JP6663714B2 - 圧着端子及びコネクタ - Google Patents
圧着端子及びコネクタ Download PDFInfo
- Publication number
- JP6663714B2 JP6663714B2 JP2015256632A JP2015256632A JP6663714B2 JP 6663714 B2 JP6663714 B2 JP 6663714B2 JP 2015256632 A JP2015256632 A JP 2015256632A JP 2015256632 A JP2015256632 A JP 2015256632A JP 6663714 B2 JP6663714 B2 JP 6663714B2
- Authority
- JP
- Japan
- Prior art keywords
- crimp terminal
- predetermined shape
- crimp
- portions
- concave curved
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000002788 crimping Methods 0.000 claims description 11
- 238000005553 drilling Methods 0.000 description 14
- 238000004519 manufacturing process Methods 0.000 description 10
- 238000005520 cutting process Methods 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 230000004048 modification Effects 0.000 description 6
- 238000012986 modification Methods 0.000 description 6
- 230000001154 acute effect Effects 0.000 description 3
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 230000000994 depressogenic effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000012212 insulator Substances 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
Images













Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/188—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping having an uneven wire-receiving surface to improve the contact
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/20—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping using a crimping sleeve
- H01R4/203—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping using a crimping sleeve having an uneven wire-receiving surface to improve the contact
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/10—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation
- H01R4/18—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping
- H01R4/183—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section
- H01R4/184—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section comprising a U-shaped wire-receiving portion
- H01R4/185—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation effected solely by twisting, wrapping, bending, crimping, or other permanent deformation by crimping for cylindrical elongated bodies, e.g. cables having circular cross-section comprising a U-shaped wire-receiving portion combined with a U-shaped insulation-receiving portion
Landscapes
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
Description
ケーブルの芯線に圧着される圧着バレルを有する圧着端子であって、
前記圧着バレルの内面には、互いに独立した複数の窪みが形成されており、
前記窪みの夫々は、前記圧着バレルが圧着される前の状態において、前記窪みの深さ方向と直交する面内において所定形状を有しており、
前記所定形状は、少なくとも2つの直線部とそれらをつなぐ1つの凹曲線部とを有しており、
前記凹曲線部は、前記所定形状内に向かって凹んでおり、
互いに異なる前記所定形状に含まれる複数の前記凹曲線部であって、互いに近接する複数の前記凹曲線部は、同一の円又は長円上に位置している
圧着端子を提供する。
前記直線部は、前記圧着端子の長手方向と交差する方向に延びている
圧着端子を提供する。
前記所定形状に含まれる前記直線部の数は3以上であり、
前記所定形状に含まれる前記凹曲線部の数は前記直線部の数と同じであり、
前記所定形状は、前記直線部と前記凹曲線部とが交互に接続された形状である
圧着端子を提供する。
前記直線部の各々の長さは、その両端にそれぞれ一方の端部が接続される2つの前記凹曲線部の残りの一方の端部間の距離よりも短い
圧着端子を提供する。
前記所定形状に含まれる前記直線部の数は偶数であり、
前記凹曲線部の各々は、前記所定形状内において他の前記凹曲線部のいずれか一つと互いに向かい合っている
圧着端子を提供する。
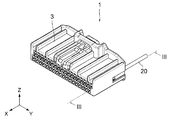
第1から第5までのいずれかの圧着端子と、前記圧着端子を保持する保持部材とを備えるコネクタを提供する。
3 保持部材
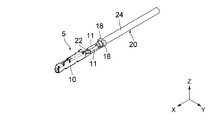
5 圧着端子
10 ソケット部
11 圧着バレル
12 内面
14,14A,14B,14C,14D,14E セレーション
15,15A,15B,15C,15D,15E 窪み
151,151A,151B,151C,151D,151E 直線部
153,153A,153B,153C,153D,153E 凹曲線部
18 ケーブル保持部
19 キャリア
20 ケーブル
22 芯線
24 外被
26 円
30 凸部
40 金属ブロック
42 溝
44 穴
Claims (6)
- ケーブルの芯線に圧着される圧着バレルを有する圧着端子であって、
前記圧着バレルの内面には、互いに独立した複数の窪みが形成されており、
前記窪みの夫々は、前記圧着バレルが圧着される前の状態において、前記窪みの深さ方向と直交する面内において所定形状を有しており、
前記所定形状は、少なくとも二つの直線部とそれらをつなぐ一つの曲線部とを有しており、
全ての前記曲線部は、前記所定形状内に向かって凹んでおり、
互いに異なる前記所定形状に含まれる複数の前記曲線部であって、互いに近接する複数の前記曲線部は、同一の円又は長円上に位置している
圧着端子。 - 請求項1に記載の圧着端子であって、
前記直線部は、前記圧着端子の長手方向と交差する方向に延びている
圧着端子。 - 請求項2に記載の圧着端子であって、
前記所定形状に含まれる前記直線部の数は3以上であり、
前記所定形状に含まれる前記曲線部の数は前記直線部の数と同じであり、
前記所定形状は、前記直線部と前記曲線部とが交互に接続された形状である
圧着端子。 - 請求項3に記載の圧着端子であって、
前記直線部の各々の長さは、その両端にそれぞれ一方の端部が接続される二つの前記曲線部の残りの一方の端部間の距離よりも短い
圧着端子。 - 請求項3又は請求項4に記載の圧着端子であって、
前記所定形状に含まれる前記直線部の数は偶数であり、
前記曲線部の各々は、前記所定形状内において他の前記曲線部のいずれか一つと互いに向かい合っている
圧着端子。 - 請求項1から請求項5までのいずれかに記載の圧着端子と、前記圧着端子を保持する保持部材とを備えるコネクタ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015256632A JP6663714B2 (ja) | 2015-12-28 | 2015-12-28 | 圧着端子及びコネクタ |
| US15/359,840 US9711873B1 (en) | 2015-12-28 | 2016-11-23 | Crimp terminal and connector |
| CN201611119166.0A CN106921051B (zh) | 2015-12-28 | 2016-12-07 | 压接端子及连接器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015256632A JP6663714B2 (ja) | 2015-12-28 | 2015-12-28 | 圧着端子及びコネクタ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017120713A JP2017120713A (ja) | 2017-07-06 |
| JP2017120713A5 JP2017120713A5 (ja) | 2018-11-15 |
| JP6663714B2 true JP6663714B2 (ja) | 2020-03-13 |
Family
ID=59087436
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015256632A Active JP6663714B2 (ja) | 2015-12-28 | 2015-12-28 | 圧着端子及びコネクタ |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US9711873B1 (ja) |
| JP (1) | JP6663714B2 (ja) |
| CN (1) | CN106921051B (ja) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10128581B2 (en) * | 2014-06-19 | 2018-11-13 | Fujikura Ltd. | Crimp terminal |
| JP1583222S (ja) * | 2016-12-13 | 2017-08-07 | ||
| JP1583221S (ja) * | 2016-12-13 | 2017-08-07 | ||
| JP1583220S (ja) * | 2016-12-13 | 2017-08-07 | ||
| JP1587160S (ja) * | 2017-03-09 | 2017-10-02 | ||
| JP1590186S (ja) * | 2017-03-09 | 2017-11-06 | ||
| JP1587159S (ja) * | 2017-03-09 | 2017-10-02 | ||
| JP1590185S (ja) * | 2017-03-09 | 2017-11-06 | ||
| JP1633599S (ja) | 2018-07-02 | 2019-06-10 | ||
| KR102078164B1 (ko) * | 2018-07-23 | 2020-02-17 | 한국단자공업 주식회사 | 터미널 |
| JP1703924S (ja) * | 2021-06-22 | 2022-01-04 | ||
| JP1703926S (ja) * | 2021-06-22 | 2022-01-04 | ||
| JP1703925S (ja) * | 2021-06-22 | 2022-01-04 | ||
| JP1703927S (ja) * | 2021-06-23 | 2022-01-04 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05152011A (ja) * | 1991-11-26 | 1993-06-18 | Sumitomo Wiring Syst Ltd | 圧着端子 |
| DE19549174A1 (de) * | 1995-10-28 | 1997-07-03 | Bosch Gmbh Robert | Kontaktelement mit Crimpabschnitt |
| JP5071288B2 (ja) | 2008-07-22 | 2012-11-14 | 住友電装株式会社 | 端子金具および端子金具付き電線 |
| JP2010027505A (ja) | 2008-07-23 | 2010-02-04 | Sumitomo Wiring Syst Ltd | 端子金具および端子金具付き電線 |
| US7722416B2 (en) * | 2008-10-02 | 2010-05-25 | Delphi Technologies, Inc. | Electrical connection system for use on aluminum wires |
| JP4979147B2 (ja) | 2009-04-24 | 2012-07-18 | 株式会社オートネットワーク技術研究所 | 端子金具及び端子金具付き電線 |
| JP5690095B2 (ja) | 2010-08-04 | 2015-03-25 | 矢崎総業株式会社 | 圧着端子 |
| US8622774B2 (en) * | 2011-11-07 | 2014-01-07 | Delphi Technologies, Inc. | Electrical contact having channel with angled sidewalls and romboid knurl pattern |
| JP2015076236A (ja) | 2013-10-08 | 2015-04-20 | 矢崎総業株式会社 | 圧着端子 |
| JP5940102B2 (ja) | 2013-11-01 | 2016-06-29 | 古河電気工業株式会社 | 端子金具および端子付き電線 |
| JP6278675B2 (ja) | 2013-11-28 | 2018-02-14 | 日本航空電子工業株式会社 | 圧着端子及びコネクタ |
-
2015
- 2015-12-28 JP JP2015256632A patent/JP6663714B2/ja active Active
-
2016
- 2016-11-23 US US15/359,840 patent/US9711873B1/en active Active
- 2016-12-07 CN CN201611119166.0A patent/CN106921051B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017120713A (ja) | 2017-07-06 |
| US9711873B1 (en) | 2017-07-18 |
| CN106921051A (zh) | 2017-07-04 |
| US20170187127A1 (en) | 2017-06-29 |
| CN106921051B (zh) | 2018-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6663714B2 (ja) | 圧着端子及びコネクタ | |
| JP6278675B2 (ja) | 圧着端子及びコネクタ | |
| EP2546931B1 (en) | Connecting structure of aluminum conductor and connector | |
| EP2602877B1 (en) | Crimp terminal | |
| KR101540467B1 (ko) | 압착단자 | |
| JP6278024B2 (ja) | コネクタ | |
| US10128581B2 (en) | Crimp terminal | |
| JP2010049843A (ja) | 端子金具 | |
| WO2016143466A1 (ja) | 端子付き電線及び端子 | |
| JP2015090739A (ja) | 圧着端子 | |
| WO2015053255A1 (ja) | 圧着端子 | |
| WO2015118930A1 (ja) | 雌端子 | |
| WO2013172457A1 (ja) | 雌端子 | |
| JP2015076235A (ja) | 圧着端子 | |
| WO2021124949A1 (ja) | 圧着端子、及び端子付き電線 | |
| WO2021124897A1 (ja) | 圧着端子、及び端子付き電線 | |
| WO2015122329A1 (ja) | 雌端子 | |
| JP6528808B2 (ja) | 端子および端子を製造する方法 | |
| JP6440468B2 (ja) | 圧着端子 | |
| JP2019114516A (ja) | 端子付き電線 | |
| JP6420128B2 (ja) | 圧着端子 | |
| WO2013179919A1 (ja) | 雌端子 | |
| JP6809811B2 (ja) | 端子付き電線及びワイヤーハーネス | |
| JP6359861B2 (ja) | 端子 | |
| WO2015076161A1 (ja) | 雌端子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181002 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181002 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190606 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190626 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190802 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20191106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191205 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20191213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200217 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6663714 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |