JP6701552B2 - Pa/abs樹脂組成物、及び樹脂成形品 - Google Patents
Pa/abs樹脂組成物、及び樹脂成形品 Download PDFInfo
- Publication number
- JP6701552B2 JP6701552B2 JP2015253431A JP2015253431A JP6701552B2 JP 6701552 B2 JP6701552 B2 JP 6701552B2 JP 2015253431 A JP2015253431 A JP 2015253431A JP 2015253431 A JP2015253431 A JP 2015253431A JP 6701552 B2 JP6701552 B2 JP 6701552B2
- Authority
- JP
- Japan
- Prior art keywords
- abs resin
- vinyl acetate
- ethylene
- weight
- copolymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Landscapes
- Compositions Of Macromolecular Compounds (AREA)
Description
特許文献1には、成形された熱可塑性樹脂の表面上にホットメルト接着剤からなる異音防止部材を塗布、硬化させ、部品から発生する異音を防止する技術が開示されている。
また、特許文献2には、軋み音の発生を抑制ないし低減させるために、表面処理剤としてフッ素系やシリコーン系のコーティング組成物をABS樹脂の表面上に塗布する技術が開示されている。
上記(Y)グラフト共重合体の主鎖が、(A)エチレン−酢酸ビニル共重合体から成る。
上記(Y)グラフト共重合体の側鎖が、(b−1)スチレンと、(b−2)アクリロニトリル及びメタクリル酸グリシジルの少なくとも1つと、を含有する(B)ビニル共重合体から成る。
上記(Y)グラフト共重合体の主鎖同士が架橋されている。
この構成により、軋み音の抑制に優れたPA/ABS樹脂組成物を提供することができる。
この構成により、(A)エチレン−酢酸ビニル共重合体の主鎖同士が選択的に架橋され、(X)ポリアミド(PA)/ABS樹脂に対する(Y)グラフト共重合体の分散性が良好となる。
(A)エチレン−酢酸ビニル共重合体の構造単位での酢酸ビニルの含有量が1〜20重量%であり、
前記(Y)グラフト共重合体のメルトフローレートが0.1(g/10min)以上、1.1(g/10min)以下であり、
(A)エチレン−酢酸ビニル共重合体の含有量を100重量部としたとき、(C)有機過酸化物の含有量が0.1〜3重量部である。
この構成により、PA/ABS樹脂組成物の軋み音の抑制や外観品質が更に向上できる。
この構成により、特に軋み音の抑制に優れたPA/ABS樹脂組成物が得られる。
本実施形態に係るPA/ABS樹脂組成物は、(X)ポリアミド(PA)/ABS樹脂と、(Y)グラフト共重合体と、を含有する。
本実施形態に係る(X)ポリアミド(PA)/ABS樹脂は、(x−1)ポリアミド樹脂(以下、単にPA樹脂と呼称する場合がある)と(x−2)アクリロニトリル−ブタジエン−スチレン共重合体樹脂(以下、単にABS樹脂と呼称する場合がある)との混合樹脂である。
本実施形態に係る(Y)グラフト共重合体の主鎖は、(A)エチレン−酢酸ビニル共重合体から成る。(Y)グラフト共重合体の側鎖は、(b−1)スチレンと、(b−2)アクリロニトリル及びメタクリル酸グリシジルの少なくとも1つと、のビニル共重合体から成る。
本実施形態に係るエチレン−酢酸ビニル共重合体樹脂組成物は、(A)エチレン−酢酸ビニル共重合体(EVA)と、(B)ビニル共重合体と、(C)有機過酸化物と、を含有する。(B)ビニル共重合体及び(C)有機過酸化物は、(A)エチレン−酢酸ビニル共重合体に含浸されている。
本実施形態に係る(A)エチレン−酢酸ビニル共重合体では、構造単位での酢酸ビニルの含有量が、1〜20重量%であるが、3〜10重量%であることが更に好ましい。
本実施形態に係る(B)ビニル共重合体は、(b−1)スチレンと、(b−2)アクリロニトリル及びメタクリル酸グリシジルの少なくとも1つと、(b−3)t−ブチルペルオキシメタクリロイロキシエチルカーボネートと、(b−4)重合開始剤と、から成るビニル単量体組成物により構成される。
…(1)
t−ブチルパーオキシネオヘプタノエート(T10=51℃)
t−ヘキシルパーオキシピバレート(T10=53℃)
t−ブチルパーオキシピバレート(T10=55℃)
ジ(3,5,5−トリメチルヘキサノイル)パーオキサイド(T10=59℃)
ジラウロイルパーオキサイド(T10=62℃)
1,1,3,3−テトラメチルブチルパーオキシ−2−エチルヘキサノエート(T10=65℃)
2,5−ジメチル−2,5−ジ(2−エチルヘキサノイルパーオキシ)ヘキサン(T10=66℃)
t−ヘキシルパーオキシ−2−エチルヘキシルヘキサノエート(T10=70℃)
ジ(4−メチルベンゾイル)パーオキサイド(T10=71℃)
t−ブチルパーオキシ−2−エチルヘキサノエート(T10=72℃)
ジベンゾイルパーオキサイド(T10=74℃)
2,2−アゾビス(2,4−ジメチルバレロニトリル)(T10=51℃)
2,2−アゾビス(イソブチロニトリル)(T10=65℃)
2,2−アゾビス(2−メチルブチロニトリル)(T10=67℃)
本実施形態に係る(C)有機過酸化物は、溶融混練時に熱分解してラジカルを発生させることにより、(A)エチレン−酢酸ビニル共重合体を架橋することができる。
(C)有機過酸化物は、特定の種類に限定されず、公知のものを利用可能である。しかし、(C)有機過酸化物の10時間半減期温度は95〜130℃であることが好ましい。
t−ヘキシルパーオキシイソプロピルモノカーボネート(T10=95℃)
t−ブチルパーオキシ−3,5,5−トリメチルヘキサノエート(T10=97℃)
t−ブチルパーオキシラウレート(T10=98℃)
t−ブチルパーオキシイソプロピルモノカーボネート(T10=99℃)
t−ブチルパーオキシ−2−エチルヘキシルモノカーボネート(T10=99℃)
t−ヘキシルパーオキシベンゾエート(T10=99℃)
2,5−ジメチル−2,5−ジ(ベンゾイルパーオキシ)ヘキサン(T10=100℃)
t−ブチルパーオキシアセテート(T10=102℃)
2,2−ジ(t−ブチルパーオキシ)ブタン(T10=103℃)
t−ブチルパーオキシベンゾエート(T10=104℃)
n−ブチル−4,4−ジ(t−ブチルパーオキシ)バレレート(T10=105℃)
ジ(2−t−ブチルパーオキシイソプロピル)ベンゼン(T10=119℃)
ジクミルパーオキサイド(T10=116℃)
ジ−t−ヘキシルパーオキサイド(T10=116℃)
2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン(T10=118℃)
t−ブチルクミルパーオキサイド(T10=120℃)
ジ−t−ブチルパーオキサイド(T10=124℃)
本実施形態に係るPA/ABS樹脂組成物は、必要に応じ、上記以外の添加物を含有していてもよい。このような添加物としては、潤滑剤、無機難燃剤、有機難燃剤、無機充填剤、有機無機充填剤、架橋剤、酸化防止剤、紫外線防止剤、滑剤、分散剤、カップリング剤、発泡剤、着色剤、エンジニアリングプラスチックなどが挙げられる。
無機難燃剤としては、例えば、水酸化マグネシウム、水酸化アルミニウムなどが挙げられる。
有機難燃剤としては、例えば、ハロゲン系、リン系等の難燃剤などが挙げられる。
無機充填剤としては、例えば、金属粉、タルク、ガラス繊維などが挙げられる。
有機無機充填剤としては、例えば、カーボン繊維、木粉などが挙げられる。
エンジニアリングプラスチックとしては、例えば、ポリエステル、ポリアセタール、ポリフェニレンエーテル、ポリテトラフルオロエチレンなどが挙げられる。
本実施形態に係るPA/ABS樹脂組成物は、熱可塑性樹脂であるため、射出成形や押出し成形などにより、容易に様々な形状に成形することが可能である。本実施形態に係るPA/ABS樹脂組成物を成形して得られる樹脂成形品は、機械物性、及び軋み音の抑制に優れるため、電気部品、電子部品、機械部品、精密機器部品、自動車部品などの広い分野で利用することができる。
[エチレン−酢酸ビニル共重合体樹脂組成物の製造]
製造例1〜12及び比較製造例1〜4について、表1に示す組成でエチレン−酢酸ビニル共重合体樹脂組成物を製造した。この一例として、製造例1に係るエチレン−酢酸ビニル共重合体樹脂組成物の製造プロセスを以下に示す。なお、他の製造例及び比較製造例に係るエチレン−酢酸ビニル共重合体樹脂組成物も、製造例1と同様のプロセスで製造した。
内容積5Lのステンレス製オートクレーブに、純水2500gを入れ、更に懸濁剤としてポリビニルアルコール2.5gを溶解させた。この中に、エチレン−酢酸ビニル共重合体(商品名「ウルトラセン510」、東ソー株式会社製、VAc含有量6%、MFR=2.5(g/10min)700gを入れ、攪拌して分散させた。
比較製造例1に係るエチレン−酢酸ビニル共重合体樹脂組成物では、上記実施形態とは異なり、(C)有機過酸化物を添加せず、主鎖同士の架橋反応が行われていない。
EVA:エチレン−酢酸ビニル共重合体(各実施例及び各比較例では、適宜、以下の3種類のうちいずれか1つを用いている。)
(I)「ウルトラセン510」、東ソー株式会社製、VAc含有量6%、MFR=2.5(g/10min)
(II)「ウルトラセン537」、東ソー株式会社製、VAc含有量15%、MFR=3.0(g/10min)
(III)「ウルトラセン750」、東ソー株式会社製、VAc含有量32%、MFR=30(g/10min)
LDPE:低密度ポリエチレン(「スミカセンG401」住友化学株式会社製、密度=0.926g/cm3)
St:スチレン
GMA:メタクリル酸グリシジル
AN:アクリロニトリル
MEC:t−ブチルペルオキシメタクリロイロキシエチルカーボネート
R355:ジ(3,5,5−トリメチルヘキサノイル)パーオキサイド
BW:ベンゾイルパーオキサイド(「ナイパーBW」、10時間半減期温度=74℃、日油株式会社製)
25B:2,5−ジメチル−2,5−ジ(t−ブチルパーオキシ)ヘキサン(「パーヘキサ25B」、10時間半減期温度=118℃、日油株式会社製)
BuE:t−ブチルパーオキシ−2−エチルヘキシルモノカーボネート(「パーブチルE」、10時間半減期温度=99℃、日油株式会社製)
[(Y)グラフト共重合体の製造]
前記のエチレン−酢酸ビニル共重合体樹脂組成物を用いて(Y)グラフト共重合体を製造した。この一例として、製造例1に係る(Y)グラフト共重合体の製造プロセスを以下に示す。なお、他の製造例及び比較製造例に係る(Y)グラフト共重合体も、製造例1と同様のプロセスで製造した。
まず、製造例1で得られたエチレン−酢酸ビニル共重合体樹脂組成物をラボプラストミル一軸押出機(株式会社東洋精機製作所製)で200℃にて溶融混練し、グラフト化反応させることにより主鎖がエチレン−酢酸ビニル共重合体から成り、側鎖がポリ(St/GMA)から成る(Y)グラフト共重合体を得た。
[PA/ABS樹脂組成物の製造]
実施例1−1〜1−16及び比較例1−1〜1−7について、表2に示す配合割合で、(x−1)PA樹脂(商品名「アミランCM1017A」、標準グレード、東レ株式会社製、表2中で「PA」と示す)と、(x−2)ABS樹脂(商品名「トヨラック700−314」、標準グレード、東レ株式会社製、表2中で「ABS」と示す)と、に対して、上記の(Y)グラフト共重合体を適宜所定量ドライブレンドし、240℃に設定した二軸押出機にて溶融混練し、PA/ABS樹脂組成物を得た。
比較例2−1に係るPA/ABS樹脂組成物は、(Y)グラフト共重合体を用いずに、(X)ポリアミド(PA)/ABS樹脂のみにより製造した。
実施例1−1〜1−16及び比較例1−1〜1−7で得られたPA/ABS樹脂組成物を射出成形機によって成形することにより、実施例1−1〜1−16及び比較例1−1〜1−7で得られた評価材を作製した。射出成形の条件としては、バレル温度を250℃とし、金型温度を80℃とした。
・耐衝撃性
JIS K−7110に準拠し、Izod衝撃値を評価した。試験温度は23℃として、ノッチ付の試験片を用いて評価を行った。耐衝撃性の目標値は、(X)ポリアミド(PA)/ABS樹脂の種類に応じて決定される。
試験機:オリエンテック株式会社製 摩擦摩耗試験機 EFM−III−F
評価材:内径20mm、外径25.6mmの円筒材
評価材材質:表3に示す組成のPA/ABS樹脂組成物
相手材:内径20mm、外径25.6mmの円筒材
相手材材質:(1)ニートPA/ABS樹脂、(2)評価材と同材
なお、ここでいうニートPA/ABS樹脂とは、(Y)グラフト共重合体を含有しない(X)ポリアミド(PA)/ABS樹脂のことをいう。
得られた評価材を、軋み音評価試験用のプレート(60mm×100mm×2mm)に切り出してバリ取りを行った後、温度25℃、湿度50%でそれぞれ12時間状態調整した。また、相手材用のプレート(50mm×25mm×2mm)として、(1)ニートPA/ABS樹脂製のプレート及び(2)炭素鋼(S45C)製のプレートも準備した。
軋み音リスク値4〜5:軋み音発生のリスクがやや高い
軋み音リスク値6〜10:軋み音発生のリスクが高い
PA:「アミランCM1017A」、標準グレード、東レ株式会社製
ABS:「トヨラック700−314」、標準グレード、東レ株式会社製
PA/ABS:「Terblend N NM−11」、Styrolition製
(実施例について)
・耐衝撃性
実施例1−1〜1−16に係る評価材ではいずれも、Izod衝撃値が15kJ/m2以上の大きい値であった。
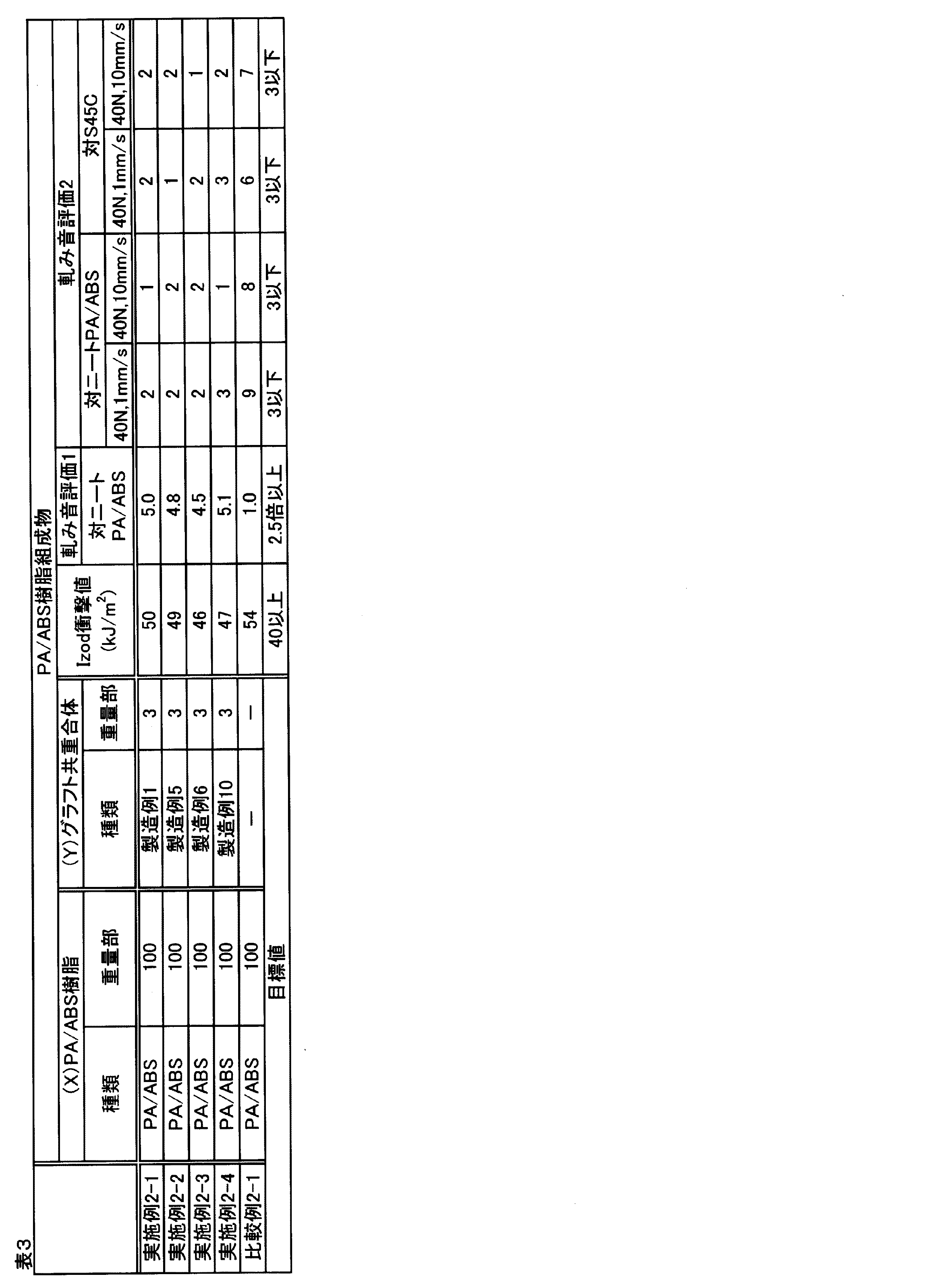
実施例1−1〜1−16及び実施例2−1〜2−4に係る評価材ではいずれも、相手材を(1)ニートPA/ABS樹脂とする軋み音発生荷重が、評価材をニートPA/ABS樹脂とした評価の2.5倍以上と高い値であった。
実施例1−1〜1−16及び実施例2−1〜2−4に係る評価材ではいずれも、相手材を(1)ニートPA/ABS樹脂及び(2)炭素鋼(S45C)とした場合の軋み音リスク値が3以下の小さい値であった。
(X)ポリアミド(PA)/ABS樹脂のみを用いる比較例1−1では、軋み音評価1における軋み音発生荷重が1.0倍であった。また、比較例1−1では、相手材を(1)ニートPA/ABS樹脂及び(2)炭素鋼(S45C)とした場合の軋み音リスク値がいずれも3を上回っていた。
Claims (4)
- (X)ポリアミド(PA)/ABS樹脂と、(Y)グラフト共重合体と、を含有し、
前記(Y)グラフト共重合体の主鎖が、(A)エチレン−酢酸ビニル共重合体から成り、
前記(Y)グラフト共重合体の側鎖が、(b−1)スチレンと、(b−2)アクリロニトリル及びメタクリル酸グリシジルの少なくとも1つと、を含有する(B)ビニル共重合体から成り、
前記(Y)グラフト共重合体の主鎖同士が、(C)有機過酸化物によって架橋されており、
(A)エチレン−酢酸ビニル共重合体の構造単位での酢酸ビニルの含有量が1〜20重量%であり、
前記(Y)グラフト共重合体のメルトフローレートが0.1(g/10min)以上、1.1(g/10min)以下であり、
(A)エチレン−酢酸ビニル共重合体の含有量を100重量部としたとき、(C)有機過酸化物の含有量が0.1〜3重量部である、
PA/ABS樹脂組成物。 - 前記(X)ポリアミド(PA)/ABS樹脂の含有量を100重量部とすると、前記(Y)グラフト共重合体の含有量が1〜25重量部である
請求項1記載のPA/ABS樹脂組成物。 - 前記(A)エチレン−酢酸ビニル共重合体と、前記(b−1)スチレンと、前記(b−2)アクリロニトリル及びメタクリル酸グリシジルの少なくとも1つと、の含有量の合計を100重量部とすると、前記(A)エチレン−酢酸ビニル共重合体の含有量が50〜90重量部である
請求項1または2記載のPA/ABS樹脂組成物。 - 請求項1から3のいずれか1項に記載のPA/ABS樹脂組成物の成形品である樹脂成形品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015253431A JP6701552B2 (ja) | 2015-12-25 | 2015-12-25 | Pa/abs樹脂組成物、及び樹脂成形品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015253431A JP6701552B2 (ja) | 2015-12-25 | 2015-12-25 | Pa/abs樹脂組成物、及び樹脂成形品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017115061A JP2017115061A (ja) | 2017-06-29 |
| JP6701552B2 true JP6701552B2 (ja) | 2020-05-27 |
Family
ID=59233714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015253431A Expired - Fee Related JP6701552B2 (ja) | 2015-12-25 | 2015-12-25 | Pa/abs樹脂組成物、及び樹脂成形品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6701552B2 (ja) |
-
2015
- 2015-12-25 JP JP2015253431A patent/JP6701552B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017115061A (ja) | 2017-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5424221B2 (ja) | 溶融張力に優れたポリプロピレン樹脂組成物及びその製造方法 | |
| KR102420906B1 (ko) | 에틸렌-아세트산비닐 공중합체 수지 조성물, 그래프트 공중합체, 열가소성 수지 조성물, 및 수지 성형품 | |
| JP6596994B2 (ja) | Pc/abs樹脂組成物、及び樹脂成形品 | |
| JP2020176238A (ja) | Pc/asa樹脂組成物、該組成物から得られる樹脂成形体 | |
| JP6684434B2 (ja) | Abs樹脂組成物、及び樹脂成形品 | |
| JP7359165B2 (ja) | 樹脂組成物、熱可塑性樹脂組成物、および熱可塑性樹脂成型体 | |
| JP6627324B2 (ja) | Pc/abs樹脂組成物、及び樹脂成形品 | |
| JP6596909B2 (ja) | ポリアミド樹脂組成物、及び樹脂成形品 | |
| JP6701552B2 (ja) | Pa/abs樹脂組成物、及び樹脂成形品 | |
| JP6648427B2 (ja) | ポリカーボネート樹脂組成物、及び樹脂成形品 | |
| JP6672727B2 (ja) | エチレン−酢酸ビニル共重合体樹脂組成物、グラフト共重合体、ポリアセタール樹脂組成物、及び樹脂成形品 | |
| JP6582654B2 (ja) | ポリアセタール樹脂組成物 | |
| JP6701551B2 (ja) | Pa/abs樹脂組成物、及び樹脂成形品 | |
| JP2019199602A (ja) | 熱可塑性樹脂組成物、該組成物から得られる樹脂成形体 | |
| JP2024040599A (ja) | 樹脂組成物、ポリアミド樹脂組成物、およびポリアミド樹脂成形体 | |
| JP7755230B2 (ja) | 熱可塑性樹脂組成物、樹脂組成物から得られる成形体 | |
| JP6438652B2 (ja) | エラストマー組成物,エラストマー及びエラストマー成形体 | |
| JP2022017648A (ja) | ポリアミド樹脂組成物、およびポリアミド樹脂成形体 | |
| JP2006028284A (ja) | 難燃性エチレン系共重合体樹脂組成物及びその製造方法 | |
| JP2023046712A (ja) | 変性ポリオレフィン | |
| JP2022017649A (ja) | ポリアセタール樹脂組成物、およびポリアセタール樹脂成形体 | |
| JP2021054930A (ja) | ポリプロピレン樹脂組成物、ポリプロピレン樹脂成形品 | |
| JP2019038881A (ja) | 熱可塑性樹脂組成物、該組成物から得られる樹脂成形体 | |
| JP2019044120A (ja) | 熱可塑性樹脂組成物の製造方法およびグラフト共重合体組成物の製造方法 | |
| JP2016056324A (ja) | ポリアミド樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181112 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190911 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190917 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191024 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20191024 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200403 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200416 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6701552 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |