JP6889832B2 - 帯電ローラおよびその製造方法 - Google Patents
帯電ローラおよびその製造方法 Download PDFInfo
- Publication number
- JP6889832B2 JP6889832B2 JP2017076825A JP2017076825A JP6889832B2 JP 6889832 B2 JP6889832 B2 JP 6889832B2 JP 2017076825 A JP2017076825 A JP 2017076825A JP 2017076825 A JP2017076825 A JP 2017076825A JP 6889832 B2 JP6889832 B2 JP 6889832B2
- Authority
- JP
- Japan
- Prior art keywords
- outer peripheral
- peripheral surface
- rubber
- void volume
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Rolls And Other Rotary Bodies (AREA)
- Electrostatic Charge, Transfer And Separation In Electrography (AREA)
Description
帯電ローラとしては、例えば半導電性を付与したゴム組成物を筒状に成形したのちゴムを架橋させた単層の、あるいは上記層を含む複層構造のローラ本体を備えるものが一般的に用いられる。
しかしコーティング膜は、そのもとになる液状のコーティング剤をスプレー法、ディッピング法等の塗布方法によってローラ本体の外周面に塗布したのち、乾燥させて形成されるため、上記形成過程において埃等の異物の混入、厚みムラの発生等の様々な不良を生じやすい。
そこでコーティング膜に代えて、例えば研磨の条件を調整したり、レーザー加工、ブラスト加工等の種々の加工を施したりすることによって、ローラ本体の外周面を、微粉の付着および蓄積を生じにくいと考えられる様々な凹凸形状に形成することが検討されている(特許文献1〜4等参照)。
本発明の目的は、コーティング膜を省略した簡単な構造を維持しながら、なおかつ感光体の表面をできるだけ均一に帯電できる上、微粉の付着や蓄積を現状よりもさらに良好に抑制できる帯電ローラと、その製造方法を提供することにある。
発明者の検討によると、上記のうち表面粗さ成分を構成する凹凸はできるだけ小さく、かつ少ないのが、外周面に微粉が付着、蓄積されるのを抑制する上で有効である。
(i) 当該表面うねり成分を構成する凹凸の凹部の深さが小さいほど、外周面に微粉が付着、蓄積されやすくなる傾向があり、逆に凹部の深さが大きいほど、外周面の平滑性が低下して、感光体の表面を均一に帯電できなくなる傾向があるため、当該凹部の深さを適度な範囲に調整するのが肝要であり、また
(ii) 上記表面うねり成分を構成する凹凸の凹部の開口面積が小さすぎても、逆に大きすぎても、外周面に微粉が付着、蓄積されやすくなる傾向があるため、当該開口面積についても、適度な範囲に調整するのが肝要である。
その結果、国際標準化機構規格ISO25178−2:2012「製品の幾何特性仕様(GPS)−表面性状−第2部:用語,定義及び表面性状パラメータ」において規定された、コア部の空隙容積Vvcと谷部の空隙容積Vvvとの和Vvc+Vvvで表される空隙容積Vvを、表面粗さ成分において0.3ml/m2未満に規定するとともに、表面うねり成分において0.05ml/m2以上、6ml/m2以下に規定すればよいことを見出した。
これに対し、表面粗さ成分の空隙容積Vvを0.3ml/m2未満とすれば、当該表面粗さ成分を構成する凹凸を小さく、かつ少なくして、ローラ本体の外周面に微粉が付着、蓄積されるのを良好に抑制できる。
一方、表面うねり成分の空隙容積Vvが6ml/m2を超える場合には、上記凹部の深さが大きくなるため、感光体の表面を均一に帯電できなくなる。また上記凹部の開口面積が大きくなって、ローラ本体の外周面に微粉が付着、蓄積されやすくなる。
なお、上述した効果をより一層向上することを考慮すると、表面粗さ成分の空隙容積Vvは、上記の範囲でも0.1ml/m2以上であるのが好ましく、0.28ml/m2以下であるのが好ましい。また、表面うねり成分の空隙容積Vvは、上記の範囲でも0.1ml/m2以上であるのが好ましく、4ml/m2以下であるのが好ましい。
すなわち表面粗さ成分の空隙容積Vvを求めるには、測定結果(原表面)を、メディアンフィルタを用いて平滑化し、平面傾きを補正し、さらに面状補正−うねり除去の補正によって表面うねり成分を除去して計測表面を求める。
そして両容積の和Vvc+Vvvを求めて、表面粗さ成分の空隙容積Vvとする。
次いで、この計測表面に対して所定の評価領域を指定し、計測表面に対応する基準表面を求めて、負荷面積率p%における空隙容積と、負荷面積率q%における空隙容積との差分で表されるコア部の空隙容積Vvcと、負荷面積率p%における谷部の空隙容積Vvvとを演算する。
なお、表面粗さ成分および表面うねり成分のいずれを求める場合も、負荷面積率pは80%、qは10%に設定するのが一般的である。
上記空隙容積Vvを満足する、表面うねり成分を構成する凹凸の、凹部の具体的なサイズは特に限定されないものの、当該凹部の深さは、1μm以上であるのが好ましく、50μm以下であるのが好ましい。また凹部の開口面積は、1μm2以上であるのが好ましく、1mm2以下であるのが好ましい。
《帯電ローラとその製造方法》
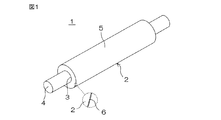
図1は、本発明の帯電ローラの、実施の形態の一例を示す斜視図である。
シャフト4は、例えばアルミニウム、アルミニウム合金、ステンレス鋼等の金属によって一体に形成されている。
ローラ本体2の外周面5には、図中に拡大して示すように酸化膜6が形成されている。
しかも酸化膜6は、例えば酸化性雰囲気中で外周面5に紫外線を照射する等して、当該外周面5の近傍のゴムを酸化させるだけで簡単に形成できるため、帯電ローラ1の生産性が低下したり、製造コストが高くついたりするのを抑制できる。
帯電ローラ1を製造するには、まず調製したゴム組成物を、押出機を用いて筒状に押出成形し、次いで所定の長さにカットして加硫缶内で加圧、加熱してゴムを架橋させる。
次いで、架橋させた筒状体を、オーブン等を用いて加熱して二次架橋させ、冷却したのち、所定の外径となるように外周面5を研磨する。
次いで研磨した外周面5を、レーザー加工、湿式ブラスト加工および乾式ブラスト加工からなる群より選ばれた少なくとも1種の加工によって、前述した表面粗さ成分および表面うねり成分の空隙容積Vvをともに満足する特定の表面形状に仕上げ加工してローラ本体2を形成する。
この状態の外周面5に、さらにレーザー加工や湿式もしくは乾式のブラスト加工によって、表面うねり成分を構成する、より低周波数の凹凸を形成することにより、それより微細な、表面粗さ成分を構成する凹凸を小さく、かつ少なくして、上記特定の表面形状を満足する外周面5を備えたローラ本体2を形成できる。
レーザー加工は、例えば研磨後の外周面5に、所定の照射サイズに絞ったレーザーを、所定のピッチで照射位置を移動させながら照射することで実施される。
レーザー加工によって、ローラ本体の外周面を前述した特定の表面形状とするには、例えばレーザーの出力、外周面に照射するレーザーの照射サイズや照射位置の移動のピッチ、あるいは隣り合う照射位置の重なり度合い等を調整すればよい。
ピッチは、特定の表面形状を形成し得る任意の範囲に設定できるものの、特に30μm以上、中でも35μm以上、特に40μm以上であるのが好ましく、60μm以下であるのが好ましい。
湿式ブラスト加工は、例えば研磨後、好ましくは鏡面研磨後の外周面5に、研磨材の微細粒子と水等の液体とを含むスラリーを、噴射ノズルから高速で吹き付けることによって実施される。また乾式ブラスト加工は、上記外周面5に、研磨材の微細粒子を、圧縮空気等の圧縮ガスとともに、噴射ノズルから高速で吹き付けることによって実施される。
ブラスト加工によって、ローラ本体の外周面を、前述した特定の表面形状とするには、例えば外周面に吹き付ける研磨材の微細粒子の種類や形状や粒径、微細粒子を吹き付ける際の、吹付の圧力や時間等を調整すればよい。
また、ブラスト加工に先立って鏡面研磨する場合は、より目の細かいラッピングフィルムを使用するほど、ブラスト加工後の表面粗さ成分および表面うねり成分の空隙容積Vvを小さくできる。
シャフト4は、筒状体のカット後から仕上げ加工後までの任意の時点で、通孔3に挿通して固定できる。
前者の場合は、シャフト4の圧入と同時に電気的な接合と機械的な固定が完了する。
また後者の場合は、オーブン中での加熱によって筒状体が二次架橋されるのと同時に熱硬化性接着剤が硬化して、当該シャフト4がローラ本体2に機械的に固定されるとともに、電気的に接合される。
しかも、紫外線の照射によって形成される酸化膜6は、例えば従来の、塗剤を塗布して形成されるコーティング膜のような問題を生じることがない上、厚みの均一性やローラ本体2との密着性等にも優れている。
《ゴム組成物》
ローラ本体を形成するゴム組成物は、ゴムに、当該ゴムを架橋させるための架橋成分や各種添加剤を配合して調製される。
ゴム組成物のもとになるゴムとしては、帯電ローラのローラ抵抗値を好適な範囲に調整するために、イオン導電性ゴムを用いるのが好ましい。イオン導電性ゴムとしては、例えばエピクロルヒドリンゴム等が挙げられる。
またゴムとしては、ゴム組成物に良好な加工性を付与したり、ローラ本体の機械的強度や耐久性等を向上したり、あるいはローラ本体にゴムとしての良好な特性、すなわち柔軟で、しかも圧縮永久ひずみが小さくヘタリを生じにくい特性を付与したりするため、上記イオン導電性ゴムとともにジエン系ゴムを併用するのが好ましい。
エピクロルヒドリンゴムとしては、繰り返し単位としてエピクロルヒドリンを含み、イオン導電性を有する種々の重合体が使用可能である。
エピクロルヒドリンゴムとしては、例えばエピクロルヒドリン単独重合体、エピクロルヒドリン−エチレンオキサイド二元共重合体(ECO)、エピクロルヒドリン−プロピレンオキサイド二元共重合体、エピクロルヒドリン−アリルグリシジルエーテル二元共重合体、エピクロルヒドリン−エチレンオキサイド−アリルグリシジルエーテル三元共重合体(GECO)、エピクロルヒドリン−プロピレンオキサイド−アリルグリシジルエーテル三元共重合体、エピクロルヒドリン−エチレンオキサイド−プロピレンオキサイド−アリルグリシジルエーテル四元共重合体等の1種または2種以上が挙げられる。
上記両共重合体におけるエチレンオキサイド含量は、いずれも30モル%以上、特に50モル%以上であるのが好ましく、80モル%以下であるのが好ましい。
一方、エチレンオキサイド含量が上記範囲を超える場合には、エチレンオキサイドの結晶化が起こり、分子鎖のセグメント運動が妨げられるため、逆に帯電ローラのローラ抵抗値が上昇する傾向がある。また架橋後のローラ本体が硬くなりすぎたり、架橋前のゴム組成物の、加熱溶融時の粘度が上昇して加工性が低下したりするおそれもある。
またGECOにおけるアリルグリシジルエーテル含量は0.5モル%以上、特に2モル%以上であるのが好ましく、10モル%以下、特に5モル%以下であるのが好ましい。
一方、アリルグリシジルエーテルはGECOの架橋時に架橋点として機能するため、アリルグリシジルエーテル含量が上記の範囲を超える場合には、GECOの架橋密度が高くなりすぎることによって分子鎖のセグメント運動が妨げられて、却ってローラ抵抗値が上昇する傾向がある。
なおGECOとしては、先に説明した3種の単量体を共重合させた狭義の意味での共重合体の他に、エピクロルヒドリン−エチレンオキサイド共重合体(ECO)をアリルグリシジルエーテルで変性した変性物も知られており、本発明ではこのいずれのGECOも使用可能である。
(ジエン系ゴム)
前述したようにジエン系ゴムは、ゴム組成物に良好な加工性を付与したり、ローラ本体の機械的強度や耐久性等を向上したり、あるいはローラ本体にゴムとしての良好な特性、すなわち柔軟で、しかも圧縮永久ひずみが小さくヘタリを生じにくい特性を付与したりするために機能する。
ジエン系ゴムとしては、例えば天然ゴム、イソプレンゴム(IR)、ブタジエンゴム(BR)、スチレンブタジエンゴム(SBR)、クロロプレンゴム(CR)、アクリロニトリルブタジエンゴム(NBR)等の1種または2種以上が挙げられる。
すなわちゴムとしては、エピクロルヒドリンゴム、CRおよびNBRの3種を併用するのが好ましい。なお3種のゴムとしては、それぞれグレードの異なるものなどを2種以上併用してもよい。
かかる併用系においてCRは、分子中に塩素原子を多く含むことから、上述したジエン系ゴムとしての機能に加えて、帯電ローラの帯電特性を向上させるためにも機能する。またCRは極性ゴムであるため、帯電ローラのローラ抵抗値を微調整するためにも機能する。
このうち硫黄変性タイプのCRは、クロロプレンと、分子量調整剤としての硫黄とを共重合させたポリマを、チウラムジスルフィド等で可塑化して所定の粘度に調整することで合成される。
このうちメルカプタン変性タイプのCRは、例えばn−ドデシルメルカプタン、tert−ドデシルメルカプタン、オクチルメルカプタン等のアルキルメルカプタン類を分子量調整剤として使用すること以外は、硫黄変性タイプのCRと同様にして合成される。
またCRは、その結晶化速度に基づいて、当該結晶化速度が遅いタイプ、中庸であるタイプ、および速いタイプに分類される。
本発明においては、いずれのタイプのCRを用いてもよいが、中でも非硫黄変性タイプで、かつ結晶化速度が遅いタイプのCRが好ましい。
これらCRの1種または2種以上を使用できる。
NBRは、前述したジエン系ゴムとしての機能に優れている。また、NBRは極性ゴムであるため、帯電ローラのローラ抵抗値を微調整するためにも機能する。
またNBRとしては、伸展油を加えて柔軟性を調整した油展タイプのものと加えない非油展タイプのものとがあるが、本発明では、やはり感光体の汚染を防止するために、ブリード物質となりうる伸展油を含まない非油展タイプのNBRを用いるのが好ましい。
(ゴムの配合割合)
ゴムの配合割合は、帯電ローラに求められる各種の特性、特にローラ抵抗値やローラ本体の柔軟性等に応じて任意に設定できる。
ただし、エピクロルヒドリンゴムの配合割合は、ゴムの総量100質量部中の15質量部以上、特に30質量部以上であるのが好ましく、80質量部以下、特に70質量部以下であるのが好ましい。
一方、エピクロルヒドリンゴムの配合割合が上記の範囲を超える場合には、相対的にジエン系ゴムの割合が少なくなるため、ゴム組成物に良好な加工性を付与したり、ローラ本体にゴムとしての良好な特性を付与したり、外周面に、前述した機能を有する連続した酸化膜を形成したりできないおそれがある。
CRの配合割合は、ゴムの総量100質量部あたり5質量部以上であるのが好ましく、30質量部以下、特に20質量部以下であるのが好ましい。
一方、CRの配合割合が上記の範囲を超える場合には、相対的にエピクロルヒドリンゴムが少なくなるため、帯電ローラのローラ抵抗値を好適な範囲まで十分に低下できないおそれがある。
〈架橋成分〉
架橋成分としては、チオウレア系架橋剤、ならびに硫黄系架橋剤を併用するのが好ましい。
チオウレア系架橋剤としては、分子中にチオウレア構造を有し、主にECOおよび/またはGECOの架橋剤として機能しうる種々のチオウレア化合物が使用可能である。
チオウレア系架橋剤としては、例えばエチレンチオウレア、N,N′−ジフェニルチオ
ウレア、トリメチルチオウレア、式(1):
(Cn2n+1NH)2C=S (1)
〔式中、nは1〜12の整数を示す。〕で表されるチオウレア、テトラメチルチオウレア等の1種または2種以上が挙げられる。特にエチレンチオウレアが好ましい。
(架橋促進剤)
チオウレア系架橋剤には、当該チオウレア系架橋剤によるECOおよび/またはGECOの架橋反応を促進する種々の架橋促進剤を併用してもよい。
トリルグアニジン、1-o-トリルビグアニド等のグアニジン系促進剤などの1種または2種以上が挙げられる。特に1,3−ジ−o−トリルグアニジンが好ましい。
架橋促進剤の配合割合は、架橋反応を促進する効果を十分に発現させることを考慮すると、ゴムの総量100質量部あたり0.1質量部以上であるのが好ましく、1質量部以下であるのが好ましい。
主にジエン系ゴムやGECOを架橋させるための硫黄系架橋剤としては、例えば粉末硫黄、オイル処理粉末硫黄、沈降硫黄、コロイド硫黄、分散性硫黄等の硫黄や、あるいはテトラメチルチウラムジスルフィド、N,N−ジチオビスモルホリン等の有機含硫黄化合物などが挙げられ、特に硫黄が好ましい。
なお、例えば硫黄としてオイル処理粉末硫黄、分散性硫黄等を使用する場合、上記配合割合は、それぞれの中に含まれる有効成分としての硫黄自体の割合とする。
(架橋促進剤)
硫黄系架橋剤には、当該硫黄系架橋剤によるジエン系ゴム等の架橋反応を促進する種々の架橋促進剤を併用してもよい。
チアゾール系促進剤としては、例えば2−メルカプトベンゾチアゾール、ジ−2−ベンゾチアゾリルジスルフィド、2−メルカプトベンゾチアゾールの亜鉛塩、2-メルカプト
ベンゾチアゾールのシクロヘキシルアミン塩、2−(N,N−ジエチルチオカルバモイル
チオ)ベンゾチアゾール、2−(4′−モルホリノジチオ)ベンゾチアゾール等の1種または2種以上が挙げられる。特にジ−2−ベンゾチアゾリルジスルフィドが好ましい。
チレンチウラムテトラスルフィド等の1種または2種以上が挙げられる。特にテトラメチルチウラムモノスルフィドが好ましい。
〈導電剤〉
ゴム組成物には、さらに導電剤としての、分子中にフルオロ基およびスルホニル基を有する陰イオンと、陽イオンとの塩(イオン塩)を配合してもよい。
イオン塩を構成する、分子中にフルオロ基およびスルホニル基を有する陰イオンとしては、例えばフルオロアルキルスルホン酸イオン、ビス(フルオロアルキルスルホニル)イミドイオン、トリス(フルオロアルキルスルホニル)メチドイオン等の1種または2種以上が挙げられる。
またビス(フルオロアルキルスルホニル)イミドイオンとしては、例えば(CF3SO2)2N−、(C2F5SO2)2N−、(C4F9SO2)(CF3SO2)N−、(FSO2C6F4)(CF3SO2)N−、(C8F17SO2)(CF3SO2)N−、(CF3CH2OSO2)2N−、(CF3CF2CH2OSO2)2N−、(HCF2CF2CH2OSO2)2N−、[(CF3)2CHOSO2]2N−等の1種または2種以上が挙げられる。
また陽イオンとしては、例えばナトリウム、リチウム、カリウム等のアルカリ金属のイオン、ベリリウム、マグネシウム、カルシウム、ストロンチウム、バリウム等の第2族元素のイオン、遷移元素のイオン、両性元素の陽イオン、第4級アンモニウムイオン、イミダゾリウム陽イオン等の1種または2種以上が挙げられる。
中でも、ゴム組成物のイオン導電性を向上して帯電ローラのローラ抵抗値を低下させる効果の点で、(CF3SO2)2NLi〔リチウム・ビス(トリフルオロメタンスルホニル)イミドLi−TFSI〕、および/または(CF3SO2)2NK〔カリウム・ビス(トリフルオロメタンスルホニル)イミド、K−TFSI〕が好ましい。
〈その他〉
ゴム組成物には、さらに必要に応じて、各種の添加剤を配合してもよい。添加剤としては、例えば架橋促進助剤、受酸剤、充填剤、可塑剤、加工助剤、劣化防止剤等が挙げられる。
架橋促進助剤の配合割合は、個別に、ゴムの総量100質量部あたり0.1質量部以上であるのが好ましく、7質量部以下であるのが好ましい。
受酸剤としては、酸受容体として作用する種々の物質を用いることができるが、中でも分散性に優れたハイドロタルサイト類またはマグサラットが好ましく、特にハイドロタルサイト類が好ましい。
受酸剤の配合割合は、ゴムの総量100質量部あたり0.1質量部以上であるのが好ましく、7質量部以下であるのが好ましい。
充填剤としては、例えば酸化亜鉛、シリカ、カーボンブラック、クレー、タルク、炭酸カルシウム、炭酸マグネシウム、水酸化アルミニウム等の1種または2種以上が挙げられる。
また、充填剤として導電性カーボンブラックを用いると、ローラ本体に電子導電性を付与できる。
導電性カーボンブラックとしては、例えばアセチレンブラック等が挙げられる。
導電性カーボンブラックの配合割合は、ゴムの総量100質量部あたり1質量部以上であるのが好ましく、7質量部以下であるのが好ましい。
可塑剤および/または加工助剤の配合割合は、ゴムの総量100質量部あたり3質量部以下であるのが好ましい。
このうち老化防止剤は、帯電ローラのローラ抵抗値の環境依存性を低減するとともに、連続通電時のローラ抵抗値の上昇を抑制する働きをする。老化防止剤としては、例えばジエチルジチオカルバミン酸ニッケル、ジブチルジチオカルバミン酸ニッケル等が挙げられる。
また添加剤としては、さらにスコーチ防止剤、滑剤、顔料、帯電防止剤、難燃剤、中和剤、造核剤、共架橋剤等の各種添加剤を、任意の割合で配合してもよい。
例えば、帯電ローラに好適なローラ抵抗値を付与できる、機械的強度や耐久性等に優れたローラ本体を形成できる、当該ローラ本体に、柔軟で、しかも圧縮永久ひずみが小さくヘタリを生じにくい特性を付与できる、といった要件を満足しうる種々のゴム組成物によって、単層のローラ本体を形成することができる。
本発明の帯電ローラは、例えばレーザープリンタ、静電式複写機、普通紙ファクシミリ装置、およびこれらの複合機等の、電子写真法を利用した各種の画像形成装置に組み込んで用いることができる。
なお実施例、比較例で製造した帯電ローラの、ローラ本体の外周面の、表面粗さ成分および表面うねり成分の空隙容積Vvは、前述したように形状解析レーザー顕微鏡〔(株)キーエンス製のVK−X150/160〕を用いて、観察面積:55625μm2の範囲で、当該外周面の表面形状を測定した結果から、下記の方法で求めた値でもって表すこととする。
上記形状解析レーザー顕微鏡を用いて測定した外周面の表面形状の測定結果(原表面)を、メディアンフィルタ(3×3)を用いて平滑化し、平面傾きを補正し、さらに面状補正−うねり除去を強さ20で2回実行することで表面うねり成分を除去して計測表面を求めた。
そして両容積の和Vvc+Vvvを求めて、表面粗さ成分の空隙容積Vvとし、当該表面粗さ成分の空隙容積Vvが0.3ml/m2以上であったものを「×」、0.3ml/m2未満であったものを「○」と評価した。
上記形状解析レーザー顕微鏡を用いて測定した外周面の表面形状の測定結果(原表面)を、25μmのローパスフィルタを用いて処理して高周波成分(表面粗さ成分)を除去し、メディアンフィルタ(3×3)を用いて平滑化し、さらに平面傾きを補正して計測表面を求めた。
そして両容積の和Vvc+Vvvを求めて、表面うねり成分の空隙容積Vvとし、当該表面うねり成分の空隙容積Vvが0.05ml/m2未満、または6ml/m2を超えていたものを「×」、0.05ml/m2以上、6ml/m2以下であったものを「○」と評価した。
上記表面うねり成分の空隙容積Vvを演算する際に求めた計測表面(表面うねり成分)のデータから、ローラ本体の軸方向における、上記表面うねり成分を構成する凹凸の、凹部の深さの平均値(μm)を求めた。
〈算術平均高さSa〉
上記形状解析レーザー顕微鏡を用いて測定した外周面の表面形状の測定結果(原表面)の平面傾きを補正し、さらに面状補正して計測表面を求めた。
〈実施例1〉
(ゴム組成物の調製)
ゴムとしては、ECO〔(株)大阪ソーダ製のエピクロマー(登録商標)D、EO/EP=61/39(モル比)〕15質量部、GECO〔(株)大阪ソーダ製のエピオン(登録商標)301、EO/EP/AGE=73/23/4(モル比)〕45質量部、CR〔昭和電工(株)製のショウプレン(登録商標)WRT、非油展〕10質量部、およびNBR〔JSR(株)製のJSR N250 SL、低ニトリルNBR、アクリロニトリル含量:20%、非油展〕30質量部を配合した。
イオン塩:カリウム・ビス(トリフルオロメタンスルホニル)イミド〔三菱マテリアル電子化成(株)製のEF−N112、K−TFSI〕
架橋促進助剤:酸化亜鉛2種〔堺化学工業(株)製〕
受酸剤:ハイドロタルサイト類〔協和化学工業(株)製のDHT−4A(登録商標)−2〕
充填剤:導電性カーボンブラック〔電気化学工業(株)製のデンカブラック(登録商標)、アセチレンブラック、粒状〕
加工助剤:ステアリン酸亜鉛〔堺化学工業(株)製のSZ−2000〕
老化防止剤:ジブチルジチオカルバミン酸ニッケル〔大内新興化学工業(株)製のノクラック(登録商標)NBC〕
次いで混練を続けながら、下記の架橋成分を配合してさらに混練してゴム組成物を調製した。
分散性硫黄:架橋剤〔鶴見化学工業(株)製の商品名サルファックスPS、硫黄分:99.5%〕
促進剤TS:テトラメチルチウラムモノスルフィド〔三新化学工業(株)製のサンセラー(登録商標)TS、チウラム系促進剤〕
促進剤DM:ジ−2−ベンゾチアゾリルジスルフィド〔大内新興化学工業(株)製のノクセラー(登録商標)DM、チアゾール系促進剤〕
チオウレア系架橋剤:エチレンチオウレア〔川口化学工業(株)製のアクセル(登録商標)22−S、2−メルカプトイミダゾリン〕
促進剤DT:1,3−ジ−o−トリルグアニジン〔三新化学工業(株)製のサンセラーDT、グアニジン系促進剤〕
(帯電ローラの製造)
調製したゴム組成物を、φ60の押出機に供給して、外径φ11.0mm、内径φ5.0mmの筒状に押出成形し、カットして架橋用の仮のシャフトに装着して加硫缶内で160℃×30分間架橋させた。
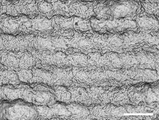
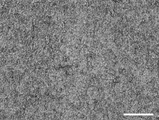
次に、研磨後の外周面をアルコール拭きしたのち、レーザー加工機〔(株)アマダミヤチ製のファイバーレーザー加工機ML−7320DL〕を用いてレーザー加工して、図2に示す、表面うねり成分を構成する低周波数の凹凸を形成した。レーザー加工時のレーザーの、照射位置の移動のピッチは40μm、隣り合う照射位置の重なり度合いは20%とし、それに合わせて出力を調整した。
製造した帯電ローラの、ローラ本体の外周面の、表面粗さ成分の空隙容積Vvは0.20ml/m2(○)、表面うねり成分の空隙容積Vvは1.90ml/m2(○)であった。また表面うねり成分を構成する凹凸の、凹部の深さ(平均値)は6μm、算術平均高さSaは1.3μmであった。
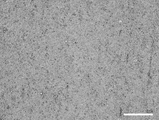
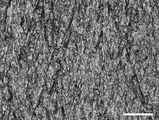
レーザー加工時のレーザーの、照射位置の移動のピッチを60μm、隣り合う照射位置の重なり度合いを30%とし、それに合わせて出力を調整したこと以外は実施例1と同様にして、帯電ローラを製造した。レーザー加工後の外周面を図3に示す。
製造した帯電ローラの、ローラ本体の外周面の、表面粗さ成分の空隙容積Vvは0.20ml/m2(○)、表面うねり成分の空隙容積Vvは4.00ml/m2(○)であった。また表面うねり成分を構成する凹凸の、凹部の深さ(平均値)は9μm、算術平均高さSaは2.7μmであった。
実施例1と同じゴム組成物を用い、実施例1と同じ工程を経て、金属シャフトに接着させて両端を整形した筒状体の外周面を、円筒研磨機を用いて乾式トラバース研磨し、次いで仕上げ研磨として#1000のラッピングフィルム〔三共理化学(株)製のミラーフィルム(登録商標)〕を用いた鏡面研磨をして、外径をφ9.5mm(公差0.05)に仕上げた。
製造した帯電ローラの、ローラ本体の外周面の、表面粗さ成分の空隙容積Vvは0.22ml/m2(○)、表面うねり成分の空隙容積Vvは0.28ml/m2(○)であった。また表面うねり成分を構成する凹凸の算術平均高さSaは0.2μmであった。
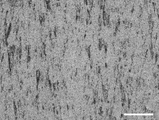
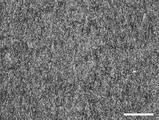
湿式ブラスト加工における、微細粒子の吹き付けの時間を12分間としたこと以外は実施例3と同様にして、帯電ローラを製造した。ブラスト加工後の外周面を図5に示す。
製造した帯電ローラの、ローラ本体の外周面の、表面粗さ成分の空隙容積Vvは0.09ml/m2(○)、表面うねり成分の空隙容積Vvは0.08ml/m2(○)であった。また表面うねり成分を構成する凹凸の算術平均高さSaは0.15μmであった。
湿式ブラスト加工における、微細粒子の吹き付けの時間を3分間としたこと以外は実施例3と同様にして、帯電ローラを製造した。ブラスト加工後の外周面を図6に示す。
製造した帯電ローラの、ローラ本体の外周面の、表面粗さ成分の空隙容積Vvは0.26ml/m2(○)、表面うねり成分の空隙容積Vvは0.37ml/m2(○)であった。また表面うねり成分を構成する凹凸の算術平均高さSaは0.35μmであった。
実施例1と同じゴム組成物を用い、実施例1と同じ工程を経て、金属シャフトに接着させて両端を整形した筒状体の外周面を、円筒研磨機を用いて乾式トラバース研磨し、次いで仕上げ研磨として#400のラッピングフィルム〔三共理化学(株)製のミラーフィルム〕を用いた鏡面研磨をして、外径をφ9.5mmに仕上げた。
製造した帯電ローラの、ローラ本体の外周面の、表面粗さ成分の空隙容積Vvは0.28ml/m2(○)、表面うねり成分の空隙容積Vvは0.37ml/m2(○)であった。また表面うねり成分を構成する凹凸の算術平均高さSaは0.4μmであった。
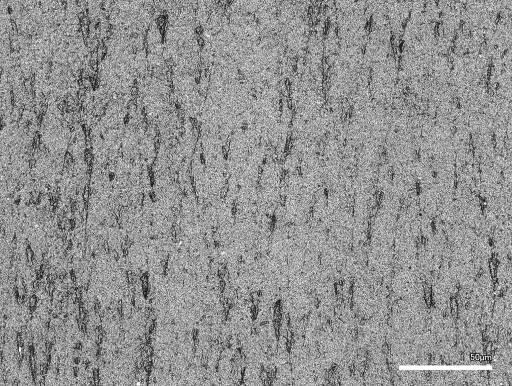
レーザー加工時のレーザーの、照射位置の移動のピッチを80μm、隣り合う照射位置の重なり度合いを30%とし、それに合わせて出力を調整したこと以外は実施例1と同様にして、帯電ローラを製造した。レーザー加工後の外周面を図8に示す。
製造した帯電ローラの、ローラ本体の外周面の、表面粗さ成分の空隙容積Vvは0.20ml/m2(○)、表面うねり成分の空隙容積Vvは7.10ml/m2(×)であった。また表面うねり成分を構成する凹凸の、凹部の深さ(平均値)は15μm、算術平均高さSaは3.6μmであった。
研磨後の外周面をレーザー加工もブラスト加工もせず、直ちに仕上げ研磨として#400のラッピングフィルム〔三共理化学(株)製のミラーフィルム〕を用いた鏡面研磨をしてアルコール拭きしたのち、紫外線を照射して酸化膜を形成したこと以外は実施例1と同様にして、外周面が図9に示す状態の帯電ローラを製造した。
〈比較例3〉
研磨後の外周面をレーザー加工もブラスト加工もせず、直ちに仕上げ研磨として#1000のラッピングフィルム〔三共理化学(株)製のミラーフィルム〕を用いた鏡面研磨をしてアルコール拭きしたのち、紫外線を照射して酸化膜を形成したこと以外は実施例1と同様にして、外周面が図10に示す状態の帯電ローラを製造した。
〈比較例4〉
研磨後の外周面をレーザー加工もブラスト加工もせずにアルコール拭きしたのち、紫外線を照射して酸化膜を形成したこと以外は実施例1と同様にして、外周面が図11に示す状態の帯電ローラを製造した。
〈実機試験〉
感光体と、当該感光体の表面に常時接触させて配設された帯電ローラとを備え、レーザープリンタ本体に着脱自在とされたフォトコンダクタユニット〔レックスマーク インターナショナル社製〕の、純正の帯電ローラに代えて、実施例、比較例で製造した帯電ローラを組み込んだ。
以上の結果を表3、表4に示す。
2 ローラ本体
3 通孔
4 シャフト
5 外周面
6 酸化膜
Claims (4)
- ローラ本体を備え、前記ローラ本体は、ゴムを含むゴム組成物の架橋物によって単層に形成されているとともに、前記ローラ本体の外周面は、国際標準化機構規格ISO25178−2:2012において規定された、コア部の空隙容積Vvcと谷部の空隙容積Vvvとの和Vvc+Vvvで表される空隙容積Vvが、多数の凹凸からなる表面粗さ成分において0.3ml/m2未満で、かつ前記表面粗さ成分より低周波数の多数の凹凸からなる表面うねり成分において0.05ml/m2以上、6ml/m2以下である帯電ローラ。
- 前記ローラ本体の前記外周面は、酸化膜を備えている請求項1に記載の帯電ローラ。
- 前記請求項1または2に記載の帯電ローラの製造方法であって、前記ローラ本体の前記外周面を研磨する工程、および研磨した前記外周面にレーザー加工、湿式ブラスト加工および乾式ブラスト加工からなる群より選ばれた少なくとも1種の加工をすることで、前記外周面を、前記表面粗さ成分の空隙容積Vvが0.3ml/m2未満、前記表面うねり成分の空隙容積Vvが0.05ml/m2以上、6ml/m2以下となるように仕上げる工程を含む、帯電ローラの製造方法。
- 前記仕上げの工程後、さらに前記外周面に紫外線を照射することで、前記ゴムを酸化させて前記酸化膜を形成する工程を含む請求項3に記載の帯電ローラの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201711420161.6A CN108345195B (zh) | 2017-01-23 | 2017-12-25 | 充电辊及其制造方法 |
| US15/855,222 US10067439B2 (en) | 2017-01-23 | 2017-12-27 | Charging roller, and method of producing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017009486 | 2017-01-23 | ||
| JP2017009486 | 2017-01-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018120198A JP2018120198A (ja) | 2018-08-02 |
| JP6889832B2 true JP6889832B2 (ja) | 2021-06-18 |
Family
ID=63044405
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017076825A Active JP6889832B2 (ja) | 2017-01-23 | 2017-04-07 | 帯電ローラおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6889832B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6913280B2 (ja) * | 2017-04-07 | 2021-08-04 | 住友ゴム工業株式会社 | 現像ローラおよびその製造方法 |
| WO2020158921A1 (ja) * | 2019-02-01 | 2020-08-06 | 大日本印刷株式会社 | 化粧材 |
| JP7415244B2 (ja) * | 2019-12-04 | 2024-01-17 | 住友ゴム工業株式会社 | 現像ローラおよびその製造方法 |
| JP7621041B2 (ja) * | 2021-02-19 | 2025-01-24 | 住友理工株式会社 | 電子写真機器用帯電ロール |
| JP7011139B1 (ja) | 2021-05-20 | 2022-01-26 | 株式会社オカノブラスト | 部材の粗面化方法および粗面化部材 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0844141A (ja) * | 1994-07-29 | 1996-02-16 | Ricoh Co Ltd | 帯電用部材 |
| JPH1173006A (ja) * | 1997-08-29 | 1999-03-16 | Shin Etsu Polymer Co Ltd | 半導電性ロールおよびこれを用いた現像装置 |
| JP2001317539A (ja) * | 2000-05-02 | 2001-11-16 | Shin Etsu Polymer Co Ltd | 高精細ロール及びこれを備えた画像形成装置 |
| JP4341640B2 (ja) * | 2006-05-18 | 2009-10-07 | 東海ゴム工業株式会社 | 電子写真機器用導電性ロールおよびその製造方法 |
| JP2008116869A (ja) * | 2006-11-08 | 2008-05-22 | Tokai Rubber Ind Ltd | 導電性ロールの製法およびそれにより得られた導電性ロール |
| JP2008233442A (ja) * | 2007-03-20 | 2008-10-02 | Tokai Rubber Ind Ltd | 帯電ロール |
| US8038591B2 (en) * | 2007-03-27 | 2011-10-18 | Lexmark International, Inc. | Image forming apparatus component with triboelectric properties |
| JP6418695B2 (ja) * | 2015-04-06 | 2018-11-07 | 住友ゴム工業株式会社 | 半導電性ローラ |
| JP6769063B2 (ja) * | 2016-03-22 | 2020-10-14 | 富士ゼロックス株式会社 | 帯電部材、帯電装置、プロセスカートリッジ、及び画像形成装置 |
| JP6769062B2 (ja) * | 2016-03-22 | 2020-10-14 | 富士ゼロックス株式会社 | 帯電部材、帯電装置、プロセスカートリッジ、及び画像形成装置 |
| JP6701854B2 (ja) * | 2016-03-22 | 2020-05-27 | 富士ゼロックス株式会社 | 帯電部材、帯電装置、プロセスカートリッジ、及び画像形成装置 |
-
2017
- 2017-04-07 JP JP2017076825A patent/JP6889832B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018120198A (ja) | 2018-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6913280B2 (ja) | 現像ローラおよびその製造方法 | |
| JP6889832B2 (ja) | 帯電ローラおよびその製造方法 | |
| JP6109117B2 (ja) | 半導電性ローラおよびその製造方法 | |
| CN108345195B (zh) | 充电辊及其制造方法 | |
| JP6799776B2 (ja) | 帯電ローラおよびその製造方法 | |
| JP6323955B2 (ja) | 半導電性ローラ | |
| JP2016197218A (ja) | 半導電性ローラ | |
| JP2019183002A (ja) | 半導電性ローラとその製造方法 | |
| JP7079412B2 (ja) | 現像ローラ | |
| JP6913282B2 (ja) | 半導電性ローラ | |
| JP6172846B2 (ja) | 半導電性ローラおよび画像形成装置 | |
| JP2021026035A (ja) | 現像ローラおよびその製造方法 | |
| JP7075590B2 (ja) | 現像ローラ | |
| JP6909401B2 (ja) | 帯電ローラおよびその製造方法 | |
| JP7011769B2 (ja) | 半導電性ローラおよびその製造方法 | |
| JP2021026034A (ja) | 現像ローラおよびその製造方法 | |
| JP7415244B2 (ja) | 現像ローラおよびその製造方法 | |
| JP6802970B2 (ja) | 半導電性ローラとその製造方法 | |
| US10712685B2 (en) | Developing roller and method of producing the same | |
| JP2021175997A (ja) | 現像ローラ | |
| JP2021076744A (ja) | 導電性ローラとその製造方法 | |
| JP6963722B2 (ja) | 半導電性ローラおよびその製造方法 | |
| JP2020076942A (ja) | 現像ローラ | |
| JP2021182118A (ja) | 現像ローラおよびその製造方法 | |
| JP2021089344A (ja) | 現像ローラ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201214 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210422 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210505 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6889832 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |