JP7295490B2 - 超音波処理方法及び超音波処理装置 - Google Patents
超音波処理方法及び超音波処理装置 Download PDFInfo
- Publication number
- JP7295490B2 JP7295490B2 JP2022569423A JP2022569423A JP7295490B2 JP 7295490 B2 JP7295490 B2 JP 7295490B2 JP 2022569423 A JP2022569423 A JP 2022569423A JP 2022569423 A JP2022569423 A JP 2022569423A JP 7295490 B2 JP7295490 B2 JP 7295490B2
- Authority
- JP
- Japan
- Prior art keywords
- reflecting
- ultrasonic
- processed
- processing
- objects
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/04—Cleaning involving contact with liquid
- B08B3/10—Cleaning involving contact with liquid with additional treatment of the liquid or of the object being cleaned, e.g. by heat, by electricity or by vibration
- B08B3/12—Cleaning involving contact with liquid with additional treatment of the liquid or of the object being cleaned, e.g. by heat, by electricity or by vibration by sonic or ultrasonic vibrations
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23G—CLEANING OR DE-GREASING OF METALLIC MATERIAL BY CHEMICAL METHODS OTHER THAN ELECTROLYSIS
- C23G1/00—Cleaning or pickling metallic material with solutions or molten salts
Description
かかる知見に基づき完成された本発明の要旨は、以下の通りである。
(2)前記反射振動体の中空部は、固有音響インピーダンスの比Zi/Zrが1×10-3以下となる気体で満たされている、(1)に記載の超音波処理方法。
(3)前記反射振動体の厚さtrは、0.2~3.0mmである、(2)に記載の超音波処理方法。
(4)前記処理液は、溶存気体量が飽和溶存気体量の80%以上であり、前記反射振動体の中空部は、溶存気体量が飽和溶存気体量の50%未満である液体で満たされている、(1)に記載の超音波処理方法。
(5)前記反射振動体の中空部は、前記処理液で満たされている、(1)に記載の超音波処理方法。
(6)前記反射振動体の厚さtrは、3.0~20.0mmである、(4)又は(5)に記載の超音波処理方法。
(7)前記被処理物は、前記被処理物の長手方向の長さをLsとし、前記反射振動体の長手方向の長さをLrとしたときに、長さの比Lr/Lsは、0.7≦Lr/Ls≦3.0の関係を満足する、(1)~(6)の何れか1つに記載の超音波処理方法。
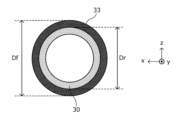
(8)前記反射振動体の外表面には、フランジ部が設けられている、(1)~(7)の何れか1つに記載の超音波処理方法。
(9)前記フランジ部が設けられた部分の前記反射振動体の断面の大きさをDfとしたときに、断面の大きさの比Df/Drは、1.1≦Df/Dr≦3.0の関係を満足する、(8)に記載の超音波処理方法。
(10)前記フランジ部は、横弾性係数Gが15~250GPaである、(8)又は(9)に記載の超音波処理方法。
(11)前記フランジ部の厚みtfは、前記反射振動体の厚みtrの2.0~10.0倍である、(8)~(10)の何れか1つに記載の超音波処理方法。
(12)前記フランジ部は、前記被処理物の長手方向に沿って前記被処理物の長さ5mの範囲内で、前記被処理物と少なくとも1箇所接触するように設けられる、(8)~(11)の何れか1つに記載の超音波処理方法。
(13)長手方向に延伸する複数の被処理物と、前記被処理物を浸漬するための処理液と、が収納された、断面形状が略同一である長軸を有する処理槽と、前記処理液に対して超音波を印加する超音波印加機構と、を備えた超音波処理装置であって、前記被処理物のそれぞれが、1又は複数の他の被処理物と、少なくとも2つの箇所で互いに接触するように配置され、処理槽内の前記被処理物の集合体の内部に、処理液に浸漬された状態で、長手方向に延伸する1又は複数の中空の反射振動体が、前記処理槽の内壁から離して配置され、前記反射振動体のそれぞれが、少なくとも2つの箇所で、他の前記被処理物に接触するように配置され、前記被処理物の長手方向に垂直な断面における外径の最大値をDsとし、前記反射振動体の長手方向に垂直な断面における外径の最大値をDrとしたときに、外径比Dr/Dsは、0.2~6.0であり、前記反射振動体の固有音響インピーダンスZiは、1×107~2×108kg・m-2・sec-1であり、前記反射振動体の中空部は、前記固有音響インピーダンスZiとは異なる固有音響インピーダンスZrの液体又は気体で満たされている、超音波処理装置。
まず、図1A及び図1Bを参照しながら、本発明の実施形態に係る超音波処理方法に用いられる超音波処理装置の全体的な構成について、簡単に説明する。図1A及び図1Bは、本実施形態に係る超音波処理装置の全体的な構成の一例を模式的に示した説明図である。なお、図中の各部材の大きさは、説明を容易とするため適宜強調されており、実際の寸法、部材間の比率を示すものではない。
本実施形態に係る超音波処理装置1は、図1Aに例示したように、被処理物Sの一例である複数の長尺体の集合体が収容される処理槽10と、超音波印加機構20と、を有している。処理槽10の長軸方向(y軸方向)に垂直な断面形状は、略同じ断面形状である。各被処理物Sは、図1Aに模式的に示したように、y軸方向に沿って延伸している鋼管等の管状体や棒鋼等の長尺物であり、1又は複数の他の被処理物Sと、少なくとも2つの箇所で互いに接触するように配置されている。また、本実施形態に係る超音波処理装置1では、図1Bに模式的に示したように、少なくとも2つの箇所で被処理物Sと接触するように、長手方向に延伸する1又は複数の反射振動体30が設けられている。
処理槽10は、断面形状が略同一である長軸(図1Aの場合、y軸)を有しており、被処理物Sに対して所定の処理を施すために用いられる処理液3や、被処理物Sそのものや、反射振動体30が収容される。これにより、処理槽10内に収容された被処理物Sは、処理液3に浸漬されている。処理槽10に保持される処理液3の種類については、特に限定されるものではなく、被処理物Sに対して行う処理に応じて、各種の処理液を用いることが可能である。このような処理液3として、純水、蒸留水、各種の化合物を含む水溶液、各種の有機溶媒等を挙げることができ、これらの処理液には、被処理物Sから除去された各種物質や不純物が種々の形態で存在していてもよい。また、処理液3は、超音波の伝播効率を高めるために、脱気されていてもよいし、脱気されていなくともよい。また、処理液3中には、気泡径が100μm以下の微細気泡であるファインバブルが存在していてもよい。処理液3中にファインバブルが存在することで、超音波の衝撃波の増大と共に処理効率を更に向上させることが可能となる。また、処理液3の温度は、処理液3を用いて実施する具体的な処理内容にもよるが、例えば、20℃~85℃程度であることが好ましい。
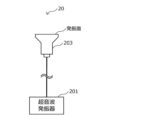
超音波印加機構20は、処理槽10に設けられており、処理槽10に収容されている処理液3や被処理物Sや反射振動体30に対して、所定周波数の超音波を印加する。超音波印加機構20は、特に限定されるものではなく、超音波発振器に接続された超音波振動子など、公知の各種のものを利用することが可能である。また、図1A及び図1Bでは、超音波印加機構20を処理槽10の壁面に設ける場合について図示しているが、超音波印加機構20の処理槽10への設置位置についても特に限定されるものではなく、処理槽10の壁面や底面に対して、1又は複数の超音波振動子を適宜設置すればよい。なお、処理槽10全体に均一に超音波が伝播されるような条件となれば、個々の超音波振動子の発振負荷のバランスが一様となるため、超音波振動子の個数が複数であったとしても、発生した超音波間で干渉が生じなくなる。
本実施形態に係る反射振動体30は、例えば図1Bに示したように、処理液3に浸漬された状態で、処理液3中に浸漬される複数の被処理物Sの集合体の内部又は外部に設けられる。ここで、被処理物Sの集合体の内部とは、反射振動体30の全てが被処理物Sの集合体に囲まれている状態のみを意味するのではなく、反射振動体30の少なくとも一部が、少なくとも2つの被処理物Sと接触した状態で、被処理物Sに囲まれている状態をも含む。すなわち、反射振動体30は、その少なくとも一部が、複数の被処理物Sの集合体の内部に埋没していればよい。また、反射振動体30は、少なくとも2つの箇所で他の被処理物Sと接触した状態となっているのであれば、被処理物Sの集合体の外部に位置していてもよい。
本実施形態に係る超音波処理方法は、以上説明したような超音波処理装置1を用いて実現される。かかる超音波処理装置1を用いて実現される超音波処理方法は、断面形状が略同一である長軸を有し、超音波印加機構が設けられた処理槽に、処理液が満たされ、処理液中に長手方向に延伸する複数の被処理物を浸された状態において、被処理物に対して超音波を印加しながら表面処理を施すものである。この際に、被処理物のそれぞれが、1又は複数の他の被処理物と、少なくとも2つの箇所で互いに接触するように配置され、処理槽内に、処理液に浸漬された状態で、長手方向に延伸する1又は複数の中空の反射振動体が配置され、反射振動体のそれぞれが、少なくとも2つの箇所で、他の被処理物に接触するように配置される。また、被処理物の長手方向に垂直な断面における外径の最大値をDsとし、反射振動体の長手方向に垂直な断面における外径の最大値をDrとしたときに、外径比Dr/Dsは、0.2~6.0であり、反射振動体の固有音響インピーダンスZrは、1×107~2×108kg・m-2・sec-1であり、反射振動体の中空部は、固有音響インピーダンスZrとは異なる固有音響インピーダンスZiの液体又は気体で満たされている。
図8A及び図8Bは、鋼管の水洗(リンス)を模した、実験例1における超音波処理の実施状態を示した説明図である。処理槽10は、外壁がSUS製で、幅1.0×長さ15.0×0.6mの容量9.0m3のものを用いた。この処理槽10を利用して、酸洗後の管内外に残存している酸化スケールの付着した被処理物S(鋼管又は黄銅管)を所定時間浸漬する水洗で、検証を行った。処理液3として機能する洗浄液としては、温度20℃の脱気されていない状態の水(固有音響インピーダンス:1.50×106kg・m-2・sec-1)を用い、酸洗液が持ち込まれるため酸性条件pH4~7での洗浄液を用いた。
100%以下~95%以上:A
95%未満~90%以上:B
90%未満~80%以上:C
80%未満~60%以上:D
60%未満~40%以上:E
40%未満 :F
得られた結果を、以下の表1にまとめて示した。

3 処理液
10 処理槽
20 超音波印加機構
30 反射振動体
33 フランジ部
201 超音波発振器
203 超音波振動子
205 筐体
211 投げ込み型振動子
S 被処理物
Claims (13)
- 断面形状が略同一である長軸を有し、超音波印加機構が設けられた処理槽に、処理液が満たされ、前記処理液中に長手方向に延伸する複数の被処理物が浸された状態において、前記被処理物に対して超音波を印加しながら表面処理を施す超音波処理方法であって、
前記被処理物のそれぞれが、1又は複数の他の前記被処理物と、少なくとも2つの箇所で互いに接触するように配置され、
処理槽内の前記被処理物の集合体の内部に、処理液に浸漬された状態で、長手方向に延伸する1又は複数の中空の反射振動体が、前記処理槽の内壁から離して配置され、
前記反射振動体のそれぞれが、少なくとも2つの箇所で、他の前記被処理物に接触するように配置され、
前記被処理物の長手方向に垂直な断面における外径の最大値をDsとし、前記反射振動体の長手方向に垂直な断面における外径の最大値をDrとしたときに、外径比Dr/Dsは、0.2~6.0であり、
前記反射振動体の固有音響インピーダンスZrは、1×107~2×108kg・m-2・sec-1であり、
前記反射振動体の中空部は、前記固有音響インピーダンスZrとは異なる固有音響インピーダンスZiの液体又は気体で満たされている、超音波処理方法。 - 前記反射振動体の中空部は、固有音響インピーダンスの比Zi/Zrが1×10-3以下となる気体で満たされている、請求項1に記載の超音波処理方法。
- 前記反射振動体の厚さtrは、0.2~3.0mmである、請求項2に記載の超音波処理方法。
- 前記処理液は、溶存気体量が飽和溶存気体量の80%以上であり、前記反射振動体の中空部は、溶存気体量が飽和溶存気体量の50%未満である液体で満たされている、請求項1に記載の超音波処理方法。
- 前記反射振動体の中空部は、前記処理液で満たされている、請求項1に記載の超音波処理方法。
- 前記反射振動体の厚さtrは、3.0~20.0mmである、請求項4又は5に記載の超音波処理方法。
- 前記被処理物は、前記被処理物の長手方向の長さをLsとし、前記反射振動体の長手方向の長さをLrとしたときに、長さの比Lr/Lsは、0.7≦Lr/Ls≦3.0の関係を満足する、請求項1~6の何れか1項に記載の超音波処理方法。
- 前記反射振動体の外表面には、フランジ部が設けられている、請求項1~7の何れか1項に記載の超音波処理方法。
- 前記フランジ部が設けられた部分の前記反射振動体の断面の大きさをDfとしたときに、断面の大きさの比Df/Drは、1.1≦Df/Dr≦3.0の関係を満足する、請求項8に記載の超音波処理方法。
- 前記フランジ部は、横弾性係数Gが15~250GPaである、請求項8又は9に記載の超音波処理方法。
- 前記フランジ部の厚みtfは、前記反射振動体の厚みtrの2.0~10.0倍である、請求項8~10の何れか1項に記載の超音波処理方法。
- 前記フランジ部は、前記被処理物の長手方向に沿って前記被処理物の長さ5mの範囲内で、前記被処理物と少なくとも1箇所接触するように設けられる、請求項8~11の何れか1項に記載の超音波処理方法。
- 長手方向に延伸する複数の被処理物と、前記被処理物を浸漬するための処理液と、が収納された、断面形状が略同一である長軸を有する処理槽と、
前記処理液に対して超音波を印加する超音波印加機構と、
を備えた超音波処理装置であって、
前記被処理物のそれぞれが、1又は複数の他の被処理物と、少なくとも2つの箇所で互いに接触するように配置され、
処理槽内の前記被処理物の集合体の内部に、処理液に浸漬された状態で、長手方向に延伸する1又は複数の中空の反射振動体が、前記処理槽の内壁から離して配置され、
前記反射振動体のそれぞれが、少なくとも2つの箇所で、他の前記被処理物に接触するように配置され、
前記被処理物の長手方向に垂直な断面における外径の最大値をDsとし、前記反射振動体の長手方向に垂直な断面における外径の最大値をDrとしたときに、外径比Dr/Dsは、0.2~6.0であり、
前記反射振動体の固有音響インピーダンスZrは、1×107~2×108kg・m-2・sec-1であり、
前記反射振動体の中空部は、前記固有音響インピーダンスZrとは異なる固有音響インピーダンスZiの液体又は気体で満たされている、超音波処理装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/047147 WO2022130565A1 (ja) | 2020-12-17 | 2020-12-17 | 超音波処理方法及び超音波処理装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2022130565A1 JPWO2022130565A1 (ja) | 2022-06-23 |
| JPWO2022130565A5 JPWO2022130565A5 (ja) | 2023-02-08 |
| JP7295490B2 true JP7295490B2 (ja) | 2023-06-21 |
Family
ID=82057390
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022569423A Active JP7295490B2 (ja) | 2020-12-17 | 2020-12-17 | 超音波処理方法及び超音波処理装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7295490B2 (ja) |
| WO (1) | WO2022130565A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3222419B2 (ja) | 1998-03-27 | 2001-10-29 | 丸善製薬株式会社 | バナナ果肉の黒変防止剤、黒変防止バナナ、黒変防止バナナ飲食品及びバナナ果肉の黒変防止法 |
| JP4624934B2 (ja) | 2005-03-30 | 2011-02-02 | クアンタ コンピュータ インコーポレーテッド | 明度調整装置および方法 |
| WO2011067955A1 (ja) | 2009-12-03 | 2011-06-09 | 新日本製鐵株式会社 | 鋼板の酸洗方法及び酸洗装置 |
| WO2018169050A1 (ja) | 2017-03-16 | 2018-09-20 | 新日鐵住金株式会社 | 超音波洗浄装置及び超音波洗浄方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4624934Y1 (ja) * | 1964-04-04 | 1971-08-27 | ||
| JPH079900B2 (ja) * | 1990-01-29 | 1995-02-01 | 株式会社国際電気エルテック | 超音波洗浄装置 |
-
2020
- 2020-12-17 JP JP2022569423A patent/JP7295490B2/ja active Active
- 2020-12-17 WO PCT/JP2020/047147 patent/WO2022130565A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3222419B2 (ja) | 1998-03-27 | 2001-10-29 | 丸善製薬株式会社 | バナナ果肉の黒変防止剤、黒変防止バナナ、黒変防止バナナ飲食品及びバナナ果肉の黒変防止法 |
| JP4624934B2 (ja) | 2005-03-30 | 2011-02-02 | クアンタ コンピュータ インコーポレーテッド | 明度調整装置および方法 |
| WO2011067955A1 (ja) | 2009-12-03 | 2011-06-09 | 新日本製鐵株式会社 | 鋼板の酸洗方法及び酸洗装置 |
| WO2018169050A1 (ja) | 2017-03-16 | 2018-09-20 | 新日鐵住金株式会社 | 超音波洗浄装置及び超音波洗浄方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022130565A1 (ja) | 2022-06-23 |
| JPWO2022130565A1 (ja) | 2022-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6673527B2 (ja) | 超音波洗浄装置及び超音波洗浄方法 | |
| US5409594A (en) | Ultrasonic agitator | |
| US3175567A (en) | Apparatus for effecting ultrasonic cleaning of the interior of vessels | |
| JP7131622B2 (ja) | 金属管の洗浄方法及び洗浄装置 | |
| JPWO2011067955A1 (ja) | 鋼板の酸洗方法及び酸洗装置 | |
| Lais et al. | Numerical investigation of design parameters for optimization of the in-situ ultrasonic fouling removal technique for pipelines | |
| JP7295490B2 (ja) | 超音波処理方法及び超音波処理装置 | |
| JP2010153541A (ja) | 超音波洗浄装置及び超音波洗浄方法 | |
| JP6863540B1 (ja) | 超音波処理装置及びファインバブルの供給方法 | |
| KR101639635B1 (ko) | 메가소닉 세정 방법 및 세정 장치 | |
| JP7462435B2 (ja) | 超音波洗浄装置及び超音波洗浄方法 | |
| JP7372535B2 (ja) | 超音波処理装置及び超音波処理方法 | |
| JP4533406B2 (ja) | 超音波洗浄装置及び超音波洗浄方法 | |
| US11525178B2 (en) | Method for improving the wetting of a surface of a solid substrate by a liquid metal | |
| JP6980950B2 (ja) | 超音波処理装置 | |
| JP7427777B2 (ja) | 移動する鋼ストリップの連続洗浄方法および装置 | |
| JP6043084B2 (ja) | 半導体基板の洗浄方法および洗浄装置 | |
| KR100986586B1 (ko) | 초음파 진동자 | |
| JP3006785U (ja) | 超音波洗浄装置 | |
| Awad et al. | High intensity ultrasonic cleaning for particle removal | |
| KR20140112455A (ko) | 액체 초음파파쇄 세정 시스템에서 홀들 내의 세정을 향상시키기 위한 홀들 내의 정상파 생성 | |
| KR20090017198A (ko) | 인쇄회로기판 전처리용 세정장치 | |
| JPH05293450A (ja) | 超音波洗浄装置 | |
| Svonni | Hot Rolled Wire Descaling | |
| BR112019017215B1 (pt) | Equipamento de limpeza ultrassônica e método de limpeza ultrassônica |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A5211 Effective date: 20221205 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221205 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20221205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230509 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230522 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7295490 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |