4 (en) | 2025-01-29 |
| CN116848604A (zh) | 2023-10-03 |
| US12234559B2 (en) | 2025-02-25 |
| US20240301561A1 (en) | 2024-09-12 |
| EP4290545A1 (en) | 2023-12-13 |
| WO2022168712A1 (ja) | 2022-08-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5769528B2 (ja) | アルミニウム電解コンデンサ用電極材及びその製造方法 | |
| CN102017034B (zh) | 用于铝电解电容器的电极材料和制造该电极材料的方法 | |
| TWI544509B (zh) | Electrode for electrolytic capacitor for electrolysis and method for manufacturing the same | |
| JP5511630B2 (ja) | アルミニウム電解コンデンサ用電極材及びその製造方法 | |
| US20110053764A1 (en) | Porous aluminum material having improved bending strength and production method therefor | |
| JP2008098279A (ja) | アルミニウム電解コンデンサ用電極材及びその製造方法 | |
| JP6073255B2 (ja) | アルミニウム電解コンデンサ用電極材の製造方法 | |
| JP5618714B2 (ja) | アルミニウム電解コンデンサ用電極材及びその製造方法 | |
| JP6629288B2 (ja) | アルミニウム電解コンデンサ用電極材及びその製造方法 | |
| WO2019073616A1 (ja) | アルミニウム電解コンデンサ用電極材及びその製造方法 | |
| JP7635010B2 (ja) | アルミニウム電解コンデンサ用電極材及びその製造方法 | |
| JP2018206910A (ja) | アルミニウム電解コンデンサ用電極材及びその製造方法 | |
| US20240120154A1 (en) | Electrode material for aluminum electrolytic capacitors and method for producing same | |
| WO2016158492A1 (ja) | アルミニウム電解コンデンサ用電極材及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231110 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250114 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7635010 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |