JP6799285B2 - 切削インサートおよび内径切削用工具 - Google Patents
切削インサートおよび内径切削用工具 Download PDFInfo
- Publication number
- JP6799285B2 JP6799285B2 JP2020533865A JP2020533865A JP6799285B2 JP 6799285 B2 JP6799285 B2 JP 6799285B2 JP 2020533865 A JP2020533865 A JP 2020533865A JP 2020533865 A JP2020533865 A JP 2020533865A JP 6799285 B2 JP6799285 B2 JP 6799285B2
- Authority
- JP
- Japan
- Prior art keywords
- rake
- cutting edge
- region
- edge portion
- angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1603—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove
- B23B27/1611—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with specially shaped plate-like exchangeable cutting inserts, e.g. chip-breaking groove characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/141—Specially shaped plate-like cutting inserts, i.e. length greater or equal to width, width greater than or equal to thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/007—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor for internal turning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/049—Triangular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/049—Triangular
- B23B2200/0495—Triangular rounded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/20—Top or side views of the cutting edge
- B23B2200/201—Details of the nose radius and immediately surrounding area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/28—Angles
- B23B2200/283—Negative cutting angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/28—Angles
- B23B2200/286—Positive cutting angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/08—Rake or top surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/20—Top or side views of the cutting edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/28—Angles
- B23C2200/291—Variable rake angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Milling Processes (AREA)
- Turning (AREA)
Description
[本開示の効果]
[本開示の実施形態の概要]
[本開示の実施形態の詳細]
Claims (7)
- 座面と、
前記座面に連なる外周面と、
前記外周面に連なり、前記外周面に対して前記座面と反対側にある頂面と、
前記頂面と前記座面との間を貫通する取付孔とを備え、
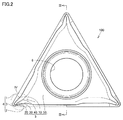
前記座面に対して垂直、かつ、前記頂面から前記座面に向かう方向から前記頂面を見る上面視において、前記頂面の外形は多角形であり、
前記頂面と前記外周面との稜線は、切刃を構成し、
前記切刃は、前記多角形の1つの頂点に形成された曲線状のコーナー切刃部と、前記コーナー切刃部の一端に連なりかつ直線状の第1切刃部と、前記コーナー切刃部の他端に連なりかつ直線状の第2切刃部とを含み、
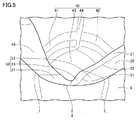
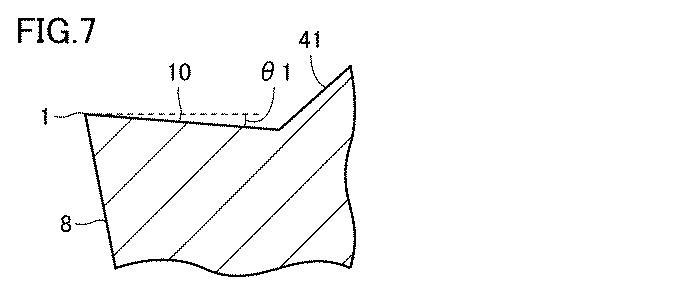
前記頂面は、前記第1切刃部に連なる第1すくい面と、前記第2切刃部に連なる第2すくい面と、前記コーナー切刃部に連なりかつ前記第1すくい面と前記第2すくい面の各々に連なる第3すくい面とを含み、
前記第3すくい面は、前記第1すくい面に連なる第1領域と、前記第2すくい面に連なる第2領域とを有し、
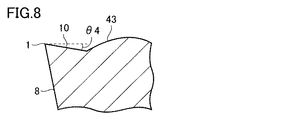
前記第1すくい面および前記第1領域の各々のすくい角は、正の角度であり、
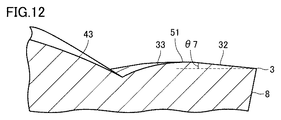
前記第2すくい面および前記第2領域の各々のすくい角は、負の角度である、切削インサート。 - 前記第3すくい面は、前記第2領域に連なる第3領域を含み、
前記第3領域の傾斜角は、正の角度である、請求項1に記載の切削インサート。 - 前記上面視において、前記第2領域と前記第3領域とにより構成される稜線は、前記コーナー切刃部における前記第1領域と前記第2領域との境界に繋がっている、請求項2に記載の切削インサート。
- 前記第1すくい面のすくい角は、0°よりも大きく20°よりも小さい、請求項1から請求項3のいずれか1項に記載の切削インサート。
- 前記第2すくい面のすくい角は、−10°よりも大きく0°よりも小さい、請求項1から請求項4のいずれか1項に記載の切削インサート。
- 前記上面視において、前記頂面の外形は、三角形状である、請求項1から請求項5のいずれか1項に記載の切削インサート。
- 請求項1から請求項6のいずれか1項に記載の切削インサートと、
前記切削インサートを支持するホルダとを備え、
前記切削インサートは、前記ホルダの前方に設けられた切削インサート取付部に配置されており、
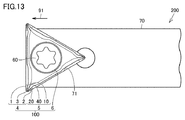
前記上面視において、前記第2切刃部は前記切削インサート取付部の側面に沿って設けられており、かつ前記第1切刃部は、前記取付孔に対して前記前方に設けられている、内径切削用工具。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018192619 | 2018-10-11 | ||
| JP2018192619 | 2018-10-11 | ||
| PCT/JP2019/036128 WO2020075445A1 (ja) | 2018-10-11 | 2019-09-13 | 切削インサートおよび内径切削用工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6799285B2 true JP6799285B2 (ja) | 2020-12-16 |
| JPWO2020075445A1 JPWO2020075445A1 (ja) | 2021-02-15 |
Family
ID=70164558
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020533865A Active JP6799285B2 (ja) | 2018-10-11 | 2019-09-13 | 切削インサートおよび内径切削用工具 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11040404B2 (ja) |
| EP (1) | EP3865232B1 (ja) |
| JP (1) | JP6799285B2 (ja) |
| CN (1) | CN112805110B (ja) |
| TW (1) | TWI798495B (ja) |
| WO (1) | WO2020075445A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11446745B2 (en) * | 2018-09-27 | 2022-09-20 | Iscar, Ltd. | Turning insert having peninsula and island protrusions, and turning tool |
| US11819927B2 (en) * | 2021-06-11 | 2023-11-21 | Taegutec Ltd. | Cutting insert and cutting tool assembly including same |
| USD1082874S1 (en) * | 2022-04-05 | 2025-07-08 | Sumitomo Electric Hardmetal Corp. | Cutting tool |
| CN117921044A (zh) * | 2024-03-25 | 2024-04-26 | 赣州澳克泰工具技术有限公司 | 一种可转位切削刀片和切削刀具 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0128961Y2 (ja) * | 1985-03-04 | 1989-09-04 | ||
| JPH0574708U (ja) * | 1992-03-25 | 1993-10-12 | 三菱マテリアル株式会社 | スローアウェイチップ |
| IL103008A (en) * | 1992-09-01 | 1996-12-05 | Iscar Ltd | Cutting insert for a milling cutter tool |
| SE500719C2 (sv) * | 1993-01-27 | 1994-08-15 | Sandvik Ab | Skär med skruvformigt vriden spånyta |
| IL110785A (en) * | 1994-08-25 | 1998-04-05 | Iscar Ltd | Put a spinner for a rotary milling tool |
| JPH09290312A (ja) * | 1996-04-26 | 1997-11-11 | Mitsubishi Materials Corp | スローアウェイチップおよびスローアウェイ式穴明け工具 |
| IL118797A (en) * | 1996-07-05 | 1999-10-28 | Iscar Ltd | Cutting insert |
| JPH11197909A (ja) * | 1998-01-19 | 1999-07-27 | Mitsubishi Materials Corp | スローアウェイチップ |
| JP3483859B2 (ja) * | 2001-03-06 | 2004-01-06 | オーエスジー株式会社 | スローアウェイ式チップ、及び、そのスローアウェイ式チップが装着されるフライス工具 |
| JP4678095B2 (ja) * | 2001-04-16 | 2011-04-27 | 株式会社タンガロイ | スローアウェイ式ドリル用の切刃チップ |
| US6742970B2 (en) * | 2002-06-12 | 2004-06-01 | Kennametal Inc. | Cutting tool |
| DE202004002491U1 (de) * | 2004-02-17 | 2005-08-18 | Kennametal Inc. | Schneidplatte, insbesondere für ein Ausdrehwerkzeug |
| SE530780C2 (sv) | 2006-01-10 | 2008-09-09 | Sandvik Intellectual Property | Indexerbart skär med olika släppningsvinklar samt svarvverktyg |
| EP2258504B1 (en) * | 2008-03-31 | 2017-10-04 | Mitsubishi Materials Corporation | Radius end mill and cutting insert |
| JP5309820B2 (ja) * | 2008-09-12 | 2013-10-09 | 三菱マテリアル株式会社 | 切削インサートおよびインサート着脱式転削工具 |
| JP5346373B2 (ja) * | 2009-06-26 | 2013-11-20 | 京セラ株式会社 | 切削インサート及び切削工具、並びにそれを用いた切削加工物の製造方法 |
| JP5853613B2 (ja) * | 2010-11-15 | 2016-02-09 | 三菱マテリアル株式会社 | 切削インサート |
| EP2492035B1 (en) * | 2011-02-24 | 2016-01-13 | Seco Tools AB | Octagonal cutting insert having edge portion with variable wedge angle, and cutting tool |
| JP5751401B1 (ja) * | 2013-09-11 | 2015-07-22 | 三菱日立ツール株式会社 | 刃先交換式回転切削工具 |
| US10232445B2 (en) * | 2014-02-26 | 2019-03-19 | Kyocera Corporation | Cutting insert, cutting tool, and method for manufacturing machined product |
| WO2017138170A1 (ja) * | 2016-02-12 | 2017-08-17 | 三菱日立ツール株式会社 | 刃先交換式回転切削工具及びインサート |
| WO2018105752A1 (ja) * | 2016-12-09 | 2018-06-14 | 三菱日立ツール株式会社 | 切削インサート及び刃先交換式回転切削工具 |
| JP6626938B2 (ja) | 2018-08-23 | 2019-12-25 | 株式会社高井製作所 | 豆腐の切断装置及び豆腐のパック詰め装置 |
-
2019
- 2019-09-13 CN CN201980066761.8A patent/CN112805110B/zh active Active
- 2019-09-13 EP EP19870746.5A patent/EP3865232B1/en active Active
- 2019-09-13 US US16/957,902 patent/US11040404B2/en active Active
- 2019-09-13 JP JP2020533865A patent/JP6799285B2/ja active Active
- 2019-09-13 WO PCT/JP2019/036128 patent/WO2020075445A1/ja not_active Ceased
- 2019-10-07 TW TW108136237A patent/TWI798495B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| TW202026122A (zh) | 2020-07-16 |
| EP3865232B1 (en) | 2024-09-18 |
| JPWO2020075445A1 (ja) | 2021-02-15 |
| EP3865232A1 (en) | 2021-08-18 |
| EP3865232A4 (en) | 2022-07-27 |
| US20200406368A1 (en) | 2020-12-31 |
| CN112805110A (zh) | 2021-05-14 |
| CN112805110B (zh) | 2023-07-14 |
| TWI798495B (zh) | 2023-04-11 |
| WO2020075445A1 (ja) | 2020-04-16 |
| US11040404B2 (en) | 2021-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102958634B (zh) | 切削镶刀及切削工具、以及使用该切削工具的切削加工物的制造方法 | |
| JP6799285B2 (ja) | 切削インサートおよび内径切削用工具 | |
| KR102424211B1 (ko) | 절삭 인서트 및 날끝 교환식 절삭 공구 | |
| JP5679042B2 (ja) | ガイドパッド、切削工具本体および切削工具 | |
| US9744597B2 (en) | Cutting tool insert and cutting tool insert holder | |
| JP2850893B2 (ja) | スローアウェイチップ及びスローアウェイ式ドリル | |
| WO2012067114A1 (ja) | 切削インサート | |
| CN112008131B (zh) | 切削刀片 | |
| CN109475944B (zh) | 车削刀片 | |
| JP6957827B2 (ja) | 切削インサート | |
| JP6052455B1 (ja) | 切削インサートおよび切削工具 | |
| JP6066005B1 (ja) | 切削インサートおよび切削工具 | |
| JP5218673B2 (ja) | 切削インサートおよび切削工具 | |
| CN109414771B (zh) | 切削刀片及可转位刀片式旋转切削工具 | |
| JPWO2017090770A1 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| JP7633559B2 (ja) | 切削インサートおよび刃先交換式切削工具 | |
| JP2022081568A (ja) | 切削インサートおよび刃先交換式ボールエンドミル | |
| JP5564958B2 (ja) | 刃先交換式溝入れ工具及び端面溝入れ加工方法 | |
| JP5471538B2 (ja) | 刃先交換式溝入れ工具及び端面溝入れ加工方法 | |
| JP2019119022A (ja) | 切削インサートおよび刃先交換式切削工具 | |
| JP2024068002A (ja) | 切削インサート | |
| JP2025038538A (ja) | 切削工具 | |
| JP2004338048A (ja) | スローアウェイチップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200618 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20200618 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20200618 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20201002 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201013 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201105 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6799285 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |