JP6900938B2 - 重防食被覆鋼材及びその製造方法 - Google Patents
重防食被覆鋼材及びその製造方法 Download PDFInfo
- Publication number
- JP6900938B2 JP6900938B2 JP2018110615A JP2018110615A JP6900938B2 JP 6900938 B2 JP6900938 B2 JP 6900938B2 JP 2018110615 A JP2018110615 A JP 2018110615A JP 2018110615 A JP2018110615 A JP 2018110615A JP 6900938 B2 JP6900938 B2 JP 6900938B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- anticorrosion
- steel material
- primer
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 125
- 239000010959 steel Substances 0.000 title claims description 125
- 238000004519 manufacturing process Methods 0.000 title claims description 20
- 239000010410 layer Substances 0.000 claims description 183
- 239000011248 coating agent Substances 0.000 claims description 86
- 238000000576 coating method Methods 0.000 claims description 86
- 239000000463 material Substances 0.000 claims description 85
- 239000011247 coating layer Substances 0.000 claims description 50
- 229920005989 resin Polymers 0.000 claims description 47
- 239000011347 resin Substances 0.000 claims description 47
- 239000002131 composite material Substances 0.000 claims description 44
- 239000011253 protective coating Substances 0.000 claims description 33
- 239000003365 glass fiber Substances 0.000 claims description 28
- 229920002635 polyurethane Polymers 0.000 claims description 8
- 239000004814 polyurethane Substances 0.000 claims description 8
- 229920000098 polyolefin Polymers 0.000 claims description 6
- 229920005749 polyurethane resin Polymers 0.000 description 10
- 238000000034 method Methods 0.000 description 7
- 239000000843 powder Substances 0.000 description 6
- 229920001567 vinyl ester resin Polymers 0.000 description 6
- 239000000654 additive Substances 0.000 description 5
- 230000000996 additive effect Effects 0.000 description 5
- 239000001023 inorganic pigment Substances 0.000 description 5
- 229920005672 polyolefin resin Polymers 0.000 description 5
- 238000005422 blasting Methods 0.000 description 4
- 238000005507 spraying Methods 0.000 description 3
- 229920006337 unsaturated polyester resin Polymers 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 238000007788 roughening Methods 0.000 description 2
- 238000005488 sandblasting Methods 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000009787 hand lay-up Methods 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 238000007585 pull-off test Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000007761 roller coating Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images


Landscapes
- Laminated Bodies (AREA)
Description
このような問題に対して、特許文献2には、防食被覆の端部外側の鋼材面の一部に固定用の突起を設け、その突起をガラス繊維強化樹脂による保護被覆層で覆うことで保護被覆層の端部を機械的に固定し、被覆端部の剥離を防止するようにした重防食被覆鋼材が提案されている。
したがって本発明の目的は、以上のような従来技術の課題を解決し、漂流物や係留物などが頻繁に衝突する海洋環境下においても衝撃などによる被覆端部の剥離が生じにくく、しかも低コストで効率的に製造することができる重防食被覆鋼材及びその製造方法を提供することにある。
また、第2プライマー層の前記延伸部が面接着する第1プライマー層の前記延伸部の表面を粗面加工面とすることにより、両延伸部の接着性が向上し、端部からの剥離がより生じにくい被覆構造が得られることが判った。
[1]鋼材表面に、下層側から順に第1プライマー層(A1)、ポリウレタン又はポリオレフィンからなる防食被覆層(B)、第2プライマー層(A2)、ガラス繊維強化樹脂からなる保護被覆層(C)が積層した複合被覆を有し、
該複合被覆の端部は、第1プライマー層(A1)が防食被覆層(B)の端部よりも外側に延伸した延伸部(A10)を有するとともに、第2プライマー層(A2)が防食被覆層(B)の端部よりも外側に延伸して第1プライマー層(A1)の延伸部(A10)(但し、当該延伸部(A10)の延伸方向の少なくとも一部)と面接着した延伸部(A20)を有することにより、防食被覆層(B)の端部が第1及び第2プライマー層(A1),(A2)間に封入され、且つ保護被覆層(C)の端部が第1及び第2プライマー層(A1),(A2)の延伸部(A10),(A20)を介して鋼材に接着された被覆構造を有することを特徴とする重防食被覆鋼材。
[3]上記[1]又は[2]の重防食被覆鋼材において、さらに、複合被覆は、最上層として樹脂層(D)を有することを特徴とする重防食被覆鋼材。
[4]上記[1]〜[3]のいずれかの重防食被覆鋼材において、鋼材が鋼管杭、鋼矢板、鋼管矢板のいずれかであることを特徴とする重防食被覆鋼材。
工程(i)及び(ii)では、第1プライマー層(A1)に防食被覆層(B)の端部よりも外側に延伸する延伸部(A10)が生じるように、第1プライマー層(A1)と防食被覆層(B)を形成し、
工程(iii)では、第2プライマー層(A2)に防食被覆層(B)の端部よりも外側に延伸して第1プライマー層(A1)の延伸部(A10)(但し、当該延伸部(A10)の延伸方向の少なくとも一部)と面接着する延伸部(A20)が生じるように、第2プライマー層(A2)を形成することにより、
複合被覆の端部を、防食被覆層(B)の端部が第1及び第2プライマー層(A1),(A2)間に封入され、且つ保護被覆層(C)の端部が第1及び第2プライマー層(A1),(A2)の延伸部(A10),(A20)を介して鋼材に接着された被覆構造を有するように形成することを特徴とする重防食被覆鋼材の製造方法。
[7]上記[6]の製造方法において、工程(ii’)において延伸部(A10)の表面に施す粗面加工は、サンドペーパーによるやすりがけ加工であることを特徴とする重防食被覆鋼材の製造方法。
[8]上記[5]〜[7]のいずれかの製造方法において、さらに、複合被覆の最上層として樹脂層(D)を形成する工程(v)を有することを特徴とする重防食被覆鋼材の製造方法。
[9]上記[5]〜[8]のいずれかの製造方法において、鋼材が鋼管杭、鋼矢板、鋼管矢板のいずれかであることを特徴とする重防食被覆鋼材の製造方法。
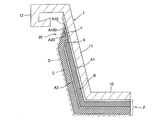
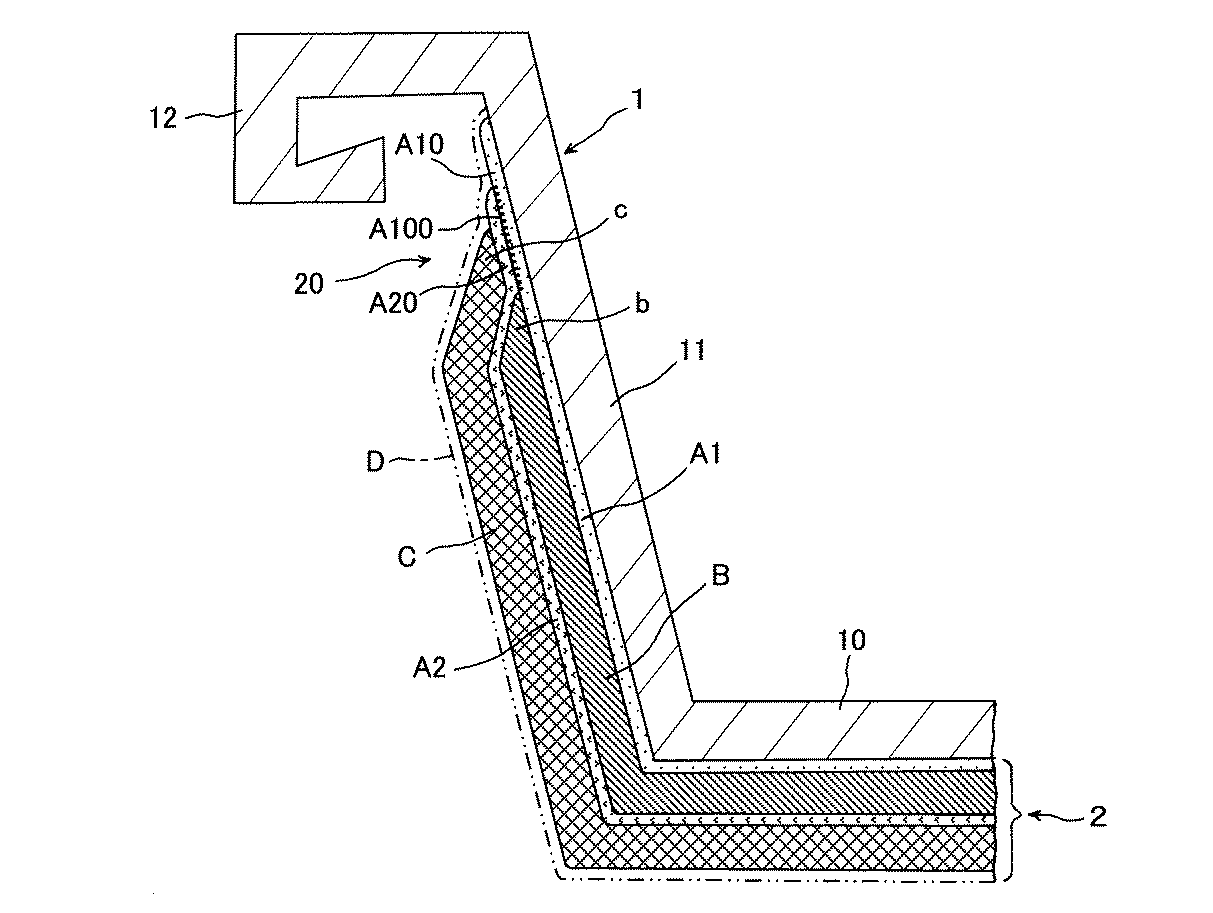
この重防食被覆鋼材は、鋼材1の表面に、下層側から順に第1プライマー層A1、ポリウレタン又はポリオレフィンからなる防食被覆層B、第2プライマー層A2、ガラス繊維強化樹脂からなる保護被覆層Cが積層した複合被覆2を有している。さらに、この複合被覆2は、必要に応じて最上層として樹脂層Dを有することができる。
この実施形態は鋼管杭であるため、複合被覆2は鋼管長手方向における所定範囲の管外周面に形成されており、したがって、複合被覆2の端部20は、複合被覆2の鋼管長手方向両端であり、且つ管周方向に沿った端部となる。
なお、本実施形態の第2プライマー層A2の延伸部A20は、第1プライマー層A1の延伸部A10の一部(延伸方向の一部)と面接着するように設けられているが、延伸部A10の全部と面接着するように設けられてもよい。
また、必要に応じて最上層として設けられる樹脂層D(図1において仮想線で示す)は、保護被覆層Cと延伸部A10,A20の全体を覆うように形成されている。
この実施形態の複合被覆2の基本構成は図1の実施形態と同様であるが、第1及び第2プライマー層A1,A2の延伸部A10,A20間の接着性(密着性)を高めるために、第2プライマー層A2の延伸部A20が面接着した第1プライマー層A1の延伸部A10の表面を粗面加工面A100としている。この粗面加工面A100は、粗面加工により粗さが付与された表面であり、その粗面加工としては、後述するようにサンドペーパーによるやすりがけ加工などが行われる。
粗面加工面A100に付与される粗さに特に制限はないが、粗面加工がサンドペーパーによるやすりがけ加工である場合には、例えば、#120〜#400番程度の粗さのサンドペーパーを用いてやすりがけ加工することにより得られる粗さであることが好ましい。
なお、延伸部A10の表面のうち、延伸部A20が面接着する表面全体を粗面加工面A100とするのが好ましいが、延伸部A20が面接着する表面の一部を粗面加工面A100としてもよい。
図2の実施形態の他の構成は、図1の実施形態と同様であるので、同一の符号を付して詳細な説明は省略する。
さらに、図2の実施形態のように、第2プライマー層A2の延伸部A20が面接着する第1プライマー層A1の延伸部A10の表面を粗面加工面A100とすることにより、両延伸部A10,A20の接着性が向上し、被覆端部からの剥離がより生じにくい被覆構造となる。
ここで、鋼矢板や鋼管矢板の場合には、通常、複合被覆2は鋼材幅方向の途中で途切れるので、複合被覆2の端部20は、複合被覆2の鋼材長手方向両端に加えて、複合被覆2の鋼材幅方向両端にも存在する。図3は、この複合被覆2の鋼材幅方向両端の端部20(一方の端部20)を示している。
図3の複合被覆2の端部20の被覆構造も、図1及び図2の実施形態と同様であるので、同一の符号を付して詳細な説明は省略する。
この実施形態でも、第1及び第2プライマー層A1,A2の延伸部A10,A20間の接着性(密着性)を高めるために、図2の実施形態と同様に、第2プライマー層A2の延伸部A20が面接着する第1プライマー層A1の延伸部A10の表面を粗面加工面A100としている。
複合被覆2を形成する鋼材1の表面は、付着したスケールや汚染物などを除去するために下地処理が施されるのが通常である。下地処理としては、例えば、サンドブラスト処理、スチールショットブラスト処理、スチールグリットブラスト処理などのブラスト処理、アルカリ脱脂、酸洗などが適宜選択されて施される。また、下地処理として、公知のクロメ−ト処理やリン酸塩処理などの化成処理を施してもよい。
防食被覆層Bには、ポリウレタン樹脂又はポリオレフィン樹脂を用いる。これらポリウレタン樹脂、ポリオレフィン樹脂としては、防食被覆用として一般に使用されているものなどを用いることができる。ポリウレタン樹脂、ポリオレフィン樹脂には、必要に応じて無機顔料などの添加剤を適量添加してもよい。この防食被覆層Bの厚さは特に制限はないが、通常、1〜6mm程度である。
必要に応じて保護被覆層Cの上に最上層として設けられる樹脂層Dは、(i)外観性を高める、(ii)紫外線から保護被覆層Cを防護する、などの目的で形成される。この樹脂層Dに用いる樹脂の種類に特別な制限はないが、例えば、不飽和ポリエステル樹脂、ビニルエステル樹脂などの1種以上を用いることができる。この樹脂には、必要に応じて無機顔料などの添加剤を適量添加してもよい。樹脂層Dの膜厚は特に制限はないが、通常、100〜500μm程度である。
この製造方法では、鋼材1に複合被覆2を形成する工程として、鋼材表面に第1プライマー層A1を形成する工程(i)と、第1プライマー層A1の上層にポリウレタン又はポリオレフィンからなる防食被覆層Bを形成する工程(ii)と、防食被覆層Bの上層に第2プライマー層A2を形成する工程(iii)と、第2プライマー層A2の上層にガラス繊維強化樹脂からなる保護被覆層Cを形成する工程(iv)を有する。また、必要に応じて、後述する工程(ii’)、工程(v)を有することができる。
工程(ii)では、第1プライマー層A1の上層に、ポリウレタン樹脂又はポリオレフィン樹脂を被覆し、硬化させて防食被覆層Bを形成する。通常、防食被覆層Bの形成は、ポリウレタン樹脂の場合には、例えばスプレー塗装や粉体塗装などによりなされ、ポリオレフィン樹脂の場合には、例えばダイスを用いた押し出し被覆などによりなされる。
そして、工程(i)及び(ii)では、第1プライマー層A1の端部に防食被覆層Bの端部よりも外側に延伸する延伸部A10が生じるように、第1プライマー層A1と防食被覆層Bを形成する。
なお、樹脂を含浸させたガラス繊維シートを複数枚積層させることにより保護被覆層Cを形成する場合、通常、ガラス繊維シートを施工部分に置き、それに対してローラ塗布などにより樹脂を含浸させ、次いで脱泡ローラなどで脱泡を行う工程を複数回繰り返す、いわゆるハンドレイアップ法が採られる。
本発明が適用できる鋼材は、板材、管材、棒材、形鋼材など、その種類を問わないが、特に本発明は鋼管杭、鋼矢板、鋼管矢板に対して有用であり、とりわけ漂流物や係留物などが頻繁に衝突する海洋環境下で使用される鋼管杭に対して有用である。
・鋼管の下地処理:サンドブラスト処理
・第1プライマー層A1:ポリウレタン樹脂系プライマー、塗膜厚(目標):30±10μm
・防食被覆層B:ポリウレタン樹脂、厚さ(目標):4.5±1.5mm
・第2プライマー層A2:ビニルエステル樹脂系プライマー、塗膜厚(目標):40±10μm
・保護被覆層C:ガラス繊維(ガラス繊維マット)強化ポリエステル樹脂、ガラス繊維マット積層数:5層、厚さ(目標):6.0±2.0mm
なお、図2に示すような延伸部A10の表面を粗面加工面A100とした発明例では、延伸部A10の表面を#240番のサンドペーパーによるやすりがけにより粗面加工した。
また、比較例として、上記と同じ製造条件で、本発明例のような複合被覆の端部処理を行わない重防食被覆鋼材(鋼管杭)を製作した。
B 防食被覆層
A2 第2プライマー層
C 保護被覆層
D 樹脂層
A10,A20 延伸部
A100 粗面加工面
b,c 端部
1 鋼板
2 複合被覆
20 端部
Claims (9)
- 鋼材表面に、下層側から順に第1プライマー層(A1)、ポリウレタン又はポリオレフィンからなる防食被覆層(B)、第2プライマー層(A2)、ガラス繊維強化樹脂からなる保護被覆層(C)が積層した複合被覆を有し、
該複合被覆の端部は、第1プライマー層(A1)が防食被覆層(B)の端部よりも外側に延伸した延伸部(A10)を有するとともに、第2プライマー層(A2)が防食被覆層(B)の端部よりも外側に延伸して第1プライマー層(A1)の延伸部(A10)(但し、当該延伸部(A10)の延伸方向の少なくとも一部)と面接着した延伸部(A20)を有することにより、防食被覆層(B)の端部が第1及び第2プライマー層(A1),(A2)間に封入され、且つ保護被覆層(C)の端部が第1及び第2プライマー層(A1),(A2)の延伸部(A10),(A20)を介して鋼材に接着された被覆構造を有することを特徴とする重防食被覆鋼材。 - 第2プライマー層(A2)の延伸部(A20)が面接着した第1プライマー層(A1)の延伸部(A10)の表面の少なくとも一部が粗面加工面(A100)であることを特徴とする請求項1に記載の重防食被覆鋼材。
- さらに、複合被覆は、最上層として樹脂層(D)を有することを特徴とする請求項1又は2に記載の重防食被覆鋼材。
- 鋼材が鋼管杭、鋼矢板、鋼管矢板のいずれかであることを特徴とする請求項1〜3のいずれかに記載の重防食被覆鋼材。
- 鋼材に複合被覆を形成する工程として、鋼材表面に第1プライマー層(A1)を形成する工程(i)と、第1プライマー層(A1)の上層にポリウレタン又はポリオレフィンからなる防食被覆層(B)を形成する工程(ii)と、防食被覆層(B)の上層に第2プライマー層(A2)を形成する工程(iii)と、第2プライマー層(A2)の上層にガラス繊維強化樹脂からなる保護被覆層(C)を形成する工程(iv)を有し、
工程(i)及び(ii)では、第1プライマー層(A1)に防食被覆層(B)の端部よりも外側に延伸する延伸部(A10)が生じるように、第1プライマー層(A1)と防食被覆層(B)を形成し、
工程(iii)では、第2プライマー層(A2)に防食被覆層(B)の端部よりも外側に延伸して第1プライマー層(A1)の延伸部(A10)(但し、当該延伸部(A10)の延伸方向の少なくとも一部)と面接着する延伸部(A20)が生じるように、第2プライマー層(A2)を形成することにより、
複合被覆の端部を、防食被覆層(B)の端部が第1及び第2プライマー層(A1),(A2)間に封入され、且つ保護被覆層(C)の端部が第1及び第2プライマー層(A1),(A2)の延伸部(A10),(A20)を介して鋼材に接着された被覆構造を有するように形成することを特徴とする重防食被覆鋼材の製造方法。 - さらに、第2プライマー層(A2)の延伸部(A20)が面接着する第1プライマー層(A1)の延伸部(A10)の表面の少なくとも一部に粗面加工を施し、粗面加工面(A100)とする工程(ii’)を有することを特徴とする請求項5に記載の重防食被覆鋼材の製造方法。
- 工程(ii’)において延伸部(A10)の表面に施す粗面加工は、サンドペーパーによるやすりがけ加工であることを特徴とする請求項6に記載の重防食被覆鋼材の製造方法。
- さらに、複合被覆の最上層として樹脂層(D)を形成する工程(v)を有することを特徴とする請求項5〜7のいずれかに記載の重防食被覆鋼材の製造方法。
- 鋼材が鋼管杭、鋼矢板、鋼管矢板のいずれかであることを特徴とする請求項5〜8のいずれかに記載の重防食被覆鋼材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018110615A JP6900938B2 (ja) | 2018-06-08 | 2018-06-08 | 重防食被覆鋼材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018110615A JP6900938B2 (ja) | 2018-06-08 | 2018-06-08 | 重防食被覆鋼材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019209670A JP2019209670A (ja) | 2019-12-12 |
| JP6900938B2 true JP6900938B2 (ja) | 2021-07-14 |
Family
ID=68847160
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018110615A Active JP6900938B2 (ja) | 2018-06-08 | 2018-06-08 | 重防食被覆鋼材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6900938B2 (ja) |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6259730A (ja) * | 1985-09-11 | 1987-03-16 | Nippon Kokan Kk <Nkk> | プラスチツク被覆鋼矢板 |
| JPH0352142U (ja) * | 1989-09-29 | 1991-05-21 | ||
| JP2690160B2 (ja) * | 1989-11-09 | 1997-12-10 | 新日本製鐵株式会社 | 着色ウレタンエラストマー被覆重防食鋼材 |
| JPH11291393A (ja) * | 1998-04-07 | 1999-10-26 | Nippon Steel Corp | 高強度ポリウレタン重防食被覆鋼材 |
| JP2000169975A (ja) * | 1998-12-08 | 2000-06-20 | Nippon Steel Corp | 端部カバー付き高強度重防食被覆鋼材 |
| JP2005262790A (ja) * | 2004-03-22 | 2005-09-29 | Nippon Steel Corp | 重防食鋼材とその製造方法 |
-
2018
- 2018-06-08 JP JP2018110615A patent/JP6900938B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019209670A (ja) | 2019-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6006513B2 (ja) | 耐摩耗性、耐熱性の搬送用ロール及びその製造方法 | |
| EP1473149B1 (en) | Heavy-duty anticorrosive coated steel material with excellent resistance against separation and corrosion | |
| US3646651A (en) | Abrasion and corrosion resistant composite structural materials and the like | |
| JP6900938B2 (ja) | 重防食被覆鋼材及びその製造方法 | |
| JP3930841B2 (ja) | 高付着防食被膜付き鉄筋材及びその製造方法 | |
| KR20020072578A (ko) | 금속 표면용 복합 보호 피막 | |
| JP4072908B2 (ja) | 鋼構造物の補修方法 | |
| US20100096068A1 (en) | Protection and repair of structure surfaces with hand-laid composite materials | |
| CN103201505A (zh) | 用于保护水力机械的组件免于腐蚀的方法 | |
| JP2005076300A (ja) | 鋼構造物の補強方法 | |
| JP2003096715A (ja) | 河川内コンクリート橋脚の補強方法 | |
| JPH11245333A (ja) | 高強度ポリオレフィン重防食被覆鋼管及び鋼管杭 | |
| JP2874820B2 (ja) | 高強度重防食被覆鋼管杭 | |
| PL172577B1 (pl) | Sposób wytwarzania plyty lakierowanej PL PL | |
| JP7200026B2 (ja) | 鋼材の防錆補修方法、鉄塔の防錆補修方法及び防錆補修鋼材 | |
| JP2023043574A (ja) | 防食被覆構造および該防食被覆構造を備えた海洋構造物 | |
| JP2000167985A (ja) | 端部固定高強度被覆を有する重防食被覆鋼材 | |
| JP3345313B2 (ja) | ポリエステル被覆重防食鋼材 | |
| JP2000169975A (ja) | 端部カバー付き高強度重防食被覆鋼材 | |
| JP2006045809A (ja) | 継ぎ手部防食性に優れる重防食被覆鋼矢板 | |
| JP2002086997A (ja) | 3次元印刷材及びその製造方法 | |
| JPH11291393A (ja) | 高強度ポリウレタン重防食被覆鋼材 | |
| US20010005911A1 (en) | Sanitary tub | |
| JP2503126B2 (ja) | 強化プラスチック複合被覆鋼材の製造方法 | |
| JPH04247267A (ja) | 強化プラスチック複合被覆鋼材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200124 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201023 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201104 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210518 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210531 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6900938 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |