JP7323360B2 - 両面粘着テープ - Google Patents
両面粘着テープ Download PDFInfo
- Publication number
- JP7323360B2 JP7323360B2 JP2019125325A JP2019125325A JP7323360B2 JP 7323360 B2 JP7323360 B2 JP 7323360B2 JP 2019125325 A JP2019125325 A JP 2019125325A JP 2019125325 A JP2019125325 A JP 2019125325A JP 7323360 B2 JP7323360 B2 JP 7323360B2
- Authority
- JP
- Japan
- Prior art keywords
- foam
- layer
- double
- sensitive adhesive
- adhesive tape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Landscapes
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
Description
しかしながら、発泡体基材は柔軟性が高い一方で強度が不充分であるため、発泡体基材を用いた両面粘着テープは、部品から剥がす際に発泡体基材が割れたり切れたりしやすく、両面粘着テープの一部が部品上に残ってしまう問題がある。即ち、両面粘着テープの柔軟性と、両粘着面における被着体のリワーク性とを両立することは容易なことではない。
以下に本発明を詳述する。
これに対して、本発明者らは、発泡体と、発泡体の両面にそれぞれ配置された第1の粘着剤層及び第2の粘着剤層とを有する両面粘着テープにおいて、発泡体をスキン層を有するものとし、更に、発泡体と第1の粘着剤層の間、及び、発泡体と第2の粘着剤層の間に、第1の樹脂層及び第2の樹脂層をそれぞれ配置した。更に、本発明者らは、第1の樹脂層及び第2の樹脂層の引張破断点応力を一定以上となるように調整することで、両面粘着テープの強度と柔軟性とのバランスを取ることを検討した。本発明者らは、このような両面粘着テープとすることにより、両面粘着テープの強度を維持しながら、優れた柔軟性を発揮させることができること、即ち、優れた柔軟性を有する一方で、両粘着面における被着体のリワーク性にも優れた両面粘着テープが得られることを見出し、本発明を完成させるに至った。
上記発泡体はスキン層を有する。上記発泡体を、スキン層を有するものとすることにより、両面粘着テープの強度を維持しながら、優れた柔軟性を発揮させることができる。即ち、優れた柔軟性を有する一方で、両粘着面における被着体のリワーク性にも優れた両面粘着テープを得ることができる。上記発泡体は、発泡層の両面にスキン層を有する構造であることがより好ましい。
なお、上記スキン層とは、上記発泡体の表層部に存在する層であって、上記発泡体の内側(コア部分)の気泡がある層(発泡層)に隣接して存在する層を意味する。スキン層は発泡層よりも密度が高い層であり、好ましくは気泡が極めて少ない、より好ましくは気泡がない(後述の拡大写真で気泡が確認できない)層である。
上記直鎖状低密度ポリエチレンは、エチレンと必要に応じて少量のα-オレフィンとを共重合することにより得られる直鎖状低密度ポリエチレンが好ましい。この場合、エチレンの含有量は特に限定されないが、全モノマー量に対して75重量%以上が好ましく、90重量%以上がより好ましい。
上記α-オレフィンとして、具体的には、プロピレン、1-ブテン、1-ペンテン、4-メチル-1-ペンテン、1-ヘキセン、1-ヘプテン及び1-オクテン等が挙げられる。なかでも、炭素数4~10のα-オレフィンが好ましい。
上記ポリエチレン樹脂としては、複数のポリエチレン樹脂を用いることもでき、また、上記した密度範囲以外のポリエチレン樹脂を加えてもよい。
また、気泡が極めて少ない層がスキン層、気泡がある層が発泡層であるため、気泡が極めて少ない層と気泡がある層との境界から発泡体の表面までの距離をスキン層の厚みとする。このとき、デジタルマイクロスコープ(例えば、キーエンス社製、「VHX-900」等)を用いて、500倍倍率で発泡体の断面の拡大写真を撮影し、スキン層と発泡層との境界を確認する。
なお、上記発泡体の密度とは、上記スキン層を含めた発泡体全体について測定した密度を意味する。密度は、JIS K 6767に準拠して電子比重計(例えば、ミラージュ社製、「ED120T」)を使用して測定できる。
なお、上記発泡体の25%圧縮強度とは、上記スキン層を含めた発泡体全体について測定した25%圧縮強度を意味する。25%圧縮強度は、JIS K 6254に準拠し測定することで求めることができる。
なお、上記発泡体の厚みとは、上記スキン層を含めた発泡体全体の厚みを意味する。
上記アルキル基の炭素数が1~3の(メタ)アクリル酸アルキルエステルとして、例えば、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸n-プロピル、(メタ)アクリル酸イソプロピル等が挙げられる。上記アルキル基の炭素数が13~18の(メタ)アクリル酸アルキルエステルとして、例えば、メタクリル酸トリデシル、(メタ)アクリル酸ステアリル等が挙げられる。上記官能性モノマーとして、例えば、(メタ)アクリル酸ヒドロキシアルキル、グリセリンジメタクリレート、(メタ)アクリル酸グリシジル、2-メタクリロイルオキシエチルイソシアネート、(メタ)アクリル酸、イタコン酸、無水マレイン酸、クロトン酸、マレイン酸、フマル酸等が挙げられる。
なお、重量平均分子量(Mw)とは、GPC(Gel Permeation Chromatography:ゲルパーミエーションクロマトグラフィ)による標準ポリスチレン換算の重量平均分子量である。
上記粘着付与樹脂として、例えば、ロジンエステル系樹脂、水添ロジン系樹脂、テルペン系樹脂、テルペンフェノール系樹脂、クマロンインデン系樹脂、脂環族飽和炭化水素系樹脂、C5系石油樹脂、C9系石油樹脂、C5-C9共重合系石油樹脂等が挙げられる。これらの粘着付与樹脂は単独で用いてもよいし、2種以上を併用してもよい。
上記架橋剤の添加量は、上記粘着剤層の主成分となる樹脂(例えば、上記アクリル共重合体)100重量部に対して0.01~10重量部が好ましく、0.1~7重量部がより好ましい。
なお、上記粘着剤層の架橋度は、上記粘着剤層をW1(g)採取し、この粘着剤層を酢酸エチル中に23℃にて24時間浸漬して不溶解分を200メッシュの金網で濾過し、金網上の残渣を真空乾燥して乾燥残渣の重量W2(g)を測定し、下記式(1)により算出する。
架橋度(重量%)=100×W2/W1 (1)
上記樹脂層は、引張破断点応力が4MPa以上である。上記樹脂層を配置し、その引張破断点応力をこの範囲内となるように調整することで、両面粘着テープの強度と柔軟性とのバランスを取り、両面粘着テープの強度を維持しながら、優れた柔軟性を発揮させることができる。即ち、優れた柔軟性を有する一方で、両粘着面における被着体のリワーク性にも優れた両面粘着テープを得ることができる。被着体のリワーク性を更に高める観点から、上記樹脂層の引張破断点応力は5MPa以上であることが好ましく、7MPa以上であることがより好ましい。上記樹脂層の引張破断点応力の上限は特に限定されないが、実質的には200MPa程度が上限である。
上記第1の樹脂層及び第2の樹脂層の少なくとも一方を引張破断点伸びが200%以上のより伸びやすい樹脂層とすることにより、被着体に残渣を残すことなく両面粘着テープを剥離することができ、両粘着面における被着体のリワーク性が向上する。また、両面粘着テープ全体の柔軟性を確保して、復元力や反発力による両面粘着テープの剥離を抑制することができる。更に、両面粘着テープをロール状体に巻き取る際のシワや折れを抑制することができ、取り扱い性が格段に向上する。被着体のリワーク性をより高める観点から、上記引張破断点伸びは300%以上であることが好ましく、450%以上であることがより好ましい。上記引張破断点伸びの上限は特に限定されないが、実質的には1500%程度が上限である。
上記第1の樹脂層及び第2の樹脂層の少なくとも一方を引張弾性率が200MPa以下のより柔軟な樹脂層とすることにより、両面粘着テープ全体の柔軟性を確保して、復元力や反発力による両面粘着テープの剥離を抑制することができる。また、両面粘着テープをロール状体に巻き取る際のシワや折れを抑制することができ、取り扱い性が格段に向上する。
具体的には例えば、高分子計器社製の打ち抜き刃「引張3号型ダンベル状」等を用いて、上記樹脂層をダンベル状に打ち抜いて試験片を作製する。得られた試験片を、例えば島津製作所社製「オートグラフAGS-X」等を用いて、引張速度100mm/minで測定し試験片を破断させる。試験片が破断した際の単位面積当たりの破断強度から引張破断点応力を算出する。試験片が破断した際の伸びから、「(破断時掴み具間距離/初期掴み具間距離)×100」にて引張破断点伸びを算出する。1~3%の歪み間の引張強度の傾きから引張弾性率を算出する。
上記第1の樹脂層及び第2の樹脂層の少なくとも一方を構成する樹脂における上記熱可塑性エラストマーの割合は、好ましくは70重量%以上、より好ましくは80重量%以上、更に好ましくは90重量%以上、特に好ましくは95重量%以上であり、100重量%であってもよい。上記第1の樹脂層及び第2の樹脂層の少なくとも一方を構成する樹脂における上記熱可塑性エラストマーの割合は、通常100重量%以下である。
上記ブロック共重合体は、トリブロック共重合体を含むことが好ましい。上記ブロック共重合体がトリブロック共重合体を含むことにより、上記樹脂層が弾性体としての強度、伸び、柔軟性及び自己粘着性を発揮することができ、また、上記樹脂層と上記発泡体との密着性がより向上して両面粘着テープにより優れたリワーク性を付与することができる。また、上記ブロック共重合体は、柔軟性及び被着体のリワーク性を更に高める観点から、トリブロック共重合体及びジブロック共重合体を含む(トリブロック共重合体とジブロック共重合体との混合物である)ことも好ましい。
上記ブロック共重合体における上記トリブロック共重合体の割合は、好ましくは50重量%以上、より好ましくは60重量%以上、更に好ましくは70重量%以上であり、100重量%であってもよい。上記ブロック共重合体における上記トリブロック共重合体の割合は、通常100重量%以下である。
なかでも、上記熱可塑性エラストマーがスチレン-アクリル系(共)重合体、アクリル系(共)重合体、スチレン系(共)重合体又はオレフィン系(共)重合体であることが好ましい。上記熱可塑性エラストマーがこれらの(共)重合体であることにより、上記樹脂層が弾性体としての強度、伸び、柔軟性及び自己粘着性を発揮することができ、また、上記樹脂層と上記発泡体との密着性がより向上して両面粘着テープにより優れたリワーク性を付与することができる。
更に、上記熱可塑性エラストマーがスチレン-アクリル系共重合体、アクリル系共重合体又はスチレン系共重合体であることがより好ましく、スチレン-アクリル系共重合体であることが更に好ましい。上記熱可塑性エラストマーがスチレン-アクリル系共重合体であることにより、上記樹脂層の上記発泡体、とりわけポリウレタン樹脂又はポリオレフィン樹脂からなる発泡体に対する密着性が向上する。これにより、両面粘着テープにより優れたリワーク性を付与することができるとともに、上記樹脂層と上記基材とを接着させるために接着剤等を用いる必要がなく、得られる両面粘着テープの厚みを薄くすることができる。
上記スチレン-アクリル系共重合体のハードセグメントを構成する成分としては特に限定されないが、スチレンを主たる組成とし、より強度を高めるためにアクリル酸、メタクリル酸、2-ヒドロキシエチルアクリレート等の極性モノマーを加えてもよい。上記スチレン-アクリル系共重合体のソフトセグメントを構成する成分としては特に限定されないが、n-アクリル酸ブチル、アクリル酸メチル、アクリル酸エチル、アクリル酸-2-エチルヘキシル等が挙げられ、より強度を高めるためにアクリル酸、メタクリル酸、2-ヒドロキシエチルアクリレート等の極性モノマーを加えてもよい。
なかでも、スチレンとアクリル酸に由来するハードセグメントと、n-アクリル酸ブチルに由来するソフトセグメントとを有するスチレン-アクリル系トリブロック共重合体が好適である。このスチレン-アクリル系トリブロック共重合体のハードセグメント及び/又はソフトセグメントが極性モノマーを有してもよい。
スチレン-アクリル系共重合体のハードセグメント及び/又はソフトセグメントが極性モノマーを含む場合、極性モノマーの配合量は、スチレン-アクリル系共重合体の理論酸価が3mgKOH/g以上であることが好ましく、5mgKOH/g以上であることがより好ましく、8mgKOH/g以上であることが特に好ましい。スチレン-アクリル系共重合体のハードセグメント及び/又はソフトセグメントが極性モノマーを含む場合、極性モノマーの配合量は、スチレン-アクリル系共重合体の理論酸価は、貯蔵安定性がより向上する点で、50mgKOH/g以下であることが好ましく、40mgKOH/g以下であることがより好ましい。ここで、スチレン-アクリル系共重合体の理論酸価とは、ブロック共重合体1g中に含まれる酸を中和するのに要する水酸化カリウムのmg数のことである。
上記アクリル系共重合体のハードセグメントを構成する成分としては特に限定されないが、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸-n-ブチル、メタクリル酸-2-エチルヘキシル、メタクリル酸ラウリル、メタクリル酸アルキル、メタクリル酸トリデシル等が挙げられる。
上記アクリル系共重合体のソフトセグメントを構成する成分としては特に限定されないが、n-アクリル酸ブチル、アクリル酸メチル、アクリル酸エチル、アクリル酸-2-エチルヘキシル等が挙げられる。
なかでも、メタクリル酸メチルに由来するハードセグメントと、n-アクリル酸ブチルに由来するソフトセグメントとを有するアクリル系トリブロック共重合体が好適である。
上記樹脂層を着色する方法は特に限定されず、例えば、上記樹脂層を構成する樹脂にカーボンブラック、酸化チタン等の粒子又は微細な気泡を練り込む方法、上記樹脂層の表面にインクを塗布する方法等が挙げられる。
まず、スキン層を有する発泡体を作製する。ここでスキン層を有する発泡体を作製する方法としては、例えば、発泡体原反の表層部の架橋度を高くすることで、発泡体原反を発泡させる時の発泡を抑制し、得られる発泡体の表層部にスキン層を形成する方法等が挙げられる。また、スキン層を有する発泡体は、射出発泡成形法や、発泡剤を混合した樹脂を押出機で押出す押出発泡成形法等によって形成することができる。
ここで樹脂層と発泡体とを積層させるためには、樹脂層に自己粘着性(タック性)があることが好ましい。また、加温したラミネーターにより樹脂層と発泡体とを圧着することで密着性を向上させることもできる。また、発泡体原料を発泡させて発泡体を得る工程時に樹脂層を差し込むことでより密着性を向上させることができる。また、樹脂層として用いる樹脂シート、又は、発泡体に表面処理(例えば、プラズマ処理やコロナ処理等)を施すことでも、樹脂層と発泡体との密着性を向上させることができる。樹脂層に自己粘着性がない場合には、樹脂層と発泡体との間に接着剤層を設けて積層させてもよい。樹脂層のポリマー鎖を反応点となる水酸基や酸基で修飾することで、樹脂層と発泡体との密着性を向上させることもできる。
(1)第1の樹脂層の準備
第1の樹脂層として、厚み50μmのポリエチレンテレフタレート(PET)シート(東レ社製、X30)を準備した。該シートの引張破断点応力、引張破断点伸び及び引張弾性率をJIS K 7161に準ずる方法により測定した。
ポリオレフィン樹脂として低密度ポリエチレン(宇部丸善ポリエチレン社製「UBEポリエチレンF420」、密度0.920g/cm3)100重量部を用いた。このポリエチレン樹脂100重量部、熱分解型発泡剤としてのアゾジカルボンアミド8重量部、分解温度調整剤としての酸化亜鉛1重量部及び酸化防止剤としての2,6-ジ-t-ブチル-p-クレゾール0.5重量部を押出機に供給して130℃で溶融混練し、厚み約0.2mmの長尺シート状の発泡体原反を押出した。
次に、上記長尺シート状の発泡体原反を、その両面に加速電圧500kVの電子線を4.0Mrad照射して架橋した。架橋後の発泡体原反を熱風及び赤外線ヒーターにより250℃に保持された発泡炉内に連続的に送り込んで加熱して発泡させるとともに、発泡させながらMDの延伸倍率を2.5倍、TDの延伸倍率を2.5倍として延伸させた。これにより、厚み800μmのポリエチレン樹脂からなる発泡体(密度0.07g/cm3、25%圧縮強度55kPa)を得た。この発泡体は、発泡層の両面にそれぞれ厚み10.5μmのスキン層を有していた。
第2の樹脂層として、以下のアクリル系トリブロック共重合体aからなるシート(厚み50μm)を準備した。該シートの引張破断点応力、引張破断点伸び及び引張弾性率をJIS K 7161に準ずる方法により測定した。
温度計、攪拌機、冷却管を備えた反応器に酢酸エチル52重量部を入れて、窒素置換した後、反応器を加熱して還流を開始した。酢酸エチルが沸騰してから、30分後に重合開始剤としてアゾビスイソブチロニトリル0.08重量部を投入した。ここにブチルアクリレート70重量部、2-エチルヘキシルアクリレート27重量部、アクリル酸3重量部、2-ヒドロキシエチルアクリレート0.2重量部からなるモノマー混合物を1時間30分かけて、均等かつ徐々に滴下し反応させた。滴下終了30分後にアゾビスイソブチロニトリル0.1重量部を添加し、更に5時間重合反応させ、反応器内に酢酸エチルを加えて希釈しながら冷却することにより、固形分40重量%のアクリル共重合体の溶液を得た。
得られたアクリル共重合体について、カラムとしてWater社製「2690 Separations Model」を用いてGPC法により重量平均分子量を測定したところ、71万であった。数平均分子量(Mn)に対する重量平均分子量(Mw)の比(Mw/Mn)は5.5であった。
得られたアクリル共重合体の固形分100重量部に対して、軟化点150℃の重合ロジンエステル15重量部、軟化点145℃のテルペンフェノール10重量部、軟化点70℃のロジンエステル10重量部を添加した。更に、酢酸エチル(不二化学薬品社製)30重量部、イソシアネート系架橋剤(日本ポリウレタン社製 商品名「コロネートL45」)3.0重量部を添加し、攪拌して、粘着剤溶液を得た。
第1の樹脂層としてのPETシートに接着剤層を塗布し、塗布した接着剤層を介して上記PETシートを発泡体とラミネーションし、第1の樹脂層/発泡体からなる積層体を形成した。この積層体の発泡体側の表面に第2の樹脂層としてのアクリル系トリブロック共重合体aからなるシートを積層し、温度80℃のゴムロールを用いて0.4MPaの圧力で5m/分の速度で熱ラミネートして、第1の樹脂層/発泡体/第2の樹脂層からなる積層体を形成した。
上記粘着剤溶液を厚み100μmの離型処理を施したポリエチレン(PE)/上質紙/ポリエチレン(PE)からなる離型ライナーの離型処理面に塗布し、100℃で5分間乾燥させることにより、厚み50μmの第1の粘着剤層を形成した。一方、上記粘着剤溶液を厚み100μmの離型処理を施したポリエチレン(PE)/上質紙/ポリエチレン(PE)からなる離型ライナーの離型処理面に塗布し、100℃で5分間乾燥させることにより、厚み50μmの第2の粘着剤層を形成した。
第1の粘着剤層が形成された剥離ライナー及び第2の粘着剤層が形成された離型ライナーを、上記第1の樹脂層/発泡体/第2の樹脂層からなる積層体の第1の樹脂層側及び第2の樹脂層側の表面にそれぞれ重ね合わせて、第1の粘着剤層/第1の樹脂層/発泡体/第2の樹脂層/第2の粘着剤層からなる積層体を得た。そして、得られた積層体をゴムローラによって加圧することによって、第1の粘着剤層/第1の樹脂層/発泡体/第2の樹脂層/第2の粘着剤層を有し、かつ、各粘着剤層の表面が離型ライナーで覆われた両面粘着テープを得た。
発泡体及び第2の樹脂層の種類及び厚みを表1又は2に示したように変更した以外は実施例1と同様にして、両面粘着テープを製造した。使用した発泡体及び第2の樹脂層の材料を下記に示す。
・実施例15で使用したポリエチレン樹脂からなる発泡体
ポリオレフィン樹脂として直鎖状低密度ポリエチレン(エクソンケミカル社製「Exact3027」、密度0.900g/cm3)70重量部、直鎖状低密度ポリエチレン(ダウケミカル社製「アフィニティーKC8852」、密度0.875g/cm3、融点(DSC法)Tm:66℃)30重量部を用いた。なお、直鎖状低密度ポリエチレン(ダウケミカル社製「アフィニティーKC8852」)は、メタロセン化合物の重合触媒を用いて得られたエチレン-1-オクテン共重合体であった。また、発泡剤の重量部を7重量部に変更した。更に、MDの延伸倍率を2.0倍、TDの延伸倍率を2.0倍に変更した。
上記以外は実施例1と同様にして、厚み800μmのポリエチレン樹脂からなる発泡体(密度0.13g/cm3、25%圧縮強度81kPa)を得た。この発泡体は、発泡層の両面にそれぞれ厚み9.8μmのスキン層を有していた。
ポリオレフィン樹脂としてポリプロピレン樹脂(エチレン-プロピレンランダム共重合体、住友化学社製「AD571」、密度0.90g/cm3、MFR0.5g/10分)80重量部、直鎖状低密度ポリエチレン(東ソー社製「ZF231」、MFR2g/10分、密度0.917g/cm3)20重量部を用いた。この樹脂成分に、アゾジカルボンアミド(熱分解型発泡剤)7.5重量部及びジビニルベンゼン(架橋助剤)3重量部を添加した。更に2,6-ジ-t-ブチル-p-クレゾール(酸化防止剤)0.3重量部、ジラウリルチオプロピオネート(酸化防止剤)0.3重量部、及び、メチルベンゾトリアゾール(金属害防止剤)0.5重量部を添加し、単軸押出機に供給して185℃で溶融混練し、厚み0.5mmの長尺シート状の発泡体原反を押出した。
次に、上記長尺シート状の発泡体原反を、その両面に加速電圧800kVの電子線を1.5Mrad照射して架橋した。架橋後の発泡体原反を熱風及び赤外線ヒーターにより250℃に保持された発泡炉内に連続的に送り込んで加熱して発泡させ、厚み800μmのポリプロプレン樹脂とポリエチレン樹脂とからなる発泡体(密度0.08g/cm3、25%圧縮強度120kPa)を得た。この発泡体は、発泡層の両面にそれぞれ厚み12.6μmのスキン層を有していた。
ポリオールとして、ポリオール成分であるポリプロピレングリコール(PPG)(重量平均分子量800)90重量部及びネオペンチルグリコール(分子量800)10重量部と、酸成分であるε-カプロラクタムとからなるポリエステルポリオール(ポリオール成分/酸成分配合比率(重量比)=8:1)を用いた。
ポリオールの合計100重量部にアミン触媒(ダブコLV33、三共エアープロダクト社製)を0.7重量部、整泡剤(SZ5740M、東レ・ダウコーニング社製)を1重量部添加し、攪拌した。そこへポリイソシアネート(ポリメリックMDI、東ソー社製)をイソシアネートインデックス60になるよう調整し投入した。その後、0.2g/cm3になるように窒素ガスと混合攪拌し、微細な気泡が混入した溶液を得た。その溶液を厚み50μmのPETセパレーター(ニッパ製、V-2)上にアプリケーターを使用して所定の厚みに塗布し、発泡体原料を反応させ、厚み800μmのポリウレタン樹脂からなる発泡体(密度0.48g/cm3、25%圧縮強度32kPa)を得た。この発泡体は、発泡層の両面にそれぞれ厚み6.7μmのスキン層を有していた。
電子線量を6.0Mradに変更したこと以外は実施例1と同様にして、厚み800μmのポリエチレン樹脂からなる発泡体(密度0.15g/cm3、25%圧縮強度154kPa)を得た。この発泡体は、発泡層の両面にそれぞれ厚み40μmのスキン層を有していた。
電子線量を4.5Mradに変更したこと以外は実施例1と同様にして、厚み800μmのポリエチレン樹脂からなる発泡体(密度0.08g/cm3、25%圧縮強度120kPa)を得た。この発泡体は、発泡層の両面にそれぞれ厚み12μmのスキン層を有していた。
電子線量を3.8Mradに変更したこと以外は実施例1と同様にして、厚み800μmのポリエチレン樹脂からなる発泡体(密度0.06g/cm3、25%圧縮強度43kPa)を得た。この発泡体は、発泡層の両面にそれぞれ厚み8μmのスキン層を有していた。
熱分解型発泡剤としてのアゾジカルボンアミドを9重量部に変更した以外は、実施例1と同様にして、厚み900μmのポリエチレン樹脂からなる発泡体(密度0.10g/cm3、25%圧縮強度48kPa)を得た。これをスライサー(水平裁断機)(桜機械工業社製 SK-20)でスライスしてスキン層を除去し、スキン層を有しない厚み800μmのポリエチレン樹脂からなる発泡体を得た。
・アクリル系トリブロック共重合体b(アクリルTPE-b)(ポリメタクリル酸メチル樹脂からなるハードセグメントの割合が21重量%、ポリアクリル酸ブチル樹脂からなるソフトセグメントの割合が79重量%、重量平均分子量が73000、クラレ社製、LA2140e)
スチレン(St)84.2gと、アクリル酸2-ヒドロキシエチル(HEA)1.8gと、アクリル酸(AA)13gと、RAFT剤(723037-1G、ALDRICH社製)1.6gと、2,2’-アゾビス(2-メチルブチロニトリル)(ABN-E)0.35gとを2口フラスコに投入し、フラスコ内を窒素ガスで置換しながら85℃に昇温した。その後、85℃で6時間撹拌して重合反応を行った(第一段階反応)。
反応終了後、フラスコ内にn-ヘキサン4000gを投入し、撹拌して反応物を沈殿させた後、未反応のモノマー(St、HEA、AA)及びRAFT剤をろ別し、反応物を70℃で減圧乾燥して共重合体(ハードセグメントA)を得た。
アクリル酸ブチル(BA)100g、ABN-E0.035g及び酢酸エチル50gからなる混合物(ソフトセグメントB)と、先に得られた共重合体(ハードセグメントA)とを2口フラスコに投入し、フラスコ内を窒素ガスで置換しながら85℃に昇温した。その後、85℃で6時間撹拌して重合反応を行い、ハードセグメントAとソフトセグメントBからなるブロック共重合体を含む反応液を得た。なお、混合物(ソフトセグメントB)とハードセグメントAの配合量は、得られるブロック共重合体におけるハードセグメントとソフトセグメントとの重量比が20/80となる量とした。
また、反応液の一部を採取し、これにn-ヘキサン4000gを投入し、撹拌して反応物を沈殿させた後、未反応のモノマー(BA)及び溶媒をろ別し、反応物を70℃で減圧乾燥してスチレン-アクリル系トリブロック共重合体を得た。上記により、StとHEAとAAに由来するハードセグメントの割合が20重量%、BAに由来するソフトセグメントの割合が80重量%、重量平均分子量が20000のスチレン-アクリル系トリブロック共重合体を得た。
なお、2軸延伸ポリプロピレン(OPP)からなるシートは、粘着剤層を介して発泡体と積層させた。
なお、ポリエチレンテレフタレート(PET)からなるシートは、粘着剤層を介して発泡体と積層させた。
なお、パルプ不織布シートは、粘着剤層を介して発泡体と積層させた。
以下の方法でアクリル粘着剤を調製した。
温度計、攪拌機、冷却管を備えた反応器に酢酸エチル52重量部を入れて、窒素置換した後、反応器を加熱して還流を開始した。酢酸エチルが沸騰してから、30分後に重合開始剤としてアゾビスイソブチロニトリル0.08重量部を投入した。ここにモノマー混合物(アクリル酸ブチル(BA)60重量部、アクリル酸2-エチルへキシル(2EHA)36.9重量部、アクリル酸(AAc)3重量部、及び、アクリル酸2-ヒドロキシエチル(2HEA)0.1重量部)を1時間30分かけて、均等かつ徐々に滴下し反応させた。滴下終了30分後にアゾビスイソブチロニトリル0.1重量部を添加し、更に5時間重合反応させ、反応器内に酢酸エチルを加えて希釈しながら冷却することにより、アクリル共重合体含有溶液を得た。
得られたアクリル共重合体含有溶液の不揮発分100重量部に対して酢酸エチルを加えて攪拌し、粘着付与樹脂を合計30重量部(水添ロジン系樹脂10部、ロジンエステル系樹脂10部、テルペンフェノール樹脂10部)添加して攪拌し、不揮発分30重量%の粘着剤を得た。
実施例、比較例で得られた両面粘着テープについて以下の評価を行った。結果を表1又は2に示した。
得られた両面粘着テープ(離型ライナー/第1の粘着剤層/第1の樹脂層/発泡体/第2の樹脂層/第2の粘着剤層)を直径3インチの紙芯に、第2の粘着剤層側が内側になるように巻きつけてロール状体を得た。
得られたロール状体の側面と表層を目視にて観察した。更に、ロール状体から両面粘着テープを引き出した後、第2の粘着剤層側から目視にて観察して、以下の基準により評価した。
○:確認した全ての箇所にシワや折れが認められなかった。
△:確認した一部の箇所にシワや折れが認められた。
×:確認した全ての箇所にシワや折れが認められた。
得られた両面粘着テープを幅5mm×長さ100mm、及び、幅10mm×長さ100mmの大きさにそれぞれ切り出して、5mm幅サンプル及び10mm幅サンプルを調製した。
得られた各サンプルの第1の粘着剤層側の離型ライナーを剥がし、厚み2mmのガラス板(幅50mm、長さ125mm)に第1の粘着剤層側を貼り合わせ、両面粘着テープ上に2kgのゴムローラを300mm/分の速度で一往復させた後、23℃、相対湿度50%の環境下に24時間放置した。次いで、発泡体の層間を裂きあげ、両面粘着テープから第2の粘着剤層と第2の樹脂層、及び、発泡体の一部を除去した後、両面粘着テープの残った部分を水平方向から30°の角度方向に300mm/分の速度にて引っ張り、ガラス板から両面粘着テープの残った部分を剥離した。第1の粘着剤層側のリワーク性について、以下の基準により評価した。第2の粘着剤層側についても、同様の評価を行った。
○:両面粘着テープの残った部分を除去できた。
△:剥離途中で両面粘着テープの一部が破断したものの、両面粘着テープの残った部分を除去できた。
×:両面粘着テープの残った部分を除去できなかった。
第2の樹脂層と発泡体とを積層する際のゴムロール温度を23℃に変更した以外はそれぞれの実施例、比較例と同様にして、両面粘着テープを別途製造した。なお、それぞれの実施例、比較例では、第2の樹脂層と発泡体とを積層する際のゴムロール温度は80℃であった。
ゴムロール温度23℃及び80℃にて得られた両面粘着テープについて、上記(2)と同様にして第2の粘着剤層側のリワーク性の評価を行い、ガラス板から両面粘着テープの残った部分を剥離した際の第2の樹脂層と発泡体との間の浮きを観察した。
○:ゴムロール温度23℃であっても浮きが発生しなかった。
△:ゴムロール温度23℃では浮きが発生したが、ゴムロール温度80℃では浮きが発生しなかった。
×:ゴムロール温度80℃で浮きが発生した。


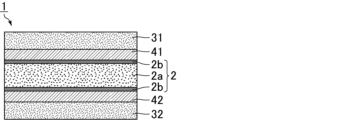
2 発泡体
2a 発泡層
2b スキン層
31 第1の粘着剤層
32 第2の粘着剤層
41 第1の樹脂層
42 第2の樹脂層
Claims (11)
- スキン層を有する発泡体(ポリウレタン樹脂からなるものを除く)と、前記発泡体の両面にそれぞれ配置された第1の粘着剤層及び第2の粘着剤層とを有する両面粘着テープであって、
前記発泡体と前記第1の粘着剤層の間、及び、前記発泡体と前記第2の粘着剤層の間に、引張破断点応力が4MPa以上である第1の樹脂層及び第2の樹脂層をそれぞれ有し、
前記スキン層は、前記発泡体の表層部に存在する層であって、前記発泡層よりも密度が高い層であり、
前記第1の樹脂層を構成する樹脂が、ポリエステル系樹脂であり、
前記第2の樹脂層を構成する樹脂が、アクリルブロックを含むブロック共重合体である
ことを特徴とする両面粘着テープ。 - 第2の樹脂層は、引張破断点伸びが200%以上であることを特徴とする請求項1に記載の両面粘着テープ。
- 第2の樹脂層は、引張弾性率が200MPa以下であることを特徴とする請求項1又は2記載の両面粘着テープ。
- ブロック共重合体は、トリブロック共重合体を含むことを特徴とする請求項1、2又は3記載の両面粘着テープ。
- ブロック共重合体におけるトリブロック共重合体の割合が50重量%以上であることを特徴とする請求項4記載の両面粘着テープ。
- ブロック共重合体は、トリブロック共重合体及びジブロック共重合体を含むことを特徴とする請求項4又は5記載の両面粘着テープ。
- ブロック共重合体におけるハードセグメントの割合が10重量%以上、70重量%以下であることを特徴とする請求項1、2、3、4、5又は6記載の両面粘着テープ。
- ブロック共重合体は、スチレン-アクリル系共重合体であることを特徴とする請求項1、2、3、4、5、6又は7記載の両面粘着テープ。
- スチレン-アクリル系共重合体は、スチレンとアクリル酸に由来するハードセグメントと、n-アクリル酸ブチルに由来するソフトセグメントとを有するスチレン-アクリル系トリブロック共重合体であることを特徴とする請求項8記載の両面粘着テープ。
- スチレン-アクリル系トリブロック共重合体中におけるスチレンとアクリル酸に由来するハードセグメントの割合が10重量%以上、50重量%以下であり、かつ、前記スチレン-アクリル系トリブロック共重合体の重量平均分子量が2万以上であることを特徴とする請求項9記載の両面粘着テープ。
- 発泡体は、ポリオレフィン樹脂からなることを特徴とする請求項1、2、3、4、5、6、7、8、9又は10記載の両面粘着テープ。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018127568 | 2018-07-04 | ||
| JP2018127568 | 2018-07-04 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2020012106A JP2020012106A (ja) | 2020-01-23 |
| JP2020012106A5 JP2020012106A5 (ja) | 2022-06-02 |
| JP7323360B2 true JP7323360B2 (ja) | 2023-08-08 |
Family
ID=69170327
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019125325A Active JP7323360B2 (ja) | 2018-07-04 | 2019-07-04 | 両面粘着テープ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7323360B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021187368A1 (ja) * | 2020-03-17 | 2021-09-23 | ||
| CN115427527B (zh) * | 2020-09-23 | 2024-08-20 | 积水化学工业株式会社 | 双面粘合带 |
| KR20230092862A (ko) * | 2020-10-28 | 2023-06-26 | 세키스이가가쿠 고교가부시키가이샤 | 점착 테이프 |
| JPWO2022092199A1 (ja) * | 2020-10-28 | 2022-05-05 | ||
| JP7355096B2 (ja) * | 2021-10-05 | 2023-10-03 | Dic株式会社 | 粘着テープ及びその製造方法、並びに該粘着テープを用いた物品及びその解体方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016008290A (ja) | 2014-06-26 | 2016-01-18 | Dic株式会社 | 両面粘着テープ及び物品 |
| JP2017019951A (ja) | 2015-07-13 | 2017-01-26 | スリーエム イノベイティブ プロパティズ カンパニー | 易剥離性両面粘着テープ及びその使用方法 |
| JP2018511669A (ja) | 2015-02-27 | 2018-04-26 | スリーエム イノベイティブ プロパティズ カンパニー | 両面テープ |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5424951A (en) * | 1977-07-27 | 1979-02-24 | Nitto Electric Ind Co Ltd | Double-coated adhesive tape, sheet, or film |
-
2019
- 2019-07-04 JP JP2019125325A patent/JP7323360B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016008290A (ja) | 2014-06-26 | 2016-01-18 | Dic株式会社 | 両面粘着テープ及び物品 |
| JP2018511669A (ja) | 2015-02-27 | 2018-04-26 | スリーエム イノベイティブ プロパティズ カンパニー | 両面テープ |
| JP2017019951A (ja) | 2015-07-13 | 2017-01-26 | スリーエム イノベイティブ プロパティズ カンパニー | 易剥離性両面粘着テープ及びその使用方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020012106A (ja) | 2020-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7323360B2 (ja) | 両面粘着テープ | |
| TWI802564B (zh) | 雙面黏著膠帶 | |
| KR101653985B1 (ko) | 점착 테이프 | |
| TWI468485B (zh) | 黏膠帶 | |
| US10093835B2 (en) | Double-sided adhesive tape | |
| KR101653986B1 (ko) | 점착 테이프 | |
| EP2799505B1 (en) | Pressure sensitive adhesive tape | |
| JP7377210B2 (ja) | 両面粘着テープ | |
| TW201402763A (zh) | 黏膠帶 | |
| JP2015098554A (ja) | 防水テープ | |
| WO2018116844A1 (ja) | 粘着テープ | |
| KR20180101316A (ko) | 양면 점착 테이프 | |
| CN107075319B (zh) | 粘合片和电子设备 | |
| TWI676666B (zh) | 黏著片及電子機器 | |
| US11898070B2 (en) | Adhesive tape and electronic device | |
| US11827822B2 (en) | Adhesive tape and electronic device | |
| WO2022065392A1 (ja) | 両面粘着テープ | |
| CN112262192A (zh) | 粘着带及物品 | |
| WO2019131166A1 (ja) | 粘着テープ及び物品 | |
| JP7128062B2 (ja) | 粘着テープ | |
| WO2021187368A1 (ja) | 両面粘着テープ | |
| CN118414393A (zh) | 粘着带、使用粘着带得到的物品及物品解体方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220525 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220525 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230215 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20230410 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230609 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230704 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230727 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7323360 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |