JP6957827B2 - 切削インサート - Google Patents
切削インサート Download PDFInfo
- Publication number
- JP6957827B2 JP6957827B2 JP2021509060A JP2021509060A JP6957827B2 JP 6957827 B2 JP6957827 B2 JP 6957827B2 JP 2021509060 A JP2021509060 A JP 2021509060A JP 2021509060 A JP2021509060 A JP 2021509060A JP 6957827 B2 JP6957827 B2 JP 6957827B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting edge
- rake
- cutting
- angle
- view
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
- B23C5/109—Shank-type cutters, i.e. with an integral shaft with removable cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/28—Features relating to lubricating or cooling
- B23C5/286—Deflectors
- B23C5/287—Deflectors intersecting the rotational axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0416—Irregular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0494—Rectangular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/08—Rake or top surfaces
- B23C2200/085—Rake or top surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/20—Top or side views of the cutting edge
- B23C2200/208—Wiper, i.e. an auxiliary cutting edge to improve surface finish
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/28—Angles
- B23C2200/287—Positive rake angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/36—Other features of the milling insert not covered by B23C2200/04 - B23C2200/32
- B23C2200/365—Lands, i.e. the outer peripheral section of rake faces
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
特許文献1に記載のスローアウェイチップにおいては、切れ刃から削り出される切り屑の流出方向の制御に関して、特段の開示がない。
本開示の切削インサートによると、切れ刃から削り出される切り屑の流出方向を適切に制御することができる。
まず、本開示の実施形態を列記して説明する。
次に、本開示の実施形態の詳細を、図面を参酌しながら説明する。以下の図面においては、同一又は相当する部分に同一の参照符号を付し、重複する説明は繰り返さない。
以下に、実施形態に係る切削インサート(以下においては、「切削インサート10」という)の構成を説明する。
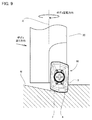
以下に、切削インサート10を用いた切削加工を説明する。
以下に、切削インサート10の効果を説明する。
Claims (10)
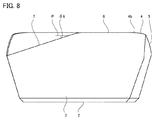
- 上面と、
前記上面の反対面である底面と、
前記上面及び前記底面に連なる側面と、
前記側面と前記上面との稜線に形成されたコーナ切れ刃、第1切れ刃、第2切れ刃及び第3切れ刃とを備え、
前記コーナ切れ刃は、上面視において、第1端と、前記第1端の反対側の端である第2端とを有し、
前記第1切れ刃は、上面視において、前記第1端から第1方向に沿って延在しており、
前記第2切れ刃は、上面視において、前記第2端から前記第1方向に交差する第2方向に沿って延在しており、
前記第3切れ刃は、上面視において、前記第2切れ刃から前記第2方向と鋭角をなす第3方向に沿って延在しており、
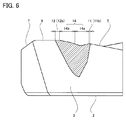
前記上面は、前記第1切れ刃に隣接して配置される第1すくい面と、前記第2切れ刃に隣接して配置される第2すくい面と、前記第3切れ刃に隣接して配置される第3すくい面とを有し、
前記第1すくい面と前記底面に平行な基準面とがなす角度である第1すくい角は、前記第3すくい面と前記基準面とがなす角度である第3すくい角よりも大きく、
前記第3すくい角は、前記第2すくい面と前記基準面とがなす角度である第2すくい角よりも大きく、
前記第1切れ刃は、前記第1端から離れるにしたがって前記底面に近づくように傾斜している、切削インサート。 - 前記上面は、前記コーナ切れ刃に隣接する第4すくい面をさらに有する、請求項1に記載の切削インサート。
- 前記第4すくい面は、前記第1すくい面に連なる第1面と、前記第1面及び前記第2すくい面に連なる第2面とを含み、
前記第1面は、前記第1切れ刃及び前記第2切れ刃を通る断面視において、前記上面から前記底面に向かう方向に凹の曲線形状を有し、
前記第2面は、前記第1切れ刃及び前記第2切れ刃を通る断面視において、前記底面から前記上面に向かう方向に凸の曲線形状を有する、請求項2に記載の切削インサート。 - 前記第2方向と前記第3方向とがなす角度は、5°以上45°以下である、請求項1から請求項3のいずれか1項に記載の切削インサート。
- 前記第2方向と前記第3方向とがなす角度は、15°以上35°以下である、請求項1から請求項4のいずれか1項に記載の切削インサート。
- 前記第2方向から見た側面視において、前記第1切れ刃と前記基準面とがなす角度は、2°以上20°以下である、請求項1に記載の切削インサート。
- 前記第2方向から見た側面視において、前記第1切れ刃と前記基準面とがなす角度は、5°以上15°以下である、請求項1に記載の切削インサート。
- 前記第3切れ刃は、前記第2切れ刃から離れるにしたがって前記底面に近づくように傾斜している、請求項1から請求項5、請求項7及び請求項8のいずれか1項に記載の切削インサート。
- 前記第1方向から見た側面視において、前記第3切れ刃と前記基準面とがなす角度は、10°以上40°以下である、請求項9に記載の切削インサート。
- 前記第1方向から見た側面視において、前記第3切れ刃と前記基準面とがなす角度は、15°以上30°以下である、請求項9に記載の切削インサート。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019060279 | 2019-03-27 | ||
| JP2019060279 | 2019-03-27 | ||
| PCT/JP2020/011203 WO2020195976A1 (ja) | 2019-03-27 | 2020-03-13 | 切削インサート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2020195976A1 JPWO2020195976A1 (ja) | 2021-10-21 |
| JP6957827B2 true JP6957827B2 (ja) | 2021-11-02 |
Family
ID=70469827
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021509060A Active JP6957827B2 (ja) | 2019-03-27 | 2020-03-13 | 切削インサート |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11980951B2 (ja) |
| JP (1) | JP6957827B2 (ja) |
| DE (1) | DE202020101585U1 (ja) |
| WO (1) | WO2020195976A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3950196A4 (en) * | 2019-03-27 | 2022-05-25 | Sumitomo Electric Hardmetal Corp. | CUTTING INSERT |
| JP1716009S (ja) * | 2021-09-22 | 2022-05-27 | 切削工具 | |
| JP1734037S (ja) * | 2022-04-26 | 2023-01-10 | 切削工具 | |
| USD1078808S1 (en) * | 2022-04-26 | 2025-06-10 | Sumitomo Electric Hardmetal Corp. | Cutting tool |
| JP7505634B1 (ja) | 2023-12-28 | 2024-06-25 | 株式会社タンガロイ | 切削インサート、及び当該切削インサートを備えた切削工具 |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IL110785A (en) * | 1994-08-25 | 1998-04-05 | Iscar Ltd | Cutting insert for a rotary milling cutter |
| SE512040C2 (sv) | 1998-05-06 | 2000-01-17 | Sandvik Ab | Vändskär för pinnfräsar |
| SE514014C2 (sv) | 1998-05-06 | 2000-12-11 | Sandvik Ab | Vändskär för roterande fräsverktyg |
| SE514032C2 (sv) * | 1998-09-08 | 2000-12-11 | Seco Tools Ab | Verktyg och skär för fräsning |
| US7004689B2 (en) * | 2004-01-09 | 2006-02-28 | Kennametal Inc. | High-speed milling cutter and insert |
| US7070363B2 (en) * | 2004-07-15 | 2006-07-04 | Kennametal Inc. | Cutting insert for high-speed milling cutter |
| US7040844B1 (en) * | 2005-03-08 | 2006-05-09 | Mitsubishi Materials Corporation | Throwaway insert and throwaway-type rotary cutting tool |
| JP2007044779A (ja) | 2005-08-08 | 2007-02-22 | Sumitomo Electric Hardmetal Corp | スローアウェイチップ及びそれを用いたミーリングカッタ |
| JP2007044782A (ja) * | 2005-08-08 | 2007-02-22 | Sumitomo Electric Hardmetal Corp | スローアウェイチップ及びそれを用いたミーリングカッタ |
| WO2012002267A1 (ja) * | 2010-06-30 | 2012-01-05 | 京セラ株式会社 | インサートおよび切削工具、並びにそれらを用いた切削加工物の製造方法 |
| CN103025462B (zh) * | 2010-08-11 | 2015-03-18 | 京瓷株式会社 | 切削镶刀及切削工具、以及使用该切削工具的切削加工物的制造方法 |
| CN102958634B (zh) * | 2010-10-05 | 2015-08-26 | 京瓷株式会社 | 切削镶刀及切削工具、以及使用该切削工具的切削加工物的制造方法 |
| EP3100811B1 (en) * | 2014-01-28 | 2022-09-21 | MOLDINO Tool Engineering, Ltd. | Insert and indexable rotary cutting tool |
| WO2016060195A1 (ja) * | 2014-10-16 | 2016-04-21 | 株式会社タンガロイ | 切削インサート及び刃先交換式回転切削工具 |
| EP3050655B1 (en) * | 2015-01-30 | 2017-03-22 | Sandvik Intellectual Property AB | A milling insert and a milling tool |
| JP6624306B2 (ja) * | 2016-12-09 | 2020-01-08 | 三菱日立ツール株式会社 | 切削インサート及び刃先交換式回転切削工具 |
| WO2019039547A1 (ja) * | 2017-08-23 | 2019-02-28 | 京セラ株式会社 | インサート |
| US10525539B2 (en) * | 2018-01-08 | 2020-01-07 | Kennametal Inc. | Compression milling cutter with indexable cutting inserts |
| EP3950196A4 (en) * | 2019-03-27 | 2022-05-25 | Sumitomo Electric Hardmetal Corp. | CUTTING INSERT |
| CN115279522B (zh) * | 2020-03-25 | 2025-08-22 | 京瓷株式会社 | 切削刀片、切削刀具及切削加工物的制造方法 |
| US12370610B2 (en) * | 2020-06-01 | 2025-07-29 | Kyocera Corporation | Cutting insert, cutting tool, and method for manufacturing machined product |
| EP3964314A1 (en) * | 2020-09-02 | 2022-03-09 | AB Sandvik Coromant | Cutting insert and high feed milling tool |
-
2020
- 2020-03-13 JP JP2021509060A patent/JP6957827B2/ja active Active
- 2020-03-13 WO PCT/JP2020/011203 patent/WO2020195976A1/ja not_active Ceased
- 2020-03-13 US US17/442,615 patent/US11980951B2/en active Active
- 2020-03-24 DE DE202020101585.0U patent/DE202020101585U1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20220168825A1 (en) | 2022-06-02 |
| WO2020195976A1 (ja) | 2020-10-01 |
| JPWO2020195976A1 (ja) | 2021-10-21 |
| DE202020101585U1 (de) | 2020-04-01 |
| US11980951B2 (en) | 2024-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6957827B2 (ja) | 切削インサート | |
| JP5024483B2 (ja) | 切削インサート | |
| CN104640657B (zh) | 切削刀片以及刀头更换式旋转切削工具 | |
| CN104114307B (zh) | 切削刀片及刀头更换式切削工具 | |
| CN102958634B (zh) | 切削镶刀及切削工具、以及使用该切削工具的切削加工物的制造方法 | |
| CN105792968B (zh) | 钻头用刀片及可转位刀片式钻头 | |
| JP7069487B2 (ja) | 切削インサート | |
| JP6756082B2 (ja) | 切削インサート | |
| EP3059037A1 (en) | Double-sided high feed milling insert, high feed milling tool and method | |
| JP7069488B2 (ja) | 切削インサート | |
| JP7055962B2 (ja) | 切削インサート | |
| WO2016147493A1 (ja) | 切削インサート、切削インサート群および刃先交換式切削工具 | |
| JP6052455B1 (ja) | 切削インサートおよび切削工具 | |
| JP6799285B2 (ja) | 切削インサートおよび内径切削用工具 | |
| CN105073316B (zh) | 钻头用刀片及刀头可更换式钻头 | |
| JP4983352B2 (ja) | 切削インサートおよびインサート着脱式転削工具 | |
| JP2017193002A (ja) | 切削インサートおよび切削工具 | |
| JP6648392B1 (ja) | 切削インサート | |
| JP2017104981A (ja) | 切削インサートおよび切削工具 | |
| JP2008254127A (ja) | 切削インサート | |
| JP7089171B2 (ja) | エンドミル | |
| JP7491104B2 (ja) | ボールエンドミル | |
| WO2015119259A1 (ja) | 切削インサート | |
| JP2016112663A (ja) | エンドミル | |
| JPWO2019220778A1 (ja) | ドリル用切削インサートおよびドリル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A527 Effective date: 20210521 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210521 |
|
| A80 | Written request to apply exceptions to lack of novelty of invention |
Free format text: JAPANESE INTERMEDIATE CODE: A801 Effective date: 20210521 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20210521 |
|
| A80 | Written request to apply exceptions to lack of novelty of invention |
Free format text: JAPANESE INTERMEDIATE CODE: A80 Effective date: 20210521 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210907 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210915 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6957827 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |