KR20170125344A - 양면 코팅 테이프 - Google Patents
양면 코팅 테이프 Download PDFInfo
- Publication number
- KR20170125344A KR20170125344A KR1020177025757A KR20177025757A KR20170125344A KR 20170125344 A KR20170125344 A KR 20170125344A KR 1020177025757 A KR1020177025757 A KR 1020177025757A KR 20177025757 A KR20177025757 A KR 20177025757A KR 20170125344 A KR20170125344 A KR 20170125344A
- Authority
- KR
- South Korea
- Prior art keywords
- double
- sensitive adhesive
- coated tape
- layer
- pressure sensitive
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- C09J7/0296—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
-
- C09J7/0246—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C09J2201/128—
-
- C09J2201/162—
-
- C09J2201/606—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/318—Applications of adhesives in processes or use of adhesives in the form of films or foils for the production of liquid crystal displays
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/16—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the structure of the carrier layer
- C09J2301/162—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the structure of the carrier layer the carrier being a laminate constituted by plastic layers only
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2407/00—Presence of natural rubber
- C09J2407/006—Presence of natural rubber in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2409/00—Presence of diene rubber
- C09J2409/006—Presence of diene rubber in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2421/00—Presence of unspecified rubber
- C09J2421/006—Presence of unspecified rubber in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/006—Presence of polyolefin in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2425/00—Presence of styrenic polymer
- C09J2425/006—Presence of styrenic polymer in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2475/00—Presence of polyurethane
- C09J2475/006—Presence of polyurethane in the substrate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
- Y10T428/24967—Absolute thicknesses specified
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2843—Web or sheet containing structurally defined element or component and having an adhesive outermost layer including a primer layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2848—Three or more layers
Abstract
양면-코팅 테이프가 제공되며, 본 양면-코팅 테이프는 제1 감압 접착제 층; 제1 가소성 스킨 층; 탄성 베이스 층; 제2 가소성 스킨 층; 및 제2 감압 접착제 층을 이러한 순서대로 포함한다. 제공된 양면-코팅 접착 테이프는 고 접합 강도, 재작업성, 및 고 충격 및 쇼크 저항성의 조합을 제공할 수 있고, 다이 절단 공정을 사용하여 용이하게 전환될 수 있다.
Description
본 발명은 양면-코팅 테이프에 관한 것이다. 더 상세하게는, 본 발명은, 예를 들어 전자 디스플레이를 위한 렌즈 접합 응용에 유용한 양면-코팅 감압 접착 테이프에 관한 것이다.
우리의 디지털 시대에서는, 디지털 디바이스가 가정에서 그리고 직장에서 우리의 삶의 필수적인 부분이 되어 옴에 따라 전자 디스플레이가 도처에 존재하고 있다. 이러한 디스플레이는, 텔레비전, 컴퓨터 모니터, 셀룰러 핸드셋(예를 들어, "스마트 폰"), 랩톱, 태블릿 컴퓨터, 및 심지어 시계를 포함한 우리가 매일 사용하는 매우 다양한 제품에 나타나고 있다. 휴대용 전자 디바이스는 일반적으로 이러한 디스플레이를 사용하고, 소비자 전자기기 시장에서 급속한 성장 분야를 나타낸다. 많은 디스플레이는 또한, 사용자가 스타일러스 및/또는 하나 이상의 손가락을 사용하여 스크린을 터치함으로써 제스처를 통해 디바이스에 대한 입력을 제공할 수 있게 하는 피처 터치스크린(feature touchscreen)이다.
이러한 디바이스는 정교하고 또한 빈번하게 조작 및 터치되기 때문에, 제조자는 일반적으로 전자 디스플레이 위에 "렌즈"라 불리는 보호 커버 윈도우를 접합한다. 통상적으로, 이러한 렌즈는 내스크래치성을 제공하기 위해 유리 또는 결정질 광물과 같은 얇고 투명한 경질 재료로 구성된다. 렌즈는 또한 손가락 끝에 존재하는 오일을 반발시키기 위해 그의 노출된 주 표면 상에 하나 이상의 특수 코팅을 포함할 수 있다. 응용에 따라, 렌즈는 편평하거나 곡면형일 수 있다.
통상적으로, 제조자는 디스플레이의 주위 베젤(bezel)을 따라 배치된 프레임에 렌즈의 주변 에지를 부착함으로써 렌즈를 디스플레이에 접합한다. 유리하게도, 프레임에 대한 접합은, 렌즈의 대부분 또는 전부가 디스플레이 상에 직접 안치될 수 있게 함으로써, 디바이스 두께를 감소시키고 이미지 왜곡을 피하는 것을 도울 수 있다.
렌즈를 프레임에 효율적이면서도 견고한 방식으로 결합시키는 것은 사소한 문제가 아니다. 현재 산업상의 해결책은 폴리에틸렌 테레프탈레이트(PET)계 테이프, 아크릴계 또는 폴리올레핀계 발포 테이프, 액체 접착제, 및 기계적 고정구의 사용을 포함하지만, 어느 것도 기술적으로 이상적이지 않았다.
휴대용 전자 디바이스는 그의 본질상 가혹한 작동 환경에 처해진다. 특히, 모바일 핸드셋 및 태블릿 컴퓨터는 때때로 부딪치거나 떨어뜨리고 광범위한 온도 및 습도에 노출된다. 이러한 극한 상황 하에서 시험되는 경우, 기존의 해결책은 개선에 대한 실질적인 여지를 남긴다. 특히, 많은 종래의 접합 해결책은, 휴대용 전자 디바이스가 프레임으로부터의 렌즈의 탈거 없이 상당한 낙하 횟수를 견딜 수 있게 하는 높은 내충격성 및 밀어내는 힘(push-out force)을 제공하지 못한다.
이러한 문제는 테이프 배킹(backing)의 조성물을 개질함으로써 대처될 수 있지만, 개선된 내충격성을 야기하는 조성물은 구현하는 데 기술적으로 어려움이 있으며, 이는, 예를 들어 다이-절단(die-cutting) 또는 유사한 공정을 사용하여, 이러한 재료의 개별 부분들이 재료의 연속 웨브로부터 깨끗이 절단될 수 없었기 때문이라는 것을 알아내었다.
한 쌍의 가소성 스킨 층들 사이에 배치된 코어 층으로 구성된 캐리어 필름을 사용하는 양면-코팅 접착 테이프가 본 명세서에 기재된다. 이번에는, 캐리어 필름이 그의 서로 반대측인 주 표면들 양쪽 상에서 감압 접착제 층들에 라미네이팅된다. 생성된 다층 구성은, 접합된 조립체가 반복된 충격 또는 쇼크 시험에 적용되는 경우에도, 고도의 접합 강도를 제공하고, 추가로 테이프가 연속 제조 공정에서 용이하게 다이 절단될 수 있게 한다.
제1 태양에서, 양면-코팅 테이프가 제공된다. 양면-코팅 테이프는 제1 감압 접착제 층; 제1 가소성(plastic) 스킨 층; 탄성 베이스 층; 제2 가소성 스킨 층; 및 제2 감압 접착제 층을 이러한 순서대로 포함하며, 제1 감압 접착제 층 및 제2 감압 접착제 층은 양면-코팅 테이프의 양쪽 면 상의 최외층이다.
제2 태양에서, 상기 언급된 양면-코팅 테이프를 사용하는 디바이스 조립체가 제공되며, 본 디바이스 조립체는 렌즈; 및 렌즈에 접착식으로 결합되는(adhesively coupled) 양면-코팅 테이프를 포함한다.
제3 태양에서, 상기 언급된 양면-코팅 테이프의 제조 방법이 제공되며, 본 방법은 제1 및 제2 가소성 스킨 수지 및 탄성 베이스 수지를 블로운 필름 다이(blown film die)를 통해 동시에 압출하여 압출된 튜브를 형성하는 단계; 압출된 튜브를 슬릿팅(slitting)하여 제1 가소성 스킨 층, 탄성 베이스 층, 및 제2 가소성 필름 층을 포함하는 캐리어 필름을 제공하는 단계; 및 제1 및 제2 감압 접착제 층을 캐리어 필름의 서로 반대측인 주 표면들에 라미네이팅하여 양면-코팅 테이프를 제공하는 단계를 포함한다.
제4 태양에서, 상기 언급된 양면-코팅 테이프의 제조 방법이 제공되며, 본 방법은 제1 및 제2 가소성 스킨 수지 및 탄성 베이스 수지를 다이를 통해 공압출하여, 제1 가소성 스킨 층, 탄성 베이스 층, 및 제2 가소성 스킨 층을 포함하는 캐리어 필름을 형성하는 단계; 및 제1 및 제2 감압 접착제 층을 캐리어 필름의 서로 반대측인 주 표면들에 라미네이팅하여 양면-코팅 테이프를 제공하는 단계를 포함한다.
첨부 도면과 관련하여 본 발명의 다양한 실시 형태의 하기의 상세한 설명을 고찰함으로써 본 발명이 보다 완전히 이해될 수 있다.
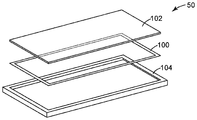
도 1은 일 예시적인 실시 형태에 따른 본 발명의 양면-코팅 테이프를 사용하여 접합된 렌즈 조립체의 분해 사시도이다.
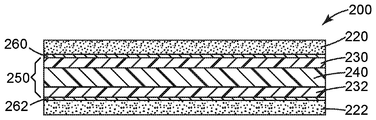
도 2는 도 1의 양면-코팅 테이프의 개략 단면도이다.
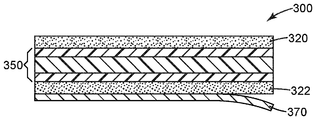
도 3은 다른 예시적인 실시 형태에 따른 양면-코팅 테이프의 개략 단면도이다.
도 4는 또 다른 예시적인 실시 형태에 따른 양면-코팅 테이프의 개략 단면도이다.
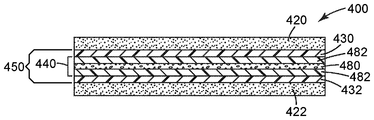
도 5는 또 다른 예시적인 실시 형태에 따른 양면-코팅 테이프의 개략 단면도이다.
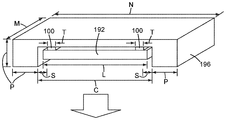
도 6은 양면-코팅 테이프의 충격 성능을 평가하기 위한 시험 구성을 도시한다.
일정한 축척으로 작성되지 않을 수 있는 전술된 도면이 본 발명의 다양한 실시 형태를 개시하지만, '발명을 실시하기 위한 구체적인 내용'에 언급된 바와 같이, 다른 실시 형태가 또한 고려된다. 모든 경우에, 이러한 개시 내용은 명백한 제한에 의해서가 아니라 예시적인 실시 형태의 표현으로서 현재 개시되는 발명을 기술한다. 본 발명의 범주 및 사상에 속하는 많은 다른 변형 및 실시 형태가 당업자에 의해 고안될 수 있음을 이해하여야 한다.
도 1은 일 예시적인 실시 형태에 따른 본 발명의 양면-코팅 테이프를 사용하여 접합된 렌즈 조립체의 분해 사시도이다.
도 2는 도 1의 양면-코팅 테이프의 개략 단면도이다.
도 3은 다른 예시적인 실시 형태에 따른 양면-코팅 테이프의 개략 단면도이다.
도 4는 또 다른 예시적인 실시 형태에 따른 양면-코팅 테이프의 개략 단면도이다.
도 5는 또 다른 예시적인 실시 형태에 따른 양면-코팅 테이프의 개략 단면도이다.
도 6은 양면-코팅 테이프의 충격 성능을 평가하기 위한 시험 구성을 도시한다.
일정한 축척으로 작성되지 않을 수 있는 전술된 도면이 본 발명의 다양한 실시 형태를 개시하지만, '발명을 실시하기 위한 구체적인 내용'에 언급된 바와 같이, 다른 실시 형태가 또한 고려된다. 모든 경우에, 이러한 개시 내용은 명백한 제한에 의해서가 아니라 예시적인 실시 형태의 표현으로서 현재 개시되는 발명을 기술한다. 본 발명의 범주 및 사상에 속하는 많은 다른 변형 및 실시 형태가 당업자에 의해 고안될 수 있음을 이해하여야 한다.
본 명세서에 사용되는 바와 같이, 종점에 의한 수치 범위의 언급은 그 범위 내에 포함되는 모든 수를 포함한다 (예를 들어, 1 내지 5는 1, 1.5, 2, 2.75, 3, 3.8, 4 및 5 등을 포함함).
달리 지시되지 않는 한, 본 명세서 및 실시 형태에 사용되는, 성분의 양, 특성의 측정치 등을 표현하는 모든 수는 모든 경우에 용어 "약"에 의해 수식되는 것으로 이해되어야 한다. 따라서, 반대로 지시되지 않는 한, 전술한 명세서 및 첨부된 실시 형태의 목록에 기재된 수치 파라미터는 본 명세서의 교시 내용을 이용하여 당업자가 얻고자 하는 원하는 특성에 따라 달라질 수 있다. 최소한으로, 그리고 청구된 실시 형태의 범주에 대한 균등론의 적용을 제한하려는 시도로서가 아니라, 각각의 수치 파라미터는 적어도 보고된 유효숫자의 개수의 관점에서 그리고 보통의 반올림 기법을 적용함으로써 해석되어야 한다.
하기에 정의된 용어들에 대해, 하기의 용어 해설에서 이용된 용어의 수정에 대한 구체적인 언급에 기초하여 청구범위 또는 명세서의 다른 어디에서든 상이한 정의가 제공되지 않는 한, 이러한 정의가 청구범위를 포함하여, 전체 명세서에 적용된다:
용어 설명
부정관사("a", "an") 및 정관사("the")는 하나 이상의 요소들을 설명한다는 것을 의미하기 위해 "적어도 하나"와 상호교환 가능하게 사용될 수 있다.
용어 "층"은 기재 상의 또는 그 위에 놓인 임의의 재료 또는 재료들의 조합을 지칭한다.
다양한 층의 위치를 기술하기 위한 "위에", "상에", "덮는", "맨 위에", "위에 놓인", 및 "아래에 놓인" 등과 같은 배향을 나타내는 단어는, 수평방향으로 배치된, 상향으로 향하는 기재에 대하여 소정 층의 상대 위치를 지칭한다. 기재, 층 또는 기재 및 층을 에워싸는 물품은 제조 동안 또는 제조 후에 공간에서 임의의 특정 배향을 가져야 하는 것으로 의도되지 않는다.
다른 한 층과 기재, 또는 2개의 다른 층에 대하여 소정 층의 위치를 기술하기 위한 용어 "~에 의해 분리된"은, 기술된 층이 다른 층(들) 및/또는 기재 사이에 있지만, 반드시 인접해 있지는 않음을 의미한다.
용어 "(공)중합체" 또는 "(공)중합체성"은 단일중합체 및 공중합체뿐만 아니라, (예를 들어 공압출에 의해) 또는, (예를 들어 에스테르 교환 반응을 비롯한) 반응에 의해 혼화성 블렌드로 형성될 수 있는 단일중합체 또는 공중합체를 포함한다. 용어 "공중합체"는 랜덤, 블록, 그래프트, 및 성상(star) 공중합체를 포함한다.
설명 및 예시의 방식으로, 양면-코팅 감압 접착 테이프의 다양한 실시 형태가 본 명세서에 제시되어 있다. 도 1은 일반적인 소비자 제품 - 휴대폰 - 에서의 양면-코팅 테이프의 사용을 예시한다. 이 도면에 도시된 바와 같이, 휴대폰은 예시적인 접합된 렌즈 조립체를 구현하며, 이 조립체는 본 명세서에서 도면 부호 50으로 지정되어 있다.
접합된 렌즈 조립체(50)는 렌즈(102), 양면-코팅 테이프(100), 및 기재(104)를 이러한 순서대로 포함한다. 렌즈(102)는 유리, 크리스털 또는 경질 플라스틱과 같은 재료의 얇고 투명한 층이며, 이는 테이프(100)에 의해, 아래에 놓인 기재(104)에 접착식으로 결합된다. 선택적으로 그리고 도시된 바와 같이, 테이프(100)는 인접한 층들의 주연부(또는 "프레임")만을 가로질러 연장되며, 그럼으로써 기재(104)에 의해 발생된 광이 테이프(100)로부터의 방해 없이 렌즈(102)에 통과될 수 있게 하는데, 이때 테이프는 투명할 수 있거나 투명하지 않을 수 있다.
렌즈(102) 및 기재(104)는 일반적으로 표현되어 있지만, 어느 하나 또는 둘 모두는 그 자체가 다층이거나 아니면 상당히 복잡할 수 있다.
도 2는 접합된 렌즈 조립체(50)의 양면-코팅 테이프(100)를 별개로 도시한다. 양면-코팅 테이프(100)는 캐리어 필름(150)의 제1 주 표면(110) 상에 배치된 제1 감압 접착제 층(120), 및 캐리어 필름(150)의 (제1 주 표면(110)의 반대측인) 제2 주 표면(112) 상에 배치된 제2 감압 접착제 층(122)을 포함한다. 캐리어 필름(150)은 다층이고, 탄성 베이스 층(140)의 제1 주 표면(141) 상에 배치된 제1 가소성 스킨 층(130), 및 탄성 베이스 층(140)의 (제1 주 표면(141)의 반대측인) 제2 주 표면(142) 상에 배치된 제2 가소성 스킨 층(132)을 포함한다.
따라서, 양면-코팅 테이프(100)는 제1 감압 접착제 층(120), 제1 가소성 스킨 층(130), 탄성 베이스 층(140), 제2 가소성 스킨 층(132), 및 제2 감압 접착제 층(122)을 이러한 순서대로 포함한다.
본 발명의 감압 접착제 층들(120, 122)은 특별히 제한되지 않고, 임의의 공지된 감압 접착제로 구성될 수 있다. 감압 접착제는, 건조(무용매) 형태에서 실온에서 강력하고 영구적으로 점착성인, 별개의 카테고리의 접착제 및 별개의 카테고리의 열가소성 물질이다. 감압 접착제는 손가락 또는 손의 압력을 초과하는 압력을 필요로 하지 않으면서 단지 접촉하는 것만으로 다양한 상이한 표면에 단단히 접착한다. 감압 접착제는 물, 용매, 또는 열에 의한 활성화가 필요 없이 종이, 셀로판, 유리, 목재, 및 금속과 같은 재료에 대해 강력한 접착 보유력을 발휘한다. 감압 접착제는 본래 충분한 응집성 및 탄성이 있어서, 강력한 점착성에도 불구하고, 손가락을 사용하여 취급할 수 있으며, 잔류물을 남기지 않고 매끄러운 표면으로부터 제거할 수 있다. 감압 접착제는 "달퀴스트 기준(Dahlquist criteria)"을 사용하여 정량적으로 설명될 수 있는데, 달퀴스트 기준은 이러한 재료의 탄성 모듈러스가 실온에서 106 dyn/㎠ 미만을 유지한다는 것이다(예를 들어, 문헌[Pocius, A. V., Adhesion & Adhesives: An Introduction, Hanser Publishers, New York, N.Y., First Edition, 1997] 참조).
본 개시된 감압 접착제 층들(120, 122)에 유용한 예시적인 감압 접착제에는 아크릴 감압 접착제, 고무 감압 접착제, 고무-수지 감압 접착제, 비닐 알킬 에테르 감압 접착제, 실리콘 감압 접착제, 폴리에스테르 감압 접착제, 폴리아미드 감압 접착제, 우레탄 감압 접착제, 플루오르화 감압 접착제, 에폭시 감압 접착제, 블록 공중합체-기반 감압 접착제 및 다른 공지된 감압 접착제가 포함되지만 이로 한정되지 않는다. 바람직한 실시 형태에서, 아크릴 감압 접착제가 사용된다. 상이한 감압 접착제들 각각은 단독으로 또는 조합하여 사용될 수 있다. 사용되는 특정 감압 접착제는 결정적이지 않으며, 예에는 에멀젼 감압 접착제, 용매계 감압 접착제, 광중합성 감압 접착제 및 고온 용융 감압 접착제(즉, 고온 용융 압출된 감압 접착제)가 포함될 수 있다.
아크릴 감압 접착제는, 베이스 중합체(또는 베이스 수지)로서 아크릴 중합체를 함유하는 감압 접착제를 포함한다. 그다지 제한되지는 않지만, 아크릴 중합체는 본질적인 단량체 성분(주 단량체 성분)으로서 하나 이상의 알킬 (메트)아크릴레이트와, 필요한 경우, 알킬 (메트)아크릴레이트와 공중합가능한 하나 이상의 단량체가 중합(또는 공중합)을 거침으로써 제조될 수 있다. 예시적인 공중합성 단량체는 극성 기-함유 단량체 및 다작용성 단량체를 포함한다. 중합은, 제한 없이, 당업계에 공지된 임의의 기술, 예컨대 자외선 중합, 용액 중합, 또는 에멀젼 중합에 따라 제한 없이 수행될 수 있다.
본 발명에서의 아크릴 중합체의 주 단량체 성분으로서 사용하기 위한 알킬 (메트)아크릴레이트는, 각각이 선형 또는 분지쇄 알킬 기를 갖는 알킬 (메트)아크릴레이트이며, 예에는 알킬 부분이 1 내지 20개의 탄소 원자를 갖는 알킬 (메트)아크릴레이트, 예컨대 메틸 (메트)아크릴레이트, 에틸 (메트)아크릴레이트, 프로필 (메트)아크릴레이트, 아이소프로필 (메트)아크릴레이트, 부틸 (메트)아크릴레이트, 아이소부틸 (메트)아크릴레이트, s-부틸 (메트)아크릴레이트, t-부틸 (메트)아크릴레이트, 펜틸 (메트)아크릴레이트, 아이소펜틸 (메트)아크릴레이트, 헥실 (메트)아크릴레이트, 헵틸 (메트)아크릴레이트, 옥틸 (메트) 아크릴레이트, 2-에틸헥실 (메트) 아크릴레이트, 아이소옥틸 (메트)아크릴레이트, 노닐 (메트)아크릴레이트, 아이소노닐 (메트)아크릴레이트, 데실 (메트)아크릴레이트, 아이소데실 (메트)아크릴레이트, 운데실 (메트)아크릴레이트, 도데실 (메트) 아크릴레이트, 트라이데실 (메트) 아크릴레이트, 테트라데실 (메트) 아크릴레이트, 펜타데실 (메트) 아크릴레이트, 헥사데실 (메트)아크릴레이트, 헵타데실 (메트) 아크릴레이트, 옥타데실 (메트)아크릴레이트, 노나데실 (메트)아크릴레이트, 및 에이코실 (메트)아크릴레이트가 포함된다. 이들 중, 알킬 부분이 2 내지 14개의 탄소 원자를 갖는 알킬 (메트)아크릴레이트가 바람직하며, 알킬 부분이 2 내지 10개의 탄소 원자를 갖는 알킬 (메트)아크릴레이트가 더 바람직하다.
아크릴 중합체의 주 단량체 성분으로서, 알킬 (메트)아크릴레이트의 양은, 아크릴 중합체를 구성하는 단량체 성분들의 총량을 기준으로, 일부 실시 형태에서는 60 중량% 이상, 그리고 다른 실시 형태에서는 80 중량% 이상이다. 아크릴 중합체는, 단량체 성분으로서, 극성 기-함유 단량체 및 다작용성 단량체와 같은 하나 이상의 공중합성 단량체를 추가로 함유할 수 있다. 일부 실시 형태에서, 단량체 성분으로서 공중합성 단량체의 존재는, 감압 접착제가 피착물에 대한 개선된 접착 강도 및/또는 더 높은 응집 강도를 갖도록 할 수 있다. 상이한 공중합성 단량체들 각각은 단독으로 또는 다른 단량체와 조합하여 사용될 수 있다.
예시적인 극성 기-함유 단량체에는 카르복실-함유 단량체, 예컨대 (메트)아크릴산, 이타콘산, 말레산, 푸마르산, 크로톤산, 및 아이소크로톤산, 이와 함께 이들의 무수물, 예컨대 말레산 무수물; 하이드록실-함유 단량체, 예를 들어 하이드록시알킬 (메트)아크릴레이트, 예컨대 하이드록시에틸 (메트)아크릴레이트, 하이드록시프로필 (메트) 아크릴레이트, 및 하이드록시부틸 (메트)아크릴레이트; 아미도-함유 단량체, 예컨대 아크릴아미드, 메타크릴아미드, N,N-다이메틸(메트)아크릴아미드, N-메틸올(메트)아크릴아미드, N-메톡시메틸(메트)아크릴아미드, 및 N-부톡시메틸(메트)아크릴아미드; 아미노-함유 단량체, 예컨대 아미노에틸 (메트)아크릴레이트, 다이메틸아미노에틸 (메트)아크릴레이트, 및 t-부틸아미노에틸 (메트) 아크릴레이트; 글리시딜-함유 단량체, 예컨대 글리시딜 (메트)아크릴레이트 및 메틸글리시딜 (메트)아크릴레이트; 시아노-함유 단량체, 예컨대 아크릴로니트릴 및 메타크릴로니트릴; 헤테로사이클-함유 비닐 단량체, 예컨대 N-비닐-2-피롤리돈, (메트)아크릴로일모르폴린, N-비닐피리딘, N-비닐피페리돈, N-비닐피리미딘, N-비닐피페라진, N-비닐피롤, N-비닐이미다졸, N-비닐옥사졸, 및 N-비닐카프로락탐; 알콕시알킬 (메트)아크릴레이트 단량체, 예컨대 메톡시에틸 (메트)아크릴레이트 및 에톡시에틸 (메트)아크릴레이트; 설포-함유 단량체, 예컨대 소듐 비닐설포네이트; 포스페이트-함유 단량체, 예컨대 2-하이드록시에틸아크릴로일 포스페이트; 이미도-함유 단량체, 예컨대 사이클로헥실말레이미드 및 아이소프로필말레이미드; 및 아이소시아네이트-함유 단량체, 예컨대 2-메타크릴로일옥시에틸 아이소시아네이트가 포함된다. 이들 중, 극성 기-함유 단량체, 아크릴산 및 다른 카르복실-함유 단량체, 및 이들의 무수물이 바람직하다. 존재하는 극성 기-함유 단량체의 양은 전형적으로 아크릴 중합체 중의 단량체 성분들의 총량을 기준으로 30 중량% 이하(예를 들어, 0.1 내지 30 중량%), 그리고 바람직하게는 0.1 내지 15 중량%이다. 극성 기-함유 단량체가 30 중량% 초과의 양으로 사용된다면, 이는 아크릴 감압 접착제가 과도하게 높은 응집 강도를 갖게 하여 불충분한 점착성을 나타내게 할 수 있다. 대조적으로, 극성 기-함유 단량체가 과도하게 소량으로(즉, 아크릴 중합체 중의 단량체 성분들의 총량을 기준으로 1 중량% 미만으로) 사용된다면, 이는 아크릴 감압 접착제가 충분한 응집 강도 및/또는 충분히 높은 전단력을 만족스럽게 갖게 하지 못할 수 있다.
다작용성 단량체의 예에는 헥산다이올 다이(메트)아크릴레이트, 부탄다이올 다이(메트)아크릴레이트, (폴리)에틸렌 글리콜 다이(메트)아크릴레이트, (폴리)프로필렌 글리콜 다이(메트)아크릴레이트, 네오펜틸 글리콜 다이(메트)아크릴레이트, 펜타에리트리톨 다이(메트)아크릴레이트, 펜타에리트리톨 트라이(메트)아크릴레이트, 다이펜타에리트리톨 헥사(메트)아크릴레이트, 트라이메틸올프로판 트라이(메트)아크릴레이트, 테트라메틸올메탄 트라이(메트)아크릴레이트, 알릴 (메트)아크릴레이트, 비닐 (메트)아크릴레이트, 다이비닐벤젠, 에폭시 아크릴레이트, 폴리에스테르 아크릴레이트, 및 우레탄 아크릴레이트가 포함된다. 다작용성 단량체의 양은 전형적으로 아크릴 중합체 중의 단량체 성분들의 총량을 기준으로 2 중량% 이하(예를 들어, 0.01 내지 2 중량%), 그리고 바람직하게는 0.02 내지 1 중량%이다. 다작용성 단량체가, 아크릴 중합체 중의 단량체 성분들의 총량의 2 중량% 초과의 양으로 사용된다면, 이는 아크릴 감압 접착제가 과도하게 높은 응집 강도를 갖게 하여 그 결과 불충분한 점착성을 가져오게 할 수 있다. 다작용성 단량체가 과도하게 소량으로(즉, 아크릴 중합체를 구성하는 단량체 성분들의 총량의 0.01 중량% 미만으로) 사용된다면, 이는 아크릴 감압 접착제가 충분한 응집 강도를 갖게 하지 못할 수 있다.
극성 기-함유 단량체 및 다작용성 단량체에 더하여, 본 발명에 유용한 예시적인 공중합성 단량체에는 비닐 에스테르, 예컨대 비닐 아세테이트 및 비닐 프로피오네이트; 방향족 비닐 화합물, 예컨대 스티렌 및 비닐톨루엔; 올레핀 또는 다이엔, 예컨대 에틸렌, 부타디엔, 아이소프렌, 및 아이소부틸렌; 비닐 에테르, 예컨대 비닐 알킬 에테르; 및 비닐 클로라이드가 포함된다. 예시적인 공중합성 단량체에는, 각각이 지환족 탄화수소 기를 갖는 (메트)아크릴레이트, 예컨대 사이클로펜틸 (메트)아크릴레이트, 사이클로헥실 (메트)아크릴레이트, 및 아이소보르닐 (메트)아크릴레이트를 추가로 포함한다.
감압 접착제 층들(120, 122)은 하나 이상의 적합한 첨가제를 함유할 수 있다. 본 발명에 유용한 예시적인 첨가제에는 실란, 점착부여제(tackifier)(예를 들어, 로진 에스테르, 테르펜, 페놀, 및 지방족 합성 탄화수소 수지, 방향족 합성 탄화수소 수지, 또는 지방족 합성 탄화수소 수지와 방향족 합성 탄화수소 수지의 혼합물), 가교결합제(예를 들어, 폴리아이소시아네이트 화합물, 실리콘 화합물, 에폭시 화합물, 및 알킬-에테르화 멜라민 화합물), 계면활성제, 가소제(물리적 발포제 이외의 것), 핵화제(예를 들어, 활석, 실리카, 또는 TiO2), 충전제(예를 들어, 유리 또는 중합체성 저밀도 미소구체), 섬유, 노화 억제제, 산화방지제, 자외선-흡수제, 정전기 방지제, 윤활제, 안료, 염료, 보강제, 소수성 또는 친수성 실리카, 탄산칼슘, 강인화제(toughening agent), 난연제, 미세하게 그라인딩된 중합체성 입자(예를 들어, 폴리에스테르, 나일론, 또는 폴리프로필렌), 안정제(예를 들어, UV 안정제), 착색제(예를 들어, 염료 및 안료, 예컨대 카본 블랙), 및 이들의 조합이 포함된다.
저밀도 미소구체의 포함은 감압 접착제 내에 공극(void)을 효과적으로 생성한다. 유리하게도, 이는 발포된 구조를 가져오며, 이러한 발포된 구조는 향상된 쇼크/내충격성을 갖는 양면-코팅 테이프(100)를 생성하였다. 예시적인 실시 형태에서, 제1 및 제2 감압 접착제 층(120, 122) 중 하나 또는 둘 모두는 관련 감압 접착제 층(120, 122)의 전체 조성에 대해 적어도 0.1 중량%, 적어도 0.3 중량%, 적어도 0.5 중량%, 적어도 0.7 중량%, 또는 적어도 1 중량%의 양으로 존재하는 저밀도 미소구체를 함유한다. 예시적인 실시 형태에서, 제1 및 제2 감압 접착제 층(120, 122) 중 하나 또는 둘 모두는 관련 감압 접착제 층(120, 122)의 전체 조성에 대해 최대 5 중량%, 적어도 4 중량%, 적어도 3 중량%, 또는 적어도 2 중량%의 양으로 존재하는 저밀도 미소구체를 함유한다.
바람직한 실시 형태에서, 감압 접착제는 고 유리 전이 온도 올리고머("HTGO")를 함유하는 아크릴 감압 접착제이다. 유리하게도, HTGO의 첨가는 마이크로-도메인 상 형태(micro-domain phase morphology)를 제공할 수 있는데, 마이크로-도메인 상 형태는 저 표면 에너지 표면에 대한 접착력 및 고온에서의 크리프 저항성을 향상시킨다. HTGO와 관련된 추가의 선택사항 및 이점은, 예를 들어 미국 특허 출원 공개 제2015/0044457호(첸(Chen) 등)에 기재되어 있다.
감압 접착제는, 접착제의 전단 강도를 증가시키기 위해, 선택적으로 가교결합제, 또는 가교결합제들의 조합을 함유한다. 유용한 가교결합제는 치환된 트라이아진, 예컨대 미국 특허 제5,602,221호(베네트(Bennett) 등)에 개시된 것들을 포함한다.
감압 접착제 층들(120, 122)에 사용되는 조성물은 공지된 기술에 기초하여 베이스 중합체, 임의의 첨가제, 및 임의의 다른 성분을 혼합함으로써 제조될 수 있다.
그다지 제한되지는 않지만, 감압 접착제 층들(120, 122)은, 예를 들어 감압 접착제 조성물을, 층을 형성하기에 적합한 지지체(캐리어), 예컨대 이형 라이너 또는 베이스 재료에 적용함으로써 형성될 수 있다. 필요한 경우, 가열 및/또는 건조와 같은 추가 공정이 수행될 수 있다.
선택적으로, 감압 접착제 층들(120, 122) 중 하나 또는 둘 모두는 2개 이상의 감압 접착제 하위층들로 구성된다. 감압 접착제 층의 총 두께(캐리어 필름(150)의 한쪽 면 또는 양쪽 면 상에 또는 위에 배열된 하위층들의 총 두께)는 적어도 5 마이크로미터, 적어도 10 마이크로미터, 적어도 20 마이크로미터, 또는 적어도 25 마이크로미터일 수 있다. 일부 실시 형태에서, 감압 접착제 층의 총 두께는 최대 200 마이크로미터, 최대 170 마이크로미터, 최대 150 마이크로미터, 또는 최대 100 마이크로미터이다.
감압 접착제 층들(120, 122) 중 하나 또는 둘 모두가 다층 하위층을 포함하는 경우, 개별 하위층의 두께는 적어도 5 마이크로미터, 적어도 10 마이크로미터, 적어도 15 마이크로미터, 또는 적어도 20 마이크로미터일 수 있다. 일부 실시 형태에서, 개별 층 구성요소의 두께는 최대 100 마이크로미터, 최대 85 마이크로미터, 최대 75 마이크로미터, 또는 최대 65 마이크로미터이다.
가소성 스킨 층들(130, 132)에 적합한 재료에는, 예를 들어 폴리올레핀, 예컨대 고밀도 폴리에틸렌(HDPE), 저밀도 폴리에틸렌(LDPE), 선형 저밀도 폴리에틸렌(LLDPE), 초 선형 저밀도 폴리에틸렌(U-LLDPE) 및 폴리프로필렌(PP); 폴리비닐 중합체, 예컨대 폴리비닐 클로라이드(PVC)와 폴리비닐 아세테이트(PVA); 폴리올레핀계 공중합체, 예컨대 에틸렌-메타크릴산 공중합체(EEMA) 및 에틸렌-비닐 아세테이트 공중합체(EVA); 블록 공중합체, 예컨대 아크릴 블록 공중합체 및 스티렌-아이소프렌-비닐 아세테이트 공중합체; 폴리아미드-개질된 폴리에테르, 및 열가소성 탄성중합체(TPE)가 포함된다.
상기 재료는 상기 언급된 중합체들 중 하나 또는 이들의 둘 이상의 조합으로 구성될 수 있다. 예를 들어, 가소성 스킨 층들(130, 132) 중 하나 또는 둘 모두는 2개 이상의 중합체 필름을 라미네이팅 및 일체화함으로써 얻어진 복합 필름일 수 있다. 대안적으로, 가소성 스킨 층들(130, 132) 중 하나 또는 둘 모두는 상기 언급된 중합체의 둘 이상의 블렌드 또는 공중합체일 수 있다.
제1 및 제2 가소성 스킨 층들(130, 132)에 바람직한 재료는, 반결정성이고 용융 온도가 적어도 70℃, 적어도 75℃, 적어도 80℃, 또는 적어도 85℃인 열가소성 수지이다. 바람직한 반결정성 열가소성 수지는 용융 온도가 최대 130℃, 최대 125℃, 최대 120℃, 또는 최대 112℃이다.
일부 실시 형태에서, 제1 및 제2 가소성 스킨 층들(130, 132) 중 하나 또는 둘 모두는 평균 두께가 적어도 10 마이크로미터, 적어도 15 마이크로미터, 또는 적어도 20 마이크로미터이다. 일부 실시 형태에서, 제1 및 제2 가소성 스킨 층들(130, 132) 중 하나 또는 둘 모두는 평균 두께가 최대 50 마이크로미터, 적어도 40 마이크로미터, 또는 적어도 30 마이크로미터이다.
양면-코팅 테이프(100)에서 중심에 위치된 탄성 베이스 층(140)은 바람직하게는 고도로 내충격성이다. 전형적으로, 탄성 베이스 층(140)은 제1 또는 제2 가소성 스킨 층들(130, 132) 중 어느 하나보다 상당히 덜 강성이다.
탄성 베이스 층(140)에 적합한 재료에는, 예를 들어 천연 고무, 열가소성 고무, 열가소성 폴리올레핀, 에틸렌 프로필렌 다이엔 단량체, 폴리아이소부틸렌, 열가소성 폴리우레탄, 및 열가소성 고무 및 접착제-형성 수지의 고무-수지 유형 블렌드가 포함된다. 일부 실시 형태에서, 고무 성분은 비가황되고, 필름에 고무 탄성 및 응집 강도를 부여한다. 열가소성 고무의 예에는 올레핀계 블록 공중합체, 스티렌-부타디엔 블록 공중합체 및 스티렌-아이소프렌 블록 공중합체가 포함된다. 접착제-형성 수지의 예에는 에스테르 또는 유리산(free acid)으로 존재하는 천연 및 합성 수지, 예컨대 로진 유도체, 테르펜 수지, 테르펜-페놀 수지, 및 합성 석유 수지가 포함된다. 필요하다면, 수지는 수소화되거나, 불균등화되거나, 이량체화될 수 있다.
일부 실시 형태에서, 탄성 베이스 층(140)은 평균 두께가 적어도 20 마이크로미터, 적어도 30 마이크로미터, 적어도 40 마이크로미터, 또는 적어도 50 마이크로미터이다. 일부 실시 형태에서, 탄성 베이스 층(140)은 평균 두께가 최대 130 마이크로미터, 적어도 120 마이크로미터, 적어도 110 마이크로미터, 또는 적어도 100 마이크로미터이다.
제1 및 제2 가소성 층들(130, 132)과 탄성 베이스 층(140)의 상대 두께는 양면-코팅 테이프(100)의 전체 충격/쇼크 저항성뿐만 아니라 다이-절단 작업에서 양면-코팅 테이프를 전환시키는 능력에도 상당한 영향을 미칠 수 있다. 바람직한 실시 형태에서, 제1 및 제2 가소성 스킨 층들(130, 132) 각각은 평균 두께가 탄성 베이스 층(140)의 평균 두께의 적어도 10%, 적어도 15%, 적어도 20%, 또는 적어도 25%이다. 바람직한 실시 형태에서, 제1 및 제2 가소성 스킨 층들(130, 132) 각각은 평균 두께가 탄성 베이스 층(140)의 평균 두께의 최대 50%, 최대 45%, 최대 40%, 또는 최대 35%이다.
제1 또는 제2 가소성 스킨 층(130, 132) 및 탄성 베이스 층(140) 중 적어도 일부는 테이프(100)의 기능적 또는 장식적 측면을 향상시키기 위해 당업자에게 공지된 하나 이상의 접착제를 추가로 포함할 수 있다. 그러한 첨가제는, 예를 들어 충전제, 산화방지제, 자외선 안정제, 가공 보조제, 및 착색제를 포함할 수 있다.
테이프(100)가 전자 디스플레이 또는 터치스크린 응용에 사용되는 경우, 유리하게는, 디스플레이 또는 터치스크린의 주변 에지를 따른 테이프(100)를 통한 광 누설을 효율적으로 방지하기 위해, 카본 블랙(CB) 충전제가 제1 및 제2 가소성 스킨 층들(130, 132) 중 하나 또는 둘 모두 내로 혼입될 수 있다.
유리하게는, 테이프(100)는 매우 얇고 편평한 기하학적 형태에 의해 높은 접착 성능을 제공할 수 있다. 예시적인 실시 형태에서, 테이프(100)는 전체 두께가 적어도 50 마이크로미터, 적어도 75 마이크로미터, 적어도 100 마이크로미터, 적어도 125 마이크로미터, 또는 적어도 150 마이크로미터이다. 동일하거나 대안적인 실시 형태에서, 테이프(100)는 전체 두께가 최대 400 마이크로미터, 최대 375 마이크로미터, 최대 350 마이크로미터, 최대 325 마이크로미터, 또는 최대 300 마이크로미터이다.
테이프(100)의 쇼크/충격 성능은 인장 낙하 시험을 사용하여 특성화될 수 있는데, 이의 상세한 설명은, 도 6 및 도 7에 도시된 시험 구성을 사용하여, (하기의) 실시예 섹션에 기재되어 있다. 바람직한 실시 형태에서, 양면-코팅 테이프(100)는 40 cm 인장 낙하 시험에 따라 적어도 15회 낙하, 적어도 18회 낙하, 또는 적어도 20회 낙하를 견딘다.
테이프(100)의 접착 강도는 밀어내기 시험(Push-out Test)에 의해 특성화될 수 있는데, 이 또한 실시예 섹션에 상세히 기재되어 있다. 양면-코팅 테이프(200)의 바람직한 실시 형태는 밀어내기 시험에 따라 적어도 80 뉴턴, 적어도 85 뉴턴, 또는 적어도 90 뉴턴의 밀어내는 힘을 야기한다.
바람직한 실시 형태에서, 양면-코팅 테이프(100)는 재작업가능한데, 이는 테이프(100)가 접합 후에도 렌즈 또는 기재로부터 깨끗이 제거될 수 있음을 의미한다. 유리하게는, 캐리어 필름(150) 내로 탄성 베이스 층(140)을 포함시키는 것은 테이프(100)가 소정의 상황 하에서 그것이 접합된 표면으로부터 깨끗이 탈거될 수 있게 한다. 예를 들어, 이는 접합된 표면에 온화한 열을 적용하고 (표면에 대해 평행한) 측방향으로 테이프(100)를 신장하여 접착제를 탈층시킴으로써 달성될 수 있다.
테이프(100)의 접착 성능은 그의 구성 층들 사이의 접착의 질에 의해 제한될 수 있다. 테이프(100)의 하나 이상의 계면 표면을 화학적으로 개질시킴으로써 중간층 접착이 개선될 수 있다. 예를 들어, 캐리어 필름(250)의 외향-대면 표면은 감압 접착제 층들(220, 222)에 대한 접착을 촉진시키도록 표면 기능화될 수 있다. 선택적으로, 표면 기능화는 플라즈마 처리, 공기 코로나 처리, 질소 코로나 처리, 플라즈마 처리, 전자 빔 조사, 또는 자외선 방사를 사용하여 달성될 수 있다.
화학적 개질에 대한 대안이 도 3에 도시된 개질된 양면-코팅 테이프(200)에 나타나 있다. 양면-코팅 테이프(100)와 마찬가지로, 테이프(200)는 한 쌍의 감압 접착제 층들(220, 222) 사이에 배치된 캐리어 필름(250)을 포함하는 다층 구조를 가지며, 캐리어 필름(250)은 탄성 베이스 층(240) 및 탄성 베이스 층(240)의 서로 반대측인 주 표면들 상에 배치된 한 쌍의 가소성 스킨 층들(230, 232)을 포함한다. 테이프(100)와 마찬가지로, 테이프(200)는 캐리어 필름(250)과 각각의 제1 및 제2 감압 접착제 층(220, 222) 사이의 계면에 배치된 제1 및 제2 프라이머 코팅(260, 262)을 포함한다.
프라이머 코팅들(260, 262)은 가소성 스킨 층들(230, 232) 및 감압 접착제 층들(220, 222) 둘 모두와 화학적으로 유사한 조성을 가짐으로써 중간층 접착을 향상시킨다. 그러한 상용성은, 예를 들어 계면에서 층들 사이의 중합체 상호침투 및 사슬 얽힘의 존재에 의해 확인될 수 있다. 대안적으로, 프라이머 코팅들(260, 262)은 중간층 접착을 촉진시키기 위해 가소성 스킨 층들(230, 232) 및/또는 감압 접착제 층들(220, 222) 상의 화학적 모이어티(moiety)와 공유 결합할 수 있는 화학적 모이어티를 포함할 수 있다.
추가의 선택사항으로서, 적합한 프라이머 조성물은 캐나다 특허 제2,002,449호(스트로벨(Strobel) 등)에 기재된 바와 같이, 유효량의 이작용성 실란과 조합하여 사용된 무기 산화물 입자의 연속적인 겔화된 네트워크로부터 유래될 수 있는데, 이때 이작용성 실란은 겔화된 네트워크 내에 또는 상에 위치된다.
도 4는 양면-코팅 테이프(300)의 다른 실시 형태를 도시한다. 테이프(300)는, 테이프(300)가 사용 전의 취급 및 저장을 용이하게 하기 위해 제2 감압 접착제 층(322)의 노출된 주 표면에 이형가능하게 접착된 이형 라이너(370)를 추가로 포함한다는 것을 제외하고는, 테이프(100)의 것과 본질적으로 동일한 캐리어 층(350) 및 감압 접착제 층들(320, 322)을 갖는 층상 구조를 갖는다. 선택적으로, 제2 이형 라이너가 제1 감압 접착제 층(320) 상에 배치될 수 있다. 추가의 선택사항으로서, 테이프(300)가 연속 공정으로 제조되고 롤로 권취된다면, 이형 라이너(370)는 제1 감압 접착제 및 제2 감압 접착제 층(320, 322) 둘 모두를 유리하게 보호할 수 있다.
도 5는 양면-코팅 테이프(400)의 또 다른 실시 형태를 도시하는데, 이는 이전의 실시 형태와 유사하게, 캐리어 필름(450)의 서로 반대측인 면들 상에 대칭적으로 배치된 한 쌍의 감압 접착제 층들(320, 322)을 포함한다. 캐리어 필름(450)은 탄성 베이스 층(440)의 서로 반대측인 면들 상에 대칭적으로 배치된 한 쌍의 가소성 스킨 층들(430, 432)을 포함하지만, 탄성 베이스 층(440)은 하기에 기재된 바와 같이 구별되는 층상 구조를 갖는다.
다시 도 5를 참조하면, 탄성 베이스 층(440)은 발포되지 않은 제1 및 제2 탄성 필름(482, 482) 내에 매설된 발포 코어(480)를 포함한다. 여기서, 제1 및 제2 탄성 필름(482, 482)은 동일한 탄성중합체를 함유하지만, 이들 필름은 대안적으로 상이한 탄성중합체를 함유할 수 있다. 선택적으로, 탄성 필름(482)들은 발포 코어(480)와 본질적으로 동일한 탄성중합체 수지 성분을 갖는데, 단지 차이라면, 발포 코어(480) 중에 발포제(예컨대, 블로잉제(blowing agent) 또는 다량의 팽창가능한 미소구체)가 존재한다는 것이다. 예시적인 실시 형태에서, 발포 코어(480)는 팽창가능한 미소구체를 탄성중합체 수지 내로 블렌딩함으로써 얻어진 폐쇄-셀 폼(closed-cell foam)이다.
일부 실시 형태에서, 발포제는 발포 코어(480)의 전체 중량에 대해 적어도 0.2 중량%의 양으로 존재한다. 일부 실시 형태에서, 발포제는 발포 코어(480)의 전체 중량에 대해 최대 5%의 양으로 존재한다.
유리하게는, 발포 코어(480)의 존재는 양면-코팅 테이프(400)의 전체 쇼크 또는 내충격성을 향상시킬 수 있다. 바람직하게는, 발포 코어(480)는 탄성 베이스 층(440)의 평균 두께의 적어도 1%, 적어도 5%, 적어도 10%, 또는 적어도 20%를 차지한다. 바람직하게는, 발포 코어(480)는 탄성 베이스 층(440)의 평균 두께의 최대 100%, 최대 75%, 최대 50%, 최대 30%, 또는 최대 20%를 차지한다.
양면-코팅 테이프(200, 300, 400)의 추가의 태양은 양면-코팅 테이프(100)에 대하여 이미 기재된 것들과 본질적으로 유사하고, 반복하지 않을 것이다.
본 명세서에 개시된 양면-코팅 감압 접착 테이프는 당업자에게 공지된 다양한 제조 방법을 사용하여 제조될 수 있다. 예를 들어, 테이프(100)에 대하여, 그의 구성 층들 각각은 연속 압출 공정을 통해 형성되고, 함께 라미네이팅될 수 있다. 가소성 스킨 성분 및 탄성 베이스 성분의 성질에 따라, 2개 이상의 층이 동일한 다이를 통해 공압출될 수 있다. 양면-코팅 테이프의 캐리어 필름이 본 명세서에 기재된 바와 같이 대칭 층 구성을 갖는 경우, 그의 제조는 블로운 필름 압출 공정을 사용하여 용이해질 수 있으며, 이는 층 폭 및 층 두께에 대하여 더 큰 제어를 제공할 수 있다.
예시적인 블로운 필름 공정에서는, 가소성 스킨 중합체와 탄성 베이스 중합체가 블로운 필름 다이 내에 배치된 동심원 환상 오리피스들을 통해 동시에 압출된다. 롤러들이 튜브를 상향으로 끌어당김에 따라, 압출된 중합체 튜브들이 가압된 공기에 의해 팽창되어, 이로써 필름의 측방향 및 수직 방향 연신이 야기된다. 이어서, 압출된 다층 튜브는 연속적으로 슬릿팅되고, 펼쳐져서 편평한 시트를 형성하고, 닙 롤을 통해 안내되어, 제1 가소성 스킨 층, 탄성 베이스 층, 및 제2 가소성 필름 층을 포함하는 캐리어 필름을 생성한다. 이어서, 개별적으로 압출될 수 있는 제1 및 제2 감압 접착제 층이 캐리어 필름의 서로 반대측인 주 표면들에 라미네이팅되어 양면-코팅 감압 접착 테이프를 제공할 수 있다.
유리하게는, 감압 접착제와 인접한 가소성 스킨 층 사이의 접착의 질은 이들 층을 서로 라미네이팅하기 전에 적어도 하나의 부착 층의 표면 기능화를 통해 실질적으로 향상될 수 있다. 앞서 언급된 바와 같이, 그러한 표면 개질은 코로나 방전 처리, 플라즈마 방전 처리, 화염 처리, 전자 빔 조사, 자외선 조사 및 적합한 프라이머에 의한 코팅에 의해 달성될 수 있다.
미국 특허 제5,888,594호(다비드(David) 등)에 기재된 한 가지 유리한 표면 처리에서, 제1 및 제2 가소성 스킨 층 중 하나 또는 둘 모두는 단일 통과 공정으로 헥사메틸다이실록산 증기 및 산소 가스를 배합함으로써 에칭된다.
제한하는 것으로 의도되지 않지만, 양면-코팅 테이프의 특정 실시 형태들 및 이들의 조합이 하기와 같이 열거된다:
1.
양면-코팅 테이프로서, 제1 감압 접착제 층; 제1 가소성 스킨 층; 탄성 베이스 층; 제2 가소성 스킨 층; 및 제2 감압 접착제 층을 이러한 순서대로 포함하며, 제1 감압 접착제 층 및 제2 감압 접착제 층은 양면-코팅 테이프의 양쪽 면 상의 최외층인, 양면-코팅 테이프.
2.
실시 형태 1에 있어서, 탄성 베이스 층은 스티렌계 블록 공중합체, 올레핀계 블록 공중합체, 열가소성 폴리올레핀, 천연 고무, 스티렌 부타디엔 고무, 에틸렌 프로필렌 다이엔 단량체, 폴리아이소부틸렌, 열가소성 폴리우레탄, 및 이들의 블렌드 및 공중합체로부터 선택되는 탄성중합체를 포함하는, 양면-코팅 테이프.
3.
실시 형태 1 또는 실시 형태 2에 있어서, 탄성 베이스 층은 발포체를 포함하는, 양면-코팅 테이프.
4.
실시 형태 3에 있어서, 탄성 베이스 층은 제1 탄성 필름; 발포 코어; 및 제2 탄성 필름을 이러한 순서대로 포함하는, 양면-코팅 테이프.
5.
실시 형태 4에 있어서, 발포 코어는 탄성중합체 및 탄성중합체 중에 분산된 발포제를 포함하는, 양면-코팅 테이프.
6.
실시 형태 5에 있어서, 발포제는 발포 코어의 전체 중량에 대하여 0.2 중량% 내지 5 중량% 범위의 양으로 존재하는, 양면-코팅 테이프.
7.
실시 형태 4 내지 실시 형태 6 중 어느 하나에 있어서, 제1 및 제2 탄성 필름 둘 모두는 탄성중합체를 포함하는, 양면-코팅 테이프.
8.
실시 형태 4 내지 실시 형태 7 중 어느 하나에 있어서, 발포 코어는 탄성 베이스 층의 평균 두께의 1% 내지 99%를 차지하는, 양면-코팅 테이프.
9.
실시 형태 8에 있어서, 발포 코어는 탄성 베이스 층의 평균 두께의 1% 내지 50%를 차지하는, 양면-코팅 테이프.
10.
실시 형태 9에 있어서, 발포 코어는 탄성 베이스 층의 평균 두께의 1% 내지 20%를 차지하는, 양면-코팅 테이프.
11.
실시 형태 1 내지 실시 형태 10 중 어느 하나에 있어서, 탄성 베이스 층은 평균 두께가 20 마이크로미터 내지 130 마이크로미터의 범위인, 양면-코팅 테이프.
12.
실시 형태 11에 있어서, 탄성 베이스 층은 평균 두께가 30 마이크로미터 내지 120 마이크로미터의 범위인, 양면-코팅 테이프.
13.
실시 형태 12에 있어서, 탄성 베이스 층은 평균 두께가 50 마이크로미터 내지 100 마이크로미터의 범위인, 양면-코팅 테이프.
14.
실시 형태 1 내지 실시 형태 13 중 어느 하나에 있어서, 제1 및 제2 가소성 스킨 층 각각은 용융 온도가 70℃ 내지 130℃의 범위인 반결정성 열가소성 수지를 포함하는, 양면-코팅 테이프.
15.
실시 형태 14에 있어서, 제1 및 제2 가소성 스킨 층 각각은 용융 온도가 80℃ 내지 120℃의 범위인 열가소성 수지를 포함하는, 양면-코팅 테이프.
16.
실시 형태 15에 있어서, 제1 및 제2 가소성 스킨 층 각각은 용융 온도가 85℃ 내지 112℃의 범위인 열가소성 수지를 포함하는, 양면-코팅 테이프.
17.
실시 형태 1 내지 실시 형태 16 중 어느 하나에 있어서, 제1 및 제2 가소성 스킨 층 각각은 고밀도 폴리에틸렌, 저밀도 폴리에틸렌, 에틸렌 비닐 아세테이트, 폴리우레탄, 스티렌계 블록 공중합체, 폴리아미드-개질된 폴리에테르, 및 이들의 블렌드 및 공중합체로부터 선택되는 중합체를 포함하는, 양면-코팅 테이프.
18.
실시 형태 1 내지 실시 형태 17 중 어느 하나에 있어서, 제1 및 제2 가소성 스킨 층 각각은 평균 두께가 10 마이크로미터 내지 50 마이크로미터의 범위인, 양면-코팅 테이프.
19.
실시 형태 18에 있어서, 제1 및 제2 가소성 스킨 층 각각은 평균 두께가 15 마이크로미터 내지 40 마이크로미터의 범위인, 양면-코팅 테이프.
20.
실시 형태 19에 있어서, 제1 및 제2 가소성 스킨 층 각각은 평균 두께가 20 마이크로미터 내지 30 마이크로미터의 범위인, 양면-코팅 테이프.
21.
실시 형태 1 내지 실시 형태 20 중 어느 하나에 있어서, 제1 및 제2 가소성 스킨 층 각각은 평균 두께가 탄성 베이스 층의 평균 두께의 10% 내지 50%의 범위인, 양면-코팅 테이프.
22.
실시 형태 21에 있어서, 제1 및 제2 가소성 스킨 층 각각은 평균 두께가 탄성 베이스 층의 평균 두께의 20% 내지 40%의 범위인, 양면-코팅 테이프.
23.
실시 형태 22에 있어서, 제1 및 제2 가소성 스킨 층 각각은 평균 두께가 탄성 베이스 층의 평균 두께의 25% 내지 35%의 범위인, 양면-코팅 테이프.
24.
실시 형태 1 내지 실시 형태 23 중 어느 하나에 있어서, 제1 및 제2 감압 접착제 층 각각은 아크릴 감압 접착제를 포함하는, 양면-코팅 테이프.
25.
실시 형태 1 내지 실시 형태 24 중 어느 하나에 있어서, 각각의 아크릴 감압 접착제는 고 유리 전이 온도 올리고머를 포함하는, 양면-코팅 테이프.
26.
실시 형태 25에 있어서, 각각의 아크릴 감압 접착제는 마이크로-도메인 상 형태를 갖는, 양면-코팅 테이프.
27.
실시 형태 1 내지 실시 형태 26 중 어느 하나에 있어서, 제1 및 제2 감압 접착제 층 중 하나 또는 둘 모두는 저밀도 미소구체를 포함하는, 양면-코팅 테이프.
28.
실시 형태 27에 있어서, 저밀도 미소구체는 감압 접착제 층의 전체 조성에 대하여 0.1 중량% 내지 5 중량% 범위의 양으로 존재하는, 양면-코팅 테이프.
29.
실시 형태 28에 있어서, 저밀도 미소구체는 감압 접착제 층의 전체 조성에 대하여 0.5 중량% 내지 3 중량% 범위의 양으로 존재하는, 양면-코팅 테이프.
30.
실시 형태 29에 있어서, 저밀도 미소구체는 감압 접착제 층의 전체 조성에 대하여 1 중량% 내지 2 중량% 범위의 양으로 존재하는, 양면-코팅 테이프.
31.
실시 형태 1 내지 실시 형태 30 중 어느 하나에 있어서, 제1 및 제2 감압 접착제 층 중 적어도 하나에 접착된 이형 라이너를 추가로 포함하는, 양면-코팅 테이프.
32.
실시 형태 1 내지 실시 형태 31 중 어느 하나에 있어서, 제1 감압 접착제 층과 제1 가소성 스킨 층 사이에 위치된 제1 프라이머를 추가로 포함하는, 양면-코팅 테이프.
33.
실시 형태 32에 있어서, 제2 감압 접착제 층과 제2 가소성 스킨 층 사이에 위치된 제2 프라이머 코팅을 추가로 포함하는, 양면-코팅 테이프.
34.
실시 형태 1 내지 실시 형태 31 중 어느 하나에 있어서, 제1 및 제2 가소성 스킨 층 각각은 플라즈마 처리에 의해 표면 기능화되고, 각각의 감압 접착제 층과 직접 접촉하는, 양면-코팅 테이프.
35.
실시 형태 1 내지 실시 형태 31 중 어느 하나에 있어서, 제1 및 제2 가소성 스킨 층 각각은 코로나 처리에 의해 표면 기능화되고, 각각의 감압 접착제 층과 직접 접촉하는, 양면-코팅 테이프.
36.
실시 형태 1 내지 실시 형태 35 중 어느 하나에 있어서, 제1 및 제2 가소성 스킨 층 및 탄성 베이스 층 중 하나 이상은 충전제, 산화방지제, 자외선 안정제, 가공 보조제, 및 착색제로부터 선택되는 첨가제를 포함하는, 양면-코팅 테이프.
37.
실시 형태 36에 있어서, 첨가제는 카본 블랙 첨가제를 포함하는, 양면-코팅 테이프.
38.
실시 형태 1 내지 실시 형태 37 중 어느 하나에 있어서, 전체 두께가 50 마이크로미터 내지 400 마이크로미터의 범위인, 양면-코팅 테이프.
39.
실시 형태 38에 있어서, 전체 두께가 100 마이크로미터 내지 350 마이크로미터의 범위인, 양면-코팅 테이프.
40.
실시 형태 39에 있어서, 전체 두께가 150 마이크로미터 내지 300 마이크로미터의 범위인, 양면-코팅 테이프.
41.
실시 형태 1 내지 실시 형태 40 중 어느 하나에 있어서, 40 cm 인장 낙하 시험에 따라 적어도 15회 낙하를 견디는, 양면-코팅 테이프.
42.
실시 형태 41에 있어서, 40 cm 인장 낙하 시험에 따라 적어도 18회 낙하를 견디는, 양면-코팅 테이프.
43.
실시 형태 42에 있어서, 40 cm 인장 낙하 시험에 따라 적어도 20회 낙하를 견디는, 양면-코팅 테이프.
44.
실시 형태 1 내지 실시 형태 43 중 어느 하나에 있어서, 밀어내기 시험에 따라 적어도 80 뉴턴의 밀어내는 힘을 야기하는, 양면-코팅 테이프.
45.
실시 형태 44에 있어서, 밀어내기 시험에 따라 적어도 85 뉴턴의 밀어내는 힘을 야기하는, 양면-코팅 테이프.
46.
실시 형태 45에 있어서, 밀어내기 시험에 따라 적어도 90 뉴턴의 밀어내는 힘을 야기하는, 양면-코팅 테이프.
47.
실시 형태 1 내지 실시 형태 46 중 어느 하나의 양면-코팅 테이프를 사용하는 디바이스 조립체로서,
투명 렌즈; 및 투명 렌즈에 접착식으로 결합된 양면-코팅 테이프를 포함하는, 디바이스 조립체.
48.
실시 형태 47에 있어서, 기재를 추가로 포함하며, 양면-코팅 테이프는 투명 렌즈와 기재를 서로 접착식으로 결합하는, 디바이스 조립체.
49.
실시 형태 1 내지 실시 형태 46 중 어느 하나의 양면-코팅 테이프의 제조 방법으로서,
제1 및 제2 가소성 스킨 수지 및 탄성 베이스 수지를 블로운 필름 다이를 통해 동시에 압출하여 압출된 튜브를 형성하는 단계; 압출된 튜브를 슬릿팅하여 제1 가소성 스킨 층, 탄성 베이스 층, 및 제2 가소성 필름 층을 포함하는 캐리어 필름을 제공하는 단계; 및 제1 및 제2 감압 접착제 층을 캐리어 필름의 서로 반대측인 주 표면들에 라미네이팅하여 양면-코팅 테이프를 제공하는 단계를 포함하는, 방법.
50.
실시 형태 1 내지 실시 형태 46 중 어느 하나의 양면-코팅 테이프의 제조 방법으로서,
제1 및 제2 가소성 스킨 수지 및 탄성 베이스 수지를 다이를 통해 공압출하여, 제1 가소성 스킨 층, 탄성 베이스 층, 및 제2 가소성 스킨 층을 포함하는 캐리어 필름을 형성하는 단계; 및 제1 및 제2 감압 접착제 층을 캐리어 필름의 서로 반대측인 주 표면들에 라미네이팅하여 양면-코팅 테이프를 제공하는 단계를 포함하는, 방법.
51.
실시 형태 49 또는 실시 형태 50에 있어서, 제1 및 제2 감압 접착제 층을 라미네이팅하기 전에 코로나 처리에 의해 캐리어 필름의 서로 반대측인 주 표면들 중 하나 또는 둘 모두를 표면 기능화하는 단계를 추가로 포함하는, 방법.
52.
실시 형태 49 또는 실시 형태 50에 있어서, 제1 및 제2 감압 접착제 층을 라미네이팅하기 전에 플라즈마 처리에 의해 캐리어 필름의 서로 반대측인 주 표면들 중 하나 또는 둘 모두를 표면 기능화하는 단계를 추가로 포함하는, 방법.
53.
실시 형태 52에 있어서, 플라즈마 처리는 제1 및 제2 가소성 스킨 층 중 하나 또는 둘 모두를 단일 통과 공정으로 헥사메틸다이실록산 증기 및 산소 가스를 혼합함으로써 에칭하는 단계를 포함하는, 방법.
54.
제49항 또는 제50항에 있어서, 제1 및 제2 감압 접착제 층을 라미네이팅하기 전에 프라이머 코팅 공정에 의해 캐리어 필름의 서로 반대측인 주 표면들 중 하나 또는 둘 모두를 표면 기능화하는 단계를 추가로 포함하는, 방법.
실시예
하기 실시예는 본 발명의 범주 내의 예시적인 실시 형태를 예시하고자 하는 것이다. 본 발명의 넓은 범주를 기술하는 수치 범위 및 파라미터가 근사치임에도 불구하고, 특정 실시예에 기재되는 수치 값은 가능한 한 정확하게 보고된다. 그러나, 임의의 수치 값은 본질적으로 그의 각자의 시험 측정치에서 발견되는 표준 편차로부터 필연적으로 유래하는 소정의 오차를 포함한다. 최소한으로, 그리고 청구범위의 범주에 대한 균등론의 적용을 제한하려는 시도로서가 아니라, 각각의 수치 파라미터는 적어도 보고된 유효 숫자의 숫자의 관점에서 그리고 보통의 반올림 기법을 적용함으로써 해석되어야 한다.
인장 낙하 시험 - 실온 컨디셔닝
도 6을 참조하면, 치수가 "M" = 2 인치(5.1 cm) × "L" = 4 인치(10.2 cm) × 0.236 인치(0.60 cm)인 폴리(메틸 메타크릴레이트)("PMMA") 패널(192)(미국 미네소타주 번스빌 소재의 에어로매트 플라스틱스(Aeromat Plastics)로부터 상표명 "테스트 패널-클리어 아크릴라이트(TEST PANEL-CLEAR ACRYLITE) ARII"로 입수가능함)을 2-프로판올로 3회 세척하였다. 세척된 표면의 표면 에너지를 휴대용 고니오미터(goniometer)(스웨덴 소재의 피브로 시스템 에이비(FIBRO System AB)로부터 상표명 "포켓 고니오미터(POCKET GONIOMETER) PG-X"로 입수가능함)를 사용하여 측정하였으며, 대략 39 내지 40 dyn/cm인 것으로 확인되었다.
도 6에 도시된 바와 같이, 폭 "T" = 2 mm이고 길이가 2 인치(5.1 cm)인 양면 감압 접착제 테이프(100)(또는 비교예 테이프 재료)의 2개의 스트립을, 테이프의 스트립들이 공동의 단부 벽으로부터 "S" = 0.5 인치(약 1.3 cm)가 되도록, 주문 제작된 알루미늄 시험 고정구(196)의 하부 공동의 폭을 가로질러 길이방향으로 적용하였다. 시험 고정구(196)는 폭 "M" = 2 인치(5.1 cm) × 길이 "N" = 4.5 인치(13.97 cm) × 높이 "P" = 0.5 인치(약 1.3 cm)이고, 질량이 143 g이었다.
PMMA 패널(192)을 테이프 스트립(100)들 각각과 접촉시킨 상태로 시험 고정구(196)의 공동 내의 중심에 위치시켜 접합된 물품을 제공하였다. 이어서, 접합된 물품을 공동이 상향으로 향하는 상태로 위치시키고, 4 ㎏(8.8 lb) 추를 15초 동안 PMMA 패널의 노출된 표면 상에 놓아 두었으며, 이 시간 후에 추를 제거하고, 접합된 물품을 23℃ 및 50% RH에서 24시간 동안 유지되게 하였다.
이어서, 낙하 시험기(미국 뉴욕주 뉴욕 소재의 신예이 코포레이션 오브 아메리카(Shinyei Corporation of America)로부터 상표명 "DT-202"로 입수가능함), 및 도 6에서와 같이 PMMA 기재가 하향으로 향하는 상태로(즉, 큰 화살표는 하향 방향을 나타냄), 접합된 물품의 수평 배향을 사용하여 인장 모드에서 내낙하성에 대해 접합된 물품을 평가하였다. 접합된 물품을 40 cm 또는 70 cm 높이에서 1.2 cm 두께의 강판 위로 낙하시켰다. 2개의 샘플을 각각의 높이에 대해 시험하였으며, 파괴까지의 낙하 횟수를 각각의 샘플에 대해 기록하였다. 또한, 파괴 모드를 기록하였다: 팝-오프(pop-off)(즉, PMMA 패널로부터 접합해제된 양면 감압 접착 테이프)의 경우에는 "PO", 응집, 코어 갈라짐, 또는 2-접합 파괴의 경우에는 "2B". 관찰되는 경우, 파괴 모드들의 조합을 기재하였다.
밀어내기 시험
치수가 2 인치(5.1 cm) × 4 인치(10.2 cm) × 0.236 인치(0.60 cm)인 폴리(메틸 메타크릴레이트)("PMMA") 패널(미국 미네소타주 번스빌 소재의 에어로매트 플라스틱스로부터 상표명 "테스트 패널-클리어 아크릴라이트 ARII"로 입수가능함), 및 치수가 2 인치(5.1 cm) × 5 인치(12.7 cm)이고 중심에 15 mm 구멍을 갖는 사전-드릴링된 PMMA 패널의 주 표면들을 2-프로판올로 3회 세척하였다. 폭 2 mm 및 길이 2 인치(5.1 cm)의 양면 감압 접착제 테이프(100)(또는 비교예 테이프 재료)의 2개의 스트립을 사전-드릴링된 PMMA 패널의 폭을 가로질러, 패널의 단부들로부터 2 인치(5.1 cm) 떨어뜨려 적용하였다. 테스트 패널-클리어 아크릴라이트 ARII를 중심에 위치시키고, 30초 동안 4 ㎏ 추를 사용하여 접착 테이프 스트립들 상에 가압하였다. 샘플을 시험 전에 실온에서 72시간 동안 유지되게 하였다. 12 mm 프로브 부착장치를 구비하고 미는 속도(pushing rate)가 2 인치(5.1 cm)/분인 인스트론(Instron) 디바이스를 사용하여, 패널들을 밀어 분리시켜, 미는 과정 동안의 미는 힘을 측정하였다. 패널들이 분리되었을 때 시험을 종료하고, 피크 하중(단위: 뉴턴("N"))을 기록하였다. 또한, 파괴 모드를 기록하였다: 팝-오프(즉, PMMA 패널로부터 접합해제된 양면 감압 접착 테이프)의 경우에는 "PO", 코어 갈라짐, 또는 2-접합 파괴의 경우에는 "2B". 관찰되는 경우, 파괴 모드들의 조합을 기재하였다.
반발방지(Anti-Repulsion) 시험
양극산화처리된 알루미늄 스트립 (180 mm × 20 mm × 0.5 mm)을 (미국 일리노이주 스트렘우드 소재의 로렌스 앤드 프레드릭(Lawrence & Fredrick)으로부터 상표명 "5005 얼로이 H34 템퍼 밀 피니시 언트/언시일드 애노다이즈드 알루미늄(5005 ALLOY H34 TEMPER MILL FINISH UND/UNSEALED ANODIZED ALUMINUM)"으로 입수가능한) 시트 스톡으로부터 잘랐다 길이 7.9 인치(200 mm), 폭 1.19 인치(30 mm), 및 두께 0093 인치(약 2 mm)의 폴리카르보네이트 기재를 독일 소재의 바이엘 머티리얼사이언스 아게(Bayer MaterialScience AG)로부터 상표명 "마크롤론(MAKROLON) 2405"로 입수하였다.
양면 코팅 테이프 샘플(30 mm 폭 및 200 mm 길이보다 크고, 한쪽 면 상에서 이형 라이너에 의해 보호됨)을, 고무 롤러를 사용하여, 양극산화처리된 알루미늄 스트립 상에 라미네이팅하였다. 알루미늄 스트립의 모든 4개의 에지 주위의 여분의 테이프를 주의깊게 트리밍하여 제거하였다. 이형 라이너를 제거하고, 이어서 가벼운 지압을 사용하여, 시편의 접착면을, 시편 에지의 한쪽 단부를 기재의 단부와 수평을 이루면서 중심 아래로 정렬하도록, 기재 상에 가압하였다. 알루미늄 스트립 면을 위로 하여 라미네이팅된 시편을 롤링 머신 상에 놓고, 15 파운드(약 6.8 ㎏) 추를 사용하여 12 인치(약 30 cm)/분으로 각각의 방향으로 1회 롤링하였다. 시편을 일정 온도 및 습도 방(23 +/- 2 C 및 50 +/- 1% 상대 습도)에서 24 +/- 2시간 동안 저장하였다.
라미네이팅된 시편의 단부들을 (기재 면을 아래로 하여) 약간 하향으로 굽히고, 라미네이팅된 시편을 길이가 190 mm인 벤딩 지그(bending jig) 내에 넣었다. 시험 샘플을 갖는 벤딩 지그를 24 +/- 1시간 동안 70℃ 오븐 내에 넣어 두었다. 이어서, 샘플을 갖는 벤딩 지그를 오븐으로부터 꺼내고, 30분 동안 냉각되게 하였다. 이어서, 강철 자를 사용하여 테이프 샘플의 가장 단부에서 기재로부터의 시편의 "융기(lifting)"를 측정하였다. 기재의 상부 표면으로부터 접착제 표면의 바닥면까지의 거리를 측정하였으며, 값을 1 mm 단위까지 기록하였다.
[표 1]

다층
캐리어
필름의 제조
3층 나선형 맨드릴(2 인치(약 5.0 cm) 맨드릴) 블로운 필름 다이 상에서 다층 캐리어 필름을 생성하였다. 대략 3.5:1의 블로우 업 비(blow up ratio)를 달성하도록, 다이에 대한 기류(airflow)를 수동으로 제어하였다. 후속으로, 생성된 버블을 다이 위 대략 4 피트(약 1.2 m)에서 붕괴시키고, 롤업하였다. 공급 재료를 2개의 3/4 인치(약 1.9 cm) 브라벤더 일축 압출기(BRABENDER SINGLE SCREW extruder)(미국 뉴저지주 사우스 해컨색 소재의 씨. 더블유. 브라벤더 인스트루먼츠(C. W. Brabender Intruments)로부터 입수가능함)에 의해 가소성 스킨 층들 상에, 그리고 1개의 3/4 인치(약 1.9 cm) 킬리온 일축 압출기(KILLION SINGLE SCREW extruder)(미국 코네티컷주 포카턱 소재의 다비스-스탠더드(Davis-Standard)로부터 입수가능함)에 의해 코어 상에 공급하였다.
공정 온도는 하기와 같았다:
외부 및 내부 스킨 층에 대한 압출기 온도:
구역 1, 330℉ (166℃); 구역 2, 360℉ (182℃); 구역 3, 360℉ (182℃).
코어 층에 대한 압출기 온도:
구역 1, 350℉ (177℃); 구역 2, 375℉ (191℃); 구역 3, 390℉ (199℃).
어댑터 온도: 390℉ (199℃).
다이 온도: 380℉ (193℃).
생성된 압출된 다층 캐리어 필름의 조성은 표 2에 요약된 바와 같았다.
[표 2]

다층 캐리어 필름을 PSA 재료에 의한 처리 전에 선택적으로 플라즈마 에칭 또는 공기 코로나 처리로 표면-처리하였다. 플라즈마 에칭 처리("플라즈마 에치")는, 전극 폭을 42.5 인치(108 cm)로 증가시키고, 모든 펌핑을 2개의 터보분자 펌프(레이볼드(Leybold) 모델 MAGW-2200 및 시마즈(Shimadzu) 모델 3203-LMC)의 조합을 통해 수행한 것을 제외하고는, 계류 중인 국제 특허 출원 공개 WO 2015/013387호(2015년 1월 29일에 공개됨) 및 허여된 미국 특허 제5,888,594호(다비드 등)에 기재된 플라즈마 처리 장치를 사용하여 수행하였다.
대안적으로, 다층 캐리어 필름을 0.5 J/㎠의 수준으로, PSA 재료에 의한 처리 전에 공기 코로나 처리로 표면-처리하였다.
아크릴 PSA 제조
[표 3]

아크릴 PSA 그룹 A
아크릴 PSA-그룹 A는 표 4에 요약된 상대량으로 2EHA, AA, IBOA, NVC 단량체 및 HTGO 올리고머를 포함하였다("중량%"는 아크릴레이트 성분들 100 중량%에 대한 아크릴레이트 성분의 중량%를 지칭하고, "php"는 아크릴레이트 성분들 100 중량%에 대한 질량 기준으로의 100당 부를 지칭함). 이들 성분을 하기의 2-단계 공정으로 랜덤한 방식으로 공중합하였다: 단량체(및 HTGO) 및 일부의 개시제를 사전첨가하고("전첨가"), 투명 유리 바이알 내에서 자석 교반 바를 사용하여 혼합하였다. 이어서, 유리 바이알을 5분 동안 질소로 퍼지하여, 용해된 산소를 제거하고, 이어서, 코팅가능한 점도가 달성(즉, 부분 중합된 시럽)될 때까지 UV 라이트(365 nm, 약 5 mW/㎠) 전방에 두었다. 이 단계의 전형적인 목표는 실온에서 대략 3000 cP의 점도였다. 이어서, 점착부여제, 추가 개시제, 및 가교결합제를 표 4에 요약된 상대량으로 "증점된" 샘플에 첨가하였다("후첨가"). 이어서, 바이알을 고체 성분들이 완전히 용해될 때까지 암실에서 회전시켰다. 접착제 제형을 이형 라이너 또는 2 밀(51 마이크로미터) 프라이밍된 PET 필름 상에 코팅하고, 이어서 1.5 밀리와트/제곱 센티미터(mW/㎠)의 세기로 700 밀리줄/제곱 센티미터(mJ/㎠)의 UV 조사를 사용하여 추가로 경화시켰다.
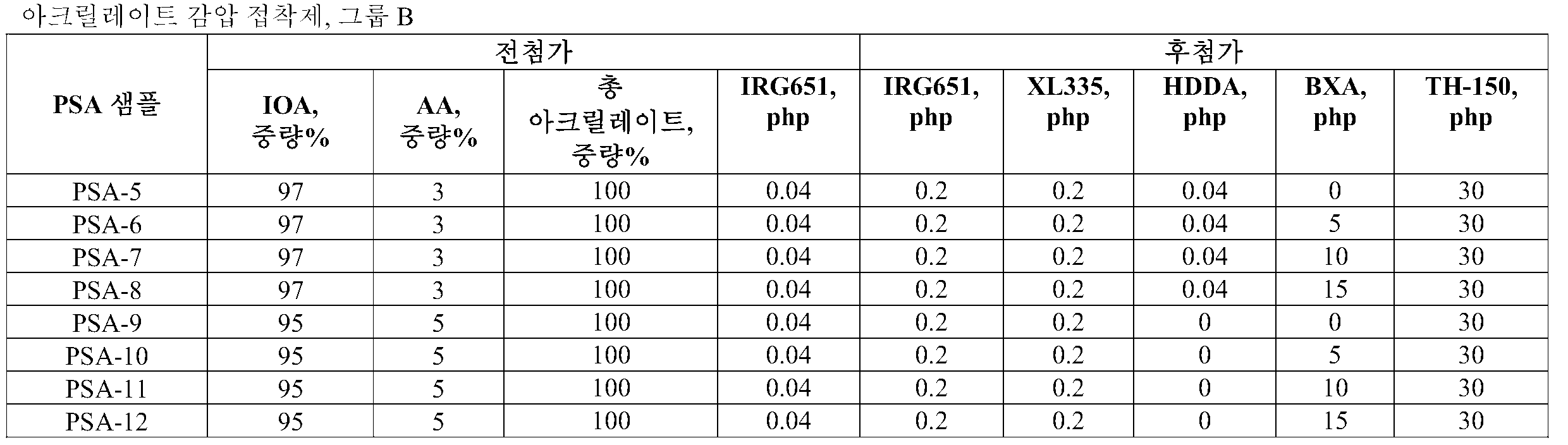
아크릴 PSA 그룹 B
아크릴 PSA-그룹 B 접착제는 IOA 및 AA 단량체를 포함하였다. 그룹 B PSA의 제조 방법은 그룹 A PSA에 대해 기재된 제조 방법에 따랐다. 그룹 B 접착제의 조성은 표 5에 요약된 바와 같았다.
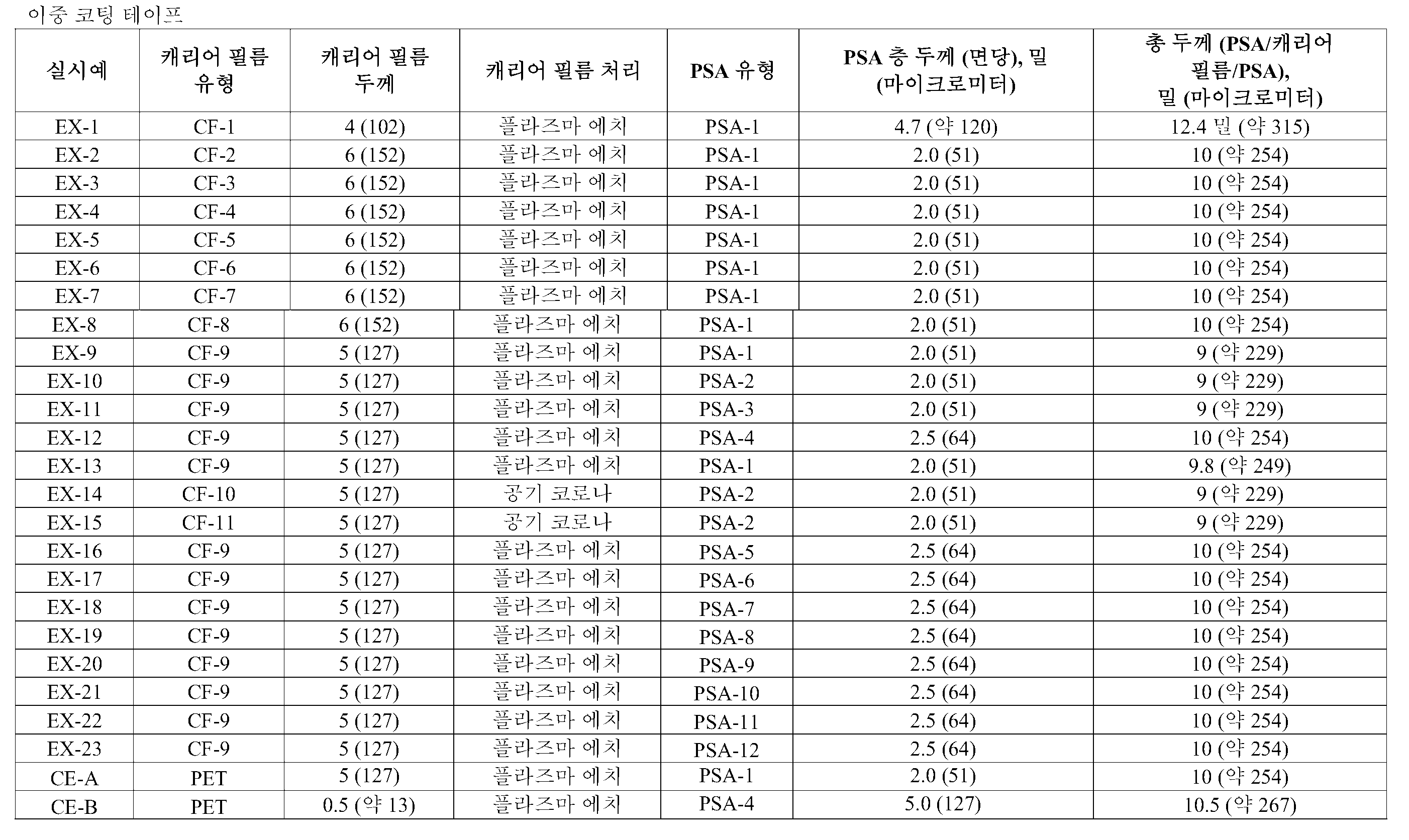
이중 코팅 테이프
표 6에 요약된 조합에 따라, 다층 캐리어 필름의 양쪽 면에 수작업으로 또는 라미네이터를 통해 PSA를 라미네이팅함으로써 실시예 EX-1 내지 EX-23을 제조하였다. 시험용 샘플 제조 전에, 라미네이팅된 시트를 실온에 하룻밤 그대로 두었다.
[표 4]

[표 5]
[표 6]
[표 7]

표 6에 요약된 조합에 따라, PET 캐리어 필름의 양쪽 면에 수작업으로 또는 라미네이터를 통해 PSA를 라미네이팅함으로써 비교예 CE-A 및 CE-B를 제조하였다. 시험용 샘플 제조 전에, 라미네이팅된 시트를 실온에 하룻밤 그대로 두었다. 비교예 CE-C 내지 CE-F는 구매가능한 이중 코팅 테이프였다.
본 명세서가 소정의 예시적인 실시 형태를 상세히 기재하고 있지만, 당업자라면 전술한 내용을 이해할 때 이들 실시 형태에 대한 변경, 변형 및 등가물을 용이하게 안출할 수 있다는 것을 잘 알 것이다. 따라서, 본 발명이 상기에 기재된 예시적인 실시 형태로 부당하게 제한되어서는 안 된다는 것이 이해되어야 한다. 또한, 본 명세서에서 참조로 인용되는 모든 간행물, 모든 공개된 특허 출원 및 허여된 특허는, 마치 각각의 개별 간행물 또는 특허가 참고로 포함되는 것으로 명확하게 그리고 개별적으로 나타내어지는 것과 동일한 정도로, 전체적으로 참고로 포함된다. 다양한 예시적인 실시 형태를 기재하였다. 이들 및 다른 실시 형태는 개시된 실시 형태의 하기 목록의 범주 내이다.
Claims (15)
- 양면-코팅 테이프로서,
제1 감압 접착제 층;
제1 가소성(plastic) 스킨 층;
탄성 베이스 층;
제2 가소성 스킨 층; 및
제2 감압 접착제 층을 이러한 순서대로 포함하며,
제1 감압 접착제 층 및 제2 감압 접착제 층은 양면-코팅 테이프의 양쪽 면 상의 최외층인, 양면-코팅 테이프. - 제1항에 있어서, 탄성 베이스 층은 스티렌계 블록 공중합체, 올레핀계 블록 공중합체, 열가소성 폴리올레핀, 천연 고무, 스티렌 부타디엔 고무, 에틸렌 프로필렌 다이엔 단량체, 폴리아이소부틸렌, 열가소성 폴리우레탄, 및 이들의 블렌드 및 공중합체로부터 선택되는 탄성중합체를 포함하는, 양면-코팅 테이프.
- 제1항 또는 제2항에 있어서, 탄성 베이스 층은
제1 탄성 필름;
발포 코어(foam core); 및
제2 탄성 필름을 이러한 순서대로 포함하는, 양면-코팅 테이프. - 제3항에 있어서, 발포 코어는 탄성 베이스 층의 평균 두께의 1% 내지 50%를 차지하는, 양면-코팅 테이프.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 제1 및 제2 가소성 스킨 층 각각은 고밀도 폴리에틸렌, 저밀도 폴리에틸렌, 에틸렌 비닐 아세테이트 공중합체, 폴리우레탄, 스티렌계 블록 공중합체, 폴리아미드-개질된 폴리에테르, 및 이들의 블렌드 및 공중합체로부터 선택되는 중합체를 포함하는, 양면-코팅 테이프.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 탄성 베이스 층은 평균 두께가 20 마이크로미터 내지 130 마이크로미터의 범위인, 양면-코팅 테이프.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 제1 및 제2 가소성 스킨 층 각각은 용융 온도가 70℃ 내지 130℃의 범위인 반결정성 열가소성 수지를 포함하는, 양면-코팅 테이프.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 제1 및 제2 가소성 스킨 층 각각은 평균 두께가 10 마이크로미터 내지 50 마이크로미터의 범위인, 양면-코팅 테이프.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 제1 및 제2 가소성 스킨 층 각각은 평균 두께가 탄성 베이스 층의 평균 두께의 10% 내지 50%의 범위인, 양면-코팅 테이프.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 제1 및 제2 감압 접착제 층 중 하나 또는 둘 모두는 저밀도 미소구체를 포함하며, 저밀도 미소구체는 감압 접착제 층의 전체 조성에 대해 0.1 중량% 내지 5 중량% 범위의 양으로 존재하는, 양면-코팅 테이프.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 인장 낙하 시험에 따라 적어도 15회 낙하를 견디는, 양면-코팅 테이프.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 밀어내기 시험(Push-out Test)에 따라 적어도 80 뉴턴의 밀어내는 힘(push-out force)을 야기하는, 양면-코팅 테이프.
- 제1항 내지 제12항 중 어느 한 항의 양면-코팅 테이프를 사용하는 디바이스 조립체로서,
투명 렌즈;
기재; 및
양면-코팅 테이프를 포함하며, 양면-코팅 테이프는 투명 렌즈와 기재를 서로 접착식으로 결합하는(adhesively couple), 디바이스 조립체. - 제1항 내지 제12항 중 어느 한 항의 양면-코팅 테이프의 제조 방법으로서,
제1 및 제2 가소성 스킨 수지 및 탄성 베이스 수지를 다이를 통해 공압출하여 제1 가소성 스킨 층, 탄성 베이스 층, 및 제2 가소성 스킨 층을 포함하는 캐리어 필름을 형성하는 단계; 및
제1 및 제2 감압 접착제 층을 캐리어 필름의 서로 반대측인 주 표면들에 라미네이팅하여 양면-코팅 테이프를 얻는 단계를 포함하는, 방법. - 제14항에 있어서, 제1 및 제2 감압 접착제 층을 라미네이팅하기 전에 플라즈마 처리에 의해 캐리어 필름의 서로 반대측인 주 표면들 중 하나 또는 둘 모두를 표면 기능화하는(surface functionalizing) 단계를 추가로 포함하는, 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562121967P | 2015-02-27 | 2015-02-27 | |
| US62/121,967 | 2015-02-27 | ||
| PCT/US2016/018204 WO2016137793A1 (en) | 2015-02-27 | 2016-02-17 | Double coated tape |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170125344A true KR20170125344A (ko) | 2017-11-14 |
Family
ID=55521811
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177025757A KR20170125344A (ko) | 2015-02-27 | 2016-02-17 | 양면 코팅 테이프 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20180010018A1 (ko) |
| EP (2) | EP3265527B1 (ko) |
| JP (1) | JP6925973B2 (ko) |
| KR (1) | KR20170125344A (ko) |
| CN (1) | CN107429136B (ko) |
| TW (1) | TW201700668A (ko) |
| WO (1) | WO2016137793A1 (ko) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3491087A1 (en) | 2016-07-29 | 2019-06-05 | 3M Innovative Properties Company | Multilayer films and adhesive tapes |
| WO2018106560A1 (en) | 2016-12-09 | 2018-06-14 | 3M Innovative Properties Company | Article comprising multilayer film |
| US10953573B2 (en) | 2016-12-09 | 2021-03-23 | 3M Innovative Properties Company | Polymeric multilayer film |
| EP3551440B1 (en) | 2016-12-09 | 2023-08-23 | 3M Innovative Properties Company | Polymeric multilayer film |
| JP7228513B2 (ja) | 2016-12-09 | 2023-02-24 | スリーエム イノベイティブ プロパティズ カンパニー | ポリマー多層フィルム |
| CN110023439B (zh) * | 2017-03-29 | 2022-05-24 | 积水化学工业株式会社 | 双面粘合带 |
| US20190031923A1 (en) * | 2017-07-26 | 2019-01-31 | 3M Innovative Properties Company | Backing for adhesive tape with thermal resistance |
| KR102060309B1 (ko) * | 2017-09-06 | 2019-12-30 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 양면 테이프, 그 제조방법 및 이를 포함하는 전자 기기 |
| JP7323360B2 (ja) * | 2018-07-04 | 2023-08-08 | 積水化学工業株式会社 | 両面粘着テープ |
| KR20210063316A (ko) * | 2018-09-21 | 2021-06-01 | 세키스이가가쿠 고교가부시키가이샤 | 양면 점착 테이프 |
| US10889423B2 (en) | 2019-01-22 | 2021-01-12 | W/S Packaging Group, Inc. | Bonding label |
| JP7430513B2 (ja) * | 2019-10-30 | 2024-02-13 | 日東電工株式会社 | 両面粘着テープ |
| CN111145635A (zh) * | 2019-12-26 | 2020-05-12 | 深圳深汕特别合作区昌茂粘胶新材料有限公司 | 一种pe/eva泡棉胶粘带及其制备方法 |
| CN112852339B (zh) * | 2021-02-08 | 2022-08-23 | 佛山市南海区新永泰胶粘制品有限公司 | 一种耐高温的离型纸及其制备方法和应用 |
| JP7355096B2 (ja) * | 2021-10-05 | 2023-10-03 | Dic株式会社 | 粘着テープ及びその製造方法、並びに該粘着テープを用いた物品及びその解体方法 |
| CN117417700A (zh) * | 2022-07-11 | 2024-01-19 | 德莎欧洲股份公司 | 一种热激活可内剥离胶带及其制备和应用 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2002449C (en) | 1988-12-05 | 2001-05-08 | Mark A. Strobel | Pressure-sensitive article with priming layer |
| US5354597A (en) * | 1990-03-30 | 1994-10-11 | Minnesota Mining And Manufacturing Company | Elastomeric tapes with microtextured skin layers |
| US5496615A (en) * | 1991-03-01 | 1996-03-05 | W. R. Grace & Co.-Conn. | Waterproofing membrane |
| US5602221A (en) | 1993-11-10 | 1997-02-11 | Minnesota Mining And Manufacturing Company | Pressure sensitive adhesives with good low energy surface adhesion |
| US5476712A (en) * | 1994-05-31 | 1995-12-19 | Avery Dennison Corporation | Flexographic plate mounting tape |
| US5888594A (en) | 1996-11-05 | 1999-03-30 | Minnesota Mining And Manufacturing Company | Process for depositing a carbon-rich coating on a moving substrate |
| DE19716996C1 (de) * | 1997-04-23 | 1998-06-04 | Beiersdorf Ag | Verfahren zur Herstellung eines druckempfindlichen doppelseitigen Klebebands auf Kautschukbasis |
| DE102006043259A1 (de) * | 2006-09-11 | 2008-06-19 | Tesa Ag | Verfahren zur Herstellung eines doppelseitigen Haftklebebandes und seine Verwendung |
| DE102008031356A1 (de) * | 2008-07-04 | 2010-01-07 | Tesa Se | Doppelseitige Schaumstoffklebebänder zur Verklebung von elektronischen Bauteilen |
| JP5881391B2 (ja) * | 2011-01-25 | 2016-03-09 | 日立マクセル株式会社 | 防水用両面粘着テープ |
| CN104093806B (zh) | 2011-11-18 | 2017-04-05 | 3M创新有限公司 | 压敏粘合剂组合物 |
| JP2013249367A (ja) * | 2012-05-31 | 2013-12-12 | Hitachi Kasei Polymer Co Ltd | 両面粘着テープ |
| JP2014051566A (ja) * | 2012-09-06 | 2014-03-20 | Nitto Denko Corp | 両面粘着シート |
| SG11201600606TA (en) | 2013-07-26 | 2016-02-26 | 3M Innovative Properties Co | Method of making a nanostructure and nanostructured articles |
-
2016
- 2016-02-17 CN CN201680012163.9A patent/CN107429136B/zh active Active
- 2016-02-17 KR KR1020177025757A patent/KR20170125344A/ko unknown
- 2016-02-17 EP EP16709191.7A patent/EP3265527B1/en active Active
- 2016-02-17 WO PCT/US2016/018204 patent/WO2016137793A1/en active Application Filing
- 2016-02-17 JP JP2017544721A patent/JP6925973B2/ja active Active
- 2016-02-17 US US15/547,088 patent/US20180010018A1/en active Pending
- 2016-02-17 EP EP20197262.7A patent/EP3789466B1/en active Active
- 2016-02-26 TW TW105105993A patent/TW201700668A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP3265527B1 (en) | 2020-10-28 |
| EP3789466B1 (en) | 2022-04-13 |
| US20180010018A1 (en) | 2018-01-11 |
| WO2016137793A1 (en) | 2016-09-01 |
| TW201700668A (zh) | 2017-01-01 |
| EP3789466A1 (en) | 2021-03-10 |
| CN107429136A (zh) | 2017-12-01 |
| JP2018511669A (ja) | 2018-04-26 |
| JP6925973B2 (ja) | 2021-08-25 |
| EP3265527A1 (en) | 2018-01-10 |
| CN107429136B (zh) | 2020-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170125344A (ko) | 양면 코팅 테이프 | |
| EP1824940B1 (en) | Adhesive composition | |
| KR20170092541A (ko) | 점착 시트 | |
| US20070077418A1 (en) | Pressure sensitive adhesive composition and article | |
| CN109628026B (zh) | 丙烯酸类粘合剂组合物及粘合片 | |
| JP6314341B2 (ja) | 両面粘着テープ及び物品 | |
| KR20160102185A (ko) | 양면 점착 테이프 및 전자기기 | |
| KR101961532B1 (ko) | 점착 시트 및 전자 기기 | |
| JP6326589B2 (ja) | 両面粘着テープ及び物品 | |
| US20130274361A1 (en) | Pressure-sensitive adhesive sheet and pressure-sensitive adhesive composition | |
| WO2017205444A1 (en) | Acrylic rubber foam and double-sided adhesive tape comprising same | |
| KR20190003644A (ko) | 박리 라이너 부착 점착 시트 | |
| JP6572566B2 (ja) | 粘着シート及び電子機器 | |
| JP5963027B2 (ja) | 粘着シート | |
| TWI676666B (zh) | 黏著片及電子機器 | |
| CN109852271B (zh) | 粘合片 | |
| WO2016093110A1 (ja) | 粘着シート及び電子機器 | |
| US11898070B2 (en) | Adhesive tape and electronic device | |
| JP7355096B2 (ja) | 粘着テープ及びその製造方法、並びに該粘着テープを用いた物品及びその解体方法 | |
| CN109627994B (zh) | 粘合片 | |
| JP2010510368A (ja) | 高い耐衝撃性を有する接合手段 |