JP7558932B2 - 歯科用に好適なジルコニア仮焼体及びその製造方法 - Google Patents
歯科用に好適なジルコニア仮焼体及びその製造方法 Download PDFInfo
- Publication number
- JP7558932B2 JP7558932B2 JP2021516278A JP2021516278A JP7558932B2 JP 7558932 B2 JP7558932 B2 JP 7558932B2 JP 2021516278 A JP2021516278 A JP 2021516278A JP 2021516278 A JP2021516278 A JP 2021516278A JP 7558932 B2 JP7558932 B2 JP 7558932B2
- Authority
- JP
- Japan
- Prior art keywords
- zirconia
- yttria
- mol
- less
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K6/00—Preparations for dentistry
- A61K6/80—Preparations for artificial teeth, for filling teeth or for capping teeth
- A61K6/802—Preparations for artificial teeth, for filling teeth or for capping teeth comprising ceramics
- A61K6/818—Preparations for artificial teeth, for filling teeth or for capping teeth comprising ceramics comprising zirconium oxide
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K6/00—Preparations for dentistry
- A61K6/15—Compositions characterised by their physical properties
- A61K6/16—Refractive index
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K6/00—Preparations for dentistry
- A61K6/80—Preparations for artificial teeth, for filling teeth or for capping teeth
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K6/00—Preparations for dentistry
- A61K6/80—Preparations for artificial teeth, for filling teeth or for capping teeth
- A61K6/802—Preparations for artificial teeth, for filling teeth or for capping teeth comprising ceramics
- A61K6/822—Preparations for artificial teeth, for filling teeth or for capping teeth comprising ceramics comprising rare earth metal oxides
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61K—PREPARATIONS FOR MEDICAL, DENTAL OR TOILETRY PURPOSES
- A61K6/00—Preparations for dentistry
- A61K6/80—Preparations for artificial teeth, for filling teeth or for capping teeth
- A61K6/84—Preparations for artificial teeth, for filling teeth or for capping teeth comprising metals or alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B18/00—Layered products essentially comprising ceramics, e.g. refractory products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/6261—Milling
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
- C04B2235/3246—Stabilised zirconias, e.g. YSZ or cerium stabilised zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/604—Pressing at temperatures other than sintering temperatures
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/60—Aspects relating to the preparation, properties or mechanical treatment of green bodies or pre-forms
- C04B2235/608—Green bodies or pre-forms with well-defined density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/76—Crystal structural characteristics, e.g. symmetry
- C04B2235/761—Unit-cell parameters, e.g. lattice constants
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/76—Crystal structural characteristics, e.g. symmetry
- C04B2235/762—Cubic symmetry, e.g. beta-SiC
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/76—Crystal structural characteristics, e.g. symmetry
- C04B2235/765—Tetragonal symmetry
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9646—Optical properties
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9646—Optical properties
- C04B2235/9653—Translucent or transparent ceramics other than alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9646—Optical properties
- C04B2235/9661—Colour
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/345—Refractory metal oxides
- C04B2237/348—Zirconia, hafnia, zirconates or hafnates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Epidemiology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Manufacturing & Machinery (AREA)
- Plastic & Reconstructive Surgery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Dental Prosthetics (AREA)
- Dental Preparations (AREA)
Description
ジルコニアの相転移を抑制可能な安定化剤と、を含有するジルコニア成形体の製造方法であって、
前記安定化剤の少なくとも一部はジルコニアに固溶されておらず、
ジルコニアと前記安定化剤からなる混合粉末を175MPa以上の圧力でプレス成形して、ジルコニア成形体を得る工程を含む、ジルコニア成形体の製造方法。
[2]前記安定化剤がイットリアを含む、[1]に記載のジルコニア成形体の製造方法。
[3]以下の数式(1)に基づいて算出される前記ジルコニアに固溶されていないイットリアの存在率fyが0%超である、[2]に記載のジルコニア成形体の製造方法。

[4]前記プレス成形における圧力が200MPa以上である、[1]~[3]のいずれかに記載のジルコニア成形体の製造方法。
[5]ジルコニアの主たる結晶系が単斜晶系である、[1]~[4]のいずれかに記載のジルコニア成形体の製造方法。
[6]以下の数式(2)で算出されるジルコニア中の単斜晶系の割合fmが55%以上である、[5]に記載のジルコニア成形体の製造方法。

[7][1]~[6]のいずれかに記載の製造方法で得られたジルコニア成形体を800~1200℃で焼成する、ジルコニア仮焼体の製造方法。
[8]ジルコニアと、
ジルコニアの相転移を抑制可能な安定化剤と、を含有するジルコニア仮焼体であって、
前記ジルコニア仮焼体を30分間焼成して、厚さが1mmである第1の焼結体と、厚さが10mmである第2の焼結体とを作製し、第1の焼結体から作製した厚さ0.5mmの試験片の第1の透光性と、第2の焼結体から作製した厚さ0.5mmの試験片の第2の透光性とを比較したとき、前記第1の透光性に対する前記第2の透光性の割合が90%以上である、ジルコニア仮焼体。
[9]ジルコニアと、
ジルコニアの相転移を抑制可能な安定化剤と、を含有するジルコニア仮焼体であって、
前記安定化剤の少なくとも一部はジルコニアに固溶されておらず、
前記ジルコニア仮焼体より作製された厚さ10mm以上の仮焼体の試験片を用いて、アルキメデス法にて測定される嵩密度が3.0g/cm3以上である、ジルコニア仮焼体。
[10]前記安定化剤がイットリアを含む、[8]又は[9]に記載のジルコニア仮焼体。
[11]以下の数式(1)に基づいて算出したジルコニアに固溶されていないイットリアの存在率fyが0%超である、[10]に記載のジルコニア仮焼体。

[12][8]~[11]のいずれかに記載のジルコニア仮焼体からなる、歯科用材料。
[13]前記歯科用材料がディスク形状又はブロック形状である、[12]に記載の歯科用材料。


L1が68.0以上90.0以下であり、
a1が-3.0以上4.5以下であり、
b1が0.0以上24.0以下であり、
L2が60.0以上85.0以下であり、
a2が-2.0以上7.0以下であり、
b2が4.0以上28.0以下であり、
L1>L2であり、
a1<a2であり、
b1<b2であり、
前記第1点から前記第2点に向かってL*a*b*表色系による焼結後の(L*,a*,b*)の増減傾向が変化しないことが好ましい。より好ましくは、
L1が69.0以上89.0以下であり、
a1が-2.7以上4.0以下であり、
b1が1.0以上23.5以下であり、
L2が61.5以上84.5以下であり、
a2が-1.5以上6.5以下であり、
b2が5.5以上26.0以下である。さらに好ましくは、
L1が70.0以上87.0以下であり、
a1が-2.5以上3.7以下であり、
b1が2.0以上23.0以下であり、
L2が63.0以上84.0以下であり、
a2が-1.2以上6.0以下であり、
b2が7.0以上24.0以下である。
上記の範囲を満たすことにより、平均的な天然歯の色調に適合させることができる。
L1-L2が0超12.0以下であり、
a2-a1が0超6.0以下であり、
b2-b1が0超12.0以下であることが好ましい。より好ましくは、
L1-L2が0超10.0以下であり、
a2-a1が0超5.5以下であり、
b2-b1が0超11.0以下である。さらに好ましくは、
L1-L2が0超8.0以下であり、
a2-a1が0超5.0以下であり、
b2-b1が0超10.0以下である。特に好ましくは、
L1-L2が1.0以上7.0以下であり、
a2-a1が0.5以上3.0以下であり、
b2-b1が1.6以上6.5以下である。最も好ましくは、
L1-L2が1.5以上6.4以下であり、
a2-a1が0.8以上2.6以下であり、
b2-b1が1.7以上6.0以下である。
上記の範囲を満たすことにより、天然歯の色調をより好適に再現することができる。
L3が66.0以上89.0以下であり、
a3が-2.5以上6.0以下であり、
b3が1.5以上25.0以下であり、
L1>L3>L2であり、
a1<a3<a2であり、
b1<b3<b2である、
ことが好ましい。
L4が62.0以上86.0以下であり、
a4が-2.2以上7.0以下であり、
b4が3.5以上27.0以下であり、
L1>L3>L4>L2であり、
a1<a3<a4<a2であり、
b1<b3<b4<b2である、
ことが好ましい。
各実施例及び比較例のジルコニア仮焼体を以下の手順により作製した。
まず、約100%が単斜晶系のジルコニア粉末とイットリア粉末とを用いて、表1に記載のイットリアの含有率となるように混合物を作製した。次に、この混合物を水に添加してスラリーを作製し、平均粒径0.15μm以下になるまでボールミルで湿式粉砕混合した。粉砕後のスラリーをスプレードライヤで乾燥させ、得られた粉末を950℃で2時間焼成して、粉末(一次粉末)を作製した。なお、前記平均粒径は、レーザー回折散乱法により求めることができる。レーザー回折散乱法は、具体的に例えば、レーザー回折式粒度分布測定装置(SALD-2300:株式会社島津製作所製)により、0.2%ヘキサメタリン酸ナトリウム水溶液を分散媒に用いて測定することができる。
プレス成形時のプレス圧を30MPaとした以外は、実施例2と同様にして得た前記ジルコニア成形体について、さらに170MPaで5分間CIP成形を行った後、1000℃で2時間焼成してジルコニア仮焼体を作製した。
比較例3、4では東ソー株式会社製「Zpex(登録商標)」(主たる結晶系が正方晶系)を、比較例5、6では東ソー株式会社製「Zpex Smile(登録商標)」(主たる結晶系が正方晶系及び立方晶系:正方晶系及び立方晶系の合計が約90%)を、前記二次粉末として用いた以外は実施例1と同様にして、ジルコニア仮焼体を作製した。
実施例1~6、比較例1~6のジルコニア仮焼体について、CuKα線を用いてXRDパターンを測定し、fyを算出した。表1に、fyの測定結果を示す。図2に、実施例1で作製したジルコニア仮焼体のXRDパターンを示す。図3に、実施例3で作製したジルコニア仮焼体のXRDパターンを示す。図4に、比較例5で作製したジルコニア仮焼体のXRDパターンを示す。
実施例1~6、比較例1~6のジルコニア仮焼体について、ジルコニア成形体を製造する際の二次粉末の充填量を調整することにより、厚さが10mm未満となる仮焼体と、厚さが10mm以上となる仮焼体を作製し、アルキメデス法によってそれぞれの嵩密度を測定した。具体的には、それぞれ厚さが2mm、14mmの仮焼体を作製した。メトラー・トレド株式会社製電子天秤(ML204/02)に密度測定用キット(ML-DNY-43)を取り付け、空気中で測定した試料の質量と水中に吊るして測定した試料の質量からアルキメデス法により嵩密度を測定した。測定結果を表1に示す。
実施例1~6、比較例1~6のジルコニア仮焼体について、ジルコニア成形体を製造する際の二次粉末の充填量を調整することにより、焼成後の厚さが1mmとなる仮焼体と焼成後の厚さが10mmとなる仮焼体を作製し、発熱体にSiCを用いた電磁誘導式電気炉を用いて、表1に記載の焼成温度と焼成時間にて焼成し、厚さ1mmの第1の焼結体と厚さ10mmの第2の焼結体を得た。なお、焼成時間は焼成を開始してから、表1の最高温度に達した後に、冷却されて800℃に達するまでの合計時間を示す。得られた各焼結体を厚さ0.5mmになるまで研磨加工して、透光性の試験片を得た。なお、最終仕上げは#2000の研磨布紙にて行った。歯科用測色装置(オリンパス株式会社製、7band LED光源、クリスタルアイ(Crystaleye))を用いて測定した、L*a*b*表色系(JIS Z 8781-4:2013 測色-第4部:CIE 1976 L*a*b*色空間)における明度(色空間)のL*値を用いて算出した。試料の背景を白色にして測定したL*値を第1のL*値とし、第1のL*値を測定した同一の試料について、試料の背景を黒色にして測定したL*値を第2のL*値とし、第1のL*値から第2のL*値を控除した値(ΔL*)を、透光性を示す数値とした。また、該数値を用いて、第1の焼結体の透光性(第1の透光性ΔL1*)に対する、第2の焼結体の透光性(第2の透光性ΔL2*)の割合を算出した。測定結果を表1に示す。

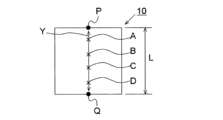
A 第1点
B 第3点
C 第4点
D 第2点
P 一端
Q 他端
L 全長
Y 第1方向
Claims (10)
- ジルコニアと、
ジルコニアの相転移を抑制可能な安定化剤と、を含有するジルコニア成形体の製造方法であって、
前記安定化剤の少なくとも一部はジルコニアに固溶されておらず、
ジルコニアと前記安定化剤からなる混合粉末を175MPa以上の圧力でプレス成形して、ジルコニア成形体を得る工程を含み、前記プレス成形が一軸プレスである、ジルコニア成形体の製造方法。 - 前記安定化剤がイットリアを含む、請求項1に記載のジルコニア成形体の製造方法。
- 以下の数式(1)に基づいて算出される前記ジルコニアに固溶されていないイットリアの存在率fyが0%超である、請求項2に記載のジルコニア成形体の製造方法。

- 前記プレス成形における圧力が200MPa以上である、請求項1~3のいずれか1項に記載のジルコニア成形体の製造方法。
- ジルコニアの主たる結晶系が単斜晶系である、請求項1~4のいずれか1項に記載のジルコニア成形体の製造方法。
- 以下の数式(2)で算出されるジルコニア中の単斜晶系の割合fmが55%以上である、請求項5に記載のジルコニア成形体の製造方法。

- 請求項1~6のいずれか1項に記載の製造方法で得られたジルコニア成形体を800~1200℃で焼成する、ジルコニア仮焼体の製造方法。
- ジルコニアと、
ジルコニアの相転移を抑制可能な安定化剤と、を含有し、厚さが10mm以上であるジルコニア仮焼体であって、
前記安定化剤がイットリアを含み、
イットリアの含有率が、ジルコニアとイットリアの合計molに対して、3mol%以上7.5mol%以下であり、
前記イットリアの少なくとも一部はジルコニアに固溶されておらず、
前記ジルコニア仮焼体より作製された厚さ10mm以上の仮焼体の試験片を用いて、アルキメデス法にて測定される嵩密度が3.0g/cm3以上であり、
前記ジルコニア仮焼体を30分間焼成して、厚さが1mmである第1の焼結体と、厚さが10mmである第2の焼結体とを作製し、第1の焼結体から作製した厚さ0.5mmの試験片の第1の透光性と、第2の焼結体から作製した厚さ0.5mmの試験片の第2の透光性とを比較したとき、前記第1の透光性に対する前記第2の透光性の割合が90%以上であり、
以下の数式(1)に基づいて算出される前記ジルコニアに固溶されていないイットリアの存在率fyが1.0%以上であり、
イットリアの含有率が3mol%以上4.5mol%未満であるとき、1.0%以上であり、
イットリアの含有率が4.5mol%以上5.8mol%未満であるとき、2%以上であり、
イットリアの含有率が5.8mol%以上7.5mol%以下であるとき、3%以上である、

ジルコニア仮焼体。 - 請求項8に記載のジルコニア仮焼体からなる、歯科用材料。
- 前記歯科用材料がディスク形状又はブロック形状である、請求項9に記載の歯科用材料。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019084329 | 2019-04-25 | ||
| JP2019084329 | 2019-04-25 | ||
| PCT/JP2020/017773 WO2020218541A1 (ja) | 2019-04-25 | 2020-04-24 | 歯科用に好適なジルコニア仮焼体及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2020218541A1 JPWO2020218541A1 (ja) | 2020-10-29 |
| JP7558932B2 true JP7558932B2 (ja) | 2024-10-01 |
Family
ID=72942811
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021516278A Active JP7558932B2 (ja) | 2019-04-25 | 2020-04-24 | 歯科用に好適なジルコニア仮焼体及びその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220211587A1 (ja) |
| EP (1) | EP3960720A4 (ja) |
| JP (1) | JP7558932B2 (ja) |
| KR (1) | KR102865560B1 (ja) |
| CN (1) | CN113710627A (ja) |
| WO (1) | WO2020218541A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230082176A1 (en) * | 2019-12-23 | 2023-03-16 | Kuraray Noritake Dental Inc. | Machinable preform for shaping into dental restoration |
| EP4082991A4 (en) * | 2019-12-26 | 2024-01-24 | Kuraray Noritake Dental Inc. | METHOD FOR PRODUCING MACHINABLE ZIRCONIA COMPOSITE SINTERED BODY, RAW MATERIAL COMPOSITION FOR MACHINABLE ZIRCONIA COMPOSITE SINTERED BODY, AND MACHINABLE ZIRCONIA COMPOSITE CALCINED BODY |
| EP4282826A4 (en) * | 2021-01-22 | 2025-06-11 | Tosoh Corporation | POWDER COMPOSITION |
| KR20240110054A (ko) * | 2021-12-27 | 2024-07-12 | 쿠라레 노리타케 덴탈 가부시키가이샤 | 산화물 세라믹스 성형체의 제조 방법 |
| EP4549414A1 (en) * | 2022-07-01 | 2025-05-07 | Tosoh Corporation | Method for producing sintered body |
| CN115894017A (zh) * | 2022-12-23 | 2023-04-04 | 爱迪特(秦皇岛)科技股份有限公司 | 一种氧化锆组合物、氧化锆烧结体及制备方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011073907A (ja) | 2009-09-29 | 2011-04-14 | World Lab:Kk | ジルコニア焼結体及びその製造方法 |
| WO2015098765A1 (ja) | 2013-12-24 | 2015-07-02 | 東ソー株式会社 | 透光性ジルコニア焼結体及びジルコニア粉末、並びにその用途 |
| JP2016060687A (ja) | 2014-09-22 | 2016-04-25 | クラレノリタケデンタル株式会社 | 透光性ジルコニア焼結体の製造方法及びその製造方法によって得られる透光性ジルコニア焼結体、並びに、透光性ジルコニア焼結体作製用の焼結前仮焼体 |
| JP2017185163A (ja) | 2016-02-19 | 2017-10-12 | 株式会社松風 | 色調再現性が高い多層構造歯科切削加工用セラミックスブランク |
| JP2018012609A (ja) | 2016-07-19 | 2018-01-25 | 東ソー株式会社 | ジルコニア仮焼体及びその製造方法 |
| WO2018056330A1 (ja) | 2016-09-20 | 2018-03-29 | クラレノリタケデンタル株式会社 | ジルコニア組成物、仮焼体及び焼結体、並びにそれらの製造方法 |
| WO2018056331A1 (ja) | 2016-09-20 | 2018-03-29 | クラレノリタケデンタル株式会社 | ジルコニア組成物、仮焼体及び焼結体並びにこれらの製造方法、並びに積層体 |
| CN109095921A (zh) | 2018-10-31 | 2018-12-28 | 北京安颂科技有限公司 | 一种氧化锆陶瓷骨植入假体及其制备方法 |
| JP2020147494A (ja) | 2019-03-07 | 2020-09-17 | 東ソー株式会社 | ジルコニア焼結体 |
| JP2020147495A (ja) | 2019-03-07 | 2020-09-17 | 東ソー株式会社 | ジルコニア仮焼体 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100398489C (zh) * | 2006-10-26 | 2008-07-02 | 上海交通大学医学院附属第九人民医院 | 可切削着色氧化锆陶瓷及其用途 |
| KR102089203B1 (ko) * | 2013-05-10 | 2020-03-13 | 쿠라레 노리타케 덴탈 가부시키가이샤 | 지르코니아 소결체, 지르코니아 조성물 및 지르코니아 가소체, 그리고 치과용 보철물 |
| DE102013226497A1 (de) | 2013-12-18 | 2015-06-18 | Sirona Dental Systems Gmbh | Verfahren zur Planung einer Sinterung eines Zahnersatzteils |
| JP6761250B2 (ja) | 2016-01-19 | 2020-09-23 | クラレノリタケデンタル株式会社 | ジルコニア焼結体及び歯科用製品、並びにそれらの製造方法 |
| US9822039B1 (en) * | 2016-08-18 | 2017-11-21 | Ivoclar Vivadent Ag | Metal oxide ceramic nanomaterials and methods of making and using same |
| CN106431395A (zh) * | 2016-08-31 | 2017-02-22 | 山东国瓷功能材料股份有限公司 | 高透光性氧化锆烧结体及其制备方法与应用 |
| DE102018103906A1 (de) * | 2017-02-22 | 2018-08-23 | James R. Glidewell Dental Ceramics, Inc. | Hochfeste und transluzente Dentalkeramikmaterialien, -einrichtungen und -verfahren |
| US12059483B2 (en) * | 2018-02-28 | 2024-08-13 | Solventum Intellectual Properties Company | Kit of parts and process for fast firing a porous zirconia article in combination with a surface treating agent containing a glass powder |
-
2020
- 2020-04-24 KR KR1020217036174A patent/KR102865560B1/ko active Active
- 2020-04-24 US US17/606,308 patent/US20220211587A1/en active Pending
- 2020-04-24 WO PCT/JP2020/017773 patent/WO2020218541A1/ja not_active Ceased
- 2020-04-24 CN CN202080030990.7A patent/CN113710627A/zh active Pending
- 2020-04-24 JP JP2021516278A patent/JP7558932B2/ja active Active
- 2020-04-24 EP EP20795809.1A patent/EP3960720A4/en active Pending
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011073907A (ja) | 2009-09-29 | 2011-04-14 | World Lab:Kk | ジルコニア焼結体及びその製造方法 |
| WO2015098765A1 (ja) | 2013-12-24 | 2015-07-02 | 東ソー株式会社 | 透光性ジルコニア焼結体及びジルコニア粉末、並びにその用途 |
| JP2015143178A (ja) | 2013-12-24 | 2015-08-06 | 東ソー株式会社 | 透光性ジルコニア焼結体及びジルコニア粉末、並びにその用途 |
| JP2016060687A (ja) | 2014-09-22 | 2016-04-25 | クラレノリタケデンタル株式会社 | 透光性ジルコニア焼結体の製造方法及びその製造方法によって得られる透光性ジルコニア焼結体、並びに、透光性ジルコニア焼結体作製用の焼結前仮焼体 |
| JP2017185163A (ja) | 2016-02-19 | 2017-10-12 | 株式会社松風 | 色調再現性が高い多層構造歯科切削加工用セラミックスブランク |
| JP2018012609A (ja) | 2016-07-19 | 2018-01-25 | 東ソー株式会社 | ジルコニア仮焼体及びその製造方法 |
| WO2018056330A1 (ja) | 2016-09-20 | 2018-03-29 | クラレノリタケデンタル株式会社 | ジルコニア組成物、仮焼体及び焼結体、並びにそれらの製造方法 |
| WO2018056331A1 (ja) | 2016-09-20 | 2018-03-29 | クラレノリタケデンタル株式会社 | ジルコニア組成物、仮焼体及び焼結体並びにこれらの製造方法、並びに積層体 |
| CN109095921A (zh) | 2018-10-31 | 2018-12-28 | 北京安颂科技有限公司 | 一种氧化锆陶瓷骨植入假体及其制备方法 |
| JP2020147494A (ja) | 2019-03-07 | 2020-09-17 | 東ソー株式会社 | ジルコニア焼結体 |
| JP2020147495A (ja) | 2019-03-07 | 2020-09-17 | 東ソー株式会社 | ジルコニア仮焼体 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020218541A1 (ja) | 2020-10-29 |
| EP3960720A1 (en) | 2022-03-02 |
| KR20220002353A (ko) | 2022-01-06 |
| JPWO2020218541A1 (ja) | 2020-10-29 |
| KR102865560B1 (ko) | 2025-09-26 |
| US20220211587A1 (en) | 2022-07-07 |
| CN113710627A (zh) | 2021-11-26 |
| EP3960720A4 (en) | 2023-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7213268B2 (ja) | 歯科用に好適なジルコニア仮焼体 | |
| JP7558932B2 (ja) | 歯科用に好適なジルコニア仮焼体及びその製造方法 | |
| JP7213829B2 (ja) | 歯科用に好適なジルコニア仮焼体 | |
| US11873254B2 (en) | Zirconia composition, pre-sintered body and sintered body, and method of producing the same | |
| JP7001310B1 (ja) | 歯科用に好適なジルコニア仮焼体 | |
| JP7491956B2 (ja) | ジルコニア焼結体の製造方法 | |
| JP7556889B2 (ja) | ジルコニア焼結体の製造方法 | |
| JPWO2021100876A1 (ja) | ジルコニア組成物、ジルコニア仮焼体及びジルコニア焼結体、並びにそれらの製造方法 | |
| CN116234519A (zh) | 齿科用被加工体 | |
| JP7566764B2 (ja) | 歯科用に好適なジルコニア成形体 | |
| US20250064688A1 (en) | Zirconia pre-sintered body suitable for dental use |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230829 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20231023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231227 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20240125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240322 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20240416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240716 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20240730 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240820 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7558932 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |