JP6620516B2 - 音叉型振動片の製造方法、振動デバイス、電子機器、および移動体 - Google Patents
音叉型振動片の製造方法、振動デバイス、電子機器、および移動体 Download PDFInfo
- Publication number
- JP6620516B2 JP6620516B2 JP2015211600A JP2015211600A JP6620516B2 JP 6620516 B2 JP6620516 B2 JP 6620516B2 JP 2015211600 A JP2015211600 A JP 2015211600A JP 2015211600 A JP2015211600 A JP 2015211600A JP 6620516 B2 JP6620516 B2 JP 6620516B2
- Authority
- JP
- Japan
- Prior art keywords
- width
- vibrating
- recess
- fork type
- opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 24
- 238000000034 method Methods 0.000 claims description 60
- 238000005530 etching Methods 0.000 claims description 58
- 238000001312 dry etching Methods 0.000 claims description 39
- 230000008569 process Effects 0.000 claims description 39
- 239000000758 substrate Substances 0.000 claims description 35
- 230000000149 penetrating effect Effects 0.000 claims description 22
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 13
- 239000013078 crystal Substances 0.000 description 11
- 239000010453 quartz Substances 0.000 description 11
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 11
- 230000015572 biosynthetic process Effects 0.000 description 8
- 239000011651 chromium Substances 0.000 description 8
- 239000000463 material Substances 0.000 description 8
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 6
- 238000005452 bending Methods 0.000 description 5
- 230000006870 function Effects 0.000 description 5
- 238000003384 imaging method Methods 0.000 description 5
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 4
- 229910000599 Cr alloy Inorganic materials 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 229910052804 chromium Inorganic materials 0.000 description 4
- 239000000788 chromium alloy Substances 0.000 description 4
- 239000010949 copper Substances 0.000 description 4
- 239000010408 film Substances 0.000 description 4
- 239000010931 gold Substances 0.000 description 4
- 229910052759 nickel Inorganic materials 0.000 description 4
- 239000010955 niobium Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 239000010936 titanium Substances 0.000 description 4
- 230000001413 cellular effect Effects 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 239000010941 cobalt Substances 0.000 description 3
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 3
- 238000004891 communication Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 229910000833 kovar Inorganic materials 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 229910052709 silver Inorganic materials 0.000 description 3
- 239000004332 silver Substances 0.000 description 3
- 229910001316 Ag alloy Inorganic materials 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 2
- 229910001020 Au alloy Inorganic materials 0.000 description 2
- YDCWBDWPPAHSOR-UHFFFAOYSA-N C1CCC1.F.F.F.F.F.F.F.F Chemical compound C1CCC1.F.F.F.F.F.F.F.F YDCWBDWPPAHSOR-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 229910002808 Si–O–Si Inorganic materials 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000032683 aging Effects 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 239000003353 gold alloy Substances 0.000 description 2
- AMGQUBHHOARCQH-UHFFFAOYSA-N indium;oxotin Chemical compound [In].[Sn]=O AMGQUBHHOARCQH-UHFFFAOYSA-N 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 229910052750 molybdenum Inorganic materials 0.000 description 2
- 239000011733 molybdenum Substances 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 229910052758 niobium Inorganic materials 0.000 description 2
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- VSZWPYCFIRKVQL-UHFFFAOYSA-N selanylidenegallium;selenium Chemical compound [Se].[Se]=[Ga].[Se]=[Ga] VSZWPYCFIRKVQL-UHFFFAOYSA-N 0.000 description 2
- 238000004544 sputter deposition Methods 0.000 description 2
- JBQYATWDVHIOAR-UHFFFAOYSA-N tellanylidenegermanium Chemical compound [Te]=[Ge] JBQYATWDVHIOAR-UHFFFAOYSA-N 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 239000010937 tungsten Substances 0.000 description 2
- 238000007740 vapor deposition Methods 0.000 description 2
- WSMQKESQZFQMFW-UHFFFAOYSA-N 5-methyl-pyrazole-3-carboxylic acid Chemical compound CC1=CC(C(O)=O)=NN1 WSMQKESQZFQMFW-UHFFFAOYSA-N 0.000 description 1
- CRWSWMKELFKJMC-UHFFFAOYSA-N CC.F.F.F.F.F.F Chemical compound CC.F.F.F.F.F.F CRWSWMKELFKJMC-UHFFFAOYSA-N 0.000 description 1
- 229910000531 Co alloy Inorganic materials 0.000 description 1
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- WQZGKKKJIJFFOK-GASJEMHNSA-N Glucose Natural products OC[C@H]1OC(O)[C@H](O)[C@@H](O)[C@@H]1O WQZGKKKJIJFFOK-GASJEMHNSA-N 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- 229910018503 SF6 Inorganic materials 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 239000008280 blood Substances 0.000 description 1
- 210000004369 blood Anatomy 0.000 description 1
- 230000036772 blood pressure Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000007772 electrode material Substances 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000008103 glucose Substances 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- GQYHUHYESMUTHG-UHFFFAOYSA-N lithium niobate Chemical compound [Li+].[O-][Nb](=O)=O GQYHUHYESMUTHG-UHFFFAOYSA-N 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- -1 silver halide Chemical class 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- SFZCNBIFKDRMGX-UHFFFAOYSA-N sulfur hexafluoride Chemical compound FS(F)(F)(F)(F)F SFZCNBIFKDRMGX-UHFFFAOYSA-N 0.000 description 1
- 229960000909 sulfur hexafluoride Drugs 0.000 description 1
- TXEYQDLBPFQVAA-UHFFFAOYSA-N tetrafluoromethane Chemical compound FC(F)(F)F TXEYQDLBPFQVAA-UHFFFAOYSA-N 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 238000001039 wet etching Methods 0.000 description 1
Images




















Classifications
-
- H—ELECTRICITY
- H03—ELECTRONIC CIRCUITRY
- H03H—IMPEDANCE NETWORKS, e.g. RESONANT CIRCUITS; RESONATORS
- H03H9/00—Networks comprising electromechanical or electro-acoustic devices; Electromechanical resonators
- H03H9/15—Constructional features of resonators consisting of piezoelectric or electrostrictive material
- H03H9/21—Crystal tuning forks
- H03H9/215—Crystal tuning forks consisting of quartz
-
- H—ELECTRICITY
- H03—ELECTRONIC CIRCUITRY
- H03H—IMPEDANCE NETWORKS, e.g. RESONANT CIRCUITS; RESONATORS
- H03H3/00—Apparatus or processes specially adapted for the manufacture of impedance networks, resonating circuits, resonators
- H03H3/007—Apparatus or processes specially adapted for the manufacture of impedance networks, resonating circuits, resonators for the manufacture of electromechanical resonators or networks
- H03H3/02—Apparatus or processes specially adapted for the manufacture of impedance networks, resonating circuits, resonators for the manufacture of electromechanical resonators or networks for the manufacture of piezoelectric or electrostrictive resonators or networks
-
- H—ELECTRICITY
- H03—ELECTRONIC CIRCUITRY
- H03H—IMPEDANCE NETWORKS, e.g. RESONANT CIRCUITS; RESONATORS
- H03H9/00—Networks comprising electromechanical or electro-acoustic devices; Electromechanical resonators
- H03H9/02—Details
- H03H9/05—Holders; Supports
-
- H—ELECTRICITY
- H03—ELECTRONIC CIRCUITRY
- H03H—IMPEDANCE NETWORKS, e.g. RESONANT CIRCUITS; RESONATORS
- H03H9/00—Networks comprising electromechanical or electro-acoustic devices; Electromechanical resonators
- H03H9/02—Details
- H03H9/05—Holders; Supports
- H03H9/0595—Holders; Supports the holder support and resonator being formed in one body
-
- H—ELECTRICITY
- H03—ELECTRONIC CIRCUITRY
- H03H—IMPEDANCE NETWORKS, e.g. RESONANT CIRCUITS; RESONATORS
- H03H9/00—Networks comprising electromechanical or electro-acoustic devices; Electromechanical resonators
- H03H9/15—Constructional features of resonators consisting of piezoelectric or electrostrictive material
- H03H9/17—Constructional features of resonators consisting of piezoelectric or electrostrictive material having a single resonator
-
- H—ELECTRICITY
- H03—ELECTRONIC CIRCUITRY
- H03H—IMPEDANCE NETWORKS, e.g. RESONANT CIRCUITS; RESONATORS
- H03H9/00—Networks comprising electromechanical or electro-acoustic devices; Electromechanical resonators
- H03H9/15—Constructional features of resonators consisting of piezoelectric or electrostrictive material
- H03H9/21—Crystal tuning forks
-
- H—ELECTRICITY
- H03—ELECTRONIC CIRCUITRY
- H03H—IMPEDANCE NETWORKS, e.g. RESONANT CIRCUITS; RESONATORS
- H03H3/00—Apparatus or processes specially adapted for the manufacture of impedance networks, resonating circuits, resonators
- H03H3/007—Apparatus or processes specially adapted for the manufacture of impedance networks, resonating circuits, resonators for the manufacture of electromechanical resonators or networks
- H03H3/02—Apparatus or processes specially adapted for the manufacture of impedance networks, resonating circuits, resonators for the manufacture of electromechanical resonators or networks for the manufacture of piezoelectric or electrostrictive resonators or networks
- H03H2003/026—Apparatus or processes specially adapted for the manufacture of impedance networks, resonating circuits, resonators for the manufacture of electromechanical resonators or networks for the manufacture of piezoelectric or electrostrictive resonators or networks the resonators or networks being of the tuning fork type
Landscapes
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
- Oscillators With Electromechanical Resonators (AREA)
Description
本適用例によれば、凹部の二つの側面間の最大幅を形作る第1マスク部の幅が、切欠き部の開口の最小幅を形作る第2マスク部の幅よりも小さく形成されたエッチングマスクを用い、ドライエッチング加工する。したがって、切欠き部のエッチングレートの方が、凹部のエッチングレートより大きくなり、切欠き部のエッチングが凹部のエッチングより速く進む。これにより、切欠き部が形成できた時点でエッチング加工を終了すると、有底の凹部を形成することができる。このように、同一のドライエッチング加工によって、貫通部としての切欠き部と、有底の凹部とを形成することができ、振動部(振動片)の加工工程における煩雑さを解消でき、加工工数の低減に寄与することができる。
本適用例によれば、底部を有する凹部の形成と切欠き部の形成とを、同一のドライエッチング工程により行うことが可能となる。
<振動デバイスの構成>
まず、電子部品の一例としての振動デバイスの第1実施形態に係る振動素子として、音叉型振動片を一例として挙げ、その概略構成について図1、図2、および図3を用いて説明する。図1は、電子部品としての振動デバイスの第1実施形態に係る音叉型振動片の概略構成を模式的に示す平面図である。図2は、図1におけるP−P線での断面図である。図3は、図1におけるQ−Q線での断面図である。なお、説明の便宜上、図1においては駆動電極を除く他の電極の図示、および図3においては駆動電極の図示を省略している。
次に、上述した電子部品としての振動デバイスの第1実施形態に係る音叉型振動片100の製造方法の一例を、図面を参照しながら説明する。図4は、電子部品(振動デバイス)の第1実施形態に係る音叉型振動片の製造方法を示す工程フロー図である。図5は、音叉型振動片の製造に用いるエッチングマスクを示す平面図である。なお、図5では、マスキングされる部分、即ちエッチングされない部分をハッチングにて示している。図6は、水晶基板にエッチングマスクが配置された状態を示し、図5のR−R線に相当する断面図である。図7は、開口幅とエッチングレートとの相関を示すグラフである。なお、音叉型振動片100の構成部位については、図1から図3を参照しながら説明する。また、以下に説明する製造方法は、一例であって、他の製造方法を適用して音叉型振動片100を製造することもできる。
先ず、音叉型振動片100の基材となる基板(水晶ウェハー)110W(図5参照)を用意する。基板(水晶ウェハー)110Wは、X軸、Y軸及びZ軸からなる直交座標系において、Z軸を中心に時計回りに0度ないし5度の範囲で回転して切り出した水晶Z板である。基板(水晶ウェハー)110Wは、切り出した水晶Z板を所定の厚みに切断研磨することによって形成する。なお、一つの基板(水晶ウェハー)110Wから複数の音叉型振動片100の外形を画定し、最終的に個々の音叉型振動片100に分離することができる。
次に、図6に示すように、基板(水晶ウェハー)110Wに、図5で示す平面形状のエッチングマスク100Mを配置する。エッチングマスク100Mは、後述するドライエッチング加工に対する耐蝕膜として、例えばニッケル(Ni)などの金属膜で構成され、リフトオフ法などを用いて形成する。リフトオフ法を用いることで、微細な間隔を有するマスク形状を実現することができる。エッチングマスク100Mは、図5に示すように、音叉型振動片100の凹部148,158に対応する第1開口部148M,158Mと、音叉型振動片100の基部110、振動腕120,130、および枠部115などの外形を画定する第2開口部118Mとを有している。
次に、エッチングマスク100Mの形成された基板(水晶ウェハー)110W(図5参照)に対してドライエッチング加工を行う(ステップS105)。このドライエッチング工程(ステップS105)によって、エッチングマスク100Mのマスク118Mに相当する位置に切欠き部118が形成され、この切欠き部118によって、基部110、振動腕120,130、および枠部115などを備えた音叉型振動片100の外形が画定される。また、このドライエッチング工程(ステップS105)によって、エッチングマスク100Mのマスク148M,158Mに相当する位置に有底の凹部148,158が形成される。なお、音叉型振動片100は、振動片の一例であり、他の形態の振動片にも適用することができる。ドライエッチング加工では、C4F8(八フッ化シクロブタン)、C2F6(六フッ化エタン)、SF6(六フッ化硫黄)、CF4(四フッ化炭素)などのエッチングガスを用いることができる。本形態では、C4F8(八フッ化シクロブタン)ガスを用いてドライエッチング加工を行った例を示している。
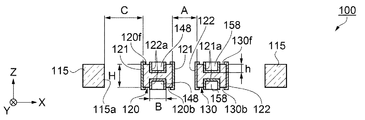
次に、外形が画定された音叉型振動片100に、各種電極を形成する(ステップS107)。電極形成工程(ステップS107)では、少なくとも振動腕120,130に、例えば、スパッタリング法や蒸着法などを用いて後述する導電材料を配設することによって、駆動電極121,122,121a,122aを形成する。図1および図2に示されているように、駆動電極121は、振動腕120の表面120fもしくは裏面120bの一部から側面103h,103iに亘って設けられている。駆動電極122は、振動腕130の表面130fもしくは裏面130bの一部から側面103j,103kに亘って設けられている。駆動電極122aは、振動腕120の表面120fもしくは裏面120bの一部から凹部148内の両内壁面および底部に亘って設けられている。駆動電極121aは、振動腕130の表面130fもしくは裏面130bの一部から凹部158内の両内壁面および底部に亘って設けられている。なお、駆動電極121および駆動電極121aは、同電位が供給されるようにパターニングされており、駆動電極122および駆動電極122aは、駆動電極121および駆動電極121aと逆電位が供給されるようにパターニングされている。
次に、電子部品(振動デバイス)の第2実施形態に係る音叉型振動片の概略構成について図8、図9、および図10を用いて説明する。図8は、電子部品(振動デバイス)の第2実施形態に係る音叉型振動片の概略構成を模式的に示す平面図である。図9は、図8におけるP1−P1線での断面図である。図10は、図8のP1−P1断面における振動腕の拡大図である。なお、図8、図9、および図10では、説明の便宜上、駆動電極などの電極についての図示を省略している。また、以下では、前述の第1実施形態と同様な構成については、同符号を付してその説明を省略する。
次に、電子部品(振動デバイス)の第3実施形態に係る音叉型振動片の概略構成について図11を用いて説明する。図11は、電子部品(振動デバイス)の第3実施形態に係る音叉型振動片の概略構成を模式的に示す平面図である。なお、図11では、説明の便宜上、駆動電極などの電極についての図示を省略している。また、以下では、前述の第1実施形態と同様な構成については、同符号を付してその説明を省略する。
(第4実施形態)
次に、電子部品(振動デバイス)の第4実施形態に係る音叉型振動片の概略構成について図12、および図13を用いて説明する。図12は、電子部品(振動デバイス)の第4実施形態に係る音叉型振動片の概略構成を模式的に示す平面図である。図13は、図12におけるP2−P2線での断面図である。なお図12および図13では、説明の便宜上、駆動電極などの電極についての図示を省略している。また、以下では、前述の第1実施形態と同様な構成については、同符号を付してその説明を省略する。
次に、電子部品(振動デバイス)の第5実施形態に係る音叉型振動片の概略構成について図14、および図15を用いて説明する。図14は、電子部品(振動デバイス)の第5実施形態に係る音叉型振動片の概略構成を模式的に示す平面図である。図15は、図14におけるS−S線での断面図である。なお図14および図15では、説明の便宜上、駆動電極などの電極についての図示を省略している。また、以下では、前述の第1実施形態と同様な構成については、同符号を付してその説明を省略する。
次に、電子部品(振動デバイス)の第6実施形態に係る振動子の概略構成について図16を用いて説明する。図16は、電子部品(振動デバイス)の第6実施形態に係る振動子の概略構成を模式的に示す正断面図である。
次に、電子部品(振動デバイス)の第7実施形態に係る振動子の概略構成について図17を用いて説明する。図17は、電子部品(振動デバイス)の第7実施形態に係る振動子の概略構成を模式的に示す正断面図である。
次いで、電子部品(振動デバイス)としての音叉型振動片100,200,300,400、もしくは振動子500,600のいずれかを適用した電子機器について、図18、図19、および図20を参照しながら詳細に説明する。なお、以下の説明では、音叉型振動片100を適用した例を示している。
次いで、本発明の電子部品(振動デバイス)の一実施形態に係る音叉型振動片100,200,300,400、もしくは振動子500,600のいずれかを適用した移動体について、図21を参照しながら詳細に説明する。なお、以下の説明では、音叉型振動片100を適用した例を示している。図21は移動体の一例としての自動車を概略的に示す斜視図である。自動車1500には本発明に係る音叉型振動片100が搭載されている。例えば、同図に示すように、移動体としての自動車1500には、音叉型振動片100を内蔵してタイヤ1504などを制御する電子制御ユニット1510が車体1502に搭載されている。また、音叉型振動片100は、他にもキーレスエントリー、イモビライザー、カーナビゲーションシステム、カーエアコン、アンチロックブレーキシステム(ABS)、エアバック、タイヤ・プレッシャー・モニタリング・システム(TPMS:Tire Pressure Monitoring System)、エンジンコントロール、ハイブリッド自動車や電気自動車の電池モニター、車体姿勢制御システム、等の電子制御ユニット(ECU:electronic control unit)に広く適用できる。
Claims (10)
- 基部および前記基部から第1方向に沿って延出している振動腕を備えた音叉型振動片の外形により画定される切欠き部と、前記振動腕の平面視した面に前記第1方向に沿って延びる凹部と、をドライエッチング加工で形成する音叉型振動片の製造方法であって、
基板に、前記凹部の前記第1方向に沿った二側面間の幅を形作る第1マスク部、および前記切欠き部の開口の幅を形作る第2マスク部を有し、前記第1マスク部の前記二側面間の最大幅を形作る部分の幅が、第2マスク部の前記切欠き部の開口の最小幅を形作る部分の幅よりも小さく、且つ、前記第1マスク部の幅が前記第1方向における中央部から両端部に向かうに従って狭くなっているエッチングマスクを形成する工程と、
前記基板に対して前記ドライエッチング加工を行い、前記切欠き部と共に、前記凹部を形成するエッチング工程と、
を含み、
前記凹部の前記第1方向に沿った断面の形状が、前記中央部における底から前記両端部の開口側に向かって傾斜しており、且つ、前記両端部において曲線状の部分を有していることを特徴とする音叉型振動片の製造方法。 - 前記エッチングマスクを形成する工程において、
前記凹部の前記二側面間の前記最大幅に対して、前記切欠き部の開口の前記最小幅が10μm以上大きく、且つ前記凹部の前記二側面間の最小幅が50μm以下となるように、前記第1マスク部および前記第2マスク部を形成することを特徴とする請求項1に記載の音叉型振動片の製造方法。 - 前記エッチングマスクを形成する工程において、
前記凹部の前記最小幅が、30μm以下になるように前記第1マスク部を形成することを特徴とする請求項2に記載の音叉型振動片の製造方法。 - 前記ドライエッチング加工の後に、前記振動腕に電極を形成する電極形成工程を含むことを特徴とする請求項1ないし請求項3のいずれか一項に記載の音叉型振動片の製造方法。
- 基部と、
前記基部から一方向に突出するように配置されている振動腕と、
前記振動腕に、非貫通部を有して設けられている凹部と、を備え、
前記凹部の開口は、前記開口の幅に対して直交する方向の長さが、前記幅よりも大きく、
前記凹部の前記長さの方向における中央部の前記幅は、外形形状を画定する側面間の最小幅よりも小さく、且つ、前記凹部の前記幅は、前記長さの方向における前記中央部から両端部に向かうに従って狭くなっており、
前記凹部の前記長さの方向に沿った断面の形状は、前記中央部における底から前記両端部の前記開口側に向かって傾斜しており、且つ、前記両端部において曲線状の部分を有し、
前記凹部の内面および前記外形形状を画定する側面は、ドライエッチング面であることを特徴とする記載の振動デバイス。 - 前記凹部における前記非貫通部の深さは、前記振動腕の厚さに対して20%以上であることを特徴とする請求項5に記載の振動デバイス。
- 前記凹部は、前記非貫通部と貫通部とを備え、
前記貫通部は、前記凹部の開口に対して前記底側の開口が小さいことを特徴とする請求項5または請求項6に記載の振動デバイス。 - 前記凹部は、前記長さの方向に沿って複数設けられていることを特徴とする請求項5ないし請求項7のいずれか一項に記載の振動デバイス。
- 請求項5ないし請求項8のいずれか一項に記載の振動デバイスが備えられていることを特徴とする電子機器。
- 請求項5ないし請求項8のいずれか一項に記載の振動デバイスが備えられていることを特徴とする移動体。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015211600A JP6620516B2 (ja) | 2015-10-28 | 2015-10-28 | 音叉型振動片の製造方法、振動デバイス、電子機器、および移動体 |
| US15/299,218 US10418968B2 (en) | 2015-10-28 | 2016-10-20 | Electronic component manufacturing method, vibrator device, electronic apparatus, and vehicle |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015211600A JP6620516B2 (ja) | 2015-10-28 | 2015-10-28 | 音叉型振動片の製造方法、振動デバイス、電子機器、および移動体 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017085341A JP2017085341A (ja) | 2017-05-18 |
| JP2017085341A5 JP2017085341A5 (ja) | 2018-11-08 |
| JP6620516B2 true JP6620516B2 (ja) | 2019-12-18 |
Family
ID=58635356
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015211600A Active JP6620516B2 (ja) | 2015-10-28 | 2015-10-28 | 音叉型振動片の製造方法、振動デバイス、電子機器、および移動体 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US10418968B2 (ja) |
| JP (1) | JP6620516B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6987623B2 (ja) * | 2017-11-27 | 2022-01-05 | 京セラ株式会社 | 圧電素子、圧電デバイスおよび圧電素子の製造方法 |
| JP7319787B2 (ja) * | 2019-02-22 | 2023-08-02 | エスアイアイ・クリスタルテクノロジー株式会社 | 圧電振動片、及び圧電振動子 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4120312B2 (ja) | 2001-10-16 | 2008-07-16 | セイコーエプソン株式会社 | 圧電振動片及びその加工方法 |
| JP4593203B2 (ja) | 2004-08-24 | 2010-12-08 | リバーエレテック株式会社 | 音叉型水晶振動子及びその製造方法 |
| JP2007013382A (ja) * | 2005-06-29 | 2007-01-18 | Seiko Epson Corp | 圧電振動片の製造方法、圧電振動片 |
| JP2007013383A (ja) | 2005-06-29 | 2007-01-18 | Seiko Epson Corp | 圧電振動片の製造方法、圧電振動片 |
| JP2007166242A (ja) * | 2005-12-14 | 2007-06-28 | Citizen Holdings Co Ltd | 水晶片の製造方法及びこの水晶片を用いた水晶デバイス |
| JP4863901B2 (ja) | 2007-02-17 | 2012-01-25 | セイコーインスツル株式会社 | 圧電振動片の製造方法 |
| EP2017960B1 (fr) * | 2007-07-19 | 2009-12-30 | ETA SA Manufacture Horlogère Suisse | Résonateur piézo-électrique ayant des capacités motionnelles optimisées |
| JP2010010734A (ja) * | 2008-06-24 | 2010-01-14 | Nippon Dempa Kogyo Co Ltd | 圧電振動片及び圧電デバイス |
| JP5244188B2 (ja) | 2008-08-28 | 2013-07-24 | セイコーインスツル株式会社 | 圧電振動片の製造方法 |
| JP5352777B2 (ja) | 2009-01-30 | 2013-11-27 | パナソニック株式会社 | 水晶デバイスの製造方法 |
| JP5789914B2 (ja) * | 2010-02-05 | 2015-10-07 | セイコーエプソン株式会社 | 音叉型圧電振動片及び圧電デバイス |
| JP2011199330A (ja) * | 2010-03-17 | 2011-10-06 | Seiko Epson Corp | 振動片、振動子、発振器 |
| JP5640687B2 (ja) * | 2010-11-16 | 2014-12-17 | セイコーエプソン株式会社 | アクチュエーター、アクチュエーターの製造方法、光スキャナーおよび画像形成装置 |
| JP5716557B2 (ja) | 2011-06-14 | 2015-05-13 | セイコーエプソン株式会社 | 振動片、ジャイロセンサー、電子機器、振動片の製造方法 |
| JP2013187639A (ja) | 2012-03-06 | 2013-09-19 | Seiko Instruments Inc | 圧電振動片の製造方法 |
| JP2013191981A (ja) | 2012-03-13 | 2013-09-26 | Seiko Instruments Inc | 圧電振動片、圧電振動片の製造方法、圧電振動子、発振器、電子機器および電波時計 |
| JP5910287B2 (ja) * | 2012-04-25 | 2016-04-27 | セイコーエプソン株式会社 | 振動片、振動子、発振器および電子機器 |
| JP2014107603A (ja) * | 2012-11-26 | 2014-06-09 | Seiko Epson Corp | 振動片、振動子、発振器および電子機器 |
| JP2014165910A (ja) * | 2013-02-28 | 2014-09-08 | Seiko Epson Corp | 振動片、振動子、発振器、電子機器及び移動体 |
| JP2015118027A (ja) | 2013-12-19 | 2015-06-25 | セイコーエプソン株式会社 | 振動素子、電子デバイス、電子機器および移動体 |
| JP6488709B2 (ja) * | 2015-01-13 | 2019-03-27 | セイコーエプソン株式会社 | 振動素子の製造方法、振動素子、電子デバイス、電子機器、および移動体 |
-
2015
- 2015-10-28 JP JP2015211600A patent/JP6620516B2/ja active Active
-
2016
- 2016-10-20 US US15/299,218 patent/US10418968B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017085341A (ja) | 2017-05-18 |
| US20170126200A1 (en) | 2017-05-04 |
| US10418968B2 (en) | 2019-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6175743B2 (ja) | 振動素子の製造方法 | |
| US9748921B2 (en) | Electronic device, electronic apparatus, and moving object | |
| JP6167520B2 (ja) | 素子の製造方法 | |
| US10418967B2 (en) | Resonator element, manufacturing method for resonator element, resonator, electronic device, and moving object | |
| US9425768B2 (en) | Resonator element, resonator device, electronic apparatus, moving object, and method of manufacturing resonator element | |
| JP6051885B2 (ja) | 振動素子、振動子、発振器、電子機器および移動体 | |
| US20140292435A1 (en) | Resonator element, resonator, oscillator, electronic apparatus, and moving object | |
| JP6107330B2 (ja) | 振動素子、振動子、発振器、電子機器および移動体 | |
| US9231555B2 (en) | Quartz resonator with cut sections formed on the support arm | |
| TW201526542A (zh) | 振動元件、振動子、振盪器、電子機器及移動體 | |
| US9793876B2 (en) | Resonator element, method for manufacturing resonator element, resonator, gyro sensor, electronic apparatus, and moving object | |
| JP6620516B2 (ja) | 音叉型振動片の製造方法、振動デバイス、電子機器、および移動体 | |
| JP6787467B2 (ja) | 振動素子、振動子、電子デバイス、電子機器、移動体および振動素子の製造方法 | |
| JP6528878B2 (ja) | 電子デバイス、電子機器および移動体 | |
| US9287848B2 (en) | Resonator element, resonator, oscillator, electronic apparatus, and moving object having reduced vibration leakage | |
| JP6498379B2 (ja) | 振動素子、振動子、発振器、電子機器および移動体 | |
| JP6627902B2 (ja) | 振動素子、振動子、電子デバイス、電子機器、移動体および振動素子の製造方法 | |
| JP2015179933A (ja) | 振動素子、ジャイロセンサー素子、電子デバイス、電子機器および移動体 | |
| JP6315115B2 (ja) | 振動素子、振動子、電子デバイス、電子機器、および移動体 | |
| JP2016021491A (ja) | エッチング方法 | |
| JP6578708B2 (ja) | 振動素子、振動子、発振器、電子機器および移動体 | |
| JP6439300B2 (ja) | エッチング方法 | |
| JP2014175674A (ja) | 振動子、振動子の製造方法、発振器、電子機器および移動体 | |
| JP2016019109A (ja) | エッチング方法 | |
| JP2016092466A (ja) | 振動素子、振動素子の製造方法、電子デバイス、電子機器、および移動体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD05 | Notification of revocation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7425 Effective date: 20180905 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180926 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180926 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190514 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190710 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190723 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190912 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191023 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191105 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6620516 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |