JP6940944B2 - インプリント装置、及び物品製造方法 - Google Patents
インプリント装置、及び物品製造方法 Download PDFInfo
- Publication number
- JP6940944B2 JP6940944B2 JP2016237089A JP2016237089A JP6940944B2 JP 6940944 B2 JP6940944 B2 JP 6940944B2 JP 2016237089 A JP2016237089 A JP 2016237089A JP 2016237089 A JP2016237089 A JP 2016237089A JP 6940944 B2 JP6940944 B2 JP 6940944B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- mold
- imprint
- imprinting
- contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/70—Microphotolithographic exposure; Apparatus therefor
- G03F7/70216—Mask projection systems
- G03F7/7035—Proximity or contact printers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/021—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/0002—Lithographic processes using patterning methods other than those involving the exposure to radiation, e.g. by stamping
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/20—Exposure; Apparatus therefor
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/70—Microphotolithographic exposure; Apparatus therefor
- G03F7/70483—Information management; Active and passive control; Testing; Wafer monitoring, e.g. pattern monitoring
- G03F7/70491—Information management, e.g. software; Active and passive control, e.g. details of controlling exposure processes or exposure tool monitoring processes
- G03F7/70516—Calibration of components of the microlithographic apparatus, e.g. light sources, addressable masks or detectors
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/70—Microphotolithographic exposure; Apparatus therefor
- G03F7/70691—Handling of masks or workpieces
- G03F7/70758—Drive means, e.g. actuators, motors for long- or short-stroke modules or fine or coarse driving
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/70—Microphotolithographic exposure; Apparatus therefor
- G03F7/708—Construction of apparatus, e.g. environment aspects, hygiene aspects or materials
- G03F7/70808—Construction details, e.g. housing, load-lock, seals or windows for passing light in or out of apparatus
- G03F7/70825—Mounting of individual elements, e.g. mounts, holders or supports
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/70—Microphotolithographic exposure; Apparatus therefor
- G03F7/708—Construction of apparatus, e.g. environment aspects, hygiene aspects or materials
- G03F7/70858—Environment aspects, e.g. pressure of beam-path gas, temperature
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P76/00—Manufacture or treatment of masks on semiconductor bodies, e.g. by lithography or photolithography
- H10P76/20—Manufacture or treatment of masks on semiconductor bodies, e.g. by lithography or photolithography of masks comprising organic materials
- H10P76/204—Manufacture or treatment of masks on semiconductor bodies, e.g. by lithography or photolithography of masks comprising organic materials of organic photoresist masks
- H10P76/2041—Photolithographic processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/021—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface
- B29C2043/023—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface having a plurality of grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/021—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface
- B29C2043/023—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface having a plurality of grooves
- B29C2043/025—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles characterised by the shape of the surface having a plurality of grooves forming a microstructure, i.e. fine patterning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C2043/3602—Moulds for making articles of definite length, i.e. discrete articles with means for positioning, fastening or clamping the material to be formed or preforms inside the mould
- B29C2043/3605—Moulds for making articles of definite length, i.e. discrete articles with means for positioning, fastening or clamping the material to be formed or preforms inside the mould vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
- B29C2043/5808—Measuring, controlling or regulating pressure or compressing force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
- B29C2043/5825—Measuring, controlling or regulating dimensions or shape, e.g. size, thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
- B29C2043/5833—Measuring, controlling or regulating movement of moulds or mould parts, e.g. opening or closing, actuating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/04—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles using movable moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Environmental & Geological Engineering (AREA)
- Public Health (AREA)
- Atmospheric Sciences (AREA)
- Toxicology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
Description
まず、実施形態に係るインプリント装置の概要について説明する。インプリント装置は、基板上に供給されたインプリント材を型と接触させ、インプリント材に硬化用のエネルギーを与えることにより、型の凹凸パターンが転写された硬化物のパターンを形成する装置である。
インプリント装置を用いて形成した硬化物のパターンは、各種物品の少なくとも一部に恒久的に、或いは各種物品を製造する際に一時的に、用いられる。物品とは、電気回路素子、光学素子、MEMS、記録素子、センサ、或いは、型等である。電気回路素子としては、DRAM、SRAM、フラッシュメモリ、MRAMのような、揮発性或いは不揮発性の半導体メモリや、LSI、CCD、イメージセンサ、FPGAのような半導体素子等が挙げられる。型としては、インプリント用のモールド等が挙げられる。
本発明は、上述の実施形態の1以上の機能を実現するプログラムを、ネットワーク又は記憶媒体を介してシステム又は装置に供給し、そのシステム又は装置のコンピュータにおける1つ以上のプロセッサーがプログラムを読出し実行する処理でも実現可能である。また、1以上の機能を実現する回路(例えば、ASIC)によっても実現可能である。
Claims (13)
- 型を基板の上のインプリント材に接触させて前記インプリント材によるパターンを形成するインプリント処理を行うインプリント装置であって、
前記型を保持する型保持部と、
基板を吸着することにより保持する基板保持部と、
前記型保持部と前記基板保持部とを相対的に近づけることで前記型を基板の上のインプリント材に接触させる駆動部と、
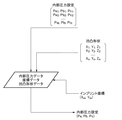
前記基板保持部によって保持された基板を前記型に対して凸形状となるように変形させた状態で、前記型を基板の上のインプリント材に接触させるように前記基板保持部および前記駆動部を制御する制御部と、を有し、
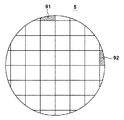
前記制御部は、基板を凸形状となるように変形させる際に、前記基板保持部によって保持された状態で予め取得された基板の表面形状データに基づいて、前記基板保持部が基板を吸着する圧力を制御することを特徴とするインプリント装置。 - 前記制御部は、ショット領域が基板の外周を含む周辺ショット領域である場合に、前記表面形状データに基づいて、前記基板保持部で基板を保持することで形成される閉空間の内部の圧力を制御して基板を前記型に対して凸形状となるように変形させることを特徴とする請求項1に記載のインプリント装置。
- 前記基板保持部には複数の吸着領域が含まれ、
前記複数の吸着領域のそれぞれに連通し、各吸着領域の内部の圧力をそれぞれ調整可能な圧力調整部を有し、
前記複数の吸着領域は同心円状に区分されており、
前記制御部は、前記複数の吸着領域のうち第1吸着領域と第2吸着領域の内部を負圧にして基板を保持しながら、前記第1吸着領域と前記第2吸着領域との間にある第3吸着領域の内部を陽圧にすることで、基板を前記型に対して凸形状となるように変形させる
ことを特徴とする請求項1又は2に記載のインプリント装置。 - 前記複数の吸着領域を仕切る複数の隔壁のうち最外周の隔壁の高さが他の隔壁よりも低いことを特徴とする請求項3に記載のインプリント装置。
- 前記制御部は、前記表面形状データに基づいて、ショット領域ごとに前記複数の吸着領域のそれぞれの内部の圧力を決定することを特徴とする請求項3又は4に記載のインプリント装置。
- 前記制御部は、前記インプリント処理における前記インプリント材を撮像して得られた撮像データに基づいて、前記決定された圧力を補正することを特徴とする請求項5に記載のインプリント装置。
- 前記制御部は、前記駆動部に与えられた駆動電流に基づいて、前記決定された圧力を補正することを特徴とする請求項5に記載のインプリント装置。
- 前記制御部は、前記駆動部に与えられた駆動電流に更に基づいて、前記決定された圧力を補正することを特徴とする請求項6に記載のインプリント装置。
- 前記基板保持部に保持された基板の高さを計測する計測装置を有し、前記計測装置の計測結果により前記表面形状データを取得することを特徴とする請求項1乃至8のいずれか1項に記載のインプリント装置。
- 前記制御部は更に、前記型のパターン面が基板に対して凸形状となるように前記型を変形させた状態で、前記型を前記インプリント材に接触させるよう前記駆動部を制御することを特徴とする請求項1乃至9のいずれか1項に記載のインプリント装置。
- 前記表面形状データは、基板上の座標位置と紐づけて複数の位置で予め取得されており、
前記制御部は、前記表面形状データとショット領域の座標位置とに基づいて、前記圧力を調整する、ことを特徴とする請求項1乃至10のいずれか1項に記載のインプリント装置。 - 型を基板の上のインプリント材に接触させて前記インプリント材によるパターンを形成するインプリント処理を行うインプリント装置であって、
前記型を保持する型保持部と、
前記基板を吸着することで保持する基板保持部と、
前記型保持部と前記基板保持部とを相対的に近づけることで前記型を前記インプリント材に接触させる駆動部と、
前記基板保持部で基板を保持することで形成される閉空間の内部の圧力をそれぞれ調整可能な圧力調整部と、
前記圧力調整部を制御して前記基板を前記型に対して凸形状となるように変形させた状態で、前記型を前記インプリント材に接触させるよう前記駆動部を制御する制御部と、
を有し、
前記制御部は、前記インプリント処理の対象とするショット領域の位置に応じて、前記ショット領域のそれぞれに供給されたインプリント材と前記型とを接触させるときの前記閉空間の内部の圧力を変更するように構成されており、前記ショット領域が前記基板の外周を含む周辺ショット領域である場合、前記周辺ショット領域に供給されたインプリント材と前記型とを接触させるときの前記閉空間の内部の圧力を前記周辺ショット領域の位置に応じて変更し、前記型が前記インプリント材への接触を開始する際の凸形状の度合いを制御する、
ことを特徴とするインプリント装置。 - 請求項1乃至12のいずれか1項に記載のインプリント装置によって基板の上にパターンを形成する工程と、
前記パターンが形成された前記基板を処理する工程と、
を含むことを特徴とする物品製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016237089A JP6940944B2 (ja) | 2016-12-06 | 2016-12-06 | インプリント装置、及び物品製造方法 |
| TW106140228A TWI662371B (zh) | 2016-12-06 | 2017-11-21 | 壓印設備及物品製造方法 |
| SG10201709841XA SG10201709841XA (en) | 2016-12-06 | 2017-11-28 | Imprint apparatus and article manufacturing method |
| US15/827,398 US10870225B2 (en) | 2016-12-06 | 2017-11-30 | Imprint apparatus and article manufacturing method |
| KR1020170165626A KR102262089B1 (ko) | 2016-12-06 | 2017-12-05 | 임프린트 장치 및 물품 제조 방법 |
| CN201711275410.7A CN108153107A (zh) | 2016-12-06 | 2017-12-06 | 压印装置及物品制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016237089A JP6940944B2 (ja) | 2016-12-06 | 2016-12-06 | インプリント装置、及び物品製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018093122A JP2018093122A (ja) | 2018-06-14 |
| JP2018093122A5 JP2018093122A5 (ja) | 2020-08-06 |
| JP6940944B2 true JP6940944B2 (ja) | 2021-09-29 |
Family
ID=62240760
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016237089A Active JP6940944B2 (ja) | 2016-12-06 | 2016-12-06 | インプリント装置、及び物品製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10870225B2 (ja) |
| JP (1) | JP6940944B2 (ja) |
| KR (1) | KR102262089B1 (ja) |
| CN (1) | CN108153107A (ja) |
| SG (1) | SG10201709841XA (ja) |
| TW (1) | TWI662371B (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6762853B2 (ja) * | 2016-11-11 | 2020-09-30 | キヤノン株式会社 | 装置、方法、及び物品製造方法 |
| US11054739B2 (en) * | 2018-07-26 | 2021-07-06 | Canon Kabushiki Kaisha | Imprint apparatus, control method, imprint method and manufacturing method |
| JP7134055B2 (ja) * | 2018-10-09 | 2022-09-09 | キヤノン株式会社 | 成形装置、および物品の製造方法 |
| JP7204457B2 (ja) * | 2018-12-06 | 2023-01-16 | キヤノン株式会社 | インプリント装置、インプリント方法及び物品の製造方法 |
| JP7327973B2 (ja) * | 2019-03-29 | 2023-08-16 | キヤノン株式会社 | インプリント装置、インプリント方法、および物品の製造方法 |
| JP7397721B2 (ja) * | 2020-03-06 | 2023-12-13 | キヤノン株式会社 | 決定方法、インプリント方法、インプリント装置、物品の製造方法及びプログラム |
| JP7475781B2 (ja) * | 2020-06-29 | 2024-04-30 | 株式会社ディスコ | 加工装置 |
| US11614693B2 (en) * | 2021-06-30 | 2023-03-28 | Canon Kabushiki Kaisha | Method of determining the initial contact point for partial fields and method of shaping a surface |
| JP2023180467A (ja) * | 2022-06-09 | 2023-12-21 | キヤノン株式会社 | インプリント装置、インプリント方法及び物品の製造方法 |
| US12235587B2 (en) | 2023-03-28 | 2025-02-25 | Canon Kabushiki Kaisha | Method and system for determining initial contact control values for shaping partial fields and method and system for shaping partial fields |
| JP7777102B2 (ja) * | 2023-06-01 | 2025-11-27 | キヤノン株式会社 | インプリント装置、インプリント方法及び物品の製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7019819B2 (en) | 2002-11-13 | 2006-03-28 | Molecular Imprints, Inc. | Chucking system for modulating shapes of substrates |
| KR100532771B1 (ko) | 2003-12-24 | 2005-12-02 | 동부아남반도체 주식회사 | 씨엠피공정의 웨이퍼 캐리어 |
| US20070164476A1 (en) | 2004-09-01 | 2007-07-19 | Wei Wu | Contact lithography apparatus and method employing substrate deformation |
| JP4596981B2 (ja) * | 2005-05-24 | 2010-12-15 | 株式会社日立ハイテクノロジーズ | インプリント装置、及び微細構造転写方法 |
| EP2007566A4 (en) * | 2006-04-03 | 2010-10-13 | Molecular Imprints Inc | ASSEMBLY SYSTEM WITH AN ARRANGEMENT FROM PRINT BOXES |
| US8215946B2 (en) | 2006-05-18 | 2012-07-10 | Molecular Imprints, Inc. | Imprint lithography system and method |
| JP5893303B2 (ja) * | 2011-09-07 | 2016-03-23 | キヤノン株式会社 | インプリント装置、それを用いた物品の製造方法 |
| JP6004738B2 (ja) * | 2011-09-07 | 2016-10-12 | キヤノン株式会社 | インプリント装置、それを用いた物品の製造方法 |
| JP6140966B2 (ja) * | 2011-10-14 | 2017-06-07 | キヤノン株式会社 | インプリント装置、それを用いた物品の製造方法 |
| JP6021606B2 (ja) * | 2011-11-28 | 2016-11-09 | キヤノン株式会社 | インプリント装置、それを用いた物品の製造方法、およびインプリント方法 |
| JP6159072B2 (ja) * | 2011-11-30 | 2017-07-05 | キヤノン株式会社 | インプリント装置、インプリント方法及び物品の製造方法 |
| JP6412317B2 (ja) * | 2013-04-24 | 2018-10-24 | キヤノン株式会社 | インプリント方法、インプリント装置および物品の製造方法 |
| JP2015050437A (ja) * | 2013-09-04 | 2015-03-16 | キヤノン株式会社 | インプリント装置および物品の製造方法 |
| JP6478565B2 (ja) * | 2014-11-06 | 2019-03-06 | キヤノン株式会社 | インプリントシステム及び物品の製造方法 |
| US10620532B2 (en) * | 2014-11-11 | 2020-04-14 | Canon Kabushiki Kaisha | Imprint method, imprint apparatus, mold, and article manufacturing method |
| JP6553926B2 (ja) * | 2015-04-09 | 2019-07-31 | キヤノン株式会社 | インプリント装置、インプリント方法、および物品の製造方法 |
| US11104057B2 (en) | 2015-12-11 | 2021-08-31 | Canon Kabushiki Kaisha | Imprint apparatus and method of imprinting a partial field |
-
2016
- 2016-12-06 JP JP2016237089A patent/JP6940944B2/ja active Active
-
2017
- 2017-11-21 TW TW106140228A patent/TWI662371B/zh active
- 2017-11-28 SG SG10201709841XA patent/SG10201709841XA/en unknown
- 2017-11-30 US US15/827,398 patent/US10870225B2/en active Active
- 2017-12-05 KR KR1020170165626A patent/KR102262089B1/ko active Active
- 2017-12-06 CN CN201711275410.7A patent/CN108153107A/zh not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018093122A (ja) | 2018-06-14 |
| US20180154559A1 (en) | 2018-06-07 |
| KR102262089B1 (ko) | 2021-06-09 |
| KR20180064990A (ko) | 2018-06-15 |
| TW201833669A (zh) | 2018-09-16 |
| TWI662371B (zh) | 2019-06-11 |
| US10870225B2 (en) | 2020-12-22 |
| SG10201709841XA (en) | 2018-07-30 |
| CN108153107A (zh) | 2018-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6940944B2 (ja) | インプリント装置、及び物品製造方法 | |
| KR102298456B1 (ko) | 임프린트 장치 및 물품의 제조 방법 | |
| KR102487275B1 (ko) | 임프린트 장치, 임프린트 방법 및 물품 제조 방법 | |
| TWI720301B (zh) | 壓印裝置及製造物品的方法 | |
| KR102243223B1 (ko) | 임프린트 장치 및 물품 제조 방법 | |
| JP6824713B2 (ja) | インプリント方法、インプリント装置、型、および物品の製造方法 | |
| JP6282298B2 (ja) | インプリント装置、インプリント方法、および物品の製造方法 | |
| JP7286400B2 (ja) | 成形装置、決定方法、および物品製造方法 | |
| JP2020074446A (ja) | インプリント装置、及び、物品の製造方法 | |
| TW201923831A (zh) | 壓印裝置及物品的製造方法 | |
| TW202133947A (zh) | 晶圓程序、設備和製造物品的方法 | |
| JP6762853B2 (ja) | 装置、方法、及び物品製造方法 | |
| JP2019216143A (ja) | 型を用いて基板上の組成物を成形する成形装置、および物品の製造方法 | |
| JP2024078506A (ja) | インプリント装置、物品製造方法、決定方法及びプログラム | |
| JP7112249B2 (ja) | データ生成方法、パターン形成方法、インプリント装置および物品製造方法 | |
| KR20200032649A (ko) | 임프린트 방법, 임프린트 장치, 및 물품 제조 방법 | |
| JP2019192821A (ja) | 型を用いて基板上の組成物を成形する成形装置、成形方法、および物品の製造方法 | |
| JP2019062164A (ja) | インプリント装置、インプリント方法、インプリント材の配置パターンの決定方法、および物品の製造方法 | |
| JP7237646B2 (ja) | インプリント方法、インプリント装置、および物品の製造方法 | |
| JP2018010927A (ja) | インプリント装置、インプリント方法、及び物品の製造方法 | |
| JP2022002243A (ja) | 成形装置、成形方法、および物品の製造方法 | |
| US20250172867A1 (en) | Imprinting device, imprinting method, and method for manufacturing article | |
| US12533842B2 (en) | Imprint apparatus | |
| JP7558674B2 (ja) | インプリント装置、インプリント方法及び物品の製造方法 | |
| JP7437928B2 (ja) | インプリント装置、インプリント方法および物品製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191202 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200522 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201224 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20210103 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210330 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210806 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210903 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6940944 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |