JP6855483B2 - 熱可塑性プラスチックを射出するための型および当該型を使用する方法 - Google Patents
熱可塑性プラスチックを射出するための型および当該型を使用する方法 Download PDFInfo
- Publication number
- JP6855483B2 JP6855483B2 JP2018532825A JP2018532825A JP6855483B2 JP 6855483 B2 JP6855483 B2 JP 6855483B2 JP 2018532825 A JP2018532825 A JP 2018532825A JP 2018532825 A JP2018532825 A JP 2018532825A JP 6855483 B2 JP6855483 B2 JP 6855483B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- thermoplastic
- injecting
- vacuum
- injection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 46
- 229920001169 thermoplastic Polymers 0.000 title claims description 36
- 239000004416 thermosoftening plastic Substances 0.000 title claims description 25
- 238000002347 injection Methods 0.000 claims description 53
- 239000007924 injection Substances 0.000 claims description 53
- 239000000463 material Substances 0.000 claims description 39
- 239000012815 thermoplastic material Substances 0.000 claims description 26
- 238000009826 distribution Methods 0.000 claims description 24
- 230000009975 flexible effect Effects 0.000 claims description 19
- 230000008569 process Effects 0.000 claims description 17
- 239000012768 molten material Substances 0.000 claims description 13
- 239000004033 plastic Substances 0.000 claims description 12
- 229920003023 plastic Polymers 0.000 claims description 12
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 229920001296 polysiloxane Polymers 0.000 claims description 10
- 229920001971 elastomer Polymers 0.000 claims description 7
- 238000010438 heat treatment Methods 0.000 claims description 7
- 230000003014 reinforcing effect Effects 0.000 claims description 7
- 238000001816 cooling Methods 0.000 claims description 4
- 239000005060 rubber Substances 0.000 claims description 4
- 239000000806 elastomer Substances 0.000 claims description 3
- 238000007711 solidification Methods 0.000 claims description 3
- 230000008023 solidification Effects 0.000 claims description 3
- FGUUSXIOTUKUDN-IBGZPJMESA-N C1(=CC=CC=C1)N1C2=C(NC([C@H](C1)NC=1OC(=NN=1)C1=CC=CC=C1)=O)C=CC=C2 Chemical compound C1(=CC=CC=C1)N1C2=C(NC([C@H](C1)NC=1OC(=NN=1)C1=CC=CC=C1)=O)C=CC=C2 FGUUSXIOTUKUDN-IBGZPJMESA-N 0.000 claims 1
- 230000032258 transport Effects 0.000 claims 1
- 239000000047 product Substances 0.000 description 25
- 238000000465 moulding Methods 0.000 description 6
- 230000001276 controlling effect Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 239000004952 Polyamide Substances 0.000 description 3
- 239000012943 hotmelt Substances 0.000 description 3
- 239000008188 pellet Substances 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 230000008878 coupling Effects 0.000 description 2
- 238000010168 coupling process Methods 0.000 description 2
- 238000005859 coupling reaction Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000003796 beauty Effects 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 238000005345 coagulation Methods 0.000 description 1
- 230000015271 coagulation Effects 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000004005 microsphere Substances 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000001172 regenerating effect Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
- 239000004636 vulcanized rubber Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
- B29C33/40—Plastics, e.g. foam or rubber
- B29C33/405—Elastomers, e.g. rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/0022—Multi-cavity moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/44—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles
- B29C33/48—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with means for collapsing or disassembling
- B29C33/50—Moulds or cores; Details thereof or accessories therefor with means for, or specially constructed to facilitate, the removal of articles, e.g. of undercut articles with means for collapsing or disassembling elastic or flexible
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/03—Injection moulding apparatus
- B29C45/04—Injection moulding apparatus using movable moulds or mould halves
- B29C45/0441—Injection moulding apparatus using movable moulds or mould halves involving a rotational movement
- B29C45/045—Injection moulding apparatus using movable moulds or mould halves involving a rotational movement mounted on the circumference of a rotating support having a rotating axis perpendicular to the mould opening, closing or clamping direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/1756—Handling of moulds or mould parts, e.g. mould exchanging means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/34—Moulds having venting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/78—Measuring, controlling or regulating of temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76531—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76545—Flow rate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76551—Time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2883/00—Use of polymers having silicon, with or without sulfur, nitrogen, oxygen, or carbon only, in the main chain, as mould material
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Description
また、電子機器、家電製品、壁ブッシングなどの封入・封止に広く使用され、「ホットメルト」とも呼ばれる特殊な熱可塑性プラスチックを射出することにより、外形をカスタマイズすることができる低圧成形(LPM)技法をハイライトすることができる。さらに、プラスチック材料で作られた製品を成形するための装置を規定しているが、これまでの技法と同様に、アルミニウムまたは鋼の型が必要であるUS6821110をハイライトすることができる。
a)熱可塑性プラスチック材料をプロセス供給手段、例えばペレットの形態の材料を特定の抵抗を含むリザーバまたはその下部領域の加熱装置に導入する工程。
b)熱可塑性プラスチック材料を180℃から250℃の範囲の温度に加熱する工程。
c)圧力閉鎖によって、当該型を閉じる2つのプラットフォームの間に加硫シリコーンの型を配置して取り付ける工程であって、型をリザーバに接続するように設計された開口部を備えた固定された上部プラットフォームと、1から10バールの範囲の閉鎖圧力を作用させる空気圧式ピストンの作用の結果として動く支持プラットフォームとが慣習的に存在する工程。
d)溶融した材料をリザーバから内部熱可塑性プラスチック受容チャンバに導入する射出ノズルを介して、当該温度の熱可塑性プラスチック材料を当該型内に射出する工程であって、射出は、バリエータおよびタイマーによって調整される射出ポンプによって行われ、アクチュエータは、噴射ノズルを180℃から250℃の範囲の噴射温度(噴射ノズルはより高い温度にあり得る)、5から100バールの範囲の射出圧力、2から10グラム/秒の範囲の射出量、8から40秒の範囲の射出時間に制御する工程。
e)型が満たされている間に、最小容量が16m3/hの外部真空ポンプに接続された真空導管によって、型から内側の空気を除去する工程。
f)一旦、型が満たされたら、空気圧ピストンを開放して緩め、必要に応じて型を室温まで冷却する工程。
g)型の2つの部品を分離し、キャビティ内に作り出された製品を除去する工程。
a)熱可塑性プラスチック材料7を、例えば、ペレットの形態で、その下部領域に特定の抵抗器81または加熱装置を備えたリザーバ8に導入する。
b)熱可塑性プラスチック材料7を180℃から250℃の範囲の温度に加熱する。
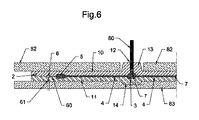
c)加硫されたシリコーン型1を、固定され、型1をリザーバ8に接続するように設計された開口部を備える上部プラットフォーム82と、閉鎖圧力を作用させる空気圧ピストン84の作用により移動する支持プラットフォーム83とによる2つのプラットフォームの間に配置して取り付ける。
d)溶融材料7をリザーバから型1の内部受容チャンバ3に導入する射出ノズル80を介して、熱可塑性材料7を型1内に注入する。射出は、モーター852によって作動される射出ポンプ85によって作り出され、バリエータ850およびタイマー851によって制御され、アクチュエータ800は、噴射ノズル80を制御する。
e)型1が溶融した材料7で満たされている間、型1の真空出口点61を外部真空ポンプ860に接続する真空導管86によって型1から内側の空気を除去する。
f)一旦、型1が満たされると、圧縮機840によって作動された空気圧ピストン84を開放して緩め、開放された型1を室温まで冷却させる。
g)型1、上部型10または蓋部、および下部型11または基部の2つの部品を分離し、キャビティ5内に作り出された製品を取り除く。
型91は、製品を形成するキャビティ924に接続された熱可塑性プラスチック材料充填チャネル923の非半径方向配置を備えている。また、実質的に材料を通過させないが、真空システム99によって除去された空気を通過させる最小断面を有する真空チャネル925があり、真空システム99は、それらを互いに接続し、真空システム99に接続されるチャネルに接続されている。
Claims (14)
- 上部型(10)または蓋部、および下部型(11)または基部によって形成される、熱可塑性プラスチックを射出するための型であって、
可撓性の加硫シリコーン、ゴムまたは他のエラストマーで作られ、
前記上部型(10)と前記下部型(11)とが、互いに対向されて締結具(2)またはブラケットにより取り付けられたとき、前記上部型(10)の中央にある補強された開口部(12)を通って供給される、溶融した熱可塑性プラスチック材料(7)用の分配チャンバ(3)が作り出され、かつ、複数の分配チャネル(4)が前記チャンバ(3)から延出し、前記複数の分配チャネル(4)は、製造される製品の形状を有するフィーダー(40)によりキャビティ(5)に接続され、
導管またはスロット(60)が各キャビティ(5)から出現し、前記導管またはスロット(60)は、前記下部型(11)の開口部(61)を通る真空出口を有する周囲の真空チャネル(6)に接続されていることを特徴とする熱可塑性プラスチックを射出するための型。 - 前記上部型(10)または蓋部は、外側の中央部に補強フランジ(13)を有する、請求項1に記載の熱可塑性プラスチックを射出するための型。
- 前記下部型(11)または基部は、外側に中央補強領域(14)を有する、請求項1に記載の熱可塑性プラスチックを射出するための型。
- 前記スロット(60)は、前記キャビティ(5)と前記真空チャネル(6)との間の取り付け領域内で増大する可変断面を有する、請求項1に記載の熱可塑性プラスチックを射出するための型。
- 前記型は、制御システムによって当該型を識別できるようにするためのコードまたは他の手段を包含する、請求項1に記載の熱可塑性プラスチックを射出するための型。
- 充填用かつ真空作成用の接続開口が、前記型を構成する2つの部品の同じ部分にある、請求項1に記載の熱可塑性プラスチックを射出するための型。
- 前記型の前記2つの部品は非対称である、請求項6に記載の熱可塑性プラスチックを射出するための型。
- プラスチック製品の製造のために請求項1乃至7のいずれか一項に記載の熱可塑性プラスチックを射出するための型を使用する方法であって、
(a)前記熱可塑性プラスチック材料(7)をプロセス供給手段(process supply means)に導入する工程と、
(b)前記熱可塑性プラスチック材料(7)を180℃から250℃の範囲の温度に加熱する工程と、
(c)可撓性の前記型(1)を、圧力封止具(pressure closure)によって当該型を閉じる2つのプラットフォームの間に設置して取り付ける工程と、
(d)溶融した材料(7)をリザーバから前記型(1)の分配チャンバ(3)に導入する射出ノズル(80)を介して、前記熱可塑性プラスチック材料(7)を前記型(1)内に射出する工程と、
(e)前記型(1)が溶融した材料(7)で満たされている間、またはその前に、前記型(1)の真空出口点(61)を外部真空ポンプ(860)に接続する真空導管(86)によって、前記型(1)から内側の空気を取り除く工程と、
(f)一旦、型(1)が満たされたら、前記型(1)を閉じる圧力を開放して緩め、開放された型(free mould)(1)を冷却できるようにする、工程と、(g)前記上部型(10)または蓋部、および前記下部型(11)または基部といった、前記型(1)の2つの部品を分離し、前記キャビティ(5)で作り出された部品を取り除く工程と、を備える方法。 - 工程d)において、熱可塑性プラスチック材料(7)の射出は、射出された前記熱可塑性プラスチック材料の温度が180℃から250℃の範囲であることを特徴とする、請求項8に記載の熱可塑性プラスチックを射出するための方法。
- 工程f)の冷却は、室温まで冷却することを特徴とする請求項8記載の熱可塑性プラスチックを射出するための方法。
- 工程d)およびe)は、可撓性の前記型への前記熱可塑性プラスチックの射出圧力を制御する制御システムがあり、規定された圧力、型閉鎖システムの閉鎖圧力および/または可撓性の当該型の抵抗の圧力が超過されたとき、当該型への射出を停止することを特徴とする請求項8に記載の熱可塑性プラスチックを射出するための方法。
- 前記制御システムが、前記熱可塑性プラスチック材料を加熱するための装置、真空システムの動作、前記材料の速さまたは流れ、前記型の温度、並びに当該閉鎖システムが開放されるまでの前記型閉鎖システムおよび最小の凝固時間を制御することを含み、
これにより、射出圧力、材料入口速度、前記熱可塑性プラスチック材料が加熱される温度、前記型の温度、前記真空システムの動作、可撓性の前記型の閉鎖圧力、および凝固のために型が閉鎖されたままの時間の手動調整または自動調節が可能になる、請求項11に記載の熱可塑性プラスチックを射出するための方法。 - 前記制御システムが前記型の特徴を決定できるように、型特定相(mould identification phase)が包含されている、請求項11に記載の熱可塑性プラスチックを射出するための方法。
- 前記方法は、選択された前記型を選択された順序で射出位置に搬送する自動回転式システムによる型の自動導入を包含する、請求項8に記載の熱可塑性プラスチックを射出するための方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ESP201531310 | 2015-09-15 | ||
| ES201531310A ES2605605B1 (es) | 2015-09-15 | 2015-09-15 | Molde para la inyección de termoplásticos y procedimiento de utilización de dicho molde |
| ES201631192A ES2663874B1 (es) | 2016-09-14 | 2016-09-14 | Mejoras en el procedimiento de inyeccion de termoplasticos con sistema de control y molde utilizado en dicho proceso |
| ESP201631192 | 2016-09-14 | ||
| PCT/ES2016/070646 WO2017046435A1 (es) | 2015-09-15 | 2016-09-15 | Molde para la inyección de termoplásticos y procedimiento de utilización de dicho molde |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018527228A JP2018527228A (ja) | 2018-09-20 |
| JP2018527228A5 JP2018527228A5 (ja) | 2020-05-07 |
| JP6855483B2 true JP6855483B2 (ja) | 2021-04-07 |
Family
ID=58288186
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018532825A Active JP6855483B2 (ja) | 2015-09-15 | 2016-09-15 | 熱可塑性プラスチックを射出するための型および当該型を使用する方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11117301B2 (ja) |
| EP (1) | EP3351363B1 (ja) |
| JP (1) | JP6855483B2 (ja) |
| CN (1) | CN108349118B (ja) |
| CO (1) | CO2018003746A2 (ja) |
| MX (1) | MX2018002920A (ja) |
| PE (1) | PE20180955A1 (ja) |
| PL (1) | PL3351363T3 (ja) |
| WO (1) | WO2017046435A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3793757B1 (en) * | 2018-05-15 | 2022-10-12 | University of Limerick | Device for marking a moulded or cast form |
| JP6647604B1 (ja) * | 2019-02-25 | 2020-02-14 | ニッタモールド株式会社 | ロックファスナ具 |
| DE102019209141A1 (de) * | 2019-06-25 | 2020-12-31 | Mahle International Gmbh | Verfahren zur Herstellung einer induktiven Ladeeinrichtung |
| US11673307B2 (en) * | 2019-06-25 | 2023-06-13 | iMFLUX Inc. | Methods for controlling co-injection plastic pressure ratio between individual flow front layers |
| US20220258386A1 (en) * | 2019-07-17 | 2022-08-18 | Abc Technologies Inc. | Molding process for forming thermoplastic articles |
| MX2019008765A (es) * | 2019-07-24 | 2021-01-25 | Machina Innovation Lab S A P I De C V | Dispositivo para transferir calor y energia infrarroja con control dinamico de temperatura y distribucion homogenea de calor. |
| FR3099299B1 (fr) * | 2019-07-24 | 2021-08-06 | Commissariat Energie Atomique | Moule d’assemblage pour fabriquer un dispotitif tridimensionnel comprenant plusieurs composants microelectroniques |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3601857A (en) | 1969-01-24 | 1971-08-31 | Optipatent Ag | Split mould for manufacturing synthetic resin mouldings |
| US4294792A (en) * | 1978-10-27 | 1981-10-13 | Universal Optical Company, Inc. | Molded plastic parts, particularly spin-cast plastic parts for eyeglass frames |
| US4243362A (en) | 1979-06-04 | 1981-01-06 | Globe-Union Inc. | Composite molding apparatus for articles from two materials having a rotary mold block which includes pins for providing core areas |
| US4307057A (en) * | 1980-06-13 | 1981-12-22 | Siebolt Hettinga | Method for aligning an injection mold with a nozzle at the mold injection station |
| JPS6131214A (ja) | 1984-07-23 | 1986-02-13 | Toyota Motor Corp | 車輛用装飾モ−ルの製造方法 |
| JP2906969B2 (ja) * | 1993-12-22 | 1999-06-21 | 日本レックス株式会社 | 樹脂成形方法 |
| US5639416A (en) * | 1994-11-18 | 1997-06-17 | Motorola, Inc. | Method of molding precision parts |
| FR2730662B1 (fr) | 1995-02-17 | 1997-05-09 | Robin Christian | Procede et dispositif pour la fabrication de pieces moulees en matiere synthetique |
| US5798129A (en) | 1995-08-31 | 1998-08-25 | Megleo; Bruce A. | Device for prototype molding |
| JPH0976303A (ja) * | 1995-09-12 | 1997-03-25 | Nippon Retsukusu Kk | 熱可塑性樹脂の射出成形方法 |
| US6821110B2 (en) | 2002-07-23 | 2004-11-23 | The Cavist Corporation | Apparatus for molding with hot melt adhesives |
| US20040241049A1 (en) * | 2003-04-04 | 2004-12-02 | Carvalho Bruce L. | Elastomeric tools for the fabrication of elastomeric devices and uses thereof |
| DE10328946A1 (de) | 2003-06-27 | 2005-01-27 | Robert Hofmann | Vorrichtung zur Herstellung von Werkstücken aus gießfähigem Kunststoffmaterial sowie Verfahren zur Befüllung von Gießformen mit gießfähigem Kunststoffmaterial |
| CN100445072C (zh) * | 2005-04-28 | 2008-12-24 | 鸿富锦精密工业(深圳)有限公司 | 射出成型系统 |
| WO2007034000A1 (es) | 2005-09-16 | 2007-03-29 | Urpemak, Sl | Máquina de inyección bimaterial plástico-metal |
| JP2008213328A (ja) * | 2007-03-05 | 2008-09-18 | Olympus Corp | 成形用金型 |
| EP2272654A4 (en) * | 2008-03-31 | 2012-11-07 | Techno Polymer Co Ltd | METHOD FOR PRODUCING A THERMOPLASTIC RESIN FORM BODY AND THERMOPLASTIC RESIN PARTICLE COMPOSITION |
| US20100117262A1 (en) | 2008-11-13 | 2010-05-13 | Donald Gringer | Method of dual molding products with logos and other indicia |
| JP5652169B2 (ja) * | 2009-12-10 | 2015-01-14 | Jsr株式会社 | 熱可塑性樹脂成形品の成形方法 |
| JP5349403B2 (ja) * | 2010-05-17 | 2013-11-20 | テクノポリマー株式会社 | 光照射成形装置及び方法 |
| ES2364263B2 (es) | 2011-03-01 | 2012-03-15 | Abn Pipe Systems, S.L.U. | Sistema y procedimiento de moldeo de piezas con moldes autoportantes. |
| ES2388507B1 (es) | 2011-03-18 | 2013-10-04 | Aludec S.A. | Procedimiento de sobremoldeo. |
| EP2722146B1 (en) | 2011-06-17 | 2021-01-27 | micro-AMS Inc. | Electromagnetic wave irradiation molding device and electromagnetic wave irradiation molding method |
| CN103144258A (zh) * | 2011-12-07 | 2013-06-12 | 鸿富锦精密工业(深圳)有限公司 | 成型模具 |
| KR20140117591A (ko) * | 2012-02-24 | 2014-10-07 | 더 프록터 앤드 갬블 캄파니 | 간이화된 냉각 시스템을 갖는 사출 주형 |
| FR2993081A1 (fr) | 2012-07-03 | 2014-01-10 | Sidel Participations | "procede de gestion automatisee de l'exploitation d'un moule de fabrication de recipient" |
| PL2731202T3 (pl) | 2012-11-13 | 2020-04-30 | Gjm, S.A. | Sposób wytwarzania szczelnego złącza i uzyskane uszczelnione złącze |
| US20150336311A1 (en) * | 2013-12-19 | 2015-11-26 | The Procter & Gamble Company | Method and apparatus for overmolding fragile hollow article |
-
2016
- 2016-09-15 MX MX2018002920A patent/MX2018002920A/es unknown
- 2016-09-15 US US15/760,031 patent/US11117301B2/en active Active
- 2016-09-15 CN CN201680062044.4A patent/CN108349118B/zh active Active
- 2016-09-15 WO PCT/ES2016/070646 patent/WO2017046435A1/es active Application Filing
- 2016-09-15 JP JP2018532825A patent/JP6855483B2/ja active Active
- 2016-09-15 EP EP16845776.0A patent/EP3351363B1/en active Active
- 2016-09-15 PE PE2018000375A patent/PE20180955A1/es unknown
- 2016-09-15 PL PL16845776.0T patent/PL3351363T3/pl unknown
-
2018
- 2018-04-09 CO CONC2018/0003746A patent/CO2018003746A2/es unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP3351363A1 (en) | 2018-07-25 |
| CN108349118A (zh) | 2018-07-31 |
| US20190047198A1 (en) | 2019-02-14 |
| EP3351363B1 (en) | 2023-06-07 |
| EP3351363A4 (en) | 2019-04-17 |
| PE20180955A1 (es) | 2018-06-12 |
| CO2018003746A2 (es) | 2018-04-30 |
| MX2018002920A (es) | 2018-09-05 |
| EP3351363C0 (en) | 2023-06-07 |
| US11117301B2 (en) | 2021-09-14 |
| WO2017046435A1 (es) | 2017-03-23 |
| CN108349118B (zh) | 2022-03-18 |
| PL3351363T3 (pl) | 2023-12-27 |
| JP2018527228A (ja) | 2018-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6855483B2 (ja) | 熱可塑性プラスチックを射出するための型および当該型を使用する方法 | |
| JP2018527228A5 (ja) | ||
| TW201400268A (zh) | 具有一簡化冷卻系統之射出模具 | |
| CN103950142A (zh) | 一种模具注塑机 | |
| CN109228118A (zh) | 一种注塑机 | |
| KR101745494B1 (ko) | 진동형 사출성형장치 | |
| CN113635527A (zh) | 一种新型超声塑化成型装置及控制方法 | |
| CN207607042U (zh) | 一种手机金属塑胶件的制备装置 | |
| CN114340867A (zh) | 空心型材复合技术 | |
| CN202097897U (zh) | 全自动双工位注塑成型机 | |
| KR20150114427A (ko) | 입자형 자성 재료를 포함하는 열경화성 플라스틱으로 사출 성형된 수지 합성된 영구 자석의 제조 방법, 2 성분 부품으로서, 입자형 자성 재료를 포함하는 열경화성 플라스틱으로 사출 성형된 수지 합성된 영구 자석의 제조 방법, 및 사출 성형된 수지 합성된 영구 자석 | |
| CN110049853A (zh) | 用于将低熔点合金或金属注入到弹性体聚合物模具中的设备、所使用的弹性体聚合物模具、以及用于操作组件的方法 | |
| JP2007144994A5 (ja) | ||
| US20050255184A1 (en) | Encased Mold Injection Molding | |
| CN104144776B (zh) | 用于制造塑料壳体的方法 | |
| KR101567382B1 (ko) | 언더컷성형링과 공기투입관을 활용한 언더컷 성형구조를 갖는 금형 | |
| US9539743B2 (en) | Insertable aperture molding | |
| US11130267B2 (en) | Two-part fastener | |
| CN108568978A (zh) | 纤维强化复合材料的制造方法 | |
| EP2869979B1 (en) | Continuous two-step injection moulding of assemblies with movable elements | |
| KR20180032942A (ko) | 사출성형장치와 이를 이용한 사출성형방법 | |
| KR20080023523A (ko) | 가열 및 냉각이 가능한 금형 및 그 냉각방법 | |
| CN216329755U (zh) | 一种用于汽车内线束胶塞压板的防气泡型注塑模具 | |
| ES2605605B1 (es) | Molde para la inyección de termoplásticos y procedimiento de utilización de dicho molde | |
| KR20200027651A (ko) | 사출성형시스템 및 이를 제어하는 게이트 밸브 제어장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191112 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200212 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20200325 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200910 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210226 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210317 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6855483 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |