JP7029397B2 - 示差走査熱量測定法によって特徴付けられた重合体中間層を有するシート状複合材、特に、寸法安定性のある食品用容器のための包装用積層体 - Google Patents
示差走査熱量測定法によって特徴付けられた重合体中間層を有するシート状複合材、特に、寸法安定性のある食品用容器のための包装用積層体 Download PDFInfo
- Publication number
- JP7029397B2 JP7029397B2 JP2018533750A JP2018533750A JP7029397B2 JP 7029397 B2 JP7029397 B2 JP 7029397B2 JP 2018533750 A JP2018533750 A JP 2018533750A JP 2018533750 A JP2018533750 A JP 2018533750A JP 7029397 B2 JP7029397 B2 JP 7029397B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- sheet
- composite material
- temperature
- polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/09—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/12—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/325—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polycycloolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/327—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polyolefins obtained by a metallocene or single-site catalyst
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/002—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B29/005—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material next to another layer of paper or cardboard layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/06—Layered products comprising a layer of paper or cardboard specially treated, e.g. surfaced, parchmentised
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
- B29K2023/0608—PE, i.e. polyethylene characterised by its density
- B29K2023/0633—LDPE, i.e. low density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2601/00—Use of cellulose, modified cellulose or cellulose derivatives, e.g. viscose, for preformed parts, e.g. for inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2705/00—Use of metals, their alloys or their compounds, for preformed parts, e.g. for inserts
- B29K2705/02—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0068—Permeability to liquids; Adsorption
- B29K2995/0069—Permeability to liquids; Adsorption non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7162—Boxes, cartons, cases
- B29L2031/7166—Cartons of the fruit juice or milk type, i.e. containers of polygonal cross sections formed by folding blanks into a tubular body with end-closing or contents-supporting elements, e.g. gable type containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/20—Inorganic coating
- B32B2255/205—Metallic coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/107—Ceramic
- B32B2264/108—Carbon, e.g. graphite particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/41—Opaque
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2435/00—Closures, end caps, stoppers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
- B32B2439/62—Boxes, cartons, cases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/70—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for
- B65D85/72—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for for edible or potable liquids, semiliquids, or plastic or pasty materials
- B65D85/80—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for for edible or potable liquids, semiliquids, or plastic or pasty materials for milk
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
Description
a)キャリア層、
b)重合体中間層、および
c)バリア層
を含み、
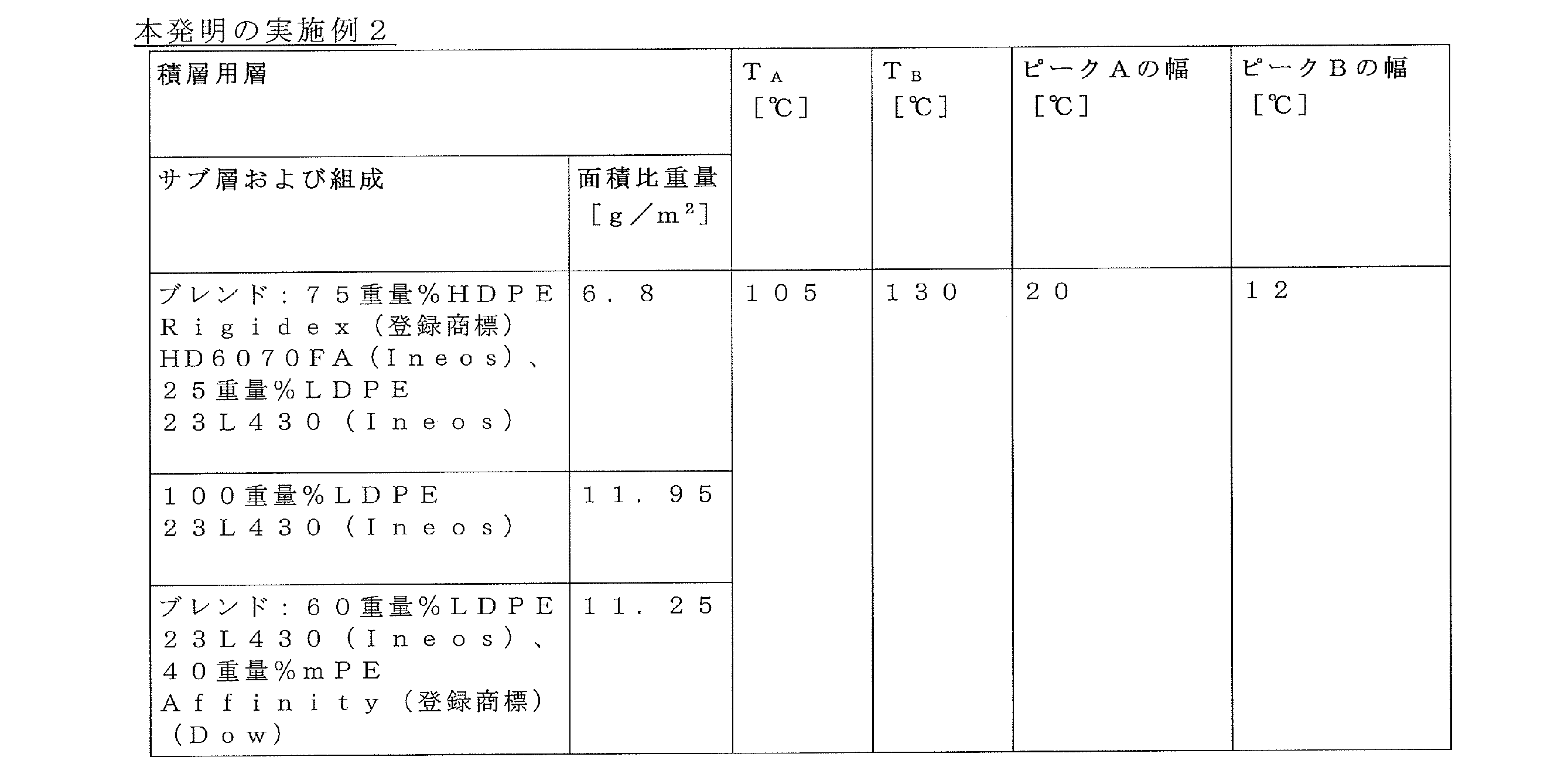
ここで、重合体中間層の示差走査熱量測定法のグラフは、温度TAでのピークAおよび温度TBでのピークBを含み、温度TBは温度TAより高く、ピークBの幅はピークAの幅より少なくとも3℃狭い、シート状複合材に関する。本発明は、さらに、シート状複合材を含む容器前駆体および密閉容器に関し、ならびにシート状複合材を得ることができるプロセスおよびシート状複合材の使用にも関する。
a)キャリア層、
b)重合体中間層、および
c)バリア層
を含み、
ここで、重合体中間層の示差走査熱量測定法のグラフは、温度TAでのピークAおよび温度TBでのピークBを含み、温度TBは温度TAより高く、ピークBの幅はピークAの幅より少なくとも3℃、好ましくは少なくとも5℃、より好ましくは少なくとも7℃、最も好ましくは8℃狭い。ピークAは、好ましくは、吸熱性である。さらにピークBは、好ましくは、吸熱性である。
a)第1の中間層;および
b)さらなる中間層;
を含み、
ここで、第1の中間層は、第1の中間層の総重量に対して、100重量%の範囲までのHDPEからなる。
a)第1の中間層であって、
i)第1の中間層の総重量に対して、10~80重量%、好ましくは20~70重量%、より好ましくは30~65重量%、最も好ましくは40~60重量%の範囲の割合のHDPE、および
ii)第1の中間層の総重量に対して、20~90重量%、好ましくは30~80重量%、より好ましくは35~70重量%、最も好ましくは40~60重量%の範囲の割合のLDPE
を含む第1の中間層;および
b)さらなる中間層
を含む。
a)キャリア層と重合体中間層との間、または
b)バリア層と重合体中間層との間、または
c)その両方
の接着が、少なくとも0.5N/15mm、好ましくは少なくとも0.7N/15mm、より好ましくは少なくとも0.8N/15mmである。
a)準備するステップであって、
i)キャリア層、
ii)バリア層、
iii)第1のポリマー組成物、および
iv)さらなるポリマー組成物
を準備するステップ;
b)該バリア層を該キャリア層に、
i)該キャリア層の該第1のポリマー組成物との接触、および
ii)該バリア層のさらなるポリマー組成物との接触
によって接合し、
それにより、シート状複合材であって、層配列を構成する層として、該シート状複合材の外側から該シート状複合材の内側への方向に、
I.該キャリア層、
II.第1の中間層、
III.さらなる中間層、および
IV.該バリア層
を含む、シート状複合材が得られる、接合するステップ;
を含み、
ここで、該第1のポリマー組成物が、該第1のポリマー組成物の総重量に対して、100重量%の範囲までのHDPEからなる。好ましくは、キャリア層またはバリア層またはその両方の各々を、プロセスステップa)においてロールとして準備する。
a)準備するステップであって、
i)キャリア層、
ii)バリア層、
iii)第1のポリマー組成物、および
iv)さらなるポリマー組成物
を準備するステップ;
b)該バリア層を該キャリア層に、
i)該キャリア層の該第1のポリマー組成物との接触、および
ii)該バリア層の該さらなるポリマー組成物との接触
によって接合し、
それにより、シート状複合材であって、層配列を構成する層として、該シート状複合材の外側から該シート状複合材の内側への方向に、
I.該キャリア層、
II.第1の中間層、
III.さらなる中間層、および
IV.該バリア層
を含む、シート状複合材が得られる、接合するステップ;
を含み、
ここで、該第1のポリマー組成物が、
A)該第1のポリマー組成物の総重量に対して、10~80重量%、好ましくは20~70重量%、より好ましくは30~65重量%、最も好ましくは40~60重量%の範囲の割合のHDPE、および
B)該第1のポリマー組成物の総重量に対して、20~90重量%、好ましくは30~80重量%、より好ましくは35~70重量%、最も好ましくは40~60重量%の範囲の割合のLDPEを含む。
A.第1の長手方向の縁部およびさらなる長手方向の縁部を含む実施形態1~21のいずれか1つに記載のシート状複合材を準備するステップ;
B.シート状複合材を折り曲げるステップ;および
C.第1の長手方向の縁部をさらなる長手方向の縁部に接触させて接合し、それにより、長手方向の継ぎ目が得られる、縁部に接触させて接合するステップ
を含む。
a.実施形態1~4のいずれか1つにしたがって容器前駆体1を準備するステップ;
b.シート状複合材を折り曲げることによって容器前駆体の底部を形成するステップ;
c.底部を密閉するステップ;
d.容器前駆体に食品を充填するステップ、および
e.容器前駆体の上部を密閉し、それにより、密閉容器が得られる、密閉するステップ
を含む。
2つの層がファンデルワールス引力を超えて相互に接着するとき、2つの層は相互に接合する。相互に接合する層は、好ましくは、相互にシーリングされた層、相互に結合された層、および相互に加圧された層からなる群から選択される1つ、またはこれらのうちの少なくとも2つの組み合わせである。別段に記述しない限り、層配列中の配列は、相互に間接的に続き得るか(すなわち、1つまたは少なくとも2つの中間層を有する)、直接続き得る(すなわち、中間層を持たない)。これは特に1つの層を別の層に重ね合わせるという表現に当てはまる。層配列が列挙した層を含むという表現は、少なくとも言及した層が言及した配列中に存在することを意味する。この表現は、これらの層が相互に直接続くことを必ずしも意味しない。2つの層が相互に隣接するという表現は、これら2つの層が相互に直接続き、それにより、中間層を持たないことを意味する。しかし、この表現は、2つの層が相互に接合しているかどうかについては言及していない。その代わり、これら2つの層は相互に接触していてもよい。
ピークAおよびBは、さらに、ピークCおよびDも、本発明の示差走査熱量測定法のグラフにおいて相互に直接続き得る;しかし、これらのピークは、相互に間接的に続いていてもよい(すなわち、これらのピークの間に1つまたは複数のピークを含む)。前述のピークは、いずれの場合にも融解転移であることが好ましい。
以下の文章において、用語「重合体層」は、特に、重合体内層、重合体外層及び重合体中間層、より好ましくは重合体内層又は第1中間層又はその両方をいう。好ましいポリマーは、ポリオレフィンである。重合体層は、他の構成要素を有してもよい。重合体層を、好ましくは押出しプロセスに適用または導入してシート状複合材料にする。重合体層のさらなる構成要素は、層として適用した場合にポリマー融解挙動に悪影響を及ぼさない構成要素であることが好ましい。さらなる構成要素は、例えば、無機化合物(金属塩など)、またはさらなるプラスチック(さらなる熱可塑性プラスチックなど)であってよい。しかし、さらなる構成要素が充填剤または顔料である(例としては、カーボンブラックまたは金属酸化物である)ことも考えられる。さらなる構成要素であることが意図される適切な熱可塑性プラスチックには、特に、押出し特性が良好であるために容易に加工することができる熱可塑性プラスチックが含まれる。これらのうちで、連鎖重合によって得られるポリマー、より具体的には、ポリエステルまたはポリオレフィンが適切であり、環式オレフィンコポリマー(COC)、多環式オレフィンコポリマー(POC)、より具体的には、ポリエチレンおよびポリプロピレンが特に好ましく、ポリエチレンが特に好ましい。ポリエチレンのうち、HDPE(高密度ポリエチレン)、MDPE(中密度ポリエチレン)、LDPE(低密度ポリエチレン)、LLDPE(直鎖状低密度ポリエチレン)、VLDPE(超低密度ポリエチレン)、およびPE(ポリエチレン)が好ましく、これらのうちの少なくとも2つの混合物も好ましい。少なくとも2つの熱可塑性プラスチックの混合物を使用することも可能である。適切な重合体層は、1~25g/10分の範囲、好ましくは2~20g/10分の範囲、より好ましくは2.5~15g/10分の範囲のメルトフローレイト(MFR-メルトフローレイト)、および0.890g/cm3~0.980g/cm3の範囲、好ましくは0.895g/cm3~0.975g/cm3の範囲、より好ましくは0.900g/cm3~0.970g/cm3の範囲の密度を有する。重合体層は、好ましくは、80~155℃の範囲、好ましくは90~145℃の範囲、より好ましくは95~135℃の範囲のうちの少なくとも1つの融解温度を有する。
重合体内層は、熱可塑性ポリマーに基づき、重合体内層は、微粒子無機固体を含み得る。しかし、重合体内層について、それぞれの場合において重合体内層の総重量に対して、少なくとも70重量%、好ましくは少なくとも80重量%、より好ましくは少なくとも95重量%の程度までの熱可塑性ポリマーを含むことが好ましい。重合体内層のポリマーまたはポリマー混合物の密度(ISO 1183-1:2004参照)は、好ましくは、0.900~0.980g/cm3の範囲、特に好ましくは0.900~0.960g/cm3の範囲、最も好ましくは0.900~0.940g/cm3の範囲である。
キャリア層として使用される材料は、この目的を果たすために当業者に適切であり、且つ容器が充填した状態でその形状を実質的に維持するのに十分な安定性を有する容器を得るのに十分な強度および剛性を有する任意の材料であり得る。これは、キャリア層の特に必要とされる性質である。何故なら、本発明が寸法安定性のある容器の技術分野に関するからである。一連のプラスチックを除いて、植物系繊維材料、より具体的には、化学パルプ、好ましくは、接着剤塗布済み化学パルプ、晒し化学パルプ、および/または未晒し化学パルプが好ましく、紙および厚紙が特に好ましい。キャリア層の面積比重量は、好ましくは120~450g/m2の範囲、より好ましくは130~400g/m2の範囲、最も好ましくは150~380g/m2の範囲である。好ましい厚紙は、一般に、単層構造または多層構造を有し、片側または両側を1つまたは2つもしくはそれを超える外層でコーティングされていてもよい。さらに、好ましい厚紙の残存含水量は、厚紙の総重量に対して、20重量%未満、好ましくは2~15重量%、より好ましくは4~10重量%である。特に好ましい厚紙は、多層構造を有する。好ましくは、さらに、周囲に面する表面上に、厚紙は、少なくとも1層であるが、より好ましくは少なくとも2層の、当業者に「紙コーティング」として公知の複数の外層を有する。さらに、好ましい厚紙のスコットボンド値は、100~360J/m2、好ましくは120~350J/m2、特に好ましくは135~310J/m2の範囲である。上記規定の範囲により、狭い公差で、漏れ強さの高い容器に容易に折り曲げることが可能な複合材を得ることが可能である。
バリア層として使用される材料は、この目的を果たすために当業者に適切であり、且つ特に酸素に関して十分なバリア効果を有する任意の材料であり得る。バリア層は、好ましくは、
a.プラスチック類のバリア層;
b.金属層;
c.金属酸化物層;または
d.a.~c.のうちの少なくとも2つの組み合わせ
から選択される。
-エチレン含有量:20~60mol%、好ましくは25~45mol%の範囲;
-密度:1.0~1.4g/cm3、好ましくは1.1~1.3g/cm3の範囲;
-融点:155超~235℃、好ましくは165~225℃の範囲;
-MFR(210℃/2.16kg(TM(EVOH)<230℃の場合);230℃/2.16kg(210℃<TM(EVOH)<230℃の場合)):1~25g/10分、好ましくは2~20g/10分の範囲;
-酸素透過速度:0.05~3.2cm3・20μm/m2・日・atmの範囲、好ましくは0.1~1cm3・20μm/m2・日・atmの範囲.
シート状複合材の外面は、シート状複合材から生産されるべき容器において、容器の周囲と接触することを意図するシート状複合材の重ね層の表面である。容器の各領域において、複合材の異なる領域の外面が相互に折り曲げられるか、相互に接合して、例えば、相互にシールされる場合、この外面もまた保持される。
シート状複合材の内面は、シート状複合材から生産されるべき容器において、容器の内容物、好ましくは、食品と接触した位置にあることが意図されるシート状複合材の重ね層の表面である。
接着促進層は、相互に直接隣接しない層間、好ましくはバリア層と重合体内層の間、に位置づけることができる。接着促進層で意図される接着促進剤には、適切な官能基による官能化により、それぞれ隣接した層の表面へのイオン結合または共有結合の形成を介した強固な結合の生成に適切な全てのプラスチック類が含まれる。これらのプラスチック類は、好ましくは、エチレンの、アクリル酸類(アクリル酸など)、メタクリル酸、クロトン酸、アクリレート、アクリレート誘導体、または二重結合を有する無水カルボン酸(例えば、無水マレイン酸)、またはこれらのうちの少なくとも2つとの共重合によって得られる官能化ポリオレフィンである。これらのうちで、ポリエチレン-無水マレイン酸グラフト重合体(EMAH)、エチレン-アクリル酸コポリマー(EAA)、またはエチレン-メタクリル酸コポリマー(EMAA)(例えば、商標名Bynel(登録商標)およびNucrel(登録商標)0609HSA(DuPont)、またはEscor(登録商標)6000ExCo(Exxon-Mobil Chemicals)で販売されている)が好ましい。
重合体中間層、より具体的には、さらなる中間層において有用な接着促進剤には、適切な官能基による官能化により、それぞれ隣接した層の表面へのイオン結合または共有結合の形成を介した強固な結合の生成に適切な全てのポリマーが含まれる。好ましくは、これらのポリマーは、エチレンの、アクリル酸類(アクリル酸など)、メタクリル酸、クロトン酸、アクリレート、アクリレート誘導体、または二重結合を有する無水カルボン酸(例えば、無水マレイン酸)、またはこれらのうちの少なくとも2つとの共重合によって得られる官能化ポリオレフィンを含む。これらのうちで、ポリエチレン-無水マレイン酸グラフト重合体(EMAH)、エチレン-アクリル酸コポリマー(EAA)、またはエチレン-メタクリル酸コポリマー(EMAA)(例えば、商標名Bynel(登録商標)およびNucrel(登録商標)0609HSA(DuPont)、またはEscor(登録商標)6000ExCo(ExxonMobil Chemicals)で販売されている)が好ましい。第1の中間層およびさらなる中間層は、同一の接着促進剤を含むことが好ましい。
好ましいポリオレフィンは、ポリエチレン(PE)またはポリプロピレン(PP)またはその両方である。好ましいポリエチレンは、LDPE、LLDPE、およびHDPEからなる群から選択される1つ、またはこれらの少なくとも2つの組み合わせである。別の好ましいポリオレフィンは、m-ポリオレフィン(メタロセン触媒を使用して調製したポリオレフィン)である。適切なポリエチレンは、1~25g/10分の範囲、好ましくは2~20g/10分の範囲、特に好ましくは2.5~15g/10分の範囲のメルトフローレイト(MFI-メルトフローインデックス=MFR-メルトフローレイト)、および0.910g/cm3~0.935g/cm3の範囲、好ましくは0.912g/cm3~0.932g/cm3の範囲、さらに好ましくは0.915g/cm3~0.930g/cm3の範囲の密度を有する。
m-ポリマーは、メタロセン触媒を使用して調製されたポリマーである。メタロセンは、中心金属原子が2つの有機配位子(例えば、シクロペンタジエニル配位子など)の間に配置された有機金属化合物である。好ましいm-ポリマーはm-ポリオレフィンであり、好ましくは、m-ポリエチレンもしくはm-ポリプロピレンまたはその両方である。好ましいm-ポリエチレンは、mLDPE、mLLDPE、およびmHDPEからなる群から選択される1つ、またはこれらのうちの少なくとも2つの組み合わせである。
押出し加工において、ポリマーを、通例、210~350℃に加熱する。この温度は、押出機ダイの出口の下の溶融ポリマーフィルムを測定した場合の温度である。当業者に公知の市販の押出ツール(例えば、押出機、押出機スクリュー、フィードブロックなど)によって押出すことができる。溶融ポリマーがプレスされる開口部が押出機の終端部に配置されていることが好ましい。開口部は、溶融ポリマーを複合材前駆体上に押し出すことが可能な任意の形状を有し得る。例えば、開口部は、方形、楕円形、または円形であり得る。開口部は、好ましくは、漏斗のスロットの形状を有する。プロセスの1つの好ましい実施形態では、スロットを介して塗布する。スロットの長さは、好ましくは、0.1~100mの範囲、好ましくは0.5~50mの範囲、特に好ましくは1~10mの範囲である。さらに、スロットの幅は、好ましくは、0.1~20mmの範囲、好ましくは0.3~10mmの範囲、特に好ましくは0.5~5mmの範囲である。溶融ポリマーの塗布の際、スロットおよび複合材前駆体を相互に相対的に移動させることが好ましい。したがって、好ましいプロセスは、複合材前駆体がスロットと相対的に移動するプロセスである。
b1.少なくとも1つの押出機ダイスロットを介して出現速度Vemeで溶融フィルムとして溶融ポリマーを出現させるステップ;
b2.移動速度Vpreで少なくとも1つの押出機ダイスロットに対して相対的に移動させながら溶融フィルムを複合材前駆体に適用するステップ;
ここで、Veme<Vpreであり、5~200の範囲、特に好ましくは7~150の範囲、さらに好ましくは10~50の範囲、最も好ましくは15~35の範囲の係数で、VpreがVemeより大きいことが特に好ましい。ここでは、Vpreが少なくとも100m/分が好ましく、特に好ましくは少なくとも200m/分、非常に好ましくは少なくとも350m/分であるが、通例、1300m/分以下であることが好ましい。上記の延伸プロセスによって溶融層が複合材前駆体に塗布された場合、溶融層をヒートセットのために冷却することができ、この冷却を、5~50℃の範囲、より好ましくは10~30℃の範囲の温度に維持された表面との接触による急冷によって行うことが好ましい。
本発明のシート状複合材、さらに容器前駆体も、食品用容器生産のためにデザインすることが好ましい。さらに、本発明の密閉容器は、好ましくは、食品用容器である。意図される食品には、当業者に公知の、人間が消費するための全ての食品、さらには動物用飼料も含まれる。好ましい食品は5℃超で液体であり、例としては、乳製品、スープ、ソース、および非炭酸飲料である。
DIN 55943:2001-10による着色剤は、全ての着色物質の総称であり、より具体的には染料および顔料である。好ましい着色剤は顔料である。好ましい顔料は、有機顔料である。本発明の文脈で有意な顔料は、特に、DIN 55943:2001-10および「Industrial Organic Pigments,Third Edition.」(Willy Herbst,Klaus Hunger Copyright (C) 2004 WILEY-VCH Verlag GmbH & Co.KGaA,Weinheim ISBN:3-527-30576-9)に記載の顔料である。
本発明の密閉容器は、複数の様々な形態を有することができるが、実質的に立方体の構造が好ましい。さらに、容器を、その全領域にわたってシート状複合材から形成することができるか、2部構造または多部構造を有し得る。多部構造の場合、シート状複合材だけでなく他の材料も考えられ、その例は、プラスチックであり、特に容器の上部または底部で使用することができる。しかし、その場合、その領域の少なくとも50%、より好ましくは少なくとも70%、さらに好ましくは少なくとも90%程度がシート状複合材に由来する容器を構築することが好ましい。さらに、容器は、内容物を空にすることが可能なデバイスを有し得る。このデバイスは、プラスチックで形成することができ、例えば、容器の外側に取り付けることができる。このデバイスを直接射出成形によって容器に組み込むことも可能である。1つの好ましい構成によれば、本発明の容器は、少なくとも1つの、好ましくは4~22個、またはそれを超える縁部、より好ましくは7~12個の縁部を有する。本発明の文脈における縁部は、表面が折り曲げられたときに形成される領域をいう。例示的な縁部には、容器の2つの壁面の間の接触する細長い領域を含み、本明細書中で長手方向の縁部ともいう。容器において、容器の壁面は、縁部に囲まれた容器の表面であることが好ましい。本発明の容器の内部は、食品を含むことが好ましい。密閉容器は、シート状複合材と一体成型されていない蓋や底またはその両方を含まないことが好ましい。好ましい密閉容器は食品を含む。
本発明の目的のために、以下の測定方法を利用する。別段の指示がない限り、周囲温度25℃、周囲圧力100kPa(0.986atm)、および相対大気湿度50%で測定した。
MFRを、ISO 1133の標準(別段に記述しない限り、190℃および2.16kg)にしたがって測定する。
密度を、ISO 1183-1の標準にしたがって測定する。
融解温度を、ISO 11357-1,-5のDSC法を使用して決定する。以下の測定値を使用して、メーカーの取扱説明書にしたがって装置を較正する:
-インジウムの温度-開始温度、
-インジウムの融解温度、
-亜鉛の温度-開始温度。
酸素透過速度を、20℃および相対湿度65%でのISO 14663-2補遺Cの標準にしたがって決定する。
厚紙の含水量を、ISO 287:2009の標準にしたがって測定する。
有機着色剤を、「Industrial Organic Pigments,Third Edition.」(Willy Herbst,Klaus Hunger Copyright (C) 2004 WILEY-VCH Verlag GmbH & Co.KGaA,Weinheim ISBN:3-527-30576-9)に記載の方法にしたがって検出することができる。
2つの隣接層の接着力を、90度剥離試験デバイス(例えば、InstronのGerman rotating wheel fixture)上の回転ローラーに前述の2つの隣接層を固定し、この回転ローラーを測定中に40mm/分で回転させることによって決定する。試料を、事前に幅15mmの細片に切断した。試料の片側から、重ね層を相互に引き離し、剥がした末端を垂直方向の上部に配置された引張デバイスに固定する。引張デバイスに、張力を決定するための測定装置を配置する。ローラーが回転するにつれて、相互の重ね層を離すのに必要な力が測定される。この力は、相互の層の接着力に相当し、N/15mmで示される。
試料切片を、積層体から切断する(5cm×5cm)。次いで、試料を、キャリア材料領域内で分離し、その後に、積層用層、バリア層、および内層を、濃度30%の酢酸浴中にて60℃で30分間処理する。その後に、破壊することなくバリア層を積層用層および内層から分離することが可能である。その後に、積層用層を、濃度50%の水酸化ナトリウム溶液中にて室温で10分間処理する。その後に、キャリア層の残渣を、機械的に除去する。試料を、その後に、蒸留水でリンスし、乾燥させる。次いで、得られた個別の積層用層および内層のフィルムは、乾燥後に示差走査熱量測定法による測定に供することが可能である。
示差走査熱量測定法を、DIN EN ISO 11357-1:2010-03の標準にしたがって行う。この方法では、熱流を、温度の関数として測定する。したがって、測定値のグラフは、横軸の温度(T)の関数として縦軸の熱流(dQ/dt)を示す。DIN EN ISO 11357-1:2010-03の3.1節の注釈2に記載のように、吸熱方向は常に上向きである。DIN EN ISO 11357-1:2010-03の標準の4.2節にしたがって、熱流示差熱量測定を行う。この場合、DIN EN ISO 11357-1:2010-03の3.10節にしたがって、基準るつぼは常に空であり、温度測定のための基準の位置を常に使用する。使用されるフラッシングガス(DIN EN ISO 11357-1:2010-03の5.5節および9.1.2節)は窒素である。各測定前に、DSC装置を、較正物質(DIN EN ISO 11357-1:2010-03の3.2節および5.4節)であるインジウムおよび亜鉛(DIN EN ISO 11357-1:2010-03の補遺Cによる)を使用して、DIN EN ISO 11357-1:2010-03の8.2~8.4節に従って較正する。DIN EN ISO 11357-1:2010-03の8.4.2に推奨するように、較正物質としてインジウムを使用して熱較正を行う。ダイナミックモードで測定する(DIN EN ISO 11357-1:2010-03の3.9.5)。この場合、試料を、典型的には、10℃/分で30℃から160℃まで最初に加熱し、その温度で10分間維持することによって前処理する。その後、試料を、5℃/分で30℃に冷却する。その後に、加熱速度10℃/分で160℃まで測定プロセスを実施する。測定値を評価するために、上記の第2の加熱曲線のみを使用する。
漏れ強さ試験のために使用した試験液は、Shell Chemicalsのメチレンブルー含有Kristalloel 60である。この試験のために、本発明の実施例および比較例について以下に記載のように、試験積層体から250個の容器を作製し、水を充填し、密閉した。その後に、密閉容器を、いずれの場合にも密閉された底部を含む上部で開いた容器部分が得られるような方法でその周囲に沿って切断する。この容器部分におよそ20mlの試験液を充填し、24時間保存した。1時間、3時間、および24時間の間隔を開けた後、これらの容器部分について、目視によって底部の外側を検査して、試験液によって青色に変色している(底部に漏れが生じている場合)かどうかを確認した。



積層体を、押出機、押出機スクリュー、フィードブロック、およびダイを備えた押出コーティングライン(ER-WE-PA GmbH,Erkrath,Germany)にて生産する。第1のステップでは、押出コーティングラインにて重合体外層をキャリア層に塗布する。第2のステップでは、積層用層を、バリア層と共に重合体外層で予めコーティングしたキャリア層に塗布する。最後のステップでは、重合体内層をキャリア材料に塗布する。各層の塗布のために、ポリマーまたはポリマーブレンドを押出機内で溶融し、ここでポリマーまたはポリマーブレンドを210℃~340℃に加熱する。ポリマーまたはポリマーブレンドを層内に塗布する場合、生産された溶融物を、フィードブロックを介してダイに送る。2つまたはそれを超えるポリマーまたはポリマーブレンドを1つの層として塗布する場合、生産された溶融物を、フィードブロックを使用して合わせ、ダイに送る。溶融物はダイギャップ(長さ500mm、幅1mm)を通じてダイを離れ、ダイギャップに対して相対的に移動しているキャリア層に塗布される。













上記の測定データは、本発明の積層体を使用すると漏れのより少ない容器を得ることができることを示している。より具体的には、底部のシーリングのための熱風温度についてより広い操作領域で漏れを生じる容器は得られない。
101 外側
102 内側
103 重合体内層
104 バリア層
105 重合体中間層
106 キャリア層
107 重合体外層
108 カラー層
109 第1の中間層
110 さらなる中間層
201 グラフ
202 ピークAの幅
203 ピークBの外挿された開始温度とピークAの外挿された終了温度との間の差
204 温度TBと温度TAとの間の差
205 ピークAの外挿された開始温度
206 ピークAの外挿された終了温度
207 ピークBの外挿された開始温度
208 ピークBの外挿された終了温度
209 補助線
210 ピークBの幅
300 本発明の容器前駆体
301 折り目
302 長手方向の継ぎ目
303 上部
304 底部
305 穴
306 溝
400 本発明の密閉容器
401 食品
402 開封補助部材
403 縁部
500 シート状複合材を生産するための本発明のプロセス
501 プロセスステップa)
502 プロセスステップb)
600 容器前駆体を生産するための本発明のプロセス
601 プロセスステップA.
602 プロセスステップB.
603 プロセスステップC.
700 密閉容器を生産するための本発明のプロセス
701 プロセスステップa.
702 プロセスステップb.
703 プロセスステップc.
704 プロセスステップd.
705 プロセスステップe.
706 プロセスステップf.
801 仮内挿ベースライン
Claims (18)
- シート状複合材(100)であって、層配列を構成する層として、該シート状複合材(100)の外側(101)から該シート状複合材(100)の内側(102)への方向に、
a)キャリア層(106)、
b)重合体中間層(105)、および
c)バリア層(104)
を含み、
ここで、該重合体中間層(105)の示差走査熱量測定法のグラフ(201)は、温度TAでのピークAおよび温度TBでのピークBを含み、
該温度TBは該温度TAより高く、
該ピークBの幅(210)は、該ピークAの幅(202)より少なくとも3℃狭く、
該重合体中間層(105)は、サブ層配列を構成するサブ層として、該シート状複合材(100)の外側(101)から該シート状複合材(100)の内側(102)への方向に、第1の中間層(109)、および、さらなる中間層(110)を含み、
該第1の中間層(109)が、該第1の中間層(109)の総重量に対して、10~80重量%の範囲の割合のHDPE、および該第1の中間層(109)の総重量に対して、20~90重量%の範囲の割合のLDPEを含む、シート状複合材(100)。 - 前記温度TAが少なくとも80℃である、請求項1に記載のシート状複合材(100)。
- 前記ピークAは融解エンタルピーHAによって特徴付けられ、
前記ピークBは融解エンタルピーHBによって特徴付けられ、
前記融解エンタルピーHAの該融解エンタルピーHBに対する比は、1:4~1:0.3の範囲である、請求項1または2に記載のシート状複合材(100)。 - 前記温度TBと前記温度TAとの間の差(204)の絶対値が少なくとも10℃である、請求項1~3のいずれか1項に記載のシート状複合材(100)。
- 前記温度TBと前記温度TAとの間の差(204)の絶対値が40℃以下である、請求項1~4のいずれか1項に記載のシート状複合材(100)。
- 前記ピークBの外挿された開始温度(207)と前記ピークAの外挿された終了温度(206)との間の差(203)の絶対値が、5~20℃の範囲である、請求項1~5のいずれか1項に記載のシート状複合材(100)。
- 請求項1~6のいずれか1項に記載のシート状複合材(100)を含む、容器前駆体(300)。
- 前記シート状複合材(100)が少なくとも3つの折り目(301)を有する、請求項7に記載の容器前駆体(300)。
- 前記シート状複合材(100)が、第1の長手方向の縁部およびさらなる長手方向の縁部を含み、
該第1の長手方向の縁部が該さらなる長手方向の縁部に接合して、容器前駆体(300)の長手方向の継ぎ目(302)を形成する、請求項7または8に記載の容器前駆体(300)。 - 前記シート状複合材(100)が、個別の容器(400)を生産するためのブランクである、請求項7~9のいずれか1項に記載の容器前駆体(300)。
- 請求項1~6のいずれか1項に記載のシート状複合材(100)を含む、密閉容器(400)。
- 前記シート状複合材(100)が、第1の長手方向の縁部およびさらなる長手方向の縁部を含み、
該第1の長手方向の縁部が該さらなる長手方向の縁部に接合して、密閉容器(400)の長手方向の継ぎ目(302)を形成する、請求項11に記載の密閉容器(400)。 - 食品(401)を含む、請求項11または12に記載の密閉容器(400)。
- プロセス(500)であって、プロセスステップとして、
a)準備するステップであって、
i)キャリア層(106)、
ii)バリア層(104)、
iii)第1のポリマー組成物、および
iv)さらなるポリマー組成物
を準備するステップ;
b)該バリア層(104)を該キャリア層(106)に、
i)該キャリア層(106)の該第1のポリマー組成物との接触、および
ii)該バリア層(104)のさらなるポリマー組成物との接触
によって接合し、
それにより、シート状複合材(100)であって、層配列を構成する層として、該シート状複合材(100)の外側(101)から該シート状複合材(100)の内側(102)への方向に、
I.該キャリア層(106)、
II.第1の中間層(109)、
III.さらなる中間層(110)、および
IV.該バリア層(104)
を含む、シート状複合材(100)が得られる、接合するステップ;
を含み、
ここで、該第1のポリマー組成物が、該第1のポリマー組成物の総重量に対して、100重量%の範囲までのHDPEからなり、
前記バリア層(104)が、金属層、金属酸化物層、又は金属層と金属酸化物層の組み合わせである、プロセス(500)。 - プロセス(500)であって、プロセスステップとして、
a)準備するステップであって、
i)キャリア層(106)、
ii)バリア層(104)、
iii)第1のポリマー組成物、および
iv)さらなるポリマー組成物
を準備するステップ;
b)該バリア層(104)を該キャリア層(106)に、
i)該キャリア層(106)の該第1のポリマー組成物との接触、および
ii)該バリア層(104)の該さらなるポリマー組成物との接触
によって接合し、
それにより、シート状複合材(100)であって、層配列を構成する層として、該シート状複合材(100)の外側(101)から該シート状複合材(100)の内側(102)への方向に、
I.該キャリア層(106)、
II.第1の中間層(109)、
III.さらなる中間層(110)、および
IV.該バリア層(104)
を含む、シート状複合材(100)が得られる、接合するステップ;
を含み、
ここで、該第1のポリマー組成物が、
A)該第1のポリマー組成物の総重量に対して、10~80重量%の範囲の割合のHDPE、および
B)該第1のポリマー組成物の総重量に対して、20~90重量%の範囲の割合のLDPE
を含む、プロセス(500)。 - 前記キャリア層(106)との接触中のプロセスステップb)(502)における前記第1のポリマー組成物が、1~10g/10分の範囲のメルトフローインデックスによって特徴付けられる、請求項14または15に記載のプロセス(500)。
- プロセス(600)であって、プロセスステップとして、
A.第1の長手方向の縁部およびさらなる長手方向の縁部を含む請求項1~6のいずれか1項に記載のシート状複合材(100)を準備するステップ;
B.該シート状複合材(100)を折り曲げるステップ;および
C.該第1の長手方向の縁部を該さらなる長手方向の縁部に接触させて接合し、それにより、長手方向の継ぎ目(302)が得られる、縁部に接触させて接合するステップ
を含む、プロセス(600)。 - 食品を充填した密閉容器(400)を生産するための、請求項1~6のいずれか1項に記載のシート状複合材(100)の使用。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015226767.9 | 2015-12-28 | ||
| DE102015226767.9A DE102015226767A1 (de) | 2015-12-28 | 2015-12-28 | Flächenförmiger Verbund, insbesondere Packstofflaminat für formstabile Nahrungsmittelbehälter, mit einer durch Dynamische Differentialkalorimetrie charakterisierten Polymerzwischenschicht |
| DE102016209996.5 | 2016-06-07 | ||
| DE102016209996 | 2016-06-07 | ||
| PCT/EP2016/082063 WO2017114704A1 (en) | 2015-12-28 | 2016-12-21 | Sheet-like composite, especially packaging laminate for dimensionally stable foodstuff containers, having a polymeric intermediate layer characterized by differential scanning calorimetry |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019501801A JP2019501801A (ja) | 2019-01-24 |
| JP7029397B2 true JP7029397B2 (ja) | 2022-03-03 |
Family
ID=57794243
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018533750A Active JP7029397B2 (ja) | 2015-12-28 | 2016-12-21 | 示差走査熱量測定法によって特徴付けられた重合体中間層を有するシート状複合材、特に、寸法安定性のある食品用容器のための包装用積層体 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US12459713B2 (ja) |
| EP (1) | EP3397480B1 (ja) |
| JP (1) | JP7029397B2 (ja) |
| CN (1) | CN108472931B (ja) |
| BR (1) | BR112018013137B1 (ja) |
| ES (1) | ES3038430T3 (ja) |
| PL (1) | PL3397480T3 (ja) |
| WO (1) | WO2017114704A1 (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3397477B1 (en) | 2015-12-28 | 2024-08-07 | SIG Services AG | Sheet-like composite, especially packaging laminate for dimensionally stable foodstuff containers, having a polymeric internal layer characterized by differential scanning calorimetry |
| DE102016209237A1 (de) * | 2016-05-27 | 2017-11-30 | Sig Technology Ag | Behältervorläufer mit Aufformkoeffizienten, insbesondere für einen einzelnen formstabilen Nahrungsmittelbehälter |
| SE547002C2 (en) | 2018-07-19 | 2025-04-01 | Celwise Ab | Laminated biodegradable product and method of its production |
| SE542945C2 (en) * | 2018-10-03 | 2020-09-22 | Stora Enso Oyj | Polymer coated paper and paperboard |
| PL3715105T3 (pl) * | 2019-03-27 | 2023-07-31 | Albéa Services | Laminowany materiał do formowania elastycznego pojemnika i elastycznej osłony tuby zawierającej wspomniany laminowany materiał |
| US10792905B1 (en) * | 2020-04-30 | 2020-10-06 | Sergio R. Romeiro | Process to manufacture multilayer laminated packaging material |
| EP4059706A1 (en) * | 2021-03-19 | 2022-09-21 | Alternapak Holding B.V. | Packaging laminate for containers |
| US12170849B2 (en) | 2022-02-04 | 2024-12-17 | Applied Materials, Inc. | Pulsed illumination for fluid inspection |
| DE102022202763A1 (de) * | 2022-03-21 | 2023-09-21 | Sig Combibloc Services Ag | Mehrteiliger flüssigkeitsdichter nahrungsmittelbehälter mit randbereich, der maxima und minima einer dicke aufweist |
| CN115257108A (zh) * | 2022-07-29 | 2022-11-01 | 康美包(苏州)有限公司 | 包装用阻隔层、包装用片状复合层及其包装容器 |
| CN117508901A (zh) * | 2022-07-29 | 2024-02-06 | 康美包(苏州)有限公司 | 包装用复合片材和生产密闭容器的方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004161349A (ja) | 2002-11-15 | 2004-06-10 | Nihon Tetra Pak Kk | 包装充填方法、包装紙容器及び紙容器用積層包材 |
| US20050074621A1 (en) | 2003-10-01 | 2005-04-07 | Reighard Tricia Susan | Moisture vapor barrier laminate |
| WO2015186618A1 (ja) | 2014-06-05 | 2015-12-10 | 株式会社細川洋行 | レトルト包装用積層体及び容器 |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2800283B2 (ja) * | 1988-07-11 | 1998-09-21 | 住友化学工業株式会社 | エチレン−αオレフィン共重合体及びそのフィルム |
| DE69022039T2 (de) | 1989-03-03 | 1996-02-15 | Fbi Brands Ltd | Verpacken von verderblichen flüssigkeiten in giebelkartons. |
| SE504524C2 (sv) * | 1995-07-03 | 1997-02-24 | Tetra Laval Holdings & Finance | Förpackningslaminat som kan värmebehandlas i fuktig atmosfär |
| US5712006A (en) * | 1995-09-13 | 1998-01-27 | International Paper Company | Non-foil polymer coated carton for packaging food and non-food products |
| SE9604687L (sv) | 1996-12-19 | 1998-06-20 | Tetra Laval Holdings & Finance | Förpackningslaminat, sätt att framställa förpackningslaminatet samt förpackningsbehållare |
| JP3132462B2 (ja) | 1998-04-01 | 2001-02-05 | 住友化学工業株式会社 | 低密度ポリエチレンフィルム、ポリエチレン混合物およびそのフィルム |
| JP4156073B2 (ja) | 1998-04-16 | 2008-09-24 | 大日本印刷株式会社 | ヒートシール用多層フィルム及びその製造方法並びにそれを用いた紙容器 |
| EP1112322A1 (en) | 1998-08-18 | 2001-07-04 | Eastman Chemical Company | Blends containing linear low density polyethylene, high density polyethylene, and low density polyethylene particularly suitable for extrusion coating and films |
| US6509106B1 (en) | 1998-08-18 | 2003-01-21 | Eastman Chemical Company | Blends containing linear low density polyethylene, high density polyethylene, and low density polyethylene particularly suitable for extrusion coating and films |
| SE9804090D0 (sv) * | 1998-11-26 | 1998-11-26 | Tetra Laval Holdings & Finance | Multilayer structure for packaging and packaging containers manufactured therefrom, as well as method for manufacturing of the multilayer structure |
| SE0003399L (sv) * | 2000-09-22 | 2002-03-23 | Tetra Laval Holdings & Finance | Förpackningslaminat och därav framställd förpackningsbehållare |
| JP2003221024A (ja) | 2002-01-30 | 2003-08-05 | Toppan Printing Co Ltd | カップ状容器用積層材料 |
| DE10217941B4 (de) | 2002-04-22 | 2012-04-05 | Sig Combibloc Systems Gmbh | Verfahren zur Herstellung eines Verbundmaterials mit temperaturbeständigem Haftvermittler und danach hergestelltes Verbundmaterial |
| SE523861C2 (sv) * | 2002-05-07 | 2004-05-25 | Tetra Laval Holdings & Finance | Förpackningslaminat, förfarande för tillverkning av detta, samt förpackningsbehållare tillverkad av förpackningslaminatet |
| US20090283256A1 (en) | 2008-05-13 | 2009-11-19 | Baker Hughes Incorporated | Downhole tubular length compensating system and method |
| DE102009050420A1 (de) * | 2009-10-22 | 2011-05-05 | Sig Technology Ag | Verfahren zum Herstellen autoklavierter Nahrungsmittel in einem aus einem flächenförmigen Verbund gebildeten Behälter mit einer farbigen vernetzten äußeren Polymerschicht erhältlich durch Hochdruck |
| DE102010005847B4 (de) | 2010-01-26 | 2019-09-26 | Sig Technology Ag | Verfahren zur Herstellung eines Behälters für Nahrungsmittel aus einem aluminiumfreien flächenförmigen Verbund mit einer Mehrfachinnenschicht durch Heissfalten |
| DE102010033466B4 (de) * | 2010-08-05 | 2012-11-08 | Sig Technology Ag | Verpackungsbehälter aus einem flächenförmigen Verbund mit verbesserter Haft- und Innenschichtkombination |
| DE102010033465B4 (de) * | 2010-08-05 | 2012-11-08 | Sig Technology Ag | Von einer Rolle geformter Behälter mit verbesserten Öffnungseigenschaften durch Streckwärmebehandlung von Polymerschichten |
| DE102011108402A1 (de) * | 2011-07-26 | 2013-01-31 | Sig Technology Ag | Flächenförmiger verbund mit kunststoffschichten unterschiedlicher vicat-erweichungstemperaturen |
| DE102011108401A1 (de) * | 2011-07-26 | 2013-01-31 | Sig Technology Ag | Robuster flächenförmiger Verbund mit einer Zwischenschicht mit erhöhter Vicat-Erweichungstemperatur |
| DE102011086366A1 (de) | 2011-11-15 | 2013-05-16 | Evonik Degussa Gmbh | Verbundfolie und daraus hergestellte Verpackungen |
| DE102012014261A1 (de) * | 2012-07-19 | 2014-02-06 | Sig Technology Ag | Flächenförmiger verbund mitkunststoffschichten unterschiedlicherdämpfungseigenschaften |
| CN104742425A (zh) | 2012-12-31 | 2015-07-01 | 台州市珠叶机械科技有限公司 | 一种层压包装材料 |
| DE102013001263A1 (de) | 2013-01-26 | 2014-07-31 | Sig Technology Ag | Flächenförmiger Verbund mit Kunststoffschichten aus Kunststoffen unterschiedlicher Dämpfungseigenschaften mit einer Schicht beinhaltend LLDPE |
| EP2767397A1 (en) | 2013-02-18 | 2014-08-20 | Tetra Laval Holdings & Finance S.A. | Packaging laminate, method for producing same, and packaging container produced from the packaging container |
| SE538498C2 (sv) * | 2014-02-19 | 2016-08-09 | Stora Enso Oyj | Förfarande för framställning av ett förpackningsmaterial |
| DE102014009466A1 (de) | 2014-06-30 | 2015-12-31 | Sig Technology Ag | Flächenförmiger Verbund mit einer mPolyolefinschicht mit verringertem Antioxidansanteil, insbesondere für Nahrungsmittelverpackungen |
| DE102014010016A1 (de) | 2014-07-08 | 2016-01-14 | Sig Technology Ag | Flächenförmiger Verbund, insbesondere für Behälter, mit einer durch verschiedene C=O-Gruppenabsorptionsmaxima gekennzeichneten Haftvermittlerschicht |
| WO2016145549A1 (en) * | 2015-03-17 | 2016-09-22 | Exxonmobil Chemical Patents Inc. | Multilayer films and methods thereof |
| MX389427B (es) * | 2015-08-14 | 2025-03-20 | Sig Technology Ag | Impresion asistida electrostaticamente de un laminado de empacado para recipientes de alimentos dimensionalmente estables que incluyen el laminado de empacado doblado. |
| US10429580B2 (en) | 2015-08-27 | 2019-10-01 | Bar-Ilan University | Multi optically-coupled channels module and related methods of computation |
| CN108349205B (zh) * | 2015-10-29 | 2020-06-30 | 利乐拉瓦尔集团及财务有限公司 | 包含阻隔膜的层压包装材料和由其制造的包装容器 |
| EP3397477B1 (en) | 2015-12-28 | 2024-08-07 | SIG Services AG | Sheet-like composite, especially packaging laminate for dimensionally stable foodstuff containers, having a polymeric internal layer characterized by differential scanning calorimetry |
-
2016
- 2016-12-21 ES ES16825734T patent/ES3038430T3/es active Active
- 2016-12-21 PL PL16825734.3T patent/PL3397480T3/pl unknown
- 2016-12-21 WO PCT/EP2016/082063 patent/WO2017114704A1/en not_active Ceased
- 2016-12-21 BR BR112018013137-7A patent/BR112018013137B1/pt active IP Right Grant
- 2016-12-21 CN CN201680077030.XA patent/CN108472931B/zh active Active
- 2016-12-21 JP JP2018533750A patent/JP7029397B2/ja active Active
- 2016-12-21 EP EP16825734.3A patent/EP3397480B1/en active Active
- 2016-12-21 US US16/067,017 patent/US12459713B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004161349A (ja) | 2002-11-15 | 2004-06-10 | Nihon Tetra Pak Kk | 包装充填方法、包装紙容器及び紙容器用積層包材 |
| US20050074621A1 (en) | 2003-10-01 | 2005-04-07 | Reighard Tricia Susan | Moisture vapor barrier laminate |
| WO2015186618A1 (ja) | 2014-06-05 | 2015-12-10 | 株式会社細川洋行 | レトルト包装用積層体及び容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES3038430T3 (en) | 2025-10-13 |
| BR112018013137A2 (pt) | 2018-12-18 |
| WO2017114704A1 (en) | 2017-07-06 |
| PL3397480T3 (pl) | 2025-10-13 |
| EP3397480A1 (en) | 2018-11-07 |
| JP2019501801A (ja) | 2019-01-24 |
| US20190009961A1 (en) | 2019-01-10 |
| CN108472931B (zh) | 2021-06-04 |
| US12459713B2 (en) | 2025-11-04 |
| CN108472931A (zh) | 2018-08-31 |
| EP3397480B1 (en) | 2025-07-16 |
| BR112018013137B1 (pt) | 2022-09-06 |
| EP3397480C0 (en) | 2025-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7029397B2 (ja) | 示差走査熱量測定法によって特徴付けられた重合体中間層を有するシート状複合材、特に、寸法安定性のある食品用容器のための包装用積層体 | |
| JP7110100B2 (ja) | 示差走査熱量測定法によって特徴付けられた重合体内層を有するシート状複合材、特に、寸法安定性のある食品用容器のための包装用積層体 | |
| CN111268280B (zh) | 具有成型系数的容器前体,尤其是适用于单个稳定尺寸的食品或饮料的产品容器 | |
| US20190389184A1 (en) | Sheet-like composite for producing dimensionally stable food product containers with a barrier layer comprising a barrier substrate layer and an inwards-pointing barrier material layer | |
| US20190255828A1 (en) | Sheet-like composite for producing dimensionally stable food-product containers having a biobased barrier layer | |
| CN212386955U (zh) | 用于制造食品容器的片状复合结构、容器前体及容器 | |
| CN112543701A (zh) | 用于生产尺寸稳定的食品容器的片状复合材料,片状复合材料包含具有聚酯和各向同性弹性模量的聚合物层 | |
| US11117689B2 (en) | Method of producing a container precursor, especially for a single dimensionally stable foodstuff container, without folding over the container precursor | |
| WO2017202912A1 (en) | Container precursor with shaping coefficient, especially for a single dimensionally stable food or drink product container | |
| EP3334600A1 (en) | Sheetlike composite, especially for dimensionally stable containers, with an outer thermoplastic sealing layer applied over part of the surface, especially for sealing a longitudinal seam | |
| JP7064449B2 (ja) | 容器前駆体を折り返すことで、特に単一寸法安定性食品容器用の容器前駆体を包む包装手段の製造方法 | |
| AU2017333936A1 (en) | Roll take-up device with an electrical contact for a roll of a sheetlike composite for producing dimensionally stable food and drink containers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191118 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200924 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201023 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210318 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20210318 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210728 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211125 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20211125 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20211125 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20220106 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20220107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220218 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7029397 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |