JP7423061B2 - 連続回転式切断装置 - Google Patents
連続回転式切断装置 Download PDFInfo
- Publication number
- JP7423061B2 JP7423061B2 JP2020089940A JP2020089940A JP7423061B2 JP 7423061 B2 JP7423061 B2 JP 7423061B2 JP 2020089940 A JP2020089940 A JP 2020089940A JP 2020089940 A JP2020089940 A JP 2020089940A JP 7423061 B2 JP7423061 B2 JP 7423061B2
- Authority
- JP
- Japan
- Prior art keywords
- roller
- bladed
- cutting device
- blade
- continuous rotary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 46
- 239000000463 material Substances 0.000 description 12
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 10
- 235000017491 Bambusa tulda Nutrition 0.000 description 10
- 241001330002 Bambuseae Species 0.000 description 10
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 10
- 239000011425 bamboo Substances 0.000 description 10
- 230000005540 biological transmission Effects 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 239000003638 chemical reducing agent Substances 0.000 description 3
- 230000006835 compression Effects 0.000 description 3
- 238000007906 compression Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000011120 plywood Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images








Description
しかしながら、例えば竹の長手方向に丸竹から6等分くらいに割れた長尺の割り竹を一定の長さに切断する場合、従来の加工法では、作業能率が悪く、寸法のバラツキかが大きく、騒音の発生、刃物の切れ味の寿命が短いなどの問題がある。
また、特許文献2の場合、対象物を横一列に並べて上方から流体シリンダーの力で鋭利な刃物を対象物に押し当てて切断する方法であり、切断時の衝撃が大きく、切断時の騒音も大きくなり、また鋭利な刃物の切れ味寿命が短くなるという問題もある。
アンビルローラー(5)と、
複数枚の刃物が設けられた刃物付ローラー(10)と、
前記アンビルローラーと前記刃物付ローラーを回転させる駆動源(3)と、
前記刃物付ローラーに被切断物を供給する供給部(15)と、を有し、
前記アンビルローラーと前記刃物付ローラーは、各々の回転軸が平行となるように配置され、前記供給手段によって、被切断物が該アンビルローラーと該刃物付ローラーの間に供給され、
前記刃物は、刃物付ローラーの表面に、複数列(10a~10e)において、所定の間隔で配列され、
前記複数列は、少なくとも第一の列(10a)と第二の列(10b)を有し、
前記第一の列に配列される前記刃物と前記第二の列に配列される前記刃物は、段違いとなるように構成される、連続回転式切断装置、
によって達成される。
前記刃物付ローラーは、前記第一の列に配列される前記刃物と前記第二の列に配列される前記刃物の間に円周状のスリット刃(29a~29d)を有し、
前記供給部は、被切断物が前記スリット刃にあたらないようにする供給ガイド(31)を有している、上記の連続回転式切断装置、
によっても達成される。
前記刃物付ローラーは、前記複数列毎に分割されている、上記の連続回転式切断装置、
によっても達成される。
前記刃物に加圧力を与える加圧装置(12~14)を有する、上記の連続回転式切断装置、
によっても達成される。
前記アンビルローラーの回転軸と前記刃物付ローラーの回転軸の各々に回転伝達部が設けられ、前記駆動部の回転力は、該アンビルローラー、前記回転伝達部、該刃物付ローラーの順番に伝達するように構成される、請求項1乃至請求項5のいずれか一項に記載の連続回転式切断装置、
によっても達成される。
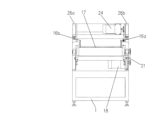
尚、以下の全ての図面においては、理解を容易にする為、各構成要素の寸法や比率などは、適宜 異ならせて図示している。
2 駆動部架台
3 モーター
4 ウォーム減速機
5 アンビルローラー
6 ベアリング
7 側板
8 平歯車
9 ベアリング
10 刃物付ローラー
11 移動板
12 押えピン
13 直角レバー
14 圧縮バネ
15 ベルトコンベアー
16 ガイド
17 平ベルト
18 駆動モーター
19 駆動ローラー
20 従動ローラー
21 伝動手段
22 送り込み上ローラー
23 送り込み下ローラー
24 モーター
25 ガイド
26 エアーシリンダー
27a、27b ローラー
28 スクレーパー
29a~29d スリット刃
30 制御盤
31 供給ガイド
Claims (2)
- アンビルローラーと、
複数枚の刃物が設けられた刃物付ローラーと、
前記アンビルローラーと前記刃物付ローラーを回転させる駆動源と、
前記刃物付ローラーに被切断物を供給する供給部と、を有し、
前記アンビルローラーと前記刃物付ローラーは、各々の回転軸が平行となるように配置され、前記供給手段によって、被切断物が該アンビルローラーと該刃物付ローラーの間に供給され、
前記刃物は、刃物付ローラーの表面に、複数列において、所定の間隔で配列され、
前記複数列は、少なくとも第一の列と第二の列を有し、
前記第一の列に配列される前記刃物と前記第二の列に配列される前記刃物は、段違いと
なるように構成される、連続回転式切断装置。 - 前記刃物付ローラーは、前記第一の列に配列される前記刃物と前記第二の列に配列される前記刃物の間に円周状のスリット刃を有し、
前記供給部は、被切断物が前記スリット刃にあたらないようにする供給ガイドを有している、請求項1に記載の連続回転式切断装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020089940A JP7423061B2 (ja) | 2020-05-22 | 2020-05-22 | 連続回転式切断装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020089940A JP7423061B2 (ja) | 2020-05-22 | 2020-05-22 | 連続回転式切断装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2021183409A JP2021183409A (ja) | 2021-12-02 |
| JP2021183409A5 JP2021183409A5 (ja) | 2023-05-18 |
| JP7423061B2 true JP7423061B2 (ja) | 2024-01-29 |
Family
ID=78767695
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020089940A Active JP7423061B2 (ja) | 2020-05-22 | 2020-05-22 | 連続回転式切断装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7423061B2 (ja) |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000343506A (ja) | 1999-06-04 | 2000-12-12 | Dantani Plywood Co Ltd | 木質材の割裂装置 |
| JP2000355004A (ja) | 1999-06-16 | 2000-12-26 | Shimomura Seiko Kk | 木材チップの製造方法及び装置 |
| JP2004243731A (ja) | 2003-02-17 | 2004-09-02 | Shinkowa Sangyo Co Ltd | 板状木材用裁断装置の減速機構 |
| JP2007144543A (ja) | 2005-11-25 | 2007-06-14 | Kaei Kikai Kogyo Kk | 切断装置 |
| JP2008114484A (ja) | 2006-11-06 | 2008-05-22 | Toa Kiko Kk | 竹繊維製造方法及び竹繊維製造装置 |
| JP2009226342A (ja) | 2008-03-25 | 2009-10-08 | Michihiro Oe | 粉化装置 |
| JP2017534452A (ja) | 2014-11-19 | 2017-11-24 | ドップシュタット ファミリエンホールディング ゲゼルシャフト ミット ベシュレンクテル ハフツングDoppstadt Familienholding GmbH | 破砕装置、特に精密チッパ用のドラム |
| JP2018024168A (ja) | 2016-08-10 | 2018-02-15 | 株式会社 タガミ・イーエクス | 木材チップ製造装置 |
| JP2018065393A (ja) | 2018-01-15 | 2018-04-26 | 株式会社御池鐵工所 | オガ粉製造装置 |
-
2020
- 2020-05-22 JP JP2020089940A patent/JP7423061B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000343506A (ja) | 1999-06-04 | 2000-12-12 | Dantani Plywood Co Ltd | 木質材の割裂装置 |
| JP2000355004A (ja) | 1999-06-16 | 2000-12-26 | Shimomura Seiko Kk | 木材チップの製造方法及び装置 |
| JP2004243731A (ja) | 2003-02-17 | 2004-09-02 | Shinkowa Sangyo Co Ltd | 板状木材用裁断装置の減速機構 |
| JP2007144543A (ja) | 2005-11-25 | 2007-06-14 | Kaei Kikai Kogyo Kk | 切断装置 |
| JP2008114484A (ja) | 2006-11-06 | 2008-05-22 | Toa Kiko Kk | 竹繊維製造方法及び竹繊維製造装置 |
| JP2009226342A (ja) | 2008-03-25 | 2009-10-08 | Michihiro Oe | 粉化装置 |
| JP2017534452A (ja) | 2014-11-19 | 2017-11-24 | ドップシュタット ファミリエンホールディング ゲゼルシャフト ミット ベシュレンクテル ハフツングDoppstadt Familienholding GmbH | 破砕装置、特に精密チッパ用のドラム |
| US20170341082A1 (en) | 2014-11-19 | 2017-11-30 | Doppstadt Familienholding Gmbh | Drum for a chopping device, in particular a precision chipper |
| JP2018024168A (ja) | 2016-08-10 | 2018-02-15 | 株式会社 タガミ・イーエクス | 木材チップ製造装置 |
| JP2018065393A (ja) | 2018-01-15 | 2018-04-26 | 株式会社御池鐵工所 | オガ粉製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021183409A (ja) | 2021-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8128013B2 (en) | High efficiency single pass shredder-granulator | |
| CN211135700U (zh) | 一种金属板材定长剪切装置 | |
| JP7423061B2 (ja) | 連続回転式切断装置 | |
| US3903769A (en) | Means and method of slotting strip metal | |
| US2113843A (en) | Apparatus for cutting or stamping articles from sheet material | |
| KR100609075B1 (ko) | 금속 로드 사면 가공장치 | |
| CN203254497U (zh) | 原木破碎机 | |
| CN103171012B (zh) | 一种原木破碎机 | |
| CA2418596A1 (en) | Die-cutting device for performing slots perpendicular to the feeding direction of box-forming paperboard sheets | |
| US3881589A (en) | Indexing system for shears, presses and the like | |
| KR200479760Y1 (ko) | 엘보 모형 절단기 | |
| CN101249568A (zh) | 一种内圆弧加工装置 | |
| US3961512A (en) | Metal punching machine | |
| CN210997085U (zh) | 一种激光切割机进料装置 | |
| CN101758287A (zh) | 板材切边机 | |
| CN216912282U (zh) | 一种裁剪长度可调节式剪板机 | |
| US473731A (en) | edwards | |
| CN216579185U (zh) | 一种可调的滚轮式Mylar折弯机 | |
| CN218964417U (zh) | 一种激光切割机用钢板支撑装置 | |
| CN218614495U (zh) | 一种圆压圆剪切式模切装置 | |
| US633321A (en) | Cloth-cutter. | |
| US959966A (en) | Perforating-machine. | |
| US629777A (en) | Solder-cutting machine. | |
| JPH0413121Y2 (ja) | ||
| CN220197900U (zh) | 一种可调切割宽度的模切机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230510 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230510 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231221 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240110 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7423061 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |