JP7323540B2 - 細長い制振機構が横断する切削部分を有する外側旋削工具 - Google Patents
細長い制振機構が横断する切削部分を有する外側旋削工具 Download PDFInfo
- Publication number
- JP7323540B2 JP7323540B2 JP2020545471A JP2020545471A JP7323540B2 JP 7323540 B2 JP7323540 B2 JP 7323540B2 JP 2020545471 A JP2020545471 A JP 2020545471A JP 2020545471 A JP2020545471 A JP 2020545471A JP 7323540 B2 JP7323540 B2 JP 7323540B2
- Authority
- JP
- Japan
- Prior art keywords
- tool
- cutting portion
- damping
- turning tool
- damping member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/002—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor with vibration damping means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/10—Cutting tools with special provision for cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/02—Boring bars
- B23B29/022—Boring bars with vibration reducing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
- B23B29/12—Special arrangements on tool holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2210/00—Details of turning tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2250/00—Compensating adverse effects during turning, boring or drilling
- B23B2250/12—Cooling and lubrication
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2250/00—Compensating adverse effects during turning, boring or drilling
- B23B2250/16—Damping of vibrations
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Milling Processes (AREA)
Description
切削部分は、細長い制振部材を有する制振機構を備え、細長い制振部材は、延長軸を規定し、延長軸は、軸方向と共に非ゼロ制振部材角度を形成する。
切削部分のみ、細長い制振部材を有する制振機構を備え、制振部材は、延長軸を規定し、延長軸は、軸方向で45~135度の範囲に及ぶ制振部材角度を形成する。
切削部分のみ、細長い制振部材を有する制振機構を備え、制振部材は、粘性材料を介して工具本体と相互作用する。
Claims (20)
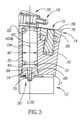
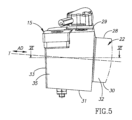
- 外側旋削工具(10)であって、前記外側旋削工具(10)は、
間に軸方向(AD)を規定する、対向する締め付け部分(16)及び切削部分(18)を有する細長い工具本体(12)と、
前記切削部分(18)における制振機構(20)と、を備え、
前記制振機構(20)は、延長軸(E)を有する細長い加重制振部材(42)と弾性部材(44)とを備え、
前記延長軸(E)は、軸方向(AD)と共に非ゼロ制振部材角度(α)を形成し、
前記切削部分(18)は、前記制振部材(42)を収容するように構成した細長い制振凹部(40)と、対向する切削部分上面(29)及び切削部分底面(31)とを有し、
前記制振凹部(40)は、前記切削部分上面(29)及び前記切削部分底面(31)のうち厳密に1つに開口し、
前記制振部材(42)は、前記切削部分(18)内に完全に閉じ込められ、このため、前記制振部材(42)のどの部分も、前記切削部分の全ての眺めから見えない、外側旋削工具(10)。 - 前記制振部材角度(α)は、45~135度の範囲に及ぶ、請求項1に記載の外側旋削工具(10)。
- 前記制振部材角度(α)は、80~100度の範囲に及ぶ、請求項1又は2に記載の外側旋削工具(10)。
- 前記外側旋削工具(10)は、前記工具本体(12)内に中心に延在する工具軸(T)を有し、前記工具軸(T)は、前記軸方向(AD)に平行であり、
前記制振部材(42)は、前記工具軸(T)からずれた質量中心(CM)を有する、請求項1~3のいずれか1項に記載の外側旋削工具(10)。 - 前記制振部材(42)は、最大部材長さ(ML)を有し、前記最大部材長さ(ML)は、前記延長軸(E)に沿った前記制振部材(42)の末端の間で測定され、
前記最大部材長さ(ML)は、最大部材厚さ(MT)よりも大きく、前記最大部材厚さ(MT)は、前記延長軸(E)に直交する方向で末端の間で測定される、請求項1~4のいずれか1項に記載の外側旋削工具(10)。 - 前記最大部材長さ(ML)は、前記最大部材厚さ(MT)よりも少なくとも1.5倍大きい、請求項5に記載の外側旋削工具(10)。
- 前記制振機構(20)は、蓋(48)と、較正機構(46)とを更に備え、前記較正機構(46)は、弾性部材(44)に逆らって前記制振部材(42)上に永続的な力を加えるように構成される、請求項1~6のいずれか1項に記載の外側旋削工具(10)。
- 前記切削部分(18)は、対向する切削部分側面(35)を有し、前記延長軸(E)は、前記切削部分側面(35)に交差しない、請求項1~7のいずれか1項に記載の外側旋削工具(10)。
- 前記制振部材(42)は、円筒形である、請求項1~8のいずれか1項に記載の外側旋削工具(10)。
- 少なくとも前記切削部分(18)を通じて延在する冷却剤通路(38)を含む冷却剤搬送組立体(36)を更に備える、請求項1~9のいずれか1項に記載の外側旋削工具(10)。
- 前記切削部分(18)は、前記工具本体(12)の軸断面形状とは異なる軸断面形状を有する、請求項1~10のいずれか1項に記載の外側旋削工具(10)。
- 前記制振機構(20)は、後方向で前記締め付け部分(16)内に延在しない、請求項1~11のいずれか1項に記載の外側旋削工具(10)。
- 前記切削部分(18)のポケット(15)内に取り外し可能に保持される旋削インサート(14)を更に備える、請求項1~12のいずれか1項に記載の外側旋削工具(10)。
- 前記旋削インサート(14)は、すくい面(78)と逃げ面(80)との交線に形成された切れ刃(76)を備え、
前記延長軸(E)は、前記逃げ面(80)に平行又は実質的に平行に延在する、請求項13に記載の外側旋削工具(10)。 - 前記軸方向(AD)に直交する平面(P)は、前記旋削インサート(14)及び前記制振機構(20)の両方に交差する、請求項13又は14に記載の外側旋削工具(10)。
- 前記外側旋削工具(10)の上面図において、前記制振部材(42)の質量中心(CM)は、前記旋削インサート(14)の真下に位置しない、請求項13~15のいずれか1項に記載の外側旋削工具(10)。
- 前記外側旋削工具(10)は、前記工具本体(12)内に中心に延在する工具軸(T)を有し、前記工具軸(T)は、前記軸方向(AD)に平行であり、
前記外側旋削工具(10)の上面図において、前記制振部材(42)の質量中心(CM)及び前記旋削インサート(14)は、前記工具軸(T)の両側に位置する、請求項13~16のいずれか1項に記載の外側旋削工具(10)。 - 前記制振部材(42)は、前記切削部分(18)内に完全に閉じ込められ、このため、前記制振部材(42)のどの部分も、前記切削部分(18)の全ての眺めから見えず、
前記制振部材角度(α)は、45~135度の範囲に及ぶ、請求項13~17のいずれか1項に記載の外側旋削工具(10)。 - 前記切削部分(18)は、前記締め付け部分(16)の軸断面形状とは異なる軸断面形状を有する、請求項18に記載の外側旋削工具(10)。
- 前記制振機構(20)は、後方向で前記締め付け部分(16)内に延在しない、請求項19に記載の外側旋削工具(10)。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/953,726 | 2018-04-16 | ||
| US15/953,726 US10953471B2 (en) | 2018-04-16 | 2018-04-16 | External turning tool having a cutting portion with a transverse elongated damping mechanism |
| PCT/IL2019/050262 WO2019202581A1 (en) | 2018-04-16 | 2019-03-10 | External turning tool having a cutting portion with a transverse elongated damping mechanism |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2021518815A JP2021518815A (ja) | 2021-08-05 |
| JPWO2019202581A5 JPWO2019202581A5 (ja) | 2022-02-10 |
| JP7323540B2 true JP7323540B2 (ja) | 2023-08-08 |
Family
ID=65951847
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020545471A Active JP7323540B2 (ja) | 2018-04-16 | 2019-03-10 | 細長い制振機構が横断する切削部分を有する外側旋削工具 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10953471B2 (ja) |
| EP (1) | EP3781340A1 (ja) |
| JP (1) | JP7323540B2 (ja) |
| KR (1) | KR102643844B1 (ja) |
| CN (1) | CN111989180B (ja) |
| CA (1) | CA3097080A1 (ja) |
| IL (1) | IL277249B2 (ja) |
| TW (1) | TWI772614B (ja) |
| WO (1) | WO2019202581A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112238227B (zh) | 2019-07-17 | 2024-07-30 | 肯纳金属公司 | 具有改进的阻尼效果的切割工具固持器 |
| TWI718023B (zh) * | 2020-03-06 | 2021-02-01 | 世邦興業股份有限公司 | 刀座減震阻尼結構 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002154003A (ja) | 2000-11-15 | 2002-05-28 | Mitsubishi Materials Corp | 切削工具 |
| JP2005516780A (ja) | 2002-02-01 | 2005-06-09 | ケンナメタル インコーポレイテッド | チューナブル工具ホルダ |
| JP2005177973A (ja) | 2003-11-26 | 2005-07-07 | Sumitomo Electric Hardmetal Corp | 防振切削工具 |
| JP2011115929A (ja) | 2009-10-30 | 2011-06-16 | Yukiwa Seiko Inc | 工具保持体 |
| JP2015217512A (ja) | 2014-05-19 | 2015-12-07 | サンドビック インテレクチュアル プロパティー アクティエボラーグ | 旋削工具ホルダ及び切削インサート |
| WO2017109771A2 (en) | 2015-12-21 | 2017-06-29 | Iscar Ltd. | Cutting tool holder with vibration damping weight assembly |
Family Cites Families (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US545416A (en) * | 1895-08-27 | shaver | ||
| US1134300A (en) * | 1914-06-13 | 1915-04-06 | Charles H Vinal | Concrete-mixer. |
| US1816538A (en) * | 1927-01-26 | 1931-07-28 | Kern Bernard | Carpet and floor cleaner |
| US3576060A (en) * | 1968-03-28 | 1971-04-27 | Warner Swasey Co | Insert bit having vibration-dampening properties |
| US3642378A (en) * | 1969-11-03 | 1972-02-15 | Heald Machine Co | Boring bar |
| CH528322A (fr) | 1970-09-04 | 1972-09-30 | Mach Andre Bechler S A Fab De | Tour automatique à décolleter |
| US3774730A (en) | 1972-04-19 | 1973-11-27 | Nl Industries Inc | Tool holder |
| US3923414A (en) * | 1973-07-16 | 1975-12-02 | Valeron Corp | Vibration damping support |
| SU545416A1 (ru) * | 1975-04-01 | 1977-02-05 | Ленинградский Дважды Ордена Ленина И Ордена Октябрьской Революции Металлический Завод Им.22Съезда Кпсс | Резец |
| SU1134300A1 (ru) * | 1982-04-01 | 1985-01-15 | Предприятие П/Я В-8711 | Расточна оправка |
| US4616738A (en) * | 1983-07-27 | 1986-10-14 | Shurtliff Norval E | Damped boring bar and tool holder |
| US5332339A (en) * | 1991-06-19 | 1994-07-26 | Mitsubishi Materials Corporation | Throw-away cutting tool |
| RU1816538C (ru) * | 1991-06-27 | 1993-05-23 | Университет дружбы народов им.Патриса Лумумбы | Отрезной резец |
| RU2011478C1 (ru) * | 1991-11-29 | 1994-04-30 | Российский Университет Дружбы Народов | Резец |
| JPH073903U (ja) | 1993-06-21 | 1995-01-20 | 三菱自動車工業株式会社 | 切削用バイト |
| JPH09300111A (ja) * | 1996-05-16 | 1997-11-25 | Toshiba Tungaloy Co Ltd | バイト |
| SE511717C2 (sv) | 1997-05-22 | 1999-11-15 | Sandvik Ab | Hållare för svarvoperationer |
| JP3692256B2 (ja) * | 1999-04-07 | 2005-09-07 | 住友電気工業株式会社 | 刃先交換式回転切削工具 |
| US6443673B1 (en) | 2000-01-20 | 2002-09-03 | Kennametal Inc. | Tunable boring bar for suppressing vibrations and method thereof |
| JP4552214B2 (ja) * | 2000-09-05 | 2010-09-29 | エヌティーエンジニアリング株式会社 | 作業機械のびびり防止構造 |
| SE522081C2 (sv) * | 2000-12-06 | 2004-01-13 | Sandvik Ab | Verktyg för bearbetning i metalliska material |
| JP2003062703A (ja) | 2001-08-21 | 2003-03-05 | Mitsubishi Materials Corp | 制振工具 |
| JP2003062704A (ja) * | 2001-08-27 | 2003-03-05 | Mitsubishi Materials Corp | 制振工具 |
| JP2003334702A (ja) * | 2002-05-16 | 2003-11-25 | Sumitomo Electric Ind Ltd | 切削工具 |
| EP1535682A1 (en) * | 2003-11-26 | 2005-06-01 | Sumitomo Electric Hardmetal Corp. | Vibration-suppressing cutting tool |
| JP4085101B2 (ja) * | 2004-04-20 | 2008-05-14 | 住友電工ハードメタル株式会社 | 切削工具および工作機械 |
| JP2005305600A (ja) * | 2004-04-22 | 2005-11-04 | Mitsubishi Materials Corp | ボーリングバー及びその加工方法 |
| US7987954B2 (en) * | 2004-06-18 | 2011-08-02 | Mcpherson Matthew A | Harmonic damper |
| US7234379B2 (en) | 2005-06-28 | 2007-06-26 | Ingvar Claesson | Device and a method for preventing or reducing vibrations in a cutting tool |
| US7128501B1 (en) * | 2005-07-05 | 2006-10-31 | Sandor Sipos | Lathe tool assembly |
| DE102006026967A1 (de) | 2006-06-09 | 2007-12-13 | Rolls-Royce Deutschland Ltd & Co Kg | Verfahren zur Herstellung eines Zerspanwerkzeugs |
| SE530579C2 (sv) * | 2006-11-28 | 2008-07-08 | Sandvik Intellectual Property | Verktyg och grundkropp för spånavskiljande bearbetning med flera kanaler |
| CN201483009U (zh) * | 2009-07-29 | 2010-05-26 | 罗堃锜 | 微调镗孔头传动锁固结构 |
| JP5433346B2 (ja) | 2009-08-21 | 2014-03-05 | 新日本工機株式会社 | 旋削工具用ステー及びタービンロータ加工用旋盤 |
| SE535054C2 (sv) * | 2010-03-17 | 2012-03-27 | Sandvik Intellectual Property | Fräsverktyg för skärande bearbetning med dämpningsorgan anordnande i verktygskroppen |
| KR101258519B1 (ko) | 2010-12-20 | 2013-04-29 | 두산중공업 주식회사 | 선반 왕복대의 진동 감쇄장치 |
| DE102010063725B4 (de) | 2010-12-21 | 2015-10-08 | Siemens Aktiengesellschaft | Bauteil mit einem gefüllten Hohlraum, Verwendung dieses Bauteils und Verfahren zu dessen Herstellung |
| US8784016B2 (en) | 2011-07-01 | 2014-07-22 | Kennametal Inc. | Rotary cutting tool with vibration damping device |
| DE102013101854A1 (de) | 2013-02-05 | 2014-08-07 | Franz Haimer Maschinenbau Kg | Spannfutter mit Schwingungsreduzierung |
| US9168594B2 (en) * | 2013-08-23 | 2015-10-27 | Kennametal Inc | Toolholder with externally mounted tunable absorber mass |
| FR3014517B1 (fr) | 2013-12-05 | 2016-01-01 | Seco E P B | Element d'amortissement adaptable a au moins un facteur extrinseque de l'amortisseur |
| US9579730B2 (en) | 2014-06-30 | 2017-02-28 | Kennametal Inc. | Vibration absorber with high viscous dampening |
| US9616502B2 (en) | 2014-08-12 | 2017-04-11 | Iscar, Ltd. | Cutting tool holder with vibration damping weight assembly |
| US9574634B2 (en) * | 2015-05-29 | 2017-02-21 | Monkula Enterprise Co., Ltd. | Damper for a cutting tool |
| EP3222376B1 (en) * | 2016-03-24 | 2019-01-23 | Seco Tools AB | Grooving blade, grooving tool and method of grooving a metallic workpiece |
| WO2018044216A1 (en) | 2016-08-31 | 2018-03-08 | Maq Ab | Rotatable assemblies, machining bar assemblies and methods therefor |
-
2018
- 2018-04-16 US US15/953,726 patent/US10953471B2/en active Active
-
2019
- 2019-02-22 TW TW108105951A patent/TWI772614B/zh active
- 2019-03-10 EP EP19713880.3A patent/EP3781340A1/en active Pending
- 2019-03-10 CN CN201980025961.9A patent/CN111989180B/zh active Active
- 2019-03-10 CA CA3097080A patent/CA3097080A1/en active Pending
- 2019-03-10 JP JP2020545471A patent/JP7323540B2/ja active Active
- 2019-03-10 WO PCT/IL2019/050262 patent/WO2019202581A1/en active Application Filing
- 2019-03-10 IL IL277249A patent/IL277249B2/en unknown
- 2019-03-10 KR KR1020207032898A patent/KR102643844B1/ko active IP Right Grant
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002154003A (ja) | 2000-11-15 | 2002-05-28 | Mitsubishi Materials Corp | 切削工具 |
| JP2005516780A (ja) | 2002-02-01 | 2005-06-09 | ケンナメタル インコーポレイテッド | チューナブル工具ホルダ |
| JP2005177973A (ja) | 2003-11-26 | 2005-07-07 | Sumitomo Electric Hardmetal Corp | 防振切削工具 |
| JP2011115929A (ja) | 2009-10-30 | 2011-06-16 | Yukiwa Seiko Inc | 工具保持体 |
| JP2015217512A (ja) | 2014-05-19 | 2015-12-07 | サンドビック インテレクチュアル プロパティー アクティエボラーグ | 旋削工具ホルダ及び切削インサート |
| WO2017109771A2 (en) | 2015-12-21 | 2017-06-29 | Iscar Ltd. | Cutting tool holder with vibration damping weight assembly |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021518815A (ja) | 2021-08-05 |
| EP3781340A1 (en) | 2021-02-24 |
| IL277249B2 (en) | 2024-02-01 |
| IL277249B1 (en) | 2023-10-01 |
| CN111989180A (zh) | 2020-11-24 |
| KR20200141088A (ko) | 2020-12-17 |
| US10953471B2 (en) | 2021-03-23 |
| WO2019202581A1 (en) | 2019-10-24 |
| CN111989180B (zh) | 2024-03-26 |
| TWI772614B (zh) | 2022-08-01 |
| KR102643844B1 (ko) | 2024-03-07 |
| BR112020021043A2 (pt) | 2021-01-19 |
| TW201943476A (zh) | 2019-11-16 |
| US20190314902A1 (en) | 2019-10-17 |
| CA3097080A1 (en) | 2019-10-24 |
| IL277249A (en) | 2020-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA3008582C (en) | Cutting tool holder with vibration damping weight assembly | |
| JP7323540B2 (ja) | 細長い制振機構が横断する切削部分を有する外側旋削工具 | |
| JP5403167B2 (ja) | 刃先交換式切削工具 | |
| US9421614B2 (en) | Cutting tool, cutting insert and tool holder | |
| JP2005517538A (ja) | 金属切削工具 | |
| JP2004514567A (ja) | 切削工具 | |
| KR101556832B1 (ko) | 밀링 커터 및 후방 돌기를 가지는 컷팅 삽입체 | |
| JP2012509196A (ja) | 両面ボールエンドミル切削インサートおよび当該インサート用ツール | |
| JP5453425B2 (ja) | 二方向調整機構を有する切削工具 | |
| WO2011037677A2 (en) | Cutting tool with error proofing feature | |
| JP6406718B2 (ja) | 割出し可能な非対称切削インサートおよび割出し可能な非対称切削インサート用の切削工具 | |
| JP6717962B2 (ja) | ワークピースを機械加工するための切削インサート、工具ホルダ、および工具 | |
| JP2019511373A5 (ja) | ||
| RU2778772C2 (ru) | Токарный инструмент для наружного точения, имеющий режущую часть с поперечным удлиненным демпфирующим механизмом | |
| US7806633B2 (en) | Cutting insert with threaded hole and cutting tool therefor | |
| JP2018167347A (ja) | ボーリングバー | |
| JP7069296B2 (ja) | 正面フライス | |
| BR112020021043B1 (pt) | Ferramenta de torneamento externa em formato diferente de lâmina | |
| JP7540626B2 (ja) | 位置補正機能付き作業機械 | |
| JPWO2019202581A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220202 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230313 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230523 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230719 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230727 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7323540 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |