JP6644448B2 - 成形面ファスナー、成形面ファスナーの製造方法、及び成形装置 - Google Patents
成形面ファスナー、成形面ファスナーの製造方法、及び成形装置 Download PDFInfo
- Publication number
- JP6644448B2 JP6644448B2 JP2017557590A JP2017557590A JP6644448B2 JP 6644448 B2 JP6644448 B2 JP 6644448B2 JP 2017557590 A JP2017557590 A JP 2017557590A JP 2017557590 A JP2017557590 A JP 2017557590A JP 6644448 B2 JP6644448 B2 JP 6644448B2
- Authority
- JP
- Japan
- Prior art keywords
- molded
- cylindrical body
- outer peripheral
- molding
- surface fastener
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000465 moulding Methods 0.000 title claims description 165
- 238000004519 manufacturing process Methods 0.000 title claims description 60
- 230000002093 peripheral effect Effects 0.000 claims description 187
- 210000000078 claw Anatomy 0.000 claims description 167
- 230000007246 mechanism Effects 0.000 claims description 39
- 229920003002 synthetic resin Polymers 0.000 claims description 39
- 239000000057 synthetic resin Substances 0.000 claims description 39
- 239000000463 material Substances 0.000 claims description 37
- 238000010438 heat treatment Methods 0.000 claims description 32
- 238000001125 extrusion Methods 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 18
- 230000000149 penetrating effect Effects 0.000 claims description 15
- 230000000630 rising effect Effects 0.000 claims description 13
- 229920005989 resin Polymers 0.000 claims description 4
- 239000011347 resin Substances 0.000 claims description 4
- 238000007599 discharging Methods 0.000 claims description 3
- 239000000758 substrate Substances 0.000 claims description 2
- 238000003825 pressing Methods 0.000 description 62
- 230000004048 modification Effects 0.000 description 48
- 238000012986 modification Methods 0.000 description 48
- 239000011295 pitch Substances 0.000 description 31
- 238000010586 diagram Methods 0.000 description 15
- 230000015572 biosynthetic process Effects 0.000 description 13
- 230000008569 process Effects 0.000 description 6
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 230000008961 swelling Effects 0.000 description 5
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 229920005992 thermoplastic resin Polymers 0.000 description 4
- 238000001816 cooling Methods 0.000 description 3
- ORQBXQOJMQIAOY-UHFFFAOYSA-N nobelium Chemical compound [No] ORQBXQOJMQIAOY-UHFFFAOYSA-N 0.000 description 3
- -1 polypropylene Polymers 0.000 description 3
- 238000009751 slip forming Methods 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 208000008035 Back Pain Diseases 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 241000270666 Testudines Species 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 239000000110 cooling liquid Substances 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000005323 electroforming Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images












































Classifications
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0046—Fasteners made integrally of plastics
- A44B18/0049—Fasteners made integrally of plastics obtained by moulding processes
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0069—Details
- A44B18/0076—Adaptations for being fixed to a moulded article during moulding
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0003—Fastener constructions
- A44B18/0007—Fastener constructions in which each part has similar elements
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0003—Fastener constructions
- A44B18/0015—Male or hook elements
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0003—Fastener constructions
- A44B18/0015—Male or hook elements
- A44B18/0019—Male or hook elements of a mushroom type
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0046—Fasteners made integrally of plastics
- A44B18/0061—Male or hook elements
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0046—Fasteners made integrally of plastics
- A44B18/0061—Male or hook elements
- A44B18/0065—Male or hook elements of a mushroom type
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B18/00—Fasteners of the touch-and-close type; Making such fasteners
- A44B18/0069—Details
- A44B18/0073—Attaching means
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/56—Supporting or fastening means
- A61F13/62—Mechanical fastening means, ; Fabric strip fastener elements, e.g. hook and loop
- A61F13/622—Fabric strip fastener elements, e.g. hook and loop
- A61F13/625—Fabric strip fastener elements, e.g. hook and loop characterised by the hook
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/14—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C39/00—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor
- B29C39/14—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length
- B29C39/148—Shaping by casting, i.e. introducing the moulding material into a mould or between confining surfaces without significant moulding pressure; Apparatus therefor for making articles of indefinite length characterised by the shape of the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/222—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length characterised by the shape of the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/26—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length in several steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0011—Combinations of extrusion moulding with other shaping operations combined with compression moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C69/00—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore
- B29C69/02—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore of moulding techniques only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/52—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
- B29K2023/12—PP, i.e. polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/727—Fastening elements
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Slide Fasteners, Snap Fasteners, And Hook Fasteners (AREA)
- Manufacturing Of Electrical Connectors (AREA)
- Connector Housings Or Holding Contact Members (AREA)
Description
特に、本発明の成形面ファスナーにおいて、前記爪部は、前記基材部に向けて下方に傾斜又は湾曲して形成されていることが好ましい。
更に本発明において、複数の前記爪部が、互いに異なる角度で形成されていることが好ましい。また、複数の前記爪部が、互いに異なる大きさで形成されていることが好ましい。
また、前記係合頭部は、平面視において、前記境界部における断面と相似の形状を呈する形態を有することが好ましい。また、前記係合頭部は、平面視において、円形を呈する形態を有することが好ましい。
更にまた、前記係合素子における前記基材部の前記上面からの高さ寸法は、0.05mm以上1.5mm以下に設定され、前記境界部における幅寸法は、0.1mm以上0.5mm以下に設定され、前記係合頭部における前記境界部からの張り出し長さは、0.01mm以上0.2mm以下に設定され、前記爪部の基端部における爪幅寸法は、0.01mm以上0.1mm以下に設定されることが好ましい。
また、前記凹部は、多角形状に凹設されていても良い。
また、係合素子の係合頭部が、平面視において、円形を呈する形態を有することにより、成形面ファスナーの肌触りを安定して向上させることができる。
例えば、係合素子10における基材部2の上面からの上下方向の高さ寸法Aは、0.05mm以上1.5mm以下に、好ましくは0.2mm以上1.0mm以下に設定される。係合頭部12の平面視における係合頭部12の直径Bは、0.2mm以上0.6mm以下に設定される。なお、例えば係合頭部が平面視にて多角形を呈する場合は、係合頭部の平面視における係合頭部のM方向における寸法が、0.2mm以上0.6mm以下に設定される。
この製造装置40は、一次成形工程を行う成形装置50と、一次成形工程により成形された一次成形体5を加熱して押圧する加熱押圧装置70とを有する。
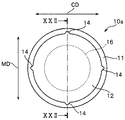
なお、本実施例2の成形面ファスナー1aは、各係合素子10aの係合頭部12に設ける爪部14の個数を、前述の実施例1と異なる4つにして形成されているが、爪部14の配設数を変化させたこと以外は、前述の実施例1で説明した成形面ファスナー1と実質的に同じである。
なお、本実施例2の場合、各係合素子10aに4つの爪部14を設けるために、成形装置50のダイホイール51を形成する円筒状の内側円筒体53aが、前述の実施例1で用いた内側円筒体53と異なる構造を有する。
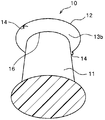
本実施例3の成形面ファスナー1bは、薄板状の基材部2と、基材部2の上面から垂直に起立する複数の係合素子10bとを有する。また、各係合素子10bは、基材部2から立ち上がるステム部11と、ステム部11の上に一体に形成される円盤状の係合頭部12と、係合頭部12の外周縁部に突設される8つの爪部14とを有する。なお、本実施例3における各爪部14の形状及び大きさは、前述の実施例1の成形面ファスナー1に形成される各爪部14と同様である。
なお、本実施例3の場合、各係合素子10bに8つの爪部14を設けるために、成形装置50のダイホイール51を形成する円筒状の内側円筒体(内側スレーブ)53bが、前述の実施例1で用いた内側円筒体53と異なる。すなわち、本実施例3の内側円筒体53bの外周面には、C方向に沿って配される複数の直線状の第1凹溝部63aと、M方向となる円筒の円周方向に沿って配される複数の第2凹溝部63b、第1及び第2凹溝部63a,63bに対して45°の傾斜角度を持って配される複数の第3及び第4凹溝部63c,63dが凹設されている。
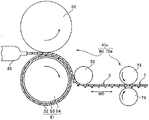
この第1変形例に係る成形装置80は、一方向(図面では時計回り方向)に駆動回転するダイホイール51と、ダイホイール51の上方に所定の間隔を開けて配され、ダイホイール51とは反対の方向(図面では反時計回り方向)に駆動回転するプレスローラ82と、ダイホイール51とプレスローラ82の間に向けて溶融した合成樹脂材料を連続して吐出する押出ノズル85と、押出ノズル85よりもダイホイール51の回転方向下流側に配されるピックアップローラ56とを有する。
2 基材部
5,5a,5b 一次成形体
10 係合素子
10a,10b 係合素子
11 ステム部
12 係合頭部
13a 頭部頂端面
13b 頭部裏面
13c 外周側面
14 爪部
15a 爪上面
15b 爪裏面(下面)
15c 側壁面
16 境界部
20 仮素子
20a,20b 仮素子
21 一次ステム部
22 膨出部
22a,22b 膨出部
25 突出部(仮爪部)
40 製造装置
40a,40b 製造装置
50 成形装置
51 ダイホイール
52 外側円筒体(外側スレーブ)
53 内側円筒体(内側スレーブ)
53a〜53j 内側円筒体(内側スレーブ)
54 回転駆動ローラ
55 押出ノズル
56 ピックアップローラ
57 貫通孔
58a 溝重なり部分
58b 密接部分
61 凹溝部
62 凹溝部
62a 第1凹溝部
62b 第2凹溝部
63a 第1凹溝部
63b 第2凹溝部
63c 第3凹溝部
63d 第4凹溝部
64,65,66 凹溝部
67a,67b 凹部(凹陥部)
67c,67d 凹部(凹陥部)
70,70a 加熱押圧装置
71 上側押圧ローラ(カレンダローラ)
72 下側押圧ローラ(カレンダローラ)
73 上側押圧ローラ
74 下側押圧ローラ
80 成形装置
82 プレスローラ
85 押出ノズル
90 成形装置
91 成形側ベルト機構
92 外側無端ベルト
93 内側無端ベルト
94 第1回転ローラ
95 押出ノズル
96 プレス側ベルト機構
97 プレス用無端ベルト
98 第2回転ローラ
A 係合素子の高さ寸法
B 係合頭部の直径
C 係合頭部の高さ寸法
D 係合素子の境界部における直径
E 係合頭部の張り出し寸法
F 爪幅寸法
G 爪長さ寸法
θ1 係合頭部の張り出し角度
θ2 爪突出角度
MD 機械方向
CD 直交方向
Claims (21)
- 平板状の基材部(2) の上面に複数の雄型係合素子(10,10a,10b)が立設され、各係合素子(10,10a,10b)は、前記基材部(2) から立ち上がるステム部(11)と、前記ステム部(11)の上端から外側に向けて張り出し、前記ステム部(11)上に一体的に形成される係合頭部(12)とを有する合成樹脂製成形面ファスナー(1,1a,1b) において、
前記係合頭部(12)は、頭部頂端面(13a)と、前記基材部(2)に対向するように前記頭部頂端面(13a)の反対側に前記ステム部(11)との境界部(16)から外側に向けて延びる頭部裏面(13b)と、前記頭部頂端面(13a)の外側から前記頭部裏面(13b)にかけて曲面状に配される外周側面(13c)とを有し、
少なくとも一部の前記係合素子(10,10a,10b)において、前記係合頭部(12)の外周縁部の一部に、前記ステム部(11)と前記係合頭部(12)との境界部(16)における幅寸法よりも細い爪幅寸法を有する少なくとも1つの爪部(14)が外側へ向けて突設され、
前記係合頭部(12)の外周縁部に、前記爪部(14)と曲面状の前記外周側面(13c)とが配され、
前記爪部(14)の前記基材部(2) に対向して配される爪裏面(15b) は、前記係合頭部(12)の前記境界部(16)から外側に延びる前記頭部裏面(13b) に対し、異なる角度で形成されてなる、
ことを特徴とする成形面ファスナー。 - 前記爪部(14)は、前記基材部(2) に向けて下方に傾斜又は湾曲して形成されてなる請求項1記載の成形面ファスナー。
- 1つの前記係合頭部(12)に対し、複数の前記爪部(14)が設けられてなる請求項1又は2記載の成形面ファスナー。
- 複数の前記爪部(14)が、前記係合頭部(12)に規則的に配されてなる請求項3記載の成形面ファスナー。
- 複数の前記爪部(14)が、前記係合頭部(12)に不規則に配されてなる請求項3記載の成形面ファスナー。
- 複数の前記爪部(14)が、互いに異なる角度で形成されてなる請求項3〜5のいずれかに記載の成形面ファスナー。
- 複数の前記爪部(14)が、互いに異なる大きさで形成されてなる請求項3〜6のいずれかに記載の成形面ファスナー。
- 前記爪部(14)の爪上面(15a) 及び前記爪裏面(15b) は、先端に向けて下り傾斜する傾斜面又は湾曲面に形成されてなる請求項1〜7のいずれかに記載の成形面ファスナー。
- 前記係合頭部(12)は、平面視において、前記境界部(16)における断面と相似の形状を呈する形態を有してなる請求項1〜8のいずれかに記載の成形面ファスナー。
- 前記係合頭部(12)は、平面視において、円形を呈する形態を有してなる請求項1〜9のいずれかに記載の成形面ファスナー。
- 前記爪部(14)の基端部は、前記境界部(16)の幅寸法の1/3の大きさよりも細い爪幅寸法を有してなる請求項1〜10のいずれかに記載の成形面ファスナー。
- 前記係合素子(10,10a,10b)における前記基材部(2) の前記上面からの高さ寸法(A) は、0.05mm以上1.5mm以下に設定され、
前記境界部(16)における幅寸法(D) は、0.1mm以上0.5mm以下に設定され、
前記係合頭部(12)における前記境界部(16)からの張り出し長さ(E) は、0.01mm以上0.2mm以下に設定され、
前記爪部(14)の基端部における爪幅寸法(F) は、0.01mm以上0.1mm以下に設定されてなる、
請求項1〜11のいずれかに記載の成形面ファスナー。 - 平板状の基材部(2) の上面に複数の雄型係合素子(10,10a,10b)が立設され、各係合素子(10,10a,10b)は、前記基材部(2) から立ち上がるステム部(11)と、前記ステム部(11)の上端から外側に向けて張り出し、前記ステム部(11)上に一体的に形成される係合頭部(12)とを有する合成樹脂製成形面ファスナー(1,1a,1b) を製造する製造方法にあって、前記基材部(2) と、前記基材部(2) に立設される複数の仮素子(20,20a,20b)とを有する一次成形体(5,5a,5b) を成形する一次成形工程と、前記一次成形体(5,5a,5b) の前記仮素子(20,20a,20b)を加熱するとともに前記仮素子(20,20a,20b)を上方から押し潰すことにより前記成形面ファスナー(1,1a,1b) を成形する二次成形工程とを含む製造方法において、
前記一次成形工程にて、少なくとも一部の前記仮素子(20,20a,20b)として、前記基材部(2) から起立する一次ステム部(21)と、前記一次ステム部(21)の上面から上方に膨出する膨出部(22,22a,22b)と、前記膨出部(22,22a,22b)から前記一次ステム部(21)の外側に突出する突出部(25)とを成形すること、
前記二次成形工程にて、前記膨出部(22,22a,22b)及び前記突出部(25)を有する前記仮素子(20,20a,20b)の上端部を押し潰すことにより、前記ステム部(11)と前記係合頭部(12)とを成形するとともに、前記係合頭部(12)の外周縁部に突設される少なくとも1つの爪部(14)を成形すること、
を含んでなることを特徴とする成形面ファスナーの製造方法。 - 前記一次成形工程にて、外周面から内周面に貫通する複数の貫通孔(57)が穿設された外側円筒体(52)と、前記外側円筒体(52)の内周面に密接して配される内側円筒体(53)とを備え、前記内側円筒体(53)の外周面に複数の凹部(61,62,63a-63d,64,65,66,67a-67d)が凹設され、前記外側円筒体(52)の内周面における少なくとも一部の貫通孔(57)の外周縁が、前記内側円筒体(53)の前記凹部(61,62,63a-63d,64,65,66,67a-67d)に重なる部分(58a) と、前記内側円筒体(53)の外周面に密接する部分(58b) とを有するダイホイール(51)を用いて、前記一次成形体(5,5a,5b) を成形することを含んでなる請求項13記載の成形面ファスナーの製造方法。
- 前記一次成形工程にて、外周面から内周面に貫通する複数の貫通孔(57)が穿設された外側無端ベルト(92)と、前記外側無端ベルト(92)の内周面に密接して配される内側無端ベルト(93)とを備え、前記内側無端ベルト(93)の外周面に複数の凹部(61,62,63a-63d,64,65,66,67a-67d)が凹設され、前記外側無端ベルト(92)の内周面における少なくとも一部の貫通孔(57)の外周縁が、前記内側無端ベルト(93)の前記凹部(61,62,63a-63d,64,65,66,67a-67d)に重なる部分(58a) と、前記内側無端ベルト(93)の外周面に密接する部分(58b) とを有するベルト機構(91)を用いて、前記一次成形体(5,5a,5b) を成形することを含んでなる請求項13記載の成形面ファスナーの製造方法。
- 前記膨出部(22,22a,22b)及び前記突出部(25)を、前記一次ステム部(21)の上面に、棒状形状、波形に湾曲する形状、又は多角形状に一体的に成形することを含んでなる請求項13〜15のいずれかに記載の成形面ファスナーの製造方法。
- 一方向に回転駆動するダイホイール(51)と、前記ダイホイール(51)に向けて溶融した合成樹脂材料を吐出する押出ノズル(55,85) とを有し、成形面ファスナー(1,1a,1b) を製造するために、平板状の基材部(2) と、前記基材部(2) の上面に立設される複数の仮素子(20,20a,20b)とを有する一次成形体(5,5a,5b) を成形する成形装置(50,80) において、
前記ダイホイール(51)は、外側円筒体(52)と、前記外側円筒体(52)の内周面に密接して配される内側円筒体(53)とを備えた同心状の二重円筒構造を有し、
前記外側円筒体(52)に、外周面から内周面に貫通する複数の貫通孔(57)が穿設され、
前記内側円筒体(53)の外周面に、溶融した前記合成樹脂材料が流入可能な複数の凹部(61,62,63a-63d,64,65,66,67a-67d)が凹設され、
前記外側円筒体(52)の内周面における少なくとも一部の貫通孔(57)の外周縁が、前記内側円筒体(53)の前記凹部(61,62,63a-63d,64,65,66,67a-67d)に重なる部分(58a) と、前記内側円筒体(53)の外周面に密接する部分(58b) とを有してなる、
ことを特徴とする成形装置。 - 一方向に回転走行するベルト機構(91)と、前記ベルト機構(91)に向けて溶融した合成樹脂材料を吐出する押出ノズル(95)とを有し、成形面ファスナー(1,1a,1b) を製造するために、平板状の基材部(2) と、前記基材部(2) の上面に立設される複数の仮素子(20,20a,20b)とを有する一次成形体(5,5a,5b) を成形する成形装置(90)において、
前記ベルト機構(91)は、外側無端ベルト(92)と、前記外側無端ベルト(92)の内周面に密接して配される内側無端ベルト(93)とを備え、且つ、前記外側及び内側無端ベルト(92,93)を同期回転させる二重ベルト構造を有し、
前記外側無端ベルト(92)に、外周面から内周面に貫通する複数の貫通孔(57)が穿設され、
前記内側無端ベルト(93)の外周面に、溶融した前記合成樹脂材料が流入可能な複数の凹部(61,62,63a-63d,64,65,66,67a-67d)が凹設され、
前記外側無端ベルト(92)の内周面における少なくとも一部の前記貫通孔(57)の外周縁が、前記内側無端ベルト(93)の前記凹部(61,62,63a-63d,64,65,66,67a-67d)に重なる部分(58a) と、前記内側無端ベルト(93)の外周面に密接する部分(58b) とを有してなる、
ことを特徴とする成形装置。 - 前記凹部(61,62,63a-63d,64,65,66,67a-67d)は、直線状の凹溝部又は波形に湾曲する凹溝部(61,62,63a-63d,64,65,66)である請求項17又は18記載の成形装置。
- 各凹溝部(61,62,63a-63d,64,65,66)の溝幅は0.005mm以上0.1mm以下に設定され、
各凹溝部(61,62,63a-63d,64,65,66)の溝深さは0.005mm以上0.05mm以下に設定されてなる、
請求項19記載の成形装置。 - 前記凹部(67a-67d) は、多角形状に凹設されてなる請求項17又は18記載の成形装置。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2015/086076 WO2017109902A1 (ja) | 2015-12-24 | 2015-12-24 | 成形面ファスナー、成形面ファスナーの製造方法、及び成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017109902A1 JPWO2017109902A1 (ja) | 2018-08-16 |
| JP6644448B2 true JP6644448B2 (ja) | 2020-02-12 |
Family
ID=59089780
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017557590A Active JP6644448B2 (ja) | 2015-12-24 | 2015-12-24 | 成形面ファスナー、成形面ファスナーの製造方法、及び成形装置 |
| JP2017557728A Active JP6695639B2 (ja) | 2015-12-24 | 2016-08-02 | 成形面ファスナーの製造方法及び成形装置 |
| JP2017558167A Active JP6713227B2 (ja) | 2015-12-24 | 2016-12-20 | 成形面ファスナー及び成形面ファスナーの製造方法 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017557728A Active JP6695639B2 (ja) | 2015-12-24 | 2016-08-02 | 成形面ファスナーの製造方法及び成形装置 |
| JP2017558167A Active JP6713227B2 (ja) | 2015-12-24 | 2016-12-20 | 成形面ファスナー及び成形面ファスナーの製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (4) | US11089845B2 (ja) |
| EP (3) | EP3395193B1 (ja) |
| JP (3) | JP6644448B2 (ja) |
| KR (3) | KR102040668B1 (ja) |
| CN (2) | CN108471844B (ja) |
| MX (3) | MX2018007661A (ja) |
| TW (3) | TWI629021B (ja) |
| WO (3) | WO2017109902A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11089845B2 (en) | 2015-12-24 | 2021-08-17 | Ykk Corporation | Molded surface fastener |
| US11219285B2 (en) | 2015-12-24 | 2022-01-11 | Ykk Corporation | Molded surface fastener manufacturing method |
| JP6956738B2 (ja) | 2016-04-29 | 2021-11-02 | アプリックスAplix | 形成によって保持要素を形成するための改良された装置および方法 |
| WO2020012537A1 (ja) | 2018-07-09 | 2020-01-16 | Ykk株式会社 | 成形面ファスナー |
| JP2020028381A (ja) * | 2018-08-21 | 2020-02-27 | Ykk株式会社 | 成形面ファスナーの製造方法及び成形装置 |
| WO2020100282A1 (ja) * | 2018-11-16 | 2020-05-22 | Ykk株式会社 | 成形面ファスナーの製造方法及び成形面ファスナー |
| EP4450263A3 (en) * | 2018-12-03 | 2024-10-30 | Velcro IP Holdings LLC | Male touch fastener elements |
| JP7277022B2 (ja) * | 2019-03-29 | 2023-05-18 | Ykk株式会社 | 成形面ファスナー及び成形面ファスナーの製造方法 |
| CN110051087A (zh) * | 2019-04-19 | 2019-07-26 | 嘉兴和雄服饰有限公司 | 一种注塑调节扣 |
| US20240251916A1 (en) * | 2021-06-11 | 2024-08-01 | Ykk Corporation | Surface Fastener |
| KR20240015112A (ko) | 2021-11-25 | 2024-02-02 | 와이케이케이 가부시끼가이샤 | 면 파스너의 제조 방법 및 면 파스너 |
| US20240349847A1 (en) * | 2021-12-10 | 2024-10-24 | Ykk Corporation | Surface Fastener and Method of Manufacturing Surface Fastener |
| WO2023145018A1 (ja) | 2022-01-28 | 2023-08-03 | Ykk株式会社 | 面ファスナーの製造方法 |
| WO2023228329A1 (ja) * | 2022-05-25 | 2023-11-30 | Ykk株式会社 | 面ファスナーの製造方法、面ファスナー、及び成形装置 |
| US11889903B1 (en) | 2023-03-20 | 2024-02-06 | Velcro Ip Holdings Llc | Male touch fastener elements |
Family Cites Families (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4083667A (en) * | 1974-03-13 | 1978-04-11 | Bemis Company, Inc. | Apparatus for extruding plastic netting |
| US4454183A (en) * | 1982-02-26 | 1984-06-12 | Minnesota Mining And Manufacturing Company | Strip material with heat-formed hooked heads |
| ES8600032A1 (es) | 1982-02-26 | 1985-10-01 | Minnesota Mining & Mfg | Un material de tira de forma alargada que puede cortarse en trozos para hacer al menos parte de un sujetador o cierre. |
| US5077870A (en) * | 1990-09-21 | 1992-01-07 | Minnesota Mining And Manufacturing Company | Mushroom-type hook strip for a mechanical fastener |
| US5679302A (en) | 1990-09-21 | 1997-10-21 | Minnesota Mining And Manufacturing Company | Method for making a mushroom-type hook strip for a mechanical fastener |
| US5785784A (en) * | 1994-01-13 | 1998-07-28 | Minnesota Mining And Manufacturing Company | Abrasive articles method of making same and abrading apparatus |
| JPH09121908A (ja) * | 1995-11-06 | 1997-05-13 | Ykk Corp | 成形面ファスナーとその製造方法及び装置 |
| US6054091A (en) * | 1996-10-03 | 2000-04-25 | Minnesota Mining And Manufacturing Co. | J hook-type hook strip for a mechanical fastener |
| US5953797A (en) * | 1996-10-09 | 1999-09-21 | Velcro Industries B.V. | Hook fasteners and methods of manufacture |
| DE19646318A1 (de) * | 1996-11-09 | 1998-05-14 | Binder Gottlieb Gmbh & Co | Rationelles Verfahren zur Herstellung eines Haftverschlußteils aus thermoplatischem Kunststoff |
| JP3474735B2 (ja) * | 1997-08-20 | 2003-12-08 | Ykk株式会社 | 一体成形面ファスナー |
| US6432339B1 (en) | 1997-08-25 | 2002-08-13 | Velcro Industries B.V. | Continuous molding of fastener products with a mold belt |
| DE19828856C1 (de) | 1998-06-29 | 1999-10-07 | Binder Gottlieb Gmbh & Co | Verfahren zur Herstellung eines Haftverschlußteiles |
| US6248276B1 (en) * | 1999-01-15 | 2001-06-19 | Velcro Industries B.V. | Fasteners and methods of making fasteners |
| US7052638B2 (en) * | 1999-01-15 | 2006-05-30 | Velcro Industries B.V. | Hook and loop fastener |
| US6991843B2 (en) * | 1999-01-15 | 2006-01-31 | Velcro Industries B.V. | Fasteners engageable with loops of nonwoven fabrics and with other open structures, and methods and machines for making fasteners |
| US6162040A (en) * | 1999-02-01 | 2000-12-19 | Velcro Industries B.V. | Molds for forming touch fasteners |
| US7246416B2 (en) * | 2000-10-19 | 2007-07-24 | Leonard Arnold Duffy | Slidingly Engagable Fasteners and method |
| US6484371B1 (en) | 2001-02-27 | 2002-11-26 | 3M Innovative Properties Company | High strength, flexible, light weight hook and loop bundling straps |
| JP3818431B2 (ja) | 2001-03-08 | 2006-09-06 | Ykk株式会社 | 一体成形面ファスナーとその連続製造方法及び連続製造装置 |
| DE10161744A1 (de) * | 2001-12-15 | 2003-06-18 | Werner Jahn | Verfahren zur Herstellung eines Haftverschlußteiles |
| US6687962B2 (en) * | 2002-01-16 | 2004-02-10 | Velcro Industries B.V. | Fastener element patterning |
| US20040031553A1 (en) * | 2002-08-15 | 2004-02-19 | Ms. Constance Berger | Device and method for protecting a surface |
| JP3892372B2 (ja) * | 2002-09-06 | 2007-03-14 | Ykk株式会社 | 一体成形面ファスナーとその製造装置 |
| US7013536B2 (en) * | 2002-10-19 | 2006-03-21 | General Motors Corporation | Releasable fastener systems and processes |
| US6902389B2 (en) | 2003-05-14 | 2005-06-07 | 3M Innovative Properties Company | Wire wound tooling |
| JP2004357894A (ja) | 2003-06-04 | 2004-12-24 | Goldwin Technical Center:Kk | 膨出材の取付構造と取付方法 |
| DE102004012067A1 (de) | 2004-03-12 | 2005-10-06 | Gottlieb Binder Gmbh & Co. Kg | Verfahren zum Herstellen von Haftelementen auf einem Trägermaterial |
| CN1644357A (zh) | 2005-02-08 | 2005-07-27 | 春盛有限公司 | 生产扣接构件的方法 |
| US7516524B2 (en) | 2005-03-11 | 2009-04-14 | Velcro Industries B.V. | Hook fastener components and methods of their manufacture |
| DE102007057905A1 (de) * | 2007-11-29 | 2009-06-10 | Microtac Systems Ag | Haftverschlussteil und Verfahren zur Herstellung eines Haftverschlussteils |
| DE102008027860A1 (de) | 2008-06-11 | 2009-12-17 | Windhager Handelsgesellschaft M.B.H. | Haftverschlussteil und Verfahren zur Herstellung eines Haftverschlussteils |
| US8881369B2 (en) * | 2008-07-02 | 2014-11-11 | Brandon Charles Kirby | Methods for using a reusable quick release fastener system |
| US9259060B2 (en) * | 2008-10-23 | 2016-02-16 | Taiwan Paiho Limited | Mushroom-type hook strap for mechanical fasteners |
| PL2379308T3 (pl) * | 2009-01-20 | 2017-12-29 | Gerald Rocha | Sposób i urządzenie do wytwarzania haczykowych elementów mocujących |
| JP5594513B2 (ja) | 2010-03-08 | 2014-09-24 | クラレファスニング株式会社 | 縫着可能な成形雄型面ファスナー |
| US9138957B2 (en) * | 2010-06-21 | 2015-09-22 | 3M Innovative Properties Company | Slit hook strips and laminates and articles containing the same |
| MY164203A (en) | 2010-06-21 | 2017-11-30 | 3M Innovative Properties Co | Method of making a structured surface and article therefrom |
| DE102010044660A1 (de) * | 2010-09-08 | 2012-03-08 | Gottlieb Binder Gmbh & Co. Kg | Haftverschlussteil |
| US9433262B2 (en) * | 2011-07-05 | 2016-09-06 | Ykk Corporation | Molding hook and loop fastener |
| DE102012000374A1 (de) | 2012-01-12 | 2013-07-18 | Gottlieb Binder Gmbh & Co. Kg | Verfahren zum Herstellen eines Kunststofferzeugnisses nebst Vorrichtung zum Durchführen des Verfahrens sowie nach dem Verfahren und der Vorrichtung hergestelltes Verschluss-oder Haftprodukt |
| JP6192283B2 (ja) | 2012-10-11 | 2017-09-06 | スリーエム イノベイティブ プロパティズ カンパニー | ファスナ部材 |
| EP2906070B1 (en) * | 2012-10-15 | 2016-06-29 | Velcro Bvba | Touch fastening |
| TWI555477B (zh) * | 2015-12-03 | 2016-11-01 | Taiwan Paiho Ltd | Mushroom Head Shot Hook and Velcro with the Mushroom Head Shot |
| US11219285B2 (en) | 2015-12-24 | 2022-01-11 | Ykk Corporation | Molded surface fastener manufacturing method |
| US11089845B2 (en) | 2015-12-24 | 2021-08-17 | Ykk Corporation | Molded surface fastener |
| DE112016006700T5 (de) * | 2016-04-01 | 2018-12-13 | Ykk Corporation | Ausgeformter Flächenreißverschluss und Verfahren zur Herstellung desselben |
-
2015
- 2015-12-24 US US16/061,979 patent/US11089845B2/en active Active
- 2015-12-24 CN CN201580085530.3A patent/CN108471844B/zh active Active
- 2015-12-24 JP JP2017557590A patent/JP6644448B2/ja active Active
- 2015-12-24 WO PCT/JP2015/086076 patent/WO2017109902A1/ja active Application Filing
- 2015-12-24 MX MX2018007661A patent/MX2018007661A/es unknown
- 2015-12-24 KR KR1020187015786A patent/KR102040668B1/ko active IP Right Grant
- 2015-12-24 EP EP15911340.6A patent/EP3395193B1/en active Active
-
2016
- 2016-04-18 WO PCT/JP2016/062281 patent/WO2017110106A1/ja active Application Filing
- 2016-08-02 KR KR1020187015787A patent/KR102040669B1/ko active IP Right Grant
- 2016-08-02 MX MX2018007757A patent/MX2018007757A/es unknown
- 2016-08-02 JP JP2017557728A patent/JP6695639B2/ja active Active
- 2016-08-02 WO PCT/JP2016/072654 patent/WO2017110127A1/ja active Application Filing
- 2016-08-02 EP EP16878030.2A patent/EP3395194B1/en active Active
- 2016-08-02 CN CN201680075917.5A patent/CN108463133A/zh active Pending
- 2016-12-09 TW TW105140797A patent/TWI629021B/zh active
- 2016-12-20 TW TW105142192A patent/TWI626902B/zh active
- 2016-12-20 EP EP16878714.1A patent/EP3395195B1/en active Active
- 2016-12-20 JP JP2017558167A patent/JP6713227B2/ja active Active
- 2016-12-20 MX MX2018007758A patent/MX2018007758A/es unknown
- 2016-12-20 KR KR1020187015788A patent/KR102040672B1/ko active IP Right Grant
- 2016-12-23 TW TW105143110A patent/TWI615107B/zh active
-
2020
- 2020-03-03 US US16/807,251 patent/US11259605B2/en active Active
- 2020-03-03 US US16/807,341 patent/US11363857B2/en active Active
- 2020-12-21 US US17/129,115 patent/US20210106101A1/en active Pending
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6644448B2 (ja) | 成形面ファスナー、成形面ファスナーの製造方法、及び成形装置 | |
| US11291275B2 (en) | Molded surface fastener | |
| WO2020012537A1 (ja) | 成形面ファスナー | |
| WO2017110825A1 (ja) | 成形面ファスナー及び成形面ファスナーの製造方法 | |
| US11633021B2 (en) | Molding apparatus and manufacturing method for molded surface fastener | |
| JP2020028381A (ja) | 成形面ファスナーの製造方法及び成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180424 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190604 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190724 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200107 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6644448 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |