JP7282032B2 - 多層フィルムを含む物品 - Google Patents
多層フィルムを含む物品 Download PDFInfo
- Publication number
- JP7282032B2 JP7282032B2 JP2019530663A JP2019530663A JP7282032B2 JP 7282032 B2 JP7282032 B2 JP 7282032B2 JP 2019530663 A JP2019530663 A JP 2019530663A JP 2019530663 A JP2019530663 A JP 2019530663A JP 7282032 B2 JP7282032 B2 JP 7282032B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- film
- polymer
- strands
- exemplary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0022—Combinations of extrusion moulding with other shaping operations combined with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/23—Articles comprising two or more components, e.g. co-extruded layers the components being layers with means for avoiding adhesion of the layers, e.g. for forming peelable layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
- B29C48/335—Multiple annular extrusion nozzles in coaxial arrangement, e.g. for making multi-layered tubular articles
- B29C48/336—Multiple annular extrusion nozzles in coaxial arrangement, e.g. for making multi-layered tubular articles the components merging one by one down streams in the die
- B29C48/3366—Multiple annular extrusion nozzles in coaxial arrangement, e.g. for making multi-layered tubular articles the components merging one by one down streams in the die using a die with concentric parts, e.g. rings, cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/10—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels flexible, e.g. blown foils
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2023/00—Tubular articles
- B29L2023/001—Tubular films, sleeves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/105—Metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/21—Anti-static
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4023—Coloured on the layer surface, e.g. ink
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/409—Iridescent, pearlescent surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/58—Cuttability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
- B32B2307/5825—Tear resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/584—Scratch resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/71—Resistive to light or to UV
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/746—Slipping, anti-blocking, low friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
- B32B5/142—Variation across the area of the layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Laminated Bodies (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
本出願は、2016年12月9日に出願された米国特許仮出願第62/432337号の優先権を主張するものであり、その開示の全容が参照により本明細書に組み込まれる。
構造及び/又はテクスチャを有する、ポリマーフィルム及びフィルム複合体を、製造し更なる機能性を得ることが、望まれている。このような機能性としては、テクスチャ加工された表面が平滑な表面に対してより広い表面積となることによる、光学的効果、及び/又は液体吸収若しくは固形分保持の増加を挙げることができる。
例示的実施形態
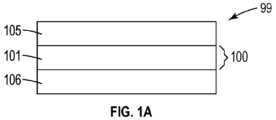
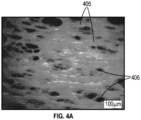
1.第1の連続ポリマー層と第2の連続ポリマー層との間に配置されているストランドのランダムなネットワーク(いくつかの実施形態では、伸びたストランド)及び連結領域(ランダムなネットワークは第1の光学濃度を有し、連結領域は第2の光学濃度を有し、第1の光学濃度は第2の光学濃度よりも高く、いくつかの実施形態では、連結領域の少なくとも一部に開口部が存在し、他方、いくつかの実施形態では、層内に開口部が存在しない(すなわち、層内に貫通穴(スルーホール)が存在しない。))を示す、少なくとも1つのポリマー層(いくつかの実施形態では、それぞれ、少なくとも2、3、4、5、6つ、又は更には少なくとも7つのポリマー層)を有する、第1の連続ポリマー層と第2の連続ポリマー層を含む、物品。いくつかの実施形態では、ストランドのランダムなネットワーク及び連結領域をそれぞれが示す更なるポリマー層の全て、又は更なるポリマー層のいくつかは、ストランドのランダムなネットワーク及び連結領域を示す別の層に隣接している。
2.ストランドのランダムなネットワーク及び連結領域を示す層が、独立して、ポリオレフィン材料(例えば、ポリプロピレン及び/又はポリエチレン)、変性ポリオレフィン材料、ポリビニルクロライド、ポリカーボネート、ポリスチレン、ポリエステル(コポリエステルを含む)、ポリ乳酸、ポリフッ化ビニリデン、(メタ)アクリル(例えば、ポリメチルメタクリレート)、ウレタン、アクリルウレタン、エチレンビニルアセテートコポリマー、アクリレート変性エチレンビニルアセテートポリマー、エチレンアクリル酸コポリマー、ナイロン、エンジニアリングポリマー(例えば、ポリケトン及び/又はポリメチルペンタン)、又はエラストマー(例えば、天然ゴム、合成ゴム、イソプレン、ブタジエン、若しくはエチレン(ブチレン)ブロックを含有するスチレンブロックコポリマー、メタロセン触媒ポリオレフィン、ポリウレタン;若しくはポリジオルガノシロキサン)のうちの少なくとも1つを含む、例示的実施形態1に記載の物品。
3.ストランドのランダムなネットワーク及び連結領域を示す少なくとも1つの層が、少なくとも1%(いくつかの実施形態では、少なくとも5、10、15、20、25、30、35、40、45、50、55、60、65、70、75%、又は更には少なくとも80%、いくつかの実施形態では、1~80%の範囲)の開放気孔率を有する、例示的実施形態1又は2に記載の物品。
4.ストランドのランダムなネットワーク及び連結領域を示す層が、残りのポリマー多層フィルムから分離可能である、例示的実施形態1~3のいずれか1つに記載の物品。
5.第1の連続層及び第2の連続層が、独立して、ポリオレフィン材料(例えば、ポリプロピレン及び/又はポリエチレン)、変性ポリオレフィン材料、ポリビニルクロライド、ポリカーボネート、ポリスチレン、ポリエステル(コポリエステルを含む)、ポリ乳酸、ポリフッ化ビニリデン、(メタ)アクリル(例えば、ポリメチルメタクリレート)、ウレタン、アクリルウレタン、エチレンビニルアセテートコポリマー、アクリレート変性エチレンビニルアセテートポリマー、エチレンアクリル酸コポリマー、ナイロン、エンジニアリングポリマー(例えば、ポリケトン及び/又はポリメチルペンタン)、又はエラストマー(例えば、天然ゴム、合成ゴム、イソプレン、ブタジエン、若しくはエチレン(ブチレン)ブロックを含有するスチレンブロックコポリマー、メタロセン触媒ポリオレフィン、ポリウレタン;若しくはポリジオルガノシロキサン)のうちの少なくとも1つを含む、例示的実施形態1~4のいずれか1つに記載の物品。
6.第1の連続層が、スキン層である、例示的な実施形態1~5のいずれか1つに記載の物品。
7.ストランドのランダムなネットワーク及び連結領域を示す第2の層を更に含む、例示的実施形態1~6のいずれか1つに記載の物品。
8.ストランドのランダムなネットワーク及び連結領域を示す第2の層が、ストランドのランダムなネットワーク及び連結領域を含む第1の層とは異なる、ストランドのランダムなネットワーク及び連結領域を有する、例示的実施形態7の物品。
9.1~1000μmの範囲の厚さ(いくつかの実施形態では、25~500μm、50~250μm、又は更には2~10μmの範囲の厚さ)を有する、例示的実施形態1~8のいずれか1つに記載の物品。
10.染料又は顔料のうちの少なくとも1つを更に含む(例えば、白色、黄色、緑色、青色、赤色、橙色、褐色、黒色などの色を付与している)、例示的実施形態1~9のいずれか1つに記載の物品。
11.少なくとも1つの帯電防止材料を更に含む、例示的実施形態1~10のいずれか1つに記載の物品。
12.インク又は塗料受容材料のうち少なくとも1つを更に含む、例示的実施形態1~11のいずれか1つに記載の物品。
13.金属(例えば、アルミニウム、青銅、ステンレス鋼、亜鉛、鉄、スズ、銀、金、及び/又はチタン)粒子を更に含む、例示的実施形態1~12のいずれか1つに記載の物品。
14.剥離剤を更に含む、例示的実施形態1~13のいずれか1つに記載の物品。
15.耐摩耗材料を更に含む、例示的実施形態1~14のいずれか1つに記載の物品。
16.滑剤又はブロッキング防止剤のうち少なくとも1つを更に含む、例示的実施形態1~15のいずれか1つに記載の物品。
17.ヒンダードアミン光安定剤(HALS)を更に含む、例示的実施形態1~16のいずれか1つに記載の物品。
18.UV安定剤を更に含む、例示的実施形態1~17のいずれか1つに記載の物品。
19.縦方向及び横方向を有し、ポリマー多層フィルムが、横方向において弾性を有する、例示的実施形態1~18のいずれか1つに記載の物品。
20.ポリマー多層フィルムの第1の主表面又は第2の主表面のいずれかに取り付けられた主表面を有するライナーを更に含む、例示的実施形態1~19のいずれか1つに記載の物品。いくつかの実施形態では、ポリマー多層フィルムの各々の主表面は、それに取り付けられたライナーを有する。
21.ライナーが、ストランドのランダムなネットワーク及び連結領域を示すポリマー多層フィルムを含む、例示的実施形態20に記載の物品。
22.本明細書に記載のポリマー多層フィルムの第1の主表面又は第2主面のうちの少なくとも1つ(いくつかの実施形態では、それぞれ)は、少なくとも0.4(いくつかの実施形態では、少なくとも0.5、0.6、0.7、又は更に少なくとも0.8、いくつかの実施形態では、0.4~0.8の範囲)の摩擦係数を有する、例示的実施形態1~21のいずれか1つに記載の物品。
23.テープである、例示的実施形態1~22のいずれか1つに記載の物品。
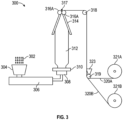
7層のフィルムを製造するには、7層環状積層ダイ(Labtech Engineering(Samut Prakan,Thailand)から商品名「COEX7層」(LF-400型)で入手)を使用して、7枚の積層ダイプレートのみが存在することを除き、図3及び図3Aに示される装置を使用した。ダイへの空気流を手動で制御し、約2:1のブローアップ比とした。続いて、気泡を、ダイの上で約3メートル(10フィート)に押しつぶし、巻き取った。供給材料を送り込むには、約30:1の長さ対直径比を有する、7個の独立した直径20mmの押出機によった。
ポリマー多層フィルムは、低密度ポリエチレンのみを含有する第1、第2、第3、及び第4の押出機、同じ化学発泡剤とスチレンエチレンブチレンスチレン(SEBS)コポリマー(PolyOne(Avon Lake,OH)から商品名「KRATON G 1657」として市販されている)とのブレンドを含有していた第5の押出機、並びにエチレン酢酸ビニルコポリマー(Westlake Chemical Corporation(Houston,TX)から商品名「WESTLAKE EF446」で入手)を含有していた第6及び第7の押出機を除いて、実施例1に記載の通りに調整した。化学発泡剤を入れている層については、215℃の溶融温度を維持した。全ての他の層について、180℃の溶融温度を維持した。ダイを180℃で維持した。
なお、以上の各実施形態に加えて以下の態様について付記する。
(付記1)
第1の連続ポリマー層及び第2の連続ポリマー層を含む物品であって、前記第1の連続ポリマー層と前記第2の連続ポリマー層との間に配置されているストランドのランダムなネットワーク及び連結領域を示す少なくとも1つのポリマー層を有する、物品。
(付記2)
ストランドのランダムなネットワーク及び連結領域を示す少なくとも1つのポリマー層が、少なくとも20パーセントの開放気孔率を有する、付記1に記載の物品。
(付記3)
ストランドのランダムなネットワーク及び連結領域を示す少なくとも1つのポリマー層が、残りのポリマー多層フィルムから分離可能である、付記1又は2に記載の物品。
(付記4)
ポリマー多層フィルムである、付記1~3のいずれか一項に記載の物品。
(付記5)
本明細書に記載のポリマー多層フィルムの前記第1の主表面又は第2の主面のうちの少なくとも1つは、少なくとも0.4の摩擦係数を有する、付記1~4のいずれか一項に記載の物品。
(付記6)
グラフィック物品である、付記1~5のいずれか一項に記載の物品。
Claims (5)
- 第1の連続ポリマー層と、
第2の連続ポリマー層と、
前記第1の連続ポリマー層と前記第2の連続ポリマー層との間に配置されているポリマー多層フィルムと、
を有し、
前記ポリマー多層フィルムは、それぞれがストランドのランダムなネットワーク及び連結領域を示す複数のインフレーションポリマーフィルム層を有し、
前記ストランドのランダムなネットワークは、第1の光学濃度を有し、前記連結領域は、第2の光学濃度を有し、
前記第1の光学濃度は、前記第2の光学濃度よりも大きく、かつ
前記ポリマー多層フィルムの第1の主表面又は第2の主面のうちの少なくとも1つは、第1の連続ポリマー層及び/又は第2の連続ポリマー層をテクスチャ加工する、テクスチャ加工されたフィルム。 - 前記複数のインフレーションポリマーフィルム層における少なくとも1つのポリマー層が、少なくとも20パーセントの開放気孔率を有する、請求項1に記載のフィルム。
- 前記複数のインフレーションポリマーフィルム層における少なくとも1つのポリマー層が、残りのポリマー多層フィルムから分離可能である、請求項1又は2に記載のフィルム。
- グラフィック物品である、請求項1~3のいずれか一項に記載のフィルム。
- テープである、請求項1~4のいずれか一項に記載のフィルム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662432337P | 2016-12-09 | 2016-12-09 | |
| US62/432,337 | 2016-12-09 | ||
| PCT/US2017/064401 WO2018106560A1 (en) | 2016-12-09 | 2017-12-04 | Article comprising multilayer film |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019536668A JP2019536668A (ja) | 2019-12-19 |
| JP2019536668A5 JP2019536668A5 (ja) | 2021-01-21 |
| JP7282032B2 true JP7282032B2 (ja) | 2023-05-26 |
Family
ID=60937856
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019530663A Active JP7282032B2 (ja) | 2016-12-09 | 2017-12-04 | 多層フィルムを含む物品 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10987894B2 (ja) |
| EP (1) | EP3551449B1 (ja) |
| JP (1) | JP7282032B2 (ja) |
| CN (1) | CN110049862B (ja) |
| WO (1) | WO2018106560A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7055973B2 (ja) | 2016-12-09 | 2022-04-19 | スリーエム イノベイティブ プロパティズ カンパニー | ポリマー多層フィルム |
| WO2018106557A1 (en) | 2016-12-09 | 2018-06-14 | 3M Innovative Properties Company | Polymeric multilayer film |
| EP3551456A1 (en) | 2016-12-09 | 2019-10-16 | 3M Innovative Properties Company | Polymeric multilayer film |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002225108A (ja) | 2001-02-05 | 2002-08-14 | Tamapori Kk | ポリオレフィン多層フィルムの製造方法 |
| JP2011229407A (ja) | 2010-04-23 | 2011-11-17 | C I Kasei Co Ltd | 農業用ポリオレフィン系樹脂フィルムおよびその製造方法 |
| JP2012218279A (ja) | 2011-04-07 | 2012-11-12 | Jsp Corp | 包装用発泡シート |
Family Cites Families (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4379806A (en) | 1979-07-05 | 1983-04-12 | Johnson & Johnson | Pressure-sensitive adhesive tape and process |
| US5217666A (en) | 1991-05-29 | 1993-06-08 | Daikin Industries Ltd. | Process for producing porous polytetrafluoroethylene film |
| CN2295252Y (zh) | 1997-02-03 | 1998-10-21 | 王京顺 | 高能微孔防伪标识 |
| US5968643A (en) | 1997-09-16 | 1999-10-19 | Kimberly-Clark Worldwide, Inc. | Microporous film with improved properties |
| DE19819108A1 (de) | 1998-04-29 | 1999-11-11 | Beiersdorf Ag | Malerabdeckband und seine Verwendung |
| DE19851105C2 (de) | 1998-11-06 | 2002-07-18 | Huhtamaki Forchheim | Verfahren zum Herstellen eines mehrschichtigen Coextrudates |
| US6171689B1 (en) | 1999-01-15 | 2001-01-09 | 3M Innovative Properties Company | Flame retardant microporous materials |
| US6316120B1 (en) | 1999-02-20 | 2001-11-13 | 3M Innovative Properties Company | Image receptor medium containing ethylene vinyl acetate carbon monoxide terpolymer |
| CN1188264C (zh) | 2000-06-23 | 2005-02-09 | 3M创新有限公司 | 泡沫及其制备方法 |
| US6921729B2 (en) | 2002-12-31 | 2005-07-26 | 3M Innovative Properties Company | Adhesive tape |
| US7556762B2 (en) | 2003-09-17 | 2009-07-07 | Nitto Denko Corporation | Method of inflation extrusion molding, extrusion molding apparatus therefor, and process for producing pressure-sensitive adhesive sheet |
| DE602004023125D1 (de) * | 2004-01-06 | 2009-10-22 | Dow Global Technologies Inc | Mehrlagige polymerfolien |
| JP2007197517A (ja) | 2006-01-24 | 2007-08-09 | Three M Innovative Properties Co | 接着性封止組成物、封止フィルム及び有機el素子 |
| EP2085446A1 (de) | 2008-01-22 | 2009-08-05 | tesa SE | Liner sowie die Verwendung desselben |
| EP2251373B1 (en) | 2008-03-07 | 2013-08-28 | Toray Industries, Inc. | Heat-insulating material |
| US8480836B2 (en) | 2009-02-06 | 2013-07-09 | Multi Technologies Industrial L.L.C. | Double-sided slip-resistant material and method of making same |
| US8563621B2 (en) | 2010-04-21 | 2013-10-22 | Polyfil Corporation | Blowing agents formed from nanoparticles of carbonates |
| US20120028524A1 (en) | 2010-08-02 | 2012-02-02 | 3M Innovative Properties Company | Duct tape with foam film backing layer |
| CA2748936C (en) | 2010-08-16 | 2016-10-11 | George M. Orlych | Self-adhered single-sided slip-resistant material |
| US8808848B2 (en) | 2010-09-10 | 2014-08-19 | W. L. Gore & Associates, Inc. | Porous article |
| JP5736139B2 (ja) | 2010-09-16 | 2015-06-17 | 日東電工株式会社 | 粘着テープ |
| CN102085736B (zh) | 2010-09-29 | 2013-05-29 | 宋旭 | 无机粉体高填充聚烯烃装饰纸及其制造方法 |
| US8604129B2 (en) * | 2010-12-30 | 2013-12-10 | Kimberly-Clark Worldwide, Inc. | Sheet materials containing S-B-S and S-I/B-S copolymers |
| JP5883582B2 (ja) | 2011-06-17 | 2016-03-15 | 日東電工株式会社 | 粘着シート |
| JP2013124279A (ja) | 2011-12-14 | 2013-06-24 | Nitto Denko Corp | 保護材 |
| KR102103397B1 (ko) | 2012-04-13 | 2020-04-22 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 감압 접착 폼 및 그로부터의 물품 |
| US8697789B2 (en) | 2012-06-05 | 2014-04-15 | 3M Innovative Properties Company | Adhesives comprising poly(isobutylene) polymers and unreacted alkyl amine |
| WO2014010055A1 (ja) | 2012-07-12 | 2014-01-16 | 独立行政法人産業技術総合研究所 | 上皮性卵巣癌鑑別マーカー |
| CN105073909B (zh) | 2012-12-20 | 2019-05-21 | 3M创新有限公司 | 包含具有紫外线吸收基团的低聚物的含氟聚合物组合物 |
| JP6074059B2 (ja) | 2012-12-20 | 2017-02-01 | スリーエム イノベイティブ プロパティズ カンパニー | 紫外線吸収基を含むコポリマー、及びそれを含むフルオロポリマー組成物 |
| MX2015016237A (es) * | 2013-06-12 | 2016-03-21 | Kimberly Clark Co | Material de poliolefina que tiene baja densidad. |
| US9187678B2 (en) | 2013-07-29 | 2015-11-17 | 3M Innovative Properties Company | Release films via solventless extrusion processes |
| CN106661364A (zh) | 2014-06-25 | 2017-05-10 | 3M创新有限公司 | 包含三嗪基团的共聚物以及包含它们的组合物 |
| EP3161078B1 (en) | 2014-06-25 | 2020-05-27 | 3M Innovative Properties Company | Extruded film comprising a fluoropolymer composition including at least one oligomer |
| CN106457793B (zh) | 2014-06-26 | 2019-05-17 | 陶氏环球技术有限责任公司 | 具有改进的韧性的吹塑膜 |
| EP2815879A3 (de) * | 2014-09-02 | 2015-04-29 | Mondi Consumer Packaging Technologies GmbH | Polyethylen-Coextrusionsfolie |
| EP3197790A4 (en) * | 2014-09-23 | 2018-03-28 | Dart Container Corporation | Insulated container and methods of making and assembling |
| KR20170125344A (ko) | 2015-02-27 | 2017-11-14 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 양면 코팅 테이프 |
| IT201600119949A1 (it) | 2016-11-28 | 2018-05-28 | Intereuropean Srl | Apparato e metodo per la produzione di pneumatici |
| EP3551456A1 (en) | 2016-12-09 | 2019-10-16 | 3M Innovative Properties Company | Polymeric multilayer film |
| JP7055973B2 (ja) | 2016-12-09 | 2022-04-19 | スリーエム イノベイティブ プロパティズ カンパニー | ポリマー多層フィルム |
| WO2018106557A1 (en) | 2016-12-09 | 2018-06-14 | 3M Innovative Properties Company | Polymeric multilayer film |
| JP2019536669A (ja) | 2016-12-09 | 2019-12-19 | スリーエム イノベイティブ プロパティズ カンパニー | ポリマー多層フィルム |
-
2017
- 2017-12-04 JP JP2019530663A patent/JP7282032B2/ja active Active
- 2017-12-04 US US16/463,916 patent/US10987894B2/en active Active
- 2017-12-04 WO PCT/US2017/064401 patent/WO2018106560A1/en unknown
- 2017-12-04 CN CN201780076133.9A patent/CN110049862B/zh active Active
- 2017-12-04 EP EP17825998.2A patent/EP3551449B1/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002225108A (ja) | 2001-02-05 | 2002-08-14 | Tamapori Kk | ポリオレフィン多層フィルムの製造方法 |
| JP2011229407A (ja) | 2010-04-23 | 2011-11-17 | C I Kasei Co Ltd | 農業用ポリオレフィン系樹脂フィルムおよびその製造方法 |
| JP2012218279A (ja) | 2011-04-07 | 2012-11-12 | Jsp Corp | 包装用発泡シート |
Also Published As
| Publication number | Publication date |
|---|---|
| US10987894B2 (en) | 2021-04-27 |
| CN110049862A (zh) | 2019-07-23 |
| EP3551449A1 (en) | 2019-10-16 |
| CN110049862B (zh) | 2021-09-28 |
| US20190375184A1 (en) | 2019-12-12 |
| WO2018106560A1 (en) | 2018-06-14 |
| EP3551449B1 (en) | 2021-05-26 |
| JP2019536668A (ja) | 2019-12-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7282032B2 (ja) | 多層フィルムを含む物品 | |
| US20190276714A1 (en) | Release materials | |
| US7799418B2 (en) | Transverse-direction, elastomeric, breathable film | |
| US20200384742A1 (en) | Polymeric multilayer film | |
| JP7129411B2 (ja) | ポリマー多層フィルム | |
| JP7228513B2 (ja) | ポリマー多層フィルム | |
| JP7055973B2 (ja) | ポリマー多層フィルム | |
| JP5934355B2 (ja) | ポリオレフィン系延伸フィルムの製造方法および該方法により製造されたポリオレフィン系延伸フィルム | |
| TW201601917A (zh) | 複數層薄膜及捲繞體 | |
| US20120208417A1 (en) | Netting With High Friction Surface And Method of Manufacture | |
| CN209336219U (zh) | 一种共挤双向拉伸的tpu物料离型纸 | |
| JP3902083B2 (ja) | 水性インキグラビア印刷層を有する積層ポリプロピレン系フィルム | |
| JP2001002160A (ja) | 環状物品梱包用シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201202 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201202 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211029 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220607 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20220613 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220906 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20221122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230315 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20230315 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20230323 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20230328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230418 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230516 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7282032 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |