JP7228317B2 - 包装システム - Google Patents
包装システム Download PDFInfo
- Publication number
- JP7228317B2 JP7228317B2 JP2018166472A JP2018166472A JP7228317B2 JP 7228317 B2 JP7228317 B2 JP 7228317B2 JP 2018166472 A JP2018166472 A JP 2018166472A JP 2018166472 A JP2018166472 A JP 2018166472A JP 7228317 B2 JP7228317 B2 JP 7228317B2
- Authority
- JP
- Japan
- Prior art keywords
- packaging
- information
- printing device
- phototube
- printed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Containers And Plastic Fillers For Packaging (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Description
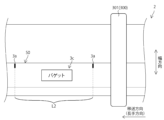
図1に示すように、本実施形態の包装システム100は、包装装置200と、サーマルプリンタ300と、これらの装置を制御する制御盤400とを備えている。なお、サーマルプリンタ300は、本発明の「印字装置」および「感熱印字装置」の一例である。
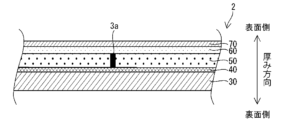
次に、図4を参照して、包装シート2の各層の構成を説明する。なお、図4は実施形態を説明するための概略図であって、正確なものではない。例えば、各層の厚みの比率は実際の各層の厚みと対応していない。
基材層30としては、透明の合成樹脂フィルム、たとえば、ポリプロピレンフィルム、ポリエチレンテレフタレートフィルム、ポリスチレンフィルム、ポリカーボネートフィルムなどのフィルム全般を用いることができる。基材層30の厚さは特に限定されないが、たとえば、10μm~100μm程度が塗工性及び透明性に優れ、好ましい。このフィルム同士を互いに密着させた状態で加熱することにより、ヒートシールすることが可能となっている。
アンダーコート層40は、基材層30と感熱層50との密着性を高めるために設けられており、結着剤や充填剤を主成分として形成されている。
感熱層50は、任意のタイミングで加熱により発色させることにより、包装シート2にバーコードや文字等の情報を印字することができる。この感熱層50は、図2および図3に示すように、平面視において、幅方向に対して中央よりも一方側の領域に、移送方向に対して帯状に延びている。この感熱層50は、不透明度が高く設定されており、視覚的には白色を有している。感熱層50は、アクリル樹脂等の中空粒子を含み、光散乱効果により不透明性を付与することで、感熱層50に印字された文字やバーコード等の情報の視認性を向上させることが可能となっている。バーコード等の読み取り特性を向上させるためには、感熱層50は、JIS P8149に準拠して測定される不透明度が25%以上であることが好ましい。また、感熱層50は、JIS-K7136:2000に準拠して測定されたヘイズ値が70%以上であることが好ましい。
中間層60は、感熱層50等を表面側からの劣化から保護するとともに、包装シート2の透明性を向上させるために設けられている。かかる目的のため、アクリルアミド樹脂などのアクリル系樹脂を含むコアシェル型粒子を中間層に含んでいる。
保護層70は、中間層60や感熱層50等を表面側からの劣化から保護するために設けられている。また、保護層70は、充填剤としてのコロイダルシリカおよび滑剤としてのステアリン酸亜鉛を結着剤としてのアクリル樹脂を用いて成膜させて形成することによって、表面の滑りを良くしサーマルヘッドユニット301に対する適性を向上させている。
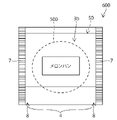
次に、図1~図3、図5および図6を参照して、本実施形態による包装システム100を用いた包装方法について説明する。
3a …光電管マーク
100 …包装システム
108 …第1の検知センサ(検知センサ)
200 …包装装置
300 …サーマルプリンタ(感熱印字装置)
401 …制御部
500 …パン(被包装物)
Claims (7)
- 被包装物の大きさに関する情報が入力される制御部と、
前記被包装物を包装するための長尺状の包装材の長手方向に複数の光電管マークを印字する工程を行う印字装置と、を備え、
前記制御部は、前記印字装置が前記情報に対応させて前記複数の光電管マークの間隔を異ならせて印字するように制御する、包装システムであって、
前記被包装材の移送方向において上流側から供給された前記包装材は、前記移送方向において下流側に位置する前記印字装置に供給されて印字の工程が行われ、
前記印字装置による印字の工程の後、前記移送方向において前記印字装置よりさらに下流側で、前記包装材に前記被包装物を充填する工程が連続して行われる、包装システム。 - 前記被包装物の大きさに関する情報を検知するとともに、前記情報を前記制御部に出力する検知センサをさらに備える、請求項1に記載の包装システム。
- 前記印字装置は、加熱により前記包装材を発色させて印字を行う感熱印字装置を含み、
前記制御部は、前記感熱印字装置が前記複数の光電管マークの前記印字を行うことを制御する、請求項1または2に記載の包装システム。 - 前記包装材は、JIS P8149に準拠して測定された不透明度が25%以上である、請求項1~3のいずれか1項に記載の包装システム。
- 前記包装材は、JIS-K7136:2000に準拠して測定されたヘイズ値が70%以上である、請求項1~4のいずれか1項に記載の包装システム。
- 前記制御部は、前記印字装置が前記被包装物に関する情報をさらに印字するように制御する、請求項1~5のいずれか1項に記載の包装システム。
- 前記制御部は、前記印字装置が前記複数の光電管マークと前記被包装物に関する情報とを同時に印字するように制御する、請求項6に記載の包装システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018166472A JP7228317B2 (ja) | 2018-09-06 | 2018-09-06 | 包装システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018166472A JP7228317B2 (ja) | 2018-09-06 | 2018-09-06 | 包装システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020037444A JP2020037444A (ja) | 2020-03-12 |
| JP7228317B2 true JP7228317B2 (ja) | 2023-02-24 |
Family
ID=69737429
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018166472A Active JP7228317B2 (ja) | 2018-09-06 | 2018-09-06 | 包装システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7228317B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7482503B2 (ja) * | 2020-04-30 | 2024-05-14 | 大森機械工業株式会社 | 包装システム |
| JP7526463B2 (ja) * | 2020-05-07 | 2024-08-01 | 大森機械工業株式会社 | 包装機 |
| AU2022445995B2 (en) * | 2022-03-10 | 2026-04-09 | Osaka Sealing Printing Co., Ltd. | Heat-sealable heat-sensitive film and method for producing same |
| JP7793191B2 (ja) * | 2022-03-11 | 2026-01-05 | 株式会社フジキカイ | 袋詰め包装体および横形製袋充填機並びに袋詰め包装体の製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011042396A (ja) | 2009-08-24 | 2011-03-03 | Ishida Co Ltd | 製袋包装装置および製袋包装方法 |
| JP2014234165A (ja) | 2013-05-30 | 2014-12-15 | 株式会社川島製作所 | 二重筒構造の充填筒を備えた製袋充填包装機、及び製袋充填包装機における製袋充填二重筒の内側筒脱着方法 |
| US20150174848A1 (en) | 2013-12-19 | 2015-06-25 | Pitney Bowes Inc. | System and method for ensuring cutting accuracy in a mailpiece wrapper |
| JP2018008744A (ja) | 2016-06-29 | 2018-01-18 | 株式会社イシダ | 連動システム |
-
2018
- 2018-09-06 JP JP2018166472A patent/JP7228317B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011042396A (ja) | 2009-08-24 | 2011-03-03 | Ishida Co Ltd | 製袋包装装置および製袋包装方法 |
| JP2014234165A (ja) | 2013-05-30 | 2014-12-15 | 株式会社川島製作所 | 二重筒構造の充填筒を備えた製袋充填包装機、及び製袋充填包装機における製袋充填二重筒の内側筒脱着方法 |
| US20150174848A1 (en) | 2013-12-19 | 2015-06-25 | Pitney Bowes Inc. | System and method for ensuring cutting accuracy in a mailpiece wrapper |
| JP2018008744A (ja) | 2016-06-29 | 2018-01-18 | 株式会社イシダ | 連動システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020037444A (ja) | 2020-03-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7228317B2 (ja) | 包装システム | |
| US20220402239A1 (en) | Thermal transfer of active ink with dynamic environmental data | |
| EP1947440A2 (en) | Package heat seal quality indicator | |
| EP3595977B1 (en) | Identification of shrink-wrapped objects | |
| US20080096748A1 (en) | Reusable package, apparatus, and method | |
| BRPI0315591B1 (pt) | Material de embalagem e método de transferir informações de uma instalação para a produção de material de embalagem para uma máquina de encher | |
| US20120012490A1 (en) | Marking packages | |
| EP2565124A1 (en) | Apparatus and method for printing on a package | |
| JP5414166B2 (ja) | レーザ印字装置およびレーザ印字方法 | |
| EP2565036A1 (en) | Packaging material and packages | |
| JPH06510261A (ja) | パッケージバッグ、危険物試料用に好ましいパッケージバッグおよび該パッケージバッグの製法 | |
| JP5281274B2 (ja) | 再転写式サーマルプリンタ及びこれを用いたシール装置 | |
| JP6371503B2 (ja) | ラベル印字装置 | |
| JP2002283633A (ja) | 商品情報印字装置 | |
| JP6121754B2 (ja) | ラベル発行貼付装置 | |
| JP4472268B2 (ja) | 袋包装機 | |
| JP2018076097A (ja) | 包装フィルム及び包装体 | |
| JP3378777B2 (ja) | ポリエチレン袋の刻印方法 | |
| JP6045037B2 (ja) | 充填包装機用積層フィルムのフィルム繋ぎ部分の検出方法 | |
| JP5071066B2 (ja) | 包装装置 | |
| JP6382246B2 (ja) | 米飯成形食品の包装体およびその包装方法 | |
| JP5509928B2 (ja) | 包装用フィルム及びその包装用フィルムを用いた包装装置 | |
| NL1003290C2 (nl) | Verpakking voor levensmiddelen alsmede een werkwijze en inrichting voor het verpakken. | |
| JP2820373B2 (ja) | 包装袋の製造方法 | |
| JP7220003B2 (ja) | 包装材、包装方法及び包装体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210811 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220721 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220802 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220926 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230207 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230209 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7228317 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |