JP6650148B2 - デュアルキュア型耐汚染性マイクロスフェア物品 - Google Patents
デュアルキュア型耐汚染性マイクロスフェア物品 Download PDFInfo
- Publication number
- JP6650148B2 JP6650148B2 JP2016550782A JP2016550782A JP6650148B2 JP 6650148 B2 JP6650148 B2 JP 6650148B2 JP 2016550782 A JP2016550782 A JP 2016550782A JP 2016550782 A JP2016550782 A JP 2016550782A JP 6650148 B2 JP6650148 B2 JP 6650148B2
- Authority
- JP
- Japan
- Prior art keywords
- polymer
- binder resin
- article
- mol
- microspheres
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004005 microsphere Substances 0.000 title claims description 146
- 230000009977 dual effect Effects 0.000 title description 3
- 229920005989 resin Polymers 0.000 claims description 124
- 239000011347 resin Substances 0.000 claims description 124
- 239000011230 binding agent Substances 0.000 claims description 123
- 229920000642 polymer Polymers 0.000 claims description 87
- 229910052731 fluorine Inorganic materials 0.000 claims description 54
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 claims description 51
- 239000011737 fluorine Substances 0.000 claims description 51
- 238000001723 curing Methods 0.000 claims description 39
- 125000004435 hydrogen atom Chemical group [H]* 0.000 claims description 34
- 239000000178 monomer Substances 0.000 claims description 34
- 125000000524 functional group Chemical group 0.000 claims description 32
- 239000003795 chemical substances by application Substances 0.000 claims description 27
- 125000000217 alkyl group Chemical group 0.000 claims description 24
- 229920002313 fluoropolymer Polymers 0.000 claims description 22
- 239000005056 polyisocyanate Substances 0.000 claims description 19
- 229920001228 polyisocyanate Polymers 0.000 claims description 19
- 229910052760 oxygen Inorganic materials 0.000 claims description 18
- 125000002947 alkylene group Chemical group 0.000 claims description 17
- 125000004432 carbon atom Chemical group C* 0.000 claims description 16
- 229910052717 sulfur Inorganic materials 0.000 claims description 15
- 125000000732 arylene group Chemical group 0.000 claims description 14
- 125000003118 aryl group Chemical group 0.000 claims description 11
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 claims description 9
- 239000003431 cross linking reagent Substances 0.000 claims description 9
- 229910000077 silane Inorganic materials 0.000 claims description 9
- 125000000753 cycloalkyl group Chemical group 0.000 claims description 8
- 238000009833 condensation Methods 0.000 claims description 7
- 230000005494 condensation Effects 0.000 claims description 7
- 229920001577 copolymer Polymers 0.000 claims description 7
- 125000003710 aryl alkyl group Chemical group 0.000 claims description 5
- 229920000058 polyacrylate Polymers 0.000 claims description 5
- 125000002877 alkyl aryl group Chemical group 0.000 claims description 4
- 238000003847 radiation curing Methods 0.000 claims description 3
- 125000003709 fluoroalkyl group Chemical group 0.000 claims 1
- 238000013007 heat curing Methods 0.000 claims 1
- 125000004356 hydroxy functional group Chemical group O* 0.000 claims 1
- 239000010410 layer Substances 0.000 description 172
- 239000011324 bead Substances 0.000 description 89
- 238000012546 transfer Methods 0.000 description 51
- 239000000758 substrate Substances 0.000 description 49
- 239000000463 material Substances 0.000 description 46
- 239000000203 mixture Substances 0.000 description 37
- 229920001187 thermosetting polymer Polymers 0.000 description 35
- 239000012948 isocyanate Substances 0.000 description 34
- 150000002513 isocyanates Chemical class 0.000 description 34
- 239000011521 glass Substances 0.000 description 32
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 30
- -1 hydroxyl compound Chemical class 0.000 description 25
- 239000002904 solvent Substances 0.000 description 24
- 238000000576 coating method Methods 0.000 description 23
- 239000000853 adhesive Substances 0.000 description 22
- 230000001070 adhesive effect Effects 0.000 description 22
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 21
- 239000011248 coating agent Substances 0.000 description 20
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 20
- 239000007787 solid Substances 0.000 description 20
- 239000004971 Cross linker Substances 0.000 description 19
- 230000015572 biosynthetic process Effects 0.000 description 19
- 238000003786 synthesis reaction Methods 0.000 description 19
- 239000012790 adhesive layer Substances 0.000 description 18
- 229920001169 thermoplastic Polymers 0.000 description 18
- 239000004416 thermosoftening plastic Substances 0.000 description 18
- 238000000034 method Methods 0.000 description 17
- 238000002156 mixing Methods 0.000 description 15
- 239000002245 particle Substances 0.000 description 14
- 229920005749 polyurethane resin Polymers 0.000 description 13
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 12
- 239000000126 substance Substances 0.000 description 12
- VUUAEBBAUMJPRE-UHFFFAOYSA-N ethyl n-fluorocarbamate Chemical compound CCOC(=O)NF VUUAEBBAUMJPRE-UHFFFAOYSA-N 0.000 description 11
- CERQOIWHTDAKMF-UHFFFAOYSA-M methacrylate group Chemical group C(C(=C)C)(=O)[O-] CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 11
- 235000011371 Brassica hirta Nutrition 0.000 description 10
- 244000140786 Brassica hirta Species 0.000 description 10
- 238000010521 absorption reaction Methods 0.000 description 10
- HUAUNKAZQWMVFY-UHFFFAOYSA-M sodium;oxocalcium;hydroxide Chemical compound [OH-].[Na+].[Ca]=O HUAUNKAZQWMVFY-UHFFFAOYSA-M 0.000 description 10
- 238000012360 testing method Methods 0.000 description 10
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 9
- 238000005299 abrasion Methods 0.000 description 9
- 239000002585 base Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 9
- 238000004132 cross linking Methods 0.000 description 9
- 238000000465 moulding Methods 0.000 description 9
- 229920002635 polyurethane Polymers 0.000 description 9
- 239000004814 polyurethane Substances 0.000 description 9
- 230000008569 process Effects 0.000 description 9
- 238000003856 thermoforming Methods 0.000 description 9
- 239000004698 Polyethylene Substances 0.000 description 8
- 102100037681 Protein FEV Human genes 0.000 description 8
- 101710198166 Protein FEV Proteins 0.000 description 8
- 229920000728 polyester Polymers 0.000 description 8
- 229920000573 polyethylene Polymers 0.000 description 8
- 230000003014 reinforcing effect Effects 0.000 description 8
- 239000002318 adhesion promoter Substances 0.000 description 7
- 125000001153 fluoro group Chemical group F* 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 239000003960 organic solvent Substances 0.000 description 7
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 6
- 239000004925 Acrylic resin Substances 0.000 description 6
- 229920000178 Acrylic resin Polymers 0.000 description 6
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 6
- 230000008859 change Effects 0.000 description 6
- 238000009826 distribution Methods 0.000 description 6
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 6
- 150000002430 hydrocarbons Chemical group 0.000 description 6
- 239000001257 hydrogen Substances 0.000 description 6
- 229910052739 hydrogen Inorganic materials 0.000 description 6
- 239000012939 laminating adhesive Substances 0.000 description 6
- 229920000647 polyepoxide Polymers 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 230000002787 reinforcement Effects 0.000 description 6
- 238000003848 UV Light-Curing Methods 0.000 description 5
- 238000004458 analytical method Methods 0.000 description 5
- OHJMTUPIZMNBFR-UHFFFAOYSA-N biuret Chemical compound NC(=O)NC(N)=O OHJMTUPIZMNBFR-UHFFFAOYSA-N 0.000 description 5
- 239000000969 carrier Substances 0.000 description 5
- 230000008034 disappearance Effects 0.000 description 5
- 239000006185 dispersion Substances 0.000 description 5
- 239000003822 epoxy resin Substances 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- 239000000049 pigment Substances 0.000 description 5
- 229920001225 polyester resin Polymers 0.000 description 5
- 239000004645 polyester resin Substances 0.000 description 5
- 229920005862 polyol Polymers 0.000 description 5
- 150000003077 polyols Chemical class 0.000 description 5
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical group [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 4
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 4
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- 125000003342 alkenyl group Chemical group 0.000 description 4
- 239000008280 blood Substances 0.000 description 4
- 210000004369 blood Anatomy 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 239000000356 contaminant Substances 0.000 description 4
- 238000011109 contamination Methods 0.000 description 4
- 239000013078 crystal Substances 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- 239000004811 fluoropolymer Substances 0.000 description 4
- HCDGVLDPFQMKDK-UHFFFAOYSA-N hexafluoropropylene Chemical group FC(F)=C(F)C(F)(F)F HCDGVLDPFQMKDK-UHFFFAOYSA-N 0.000 description 4
- 239000012456 homogeneous solution Substances 0.000 description 4
- 238000002329 infrared spectrum Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 229920003009 polyurethane dispersion Polymers 0.000 description 4
- 238000011282 treatment Methods 0.000 description 4
- 229920002554 vinyl polymer Polymers 0.000 description 4
- 239000004215 Carbon black (E152) Substances 0.000 description 3
- 239000004831 Hot glue Substances 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 229920006397 acrylic thermoplastic Polymers 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 239000005388 borosilicate glass Substances 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- UUAGAQFQZIEFAH-UHFFFAOYSA-N chlorotrifluoroethylene Chemical group FC(F)=C(F)Cl UUAGAQFQZIEFAH-UHFFFAOYSA-N 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 239000011243 crosslinked material Substances 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 125000005442 diisocyanate group Chemical group 0.000 description 3
- 230000004927 fusion Effects 0.000 description 3
- 239000002241 glass-ceramic Substances 0.000 description 3
- 229930195733 hydrocarbon Natural products 0.000 description 3
- 239000004615 ingredient Substances 0.000 description 3
- 239000000976 ink Substances 0.000 description 3
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 3
- 238000012643 polycondensation polymerization Methods 0.000 description 3
- 238000006116 polymerization reaction Methods 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- 150000003254 radicals Chemical class 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- ISXSCDLOGDJUNJ-UHFFFAOYSA-N tert-butyl prop-2-enoate Chemical compound CC(C)(C)OC(=O)C=C ISXSCDLOGDJUNJ-UHFFFAOYSA-N 0.000 description 3
- 150000003673 urethanes Chemical class 0.000 description 3
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 239000002759 woven fabric Substances 0.000 description 3
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 2
- QKOWXXDOHMJOMQ-UHFFFAOYSA-N 1,3,5-tris(6-isocyanatohexyl)biuret Chemical compound O=C=NCCCCCCNC(=O)N(CCCCCCN=C=O)C(=O)NCCCCCCN=C=O QKOWXXDOHMJOMQ-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 2
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 150000001412 amines Chemical class 0.000 description 2
- 125000004429 atom Chemical group 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000002845 discoloration Methods 0.000 description 2
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 2
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 2
- 239000010985 leather Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- RBQRWNWVPQDTJJ-UHFFFAOYSA-N methacryloyloxyethyl isocyanate Chemical compound CC(=C)C(=O)OCCN=C=O RBQRWNWVPQDTJJ-UHFFFAOYSA-N 0.000 description 2
- 229920003052 natural elastomer Polymers 0.000 description 2
- 229920001194 natural rubber Polymers 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920006254 polymer film Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 229930195734 saturated hydrocarbon Natural products 0.000 description 2
- 238000007650 screen-printing Methods 0.000 description 2
- 238000007873 sieving Methods 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 125000001424 substituent group Chemical group 0.000 description 2
- 229920003051 synthetic elastomer Polymers 0.000 description 2
- 239000005061 synthetic rubber Substances 0.000 description 2
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 239000010981 turquoise Substances 0.000 description 2
- 239000003981 vehicle Substances 0.000 description 2
- QASBHTCRFDZQAM-UHFFFAOYSA-N (2-isocyanato-2-methyl-3-prop-2-enoyloxypropyl) prop-2-enoate Chemical compound C=CC(=O)OCC(C)(COC(=O)C=C)N=C=O QASBHTCRFDZQAM-UHFFFAOYSA-N 0.000 description 1
- FUVKFLJWBHVMHX-UHFFFAOYSA-N 1,1,2,2,3,3,4,4,4-nonafluorobutane-1-sulfonamide Chemical compound NS(=O)(=O)C(F)(F)C(F)(F)C(F)(F)C(F)(F)F FUVKFLJWBHVMHX-UHFFFAOYSA-N 0.000 description 1
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical group CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 1
- KWVGIHKZDCUPEU-UHFFFAOYSA-N 2,2-dimethoxy-2-phenylacetophenone Chemical compound C=1C=CC=CC=1C(OC)(OC)C(=O)C1=CC=CC=C1 KWVGIHKZDCUPEU-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- XMLYCEVDHLAQEL-UHFFFAOYSA-N 2-hydroxy-2-methyl-1-phenylpropan-1-one Chemical compound CC(C)(O)C(=O)C1=CC=CC=C1 XMLYCEVDHLAQEL-UHFFFAOYSA-N 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- DPNXHTDWGGVXID-UHFFFAOYSA-N 2-isocyanatoethyl prop-2-enoate Chemical compound C=CC(=O)OCCN=C=O DPNXHTDWGGVXID-UHFFFAOYSA-N 0.000 description 1
- OCKGFTQIICXDQW-ZEQRLZLVSA-N 5-[(1r)-1-hydroxy-2-[4-[(2r)-2-hydroxy-2-(4-methyl-1-oxo-3h-2-benzofuran-5-yl)ethyl]piperazin-1-yl]ethyl]-4-methyl-3h-2-benzofuran-1-one Chemical compound C1=C2C(=O)OCC2=C(C)C([C@@H](O)CN2CCN(CC2)C[C@H](O)C2=CC=C3C(=O)OCC3=C2C)=C1 OCKGFTQIICXDQW-ZEQRLZLVSA-N 0.000 description 1
- RZVAJINKPMORJF-UHFFFAOYSA-N Acetaminophen Chemical compound CC(=O)NC1=CC=C(O)C=C1 RZVAJINKPMORJF-UHFFFAOYSA-N 0.000 description 1
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 1
- 241000219198 Brassica Species 0.000 description 1
- 235000003351 Brassica cretica Nutrition 0.000 description 1
- 235000003343 Brassica rupestris Nutrition 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004821 Contact adhesive Substances 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- SNRUBQQJIBEYMU-UHFFFAOYSA-N Dodecane Natural products CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Natural products CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 239000004836 Glue Stick Substances 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical group CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 1
- 239000005058 Isophorone diisocyanate Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004830 Super Glue Substances 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 125000000641 acridinyl group Chemical group C1(=CC=CC2=NC3=CC=CC=C3C=C12)* 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 229910000272 alkali metal oxide Inorganic materials 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 125000002178 anthracenyl group Chemical group C1(=CC=CC2=CC3=CC=CC=C3C=C12)* 0.000 description 1
- 125000004097 arachidonyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])/C([H])=C([H])\C([H])([H])/C([H])=C([H])\C([H])([H])/C([H])=C([H])\C([H])([H])/C([H])=C([H])\C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 1
- QKSKPIVNLNLAAV-UHFFFAOYSA-N bis(2-chloroethyl) sulfide Chemical compound ClCCSCCCl QKSKPIVNLNLAAV-UHFFFAOYSA-N 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000011203 carbon fibre reinforced carbon Substances 0.000 description 1
- 239000005018 casein Substances 0.000 description 1
- BECPQYXYKAMYBN-UHFFFAOYSA-N casein, tech. Chemical compound NCCCCC(C(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(CC(C)C)N=C(O)C(CCC(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(C(C)O)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(COP(O)(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(N)CC1=CC=CC=C1 BECPQYXYKAMYBN-UHFFFAOYSA-N 0.000 description 1
- 235000021240 caseins Nutrition 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 235000013351 cheese Nutrition 0.000 description 1
- 238000003486 chemical etching Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000013005 condensation curing Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 238000010981 drying operation Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 239000006263 elastomeric foam Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 150000002118 epoxides Chemical class 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- IIQWTZQWBGDRQG-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate;isocyanic acid Chemical compound N=C=O.CCOC(=O)C(C)=C IIQWTZQWBGDRQG-UHFFFAOYSA-N 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 150000002221 fluorine Chemical class 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 229920001002 functional polymer Polymers 0.000 description 1
- 125000002541 furyl group Chemical group 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 125000005842 heteroatom Chemical group 0.000 description 1
- 238000005286 illumination Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- IQJVBAIESAQUKR-UHFFFAOYSA-N isocyanic acid;prop-2-enoic acid Chemical compound N=C=O.OC(=O)C=C IQJVBAIESAQUKR-UHFFFAOYSA-N 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 125000005645 linoleyl group Chemical group 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000001459 lithography Methods 0.000 description 1
- 238000011068 loading method Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 238000000386 microscopy Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 235000010460 mustard Nutrition 0.000 description 1
- 125000001419 myristoyl group Chemical group O=C([*])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000001624 naphthyl group Chemical group 0.000 description 1
- 125000004957 naphthylene group Chemical group 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000012038 nucleophile Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 125000001117 oleyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])/C([H])=C([H])\C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000000399 optical microscopy Methods 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 230000000399 orthopedic effect Effects 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 125000001312 palmitoyl group Chemical group O=C([*])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000000913 palmityl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920013657 polymer matrix composite Polymers 0.000 description 1
- 239000011160 polymer matrix composite Substances 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 238000011417 postcuring Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000005297 pyrex Substances 0.000 description 1
- 238000010526 radical polymerization reaction Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000004626 scanning electron microscopy Methods 0.000 description 1
- 125000002914 sec-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- FZHAPNGMFPVSLP-UHFFFAOYSA-N silanamine Chemical compound [SiH3]N FZHAPNGMFPVSLP-UHFFFAOYSA-N 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 238000004513 sizing Methods 0.000 description 1
- 239000005361 soda-lime glass Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 238000001694 spray drying Methods 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000009823 thermal lamination Methods 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 1
- 125000002023 trifluoromethyl group Chemical group FC(F)(F)* 0.000 description 1
- 239000013638 trimer Substances 0.000 description 1
- 238000002211 ultraviolet spectrum Methods 0.000 description 1
- 229920006163 vinyl copolymer Polymers 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- 238000009816 wet lamination Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
- 125000005023 xylyl group Chemical group 0.000 description 1
- 125000006839 xylylene group Chemical group 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/322—Layered products comprising a layer of synthetic resin comprising polyolefins comprising halogenated polyolefins, e.g. PTFE
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/14—Layered products comprising a layer of synthetic resin next to a particulate layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/02—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by features of form at particular places, e.g. in edge regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/14—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a face layer formed of separate pieces of material which are juxtaposed side-by-side
- B32B3/16—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a face layer formed of separate pieces of material which are juxtaposed side-by-side secured to a flexible backing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/30—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by a layer formed with recesses or projections, e.g. hollows, grooves, protuberances, ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/025—Particulate layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/308—Heat stability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/14—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a face layer formed of separate pieces of material which are juxtaposed side-by-side
Landscapes
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Laminated Bodies (AREA)
- Paints Or Removers (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
Description

(a)Rfは、以下のうちの少なくとも1つ、又はこれらの組み合わせから選択され、
(c)RLは、
Lは、
Aは、
(d)RGは、
本開示の転写コーティング法を用いて本明細書に開示したマイクロスフェア転写物品を形成し、このマイクロスフェア転写物品から本明細書に開示したマイクロスフェア物品を形成することができる。このマイクロスフェア物品は驚くほど高い美観を有している。
支持層は「寸法的に安定」したものでなければならない。換言すれば、支持層は、転写物品の調製時に収縮、膨張、相変化などを起こすものであってはならない。有用な支持層は、例えば、熱可塑性であっても、非熱可塑性であっても、又は熱硬化性であってもよい。当業者であれば、本明細書に開示した転写物品に有用な支持層を選択することができるであろう。支持層が熱可塑性層である場合、転写キャリアの熱可塑性剥離層の融点よりも高い融点を有することが好ましい。転写キャリアを形成するのに有用な支持層は、紙及び高分子フィルムの少なくとも1つから選択されたものを含むが、それらに限定されない。例えば、高分子フィルムは、ニ軸延伸ポリエチレンテレフタレート(PET)、ポリプロピレン、ポリメチルペンテンなどであり、これらは良好な温度安定性及び伸長性を示すため、ビーズ塗布、接着剤塗布、乾燥、印刷などの加工作業を受けることができる。
転写キャリアを形成するうえで有用な熱可塑性剥離層としては、これらに限定されるものではないが、ポリエチレン、ポリプロピレン、有機ワックス、それらのブレンドなどのポリオレフィンの少なくとも1つから選択されるものが挙げられる。低密度から中密度(約0.910〜0.940g/ccの密度)のポリエチレンが、転写物品の調製において行われ得る後コーティング及び乾燥操作に適応するだけの充分に高い融点を有すること、また、上記複数の透明マイクロスフェア以外にバインダー層として使用され得る広範な接着性材料から剥離することから、好ましい。
本開示において有用なマイクロスフェアは、ガラス、ポリマー、ガラスセラミック、セラミック、金属、及びこれらの組み合わせなどの各種の材料で形成することができる。いくつかの実施形態では、マイクロスフェアはガラスビーズである。ガラスビーズは大部分が球形である。ガラスビーズは一般的には通常のソーダ石灰ガラス又はホウケイ酸塩ガラスを粉砕することによって、一般的にグレイジング及び/又はガラス器などのリサイクル源から製造される。一般的な工業用ガラスはそれらの組成に応じて異なる屈折率を有し得る。ソーダ石灰ケイ酸塩及びホウケイ酸塩は一般的な種類のガラスである。ホウケイ酸塩ガラスは、通常、ボリア及びシリカを、アルカリ金属酸化物、アルミナなどの他の元素酸化物と共に含有する。他の酸化物の中でもボリア及びシリカを含有する当業界で使用されるガラスとしては、Eガラス、Schott Industries,Kansas City,Missouriより商標名「NEXTERION GLASS D」で入手可能なガラス、及びCorning Incorporated,New York,New Yorkより商標名「PYREX」で入手可能なガラスが挙げられる。
マイクロスフェアは、通常スクリーンふるいにより粒径別に分けられて有用な粒度分布が与えられる。ふるい分けは、マイクロスフェアの粒径の特性評価を行うためにも用いられる。ふるい分けでは、制御された開口径を有する一連のスクリーンを使用し、その開口を通過するマイクロスフェアは開口径に等しいか又はそれより小さいものと仮定される。マイクロスフェアでは、スクリーンの開口に対してマイクロスフェアがどのような向きとされても、マイクロスフェアの断面直径はほとんど常に同じであるからこのことは成り立つ。経済性を制御し、バインダー層表面へのマイクロスフェアの充填を最大化するためには、可能な限り広い粒径範囲を用いることが望ましい。しかしながら、用途によっては、マイクロスフェアによってコーティングされたより均一な表面を与えるうえでマイクロスフェアの粒径範囲を限定することが必要となる場合もある。いくつかの実施形態では、平均のマイクロスフェア直径の有用な範囲は、約5マイクロメートル〜約200マイクロメートル(通常は約35〜約140マイクロメートル、好ましくは約35〜90マイクロメートル、最も好ましくは約38〜約75マイクロメートル)である。少数であれば(マイクロスフェアの全体数に対して0〜5重量%)、20〜180マイクロメートルの範囲の外のより小さい及びより大きいマイクロスフェアを許容することができる。いくつかの実施形態では、マイクロスフェアの多モード粒度分布が有用である。
いくつかの実施形態では、マイクロスフェアをシラン結合剤、チタン酸塩、有機クロム錯体などの少なくとも1つから選択されるものなどの接着促進剤で処理することにより、特に耐湿性の点でマイクロスフェアのバインダー樹脂層との接着力が最大化される。
いくつかの実施形態では、バインダー樹脂層は、縮合ポリマー又はアクリルポリマーを含む。いくつかの実施形態では、バインダー樹脂層は、フッ素含有有機高分子材料を含む。透明マイクロスフェアは、バインダー樹脂層の第1の主面内に部分的に包埋され、第1の主面に接着される。バインダー樹脂層は、透明マイクロスフェア自体に対して、又は処理済みのマイクロスフェアに対して、高い接着性を示す必要がある。マイクロスフェア用の接着促進剤は、マイクロスフェアの表面上にバインダー樹脂層を配置するための処理ウインドウ内に適合可能であれば、バインダー樹脂層自体に直接添加することも可能である。バインダー樹脂層が転写キャリアの熱可塑性剥離層からの充分な剥離性を有し、一方の側が熱可塑性プラスチックの剥離層中に、他方の側がバインダー樹脂層中に包埋されたマイクロスフェアからの転写キャリアの剥離を可能とすることが重要である。本開示のデュアルキュア型耐汚染性物品では、露出したビーズ表面はバインダー樹脂層によって覆われない。
ヘキサフルオロプロピレン:C3F6、分子量150.02、モノマーのフッ素含量76.0%、重量比40%;
フッ化ビニリデン:C2H2F2、分子量64.03、モノマーのフッ素含量59.3%、重量比50%。
(0.1×0.76)+(0.4×0.76)+(0.5×0.593)]×100=67.7%
Lは、
Aは、
本開示のマイクロスフェアコーティング物品及び転写物品は、場合により1つ以上の強化層を有することができる。適当な強化層の例としては、ポリウレタン樹脂系、アクリル樹脂、ポリエステル樹脂、エポキシ樹脂、及びこれらの組み合わせが挙げられる。適当なポリウレタン樹脂系としては、これらに限定されるものではないが、ポリウレタン分散液、溶媒からコーティングされる2成分ウレタン、固形分100%の2成分ウレタン、及びこれらの組み合わせの少なくとも1つから選択されるものが挙げられる。適当なアクリル樹脂系としては、これらに限定されるものではないが、紫外線硬化性アクリル樹脂系、及び熱硬化性アクリル樹脂系から選択されるものが挙げられる。かかる系は、溶媒コーティングされたもの、水性分散液、又はホットメルトコーティングされたものであってよい。ポリエステル樹脂の適当な1つの種類として、共非晶質(co-amorphous)ポリエステル樹脂がある。適当なエポキシ樹脂系としては、これらに限定されるものではないが、2成分及び1成分エポキシ樹脂の少なくとも1つから選択されるものが挙げられる。かかる強化層は、ビーズを含んだ転写キャリアの表面の反対側のバインダー樹脂層の表面に形成することができる。強化層は、有利な取り扱い特性を与える機能を有し、それによりバインダー樹脂の薄層を用いることを可能とするものである。
本開示のマイクロスフェアコーティング物品及び転写物品は、場合により1つ以上の基材層を有することができる。好適な基材層の例としては、織物(ナイロン、ポリエステルなどの合成、非合成の織布及び不織布を含む)、ビニル被覆織物などのポリマー被覆織物、ポリウレタン被覆織物など;高分子マトリクス複合材料;革;金属;塗料被覆金属;紙;アクリル樹脂などの高分子フィルム又はシート、ポリカーボネート、熱可塑性ポリウレタンなどのポリウレタン、ポリエチレンテレフタレートなどの非晶質又は半結晶性ポリエステルを含むポリエステル、天然及び合成ゴムなどのエラストマーなどの少なくとも1つから選択されたものが挙げられるが、これらに限定されない。基材は、例えば、衣類物品;自動車、船舶又は他の乗物のシートの覆い;自動車、船舶又は他の乗物の車体;整形外科デバイス;電子デバイス、携帯用デバイス、家庭用機器などの形態であってもよい。
本開示のバインダー樹脂層は、場合により、所望の基材に対する接着剤として働く機能を行ってもよく、かつ/又はグラフィック機能も有するように顔料を更に含んでもよい。
本開示のマイクロスフェアコーティング物品及び転写物品は、それぞれ場合により1つ以上の接着層を有することができる。例えば、基材接着層を、物品中に場合により含めることにより、バインダー層又は場合によりバインダー層と結合される材料の層を基材と結合するための手段を提供することができる。基材接着層(及び場合により設けられる他の任意の接着層)は、例えば、感圧性接着剤、湿気硬化型接着剤、及びホットメルト接着剤(即ち高温で塗布されるもの)などの当該技術分野では周知のものから選択することができる。かかる材料の例としては、例えば、(メタ)アクリル樹脂、ブロックコポリマー、シリコーン、ウレタンなどを含む天然及び合成ゴムが挙げられる。しかしながら、使用される各接着層は所望の層同士を互いに接着するように選択されなければならない。例えば、基材接着層は、対象とする基材及びそれが結合される他の層に接着できるように選択されなければならない。
実施形態1。少なくとも第1の表面を含む物品であって、前記第1の表面が、
(a)フッ素含有ポリマーを含み、第2の主面の反対側の第1の主面を含むバインダー樹脂層と、
(b)バインダー樹脂層の第1の主面に部分的に包埋及び接着された複数のマイクロスフェアと、を有し、
フッ素含有ポリマーが、少なくとも1つのフッ素含有モノマーと、少なくとも1つの活性水素官能基を有する2つ以上の非フッ素化モノマーとから誘導された部分フッ素化ポリマーであり、更に、活性水素官能基の全部ではないが少なくとも1つが、潜在的な官能基を有する少なくとも1つの硬化剤と反応される、物品。
(a)Rfは、以下のうちの少なくとも1つ、又はこれらの組み合わせから選択され、
(b)RXは、
(c)RLは、
Lは、
Aは、
(d)RGは、
(a)フッ素含有ポリマーを含み、第2の主面の反対側の第1の主面を有するバインダー樹脂層と、
(b)バインダー樹脂層の第1の主面に部分的に包埋及び接着された複数のマイクロスフェアと、を有し、
フッ素含有ポリマーが、少なくとも1つのフッ素含有モノマーと、少なくとも1つの活性水素官能基を有する2つ以上の非フッ素化モノマーとから誘導された部分フッ素化ポリマーであり、更に、活性水素官能基の全部ではないが少なくとも1つが、潜在的な官能基を有する少なくとも1つの硬化剤と反応され、硬化剤が、ポリイソシアネートを含む、物品。
耐汚染性−マスタード
自立型ビーズフィルム、及びその積層体にラベルを貼り、油性マジックペンで裏側(即ち、露出したビーズ表面の反対側)に直径5.08cm(2インチ)の円を書いた。1枚の白いボンド紙を試料の下に置き、Hunter Labs MiniScan EZ分光光度計(モデル番号4500L、Hunter Associates Laboratory,Incorporated,Reston,VA)を使用してフィルム又は積層体の前面(即ち、露出したビーズを有する表面)から円の中心のL*、a*、及びb*を測定した。次に、French’s 100% Natural Classicイエローマスタードを塗布し、綿棒を用いて円の境界内のフィルムの前面に均一に分配した。このようにして調製した試料を、温度66℃(150°F)、相対湿度80%で72時間、加熱及び加湿チャンバー内に置いた。チャンバーから取り出した後、フィルムを温水ですすぎ、ペーパータオルで拭いて試験表面から残留物質を除去した。このプロセスの間にフィルムを破かないように注意を払った。乾燥後、L*、a*、及びb*を上記と同様にして測定し、b*値の変化を記録した。b*パラメータは、CIE(国際照明委員会)1976色空間に規定される青−黄色の尺度であることから選択した。50未満、又は30未満、又は更には20未満の値が望ましい。
示される場合を除いて、以下のパラメータを使用して、ASTM D5402−06(2011)方法Aに記載されているように、自立型ビーズフィルムを溶媒耐性に関して評価した。溶媒は、MEK(メチルエチルケトン)であった。チーズクロスを使用した。試料の寸法は5.1×2.5cm(2インチ×1インチ)であった。試験した試料は、反射光を用いて100倍の顕微鏡下で評価した。視野内のビーズの数を数えることによって、溶媒で擦った範囲のビーズの損失を検査した。なくなったビーズが10%以下である場合にその試料を「合格」とした。なくなったビーズが10%よりも多い場合にその試料を「不合格」とした。
自立型ビーズフィルム試料を、卓上型剥離試験機を使用して摩擦係数について評価した。約0.25g/ccの密度を有する厚さ3.2mm(0.013mm)のエラストマー発泡材を、厚さ約6mm(0.024インチ)の63.5mm(2.5インチ)四方の平坦なスチール基材に接着し、発泡材を含む重量を約200gとした。次に、基材よりも約5mm(0.20インチ)長い63.5mm(2.5インチ)の長さを有する自立型ビーズフィルムを、基材の発泡材で覆われた表面上に置くことによって、フィルムが基材の前縁を包むようにした。フィルムにピンが入るような穴を切り抜き、このピンによって試験の間、基材を引っ張った。この試験物品を、フィルム側を下にして、イソプロピルアルコールで拭いた、少なくとも15.2cm×25.4cm(6インチ×10インチ)のガラス表面上に置いた。卓上型剥離試験機を摩擦係数モードで使用して、試験物品をガラス表面にわたって約2.29m/分(90インチ/分)の速度で少なくとも約5秒間引っ張った。トランスデューサーを、発泡材を含むスチール基材の重量からの力で1.00として較正した。こうすることで、引っ張る力を直接、摩擦係数(COF)として読み取った。動的(動)摩擦係数を、測定の開始から1秒後からCOF値のグラフを評価することによって求めた。データを毎秒10個の測定値の速度で収集し、平均を記録した。各フィルムについて3つの試料を測定し、これら3つの摩擦係数の平均を記録した。0.3以下の値が望ましい。
自立型ビーズフィルムを、ASTM D 3363に従って、鉛筆硬度に関して評価した。研磨紙(粒度400)を、平坦で滑らかなベンチトップに両面テープで接着した。鉛筆の芯(Newell Rubbermaid Office Products,Oak Brook,ILの子会社であるPrismacolor Professional Art Suppliesより販売されるTurquoise Premium鉛筆芯(硬度9H〜6B)、機械式芯ホルダー付きTotiensドローイング用芯)を、芯先に欠け又は傷がなく、平坦で滑らかな円形断面ができるまで、研磨紙に90°の角度で当てて摩耗させた。鉛筆先端に加える力は7.5N、又は場合によりこれよりも低い値に固定した。自立型ビーズフィルムをガラス表面上に置いた。各試験用に新たに用意された鉛筆芯を用いることにより、Elcometer 3086 Motorised鉛筆硬度試験機(Elcometer Incorporated,Rochester Hills,MIより入手したもの)を使用して、芯をフィルムに対して45°の角度及び所望の荷重でしっかりと押しつけ、試験用パネルにわたって「順」方向に少なくとも0.63cm(0.25インチ)の長さの線を引いた。3本の鉛筆線を、芯の硬度の等級ごとに作成した。検査に先立って、砕けた芯をイソプロピルアルコールで濡らした湿ったペーパータオルを使用して試験領域から除去した。フィルムを欠陥について目視で検査し、各鉛筆線の最初の0.317cm〜0.635cm(0.125インチ〜0.25インチ)を光学顕微鏡(50〜1000倍率)で検査した。フィルムに引っかき傷をつけることもフィルムを裂くこともない、又は、いずれのビーズも外すことも部分的に外すこともない鉛筆が見つかるまで、より堅い芯からより軟らかい芯に換えて硬度のスケールを下げながら上記方法を繰り返した。各芯硬度の3本の線のうちの少なくとも2本がこれらの基準を満たすことを合格の必要条件とした。合格した芯のうちの最も硬いものの硬度をそのフィルムの鉛筆硬度として記録した。5ニュートンの力で3H又はそれよりも硬い値が望ましい。
ホウケイ酸塩ビーズキャリア
ホウケイ酸塩ガラス粉末を、水素/酸素火炎に3g/分の速度で通過させることによって火炎処理装置に2回通過させてマイクロスフェアを形成し、ステンレススチール製容器に回収し、磁石を使用して金属性の不純物を取り除いた。得られたガラスマイクロスフェアを以下の要領で600ppmのSILQUEST A1100で処理した。シランを水に溶解してから混合下でマイクロスフェアビーズに加え、一晩風乾した後、110℃で20分間乾燥させた。次いで、乾燥したシラン処理マイクロスフェアビーズをふるいにかけて凝集塊をすべて除去し、75μm以下の粒径を有する、自由流動性のビーズを得た。得られた透明なシラン処理マイクロスフェアを、約140℃(284°F)に予備加熱したポリエチレンコーティングされたポリエステル基材ライナーを有する転写キャリア上に機械式ふるいを使用してカスケードコーティングすることによって、拡大イメージングシステムにより測定される直径の約30〜40%に相当する深さにまでポリエチレン層に包埋された透明マイクロスフェアの均一な層を有するビーズキャリアを形成した。
ソーダ石灰ケイ酸塩マイクロスフェアビーズを入手したままの状態で使用し、以下の要領でビーズキャリアを調製した。ガラスマイクロスフェアビーズを以下の要領で600ppmのSILQUEST A1100で処理した。シランを水に溶解してから混合下でマイクロスフェアビーズに加え、一晩風乾した後、110℃で20分間乾燥させた。次いで、乾燥したシラン処理マイクロスフェアビーズをふるいにかけて凝集塊をすべて除去し、75μm以下の粒径を有する、自由流動性のビーズを得た。得られた透明なシラン処理マイクロスフェアを、約140℃(284°F)に予備加熱したポリエチレンコーティングされたポリエステル基材ライナーを有する転写キャリア上に機械式ふるいを使用してカスケードコーティングすることによって、拡大イメージングシステムにより測定される直径の約30〜40%に相当する深さにまでポリエチレン層に包埋された透明マイクロスフェアの均一な層を有するビーズキャリアを形成した。
3.8リットル(1ガロン)の透明なガラス瓶に、1941.2g(1.389当量)のFPOH 1と165.1g(1.065当量)のICN 4とを加えた。瓶を機械的ローラー上に配置し、瓶を回転させ、内容物を2時間混合した。その時点で、混合物は澄んでおり、均質であった。1ミリリットルの澄んだ均質の溶液を、ThermoScientific SMART MULTIBOUNCE HATRのIR結晶に適用し、赤外線スペクトルを測定した際、約2300cm−1におけるイソシアネート吸収ピークを観察した。混合物に1.33gのT12を加え、3.8リットル瓶を再度、機械的ローラー上に配置し、瓶を回転させ、内容物を70時間混合した。その時点で、IR分析によりイソシアネート吸収ピークの消失が示された。溶液に11.1gのPIと87gのエチルアセテートとを加え、3.8リットルガラス瓶を機械的ローラー上に配置することにより内容物を24時間混合した。得られた溶液は、固形分64.1%と計算され、76.7%のヒドロキシル当量がICN 4と反応していた。
250ml琥珀色ガラス瓶に、105.352g(0.092当量)のFPOH 2と70.24gのエチルアセテートを加えた。瓶を機械的ローラー上に配置し、瓶を回転させ、内容物を24時間混合した。その時点で、混合物は澄んでおり、均質であった。次いで、溶液に11.25gのICN 4(0.073当量)を加え、瓶を機械的ローラー上に配置し、瓶を回転させ、内容物を1時間混合した。その時点で、混合物は澄んでおり、均質であった。混合物に108マイクロリットルのT12を加え、瓶を再度、機械的ローラー上に配置し、瓶を回転させ、内容物を70時間混合した。その時点で、IR分析によりイソシアネート吸収ピークの消失が示された。0.61gのPIを加え、溶液を1時間混合した。得られた溶液は、固形分62.4%と計算され、78.9%のヒドロキシル当量がICN 4と反応していた。
250ml琥珀色ガラス瓶に、135.09g(0.0966当量)のFPOH 1と12.75g(0.082当量)のICN 4を加えた。瓶を機械的ローラー上に配置し、瓶を回転させ、内容物を2時間混合した。その時点で、混合物は澄んでおり、均質であった。1ミリリットルの澄んだ均質の溶液を、ThermoScientific SMART MULTIBOUNCE HATRのIR結晶に適用し、赤外線スペクトルを測定した際、約2300cm−1におけるイソシアネート吸収ピークを観察した。混合物に93マイクロリットルのT12を加え、瓶を再度、機械的ローラー上に配置し、瓶を回転させ、内容物を70時間混合した。その時点で、IR分析によりイソシアネート吸収ピークの消失が示された。溶液に0.50gのPIを加え、瓶を機械的ローラー上に配置することにより内容物を24時間混合した。得られた溶液に関する固体のパーセントは、固形分66.7%と計算され、84.9%のヒドロキシル当量がICN 4と反応していた。
250ml琥珀色ガラス瓶に、137.83g(0.0986当量)のFPOH 1と14.25g(0.092当量)のICN 4を加えた。瓶を機械的ローラー上に配置し、瓶を回転させ、内容物を2時間混合した。その時点で、混合物は澄んでおり、均質であった。1ミリリットルの澄んだ均質の溶液を、ThermoScientific SMART MULTIBOUNCE HATRのIR結晶に適用し、赤外線スペクトルを測定した際、約2300cm−1におけるイソシアネート吸収ピークを観察した。混合物に94マイクロリットルのT12を加え、瓶を再度、機械的ローラー上に配置し、瓶を回転させ、内容物を70時間混合した。その時点で、IR分析によりイソシアネート吸収ピークの消失が示された。溶液に0.52gのPIを加え、瓶を機械的ローラー上に配置することにより内容物を24時間混合した。得られた溶液は、固形分67.2%と計算され、93.3%のヒドロキシル当量がICN 4と反応していた。
1リットル琥珀色瓶に、461.72g(0.3303当量)のFPOH 1と32.53g(0.2307当量)のICN 3を加えた。瓶を機械的ローラー上に配置し、瓶を回転させ、内容物を2時間混合した。その時点で、混合物は澄んでおり、均質であった。1ミリリットルの澄んだ均質の溶液を、ThermoScientific SMART MULTIBOUNCE HATRのIR結晶に適用し、赤外線スペクトルを測定した際、約2300cm−1におけるイソシアネート吸収ピークを観察した。混合物に108マイクロリットルのT12を加え、瓶を再度、機械的ローラー上に配置し、瓶を回転させ、内容物を70時間混合した。その時点で、IR分析によりイソシアネート吸収ピークの消失が示された。溶液に1.76gのPIを加え、ガラス瓶を機械的ローラー上に配置することにより内容物を24時間混合した。得られた溶液は、固形分66.1%と計算され、69.8%のヒドロキシル当量がICN 3と反応していた。
(実施例1)
以下の成分を混合することによって溶媒ベースの2成分ウレタンを調製した。337グラムの合成実施例Aの溶液(FPOH1からの0.212eqのOHは予め0.163eqのICN4と反応した)を、0.95リットル(1クォート)瓶内で2.57グラム(0.013eq)のICN 1、6.49グラム(0.020eq)のICN 5、及び39.0gのエチルアセテートと混合した。混合物を8分間渦混合(swirl)した。その時点で、溶液は澄んでおり、均質であった。得られた溶液を、上記に述べたようにして調製した幅30.5cm(12インチ)のソーダ石灰ビーズキャリアに、0.1mm(0.004インチ)の隙間を有するノッチバーコーターを使用して、約1.5メートル/分(5フィート/分)の速度で塗布した。バインダー樹脂コーティングされたビーズキャリアを、3つの3メートル(10フィート)炉内にてそれぞれ90℃(194°F)、90℃(194°F)、及び104℃(219°F)で乾燥させた。ICN 4(合成Aより)とICN 1とICN 5との間のイソシアネート当量の比は、83.1:6.8:10.1/ICN 4:ICN1ICN5であった。イソシアネート総当量とヒドロキシル当量とのおよその比は、0.925:1.0であった。総活性水素官能基の当量に対する、架橋剤のおよそのパーセント当量は、0.033/0.212=15.6%であった。
以下の成分を混合することによって溶媒ベースの2成分ウレタンを調製した。455グラムの合成実施例Aの溶液(FPOH1からの0.2865eqのOHは、予め0.220eqのICN 4と反応した)を、0.946リットル(1クォート)瓶内で12.57g(0.0383eq)のICN 5及び105.2gエチルアセテートと混合した。混合物を8分間渦撹拌した。その時点で、溶液は澄んでおり、均質であった。得られた溶液を、上記に述べたようにして調製した幅30.5cm(12インチ)のソーダ石灰ビーズキャリアに、0.1mm(0.004インチ)の隙間を有するノッチバーコーターを使用して、約1.5メートル/分(5フィート/分)の速度で塗布した。バインダー樹脂コーティングされたビーズキャリアを、3つの3メートル(10フィート)炉内にてそれぞれ90℃(194°F)、90℃(194°F)、及び104℃(219°F)で乾燥させた。ICN 4(合成Aより)とICN 5との間のイソシアネート当量の比は、85.2:14.8であった。イソシアネート総当量とヒドロキシル当量とのおよその比は、0.90:1.0であった。総活性水素官能基の当量に対する、架橋剤のおよそのパーセント当量は、0.0383/0.2865=13.4%であった。
以下の成分を混合することによって溶媒ベースの2成分ウレタンを調製した。186.84グラムの合成実施例Bの溶液(FPOH 2からの0.0915eqのOHは、0.0726eqのICN 4と反応した)を、0.946リットル(1クォート)瓶内で3.75g(0.0194eq)のICN 1及び32gのエチルアセテートと混合した。混合物を8分間渦撹拌した。その時点で、溶液は澄んでおり、均質であった。得られた溶液を、上記に述べたようにして調製した幅30.5cm(12インチ)のソーダ石灰ビーズキャリアに、0.1mm(0.004インチ)の隙間を有するノッチバーコーターを使用して、約1.5メートル/分(5フィート/分)の速度で塗布した。バインダー樹脂コーティングされたビーズキャリアを、3つの3メートル(10フィート)炉内にてそれぞれ90℃(194°F)、90℃(194°F)、及び104℃(219°F)で乾燥させた。ICN 4(合成Bより)とICN1との間のイソシアネート当量の比は、78.8:21.1 ICN 4:ICN 1であった。イソシアネート当量とヒドロキシル当量とのおよその比は、1.0:1.0であった。総活性水素官能基の当量に対する、架橋剤のおよそのパーセント当量は、0.0194/0.0915=21.2%であった。
実施例4は、以下のように調製した。0.408g(0.00114eq)のFPOH 3を、7.75gのエチルアセテートに溶解した。FPOH3が完全に溶解した際、0.662g(0.00343eq)のICN 1を900ppm(1.0マイクロリットル)のT12触媒と共に溶液に加え、混合物をローラー上に3時間配置した。混合物の全てを、100g混合カップ内の28.97gの合成実施例Cの前駆体(FPOH 1からの0.0189eqのOHは、0.016 eq ICN 4と反応した)に加え、遠心樹脂ミキサー(MAX 40混合カップ及びFlackTek Speedmixer DAC 150 FV、いずれもFlackTek Incorporated,Landrum,SCより)を使用して2600rpmで30秒間混合した。得られた溶液を、上記に述べたようにして調製した幅30.5cm(12インチ)のソーダ石灰ビーズキャリアに、0.1mm(0.004インチ)の隙間を有するノッチバーコーターを使用して、約1.5メートル/分(5フィート/分)の速度で塗布した。バインダー樹脂コーティングされたビーズキャリアを、3つの3メートル(10フィート)炉内にてそれぞれ90℃(194°F)、90℃(194°F)、及び104℃(219°F)で乾燥させた。ICN 4(合成Cより)とICN 1(POH 3の当量を引く)との間のイソシアネート当量の比は、87.6:12.4 ICN 4:ICN 1であった。イソシアネート総当量とヒドロキシル当量とのおよその比は、1.0:1.0であった。総活性水素官能基の当量に対する、架橋剤のおよそのパーセント当量は、(0.00343−0.00114)/0.0189)=0.121=12.1%であった。
実施例5は、以下のように調製した。1.447g(0.0041eq)のFPOH 3を、16.955gのエチルアセテートに溶解した。FPOH 3が完全に溶解した際、2.346g(0.0122eq)のICN 1を、3.4マイクロリットルのT12(900ppm)と共に加えた。混合物を3時間回転させた後、100g混合カップ内の60.06gの合成実施例A(FPOH 1からの0.0378eq OHは、0.0290eq ICN4と反応した)に加えた。混合物を実施例1に記載のように遠心混合し、得られた溶液を、上記に述べたようにして調製した幅30.5cm(12インチ)のソーダ石灰ビーズキャリアに、0.1mm(0.004インチ)の隙間を有するノッチバーコーターを使用して、約1.5メートル/分(5フィート/分)の速度で塗布した。バインダー樹脂コーティングされたビーズキャリアを、3つの3メートル(10フィート)炉内にてそれぞれ90℃(194°F)、90℃(194°F)、及び104℃(219°F)で乾燥した。ICN 4(合成Aより)とICN 1(FPOH 3の当量を引く)との間のイソシアネート当量の比は、78.1:28.9 ICN 4:ICN 1であった。イソシアネート総当量とヒドロキシル当量とのおよその比は、1.0:1.0であった。総活性水素官能基の当量に対する、架橋剤のおよそのパーセント当量は、(0.0122−0.004)/(0.0378)=0.215=21.5%であった。
以下の成分をカップ中で加え合わせ、遠心樹脂ミキサー(MAX 40混合カップ及びFlackTek Speedmixer DAC 150 FV、いずれもFlackTec Incorporated,Landrum,SCより)を使用して400rpmで120秒間混合することによって、溶媒ベースの2成分ウレタンを調製した:0.50g ICN 5(0.00152eq)、4.38gエチルアセテート、0.07g PI。次いで、混合物に21.90gのFPOH 1(0.0156eq)を加え、この混合物をSpeedmixer内にて2600rpmで30秒間混合した。この溶液に13マイクロリットルのT12触媒を加え、混合物をSpeedmixer内にて2600rpmで30秒間混合した。得られた溶液を、0.15mm(0.006インチ)の隙間を有するノッチバーコーターを使用して、速度約1.5メートル/分(5フィート/分)で、上述したように調製した幅30.5cm(12インチ)のホウケイ酸塩ビーズキャリアに適用した。バインダー樹脂コーティングされたビーズキャリアを、室温で60分間、次いで80℃(176°F)の強制空気炉内で60分間乾燥させた。総活性水素官能基の当量に対する、架橋剤のパーセント当量は、10.0%であった。
以下の成分を混合することによって溶媒ベースの2成分ウレタンを調製した。152.1グラムの合成実施例Dの溶液(0.0917eqのICN 4は、FPOH 1からの0.0983eqのOHと反応した)を、0.946リットル(1クォート)瓶内で0.75g(0.0039eq)のICN 1と混合した。混合物を8分間渦撹拌した。その時点で、溶液は澄んでおり、均質であった。得られた溶液を、上記に述べたようにして調製した幅30.5cm(12インチ)のソーダ石灰ビーズキャリアに、0.1mm(0.004インチ)の隙間を有するノッチバーコーターを使用して、約1.5メートル/分(5フィート/分)の速度で塗布した。バインダー樹脂コーティングされたビーズキャリアを、3つの3メートル(10フィート)炉内にてそれぞれ90℃(194°F)、90℃(194°F)、及び104℃(219°F)で乾燥させた。ICN 4(合成Dより)とICN 1との間のイソシアネート当量の比は、96.0:4.0 ICN 4:ICN1であった。イソシアネート当量とヒドロキシル当量とのおよその比は、1.0:1.0であった。総活性水素官能基の当量に対する、架橋剤のおよそのパーセント当量は、0.0039/0.0983=0.04=4%であった。
以下の成分を混合することによって溶媒ベースの2成分ウレタンを調製した。58.9gの合成実施例Eの溶液(0.0274eqのICN3は、FPOH 1からの0.0392eqのOHと反応した)を、混合カップ内で、2.37g(0.0123eq)のICN 1及び15.17gのエチルアセテートと混合した。混合物を2500rpmで30秒間遠心分離した。得られた溶液を、上記に述べたようにして調製した幅30.5cm(12インチ)のホウケイ酸塩ビーズキャリアに、0.127mm(0.005インチ)の隙間を有するノッチバーコーターを使用して、約1.5メートル/分(5フィート/分)の速度で塗布した。バインダー樹脂コーティングされたビーズキャリアを、3つの3メートル(10フィート)炉内にてそれぞれ80℃(176°F)、80℃(176°F)、及び90℃(194°F)で乾燥させた。コーティングされビーズキャリアを、第1の通過で用いたものと同一の速度及び温度で、もう1回炉を通過させた。ICN 3(合成Eより)とICN 1との間のイソシアネート当量の比は、69:31であった。イソシアネートとヒドロキシル当量とのおよその比は、1.0:1.0であった。総活性水素官能基の当量に対する、架橋剤のおよそのパーセント当量は、0.0123/0.039=0.31=31%であった。
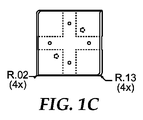
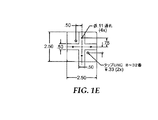
20.3cm(8インチ)四方の熱成形可能なビーズフィルム積層体を、COMET熱成形機(モデルC32.5S、Machinery Corporation,Carol Stream,IL)を使用して熱成形した。6.35cm(2.50インチ)四方のベース、高さ1.27cm(0.5インチ)、及び異なる半径並びに垂直面に対するドラフト角を有するオス試験型を使用してフィルムを形成した(図1A〜1Eを参照)。以下のパラメータが使用された。3M Company,St.Paul,MNから商標名「ScotchtrakInfrared Heat Tracer IR−16L3」で市販されている、レーザーサイトを備えた携帯用非接触(赤外)温度計を使用して、成形直前のシート温度を測定した。
Claims (5)
- 少なくとも第1の表面を含む物品であって、前記第1の表面が、
(a)フッ素含有ポリマー及び架橋剤を含み、第2の主面の反対側の第1の主面を有するバインダー樹脂層と、
(b)前記バインダー樹脂層の前記第1の主面に部分的に包埋及び接着された複数のシラン処理マイクロスフェアと、を有し、
前記フッ素含有ポリマーが、少なくとも1つのフッ素含有モノマーと、2つ以上の非フッ素化モノマーとから誘導された、少なくとも1つの活性水素官能基を有する部分フッ素化ポリマーであり、
更に、前記活性水素官能基の全部ではないが少なくとも1つが、潜在的な官能基を有する少なくとも1つの硬化剤と反応しており、
前記硬化剤がポリイソシアネートを含み、
前記バインダー樹脂層において、前記フッ素含有ポリマーの総活性水素官能基の当量に対する、前記架橋剤のパーセント当量が7%〜25%であり、
前記バインダー樹脂層は、熱硬化及び化学線硬化の両方により架橋されており、
前記部分フッ素化ポリマーが、式(I)の構造のコポリマー:
(式中、
Rfは、前記ポリマーの30mol%〜60mol%として必ず存在し、
RXは、前記ポリマーの5mol%〜20mol%として必ず存在し、更に、
RL及びRGは、前記ポリマーの残りのmol%を構成し、
(a)Rfは、以下のうちの少なくとも1つ、又はこれらの組み合わせから選択され、
式中、Rf2は、1〜8個の炭素原子を有するフルオロアルキルであり、
(b)RXは、
であり、式中、Q1は、
であり、Zは任意であり、存在する場合、アルキレン、アリーレン、アラルキレン、若しくはアルカリーレンから選択され、これらのいずれも場合によりN、O又はSで置換されていてもよく、
Xは、OH、又はSH、又はNHR1であり、R1は、H、又は1〜22個の炭素原子を有するアルキル若しくはシクロアルキルであり、
(c)RLは、
であり、式中、Q2は、
であり、Zは任意であり、存在する場合、アルキレン、アリーレン、アラルキレン、若しくはアルカリーレンから選択され、これらのいずれも場合によりN、O又はSで置換されていてもよく、
Lは、
であり、Yは、O、S、NR1であり、R1は、H、又は1〜22個の炭素原子を有するアルキル若しくはシクロアルキルであり、
Aは、
であり、nは、1〜5であり、R2は、H又はCH3であり、
(d)RGは、
であり、式中、Q3は、
であり、Zは任意であり、存在する場合、アルキレン、アリーレン、アラルキレン、若しくはアルカリーレンから選択され、これらのいずれも場合によりN、O又はSで置換されていてもよく、Gは、アリール、アルキル、アラルキル又はアルカリールである)
を含む、物品。 - Rfが、前記ポリマーの30mol%〜60mol%として必ず存在し、RXが、前記ポリマーの5mol%〜15mol%として必ず存在し、RL及びRGが、前記ポリマーの残りのmol%を構成する、請求項1に記載の物品。
- 前記バインダー樹脂層が更に、縮合ポリマー又はアクリルポリマーを含む、請求項1又は2に記載の物品。
- 前記非フッ素化モノマーがヒドロキシ含有モノマーである、請求項1〜3のいずれか一項に記載の物品。
- 前記部分フッ素化ポリマーが、9000g/mol以上の数分子量を有する、請求項1〜4のいずれか一項に記載の物品。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201461939369P | 2014-02-13 | 2014-02-13 | |
| US61/939,369 | 2014-02-13 | ||
| US201461944782P | 2014-02-26 | 2014-02-26 | |
| US61/944,782 | 2014-02-26 | ||
| PCT/US2015/015923 WO2015123582A1 (en) | 2014-02-13 | 2015-02-13 | Dual cure stain resistant microsphere articles |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017512670A JP2017512670A (ja) | 2017-05-25 |
| JP2017512670A5 JP2017512670A5 (ja) | 2018-03-22 |
| JP6650148B2 true JP6650148B2 (ja) | 2020-02-19 |
Family
ID=52630490
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016550782A Active JP6650148B2 (ja) | 2014-02-13 | 2015-02-13 | デュアルキュア型耐汚染性マイクロスフェア物品 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10245812B2 (ja) |
| EP (1) | EP3105048B1 (ja) |
| JP (1) | JP6650148B2 (ja) |
| KR (1) | KR102300849B1 (ja) |
| CN (1) | CN106029363B (ja) |
| WO (1) | WO2015123582A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101749722B1 (ko) * | 2014-06-17 | 2017-06-21 | 주식회사 엘지화학 | 코팅 조성물, 이를 이용하여 제조된 플라스틱 필름 및 그 제조방법 |
| EP3239203A4 (en) * | 2014-12-25 | 2018-09-05 | Asahi Glass Company, Limited | Curable resin composition |
| EP3390070B1 (en) | 2015-12-18 | 2022-04-06 | 3M Innovative Properties Company | Decorative article featuring a microscopic periodic pattern and methods of making the same |
| CN109311265A (zh) * | 2016-03-30 | 2019-02-05 | 3M创新有限公司 | 以随机分布的微球的预定图案为特征的制品及其制备方法 |
| EP3730294A4 (en) * | 2017-12-20 | 2021-09-29 | Agc Inc. | DECORATIVE FILM, DECORATIVE FILM MANUFACTURING PROCESS, THREE-DIMENSIONAL MOLDED ARTICLE MANUFACTURING PROCESS WITH DECORATIVE FILM, AND FLUORINE POLYMER COMPOSITION |
| JP7259855B2 (ja) * | 2018-06-13 | 2023-04-18 | Agc株式会社 | 加飾フィルム、組成物、加飾フィルムの製造方法、加飾フィルム付き3次元成形品の製造方法 |
| US20210147593A1 (en) * | 2019-11-20 | 2021-05-20 | Madico, Inc. | Fluoro acrylate and methods making and using the same |
Family Cites Families (102)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2326634A (en) | 1941-12-26 | 1943-08-10 | Minnesota Mining & Mfg | Reflex light reflector |
| US2567233A (en) | 1946-09-19 | 1951-09-11 | Minnesota Mining & Mfg | Reflex-reflective sheet material useful for protective garments and the like |
| US2803656A (en) | 1956-01-23 | 1957-08-20 | Minnesota Mining & Mfg | Fluorocarbonsulfonamidoalkanols and sulfates thereof |
| US3172942A (en) | 1959-11-02 | 1965-03-09 | Reflective dry strip transfer | |
| US3190178A (en) | 1961-06-29 | 1965-06-22 | Minnesota Mining & Mfg | Reflex-reflecting sheeting |
| US3154872A (en) | 1963-02-13 | 1964-11-03 | Minnesota Mining & Mfg | Tamper-proof markings for reflecting structures |
| SE365163B (ja) | 1969-01-21 | 1974-03-18 | Minnesota Mining & Mfg | |
| US3551025A (en) | 1969-03-28 | 1970-12-29 | Minnesota Mining & Mfg | Highly flexible reflex reflecting constructions |
| US3764455A (en) | 1970-04-01 | 1973-10-09 | Goodyear Tire & Rubber | Reflective surface and method of production |
| US3758192A (en) | 1970-08-20 | 1973-09-11 | Minnesota Mining & Mfg | Reflex-reflective structures including fabric and transfer foils |
| US3700478A (en) | 1970-11-09 | 1972-10-24 | Minnesota Mining & Mfg | Microspheres having an antireflection coating and their use |
| US3700305A (en) | 1970-12-14 | 1972-10-24 | Minnesota Mining & Mfg | Retroreflective microspheres having a dielectric mirror on a portion of their surface and retroreflective constructions containing such microspheres |
| US3801183A (en) | 1973-06-01 | 1974-04-02 | Minnesota Mining & Mfg | Retro-reflective film |
| US4107391A (en) | 1973-12-10 | 1978-08-15 | General Electric Company | Method for making thermoformable composites and composites made thereby |
| GB1447585A (en) | 1974-03-21 | 1976-08-25 | Minnesota Mining & Mfg | Retro-reflective fiom |
| US4025159A (en) | 1976-02-17 | 1977-05-24 | Minnesota Mining And Manufacturing Company | Cellular retroreflective sheeting |
| US4102562A (en) | 1976-06-14 | 1978-07-25 | Minnesota Mining And Manufacturing Company | Retroreflective transfer sheet material |
| US4576850A (en) | 1978-07-20 | 1986-03-18 | Minnesota Mining And Manufacturing Company | Shaped plastic articles having replicated microstructure surfaces |
| US4198465A (en) | 1978-11-01 | 1980-04-15 | General Electric Company | Photocurable acrylic coated polycarbonate articles |
| US4393187A (en) | 1982-06-23 | 1983-07-12 | Congoleum Corporation | Stain resistant, abrasion resistant polyurethane coating composition, substrate coated therewith and production thereof |
| US4725494A (en) | 1982-09-02 | 1988-02-16 | Minnesota Mining And Manufacturing Co. | Retroreflective sheeting |
| JPH0617921B2 (ja) | 1984-03-15 | 1994-03-09 | 西武ポリマ化成株式会社 | セル状反射シート |
| US4808471A (en) | 1985-03-01 | 1989-02-28 | Minnesota Mining And Manufacturing Company | Flat transparent top coat for retroreflective sheeting |
| US4721649A (en) | 1985-05-08 | 1988-01-26 | Minnesota Mining And Manufacturing Company | Retroreflective sheeting |
| US5064272A (en) | 1985-11-18 | 1991-11-12 | Minnesota Mining And Manufacturing Company | Encapsulated-lens retroreflective sheeting and method of making |
| US4897136A (en) | 1985-11-18 | 1990-01-30 | Minnesota Mining And Manufacturing Company | Method of making encapsulated-lens retroreflective sheeting |
| US4763985A (en) | 1986-08-01 | 1988-08-16 | Minnesota Mining And Manufacturing Company | Retroreflective sheet with enhanced brightness |
| JP2546853B2 (ja) | 1987-09-03 | 1996-10-23 | オーツタイヤ株式会社 | 装飾性ビーズコートシートおよびその製造方法 |
| US5008142A (en) | 1988-09-02 | 1991-04-16 | Minnesota Mining And Manufacturing Company | Embedded lens retroreflective sheeting with flexible, dimensionally stable coating |
| EP0386297A1 (en) | 1989-03-10 | 1990-09-12 | General Electric Company | Uv curable thermoformable protective coatings |
| JP2996476B2 (ja) | 1990-01-29 | 1999-12-27 | 株式会社アイジー技術研究所 | 高耐候性金属リシン板 |
| JP2794890B2 (ja) | 1990-04-09 | 1998-09-10 | 三菱化学株式会社 | ハードコート層を有するプロピレン系樹脂成形品の製造方法 |
| US5117304A (en) | 1990-09-21 | 1992-05-26 | Minnesota Mining And Manufacturing Company | Retroreflective article |
| CA2107783C (en) | 1991-05-08 | 2002-05-14 | Wu-Shyong Li | Launderable retroreflective applique |
| US5200262A (en) | 1992-04-01 | 1993-04-06 | Minnesota Mining And Manufacturing Company | Launderable retroreflective applique with improved retention of retroreflective elements |
| US5344705A (en) | 1993-05-05 | 1994-09-06 | Minnesota Mining And Manufacturing Company | Retroreflective transfer sheet material |
| JP3315004B2 (ja) | 1993-05-14 | 2002-08-19 | 旭硝子株式会社 | 表面処理された基材およびその製造方法 |
| US5474827A (en) | 1994-03-23 | 1995-12-12 | Minnesota Mining And Manufacturing Company | Retroreflective article and method of making the same |
| JP2740943B2 (ja) | 1994-10-31 | 1998-04-15 | 大日本印刷株式会社 | 耐摩耗性を有する化粧材 |
| EP0793813B1 (en) | 1994-11-23 | 1998-12-30 | Minnesota Mining And Manufacturing Company | Retroreflective article containing a polyether polyurethane binder layer |
| EP0819953A3 (en) | 1994-11-29 | 1998-03-25 | Minnesota Mining And Manufacturing Company | Graphic media, transfer graphic, and decorative article formed therefrom |
| JP3629297B2 (ja) | 1995-05-11 | 2005-03-16 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 再帰性反射シート及び再帰性反射性能を有する物品 |
| US5645938A (en) | 1995-09-15 | 1997-07-08 | Minnesota Mining And Manufacturing Company | Retroreflective article containing a polyester polyurethane binder layer |
| US5812317A (en) | 1995-10-26 | 1998-09-22 | Minnesota Mining And Manufacturing Company | Exposed lens retroreflective article having a polymeric intermediate layer disposed between microspheric and reflective layers |
| US5620775A (en) * | 1995-11-03 | 1997-04-15 | Minnesota Mining And Manufacturing Company | Low refractive index glass microsphere coated article having a smooth surface and a method for preparing same |
| US5882771A (en) | 1996-04-10 | 1999-03-16 | Minnesota Mining And Manufacturing Company | Conformable embossable retroreflective sheeting |
| MY121667A (en) | 1996-04-26 | 2006-02-28 | Nissha Printing | Thermo and active energy ray curable resin composition used for protecting layer of transfer material transfer material surface protecting material and process for producing molded article excellent in abrasion resistance and chemical resistance. |
| DE19654918B4 (de) | 1996-07-18 | 2004-08-12 | Daimlerchrysler Ag | Verfahren zur Herstellung einer Lackfolie |
| US5976669A (en) | 1996-12-20 | 1999-11-02 | 3M Innovative Properties Company | Retroreflective article having launderably durable bead-bond |
| US6156436A (en) | 1997-04-04 | 2000-12-05 | 3M Innovative Properties Company | Use of a crystalline bead bond layer in a retroreflective article |
| US6159537A (en) | 1997-08-01 | 2000-12-12 | 3M Innovative Properties Company | Method of making a retroreflective article that has a binder layer containing an epoxy resin and silicone crosslinked polymer |
| US5959775A (en) | 1997-12-23 | 1999-09-28 | 3M Innovative Properties Company | Urethane/acrylate bead bond for retroreflective articles |
| US6054208A (en) | 1998-01-16 | 2000-04-25 | Avery Dennison Corporation | Film forming mixtures, image bearing films and image bearing retroreflective sheeting |
| US7727436B2 (en) | 1998-03-05 | 2010-06-01 | Omnova Solutions Inc. | Coating derived from polyesters crosslinked with melamine formaldehyde |
| EP1038665B1 (en) | 1998-07-14 | 2016-04-20 | Dai Nippon Printing Co., Ltd. | Decorative material |
| CN1174874C (zh) | 1998-10-01 | 2004-11-10 | 日本写真印刷株式会社 | 转印材料、表面保护膜、和用它们生产成形品的方法 |
| DE19917965A1 (de) | 1999-04-21 | 2000-10-26 | Daimler Chrysler Ag | Strahlungshärtbare Verbundschichtplatte oder -folie |
| DE19938759A1 (de) | 1999-08-16 | 2001-02-22 | Basf Coatings Ag | Beschichtungsstoff und seine Verwendung zur Herstellung hochkratzfester mehrschichtiger Klarlackierungen |
| US6677028B1 (en) | 1999-09-10 | 2004-01-13 | 3M Innovative Properties Company | Retroreflective articles having multilayer films and methods of manufacturing same |
| US6342119B1 (en) | 1999-11-08 | 2002-01-29 | Ying-Chi Shih | Manufacturing method of a compound substrate for light-reflective application |
| US6355302B1 (en) | 1999-12-10 | 2002-03-12 | 3M Innovative Properties Company | Continuous process for making high performance retroreflective fabric |
| US6416188B1 (en) | 2000-04-11 | 2002-07-09 | 3M Innovative Properties Company | Dielectric mirror retroreflective appliques having excellent repetitive laundering performance |
| DE10041634C2 (de) | 2000-08-24 | 2002-10-17 | Basf Coatings Ag | Wäßrige Dispersion und ihre Verwendung zur Herstellung von thermisch und mit aktinischer Strahlung härtbaren Beschichtungsstoffen, Klebstoffen und Dichtungsmassen |
| US6632508B1 (en) | 2000-10-27 | 2003-10-14 | 3M Innovative Properties Company | Optical elements comprising a polyfluoropolyether surface treatment |
| GB0114738D0 (en) | 2001-06-16 | 2001-08-08 | Reflec Plc | Retroreflective fabric production |
| ITMO20010126A1 (it) | 2001-06-21 | 2002-12-21 | Autoadesivi S R L | Tessuto o termoadesivo rinfrangente o retroriflettente |
| ITMO20010125A1 (it) | 2001-06-21 | 2002-12-21 | Autoadesivi S R L | Procedimento per la fabbricazione di un tessuto o termoadesivo rinfrangente o retroriflettente |
| ITMO20010157A1 (it) | 2001-07-27 | 2003-01-27 | Giorgio Corradi | Metodo per la fabbricazione di un laminato retroriflettente |
| US6815501B2 (en) | 2002-04-09 | 2004-11-09 | E. I. Du Pont De Nemours And Company | Dual cure coating compositions and process for the production of multilayer coatings |
| US6905754B2 (en) | 2002-04-26 | 2005-06-14 | 3M Innovative Properties Company | Optical elements comprising fluorochemical surface treatment |
| US20040023019A1 (en) | 2002-08-02 | 2004-02-05 | 3M Innovative Properties Company | Particulate transfer film with improved bead carrier |
| ATE342673T1 (de) | 2003-04-17 | 2006-11-15 | Ind Bergamasca Rifrangenti S R | Verfahren zur herstellung von gedruckten reflektierenden gut sichtbaren produkten |
| KR101148654B1 (ko) | 2003-10-06 | 2012-05-25 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 방오성 폴리우레탄 코팅 |
| US20050197444A1 (en) | 2004-03-08 | 2005-09-08 | Kyte William J. | Stain-resistant grout composition, dispenser therefor, and method of use |
| DE102004026906A1 (de) | 2004-06-01 | 2005-12-22 | Basf Ag | Strahlungshärtbare Verbundschichtplatte oder -folie |
| DE102004030196A1 (de) | 2004-06-22 | 2006-01-19 | Bayer Materialscience Ag | Verfahren zur Herstellung von Polyurethan-Formkörpern |
| US7511016B2 (en) | 2004-07-07 | 2009-03-31 | Mosamedix B.V. | Annexins, derivatives thereof, and annexin-cys variants, as well as therapeutic and diagnostic uses thereof |
| JP5065036B2 (ja) | 2004-11-04 | 2012-10-31 | ビーエーエスエフ コーティングス ゲゼルシャフト ミット ベシュレンクテル ハフツング | 特に自動車の構築に使用される成形部材を製造する方法、およびこの目的で適切なコーティングを有するシート |
| EP1956657A4 (en) * | 2005-11-30 | 2010-04-14 | Daikin Ind Ltd | COATING COMPOSITION FOR PROTECTIVE LININGS OF SOLAR CELLS |
| KR100788215B1 (ko) | 2006-03-31 | 2007-12-27 | 주식회사 지.비라이트 | 수성수지를 이용한 재귀반사 제품의 제조방법 |
| WO2008007394A1 (en) | 2006-07-10 | 2008-01-17 | Fabio Valle | Process for applying refracting and reflecting spheres and/or microspheres on surfaces and product obtained therewith |
| US9248470B2 (en) | 2006-07-31 | 2016-02-02 | Safe Reflections, Inc. | Colorized retroreflective material and method |
| JP2010505619A (ja) | 2006-10-13 | 2010-02-25 | ビーエーエスエフ ソシエタス・ヨーロピア | 物の薄膜コーティング法 |
| US8071198B2 (en) * | 2006-11-17 | 2011-12-06 | E.I. Du Pont De Nemours And Company | Glass articles with adhesion and stain resistant non-stick coatings |
| ITBO20060882A1 (it) | 2006-12-27 | 2008-06-28 | Teuco Guzzini Spa | Materiale facilmente pulibile |
| JP2009024145A (ja) * | 2007-07-24 | 2009-02-05 | Asahi Glass Co Ltd | 塗料用フッ素樹脂組成物およびこれを用いた物品 |
| KR100969041B1 (ko) | 2008-03-25 | 2010-07-09 | 현대자동차주식회사 | 생체질감을 갖는 무용제 폴리우레탄계 인조피혁 및 이의제조방법 |
| US20090269504A1 (en) | 2008-04-24 | 2009-10-29 | Momentive Performance Materials Inc. | Flexible hardcoats and substrates coated therewith |
| CN101314684B (zh) | 2008-06-18 | 2010-09-01 | 深圳市广田环保涂料有限公司 | 一种单组分氟碳银粉烤漆及其制备方法、专用稀释剂和使用方法 |
| US20100003523A1 (en) | 2008-07-02 | 2010-01-07 | Sabic Innovative Plastics Ip B.V. | Coated Film for Insert Mold Decoration, Methods for Using the Same, and Articles Made Thereby |
| CN101319113B (zh) | 2008-07-18 | 2010-06-02 | 深圳市广田环保涂料有限公司 | 中温烘烤型氟碳漆及其使用方法 |
| EP2310468A1 (en) | 2008-07-25 | 2011-04-20 | 3M Innovative Properties Company | Elastic bonding films |
| US20100092759A1 (en) * | 2008-10-13 | 2010-04-15 | Hua Fan | Fluoropolymer/particulate filled protective sheet |
| JP2010182862A (ja) | 2009-02-05 | 2010-08-19 | Dic Corp | 低誘電率絶縁体材料層の形成方法及び該方法で形成された層又はパターン |
| DE102009029834A1 (de) | 2009-06-17 | 2010-12-23 | Bernhard Förster Gmbh | Baureihe von Brackets für die Orthodontie |
| WO2011019415A1 (en) | 2009-08-10 | 2011-02-17 | Saint-Gobain Performance Plastics Corporation | Fluoropolymer/particulate filled protective sheet |
| CN102883870B (zh) | 2010-05-03 | 2015-09-16 | 3M创新有限公司 | 制备纳米结构的方法 |
| KR20130138294A (ko) | 2010-12-16 | 2013-12-18 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 상호침투 중합체 층 |
| US20130052437A1 (en) | 2011-08-24 | 2013-02-28 | Pratt & Whitney | Substrates Coated with Wear Resistant Layers and Methods of Applying Wear Resistant Layers to Same |
| WO2013126361A1 (en) | 2012-02-22 | 2013-08-29 | 3M Innovative Properties Company | Microsphere articles and transfer articles |
| KR102132308B1 (ko) | 2012-10-04 | 2020-07-09 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 열성형성 미소구체 물품 |
| WO2014210249A1 (en) | 2013-06-26 | 2014-12-31 | 3M Innovative Properties Company | Stain resistant microsphere articles |
-
2015
- 2015-02-13 CN CN201580008503.6A patent/CN106029363B/zh active Active
- 2015-02-13 JP JP2016550782A patent/JP6650148B2/ja active Active
- 2015-02-13 KR KR1020167024722A patent/KR102300849B1/ko active IP Right Grant
- 2015-02-13 EP EP15708635.6A patent/EP3105048B1/en active Active
- 2015-02-13 US US15/117,478 patent/US10245812B2/en active Active
- 2015-02-13 WO PCT/US2015/015923 patent/WO2015123582A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| KR20160121555A (ko) | 2016-10-19 |
| JP2017512670A (ja) | 2017-05-25 |
| EP3105048A1 (en) | 2016-12-21 |
| EP3105048B1 (en) | 2021-06-16 |
| US20160347042A1 (en) | 2016-12-01 |
| US10245812B2 (en) | 2019-04-02 |
| WO2015123582A1 (en) | 2015-08-20 |
| CN106029363A (zh) | 2016-10-12 |
| KR102300849B1 (ko) | 2021-09-13 |
| CN106029363B (zh) | 2018-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6650148B2 (ja) | デュアルキュア型耐汚染性マイクロスフェア物品 | |
| JP6725425B2 (ja) | 耐摩耗性ミクロスフィア物品 | |
| KR102263937B1 (ko) | 내오염성 미소구체 물품 | |
| US10239277B2 (en) | Flexible microsphere articles having high temperature stability | |
| JP6972006B2 (ja) | ランダムに分散された微小球の所定のパターンを主とする物品及びその製造方法 | |
| WO2017098935A1 (ja) | ハードコート積層フィルム | |
| TW201441064A (zh) | 加飾用轉印薄膜 | |
| US10844160B2 (en) | Flexible microsphere articles having high temperature stability | |
| CN107921734B (zh) | 耐化学品性微球体制品 | |
| CN109844576B (zh) | 具有可移除稳定层的可热成形的珠状制品及其方法 | |
| KR20180120189A (ko) | 적층 필름 | |
| JP2017100435A (ja) | 透明樹脂積層体 | |
| JP2017141416A (ja) | ハードコート積層フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20171016 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20171019 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180209 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181218 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190314 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190617 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190702 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191202 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200115 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6650148 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |