JP7285190B2 - 容器の製造装置、製造設備、および製造方法 - Google Patents
容器の製造装置、製造設備、および製造方法 Download PDFInfo
- Publication number
- JP7285190B2 JP7285190B2 JP2019189051A JP2019189051A JP7285190B2 JP 7285190 B2 JP7285190 B2 JP 7285190B2 JP 2019189051 A JP2019189051 A JP 2019189051A JP 2019189051 A JP2019189051 A JP 2019189051A JP 7285190 B2 JP7285190 B2 JP 7285190B2
- Authority
- JP
- Japan
- Prior art keywords
- mandrel
- container
- ultraviolet
- irradiator
- ultraviolet rays
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images















Landscapes
- Apparatus For Disinfection Or Sterilisation (AREA)
Description
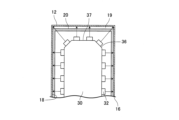
図1に、本発明に係る容器の製造装置を備えた製造設備の一例として、紙パック製造設備10を模式的に示す。紙パック製造設備10は、マンドレル20を複数備えたマンドレル回転体25を有する容器製造装置24(容器の製造装置)と、マンドレル回転体25のマンドレル20に四角筒状の開放紙容器11(成形前の容器)を供給する容器供給体42と、開放紙容器11の底部が閉塞されるように成形する底部成形体43(容器成形体)と、底部が閉塞された紙容器12をマンドレル20から受け取って搬送する容器搬送路46(容器受取体)と、を備える。
紙パック製造設備10においては、紙容器12がマンドレル20から容器搬送路46へと受け取られた時点で紙容器12の殺菌処理が完了している。以下、紙容器12の殺菌処理を行う構成について、図2,図3,図4を参照して説明する。図2は、本実施形態におけるマンドレル20の1つを拡大して示す斜視図である。マンドレル20の内部に、多数の紫外線光源32(例えば紫外線LED、紫外線ランプなど)を表面に備えた紫外線照射器30が配置されている。
図1に示すように、マンドレル回転体25は回転軸25aを中心として放射状に延びる複数の(ここでは8つの)マンドレル20を備えており、これらの放射状に配置されたマンドレル20を回転軸25a周りで回転させることができる。容器製造装置24が備える駆動制御器26からの指令によりマンドレル回転体25がマンドレル20を回転させると、容器供給体42からマンドレル20へ供給された開放紙容器11が、マンドレル20によって内部領域19から支持された状態でマンドレル20と共に回転する。このとき、マンドレル20は開放紙容器11を内側から突っ張って支持しているため、マンドレル20が回転して重力に対する姿勢が変化しても、開放紙容器11が重力によってマンドレル20の表面に沿って自然と滑ってしまうことはなく、マンドレル20と開放紙容器11との間の相対的な位置関係は維持される。
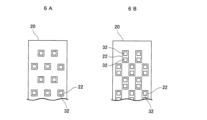
上記の実施形態例においては、マンドレル20が紫外線を透過する紫外線透過材からなるものとしたが、図5に示すように、マンドレル20に紫外線を通す光通路22(ここではマンドレル20表面に開けられた透光孔)が設けられていれば、マンドレル20は紫外線を透過しない材質(紫外線非透過材:例えば金属、セラミック、紫外線非透過樹脂)で構成されていてもよい。
また、紫外線非透過材ではなく紫外線透過材からなるマンドレル20に光通路22が設けられてもよい。
マンドレル20内部の紫外線照射器30から発して紙容器12の内壁面18へ照射される紫外線が適切な照射範囲、適切な照射強度となるように、マンドレル20は図7に示されるような、紫外線の光路を調節する(例えば、紫外線を拡散または集束させる)光路調節部材50を備えていてもよい。光路調節部材50は紫外線透過材(マンドレル20を構成する材質とは別のものでもよい)からなるものであることが好ましい。
また、マンドレル20には、マンドレル20の内部と外部との間で空気の流通を可能とする空気流通路23が設けられてもよい。ここで、図11に示すように、光通路22が紫外線だけでなく空気も通すものであってもよい。すなわち光通路22が空気流通路23を兼ねてもよい。また、図11の右上近くに示されているように、光通路22とは別に空気流通路23が設けられてもよい。マンドレル20に空気流通路23が設けられている場合、マンドレル20の内部(マンドレル20と紫外線照射器30との間)に無菌エアを供給する無菌エア供給器38が設けられていてもよい。マンドレル20の内部に無菌エアが供給されることにより、マンドレル20および紫外線照射器30の清浄性が高く保たれる。また、容器搬送路46がマンドレル20から紙容器12を受け取る際に、空気流通路23(または光通路22)を有するマンドレル20の内部に無菌エアが供給されれば、無菌エアは紙容器12の内部領域19にも供給されることになる。従って、内部領域19からの空圧により紙容器12がマンドレル20から離脱しやすくなって、容器搬送路46がスムーズに紙容器12を受け取れるようになる。
また、図12に示すように、マンドレル20と紫外線照射器30との間に、マンドレル20と紫外線照射器30との間隔を保持する保持体21が配置されていてもよい。ここで、間隔を保持するとは、保持体21によってマンドレル20と紫外線照射器30との位置関係が一定に保持されることを指しており、開放紙容器11や紙容器12を支持するマンドレル20に外力が加わった際に、そのマンドレル20に不可逆的な損傷が生じないようになっていればよい。すなわち、マンドレル20と紫外線照射器30との間に保持体21が配置されていると、マンドレル20外部から外力が加わった場合にも、マンドレル20と紫外線照射器30との位置関係がずれてしまうことがない。
以上の説明においてはマンドレル20を四角柱形の形状として描写してきたが、マンドレル20は湾曲した形状の領域を含むものであってもよく、例えば図13に示されているように、マンドレル20は角部(側面の角部、先端部の角部)が湾曲した形状であってもよい。このように角部が湾曲した形状であれば、開放紙容器11にマンドレル20が挿入される際に、マンドレル20および開放紙容器11が破損しにくくなる。なおマンドレル20の形状が正確な四角柱形でなくとも、望ましい四角筒形状の内面の複数点または複数面に相当する部分で内壁面18に接触して開放紙容器11を内部領域19側から支持するようになっていれば、開放紙容器11を望ましい四角筒状の形状へ成形することは問題なく行われる。
なお、以上の説明においてはマンドレル20の内部に配置される紫外線照射器30について、多数の紫外線光源32を備えたものを例示したが、単体の紫外線ランプを紫外線照射器30として用いることも可能である。また、紫外線照射器30の形状および紫外線光源32の配置について、以上の説明では八角柱状の紫外線照射器30を例示しており、その表面に紫外線光源32が配置されるものとしているが、これらも例示の形状および配置に限定されるものではない。
図16に、本発明に係る容器の製造方法の一例として、上記の実施形態例における容器製造装置24を備えた紙パック製造設備10のマンドレル回転体25において開放紙容器11、紙容器12に対して行われる作業工程の順序を示す。なお、この図16はマンドレル20へと供給される開放紙容器11(紙容器12)の1つに対して行われる作業工程の順序を示すものであり、実際には複数の開放紙容器11(紙容器12)に対して並行して別々の作業工程が行われる。
11 開放紙容器
12 紙容器
13 紙パック製品
16 壁板
18 内壁面
19 内部領域
20 マンドレル
22 光通路
23 空気流通路
24 容器製造装置
25 マンドレル回転体
30 紫外線照射器
32 紫外線光源
42 容器供給体
43 底部成形体
43a 加熱圧着体
46 容器搬送路
47 内容物充填体
48 頭部成形体
50 光路調節部材
90 紙パック製造設備
91 紙パック
96 殺菌装置
99 紙パック製品
S01 容器供給工程
S02 加熱体接触工程
S03 容器成形工程
S04 容器受取工程
SA 紫外線照射工程
SB 冷却強化工程
Claims (7)
- 壁板と、前記壁板に囲われた内部領域とを有する容器に対して、前記内部領域に面する前記壁板の内壁面を殺菌する処理を行う、容器の製造装置において、
前記内部領域に挿入されて前記内壁面に接触し、前記容器を前記内部領域側から支持するマンドレルと、
前記マンドレルの内部から前記内壁面へと紫外線を照射する紫外線照射器と、
を備え、
前記マンドレルと前記紫外線照射器との間に、前記マンドレルと前記紫外線照射器との間隔を保持する保持体が配置されていることを特徴とする、容器の製造装置。 - 前記マンドレルが、前記紫外線照射器から照射される紫外線を透過する紫外線透過材からなることを特徴とする、請求項1に記載の容器の製造装置。
- 前記マンドレルに、前記紫外線照射器から照射される紫外線を通す光通路が設けられていること
を特徴とする、請求項1または請求項2に記載の容器の製造装置。 - 前記マンドレルが、前記紫外線照射器から照射される紫外線を拡散または集光する光路調節部材を備えること
を特徴とする、請求項1ないし請求項3のいずれか1項に記載の容器の製造装置。 - 前記保持体が、前記紫外線照射器から照射される紫外線を反射するものであること
を特徴とする、請求項1に記載の容器の製造装置。 - 請求項1ないし請求項5のいずれか1項に記載の容器の製造装置を備えた容器の製造設備であって、
内部に前記紫外線照射器が配置された前記マンドレルを複数備えており、前記マンドレルを回転させるマンドレル回転体と、
前記マンドレル回転体の、内部に前記紫外線照射器が配置された前記マンドレルに成形前の容器を供給して前記容器の内部領域に前記マンドレルが挿入された状態にする容器供給体と、
前記内部領域に前記マンドレルが挿入された状態で前記容器を成形する容器成形体と、
前記容器成形体によって成形された前記容器を前記マンドレルから受け取る容器受取体と、
を備えることを特徴とする、容器の製造設備。 - 壁板と、前記壁板に囲われた内部領域とを有する容器に対して、前記内部領域に面する前記壁板の内壁面を殺菌する処理を行う、容器の製造方法において、
前記内部領域に挿入されて前記内壁面に接触し、前記容器を前記内部領域側から支持するマンドレルの内部に配置された紫外線照射器であって、前記マンドレルとの間に、前記マンドレルとの間隔を保持する保持体が配置された前記紫外線照射器から前記内壁面へと紫外線を照射する紫外線照射工程を含むことを特徴とする、容器の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019189051A JP7285190B2 (ja) | 2019-10-16 | 2019-10-16 | 容器の製造装置、製造設備、および製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019189051A JP7285190B2 (ja) | 2019-10-16 | 2019-10-16 | 容器の製造装置、製造設備、および製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021062903A JP2021062903A (ja) | 2021-04-22 |
| JP7285190B2 true JP7285190B2 (ja) | 2023-06-01 |
Family
ID=75487396
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019189051A Active JP7285190B2 (ja) | 2019-10-16 | 2019-10-16 | 容器の製造装置、製造設備、および製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7285190B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115645566B (zh) * | 2022-12-12 | 2023-03-31 | 中国农业大学 | 一种光照式包材灭菌装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002253643A (ja) | 2000-10-14 | 2002-09-10 | Elopak Syst Ag | 一部完成の容器内の微生物を生存不能にする方法及びこの方法に用いる装置 |
| JP2002355903A (ja) | 2001-05-31 | 2002-12-10 | Nihon Tetra Pak Kk | 包装容器成形装置 |
| JP2018002285A (ja) | 2016-07-07 | 2018-01-11 | 大日本印刷株式会社 | スリーブの殺菌方法及び装置 |
| JP2018034821A (ja) | 2016-08-30 | 2018-03-08 | 株式会社トクヤマ | 殺菌装置および殺菌方法 |
| JP2018104031A (ja) | 2016-12-27 | 2018-07-05 | 株式会社トクヤマ | 容器の殺菌方法及び容器の殺菌装置 |
| WO2019026431A1 (ja) | 2017-08-02 | 2019-02-07 | 日立造船株式会社 | 紫外線照射装置 |
-
2019
- 2019-10-16 JP JP2019189051A patent/JP7285190B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002253643A (ja) | 2000-10-14 | 2002-09-10 | Elopak Syst Ag | 一部完成の容器内の微生物を生存不能にする方法及びこの方法に用いる装置 |
| JP2002355903A (ja) | 2001-05-31 | 2002-12-10 | Nihon Tetra Pak Kk | 包装容器成形装置 |
| JP2018002285A (ja) | 2016-07-07 | 2018-01-11 | 大日本印刷株式会社 | スリーブの殺菌方法及び装置 |
| JP2018034821A (ja) | 2016-08-30 | 2018-03-08 | 株式会社トクヤマ | 殺菌装置および殺菌方法 |
| JP2018104031A (ja) | 2016-12-27 | 2018-07-05 | 株式会社トクヤマ | 容器の殺菌方法及び容器の殺菌装置 |
| WO2019026431A1 (ja) | 2017-08-02 | 2019-02-07 | 日立造船株式会社 | 紫外線照射装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021062903A (ja) | 2021-04-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2350512T3 (es) | Método y aparato de empaquetado de bolsas de tipo vertical. | |
| JP3713238B2 (ja) | 吹込成形プラスチックプレフォーム用ヒーター組立体 | |
| RU2433043C2 (ru) | Устройство и способ для изготовления сосудов | |
| US7736288B2 (en) | Method and apparatus for producing bag with mouth member | |
| CN101557832B (zh) | 照射物体的方法和装置 | |
| JP7285190B2 (ja) | 容器の製造装置、製造設備、および製造方法 | |
| US20130328248A1 (en) | Process and device for blow moulding sterile containers | |
| JP5972101B2 (ja) | 圧力パッドを有しプラスチック製予備成形物をプラスチック製容器に成形するための装置 | |
| JP2009539718A (ja) | パッケージの殺菌方法 | |
| CN101233050B (zh) | 用于消毒包装件的方法和设备 | |
| JP6166441B1 (ja) | 殺菌装置および殺菌方法 | |
| TW436448B (en) | Device for welding the ends of tubular containers made from plastic, in particular tubes | |
| CN105321865A (zh) | 带扩张装置 | |
| ES2938236T3 (es) | Línea y método para procesar tazas | |
| TW201811292A (zh) | 用於監控及控制使用旋轉台將藥物液體無菌裝填及密封於藥物容器的方法及裝置 | |
| JP6293279B2 (ja) | 無菌の容器を製造するための装置および方法 | |
| JP2016528077A5 (ja) | ||
| JP4684455B2 (ja) | キャビティ付きバーを備えた成形、充填およびシール装置 | |
| JPH0531735A (ja) | 光学素子の成形装置 | |
| JP2016137629A (ja) | ブロー成形装置 | |
| JP2003066198A (ja) | キャップ殺菌装置および殺菌方法 | |
| RU2508235C2 (ru) | Контейнер, а также устройство и способ асептического наполнения контейнера | |
| JP4312271B2 (ja) | コンタクトレンズ金型を分離するための装置と方法 | |
| KR20160140213A (ko) | 유리 성형 장치 및 유리 성형 방법 | |
| JP4953352B2 (ja) | 殺菌装置および容器の殺菌方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221128 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221226 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230425 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230522 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7285190 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |