JP6699093B2 - 静電紡糸用スピナレット - Google Patents
静電紡糸用スピナレット Download PDFInfo
- Publication number
- JP6699093B2 JP6699093B2 JP2015098719A JP2015098719A JP6699093B2 JP 6699093 B2 JP6699093 B2 JP 6699093B2 JP 2015098719 A JP2015098719 A JP 2015098719A JP 2015098719 A JP2015098719 A JP 2015098719A JP 6699093 B2 JP6699093 B2 JP 6699093B2
- Authority
- JP
- Japan
- Prior art keywords
- raw material
- spinneret
- material fluid
- electrospinning
- nanofibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000010041 electrostatic spinning Methods 0.000 title claims description 33
- 239000012530 fluid Substances 0.000 claims description 159
- 239000002994 raw material Substances 0.000 claims description 155
- 238000001523 electrospinning Methods 0.000 claims description 89
- 238000009826 distribution Methods 0.000 claims description 47
- 238000009987 spinning Methods 0.000 claims description 43
- 230000000149 penetrating effect Effects 0.000 claims description 13
- 239000007769 metal material Substances 0.000 claims description 7
- 238000007599 discharging Methods 0.000 claims description 3
- 239000002121 nanofiber Substances 0.000 description 85
- 239000000835 fiber Substances 0.000 description 31
- 229920005569 poly(vinylidene fluoride-co-hexafluoropropylene) Polymers 0.000 description 28
- 230000005684 electric field Effects 0.000 description 18
- 239000000463 material Substances 0.000 description 13
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 12
- 238000000034 method Methods 0.000 description 12
- 229920000642 polymer Polymers 0.000 description 12
- 229910052782 aluminium Inorganic materials 0.000 description 10
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 10
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 9
- 239000002904 solvent Substances 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 7
- 238000002347 injection Methods 0.000 description 6
- 239000007924 injection Substances 0.000 description 6
- 239000000654 additive Substances 0.000 description 5
- 230000000996 additive effect Effects 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 4
- 239000011324 bead Substances 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 239000002105 nanoparticle Substances 0.000 description 3
- YEJRWHAVMIAJKC-UHFFFAOYSA-N 4-Butyrolactone Chemical compound O=C1CCCO1 YEJRWHAVMIAJKC-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 2
- 239000002033 PVDF binder Substances 0.000 description 2
- DBMJMQXJHONAFJ-UHFFFAOYSA-M Sodium laurylsulphate Chemical compound [Na+].CCCCCCCCCCCCOS([O-])(=O)=O DBMJMQXJHONAFJ-UHFFFAOYSA-M 0.000 description 2
- 229920006373 Solef Polymers 0.000 description 2
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 2
- 239000002563 ionic surfactant Substances 0.000 description 2
- HJOVHMDZYOCNQW-UHFFFAOYSA-N isophorone Chemical compound CC1=CC(=O)CC(C)(C)C1 HJOVHMDZYOCNQW-UHFFFAOYSA-N 0.000 description 2
- 239000008204 material by function Substances 0.000 description 2
- 239000002086 nanomaterial Substances 0.000 description 2
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 235000019333 sodium laurylsulphate Nutrition 0.000 description 2
- UWHSPZZUAYSGTB-UHFFFAOYSA-N 1,1,3,3-tetraethylurea Chemical compound CCN(CC)C(=O)N(CC)CC UWHSPZZUAYSGTB-UHFFFAOYSA-N 0.000 description 1
- AVQQQNCBBIEMEU-UHFFFAOYSA-N 1,1,3,3-tetramethylurea Chemical compound CN(C)C(=O)N(C)C AVQQQNCBBIEMEU-UHFFFAOYSA-N 0.000 description 1
- FPZWZCWUIYYYBU-UHFFFAOYSA-N 2-(2-ethoxyethoxy)ethyl acetate Chemical compound CCOCCOCCOC(C)=O FPZWZCWUIYYYBU-UHFFFAOYSA-N 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- XDTMQSROBMDMFD-UHFFFAOYSA-N Cyclohexane Chemical compound C1CCCCC1 XDTMQSROBMDMFD-UHFFFAOYSA-N 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 229930188620 butyrolactone Natural products 0.000 description 1
- 239000002041 carbon nanotube Substances 0.000 description 1
- 229910021393 carbon nanotube Inorganic materials 0.000 description 1
- 239000002781 deodorant agent Substances 0.000 description 1
- 230000001687 destabilization Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 229910021389 graphene Inorganic materials 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 229910052588 hydroxylapatite Inorganic materials 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 229910017053 inorganic salt Inorganic materials 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- XYJRXVWERLGGKC-UHFFFAOYSA-D pentacalcium;hydroxide;triphosphate Chemical compound [OH-].[Ca+2].[Ca+2].[Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O XYJRXVWERLGGKC-UHFFFAOYSA-D 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002239 polyacrylonitrile Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- RUOJZAUFBMNUDX-UHFFFAOYSA-N propylene carbonate Chemical compound CC1COC(=O)O1 RUOJZAUFBMNUDX-UHFFFAOYSA-N 0.000 description 1
- 239000012798 spherical particle Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- DQWPFSLDHJDLRL-UHFFFAOYSA-N triethyl phosphate Chemical compound CCOP(=O)(OCC)OCC DQWPFSLDHJDLRL-UHFFFAOYSA-N 0.000 description 1
- WVLBCYQITXONBZ-UHFFFAOYSA-N trimethyl phosphate Chemical compound COP(=O)(OC)OC WVLBCYQITXONBZ-UHFFFAOYSA-N 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images










Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D4/00—Spinnerette packs; Cleaning thereof
- D01D4/06—Distributing spinning solution or melt to spinning nozzles
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/0007—Electro-spinning
- D01D5/0061—Electro-spinning characterised by the electro-spinning apparatus
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/0007—Electro-spinning
- D01D5/0061—Electro-spinning characterised by the electro-spinning apparatus
- D01D5/0069—Electro-spinning characterised by the electro-spinning apparatus characterised by the spinning section, e.g. capillary tube, protrusion or pin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Nonwoven Fabrics (AREA)
Description
[1]導電性金属材料の構造体より構成される静電紡糸用スピナレットであって、該構造体は、長軸方向と短軸方向と厚み方向とを備え、該構造体の一面に紡糸用の原料流体の流入口を備え、他の一面に、複数の突起が前記長軸方向に沿って並ぶように形成され、複数の突起の各々は該構造体から突出するように延び、該突起は、その頂部に原料流体を吐出する吐出孔を有し、該吐出孔のピッチが1mmを越える静電紡糸用スピナレット。
[2]前記突起の高さが0.1mm以上である前記[1]に記載の静電紡糸用スピナレット。
[3]前記構造体が2個以上の部品で構成され、該部品の接合面に、各吐出孔に原料流体を均一に分配する流路を有する前記[1]または[2]に記載の静電紡糸用スピナレット。
[4]前記構造体の本体部の内部に設けられた、各吐出孔に原料流体を均一に分配する分配板を有し、当該分配板が原料流体の流路を形成する前記[1]〜[3]のいずれか1に記載の静電紡糸用スピナレット。
[5]前記流入口から各々の吐出孔までは略等距離の流路で繋がっており、前記流入口から各々の吐出孔までの流路の距離の差が10%以内である前記[1]〜[4]のいずれか1に記載の静電紡糸用スピナレット。
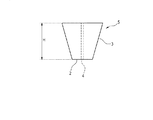
該構造体において、その厚み方向(Y方向)を構成する前記金属材料の一部が短軸方向(Z方向)に沿って突起5を形成するように延びている。言い換えると、構造体の本体部20の第一の面(一面)22と対向する逆側の第二の面(他の一面)21(本体部20の一側面を構成する)において、複数の突起5が短軸方向(Z方向)に沿って伸びるように形成されている。ここで本体部20は、静電紡糸用スピナレット1を構成する構造体から突起5を除いた部分を意味する。

静電紡糸用スピナレット1の内部に流路11を形成することで、空気と原料流体の比重の差の影響を受けにくくすることができる。これにより、スピナレット内部に空気を抱き込むことなく原料流体を内部空間9に充填することができ、さらに流入口から各々の吐出孔までの距離が略等距離であることから、原料流体を各々の吐出孔4に均一に供給することができ、均一なナノファイバ8を得ることができる。
気温25℃および湿度30%の条件でBROOKFIELD社製の粘度計RVDV−IPrimeと、コーンスピンドルCPE−41を使用して、後述する原料流体の粘度を測定した。
株式会社日立ハイテクノロジーズ製の走査型電子顕微鏡SU8020を使用して、ナノファイバを観察し、画像解析ソフトを用いてナノファイバ50ヶ所の直径を測定した。ナノファイバ50ヶ所の繊維径の平均値を平均繊維径とした。
静電紡糸を開始して、隣接するテイラーコーン同士が接触することなく2時間以上経過し、テイラーコーンからのナノファイバの紡出が連続的であった場合を「◎」、隣接するテイラーコーン同士が接触することなく2時間以上経過したが、テイラーコーンからのナノファイバの紡出が断続的であった場合を「○」、隣接するテイラーコーン同士が接触するまでに要した時間が10分〜2時間の範囲であり、テイラーコーンからのナノファイバの紡出が連続的または断続的であった場合を「△」、隣接するテイラーコーン同士が接触するまでに要した時間が10分以下であり、テイラーコーンからのナノファイバの紡出が連続的または断続的であった場合を「×」として紡糸安定性を評価した。
Solvay製のポリフッ化ビニリデン−ヘキサフルオロプロピレン(PVDF−HFP)樹脂であるSolef 21216を、N,N−ジメチルホルムアミドに8質量%の濃度で溶解し、添加剤としてラウリル硫酸ナトリウムを0.1質量%となるように添加し、原料流体を調製した。この原料流体の粘度は461cPであった。次に、捕集電極の上に置いたアルミシートを基材として、この上に前記原料流体を、図1に記載の突起を有する静電紡糸用スピナレットを用いて、静電紡糸をして、PVDF−HFPナノファイバを作製した。なお、スピナレットの長さは100mm、スピナレットの厚さは20mm、スピナレットの高さは40mm、突起の高さは1.5mm、突起の形状は方光体、突起は一次元的に配され、吐出孔出口の形状は円形、吐出孔の出口の孔径は0.3mm、頂部の面積(吐出孔出口の面積を含む)は1mm2、1つの突起につき1つの吐出孔を配し、スピナレットは4個の突起を有し、隣り合う吐出孔間の距離は8mm、流入口の孔径は2mmであった。本実施例の静電紡糸用スピナレットは、その内部に、原料流体を流入口から各々の吐出孔へ分配するため、図4に例示するような内部空間を形成している。内部空間の長さは80mm、内部空間の厚さは10mm、内部空間の高さは35mm、吐出孔の長さは5mmであった。本実施例の紡糸条件は、1個の吐出孔(単孔)への原料流体の供給量は1.0mL/hr、印加電圧は45kV、紡糸距離は150mm、紡糸空間は気温25度Cおよび湿度30%であった。本実施例では、原料流体の粘度が高いため、隣接するテイラーコーン同士が接触することなく2時間以上に亘って安定的な紡糸が可能であったため、十分な操業性であった。また、テイラーコーンからのナノファイバの紡出が連続的であったため、十分な品質のPVDF−HFPナノファイバを得られた。得られたPVDF−HFPナノファイバの平均繊維径は、78±15nmであった。
Solvay製のPVDF−HFP樹脂であるSolef 21216を、N,N−ジメチルホルムアミドに6質量%の濃度で溶解し、添加剤としてラウリル硫酸ナトリウムを0.1質量%となるように添加し、原料流体を調製した。この原料流体の粘度は162cPであった。次に、アルミシートを基材として、この上に前記原料流体を、実施例1と同様の静電紡糸用スピナレットを用いて、実施例1と同様の紡糸条件で静電紡糸をして、PVDF−HFPナノファイバを作製した。本実施例では、原料流体の粘度が低いが、方光体の突起の周辺に強力な電界を発生させ、テイラーコーンが捕集電極表面へ引き寄せられる力を強めることができたため、隣接するテイラーコーン同士が接触することなく2時間以上に亘って安定的な紡糸が可能で十分な操業性であった。しかし、スピナレットの内部に原料流体を分配する流路を有しておらず、テイラーコーンからのナノファイバの紡出が断続的であったため、十分な品質のPVDF−HFPナノファイバを得られなかった。得られたPVDF−HFPナノファイバの平均繊維径は、62±25nmであった。
原料流体は実施例2と同様の条件で調製した。次に、捕集電極の上に置いたアルミシートを基材として、この上に前記原料流体を、図1に記載の突起を有する静電紡糸用スピナレットを用いて、静電紡糸をして、PVDF−HFPナノファイバを作製した。スピナレットの長さは100mm、スピナレットの厚さは20mm、スピナレットの高さは40mm、突起の高さは1.5mm、突起の形状は方光体、突起は一次元的に配され、吐出孔出口の形状は円形、吐出孔の出口の孔径は0.3mm、頂部の面積(吐出孔出口の面積を含む)は1mm2、1つの突起につき1つの吐出孔を配し、スピナレットは4個の突起を有し、隣り合う吐出孔間の距離は8mm、流入口の孔径は2mmであった。本実施例の静電紡糸用スピナレットは、その内部に、原料流体を流入口から各々の吐出孔へ分配するため、図6に例示するようなトーナメント状の流路を、図7の斜視図に例示するような分配板を用いて形成した。原料流体が流れる方向に対して垂直方向の分配板の溝の断面積は2mm2、原料流体が流れる方向の溝の長さは35mm、分配板の溝を貫通する孔の面積は0.5mm2、分配板の溝を貫通する孔の長さは3mmであった。本実施例の紡糸条件は、実施例1と同様の紡糸条件であった。本実施例では、原料流体の粘度が低いが、方光体の突起の周辺に強力な電界を発生させ、テイラーコーンが捕集電極表面へ引き寄せられる力を強めることができたため、隣接するテイラーコーン同士が接触することなく2時間以上に亘って安定的な紡糸が可能で十分な操業性であった。また、スピナレットの内部に原料流体を分配する流路を有しており、テイラーコーンからのナノファイバの紡出が連続的であったため、十分な品質のPVDF−HFPナノファイバを得られた。得られたPVDF−HFPナノファイバの平均繊維径は、64±13nmであった。
原料流体は実施例2と同様の条件で調製した。この原料流体の粘度は162cPであった。次に、捕集電極の上に置いたアルミシートを基材として、この上に前記原料流体を、図9に記載の突起を有する静電紡糸用スピナレットを用いて、静電紡糸をして、PVDF−HFPナノファイバを作製した。なお、スピナレットの長さは100mm、スピナレットの厚さは20mm、スピナレットの高さは40mm、突起の高さは1.5mm、突起の形状は四角錘、突起は一次元的に配され、吐出孔出口の形状は円形、吐出孔の出口の孔径は0.3mm、頂部の面積(吐出孔出口の面積を含む)は1mm2、1つの突起につき1つの吐出孔を配し、スピナレットは4個の突起を有し、隣り合う吐出孔間の距離は8mm、流入口の孔径は2mmであった。本実施例の静電紡糸用スピナレットは、その内部に、原料流体を流入口から各々の吐出孔へ分配するため、図4に例示するような内部空間を形成している。内部空間の長さは80mm、内部空間の厚さは10mm、内部空間の高さは35mm、吐出孔の長さは5mmであった。本実施例の紡糸条件は、本実施例1と同様の紡糸条件であった。本実施例では、原料流体の粘度が低いが、方光体の突起の周辺に強力な電界を発生させ、テイラーコーンが捕集電極表面へ引き寄せられる力を強めることができたため、隣接するテイラーコーン同士が接触することなく2時間以上に亘って安定的な紡糸が可能で十分な操業性であった。しかし、スピナレットの内部に原料流体を分配する流路を有しておらず、テイラーコーンからのナノファイバの紡出が断続的であったため、十分な品質のPVDF−HFPナノファイバを得られなかった。得られたPVDF−HFPナノファイバの平均繊維径は、58±26nmであった。
原料流体は実施例2と同様の条件で調製した。この原料流体の粘度は162cPであった。次に、アルミシートを基材として、この上に前記原料流体を、図9に記載の突起を有する静電紡糸用スピナレットを用いて、PVDF−HFPナノファイバを作製した。なお、スピナレットの長さは100mm、スピナレットの厚さは20mm、スピナレットの高さは40mm、突起の高さは1.5mm、突起の形状は四角錘、突起は一次元的に配され、吐出孔出口の形状は円形、吐出孔の出口の孔径0.3mm、1つの突起につき1つの吐出孔を配し、スピナレットは4個の突起を有し、隣り合う吐出孔間の距離は8mm、流入口の孔径2mmであった。本実施例の静電紡糸用スピナレットは、その内部に、原料流体を流入口から各々の吐出孔へ分配するため、図6に例示するようなトーナメント形状の流路を、図7の斜視図に例示するような分配板を用いて形成した。原料流体が流れる方向に対して垂直方向の分配板の溝の断面積は2mm2、原料流体が流れる方向の溝の長さは35mm、分配板の溝を貫通する孔の面積は0.5mm2、分配板の溝を貫通する孔の長さは3mmであった。本実施例の紡糸条件は、実施例1と同様の紡糸条件であった。本実施例の紡糸条件は、実施例1と同様の紡糸条件であった。本実施例では、原料流体の粘度が低いが、方光体の突起の周辺に強力な電界を発生させ、テイラーコーンが捕集電極表面へ引き寄せられる力を強めることができたため、隣接するテイラーコーン同士が接触することなく2時間以上に亘って安定的な紡糸が可能で十分な操業性であった。また、スピナレットの内部に原料流体を分配する流路を有しており、テイラーコーンからのナノファイバの紡出が連続的であったため、十分な品質のPVDF−HFPナノファイバを得られた。得られたPVDF−HFPナノファイバの平均繊維径は、56±17nmであった。
原料流体は実施例2と同様の条件で調製した。この原料流体の粘度は162cPであった。次に、アルミシートを基材として、この上に前記原料流体を、図10に記載の突起を有する静電紡糸用スピナレットを用いて、PVDF−HFPナノファイバを作製した。なお、スピナレットの長さは100mm、スピナレットの厚さは20mm、スピナレットの高さは40mm、突起の高さは1.5mm、突起の形状は四角柱、突起は一次元的に配され、吐出孔出口の形状は円形、吐出孔の出口の孔径0.3mm、1つの突起につき1つの吐出孔を配し、スピナレットは4個の突起を有し、隣り合う吐出孔間の距離は8mm、流入口の孔径2mmであった。本実施例の静電紡糸用スピナレットは、その内部に、原料流体を流入口から各々の吐出孔へ分配するため、図4に例示するような内部空間を形成している。内部空間の長さは80mm、内部空間の厚さは10mm、内部空間の高さは35mm、吐出孔の長さは5mmであった。本実施例の紡糸条件は、実施例1と同様の紡糸条件であった。本実施例では、原料流体の粘度が低いが、方光体の突起の周辺に強力な電界を発生させ、テイラーコーンが捕集電極表面へ引き寄せられる力を強めることができたため、隣接するテイラーコーン同士が接触することなく2時間以上に亘って安定的な紡糸が可能で十分な操業性であった。しかし、スピナレットの内部に原料流体を分配する流路を有しておらず、テイラーコーンからのナノファイバの紡出が断続的であったため、十分な品質のPVDF−HFPナノファイバを得られなかった。得られたPVDF−HFPナノファイバの平均繊維径は、65±28nmであった。
原料流体は実施例2と同様の条件で調製した。この原料流体の粘度は162cPであった。次に、アルミシートを基材として、この上に前記原料流体を、図10に記載の突起を有する静電紡糸用スピナレットを用いて、PVDF−HFPナノファイバを作製した。なお、スピナレットの長さは100mm、スピナレットの厚さは20mm、スピナレットの高さは40mm、突起の高さは1.5mm、突起の形状は四角柱、突起は一次元的に配され、吐出孔の形状は円形、吐出孔の出口の孔径は0.3mm、1つの突起につき1つの吐出孔を配し、スピナレットは4個の突起を有し、頂部の面積(吐出孔出口の面積を含む)は1mm2、隣り合う吐出孔間の距離は8mm、流入口の孔径は2mmであった。本実施例の静電紡糸用スピナレットは、その内部に、原料流体を流入口から各々の吐出孔へ分配するため、図6に例示するようなトーナメント形状の流路を、図7の斜視図に例示するような分配板を用いて形成した。原料流体が流れる方向に対して垂直方向の分配板の溝の断面積は2mm2、原料流体が流れる方向の溝の長さは35mm、分配板の溝を貫通する孔の面積は0.5mm2、分配板の溝を貫通する孔の長さは3mmであった。本実施例の紡糸条件は、実施例1と同様の紡糸条件であった。本実施例の紡糸条件は、実施例1と同様の紡糸条件であった。本実施例では、原料流体の粘度が低いが、方光体の突起の周辺に強力な電界を発生させ、テイラーコーンが捕集電極表面へ引き寄せられる力を強めることができたため、隣接するテイラーコーン同士が接触することなく2時間以上に亘って安定的な紡糸が可能で十分な操業性であった。また、スピナレットの内部に原料流体を分配する流路を有しており、テイラーコーンからのナノファイバの紡出が連続的であったため、十分な品質のPVDF−HFPナノファイバを得られた。得られたPVDF−HFPナノファイバの平均繊維径は、62±19nmであった。
原料流体は実施例2と同様の条件で調製した。この原料流体の粘度は162cPであった。次に、アルミシートを基材として準備し、この上に前記原料流体を、図11に記載の突起を有していない静電紡糸用スピナレットを用いて、PVDF−HFPナノファイバを作製した。なお、スピナレットの長さは100mm、スピナレットの厚さは20mm、スピナレットの高さは40mm、吐出孔は一次元的に配され、吐出孔の形状は円形、吐出孔の出口の孔径は0.3mm、スピナレットは4個の吐出孔を有し、隣り合う吐出孔間の距離は8mmであった。本比較例の静電紡糸用スピナレットは、その内部に、原料流体を流入口から各々の吐出孔へ分配するため、図4に例示するような内部空間を形成している。内部空間の長さは80mm、内部空間の厚さは10mm、内部空間の高さは35mm、吐出孔の長さは5mmであった。本比較例の紡糸条件は、実施例1と同様の紡糸条件であった。本比較例では、原料流体の粘度が低く、突起を有していないスピナレットを用いており、テイラーコーンが捕集電極表面へ引き寄せられる力を十分に強めることができなかったため、静電紡糸を開始してから10分後に隣接するテイラーコーン同士が接触してしまい、十分な操業性を満足することができなかった。また、スピナレットの内部に原料流体を分配する流路を有しておらず、テイラーコーンからのナノファイバの紡出が連続的であったため、十分な品質のPVDF−HFPナノファイバを得られなかった。得られたPVDF−HFPナノファイバの平均繊維径は、65±33nmであった。
原料流体は実施例2と同様の条件で調製した。この原料流体の粘度は162cPであった。次に、アルミシートを基材として準備し、この上に前記原料流体を、図11に記載の突起を有していない静電紡糸用スピナレットを用いて、PVDF−HFPナノファイバを作製した。なお、スピナレットの長さは100mm、スピナレットの厚さは20mm、スピナレットの高さは40mm、吐出孔は一次元的に配され、吐出孔の形状は円形、吐出孔の出口の孔径は0.3mm、スピナレットは4個の吐出孔を有し、隣り合う吐出孔間の距離は8mmであった。本実施例の静電紡糸用スピナレットは、その内部に、原料流体を流入口から各々の吐出孔へ分配するため、図6に例示するようなトーナメント形状の流路を、図7の斜視図に例示するような分配板を用いて形成した。原料流体が流れる方向に対して垂直方向の分配板の溝の断面積は2mm2、原料流体が流れる方向の溝の長さは35mm、分配板の溝を貫通する孔の面積は0.5mm2、分配板の溝を貫通する孔の長さは3mmであった。本比較例の紡糸条件は、実施例1と同様の紡糸条件であった。本比較例では、原料流体の粘度が低く、突起を有していないスピナレットを用いており、テイラーコーンが捕集電極表面へ引き寄せられる力を十分に強めることができなかったため、静電紡糸を開始してから10分後に隣接するテイラーコーン同士が接触してしまい、十分な操業性を満足することができなかった。しかし、スピナレットの内部に原料流体を分配する流路を有しており、テイラーコーンからのナノファイバの紡出が連続的であったため、十分な品質のPVDF−HFPナノファイバを得られた。得られたPVDF−HFPナノファイバの平均繊維径は、63±21nmであった。
2 頂部(突起頂部)
3 側面部
4 吐出孔
5 突起
6 谷部
7 テイラーコーン
8 ナノファイバ
9 内部空間
10 流入口
11 流路
12 分配板
13、13a、13b 分配板の溝
14a、14b、14c、14d 分配板の孔
15 分配板
16 リード孔
20 本体部
21 第二の面(一面)
22 第一の面(他の一面)
30 トッププレート
31 流路を有するトッププレート
40、51、52 ノズル
X 構造体の長手方向、または幅方向に沿った長軸方向
Y 構造体の厚みの方向に沿った厚み方向
Z 構造体の短手方向、または高さ方向に沿った短軸方向
P ピッチ
H 突起の高さ
Claims (3)
- 導電性金属材料の構造体より構成される静電紡糸用スピナレットであって、
該構造体は、長軸方向と短軸方向と厚み方向とで形成される本体部を備え、
該本体部の一面に紡糸用の原料流体の流入口を備え、前記一面と対向する他の一面に、複数の突起が前記長軸方向に沿って並ぶように形成され、複数の突起の各々は該本体部から突出するように延び、
該突起は方光体の形状であり、前記突起における頂部の面積は0.1〜100mm 2 の範囲であり、前記突起は、前記頂部に原料流体を吐出する吐出孔を有し、該吐出孔のピッチが1mmを越え、
前記本体部の内部に、前記吐出孔の各々に前記原料流体を均一に分配する分配板を複数有し、前記分配板の各々は、表面に形成される溝と、該溝に前記分配板の厚み方向を貫通する孔を有し、前記分配板が前記原料流体の流路を形成し、
前記流路は、前記流入口から各々の吐出孔まで略等距離で繋がっており、前記流入口から各々の吐出孔までの流路の距離の差が10%以内である静電紡糸用スピナレット。 - 前記突起の高さが0.1mm以上である請求項1に記載の静電紡糸用スピナレット。
- 前記本体部が2個以上の部品で構成される請求項1または2に記載の静電紡糸用スピナレット。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015098719A JP6699093B2 (ja) | 2014-08-05 | 2015-05-14 | 静電紡糸用スピナレット |
| EP15829614.5A EP3178973A4 (en) | 2014-08-05 | 2015-07-31 | Spinneret for electrostatic spinning |
| CN201580051170.5A CN107109703B (zh) | 2014-08-05 | 2015-07-31 | 静电纺纱用喷丝头 |
| KR1020177005148A KR20170038014A (ko) | 2014-08-05 | 2015-07-31 | 정전 방사용 방적 돌기 |
| PCT/JP2015/071821 WO2016021503A1 (ja) | 2014-08-05 | 2015-07-31 | 静電紡糸用スピナレット |
| US15/501,437 US10662553B2 (en) | 2014-08-05 | 2015-07-31 | Spinneret for electrostatic spinning |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014159715 | 2014-08-05 | ||
| JP2014159715 | 2014-08-05 | ||
| JP2015098719A JP6699093B2 (ja) | 2014-08-05 | 2015-05-14 | 静電紡糸用スピナレット |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020080378A Division JP6881651B2 (ja) | 2014-08-05 | 2020-04-30 | 静電紡糸用スピナレット |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016037694A JP2016037694A (ja) | 2016-03-22 |
| JP6699093B2 true JP6699093B2 (ja) | 2020-05-27 |
Family
ID=55263770
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015098719A Active JP6699093B2 (ja) | 2014-08-05 | 2015-05-14 | 静電紡糸用スピナレット |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10662553B2 (ja) |
| EP (1) | EP3178973A4 (ja) |
| JP (1) | JP6699093B2 (ja) |
| KR (1) | KR20170038014A (ja) |
| CN (1) | CN107109703B (ja) |
| WO (1) | WO2016021503A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102019224B1 (ko) * | 2018-12-28 | 2019-09-06 | (주) 엠에이케이 | 전기 방사 장치 |
| CN110747522B (zh) * | 2019-10-31 | 2020-08-25 | 东华大学 | 一种均匀供液的静电纺丝装置 |
| CN110725018B (zh) * | 2019-11-07 | 2020-05-19 | 吉林大学 | 一种用于静电纺丝的仿生防堵塞喷丝头 |
| CN113564735A (zh) * | 2021-08-20 | 2021-10-29 | 北京化工大学 | 一种气流辅助的离心静电纺丝装置 |
| CN115976661B (zh) * | 2023-02-27 | 2024-07-23 | 青岛大学 | 一种静电纺丝装置 |
| CN116716668B (zh) * | 2023-08-09 | 2023-12-22 | 江苏新视界先进功能纤维创新中心有限公司 | 一种熔融静电纺丝装置及采用其制备纳米纤维长丝的方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2323025A (en) * | 1939-05-13 | 1943-06-29 | Formhals Anton | Production of artificial fibers from fiber forming liquids |
| US3034526A (en) * | 1959-11-13 | 1962-05-15 | Du Pont | Laminar fluid flow process |
| IT941066B (it) * | 1971-06-19 | 1973-03-01 | Jenne S R L | Cella modulare per la filatura di fibre sintetiche |
| US4550681A (en) * | 1982-10-07 | 1985-11-05 | Johannes Zimmer | Applicator for uniformly distributing a flowable material over a receiving surface |
| JPS6375107A (ja) * | 1986-09-19 | 1988-04-05 | Toray Ind Inc | 多成分繊維紡糸用口金装置 |
| US20020094352A1 (en) * | 2000-11-14 | 2002-07-18 | Ying Guo | Bicomponent filament spin pack used in spunbond production |
| KR100458946B1 (ko) * | 2002-08-16 | 2004-12-03 | (주)삼신크리에이션 | 나노섬유 제조를 위한 전기방사장치 및 이를 위한방사노즐팩 |
| US7014442B2 (en) * | 2002-12-31 | 2006-03-21 | Kimberly-Clark Worldwide, Inc. | Melt spinning extrusion head system |
| US7175407B2 (en) | 2003-07-23 | 2007-02-13 | Aktiengesellschaft Adolph Saurer | Linear flow equalizer for uniform polymer distribution in a spin pack of a meltspinning apparatus |
| US7762801B2 (en) * | 2004-04-08 | 2010-07-27 | Research Triangle Institute | Electrospray/electrospinning apparatus and method |
| JP2006152479A (ja) | 2004-11-29 | 2006-06-15 | Toray Ind Inc | 極細繊維の製造装置およびそれを用いた製造方法 |
| DE102005053248B4 (de) * | 2005-11-08 | 2016-12-01 | Axel Nickel | Schmelzblaskopf mit veränderbarer Spinnbreite |
| JP4598083B2 (ja) * | 2005-12-12 | 2010-12-15 | パナソニック株式会社 | 静電噴霧装置及び静電噴霧方法 |
| JP2007303031A (ja) * | 2006-05-12 | 2007-11-22 | Kato Tech Kk | エレクトロスピニグ用ノズル及びそれを用いた微細熱可塑性樹脂繊維の製造方法 |
| JP4867672B2 (ja) * | 2007-01-18 | 2012-02-01 | パナソニック株式会社 | 高分子ファイバ生成方法と装置、これらを用いた高分子ウエブ製造方法と装置 |
| WO2008102538A1 (ja) * | 2007-02-21 | 2008-08-28 | Panasonic Corporation | ナノファイバ製造装置 |
| JP4833238B2 (ja) * | 2007-03-27 | 2011-12-07 | ジョン−チョル パック | ナノファイバーの大量生産のための電気紡糸装置 |
| CN101215762A (zh) | 2008-01-03 | 2008-07-09 | 东华大学 | 高效连续式静电纺纳米纤维毡的制备装置和方法 |
| CN102264449B (zh) * | 2008-12-25 | 2015-07-08 | 可乐丽股份有限公司 | 过滤器用滤材和过滤器芯 |
| JP4763845B2 (ja) | 2009-09-09 | 2011-08-31 | パナソニック株式会社 | ナノファイバ製造装置、ナノファイバ製造方法 |
| JP5569826B2 (ja) * | 2010-05-10 | 2014-08-13 | 独立行政法人物質・材料研究機構 | 高分子ファイバーとその製造方法および製造装置 |
| CN101871130B (zh) | 2010-07-06 | 2011-08-10 | 北京化工大学 | 一种一字架静电纺丝喷头 |
| CN102181946A (zh) * | 2011-05-13 | 2011-09-14 | 杨恩龙 | 装有圆锥形辅助电极的多喷头静电纺丝装置 |
| JP5821714B2 (ja) * | 2012-03-09 | 2015-11-24 | 東レ株式会社 | 複合口金および複合繊維の製造方法 |
-
2015
- 2015-05-14 JP JP2015098719A patent/JP6699093B2/ja active Active
- 2015-07-31 KR KR1020177005148A patent/KR20170038014A/ko unknown
- 2015-07-31 EP EP15829614.5A patent/EP3178973A4/en not_active Withdrawn
- 2015-07-31 US US15/501,437 patent/US10662553B2/en active Active
- 2015-07-31 CN CN201580051170.5A patent/CN107109703B/zh active Active
- 2015-07-31 WO PCT/JP2015/071821 patent/WO2016021503A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| EP3178973A4 (en) | 2018-02-28 |
| EP3178973A1 (en) | 2017-06-14 |
| KR20170038014A (ko) | 2017-04-05 |
| CN107109703B (zh) | 2021-05-28 |
| JP2016037694A (ja) | 2016-03-22 |
| WO2016021503A1 (ja) | 2016-02-11 |
| US10662553B2 (en) | 2020-05-26 |
| CN107109703A (zh) | 2017-08-29 |
| US20170218538A1 (en) | 2017-08-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6699093B2 (ja) | 静電紡糸用スピナレット | |
| Thoppey et al. | Unconfined fluid electrospun into high quality nanofibers from a plate edge | |
| SalehHudin et al. | Multiple-jet electrospinning methods for nanofiber processing: A review | |
| KR100458946B1 (ko) | 나노섬유 제조를 위한 전기방사장치 및 이를 위한방사노즐팩 | |
| Xie et al. | Effects of electric field on multineedle electrospinning: experiment and simulation study | |
| Parhizkar et al. | Performance of novel high throughput multi electrospray systems for forming of polymeric micro/nanoparticles | |
| Thoppey et al. | Edge electrospinning for high throughput production of quality nanofibers | |
| JP5719421B2 (ja) | 電界紡糸装置及びそれを備えたナノファイバ製造装置 | |
| US8668854B2 (en) | Process and apparatus for producing nanofibers using a two phase flow nozzle | |
| US20090295014A1 (en) | Spinning apparatus, and apparatus and process for manufacturing nonwoven fabric | |
| US20160083868A1 (en) | Electrospinning apparatus | |
| AK S et al. | Fabrication of poly (Caprolactone) nanofibers by electrospinning | |
| Zheng et al. | Electric field design for multijet electropsinning with uniform electric field | |
| JP6112873B2 (ja) | ナノ繊維材料及びマイクロ繊維材料を製造するための複合紡糸ノズル | |
| JP6337093B2 (ja) | 極細繊維の製造方法 | |
| CN115917069A (zh) | 纤维片、电纺丝装置和纤维片的制造方法 | |
| JP2014047440A (ja) | エレクトロスピニング装置 | |
| R Jabur et al. | The effects of operating parameters on the morphology of electrospun polyvinyl alcohol nanofibres | |
| JP2021518884A (ja) | 荷電溶液制御構造が改善された極細繊維製造用電界紡糸装置及びそのための溶液移送ポンプ | |
| JP5253319B2 (ja) | 不織布製造装置及び不織布の製造方法 | |
| JP6881651B2 (ja) | 静電紡糸用スピナレット | |
| JP6672198B2 (ja) | ナノファイバ製造方法及び装置 | |
| JP2006152479A (ja) | 極細繊維の製造装置およびそれを用いた製造方法 | |
| KR20130026207A (ko) | 멀티-셀 타입 전기방사용 튜브 및 이를 이용한 나노섬유의 제조방법 | |
| US12060656B2 (en) | Capillary type multi-jet nozzle for fabricating high throughput nanofibers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180417 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190416 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190613 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200106 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200331 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200413 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6699093 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |