JP6861447B2 - 電子部品実装機及び電子部品実装方法 - Google Patents
電子部品実装機及び電子部品実装方法 Download PDFInfo
- Publication number
- JP6861447B2 JP6861447B2 JP2020051956A JP2020051956A JP6861447B2 JP 6861447 B2 JP6861447 B2 JP 6861447B2 JP 2020051956 A JP2020051956 A JP 2020051956A JP 2020051956 A JP2020051956 A JP 2020051956A JP 6861447 B2 JP6861447 B2 JP 6861447B2
- Authority
- JP
- Japan
- Prior art keywords
- electronic components
- tape material
- component mounting
- electronic component
- mounting machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
Landscapes
- Supply And Installment Of Electrical Components (AREA)
Description
4:電子部品
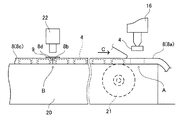
6:リール
8:テープ材
8a:第1のテープ材(使用中のテープ材)
8b:第1のテープ材の終端
8b:第2のテープ材(次のテープ材)
8d:第2のテープ材の始端
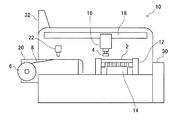
10:電子部品実装機
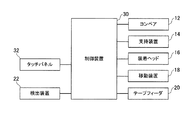
16:装着ヘッド
20:テープフィーダ
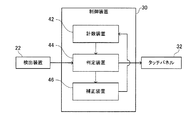
22:検出装置
30:制御装置
32:タッチパネル
42:計数装置
44:判定装置
46:補正装置
Claims (7)
- 複数の電子部品を収容するテープ材を送り出すテープフィーダから取上位置において電子部品を取り上げて取り上げた電子部品を回路基板に装着する装着ヘッドを有する電子部品実装機であり、
前記テープフィーダが送り出す第1のテープ材が収容する電子部品数の初期値から、前記電子部品実装機の動作量に応じた消費数を減算することによって、前記第1のテープ材に残存する電子部品数を計数する計数装置と、
前記第1のテープ材の終端に第2のテープ材の始端を繋ぎ合わせたスプライス部を検出位置において検出する検出装置と、
前記検出装置が前記スプライス部を検出したときに、前記計数装置による計数値が所定の正常範囲内にあるのか否かを判定する判定装置と、
前記計数装置による計数値が前記正常範囲内にあるときに、前記計数装置による計数値を所定の正常値に補正する補正装置と、
を備え、
前記正常値は、前記検出位置と前記取上位置との間の距離に基づいて予め決定された電子部品数である電子部品実装機。 - 前記正常値は、前記検出位置と前記取上位置との間の距離に、前記第1のテープ材が単位長さあたりに収容する電子部品数を乗じた数である請求項1に記載の電子部品実装機。
- 複数の電子部品を収容するテープ材を送り出すテープフィーダから取上位置において電子部品を取り上げて取り上げた電子部品を回路基板に装着する装着ヘッドを有する電子部品実装機であり、
前記テープフィーダが送り出す第1のテープ材が収容する電子部品数の初期値から、前記電子部品実装機の動作量に応じた消費数を減算することによって、前記第1のテープ材に残存する電子部品数を計数する計数装置と、
前記第1のテープ材の終端に第2のテープ材の始端を繋ぎ合わせたスプライス部を検出位置において検出する検出装置と、
前記検出装置が前記スプライス部を検出したときに、前記計数装置による計数値が所定の正常範囲内にあるのか否かを判定する判定装置と、
を備え、
前記判定装置は、前記検出位置と前記取上位置との間の距離に基づいて予め決定された電子部品数に応じて前記正常範囲を変更する電子部品実装機。 - 前記判定装置は、前記検出位置と前記取上位置との間の距離に基づいて予め決定された電子部品数に、所定の係数を乗じることによって、正常範囲を規定する上限または下限の少なくとも一方を決定する請求項3に記載の電子部品実装機。
- 前記判定装置は、前記検出位置と前記取上位置との間の距離に基づいて予め決定された電子部品数に、所定の数を加算又は減算することによって、正常範囲を規定する上限又は下限の少なくとも一方を決定する請求項3に記載の電子部品実装機。
- 電子部品実装機を用いて電子部品を回路基板に装着する電子部品実装方法であって、
複数の電子部品を収容する第1のテープ材を、装着ヘッドが電子部品を取り上げる位置である取上位置へ送り出す送り出し工程と、
前記第1のテープ材が収容する電子部品数の初期値から、前記電子部品実装機の動作量に応じた消費数を減算することによって、前記第1のテープ材に残存する電子部品数を計数する計数工程と、
前記第1のテープ材の終端に第2のテープ材の始端を繋ぎ合わせたスプライス部を検出位置において検出する検出工程と、
前記検出工程において前記スプライス部を検出したときに、前記計数工程において計数された計数値が所定の正常範囲内にあるのか否かを判定する判定工程と、
前記計数値が前記正常範囲内にあるときに、前記検出位置と前記取出位置との間の距離に基づいて予め決定された電子部品数である正常値に、前記計数値を補正する補正工程と、
を含む電子部品実装方法。 - 電子部品実装機を用いて電子部品を回路基板に装着する電子部品実装方法であって、
複数の電子部品を収容する第1のテープ材を、装着ヘッドが電子部品を取り上げる位置である取上位置へ送り出す送り出し工程と、
前記第1のテープ材が収容する電子部品数の初期値から、前記電子部品実装機の動作量に応じた消費数を減算することによって、前記第1のテープ材に残存する電子部品数を計数する計数工程と、
前記第1のテープ材の終端に第2のテープ材の始端を繋ぎ合わせたスプライス部を検出位置において検出する検出工程と、
前記検出工程において前記スプライス部を検出したときに、前記計数工程において計数された計数値が、所定の正常範囲内にあるのか否かを判定する判定工程と、
前記判定工程の判定に用いられる前記正常範囲を、前記検出位置と前記取出位置との間の距離に基づいて予め決定された電子部品数に応じて変更する変更工程と、
を含む電子部品実装方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020051956A JP6861447B2 (ja) | 2020-03-24 | 2020-03-24 | 電子部品実装機及び電子部品実装方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020051956A JP6861447B2 (ja) | 2020-03-24 | 2020-03-24 | 電子部品実装機及び電子部品実装方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015174265A Division JP6684016B2 (ja) | 2015-09-04 | 2015-09-04 | 電子部品実装機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020107906A JP2020107906A (ja) | 2020-07-09 |
| JP6861447B2 true JP6861447B2 (ja) | 2021-04-21 |
Family
ID=71449501
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020051956A Active JP6861447B2 (ja) | 2020-03-24 | 2020-03-24 | 電子部品実装機及び電子部品実装方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6861447B2 (ja) |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6348591B2 (ja) * | 2014-07-02 | 2018-06-27 | 株式会社Fuji | 電子部品実装機 |
-
2020
- 2020-03-24 JP JP2020051956A patent/JP6861447B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020107906A (ja) | 2020-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6348591B2 (ja) | 電子部品実装機 | |
| JP5982649B2 (ja) | 部品実装方法および部品実装装置 | |
| CN103096705B (zh) | 安装装置、元件耗尽确定方法以及程序 | |
| US10058020B2 (en) | Electronic component mounting system | |
| JP2014110322A (ja) | 電子部品実装装置におけるキャリアテープのセット正否判定システムおよびキャリアテープのセット正否判定方法 | |
| US7054707B2 (en) | Electronic component mounting system and electronic component mounting method | |
| JP6861447B2 (ja) | 電子部品実装機及び電子部品実装方法 | |
| JP4074147B2 (ja) | パーツフィーダおよび部品実装装置 | |
| US10667446B2 (en) | Component pickup rate calculating system for a component mounter | |
| JP6620306B2 (ja) | 部品実装方法および部品実装装置 | |
| CN111034385B (zh) | 制造系统及制造系统的控制方法 | |
| JP2010199256A (ja) | 電子部品装着装置の管理システムにおける管理方法 | |
| JP2006100332A (ja) | 表面実装機 | |
| JP6684016B2 (ja) | 電子部品実装機 | |
| JP3860512B2 (ja) | 部品供給フィーダ、部品実装装置、部品実装システム、及び装着確認方法 | |
| JP7223136B2 (ja) | 部品実装装置 | |
| JP2011049279A (ja) | 電子部品装着装置 | |
| JP7345130B2 (ja) | 部品テープ管理装置、部品テープ管理システム、および部品テープ管理方法 | |
| JP6698319B2 (ja) | 部品供給フィーダ | |
| WO2017145625A1 (ja) | 在庫管理装置、在庫管理システム、在庫管理方法およびプログラム | |
| JP4340607B2 (ja) | 実装メンテナンスに用いる制御装置 | |
| JP3078648B2 (ja) | 部品実装方法 | |
| JP7531152B2 (ja) | 方法および部品装着装置 | |
| JP2019096803A (ja) | 部品認識装置及び部品実装装置 | |
| JP2020113801A (ja) | 部品供給フィーダ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200414 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200414 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200407 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210302 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210323 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6861447 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |