近年、鉄鋼材料は、その用途が多様化し、従来よりも苛酷な環境下で使用されることが多くなってきている。これに伴い、鉄鋼製品の機械的特性などに対する要求も、従来にも増して厳しくなっている。このような状況下において、構造物の高強度化、軽量化、低コスト化を目的として、高強度と高加工性とを兼備したマンガン含有低炭素鋼が開発され、ラインパイプ用鋼板や自動車用鋼板などの様々な分野で広く用いられている。ここで、マンガン含有低炭素鋼とは、炭素濃度が0.05質量%以下で、マンガン濃度が0.2質量%以上の鋼のことをいう。
ところで、製鋼工程において、溶鋼中のマンガン濃度の調整に用いる安価なマンガン源としては、マンガン鉱石や高炭素フェロマンガンなどがある。上記のマンガン含有低炭素鋼を溶製する場合には、転炉で溶銑を脱炭精錬する際に、転炉内に、マンガン源としてマンガン鉱石を投入してマンガン鉱石を還元したり、転炉出鋼時に高炭素フェロマンガンを溶鋼に添加したりして、マンガン成分の調整に費やす費用を抑えながら、溶鋼中のマンガン濃度を所定の濃度まで高めることが行われている(例えば、特許文献1を参照)。
しかし、これらの安価なマンガン源を使用した場合には、マンガン鉱石を還元するために、転炉での脱炭精錬で溶鋼中の炭素濃度を十分に低減することができなくなったり、或いは、高炭素フェロマンガンに含有される炭素に起因して、転炉から出鋼後の溶鋼中の炭素濃度が上昇したりする。その結果、溶鋼中の炭素濃度がマンガン含有低炭素鋼の許容範囲を超えるおそれのある場合には、転炉からの出鋼後に別途、溶鋼から炭素を除去する処理(精錬)を施すことが必要となる。
転炉から出鋼された後の溶鋼中の炭素を効率良く除去(脱炭)する方法としては、RH真空脱ガス装置などの真空脱ガス設備を用い、溶鋼を減圧下の雰囲気に晒すことで未脱酸状態の溶鋼に含有される溶存酸素(溶鋼中に溶解している酸素)と溶鋼中炭素との反応を利用して脱炭する方法や、減圧下の溶鋼に酸素ガスなどの酸素源を吹き付けて、溶鋼中の炭素を酸素源で酸化して脱炭する方法などが知られている。これらの減圧下での脱炭方法は、大気圧下で行う転炉での脱炭精錬に対して、「真空脱炭精錬」と呼ばれている。
安価なマンガン源によって持ち込まれる炭素を真空脱炭精錬によって除去するべく、例えば、特許文献2には、真空脱ガス設備における真空脱炭精錬の初期段階で、高炭素フェロマンガンを溶鋼中に投入する方法が提案され、また、特許文献3には、真空脱ガス設備で極低炭素鋼を溶製する際に、真空脱炭精錬の処理時間の20%が経過するまでの期間に、高炭素フェロマンガンを投入する方法が提案されている。
しかし、マンガンを多量に含む溶鋼の真空脱炭精錬では、酸素が、溶鋼中の炭素だけでなく、溶鋼中のマンガンとも反応するので、添加されたマンガンの酸化ロスが発生してマンガン歩留まりが低下する。また、これにより、溶鋼中のマンガン含有量を精度良く制御することが難しくなる。
また、真空脱炭精錬において使用する好適な酸素源や脱炭反応促進方法について、例えば、特杵文献4には、真空槽内にミルスケールなどの固体酸素を投入し、これによってマンガンの酸化を抑制して優先的に脱炭反応を行わせる方法が提案され、特許文献5には、転炉での脱炭精錬終了時の溶鋼中炭素濃度と溶鋼温度とを規制した溶鋼に、真空脱ガス装置でマンガン鉱石を添加して溶鋼を真空脱炭精錬する方法が提案されている。
また更に、特許文献6には、溶鋼をRH真空脱ガス装置で真空脱炭精錬する際に、真空槽内の溶鋼表面に向けて、搬送用ガスとともにMnO粉やマンガン鉱石粉を上吹きして真空脱炭精錬する方法が提案されており、特許文献7には、RH真空脱ガス装置の真空槽内の溶鋼に、真空槽側壁に設けたノズルを介して搬送用ガスとともにマンガン鉱石粉を吹き込み、マンガン鉱石中の酸素によって溶鋼の脱炭を行うとともに、溶鋼中マンガン濃度を高める真空脱炭精錬方法が提案されている。
一方、鉄鋼材料の高付加価値化や使用用途の拡大に伴い、材料特性向上の要求が増しつつあり、この要求に応える手段の一つとして、鋼の高純度化、具体的には、溶鋼の低硫化が行われている。
低硫鋼を溶製する際、一般的に、脱硫反応効率の高い溶銑段階で脱硫処理が行われるが、硫黄含有量を0.0024質量%以下とする低硫鋼や、硫黄含有量を0.0010質量%以下とする極低硫鋼では、溶銑段階での脱硫処理だけでは目的とする硫黄濃度まで十分に低下することが困難であり、したがって、硫黄含有量を0.0024質量%以下とする低硫鋼や硫黄含有量を0.0010質量%以下とする極低硫鋼では、溶銑段階の脱硫処理のみならず、転炉から出鋼後の溶鋼に対しても脱硫処理が施される。
転炉から出鋼後の溶鋼に対して脱硫処理を行う方法は、例えば、取鍋内の溶鋼に脱硫剤をインジェクションする方法、取鍋内の溶鋼に脱硫剤を添加した後に溶鋼と脱硫剤とを攪拌する方法など、従来から様々な方法が提案されている。しかし、これらの方法は、転炉出鋼から真空脱ガス設備での処理までの期間に、新たな工程(脱硫工程)を追加することになり、溶鋼温度の低下や製造コストの上昇、更には生産性の低下などを招く。これらの問題を解決するために、真空脱ガス設備に脱硫機能を持たせることによって、二次精錬工程を集約し、簡素化する試みがなされている。
例えば、特許文献8には、真空脱ガス設備を用いた脱硫方法として、真空槽内の溶鋼浴面上に、上吹きランスからCaO系脱硫剤を搬送用ガスとともに吹き付けて溶鋼を脱硫する方法が提案されている。
しかし、真空脱ガス設備での精錬中に、マンガン含有低炭素鋼を溶製するためのマンガン鉱石や、脱硫処理するためのCaO系脱硫剤などの酸化物粉体を上吹きランスから吹き付けると、吹き付け添加される酸化物粉体の顕熱、潜熱及び熱分解に要する分解熱によって溶鋼温度が低下する。尚、上吹きランスを介して、搬送用ガスとともに粉体を溶鋼に吹き付けることを「投射」ともいう。
この溶鋼温度の低下を補償する方法として、真空脱ガス設備の前工程で溶鋼温度を高めておく方法や、真空脱ガス設備での精錬中に、溶鋼に金属アルミニウムを添加し、アルミニウムの燃焼熱で溶鋼温度を高める方法などが行われている。しかし、真空脱ガス設備の前工程で溶鋼温度を高める方法は、前工程における耐火物の損耗が大きく、コストアップを招く。また、真空脱ガス設備で金属アルミニウムを添加して昇温する方法は、生成したアルミニウム酸化物に起因して溶鋼の清浄度が低下したり、副原料コストが上昇したりするなどの弊害がある。
そこで、溶鋼温度の低下を抑制しながら酸化物の粉体を投射する方法が提案されている。例えば、特許文献9には、マンガン鉱石などの酸化物の粉体を、上吹きランス先端に設けられたバーナーの火炎で加熱しながら溶鋼浴面上に投射する方法が提案されている。また、特許文献10には、上吹きランスからCaO系脱硫剤を投射して溶鋼を脱硫する際に、上吹きランスから燃料ガスと酸素ガスとを噴出して上吹きランス先端下方にバーナーの火炎を形成し、この火炎によってCaO系脱硫剤を加熱、溶融して溶鋼浴面に到達させる方法が提案されている。
以下、本発明を具体的に説明する。本発明に係る減圧下での溶鋼の精錬方法を用いることができる真空脱ガス設備には、RH真空脱ガス装置、DH真空脱ガス装置、VAD炉、VOD炉などがあるが、それらの中で最も代表的なものは、RH真空脱ガス装置である。そこで、RH真空脱ガス装置を用いて本発明を実施する場合を例として、本発明を説明する。
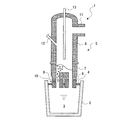
図1に、本発明を実施する際に用いるRH真空脱ガス装置の一例の概略縦断面図を示す。図1において、符号1はRH真空脱ガス装置、2は取鍋、3は溶鋼、4はスラグ、5は真空槽、6は上部槽、7は下部槽、8は上昇側浸漬管、9は下降側浸漬管、10は環流用ガス吹き込み管、11はダクト、12は原料投入口、13は上吹きランスであり、真空槽5は、上部槽6と下部槽7とから構成され、また、上吹きランス13は、真空槽5の上部に設置され、真空槽5の内部で上下移動が可能となっている。
RH真空脱ガス装置1では、溶鋼3を収容した取鍋2を昇降装置(図示せず)にて上昇させ、上昇側浸漬管8及び下降側浸漬管9を取鍋内の溶鋼3に浸漬させる。そして、環流用ガス吹き込み管10から上昇側浸漬管8の内部に環流用ガスを吹き込むとともに、真空槽5の内部をダクト11に連結される排気装置(図示せず)にて排気して真空槽5の内部を減圧する。真空槽5の内部が減圧されると、取鍋内の溶鋼3は、環流用ガス吹き込み管10から吹き込まれる環流用ガスによるガスリフト効果によって、環流用ガスとともに上昇側浸漬管8を上昇して真空槽5の内部に流入し、その後、下降側浸漬管9を経由して取鍋2に戻る流れ、所謂、環流を形成してRH真空脱ガス精錬が施される。
上吹きランス13は、精錬用の粉体として、マンガン鉱石、マンガン系合金鉄、CaO系脱硫剤などの粉体の1種または2種以上を搬送用ガスとともに供給する粉体流路と、燃料である炭化水素系ガスを供給する燃料流路と、燃料の炭化水素系ガスを燃焼するための酸化性ガス(酸素含有ガス)を供給する酸化性ガス流路と、上吹きランス13を冷却するための冷却水の供給流路及び排水流路とを、それぞれ独立して有する多重管構造である。尚、マンガン系合金鉄とは、高炭素フェロマンガン、中炭素フェロマンガンなどであり、CaO系脱硫剤とは、生石灰(CaO)単独、生石灰に蛍石(CaF2)やアルミナ(Al2O3)を30質量%以下の範囲で添加・混合した混合体(プリメルトを含む)などである。
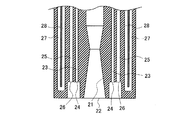
図2に、使用する上吹きランス13の一例の先端部の概略縦断面図を示す。図2に示すように、上吹きランス13は、その先端部の略中心位置に、精錬用の粉体を搬送用ガスの噴出流とともに噴射するための粉体噴射ノズル21を備えている。そして、更に、粉体噴射ノズル21の外周側に、燃料噴射ノズル開口部24を有する、燃料を噴射するための1個以上の燃料噴射ノズル23と、粉体噴射ノズル21の外周側に、酸化性ガス噴射ノズル開口部26を有する、燃料燃焼用の酸化性ガスを噴射するための1個以上の酸化性ガス噴射ノズル25と、を備えている。尚、燃料の着火を容易にするために、上吹きランス13の先端に、燃料を着火するためのパイロットバーナー、スパークプラグなどを設けてもよい。
粉体噴射ノズル21は、その形状が、粉体噴射ノズル開口部22に向かって断面積が徐々に広がったラバール構造であり、真空槽5の内部を環流する溶鋼3に、精錬用の粉体を搬送用ガスとともに噴射できるようになっている。また、粉体を噴射せずに、気体(例えば酸素ガス)だけを噴射できるようにもなっている。但し、粉体噴射ノズル21は、ラバール構造に限ることはなく、ストレート形状であってもよい。
燃料噴射ノズル23は、火炎を形成するための燃料として、例えば炭化水素系ガスを噴射するようになっている。酸化性ガス噴射ノズル25は、燃料噴射ノズル23から噴射される燃料と混合して燃料を燃焼させるための酸化性ガスを噴射するようになっている。酸化性ガスとしては、通常、酸素ガスが使用されるが、酸素ガス含有量が空気以上である酸素含有ガスも酸化性ガスとして使用することができる。尚、ここでは、燃料として炭化水素系ガスを使用した例を説明するが、軽油、重油などの液体燃料も燃料として使用可能である。
上吹きランスの13の外周側には、上吹きランス13を冷却するための冷却水給水路27及び冷却水排水路28が設けられている。冷却水給水路27及び冷却水排水路28は、鉛直方向下方側から見て環状形状を有しており、冷却水が上吹きランス13の先端部で反転して循環するようになっている。
使用する上吹きランス13は、上記のように構成されており、燃料噴射ノズル23を介して噴射される燃料(炭化水素系ガス)が、酸化性ガス噴射ノズル25を介して噴射される酸化性ガス(酸素ガス、酸素富化空気、空気など)によって燃焼し、上吹きランス13の先端下方にバーナー火炎が形成される。
上吹きランス13は、マンガン鉱石、マンガン系合金鉄、CaO系脱硫剤などの粉体を貯蔵しているホッパー(図示せず)と連結されており、これらの粉体が搬送用ガスとともに上吹きランス13に供給され、上吹きランス13の先端の粉体噴射ノズル21から噴射される。粉体の搬送用ガスとしては、通常、アルゴンガスや窒素ガスなどの不活性ガスを用いるが、マンガン含有低炭素鋼を溶製する場合のように、溶鋼3の真空脱炭精錬を行う場合には、酸化性ガスを搬送用ガスとして使用することもできる。粉体噴射ノズル21の外周に燃料噴射ノズル23及び酸化性ガス噴射ノズル25が配置されているので、粉体噴射ノズル21からの噴出流に対する上吹きランス13の先端下方に形成されるバーナー火炎の影響が少なくなり、前記噴出流とともに噴射される粉体の飛散が抑制される。
また、上吹きランス13は、燃料供給管(図示せず)及び酸化性ガス供給管(図示せず)と連結されており、燃料供給管からは、燃料として、プロパンガスや天然ガスなどの炭化水素系ガスが上吹きランス13に供給され、酸化性ガス供給管からは、炭化水素系ガスを燃焼させるための酸化性ガスが上吹きランス13に供給され、前述したように、炭化水素系ガスが上吹きランス13の先端に設けられた燃料噴射ノズル23から噴射され、酸化性ガスが、上吹きランス13の先端に設けられた酸化性ガス噴射ノズル25から噴射されるように構成されている。
このように構成されるRH真空脱ガス装置1を用い、上吹きランス13の先端下方に燃料(炭化水素系ガス)の燃焼によって火炎を形成し、この火炎で上吹きランス13から投射する粉体を、加熱しながら真空槽5を環流する溶鋼3の浴面に向けて投射する。その際に、粉体の火炎内での滞留時間が0.02秒以上になるように制御する。粉体投射時の上吹きランス13のランス高さ(真空槽内の浴面静止状態での溶鋼湯面からランス先端までの距離)は、1.0〜7.0mとすることが好ましい。ランス高さが1.0m未満では、溶鋼3の飛沫によって燃料噴射ノズル23及び酸化性ガス噴射ノズル25が閉塞するおそれがあり、一方、ランス高さが7.0mを超えると、ダクト11に吸引される排気ガスとともに真空槽5から排出する粉体が多くなり、粉体の添加歩留まりが低下する。
粉体の火炎内での滞留時間は、火炎の長さと火炎を通過するときの粉体の速度で求められる。但し、粉体の火炎内での滞留時間を精度良く求めるためには、下記の(1)式から(5)式を用いて求めることが好ましい。
ここで、tは、粉体の火炎内での滞留時間(s)、upは、粉体の速度(m/s)、apは、粉体の加速度(m/s2)、xは、上吹きランス先端から溶鋼浴面までの距離(m)、FDは、粉体の流れ方向に生じる抗力(N)、ugは、上吹きランスから出た直後の噴出流のガス速度(m/s)、gは、重力加速度(m/s2)、ρpは、粉体の密度(kg/m3)、ρgは、上吹きランスから出た直後の噴出流のガス密度(kg/m3)、μgは、上吹きランスから出た直後の噴出流のガス粘性(Pa・s)、dpは、粉体の直径(m)、Cdは、粉体の抗力係数(−)、Reは、レイノズル数(−)である。
真空槽5の内部の雰囲気の圧力を過剰に小さくすると、ダクト11に吸引される排気ガスとともに真空槽5から排出する粉体が多くなることから、これを防止するために、粉体投射時の真空槽5の内部の雰囲気の圧力を2.7kPa以上13.3kPa以下とすることが好ましい。
真空脱ガス設備としてRH真空脱ガス装置1を使用する場合には、粉体の熱を溶鋼3に高い効率で着熱させるために、下記の(6)式を用いて算出される、RH真空脱ガス装置1の真空槽5における溶鋼3の滞在時間が5秒以上となるように、取鍋2に収容された溶鋼3を真空槽5に環流させることが好ましい。但し、滞在時間が長くなりすぎると、真空脱ガス精錬の処理時間が長くなって、溶鋼3の温度低下が生ずる可能性があるので、滞在時間は2分以下とすることが望ましい。
ここで、τは、溶鋼の真空槽における滞在時間(s)、ρMは、溶鋼の密度(kg/m3)、Svは、真空槽の敷から100mmの高さ位置の水平断面における真空槽内空虚部分の面積(m2)、gは、重力加速度(m/s2)、Qは、溶鋼の環流量(ton/min)、Sdは、浸漬管下端の水平断面における浸漬管内空虚部分の面積(m2)、Hmは、真空槽内の浴面静止状態での溶鋼高さ(m)である。
また、真空脱ガス設備としてRH真空脱ガス装置1を使用する場合には、(1)式における上吹きランス先端から溶鋼浴面までの距離x(m)は、下記の(9)式から(11)式によって求めることができる。
ここで、HLは、真空槽の敷からランス先端までの距離(m)、Hmは、真空槽内の溶鋼高さ(m)、hは、取鍋内溶鋼表面から真空槽内溶鋼表面までの距離(m)、haは、浸漬管の下端面から真空槽の敷までの距離(m)、hdは、浸漬管の溶鋼への浸漬深さ(m)、P1は、大気圧(Pa)、P2は、真空槽内雰囲気の圧力(Pa)、ρSは、スラグの密度(kg/m3)、gは、重力加速度(m/s2)、hsは、スラグの厚み(m)、ρMは、溶鋼の密度(kg/m3)である。尚、真空槽の「敷」とは、真空槽5の底部を構成する耐火物の表面位置である。
以下、マンガン含有低炭素鋼、低硫鋼(硫黄含有量;0.0024質量%以下)及び極低硫鋼(硫黄含有量;0.0010質量%以下)を溶製する際に本発明を適用した例について説明する。先ず、マンガン含有低炭素鋼の溶製方法について説明する。
高炉から出銑された溶銑を溶銑鍋やトーピードカーなどの保持容器や搬送容器で受銑し、受銑した溶銑を脱炭精錬の行われる転炉に搬送する。通常、この搬送の途中で、溶銑に対して脱硫処理や脱燐処理などの溶銑予備処理が施されており、本発明においては、マンガン含有低炭素鋼の成分規格上からは溶銑予備処理が必要でない場合でも、溶銑予備処理、特に脱燐処理を施すことが好ましい。
これは、マンガン含有低炭素鋼を溶製する場合、転炉での脱炭精錬では、安価なマンガン源としてマンガン鉱石を添加しており、脱燐処理を行わない場合には、転炉での脱炭精錬時に、脱炭反応と同時に脱燐反応を推進させることが必要となり、そのためには多量のCaO系媒溶剤を転炉内に添加する必要がある。その結果、スラグ量が増加してスラグに分配されるマンガン量が増加し、マンガンの歩留まりが低下してしまうからである。
搬送された溶銑を転炉に装入し、その後、マンガン源としてマンガン鉱石を転炉内に添加し、更に必要に応じて少量の生石灰などのCaO系媒溶剤を添加し、酸素ガスを上吹き及び/または底吹きして脱炭精錬し、所定の成分組成の溶鋼とする。その後、金属アルミニウムやフェロシリコンなどの脱酸剤を溶鋼に添加せずに、つまり、溶鋼を未脱酸状態のままとして取鍋2に出鋼する。但し、その際に、高炭素フェロマンガンなどの安価なマンガン系合金鉄は所定量添加しても構わない。
尚、転炉での脱炭精錬では、前述したように、マンガン鉱石や高炭素フェロマンガンなどの安価なマンガン源を使用するので、溶鋼中の炭素濃度は必然的に高くなるが、その場合でも、マンガン濃度調整後の溶鋼中の炭素濃度は0.2質量%以下に抑えることが好ましい。溶鋼中炭素濃度が0.2質量%を超えると、次工程のRH真空脱ガス装置1における真空脱炭精錬時間が長くなり、生産性が低下するだけでなく、真空脱炭精錬時間の延長に伴う溶鋼温度の低下を補償するために出鋼時の溶鋼温度を高める必要が生じ、これに伴って鉄歩留まりの低下や耐火物損耗量の増大による耐火物コストの上昇を招くことから、好ましくない。
転炉から出鋼した溶鋼3をRH真空脱ガス装置1に搬送する。RH真空脱ガス装置1では、未脱酸状態の溶鋼3を取鍋2と真空槽5との間で環流する。溶鋼3は未脱酸状態であるので、溶鋼3が真空槽内の減圧下の雰囲気に晒されることで、溶鋼中の炭素と溶鋼中の溶存酸素とが反応し(C+O=CO)、真空脱炭精錬が進行する。また、溶鋼3の環流が開始されたなら、上吹きランス13から、アルゴンガスを搬送用ガスとしてマンガン鉱石を投射する。マンガン鉱石の投射に前後して、上吹きランス13から炭化水素系ガス及び酸化性ガスを噴射し、上吹きランス13の先端下方に火炎を形成させる。マンガン鉱石は火炎の熱で加熱されて溶鋼浴面に投射される。
溶鋼浴面に投射されたマンガン鉱石は、溶鋼中の炭素によって還元され、溶鋼中のマンガン濃度を上昇させ、且つ、溶鋼中の炭素濃度を低下させる。つまり、マンガン鉱石は、溶鋼成分調整用のマンガン源として機能するのみならず、溶鋼3の脱炭反応の酸素源として機能する。
上吹きランス13の先端下方に火炎を形成させ、且つ、上吹きランス13からマンガン鉱石を投射させる際、上吹きランス13のランス高さ(浴面静止状態での溶鋼湯面からランス先端までの距離)を、好ましくは1.0〜7.0mとした上で、(1)式から(5)式及び(9)式から(11)式で算出される火炎内滞留時間が0.02秒以上となるように、上吹きランス13の先端に火炎を形成し、マンガン鉱石を投射する。このようにして投射することで、マンガン鉱石を効率的に加熱し且つ飛散させることなく効率的に溶鋼3に添加することができる。
その結果、マンガン鉱石の添加に伴う溶鋼3の温度低下を抑制することができ、また、マンガン鉱石は溶鋼3に効率良く添加されるので、安価なマンガン源であるマンガン鉱石の還元が促進されてマンガン歩留まりが向上し、マンガン含有低炭素鋼の製造コストが削減される。
マンガン含有低炭素鋼のマンガン濃度の規格に応じて、マンガン鉱石の添加のみでは溶鋼中マンガン濃度が規格を満足しない場合には、マンガン鉱石の添加前に、高炭素フェロマンガン(炭素含有量;約7質量%)を、上吹きランス13を介して火炎で加熱しつつ投射してもよい。また、高炭素フェロマンガンとマンガン鉱石とを混合した粉体を、上吹きランス13を介して火炎で加熱しつつ投射してもよい。粉体の粒度は、反応効率を高める観点から3mm以下のものを用いることが好ましい。
真空脱炭精錬を所定時間行い、溶鋼中の炭素濃度が成分規格値の範囲内に達したなら、原料投入口12から溶鋼3に金属アルミニウムなどの強脱酸剤を添加して溶鋼中の溶存酸素濃度を低減し(脱酸処理)、真空脱炭精錬を終了する。尚、真空脱炭精錬終了後の溶鋼温度が、例えば連続鋳造工程などの次工程から要求される温度よりも低い場合には、更に原料投入口12から溶鋼3に金属アルミニウムを添加し、上吹きランス13から溶鋼浴面に酸素ガスを吹き付け、溶鋼中のアルミニウムを燃焼させることによって溶鋼温度を上昇させてもよい。
強脱酸剤を添加して脱酸した溶鋼3は、その後、更に数分間、環流を継続する。溶鋼3のマンガン濃度が規格値未満の場合は、この環流中に金属マンガンや低炭素フェロマンガンを原料投入口12から溶鋼3に投入して、溶鋼3のマンガン濃度を調整する。更に、この環流中に、必要に応じて、アルミニウム、珪素、ニッケル、クロム、銅、ニオブ、チタンなどの成分調整剤を原料投入口12から溶鋼3に投入して溶鋼成分を所定の組成範囲に調整し、その後、真空槽5の内部を大気圧に戻して、真空脱ガス精錬を終了する。
次に、低硫鋼及び極低硫鋼の溶製方法について説明する。
高炉から出銑された溶銑を溶銑鍋やトーピードカーなどの保持容器や搬送容器で受銑し、受銑した溶銑を脱炭精錬の行われる転炉に搬送する。この搬送の途中で、溶銑に対して溶銑予備処理の脱硫処理を実施する。溶銑予備処理の脱燐処理は、溶製する低硫鋼及び極低硫鋼の燐濃度規格上から実施する必要のある場合は実施するが、それ以外は実施しなくても構わない。
搬送された溶銑を転炉に装入し、その後、必要に応じて、マンガン源としてマンガン鉱石を転炉内に添加し、更に必要に応じて少量の生石灰などのCaO系媒溶剤を添加し、酸素ガスを上吹き及び/または底吹きして脱炭精錬し、所定の成分組成の溶鋼とする。その後、金属アルミニウムやフェロシリコンなどの脱酸剤を溶鋼に添加せずに、つまり、溶鋼を、未脱酸状態のままとして取鍋2に出鋼する。但し、その際に、高炭素フェロマンガンなどの安価なマンガン系合金鉄は所定量添加しても構わない。
転炉から出鋼した溶鋼3をRH真空脱ガス装置1に搬送する。RH真空脱ガス装置1に搬送した未脱酸状態のままの溶鋼3に対し、必要に応じて、上吹きランス13から酸素ガスを溶鋼3に吹き付けて行う真空脱炭精錬を実施し、溶鋼3の炭素濃度を調整する。溶鋼中の炭素濃度が成分規格内に達したなら、原料投入口12から金属アルミニウムなどの強脱酸剤を溶鋼3に添加して脱酸処理を施し、溶鋼中の溶存酸素濃度を低減して真空脱炭精錬を終了する。
但し、溶製する低硫鋼及び極低硫鋼の炭素濃度規格が真空脱炭精錬を施さなくても溶製可能なレベルの場合には、真空脱炭精錬は実施しない。また、真空脱炭精錬を実施しない場合には、溶鋼3を未脱酸状態にする必要はなく、溶鋼3を転炉から取鍋2に出鋼する際に、出鋼中の溶鋼流に金属アルミニウムを添加して溶鋼を脱酸してもよい。その際、出鋼流に金属アルミニウムの他に、生石灰やCaOを含有する媒溶剤を添加してもよい。溶鋼3を取鍋2に出鋼した後、溶鋼上のスラグに金属アルミニウムなどのスラグ改質剤を添加し、スラグ中のFeOなどの鉄酸化物やMnOなどのマンガン酸化物を還元した後、RH真空脱ガス装置1に搬送することが好ましい。
また、真空脱炭精錬の終了後の溶鋼温度が、例えば連続鋳造工程などの次工程から要求される温度よりも低い場合には、更に原料投入口12から溶鋼3に金属アルミニウムを添加し、上吹きランス13から溶鋼浴面に酸素ガスを吹き付け、溶鋼中アルミニウムを燃焼させることによって溶鋼温度を上昇させてもよい。また、未脱酸状態の溶鋼3を真空脱炭精錬する場合には、前述したマンガン含有低炭素鋼の溶製方法と同様に、マンガン鉱石を火炎で加熱しながら上吹きランス13から投射してもよい。
その後、金属アルミニウムなどの強脱酸剤で脱酸処理した溶鋼3に、上吹きランス13からCaO系脱硫剤を噴射すると同時に、上吹きランス13の先端に形成した火炎でCaO系脱硫剤を加熱し、溶鋼浴面に投射して脱硫処理を実施する。
上吹きランス13の先端下方に火炎を形成させ、且つ、上吹きランス13からCaO系脱硫剤を投射させる際、上吹きランス13のランス高さ(浴面静止状態での溶鋼湯面からランス先端までの距離)を、好ましくは1.0〜7.0mとした上で、(1)式から(5)式及び(9)式から(11)式で算出される火炎内滞留時間が0.02秒以上となるように、上吹きランス13の先端に火炎を形成し、CaO系脱硫剤を投射する。このようにして投射することで、CaO系脱硫剤を効率的に加熱し且つ飛散させることなく効率的に溶鋼3に添加することができる。
その結果、CaO系脱硫剤の添加に伴う溶鋼3の温度低下を抑制することができ、また、加熱されたCaO系脱硫剤が溶鋼3に効率良く添加されるので、脱硫反応が促進されて高い脱硫率を得ることができる。
添加するCaO系脱硫剤としては、生石灰(CaO)単独、生石灰に蛍石(CaF2)やアルミナ(Al2O3)を30質量%以下の範囲で添加・混合した混合体(プリメルトを含む)などを使用することができる。CaO系脱硫剤の粒度は、反応効率を高める観点から3mm以下のものを用いることが好ましい。
溶鋼3の硫黄濃度が所定値以下に低減したなら、上吹きランス13からのCaO系脱硫剤の投射を中止して脱硫処理を終了する。その後も溶鋼3を数分間に亘って環流し、この環流中に、必要に応じて、アルミニウム、珪素、ニッケル、クロム、銅、ニオブ、チタンなどの成分調整剤を原料投入口12から溶鋼3に投入して溶鋼成分を所定の組成範囲に調整し、その後、真空槽5の内部を大気圧に戻して、真空脱ガス精錬を終了する。
以上説明したように、本発明によれば、減圧雰囲気下で、上吹きランスの先端に形成される火炎で精錬用の粉体を加熱し、加熱した粉体を溶鋼に投射する際に、粉体の火炎内での滞留時間を0.02秒以上とするので、投射する粉体を効率的に加熱することができ、且つ、投射する粉体で効率的に溶鋼を精錬することができる。その結果、精錬反応が促進され、且つ、高い着熱効率が得られ、精錬コストの削減が可能となる。
尚、上記説明は、RH真空脱ガス装置を用いた例で説明したが、DH真空脱ガス装置やVOD炉などの他の真空脱ガス設備を用いる場合でも、上記方法に準ずることで、マンガン含有低炭素鋼、低硫鋼及び極低硫鋼などを溶製することができる。
[実施例1]
本発明をRH真空脱ガス装置で実施した例である。転炉から出鋼された、取鍋内の未脱酸状態の300トンの溶鋼を、図1に示すRH真空脱ガス装置を用いて真空脱炭精錬し、マンガン含有低炭素鋼を溶製する試験を実施した。転炉からの出鋼時の溶鋼成分は、炭素濃度が0.03〜0.04質量%、マンガン濃度が0.07〜0.08質量%であった。RH真空脱ガス装置への到着時の溶鋼中の溶存酸素濃度は、0.04〜0.07質量%であった。
RH真空脱ガス装置の真空槽の上部から挿入した上吹きランスのランス高さを5〜7mで固定し、真空脱炭精錬中に、上吹きランスから、燃料としてLNGと、燃料燃焼用の酸化ガスとして酸素ガスとを供給して、上吹きランスの先端にバーナー火炎を生成させた。同時に、アルゴンガスを搬送用ガスとして、マンガン鉱石を200kg/minの添加速度で、5kg/溶鋼−ton(添加量;1.5トン)投射し、溶鋼への着熱率及びマンガン歩留まりを評価した。粉体の火炎内滞留時間は、(1)式から(5)式及び(9)式から(11)式を用いて算出した。
上吹きランスからのLNGの流量は500Nm3/h、燃料燃焼用の酸素ガスの流量は1100Nm3/h、搬送用ガスのアルゴンガスの流量は250〜500Nm3/hとした。全ての試験で、粉体投射中の真空槽内雰囲気の圧力を6.7kPaとし、環流用アルゴンガスの流量は3000NL/minとした。ここで、単位「Nm3」及び単位「NL」の「N」は、気体が0℃で1気圧の標準状態にあるとした場合の体積であることを意味している。
表1に試験結果を示す。表1に示す着熱率は、下記の(12)式を用いて算出した。
着熱率(%)=[溶鋼への入熱量(cal)/バーナー燃焼の総熱量(cal)]×100…(12)
ここで、溶鋼への入熱量は、バーナー燃焼の総発熱量のうちの溶鋼に着熱した熱量(cal)であり、バーナー燃焼の総熱量(cal)は、燃料の発熱量(cal/Nm3)と処理中に使用した燃料の流量(Nm3)との積で求められる値である。
表1から、以下のことがわかる。
マンガン鉱石の火炎内滞留時間が増加するに伴って、着熱率が増加した。これは、火炎内滞留時間の増加に伴って、伝熱媒体であるマンガン鉱石の温度が上昇したためであると考えられる。また、マンガン鉱石の火炎内滞留時間の増加に伴って、マンガン歩留が増加した。これは、火炎内滞留時間の増加に伴って、マンガン鉱石の温度が上昇し、マンガン鉱石の溶融が促進され、その結果、マンガン鉱石の還元速度が増加したためと考えられる。
[実施例2]
本発明をRH真空脱ガス装置で実施した例である。転炉から出鋼された、取鍋内の脱酸処理された300トンの溶鋼に対して、図1に示すRH真空脱ガス装置を用いて脱硫処理を行った。尚、RH真空脱ガス精錬前の溶鋼組成は、炭素濃度が0.08〜0.10質量%、珪素濃度が0.1〜0.2質量%、アルミニウム濃度が0.020〜0.035質量%、硫黄濃度が0.0032〜0.0033質量%、溶鋼温度は1600〜1650℃であった。
脱硫処理の前に、必要に応じて取鍋内溶鋼の温度測定を行い、脱硫剤添加前に必要な溶鋼温度が確保されているかを確認した。この時に必要な温度とは、処理予定時間経過による温度低下と脱硫剤添加による温度低下とを考慮して、処理装置や処理条件毎に決められる温度である。温度不足の場合には、原料投入口から金属アルミニウムを溶鋼に添加し、上吹きランスから酸素ガスを吹き付け、金属アルミニウムの燃焼による溶鋼温度の昇温処理を行った。
その後、原料投入口から、脱酸目的及び成分調整用の金属アルミニウムを溶鋼に添加し、添加後、真空槽の上部から挿入した上吹きランスのランス高さを5〜7mで固定し、上吹きランスから、燃料としてLNGと、燃料燃焼用の酸化ガスとして酸素ガスとを供給して、上吹きランスの先端にバーナー火炎を生成させた。同時に、アルゴンガスを搬送用ガスとして、CaO−Al2O3のプリメルト脱硫剤を200kg/minの添加速度で、5kg/溶鋼−ton(添加量;1.5トン)投射して脱硫処理を行い、低硫鋼(硫黄含有量;0.0024質量%以下)が効率的に溶製できるかを評価した。粉体の火炎内滞留時間は、(1)式から(5)式及び(9)式から(11)式を用いて算出した。
上吹きランスからのLNGの流量は500Nm3/h、燃料燃焼用の酸素ガスの流量は1100Nm3/h、搬送用ガスのアルゴンガスの流量は250〜500Nm3/hとした。全ての試験で、粉体投射中の真空槽内雰囲気の圧力を6.7kPaとし、環流用アルゴンガスの流量は3000NL/minとした。
表2に試験結果を示す。表2に示す着熱率は、上記の(12)式を用いて算出した。また、脱硫率は、脱硫処理前の溶鋼中硫黄濃度と脱硫処理後の溶鋼中硫黄濃度との差分の脱硫処理前の溶鋼中硫黄濃度に対する比率(百分率)である。表2の「脱硫評価」の欄では、脱硫処理後の溶鋼中硫黄濃度が0.0024質量%以下の試験は「○」、つまり合格、0.0024質量%超えの試験は「×」、つまり不合格として表示した。
表2から、以下のことがわかる。
CaO−Al2O3のプリメルト脱硫剤の火炎内滞留時間が増加するに伴って、着熱率が増加した。これは、火炎内滞留時間の増加に伴って、伝熱媒体であるCaO−Al2O3のプリメルト脱硫剤の温度が上昇したためであると考えられる。
また、CaO−Al2O3のプリメルト脱硫剤を投射することで、全ての試験で低硫鋼(硫黄含有量;0.0024質量%以下)の溶製が可能であった。但し、火炎内滞留時間が0.02秒以上の試験では、脱硫率が高位であった。
火炎内滞留時間が0.02秒以上の試験で脱硫率が高位であったのは、脱硫剤が高温まで加熱されたことで、脱硫剤の溶融が促進されたためであると考えられる。これは、火炎内滞留時間の増加に伴って、伝熱媒体であるCaO−Al2O3のプリメルト脱硫剤の温度が上昇し、脱硫剤の温度が上昇、プリメルト脱硫剤の溶融が促進されたためであると考えられる。