JP6992063B2 - 表面保護フィルム - Google Patents
表面保護フィルム Download PDFInfo
- Publication number
- JP6992063B2 JP6992063B2 JP2019521245A JP2019521245A JP6992063B2 JP 6992063 B2 JP6992063 B2 JP 6992063B2 JP 2019521245 A JP2019521245 A JP 2019521245A JP 2019521245 A JP2019521245 A JP 2019521245A JP 6992063 B2 JP6992063 B2 JP 6992063B2
- Authority
- JP
- Japan
- Prior art keywords
- surface protective
- protective film
- polyurethane
- layer
- protective layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000001681 protective effect Effects 0.000 title claims description 103
- 239000011241 protective layer Substances 0.000 claims description 94
- 239000004814 polyurethane Substances 0.000 claims description 66
- 229920002635 polyurethane Polymers 0.000 claims description 66
- 239000000463 material Substances 0.000 claims description 64
- 239000010410 layer Substances 0.000 claims description 63
- 239000000203 mixture Substances 0.000 claims description 42
- 238000004519 manufacturing process Methods 0.000 claims description 26
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 claims description 24
- 239000012790 adhesive layer Substances 0.000 claims description 24
- 229920005862 polyol Polymers 0.000 claims description 23
- 239000000654 additive Substances 0.000 claims description 22
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 21
- 230000000996 additive effect Effects 0.000 claims description 21
- 239000003795 chemical substances by application Substances 0.000 claims description 21
- 150000003077 polyols Chemical class 0.000 claims description 21
- 229910052710 silicon Inorganic materials 0.000 claims description 21
- 239000010703 silicon Substances 0.000 claims description 21
- 239000012948 isocyanate Substances 0.000 claims description 19
- 229920000515 polycarbonate Polymers 0.000 claims description 19
- 239000004417 polycarbonate Substances 0.000 claims description 19
- 150000002513 isocyanates Chemical class 0.000 claims description 16
- 229920006324 polyoxymethylene Polymers 0.000 claims description 10
- 229920005989 resin Polymers 0.000 claims description 6
- 239000011347 resin Substances 0.000 claims description 6
- 229930182556 Polyacetal Natural products 0.000 claims description 4
- 239000010408 film Substances 0.000 description 177
- 238000001723 curing Methods 0.000 description 28
- -1 aliphatic isocyanate Chemical class 0.000 description 18
- 238000000034 method Methods 0.000 description 17
- 238000010438 heat treatment Methods 0.000 description 15
- 239000000047 product Substances 0.000 description 15
- 239000000758 substrate Substances 0.000 description 15
- 239000003054 catalyst Substances 0.000 description 13
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 12
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 12
- 238000006243 chemical reaction Methods 0.000 description 9
- 229920000139 polyethylene terephthalate Polymers 0.000 description 9
- 239000005020 polyethylene terephthalate Substances 0.000 description 9
- 229920001187 thermosetting polymer Polymers 0.000 description 9
- 238000002834 transmittance Methods 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 9
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 8
- 241001422033 Thestylus Species 0.000 description 7
- 150000001412 amines Chemical class 0.000 description 7
- 230000000052 comparative effect Effects 0.000 description 6
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 6
- 238000012423 maintenance Methods 0.000 description 5
- 230000003287 optical effect Effects 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 4
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 4
- 239000004642 Polyimide Substances 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 4
- 230000002411 adverse Effects 0.000 description 4
- 238000005266 casting Methods 0.000 description 4
- 150000002009 diols Chemical class 0.000 description 4
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 4
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 4
- 239000004014 plasticizer Substances 0.000 description 4
- 229920001721 polyimide Polymers 0.000 description 4
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 3
- 229940043375 1,5-pentanediol Drugs 0.000 description 3
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 3
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 3
- 150000001298 alcohols Chemical class 0.000 description 3
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000004040 coloring Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 125000005442 diisocyanate group Chemical group 0.000 description 3
- 239000004205 dimethyl polysiloxane Substances 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 3
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 3
- 230000013011 mating Effects 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 3
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 3
- 239000002861 polymer material Substances 0.000 description 3
- 239000005871 repellent Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 150000003606 tin compounds Chemical class 0.000 description 3
- FKTHNVSLHLHISI-UHFFFAOYSA-N 1,2-bis(isocyanatomethyl)benzene Chemical compound O=C=NCC1=CC=CC=C1CN=C=O FKTHNVSLHLHISI-UHFFFAOYSA-N 0.000 description 2
- ALVZNPYWJMLXKV-UHFFFAOYSA-N 1,9-Nonanediol Chemical compound OCCCCCCCCCO ALVZNPYWJMLXKV-UHFFFAOYSA-N 0.000 description 2
- ZJWDJIVISLUQQZ-UHFFFAOYSA-N 2,4-dimethylpentane-1,5-diol Chemical compound OCC(C)CC(C)CO ZJWDJIVISLUQQZ-UHFFFAOYSA-N 0.000 description 2
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- XSTXAVWGXDQKEL-UHFFFAOYSA-N Trichloroethylene Chemical compound ClC=C(Cl)Cl XSTXAVWGXDQKEL-UHFFFAOYSA-N 0.000 description 2
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 230000003373 anti-fouling effect Effects 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 239000001569 carbon dioxide Substances 0.000 description 2
- 229910002092 carbon dioxide Inorganic materials 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 125000004122 cyclic group Chemical group 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000002845 discoloration Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 235000011187 glycerol Nutrition 0.000 description 2
- 150000002334 glycols Chemical class 0.000 description 2
- SXCBDZAEHILGLM-UHFFFAOYSA-N heptane-1,7-diol Chemical compound OCCCCCCCO SXCBDZAEHILGLM-UHFFFAOYSA-N 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- HJOVHMDZYOCNQW-UHFFFAOYSA-N isophorone Chemical compound CC1=CC(=O)CC(C)(C)C1 HJOVHMDZYOCNQW-UHFFFAOYSA-N 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 125000005395 methacrylic acid group Chemical group 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 229940117969 neopentyl glycol Drugs 0.000 description 2
- OEIJHBUUFURJLI-UHFFFAOYSA-N octane-1,8-diol Chemical compound OCCCCCCCCO OEIJHBUUFURJLI-UHFFFAOYSA-N 0.000 description 2
- 239000012788 optical film Substances 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 239000005056 polyisocyanate Substances 0.000 description 2
- 229920001228 polyisocyanate Polymers 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920001451 polypropylene glycol Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 230000008961 swelling Effects 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 1
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 1
- UNVGBIALRHLALK-UHFFFAOYSA-N 1,5-Hexanediol Chemical compound CC(O)CCCCO UNVGBIALRHLALK-UHFFFAOYSA-N 0.000 description 1
- SBJCUZQNHOLYMD-UHFFFAOYSA-N 1,5-Naphthalene diisocyanate Chemical compound C1=CC=C2C(N=C=O)=CC=CC2=C1N=C=O SBJCUZQNHOLYMD-UHFFFAOYSA-N 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- BRXKVEIJEXJBFF-UHFFFAOYSA-N 2,2-bis(hydroxymethyl)-3-methylbutane-1,4-diol Chemical compound OCC(C)C(CO)(CO)CO BRXKVEIJEXJBFF-UHFFFAOYSA-N 0.000 description 1
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 1
- AJKXDPSHWRTFOZ-UHFFFAOYSA-N 2-ethylhexane-1,6-diol Chemical compound CCC(CO)CCCCO AJKXDPSHWRTFOZ-UHFFFAOYSA-N 0.000 description 1
- SDQROPCSKIYYAV-UHFFFAOYSA-N 2-methyloctane-1,8-diol Chemical compound OCC(C)CCCCCCO SDQROPCSKIYYAV-UHFFFAOYSA-N 0.000 description 1
- QWGRWMMWNDWRQN-UHFFFAOYSA-N 2-methylpropane-1,3-diol Chemical compound OCC(C)CO QWGRWMMWNDWRQN-UHFFFAOYSA-N 0.000 description 1
- BYPFICORERPGJY-UHFFFAOYSA-N 3,4-diisocyanatobicyclo[2.2.1]hept-2-ene Chemical compound C1CC2(N=C=O)C(N=C=O)=CC1C2 BYPFICORERPGJY-UHFFFAOYSA-N 0.000 description 1
- SXFJDZNJHVPHPH-UHFFFAOYSA-N 3-methylpentane-1,5-diol Chemical compound OCCC(C)CCO SXFJDZNJHVPHPH-UHFFFAOYSA-N 0.000 description 1
- YVPZFPKENDZQEJ-UHFFFAOYSA-N 4-propylcyclohexan-1-ol Chemical compound CCCC1CCC(O)CC1 YVPZFPKENDZQEJ-UHFFFAOYSA-N 0.000 description 1
- OIFBSDVPJOWBCH-UHFFFAOYSA-N Diethyl carbonate Chemical compound CCOC(=O)OCC OIFBSDVPJOWBCH-UHFFFAOYSA-N 0.000 description 1
- 208000003556 Dry Eye Syndromes Diseases 0.000 description 1
- 206010013774 Dry eye Diseases 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 1
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 1
- IIGAAOXXRKTFAM-UHFFFAOYSA-N N=C=O.N=C=O.CC1=C(C)C(C)=C(C)C(C)=C1C Chemical compound N=C=O.N=C=O.CC1=C(C)C(C)=C(C)C(C)=C1C IIGAAOXXRKTFAM-UHFFFAOYSA-N 0.000 description 1
- LGRFSURHDFAFJT-UHFFFAOYSA-N Phthalic anhydride Natural products C1=CC=C2C(=O)OC(=O)C2=C1 LGRFSURHDFAFJT-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- GOOHAUXETOMSMM-UHFFFAOYSA-N Propylene oxide Chemical compound CC1CO1 GOOHAUXETOMSMM-UHFFFAOYSA-N 0.000 description 1
- ORLQHILJRHBSAY-UHFFFAOYSA-N [1-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1(CO)CCCCC1 ORLQHILJRHBSAY-UHFFFAOYSA-N 0.000 description 1
- ZMPDGHZPRPTZET-UHFFFAOYSA-N [Sn].CCCCCCCC Chemical compound [Sn].CCCCCCCC ZMPDGHZPRPTZET-UHFFFAOYSA-N 0.000 description 1
- UKLDJPRMSDWDSL-UHFFFAOYSA-L [dibutyl(dodecanoyloxy)stannyl] dodecanoate Chemical compound CCCCCCCCCCCC(=O)O[Sn](CCCC)(CCCC)OC(=O)CCCCCCCCCCC UKLDJPRMSDWDSL-UHFFFAOYSA-L 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 206010064930 age-related macular degeneration Diseases 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 208000003464 asthenopia Diseases 0.000 description 1
- HIFVAOIJYDXIJG-UHFFFAOYSA-N benzylbenzene;isocyanic acid Chemical class N=C=O.N=C=O.C=1C=CC=CC=1CC1=CC=CC=C1 HIFVAOIJYDXIJG-UHFFFAOYSA-N 0.000 description 1
- 150000001621 bismuth Chemical class 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- JHIWVOJDXOSYLW-UHFFFAOYSA-N butyl 2,2-difluorocyclopropane-1-carboxylate Chemical compound CCCCOC(=O)C1CC1(F)F JHIWVOJDXOSYLW-UHFFFAOYSA-N 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 150000004649 carbonic acid derivatives Chemical class 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- PMMYEEVYMWASQN-IMJSIDKUSA-N cis-4-Hydroxy-L-proline Chemical compound O[C@@H]1CN[C@H](C(O)=O)C1 PMMYEEVYMWASQN-IMJSIDKUSA-N 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- FNTHQRXVZDCWSP-UHFFFAOYSA-N cyclohexane-1,1,2-triol Chemical compound OC1CCCCC1(O)O FNTHQRXVZDCWSP-UHFFFAOYSA-N 0.000 description 1
- RLMGYIOTPQVQJR-UHFFFAOYSA-N cyclohexane-1,3-diol Chemical compound OC1CCCC(O)C1 RLMGYIOTPQVQJR-UHFFFAOYSA-N 0.000 description 1
- YDDDVHGKEGJQHG-UHFFFAOYSA-N cyclopentane-1,1,2-triol Chemical compound OC1CCCC1(O)O YDDDVHGKEGJQHG-UHFFFAOYSA-N 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- JGFBRKRYDCGYKD-UHFFFAOYSA-N dibutyl(oxo)tin Chemical compound CCCC[Sn](=O)CCCC JGFBRKRYDCGYKD-UHFFFAOYSA-N 0.000 description 1
- IEJIGPNLZYLLBP-UHFFFAOYSA-N dimethyl carbonate Chemical compound COC(=O)OC IEJIGPNLZYLLBP-UHFFFAOYSA-N 0.000 description 1
- 125000000118 dimethyl group Chemical group [H]C([H])([H])* 0.000 description 1
- PWEVMPIIOJUPRI-UHFFFAOYSA-N dimethyltin Chemical compound C[Sn]C PWEVMPIIOJUPRI-UHFFFAOYSA-N 0.000 description 1
- ROORDVPLFPIABK-UHFFFAOYSA-N diphenyl carbonate Chemical compound C=1C=CC=CC=1OC(=O)OC1=CC=CC=C1 ROORDVPLFPIABK-UHFFFAOYSA-N 0.000 description 1
- CZZYITDELCSZES-UHFFFAOYSA-N diphenylmethane Chemical compound C=1C=CC=CC=1CC1=CC=CC=C1 CZZYITDELCSZES-UHFFFAOYSA-N 0.000 description 1
- BWELVAFPJUDDFX-UHFFFAOYSA-N dodecane-1,10-diol Chemical compound CCC(O)CCCCCCCCCO BWELVAFPJUDDFX-UHFFFAOYSA-N 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000006081 fluorescent whitening agent Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 230000000855 fungicidal effect Effects 0.000 description 1
- 239000000417 fungicide Substances 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 1
- VLKZOEOYAKHREP-UHFFFAOYSA-N hexane Substances CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 1
- TZMQHOJDDMFGQX-UHFFFAOYSA-N hexane-1,1,1-triol Chemical compound CCCCCC(O)(O)O TZMQHOJDDMFGQX-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 230000031700 light absorption Effects 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 208000002780 macular degeneration Diseases 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- FVGBHSIHHXTYTH-UHFFFAOYSA-N pentane-1,1,1-triol Chemical compound CCCCC(O)(O)O FVGBHSIHHXTYTH-UHFFFAOYSA-N 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920001610 polycaprolactone Polymers 0.000 description 1
- 239000004632 polycaprolactone Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006389 polyphenyl polymer Polymers 0.000 description 1
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 229920002545 silicone oil Polymers 0.000 description 1
- 208000019116 sleep disease Diseases 0.000 description 1
- 239000012748 slip agent Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 150000003609 titanium compounds Chemical class 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- 230000004304 visual acuity Effects 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 239000001052 yellow pigment Substances 0.000 description 1
- 150000003755 zirconium compounds Chemical class 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/26—Layered products comprising a layer of synthetic resin characterised by the use of special additives using curing agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/325—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polycycloolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0046—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by constructional aspects of the apparatus
- B32B37/0053—Constructional details of laminating machines comprising rollers; Constructional features of the rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B1/00—Optical elements characterised by the material of which they are made; Optical coatings for optical elements
- G02B1/10—Optical coatings produced by application to, or surface treatment of, optical elements
- G02B1/14—Protective coatings, e.g. hard coatings
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/20—Filters
- G02B5/22—Absorbing filters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/02—2 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/04—4 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/402—Coloured
- B32B2307/4026—Coloured within the layer by addition of a colorant, e.g. pigments, dyes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/42—Polarizing, birefringent, filtering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/538—Roughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/712—Weather resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/744—Non-slip, anti-slip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/746—Slipping, anti-blocking, low friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/762—Self-repairing, self-healing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/20—Displays, e.g. liquid crystal displays, plasma displays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2571/00—Protective equipment
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/318—Applications of adhesives in processes or use of adhesives in the form of films or foils for the production of liquid crystal displays
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2475/00—Presence of polyurethane
- C09J2475/006—Presence of polyurethane in the substrate
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Optical Filters (AREA)
- Non-Metallic Protective Coatings For Printed Circuits (AREA)
Description
このような表面保護フィルムとして、例えば、本出願人らは、特許文献1として、ポリエーテルポリオールと脂肪族イソシアネートとアルコール系硬化剤と非アミン系触媒の硬化物である熱硬化性ポリウレタンからなる保護層、透明基材フィルム、粘着剤層の三層がこの順に積層されている表面保護フィルムを、特許文献2として、ポリカーボネート系ポリウレタンからなる保護層、透明基材フィルム、粘着剤層の三層がこの順に積層されている表面保護フィルムを提案している。
ディスプレイが発するブルーライトをカットする方法として、ディスプレイ表面にブルーライトカットフィルムを貼り合わせる方法が提案されている。ブルーライトカットフィルムは、青色光を吸収する黄色系の色素や青色光を吸収してより長波長の光を発する蛍光増白剤を含む樹脂組成物を、塗布、硬化させてなるブルーライトカット層により、ブルーライトをカットするものである(特許文献3、4参照)。
1.少なくとも、ポリウレタンからなる保護層、透明基材フィルム、ブルーライトカット層、粘着剤層の四層が、この順に積層されていることを特徴とする表面保護フィルム。
2.前記ポリウレタンが、ポリカーボネート系ポリウレタンであることを特徴とする1.に記載の表面保護フィルム。
3.前記ポリウレタンが、ポリカーボネート系ポリオールとイソシアネートとアルコール系硬化剤を含む材料組成物の硬化物であることを特徴とする1.または2.に記載の表面保護フィルム。
4.前記保護層の、ポリアセタール樹脂(POM)からなり先端形状が直径1.4mmの半球状であるタッチペンに対する動摩擦係数が、0.10以上0.26以下であることを特徴とする1.~3.のいずれかに記載の表面保護フィルム。
5.前記ポリウレタンが、シリコン系添加剤を含むことを特徴とする1.~4.のいずれかに記載の表面保護フィルム。
6.前記保護層の厚さが50μm以上300μm以下であることを特徴とする1.~5.のいずれかに記載の表面保護フィルム。
7.1.~6.のいずれかに記載の表面保護フィルムの前記保護層側表面に離型フィルム、前記粘着剤層側表面に剥離フィルムが積層されていることを特徴とする表面保護フィルム積層体。
8.少なくとも、ポリウレタンからなる保護層、透明基材フィルム、ブルーライトカット層、粘着剤層の四層が、この順に積層されていることを特徴とする表面保護フィルムの製造方法であって、
材料組成物を、離間して配置された一対のロールにより送り出される第一および第二の間隙維持部材の間隙に流し込み、
前記材料組成物を、前記第一および第二の間隙維持部材の間に保持された状態で熱硬化して前記保護層とし、
前記第一および第二の間隙維持部材の一方を、少なくとも前記透明基材フィルムとすることを特徴とする表面保護フィルムの製造方法。
9.透明基材フィルムとなる前記第一および第二の間隙維持部材の一方が、ブルーライトカット層を有することを特徴とする8.に記載の表面保護フィルムの製造方法。
10.前記ポリウレタンが、ポリカーボネート系ポリウレタンであることを特徴とする8.または9.に記載の表面保護フィルムの製造方法。
11.前記材料組成物が、シリコン系添加剤を含むことを特徴とする請求項8~10のいずれかに記載の表面保護フィルムの製造方法。
本発明の表面保護フィルムは、保護層が50μm以上300μm以下の厚みを有するにも関わらず、表面保護フィルムとして使用可能な光学特性を有する。また、50μm以上300μm以下の厚みを有することにより、タッチペンの書き味、滑り性が非常に良好であり、自己修復性に優れる。さらに、本発明の表面保護フィルムは、シリコン系添加剤を含有することにより、滑り性が良好となり、タッチペンや指等によるタッチパネル操作を非常に快適に行うことができる。
本発明の製造方法により、表面保護フィルムを連続的に製造することができる。さらに、湿式塗布法では製造が困難な50μm以上300μm以下の厚みを有する保護層を、光学特性を低下させることなく製造することができる。また、転写法により、保護層の表面に凹凸を容易に形成することができる。
2 透明基材フィルム
3 ブルーライトカット層
4 粘着剤層
5 離型フィルム
6 剥離フィルム
10 表面保護フィルム
20 透明基板
30 表面保護フィルム積層体
40 シート状物
40a 材料組成物
41 注型機
41a ヘッド部
42a 第一の間隙維持部材
42b 第二の間隙維持部材
43a 搬送ロール
43b 搬送ロール
44 搬送ロール
45 補助ロール
46 加熱装置
47 コンベアベルト
一実施態様である表面保護フィルム10は、ポリウレタンからなる保護層1、透明基材フィルム2、ブルーライトカット層3、粘着剤層4の四層がこの順に積層されてなる。また、一実施態様である表面保護フィルム10は、透明基板20上に粘着剤層4を介して貼り合わせられる。
このように、本発明の表面保護フィルムは、透明基板表面に貼り付けられることにより、透明基板の傷付き、ひび割れ、汚れ等を防止するものである。
保護層は、ポリウレタンからなる。ポリウレタンは、少なくともポリオールとイソシアネートとを含有する材料組成物を反応させて得られる。なお、本発明で使用するポリウレタンは、下記で詳述する製造方法からも明らかなように、熱硬化性である。
ポリオールとしては、ポリエチレングリコール、ポリプロピレングリコール、ポリオキシテトラメチレングリコール等のポリオキシアルキレングリコール類、あるいは、ビスフェノールA、グリセリンのエチレンオキシド、プロピレンオキシド等のアルキレンオキシド付加物類のポリエーテル系ポリオール;アジピン酸、無水フタル酸、イソフタル酸、マレイン酸、フマール酸等の2塩基酸とエチレングリコール、プロピレングリコール、1,4-ブタンジオール、1,6-ヘキサンジオール、トリメチロールプロパン等のグリコール類との重合反応により得られるポリエステル系ポリオール;ポリカプロラクトン系ポリオール;ポリカーボネート系ポリオール等を挙げることができる。
これらの中で、ポリカーボネート系ポリオールが、得られるポリウレタンが耐膨潤性に優れ、ゴム製品等の接触により可塑剤が移行して膨潤することを防ぐことができるため好ましい。
イソシアネートとしては、分子中にイソシアネート基を2個以上有するものを特に制限することなく用いることができる。例えば、トリレンジイソシアネート、トリジンジイソシアネート、ジフェニルメタンジイソシアネ-ト、ポリメチレンポリフェニルポリイソシアネート、カルボジイミド化ジフェニルメタンポリイソシアネート、粗製ジフェニルメタンジイソシアネート、キシリレンジイソシアネート、1,5-ナフタレンジイソシアネート、テトラメチルキシレンジイソシアネート、イソホロンジイソシアネート、水添ジフェニルメタンジイソシアネート、水添キシリレンジイソシアネート、ヘキサメチレンジイソシアネート、ダイマー酸ジイソシアネート、ノルボルネンジイソシアネート等を用いることができる。これらの中から、2種類以上を併用してもよい。
本発明の保護層を形成するポリウレタンは、硬化剤としてアルコール系硬化剤を使用する。アルコール系硬化剤は、アミン系硬化剤と比較して人体、環境への悪影響が小さい。
本発明の保護層を形成するポリウレタンは、非アミン系触媒の存在下で熱硬化させることが好ましい。非アミン系触媒を使用することにより、非着色性、透明性、耐候性に優れたポリウレタンを得ることができる。それに対し、アミン系触媒で熱硬化させたポリウレタンは、出射光が黄色くなり、また、経時で外観が着色してしまう場合がある。
非アミン系触媒としては、例えば、ジラウリル酸ジ-n-ブチル錫、ジラウリル酸ジメチル錫、ジブチル錫オキシド、オクタン錫等の有機錫化合物、有機チタン化合物、有機ジルコニウム化合物、カルボン酸錫塩、カルボン酸ビスマス塩等が挙げられる。これらの中で、有機錫化合物が、反応速度を調節しやすいため好ましい。
本発明の表面保護フィルムにおいて、保護層を形成するポリウレタンは、シリコン系添加剤を含有することが好ましい。保護層がシリコン系添加剤を含有することにより、滑り性が向上し、タッチペンや指等によるタッチパネル操作を快適に行うことができる。シリコン系添加剤の添加量の下限は、上記したa.~c.の総量に対して、0.05重量%以上であることが好ましく、0.1重量%以上であることがより好ましく、0.3重量%以上であることがさらに好ましい。また、シリコン系添加剤の添加量の上限は、上記したa.~c.の総量に対して、1.0重量%以下であることが好ましく、0.9重量%以下であることがより好ましく、0.7重量%以下であることがさらに好ましい。シリコン系添加剤の添加量が0.05重量%未満では、滑り性の向上が十分でない場合があり、1.0重量%より多いと逆に滑り性が良くなりすぎて、タッチペンのペン先が滑り、筆記性に劣る場合がある。但し、上記の数値範囲外であっても、本発明の主旨を逸脱しなければ、これを除外するものではない。
プレポリマー法では、ポリオールと化学量論的に過剰量のイソシアネートとを反応させて末端にイソシアネート基を有するプレポリマーを予め調製しておき、ここに所定量のアルコール系硬化剤、任意の添加剤、触媒を混合して、プレポリマーを硬化させることによりポリウレタンの成形体を作製することができる。
擬プレポリマー法では、ポリオールの一部を予めアルコール系硬化剤に混合しておき、残りのポリオールとイソシアネートによりプレポリマーの調製を行い、ここに予め混合しておいたポリオールとアルコール系硬化剤、任意の添加剤、触媒との混合物を混合して硬化させることによりポリウレタンの成形体を作製することができる。
透明基材フィルムは、保護層を保持するものである。透明基材フィルムを構成する材料は、透明性、可撓性、機械的強度に優れるものであれば特に制限することなく用いることができ、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)、ポリカーボネート(PC)、環状オレフィン系樹脂(COP)、ポリイミド(PI)などを好適に用いることができる。
ブルーライトカット層は、目に悪影響を及ぼすおそれのあるブルーライトをカットする層であり、具体的には、波長450nmの光の透過率(以下、ブルーライト透過率という)が75%以下である層を意味する。本発明のブルーライトカット層は、ブルーライト透過率が75%以下であれば特に限定されないが、ディスプレイに映し出される画像の色味の変化が少ないものが好ましく、具体的にはJIS K7373に規定する黄色度(YI)が15.0以下であることが好ましく、10.0以下であることがより好ましく、5.0以下であることがさらに好ましい。
粘着剤層は、ディスプレイ表面の透明基板に、表面保護フィルムを貼り合わせるためのものである。粘着剤の種類は特に限定されず、アクリル系樹脂、エポキシ系樹脂、ウレタン系樹脂、シリコン系樹脂等からなる粘着剤を用いることができる。これらの中で、アクリル系樹脂からなる粘着剤は、防汚処理、低反射処理等の表面処理がなされた透明基板であっても貼り付けることができる。また、シリコン系樹脂からなる粘着剤は、Wetting性に優れ、透明基板への貼り付け時に気泡が生じにくく、再剥離性がよく剥離時に糊残りしにくい。粘着剤層の厚みは、通常5μm以上60μm以下の範囲内であるが、要求仕様に合わせて適宜調節することができる。
一実施態様である表面保護フィルム10は、ポリウレタンからなる保護層1、透明基材フィルム2、ブルーライトカット層3、粘着剤層4の四層がこの順に積層されてなる。本発明の表面保護フィルムは、少なくとも上記した四層がこの順に積層されていればよく、例えば、各層の間に密着性を高めるための中間層を備えることもできる。
本発明の表面保護フィルムは、ポリウレタンからなる保護層とブルーライトカット層との間に少なくとも透明基材フィルムが存在し、ポリウレタンからなる保護層とブルーライトカット層とが接していない。ブルーライトカット層上にポリウレタンからなる保護層を直接成形すると、保護層中に微細気泡が発生する。これは、ブルーライトカット層中に含まれる水分が、ポリウレタンの熱硬化前の材料組成物中に移行し、この水分とイソシアネートとが反応して二酸化炭素ガスが発生するためである。なお、水分の移行を防ぐために、撥水性を有するブルーライトカット層上に直接ポリウレタンからなる保護層を成形すると、ブルーライトカット層と保護層との密着性が悪く、層間で剥離が生じる場合がある。
保護層は、少なくともポリオール、イソシアネート(または、これらからなるウレタンプレポリマー)、アルコール系硬化剤、触媒を含有する材料組成物を、離間して配置された一対のロールにより送り出される第一、および第二の間隙維持部材の間隙に流し込み、材料組成物が二つの間隙維持部材の間に保持された状態で加熱装置に導入し、材料組成物を熱硬化してポリウレタンとすることにより製造することができる。
材料組成物40aを、注型機41を用いて、離間して配置された一対の搬送ロール43a、43bにより送り出される第一、および第二の間隙維持部材42a、42bの間隙に流し込む。第一、および第二の間隙維持部材42a、42bは、その間に材料組成物40aを保持した状態で加熱装置46内に導かれる。材料組成物40aは、第一、および第二の間隙維持部材42a、42bの間に保持された状態で熱硬化して、ポリウレタンのシート状物40となる。
なお、図4において、44は第一、および第二の間隙維持部材42a、42bを送り出すための搬送ロール、45は補助ロール、47は材料組成物40aを間に保持した第一、および第二の間隙維持部材42a、42bを加熱装置46内で搬送するためのコンベアベルトである。
加熱装置46からは、第一の間隙維持部材42a、ポリウレタンのシート状物40、第二の間隙維持部材42bからなる長尺状積層体が搬出される。そして、この長尺状積層体のシート状物40が、本発明の表面保護フィルムにおける保護層となる。
上記製造方法において、第一の間隙維持部材42a、第二の間隙維持部材42bの一方を本発明の表面保護フィルムにおける透明基材フィルムとすることができる。また、第一の間隙維持部材42a、第二の間隙維持部材42bの他方を離型フィルムとすることができる。以下、第一の間隙維持部材42aが透明基材フィルム、第二の間隙維持部材42bが離型フィルムとなる場合を例として説明する。
この長尺状積層体の第一の間隙維持部材42a側表面に塗布等によりブルーライトカット層と粘着剤層とを形成し、この粘着剤層上に剥離フィルムを貼り合わせることにより、長尺状の本発明の表面保護フィルム積層体を得ることができる。また、透明基材フィルム/ブルーライトカット層がこの順に積層されてなる積層体、または透明基材フィルム/ブルーライトカット層/粘着剤層/剥離フィルムがこの順に積層されてなる積層体を、第一の間隙維持部材42aとして用いることもできる。さらに、第二の間隙維持部材42bとして凹凸を有するフィルムを用い、凹凸を有する面で材料組成物40aを保持することにより、シート状物40の最表面に凹凸を転写し、得られる保護層に防眩性を付与することができる。
「実施例1」
分子量2000、水酸基価55であるポリ(1,6-ヘキサンカーボネート)ジオール(東ソー株式会社製、商品名:980R)を59.4g、イソホロンジイソシアネートを31.1g、1,4-ブタンジオール/トリメチロールプロパン=60/40の重量比からなるアルコール系硬化剤を9.5g、有機錫化合物を150ppm、シリコン系添加剤(信越化学工業株式会社製、商品名:KF615A)を0.7g添加し、撹拌・混合を行い、材料組成物(α比:0.95)とした。
剥離フィルム、粘着剤層、ブルーライトカット層、PET基材がこの順で積層された市販のブルーライトカットフィルム(ニッパ株式会社製)を第一の間隙維持部材とし、シリコン処理した厚み125μmのPETフィルム(離型フィルムに相当する)を第二の間隙維持部材として、上記成形方法によりPET基材上に厚み150μmの保護層を有する表面保護フィルム積層体を製造した。
剥離フィルム、粘着剤層、PET基材、ブルーライトカット層がこの順で積層された市販のブルーライトカットフィルム(ニッパ株式会社製)を第一の間隙維持部材とした以外は、上記実施例1と同様にして、ブルーライトカット層上に厚み150μmの保護層を有する表面保護フィルム積層体を製造した。
「比較例2」
剥離フィルム、粘着剤層、PET基材、撥水性を有するブルーライトカット層がこの順で積層された市販のブルーライトカットフィルム(ニッパ株式会社製)を第一の間隙維持部材とした以外は、上記実施例1と同様にして、撥水性を有するブルーライトカット層上に厚み150μmの保護層を有する表面保護フィルム積層体を製造した。
外観
○:全体が均一で、光学フィルムとして使用できる。
×:気泡、ムラ、白濁等により光学フィルムとして使用できない。
ヘイズ、全光線透過率
作成した表面保護フィルム積層体から5cm角のサンプルを裁断し、離型フィルム、剥離フィルムを剥がし、保護層側の表面が光源側にくるようにサンプルをセットし、ヘイズメーター(日本電色工業株式会社製、装置名:NDH7000(CU-II仕様))を用いて測定した。
作成した表面保護フィルム積層体から、10cm角のサンプルを裁断し、離型フィルム、剥離フィルムを剥がし、露出した粘着剤層を試験台に貼り付けた。ポリウレタンからなる保護層表面にシリコンスプレー(株式会社イチネンケミカルズ製 シリコーンスプレー400、成分:ジメチルシリコーンオイル)を少量噴霧後、保護層に相手材を接触させ、下記条件で10,000回転させ、試験後のフィルム積層体を目視で下記基準で評価した。
相手材 :POM(先端形状 直径1.4mmの半球状、株式会
社ワコム製)
荷重 :500g
回転数 :20rpm
回転中心からの距離:3cm
○:外観の変化が見られない。
×:傷、変色、層間の剥離等が見られる。

比較例2の表面保護フィルムは、均一な外観を有していた。しかし、回転筆記試験の結果、ブルーライトカット層と保護層との間で剥離が生じた。これは、比較例2で使用したブルーライトカット層は撥水性を有するが、この撥水性がフッ素系材料に由来するものであるため、ブルーライトカット層の表面エネルギーが低く、ポリウレタンからなる保護層との密着性が低いためである。
それに対し、本発明である実施例1の表面保護フィルムは、均一な外観を有し、また、耐久性にも優れていた。
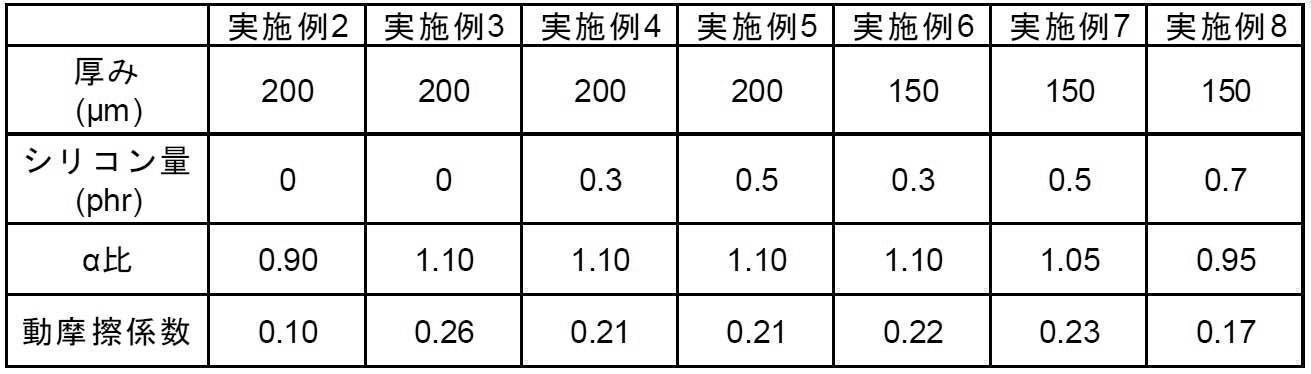
保護層の厚み、シリコン系添加剤の量、α比を、下記表2に示す値に変更した以外は、実施例1と同様にして表面保護フィルム積層体を製造した。なお、いずれの表面保護フィルム積層体も、保護層中に微細気泡は生じていなかった。
表面性測定器(新東科学株式会社製、装置名:TYPE14)
荷重 :200g
速度 :10mm/sec
相手材:POM(先端形状 直径1.4mmの半球状、株式会社ワコム製
)
角度 :60度
温度 :23±3℃
湿度 :35±10%
動摩擦係数:10cm移動時の平均値
Claims (11)
- 少なくとも、ポリウレタンからなる保護層、透明基材フィルム、ブルーライトカット層、粘着剤層の四層が、この順に積層されていることを特徴とする表面保護フィルム。
- 前記ポリウレタンが、ポリカーボネート系ポリウレタンであることを特徴とする請求項1に記載の表面保護フィルム。
- 前記ポリウレタンが、ポリカーボネート系ポリオールとイソシアネートとアルコール系硬化剤を含む材料組成物の硬化物であることを特徴とする請求項1または2に記載の表面保護フィルム。
- 前記保護層の、ポリアセタール樹脂(POM)からなり先端形状が直径1.4mmの半球状であるタッチペンに対する動摩擦係数が、0.10以上0.26以下であることを特徴とする請求項1~3のいずれかに記載の表面保護フィルム。
- 前記ポリウレタンが、シリコン系添加剤を含むことを特徴とする請求項1~4のいずれかに記載の表面保護フィルム。
- 前記保護層の厚さが50μm以上300μm以下であることを特徴とする請求項1~5のいずれかに記載の表面保護フィルム。
- 請求項1~6のいずれかに記載の表面保護フィルムの前記保護層側表面に離型フィルム、前記粘着剤層側表面に剥離フィルムが積層されていることを特徴とする表面保護フィルム積層体。
- 少なくとも、ポリウレタンからなる保護層、透明基材フィルム、ブルーライトカット層、粘着剤層の四層が、この順に積層されていることを特徴とする表面保護フィルムの製造方法であって、
材料組成物を、離間して配置された一対のロールにより送り出される第一および第二の間隙維持部材の間隙に流し込み、
前記材料組成物を、前記第一および第二の間隙維持部材の間に保持された状態で熱硬化して前記保護層とし、
前記第一および第二の間隙維持部材の一方を、少なくとも前記透明基材フィルムとすることを特徴とする表面保護フィルムの製造方法。 - 透明基材フィルムとなる前記第一および第二の間隙維持部材の一方が、ブルーライトカット層を有することを特徴とする請求項8に記載の表面保護フィルムの製造方法。
- 前記ポリウレタンが、ポリカーボネート系ポリウレタンであることを特徴とする請求項8または9に記載の表面保護フィルムの製造方法。
- 前記材料組成物が、シリコン系添加剤を含むことを特徴とする請求項8~10のいずれかに記載の表面保護フィルムの製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017107531 | 2017-05-31 | ||
| JP2017107531 | 2017-05-31 | ||
| PCT/JP2018/020632 WO2018221542A1 (ja) | 2017-05-31 | 2018-05-30 | 表面保護フィルム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2018221542A1 JPWO2018221542A1 (ja) | 2020-04-09 |
| JP6992063B2 true JP6992063B2 (ja) | 2022-01-13 |
Family
ID=64454700
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019521245A Active JP6992063B2 (ja) | 2017-05-31 | 2018-05-30 | 表面保護フィルム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20210138770A1 (ja) |
| JP (1) | JP6992063B2 (ja) |
| CN (1) | CN110678786A (ja) |
| TW (1) | TWI775861B (ja) |
| WO (1) | WO2018221542A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113903263B (zh) * | 2021-10-29 | 2023-06-27 | 武汉华星光电半导体显示技术有限公司 | 一种柔性显示装置及其制作方法 |
| CN115390166A (zh) * | 2022-09-14 | 2022-11-25 | 苏州万洲新材料有限公司 | 一种多层复合光学薄膜及无印模切方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62134227A (ja) * | 1985-12-06 | 1987-06-17 | Toyoda Gosei Co Ltd | 装飾兼保護モ−ルの製造方法 |
| JP4156695B2 (ja) * | 1997-10-22 | 2008-09-24 | 株式会社きもと | 転写型保護膜形成用シート |
| US7384694B2 (en) * | 2003-09-12 | 2008-06-10 | Ppg Industries Ohio, Inc. | Coating composition with flourescent colorants having color effect dependent on light intensity |
| KR100717564B1 (ko) * | 2004-05-26 | 2007-05-15 | 닛토덴코 가부시키가이샤 | 액정 표시 장치 |
| JP2006039211A (ja) * | 2004-07-27 | 2006-02-09 | Nitto Denko Corp | 積層位相差板、位相差板付偏光板、画像表示装置および液晶表示装置 |
| US7605195B1 (en) * | 2005-07-28 | 2009-10-20 | Cass Polymers, Inc. | Epoxy coating system |
| JP4634272B2 (ja) * | 2005-10-13 | 2011-02-16 | 大日精化工業株式会社 | 光学用保護フィルム |
| EP2081769B1 (en) * | 2006-10-04 | 2016-08-10 | 3M Innovative Properties Company | Method of making multilayer polyurethane protective film |
| WO2008053725A1 (fr) * | 2006-10-27 | 2008-05-08 | Asahi Glass Company, Limited | Résine d'uréthane pour des matériaux d'amortissement de vibration et composition pouvant durcir |
| JP2008114387A (ja) * | 2006-10-31 | 2008-05-22 | Tandem:Kk | シート体、ならびにその製造方法および製造装置 |
| JP5723618B2 (ja) * | 2011-02-04 | 2015-05-27 | 日東電工株式会社 | 粘着シートおよび表面保護フィルム |
| JPWO2014141866A1 (ja) * | 2013-03-13 | 2017-02-16 | Dic株式会社 | ハードコートフィルム、保護フィルム及び画像表示装置 |
| KR102351753B1 (ko) * | 2013-08-05 | 2022-01-14 | 닛토덴코 가부시키가이샤 | 점착 시트 |
| JP6349126B2 (ja) * | 2014-03-31 | 2018-06-27 | 株式会社ダイセル | ペン入力デバイス用透明積層フィルム及びその製造方法 |
| CN103935098B (zh) * | 2014-04-30 | 2016-01-20 | 宁波惠之星新材料科技有限公司 | 一种胶层抗蓝光全防紫外线保护膜 |
| CN205167763U (zh) * | 2015-11-26 | 2016-04-20 | 上海鸿涛纸制品有限公司 | 一种自浸润保护膜 |
-
2018
- 2018-05-30 WO PCT/JP2018/020632 patent/WO2018221542A1/ja active Application Filing
- 2018-05-30 US US16/618,164 patent/US20210138770A1/en not_active Abandoned
- 2018-05-30 JP JP2019521245A patent/JP6992063B2/ja active Active
- 2018-05-30 CN CN201880035476.5A patent/CN110678786A/zh active Pending
- 2018-05-31 TW TW107118710A patent/TWI775861B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2018221542A1 (ja) | 2020-04-09 |
| US20210138770A1 (en) | 2021-05-13 |
| TW201908131A (zh) | 2019-03-01 |
| WO2018221542A1 (ja) | 2018-12-06 |
| TWI775861B (zh) | 2022-09-01 |
| CN110678786A (zh) | 2020-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6936152B2 (ja) | 表面保護フィルム | |
| JP6487132B1 (ja) | 表面保護フィルム | |
| JP6944457B2 (ja) | 表面保護フィルム | |
| JP6738508B1 (ja) | フレキシブルディスプレイ用表面保護フィルム | |
| WO2020116335A1 (ja) | フレキシブルディスプレイ用表面保護フィルム | |
| JP6671556B1 (ja) | 表面保護フィルム | |
| JP6992063B2 (ja) | 表面保護フィルム | |
| JP7064864B2 (ja) | 表面保護フィルム | |
| US11204448B2 (en) | Surface protective film | |
| JP6628937B1 (ja) | 表面保護フィルム | |
| JP6684039B1 (ja) | フレキシブルディスプレイ用表面保護フィルム | |
| US20200254742A1 (en) | Surface protection film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191224 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210326 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211208 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6992063 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |