JP7182425B2 - Al-Mg-Si系アルミニウム合金押出材およびその製造方法 - Google Patents
Al-Mg-Si系アルミニウム合金押出材およびその製造方法 Download PDFInfo
- Publication number
- JP7182425B2 JP7182425B2 JP2018198344A JP2018198344A JP7182425B2 JP 7182425 B2 JP7182425 B2 JP 7182425B2 JP 2018198344 A JP2018198344 A JP 2018198344A JP 2018198344 A JP2018198344 A JP 2018198344A JP 7182425 B2 JP7182425 B2 JP 7182425B2
- Authority
- JP
- Japan
- Prior art keywords
- mass
- extruded material
- less
- content
- aluminum alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C23/00—Extruding metal; Impact extrusion
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/02—Alloys based on aluminium with silicon as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/05—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys of the Al-Si-Mg type, i.e. containing silicon and magnesium in approximately equal proportions
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Extrusion Of Metal (AREA)
Description
前記アルミニウム合金押出材の押出方向に平行な断面であって該押出材の重心を通る断面において金属組織は繊維状組織を有し、かつ前記断面の全体面積に占める前記繊維状組織の面積の割合が90%以上であり、前記押出材の外側表面に再結晶層が存在しており、該再結晶層の厚さが100μm以下であることを特徴とするAl-Mg-Si系アルミニウム合金押出材。
前記得られた溶湯を鋳造加工することによってビレットを得る鋳造工程と、
前記ビレットに均質化熱処理を行う均質化熱処理工程と、
前記均質化熱処理後のビレットに熱間押出加工を行って押出材を得る押出工程と、
上記熱間押出加工後から0.01秒~60秒以内に前記押出材を急冷する急冷行程と、
前記急冷行程を経た押出材を加熱して時効処理を行う時効処理工程と、を含み、
前記時効処理工程を経て得られた押出材は、押出方向に平行な断面であって該押出材の重心を通る断面において金属組織は繊維状組織を有し、かつ前記断面の全体面積に占める前記繊維状組織の面積の割合が90%以上であり、前記押出材の外側表面に再結晶層が存在しており、該再結晶層の厚さが100μm以下であることを特徴とするAl-Mg-Si系アルミニウム合金押出材の製造方法。
前記得られた溶湯を鋳造加工することによってビレットを得る鋳造工程と、
前記ビレットを480℃~530℃の温度に2時間~15時間保持する均質化熱処理を行う均質化熱処理工程と、
前記均質化熱処理後のビレットを150℃/時間以上の平均冷却速度で200℃以下まで冷却する冷却工程と、
前記冷却工程を経たビレットを500℃~560℃にした状態で3m/分~30m/分の押出速度で熱間押出加工を行って押出材を得る押出工程と、
前記熱間押出加工後から0.01秒~60秒以内に前記押出材を500℃~570℃の状態から100℃/秒以上の冷却速度で150℃以下まで急冷する急冷工程と、
前記急冷工程を経た押出材を160℃~200℃の温度で1時間~12時間加熱して時効処理を行う時効処理工程と、を含み、
前記時効処理工程を経て得られた押出材は、押出方向に平行な断面であって該押出材の重心を通る断面において金属組織は繊維状組織を有し、かつ前記断面の全体面積に占める前記繊維状組織の面積の割合が90%以上であり、前記押出材の外側表面に再結晶層が存在しており、該再結晶層の厚さが100μm以下であることを特徴とするAl-Mg-Si系アルミニウム合金押出材の製造方法。
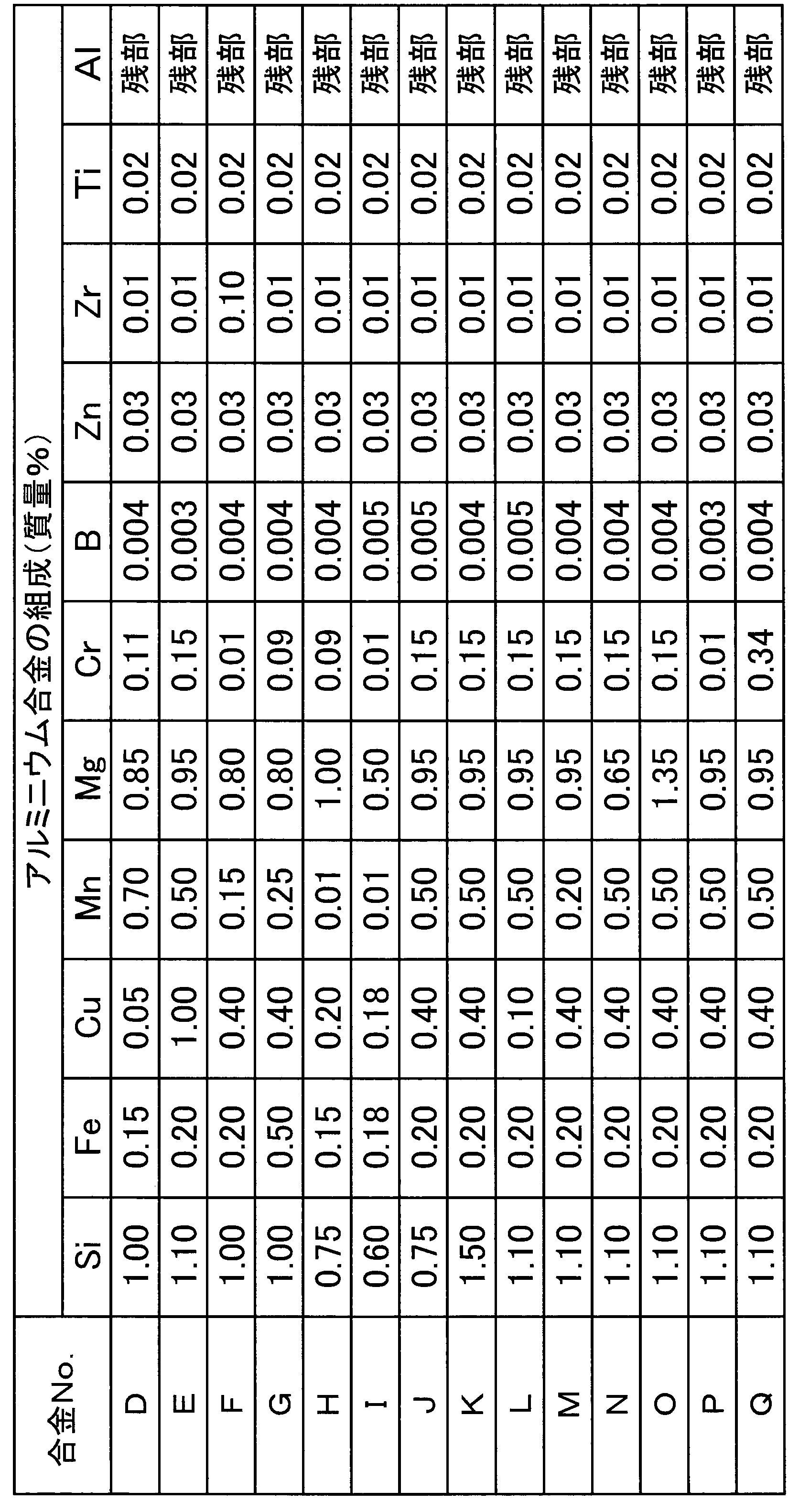
前記溶湯形成工程では、Si:0.95質量%~1.25質量%、Mg:0.80質量%~1.05質量%、Cu:0.30質量%~0.50質量%、Mn:0.40質量%~0.60質量%、Fe:0.15質量%~0.30質量%、Cr:0.09質量%~0.21質量%、B:0.0001質量%~0.03質量%を含有し、Znの含有率が0.25質量%以下、Zrの含有率が0.05質量%以下、Tiの含有率が0.10質量%以下であり、残部がAl及び不可避不純物からなる組成となるように溶解調製されたアルミニウム合金溶湯を得る。
次に、前記得られた溶湯を鋳造加工することによって鋳造材を得る(鋳造工程)。鋳造方法としては、特に限定されるものではなく、従来公知の方法を用いればよく、例えば、連続鋳造圧延法、ホットトップ鋳造法、フロート鋳造法、半連続鋳造法(DC鋳造法)等が挙げられる。この鋳造工程において、冷却速度の速い鋳造加工を行うことによって鋳塊(ビレット)中に形成される金属組織や晶出物の結晶粒径を小さくするのが好ましい。
得られたビレットに対して均質化熱処理を行う。即ち、ビレットを480℃~530℃の温度で2時間~15時間保持する均質化熱処理を行う。480℃未満では、鋳塊ビレットの軟化が不十分となり、熱間押出加工時の圧力が著しく高くなって、外観品質が悪化するし、生産性も低下する。一方、530℃を超えると、MnとCrの析出物が粗大化することで再結晶を抑制する効果が低下し、再結晶の発生により、押出材の靱性が低下するし、高強度も得られ難い。中でも、均質化熱処理の温度は、485℃~525℃に設定するのが好ましい。
次に、前記均質化熱処理後のビレットを150℃/時間以上の平均冷却速度で200℃以下の温度まで冷却する。平均冷却速度は、大きい方がより好ましい。この冷却工程における冷却方法としては、特に限定されるものではないが、例えば、ファン冷却、ミスト冷却などが挙げられる。このようにビレットを150℃/時間以上の平均冷却速度で強制冷却する理由は、均質化熱処理後の冷却過程で固溶元素の析出物が粗大に成長するのを抑制するためである。粗大成長を抑制することで、後の時効処理による強度向上を十分に実現できると共に、押出材の靱性を十分に確保できる。
前記冷却工程を経たビレットを500℃~560℃にした状態で3m/分~30m/分の押出速度で熱間押出加工を行って押出材を得る。加熱温度が500℃未満では、鋳塊に添加されている元素がマトリックス中に溶けずに残留することで時効処理による強度向上を実現できない。一方、加熱温度が560℃を超えると、押出加工後の加工発熱により押出材に局所的に共晶融解(バーニング)が発生する恐れがある。従って、熱間押出加工時の加熱温度は500℃~560℃に設定する。中でも、熱間押出加工時の加熱温度は510℃~550℃に設定するのが好ましい。なお、ビレットの加熱時間は、特に限定されるものではないが、加熱装置が押出工程のオンライン上に設置されていることを考慮して、良好な生産性を確保できる時間に設定されるが、30分以内に設定されるのが好ましく、15分以内に設定されるのが特に好ましい。
前記熱間押出加工後から0.01秒~60秒以内に前記押出材を急冷する。このとき、押出材を500℃~570℃の状態から100℃/秒以上の冷却速度で150℃以下まで急冷するのが好ましい。押出材の温度は、金型から排出された直後の押出材の温度を非接触温度計または接触温度計で計測する。この計測温度が500℃未満では、鋳塊に添加されている元素がマトリックス中に溶けずに残留することで時効処理による強度向上を実現できない。前記計測温度が570℃を超えている場合には、押出材に局所的に共晶融解(バーニング)が発生する恐れがある。中でも、前記熱間押出加工後の押出材の温度が510℃~560℃になっているのが好ましい。また、前記熱間押出加工後から0.01秒~30秒以内に前記押出材を急冷するのが好ましく、前記熱間押出加工後から0.01秒~15秒以内に前記押出材を急冷するのが特に好ましい。
次に、前記急冷工程を経た押出材を160℃~200℃の温度で1時間~12時間加熱して時効処理を行う。時効処理温度が160℃未満では、析出物が微細になりすぎて時効硬化が十分になされず、高強度の押出材が得られなくなる。一方、時効処理温度が200℃を超えると、過時効処理となって析出物が粗大化して、高強度の押出材が得られなくなる。また、時効処理時間が1時間未満では、亜時効処理となって高強度の押出材が得られなくなる。時効処理時間が12時間を超えると、過時効処理となって高強度の押出材が得られなくなる。中でも、前記時効処理温度を170℃~190℃に設定するのが好ましい。また、前記時効処理時間は2時間~10時間に設定するのが好ましい。
Si:0.95質量%、Fe:0.20質量%、Cu:0.30質量%、Mn:0.44質量%、Mg:0.80質量%、Cr:0.09質量%、B:0.004質量%、Zn:0.03質量%、Zr:0.01質量%、Ti:0.02質量%を含有し、残部がAl及び不可避不純物からなるアルミニウム合金を加熱してアルミニウム合金溶湯を得た後、該アルミニウム合金溶湯を用いてホットトップ鋳造法により直径156mm、長さ450mmの鋳塊ビレットを作製した。
前記アルミニウム合金溶湯として、表1に示すアルミニウム合金No.A2(表1に示す元素を表に記載の含有率で含有し、残部がAl及び不可避不純物からなるアルミニウム合金)からなるアルミニウム合金溶湯を用い、均質化熱処理を480℃×8時間の条件で行った以外は、実施例1と同様にして、図1に示すAl-Mg-Si系アルミニウム合金押出材1を得た。
前記アルミニウム合金溶湯として、表1に示すアルミニウム合金No.A2(表1に示す元素を表に記載の含有率で含有し、残部がAl及び不可避不純物からなるアルミニウム合金)からなるアルミニウム合金溶湯を用い、均質化熱処理を525℃×8時間の条件で行った以外は、実施例1と同様にして、図1に示すAl-Mg-Si系アルミニウム合金押出材1を得た。
前記アルミニウム合金溶湯として、表1に示すアルミニウム合金組成(表1に示す元素を表に記載の含有率で含有し、残部がAl及び不可避不純物からなるアルミニウム合金)からなるアルミニウム合金溶湯を用いた以外は、実施例1と同様にして、図1に示すAl-Mg-Si系アルミニウム合金押出材1を得た。
前記アルミニウム合金溶湯として、表2に示すアルミニウム合金組成(表2に示す元素を表に記載の含有率で含有し、残部がAl及び不可避不純物からなるアルミニウム合金)からなるアルミニウム合金溶湯を用いた以外は、実施例1と同様にして、Al-Mg-Si系アルミニウム合金押出材を得た。
前記アルミニウム合金溶湯として、表2に示すアルミニウム合金塑性(表2に示す元素を表に記載の含有率で含有し、残部がAl及び不可避不純物からなるアルミニウム合金)からなるアルミニウム合金溶湯を用い、均質化熱処理を565℃×8時間の条件で行った以外は、実施例1と同様にして、Al-Mg-Si系アルミニウム合金押出材を得た。
前記アルミニウム合金溶湯として、表2に示すアルミニウム合金組成(表2に示す元素を表に記載の含有率で含有し、残部がAl及び不可避不純物からなるアルミニウム合金)からなるアルミニウム合金溶湯を用いた以外は、実施例1と同様にして、Al-Mg-Si系アルミニウム合金押出材を得た。
Si:1.10質量%、Fe:0.20質量%、Cu:0.40質量%、Mn:0.50質量%、Mg:0.95質量%、Cr:0.15質量%、B:0.004質量%、Zn:0.03質量%、Zr:0.01質量%、Ti:0.02質量%を含有し、残部がAl及び不可避不純物からなるアルミニウム合金を加熱してアルミニウム合金溶湯を得た後、該アルミニウム合金溶湯を用いてホットトップ鋳造法により直径80mm、長さ80mmの鋳塊ビレットを作製した。

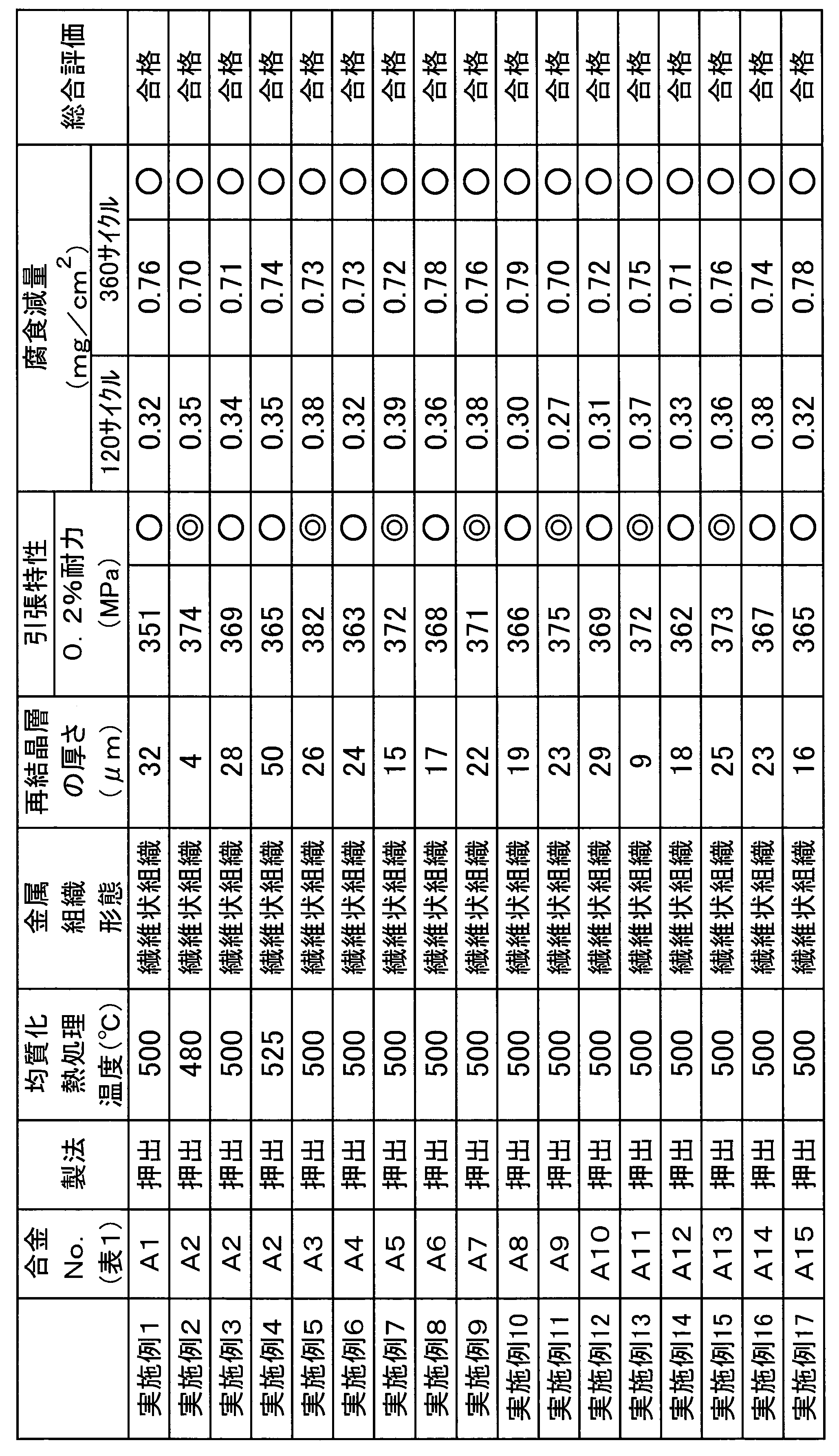

押出材について該押出材の押出方向に平行な断面であって該押出材の重心を通る断面を切り出した後、押出材の前記断面(切断面)を鏡面研磨し、次いで電解エッチングを行った後、断面(切断面)を光学顕微鏡で観察した。各押出材の前記断面(切断面)の光学顕微鏡を用いた金属組織写真において、複数視野における画像解析から、前記断面における全体面積に占める繊維状組織の面積の割合を求め、該割合が90%以上であるものを「繊維状組織」と判定し(表3、4参照)、前記割合が20%以上90%未満であるもの(繊維状組織以外の組織が再結晶組織であるもの)を「混合組織」と判定し、前記割合が20%未満であるもの(繊維状組織以外の組織が再結晶組織であるもの)を「再結晶組織」と判定した(表3、4参照)。
JIS Z2241-2011に準拠して室温(25℃)で引張試験を行うことによって、押出材(又は鍛造材)の0.2%耐力(MPa)を測定した。即ち、押出材(又は鍛造材)からJIS Z2201-1998に記載の方法によりJIS5号試験片を採取した。このJIS5号試験片の大きさは、平行部の幅25mm×平行部の長さ60mm×厚さ2.5mmとした。また、試験片において標点間距離を50mmに設定した。前記試験片についてインストロン型引張試験機を用いて引張試験を行った。引張試験速度は、2mm/分に設定し、耐力測定以降は10mm/分に設定した。JIS5号試験片のn数を3個として、3つの試験片の平均値を「0.2%耐力」とした(表3、4参照)。なお、表3、4において、0.2%耐力が370MPa以上であるものを「◎」と表記し、0.2%耐力が350MPa以上370MPa未満であるものを「○」と表記し、0.2%耐力が350MPa未満であるものを「×」と表記した。
押出材は、幅80mmで厚さが6.0mmの板状の押出材を長さ120mmに切断して評価用試験片とした。鍛造材は、比較例8の鍛造加工材から幅80mmで厚さが6.0mm、長さ120mmのサイズに切削加工して評価用試験片を作製した。腐食減量の評価は、自動車部品外観腐食試験方法(JASO M610-92)に記載されているCCT試験で実施した。このCCT試験は、塩水噴霧(5%NaCl水溶液、35℃)×2時間、60℃で乾燥×4時間、湿潤(50℃、98%RH)×2時間の合計8時間を1サイクルとして、120サイクル(960時間)及び360サイクル(2880時間)で腐食試験を行った。所定サイクルの腐食試験後に評価用試験片を取り出した後、この評価用試験片に対してリン酸クロム酸液で洗浄を行うことによって腐食生成物を取り除いた後、腐食による質量減少量(腐食試験前の試験片の質量-腐食試験後の試験片の質量)を求めた。評価用試験片のn数を3個として、3つの試験片の平均値を「腐食減量」として表3、4に記載した。
「0.2%耐力」および「腐食減量」の2つの評価項目のうち、1項目以上に「×」の評価結果があったものを「不合格」とし、2つの評価項目全てにおいて「×」の評価結果が無かったものを「合格」とした。
Claims (3)
- Si:0.95質量%~1.25質量%、Mg:0.80質量%~1.05質量%、Cu:0.30質量%~0.50質量%、Mn:0.40質量%~0.60質量%、Fe:0.15質量%~0.30質量%、Cr:0.09質量%~0.21質量%、B:0.0001質量%~0.03質量%を含有し、Znの含有率が0.25質量%以下、Zrの含有率が0.05質量%以下、Tiの含有率が0.10質量%以下であり、残部がAl及び不可避不純物からなるアルミニウム合金押出材であって、
前記アルミニウム合金押出材の押出方向に平行な断面であって該押出材の重心を通る断面において金属組織は繊維状組織を有し、かつ前記断面の全体面積に占める前記繊維状組織の面積の割合が90%以上であり、前記押出材の外側表面に再結晶層が存在しており、該再結晶層の厚さが100μm以下であることを特徴とするAl-Mg-Si系アルミニウム合金押出材。 - Si:0.95質量%~1.25質量%、Mg:0.80質量%~1.05質量%、Cu:0.30質量%~0.50質量%、Mn:0.40質量%~0.60質量%、Fe:0.15質量%~0.30質量%、Cr:0.09質量%~0.21質量%、B:0.0001質量%~0.03質量%を含有し、Znの含有率が0.25質量%以下、Zrの含有率が0.05質量%以下、Tiの含有率が0.10質量%以下であり、残部がAl及び不可避不純物からなるアルミニウム合金の溶湯を得る溶湯形成工程と、
前記得られた溶湯を鋳造加工することによってビレットを得る鋳造工程と、
前記ビレットに均質化熱処理を行う均質化熱処理工程と、
前記均質化熱処理後のビレットに熱間押出加工を行って押出材を得る押出工程と、
前記熱間押出加工後から0.01秒~60秒以内に前記押出材を急冷する急冷工程と、 前記急冷工程を経た押出材を加熱して時効処理を行う時効処理工程と、を含み、
前記時効処理工程を経て得られた押出材は、押出方向に平行な断面であって該押出材の重心を通る断面において金属組織は繊維状組織を有し、かつ前記断面の全体面積に占める前記繊維状組織の面積の割合が90%以上であり、前記押出材の外側表面に再結晶層が存在しており、該再結晶層の厚さが100μm以下であることを特徴とするAl-Mg-Si系アルミニウム合金押出材の製造方法。 - Si:0.95質量%~1.25質量%、Mg:0.80質量%~1.05質量%、Cu:0.30質量%~0.50質量%、Mn:0.40質量%~0.60質量%、Fe:0.15質量%~0.30質量%、Cr:0.09質量%~0.21質量%、B:0.0001質量%~0.03質量%を含有し、Znの含有率が0.25質量%以下、Zrの含有率が0.05質量%以下、Tiの含有率が0.10質量%以下であり、残部がAl及び不可避不純物からなるアルミニウム合金の溶湯を得る溶湯形成工程と、
前記得られた溶湯を鋳造加工することによってビレットを得る鋳造工程と、
前記ビレットを480℃~530℃の温度に2時間~15時間保持する均質化熱処理を行う均質化熱処理工程と、
前記均質化熱処理後のビレットを150℃/時間以上の平均冷却速度で200℃以下まで冷却する冷却工程と、
前記冷却工程を経たビレットを500℃~560℃にした状態で3m/分~30m/分の押出速度で熱間押出加工を行って押出材を得る押出工程と、
前記熱間押出加工後から0.01秒~60秒以内に前記押出材を500℃~570℃の状態から100℃/秒以上の冷却速度で150℃以下まで急冷する急冷工程と、
前記急冷工程を経た押出材を160℃~200℃の温度で1時間~12時間加熱して時効処理を行う時効処理工程と、を含み、
前記時効処理工程を経て得られた押出材は、押出方向に平行な断面であって該押出材の重心を通る断面において金属組織は繊維状組織を有し、かつ前記断面の全体面積に占める前記繊維状組織の面積の割合が90%以上であり、前記押出材の外側表面に再結晶層が存在しており、該再結晶層の厚さが100μm以下であることを特徴とするAl-Mg-Si系アルミニウム合金押出材の製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018198344A JP7182425B2 (ja) | 2018-10-22 | 2018-10-22 | Al-Mg-Si系アルミニウム合金押出材およびその製造方法 |
| PCT/JP2019/039625 WO2020085082A1 (ja) | 2018-10-22 | 2019-10-08 | Al-Mg-Si系アルミニウム合金押出材およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018198344A JP7182425B2 (ja) | 2018-10-22 | 2018-10-22 | Al-Mg-Si系アルミニウム合金押出材およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020066752A JP2020066752A (ja) | 2020-04-30 |
| JP7182425B2 true JP7182425B2 (ja) | 2022-12-02 |
Family
ID=70331171
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018198344A Active JP7182425B2 (ja) | 2018-10-22 | 2018-10-22 | Al-Mg-Si系アルミニウム合金押出材およびその製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7182425B2 (ja) |
| WO (1) | WO2020085082A1 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7215870B2 (ja) * | 2018-10-22 | 2023-01-31 | 昭和電工株式会社 | Al-Mg-Si系アルミニウム合金塑性加工材およびAl-Mg-Si系アルミニウム合金押出材の製造方法 |
| WO2020117771A1 (en) * | 2018-12-03 | 2020-06-11 | Rio Tinto Alcan International Limited | Aluminum extrusion alloy |
| CN112126827B (zh) * | 2020-10-09 | 2022-04-19 | 东莞理工学院 | 一种Al-Si合金及其制备方法和应用 |
| CN113088773A (zh) * | 2021-03-05 | 2021-07-09 | 长春市吉通凯撒铝业有限责任公司 | 一种高强度铝合金及其生产工艺和应用 |
| JP7833273B2 (ja) * | 2021-10-20 | 2026-03-19 | 株式会社Uacj | 押出多穴管及びその製造方法 |
| CN114000005B (zh) * | 2021-11-03 | 2022-05-13 | 大连理工大学 | 一种基于TiB2p/Al复合材料的低弧垂大跨越输电导线及其制备方法 |
| CN114592147B (zh) * | 2022-03-10 | 2023-01-31 | 广东凤铝铝业有限公司 | 一种铝合金型材及其制备方法 |
| JP7768811B2 (ja) * | 2022-03-18 | 2025-11-12 | Ykk Ap株式会社 | アルミニウム合金押出成形用ビレット、アルミニウム合金押出形材及びそれらの製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000054049A (ja) | 1998-08-07 | 2000-02-22 | Mitsubishi Alum Co Ltd | 圧潰特性に優れるサイドメンバー用Al−Mg−Si系合金押出形材及びその製造方法 |
| JP2001003128A (ja) | 1999-06-18 | 2001-01-09 | Kobe Steel Ltd | 耐圧壊割れ性に優れた衝撃吸収部材 |
| JP2003155535A (ja) | 2001-11-16 | 2003-05-30 | Nippon Light Metal Co Ltd | 自動車ブラケット用アルミニウム合金押出材およびその製造方法 |
| WO2016129127A1 (ja) | 2015-02-10 | 2016-08-18 | 昭和電工株式会社 | アルミニウム合金製塑性加工品、その製造方法及び自動車用部品 |
| WO2019171818A1 (ja) | 2018-03-05 | 2019-09-12 | 昭和電工株式会社 | Al-Mg-Si系アルミニウム合金中空押出材およびその製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3324444B2 (ja) * | 1997-05-14 | 2002-09-17 | 日本軽金属株式会社 | 曲げ加工性に優れたアルミニウム押出し形材の製造方法 |
-
2018
- 2018-10-22 JP JP2018198344A patent/JP7182425B2/ja active Active
-
2019
- 2019-10-08 WO PCT/JP2019/039625 patent/WO2020085082A1/ja not_active Ceased
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000054049A (ja) | 1998-08-07 | 2000-02-22 | Mitsubishi Alum Co Ltd | 圧潰特性に優れるサイドメンバー用Al−Mg−Si系合金押出形材及びその製造方法 |
| JP2001003128A (ja) | 1999-06-18 | 2001-01-09 | Kobe Steel Ltd | 耐圧壊割れ性に優れた衝撃吸収部材 |
| JP2003155535A (ja) | 2001-11-16 | 2003-05-30 | Nippon Light Metal Co Ltd | 自動車ブラケット用アルミニウム合金押出材およびその製造方法 |
| WO2016129127A1 (ja) | 2015-02-10 | 2016-08-18 | 昭和電工株式会社 | アルミニウム合金製塑性加工品、その製造方法及び自動車用部品 |
| WO2019171818A1 (ja) | 2018-03-05 | 2019-09-12 | 昭和電工株式会社 | Al-Mg-Si系アルミニウム合金中空押出材およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020066752A (ja) | 2020-04-30 |
| WO2020085082A1 (ja) | 2020-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7182425B2 (ja) | Al-Mg-Si系アルミニウム合金押出材およびその製造方法 | |
| JP6090725B2 (ja) | アルミニウム合金製塑性加工品の製造方法 | |
| JP7215920B2 (ja) | Al-Mg-Si系アルミニウム合金中空押出材 | |
| JP5698695B2 (ja) | 自動車用アルミニウム合金鍛造材およびその製造方法 | |
| CN103975085B (zh) | 铝合金锻造材及其制造方法 | |
| JP7182435B2 (ja) | Al-Mg-Si系アルミニウム合金押出引抜材 | |
| JP3053352B2 (ja) | 破壊靭性、疲労特性および成形性の優れた熱処理型Al合金 | |
| JP2013525608A (ja) | 階層状の微細構造を有する損傷耐性アルミ材 | |
| JP2013525608A5 (ja) | ||
| JP2023088980A (ja) | 急速に時効した高強度かつ熱処理可能なアルミニウム合金製品、及びそれを製造する方法 | |
| JP2011505500A (ja) | 改良されたアルミニウム−銅−リチウム合金 | |
| US20180298471A1 (en) | Aluminum alloy | |
| JP2000144296A (ja) | 高強度高靱性アルミニウム合金鍛造材 | |
| JP2008200752A (ja) | アルミニウム合金鋳造材及びその製造方法、アルミニウム合金材及びその製造方法 | |
| JP6329430B2 (ja) | 曲げ性に優れた高耐力Al−Zn系アルミニウム合金製押出材 | |
| KR101333915B1 (ko) | 알루미늄-아연-마그네슘-스칸듐 합금 및 이의 제조 방법 | |
| JP7215870B2 (ja) | Al-Mg-Si系アルミニウム合金塑性加工材およびAl-Mg-Si系アルミニウム合金押出材の製造方法 | |
| US9347558B2 (en) | Wrought and cast aluminum alloy with improved resistance to mechanical property degradation | |
| JP7459496B2 (ja) | アルミニウム合金鍛造材の製造方法 | |
| JP2018197366A (ja) | アルミニウム合金材 | |
| EP3635148A1 (en) | Aluminum alloy products having selectively recrystallized microstructure and methods of making | |
| CN111989415A (zh) | 用于具有优异的碰撞性能和高屈服强度的挤压件的6xxx铝合金及其制备方法 | |
| JP2001107168A (ja) | 耐食性に優れた高強度高靱性アルミニウム合金鍛造材 | |
| JP2006274415A (ja) | 高強度構造部材用アルミニウム合金鍛造材 | |
| JP7639269B2 (ja) | アルミニウム合金鍛造品およびアルミニウム合金鍛造品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221011 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221121 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7182425 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |