JP6614005B2 - 高強度鋼線用熱間圧延線材およびその製造方法 - Google Patents
高強度鋼線用熱間圧延線材およびその製造方法 Download PDFInfo
- Publication number
- JP6614005B2 JP6614005B2 JP2016083111A JP2016083111A JP6614005B2 JP 6614005 B2 JP6614005 B2 JP 6614005B2 JP 2016083111 A JP2016083111 A JP 2016083111A JP 2016083111 A JP2016083111 A JP 2016083111A JP 6614005 B2 JP6614005 B2 JP 6614005B2
- Authority
- JP
- Japan
- Prior art keywords
- wire
- amount
- hot
- strength
- scale
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Description
その結果、以下の知見を得て、本発明に至ることができた。
1)熱間圧延線材の組織や強度をC量やSi量、線径に応じて適正範囲に制御することで、断線が抑制され、鋼線の延性が向上する。
2)熱間圧延線材の強度のばらつきが大きいほど、鋼線の強度ばらつきも増加し、延性の低下や断線につながる。
3)熱間圧延線材強度のばらつき抑制には巻取り後の冷却速度の制御および圧延後に600℃以上で変態させることが有効である。
4)更に600℃以上で変態させる際に初析フェライトを抑制するには変態前のオーステナイト粒径を30〜60μmに制御することが有効である。
5)一方、変態温度が600℃以上の場合、変態完了後も、変態温度近傍で保持するとラメラセメンタイトが分断し、熱間圧延線材の強度の低下や伸線加工材(鋼線)の強度や延性が低下する。
(1)質量%でC:0.35〜0.50%、Si:0.10〜0.80%、Mn:0.60〜0.90%、Cr:0.15%以下を含有し、かつMn量(%)+2×Cr量(%)<0.9%を満たし、残部はFeおよび不可避不純物よりなり、パーライトが面積率60%以上であるとともに初析フェライト量が面積率で式(1)を満たし、かつ残部がベイナイトおよび疑似パーライトの1種又は2種からなり、強度TS(MPa)が式(2)かつ式(3)を満足し、かつ1コイル内の熱間圧延線材の強度のばらつきが平均強度から±50MPa以内であることを特徴とする直径4.1〜5.5mmの高強度鋼線用熱間圧延線材。
初析フェライト量(%)≦50-55×C量(%)+20×Si量(%)・・・式(1)
900×C量(%)+50×Si量(%)+300≦TS≦900×C量(%)+50×Si量(%)+400・・・式(2)
TS≦1200-80×D・・・式(3) D:熱間圧延線材線径(mm)
(2)更に、質量%で0.5%≦Si量(%)+Cr量(%)≦0.9%を満たすことを特徴とする上記(1)に記載の直径4.1〜5.5mmの高強度鋼線用熱間圧延線材。
(3)更に、質量%でNi:0.50%以下、Co:1.00%以下、Mo:0.20%以下、B:2〜30ppmのいずれか1種もしくは2種以上を含有することを特徴とする上記(1)又は(2)に記載の直径4.1〜5.5mmの高強度鋼線用熱間圧延線材。
(4)線材表面のスケール量が40〜60g/m2であり、かつ、スケール/母材界面近傍(母材境界からスケール厚さの1/2の領域)において粒径が2.0μm以上のスケールが面積率で50%以上であることを特徴とするスケールはく離性に優れた上記(1)から(3)までのいずれかひとつに記載の直径4.1〜5.5mmの高強度鋼線用熱間圧延線材。
(5)熱間圧延でオーステナイト粒径を30〜60μmの範囲に制御した後、巻取り後、650℃以下まで5〜25℃/sで冷却し、その後、600℃までは0.5〜5℃/sに冷却速度を低下させ、かつ600℃以下では、更に冷却速度5℃/s以上の速度で、300℃以下まで冷却することを特徴とする上記(1)から(4)までのいずれかひとつに記載の直径4.1〜5.5mmの高強度鋼線用熱間圧延線材の製造方法。
Cは、鋼材の必要強度を付与するために必須の元素である。0.35%未満ではパーライト面積率が低下し、鋼線の強度や延性の低下を招く。そのために、下限を0.35%以上とする。一方、0.50%を超えると、伸線後の鋼材強度が過度に高くなり、伸線時や鋼線の撚り線時に断線が発生する。よって、その上限を0.50%とする。
Siは脱酸剤として有用な元素であり、また、パーライト中のフェライト強度を増加させる作用や伸線時のラメラセメンタイトの分解を抑制し、延性低下を抑制する作用がある有用な元素である。このような作用を有効に発揮させるためには、0.10%以上添加することが必要である。しかしながら、過剰に添加すると、伸線加工性に有害なSiO2系介在物が発生し易くなるため、その上限を0.80%に定めた。より好ましくは0.5%超0.75%以下である。
Mnは脱酸及び脱硫に有用であるのみならず、鋼のオーステナイトからの相変態を遅延させる効果があり、パーライト組織を得るために有用な元素である。このような作用を有効に発揮させるには、0.60%以上添加することが必要である。但し、過剰に添加しても上記効果が飽和してしまい、経済的に無駄である他、熱間圧延後の冷却過程で、ベイナイトなどの組織が発生しやすくなるため、その上限を0.90%に定めた。より好ましくは0.85%以下である。
CrはMnと同様に鋼のオーステナイトからの相変態を遅延させる効果があり、パーライト組織を得るために有用な元素である。また、パーライトの加工硬化能を高め、低歪でより高い強度を得ることができる。しかし、0.15%超では焼入れ性が過大となり、熱間圧延後の冷却過程でベイナイト、マルテンサイトなどの過冷組織が生成し、加工性が低下する。好ましくは、0.05%以上である。なお、Crは含有させなくてもよい。
Niは鋼のオーステナイトからの相変態を遅延させる効果があり、パーライト組織を得るために有用な元素である。その他、伸線材の靭性を高める元素である。これらの効果を得るためには0.10%以上の添加が望ましい。一方、過剰に添加すると、焼入れ性が過大となり、熱間圧延後の冷却過程でベイナイト、マルテンサイトなどの過冷組織が生成し、加工性が低下するため、上限を0.50%以下とした。
Coは、圧延材における初析フェライトの析出を抑制するのに有効な元素である。また、鋼線の延性を向上させるのに有効な元素である。このような作用を有効に発揮させるには0.1%以上の添加が好ましい。一方、Coを過剰に添加してもその効果は飽和して経済的に無駄であるので、その上限値を1.00%とした。
Moは鋼のオーステナイトからの相変態を遅延させる効果があり、パーライト組織を得るために有用な元素である。しかしながら、0.20%超では、焼入れ性が過大となり、熱間圧延後の冷却過程でベイナイト、マルテンサイトなどの過冷組織が発生しやすくなるため、その上限を0.20%とした。
Bは粒界に濃化して、初析フェライトの抑制に有効な元素である。これらの効果を得るためには2ppm以上の添加が必要である。一方、過剰に添加するとオーステナイト中にFe23(CB)6などの炭化物を形成し、伸線加工性を低下させるので、その上限を30ppmとした。好ましくは、5〜20ppmである。
初析フェライト量(%)≦50-55×C量(%)+20×Si量(%)・・・式(1)
なお、式(1)の係数および定数は初析フェライト量とSi、Cの関係についての実験結果を元に定めたものである。
900×C量(%)+50×Si量(%)+300≦TS≦900×C量(%)+50×Si量(%)+400・・・式(2)
TS≦1200-80×D・・・式(3) D:熱間圧延線材線径(mm)
なお、式(2)の係数および定数は強度とSi、Cの関係についての実験結果を元に定めたものであり、式(3)の係数および定数は強度と熱間圧延線材線径の関係についての実験結果を元に定めたものである。
冷却速度1:巻取り後650℃までの冷却速度
冷却速度2:650℃から600℃までの冷却速度
冷却速度3:600℃から300℃までの冷却速度
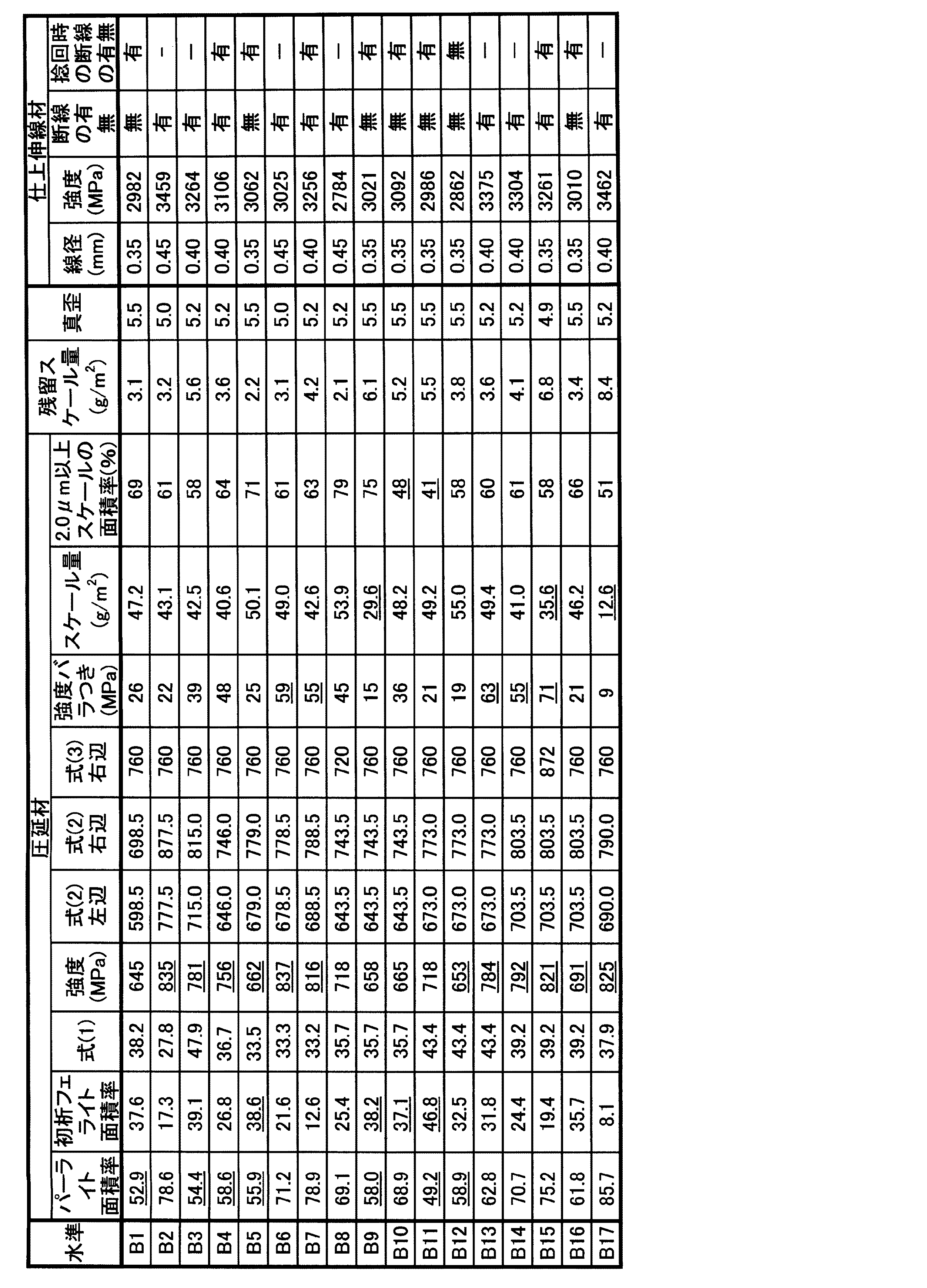
を意味する。表1−1および表1−2、表2−1および表2−2で本発明範囲から外れる数値にアンダーラインを付している。
B4はMnおよびMn+2×Cr量が高く、焼入れ性が増したため、熱間圧延線材でパーライト面積率が低く、かつ式(2)を満たさないため、真歪5.5未満で伸線時に断線が発生した。
一方、B5はMn量が少ないため、初析フェライト量が増加し、パーライト面積率が低く、かつ強度が低いため、鋼線の強度が低下し、かつ撚り線時に断線が発生した。
B6はCr、Mn+2×Cr量が高く、焼入れ性が増したため、強度が高く、式(2)を満たさず、強度のばらつきも大きいため、真歪5.5未満で伸線時に断線が発生した。
B7はMn+2×Cr量が高く、焼入れ性が増したため、強度が高く、式(2)を満たさず、強度のばらつきも大きいため、真歪5.5未満で伸線時に断線が発生した。
B17は巻取り後、ソルト浴に浸漬し、575℃で保持した水準である。熱間圧延線材の強度が高くなったため、鋼線の強度も上昇し、真歪5.5未満で伸線時に断線が発生した。また、スケール量も小さくなり、スケールはく離性も低下した。
Claims (5)
- 質量%で
C:0.35〜0.50%、
Si:0.10〜0.80%、
Mn:0.60〜0.90%、
Cr:0.15%以下
を含有し、かつMn量(%)+2×Cr量(%)<0.9%を満たし、残部はFeおよび不可避不純物よりなり、パーライトが面積率60%以上であるとともに初析フェライト量が面積率で式(1)を満たし、かつ残部がベイナイトおよび疑似パーライトの1種又は2種からなり、強度TS(MPa)が式(2)かつ式(3)を満足し、かつ1コイル内の熱間圧延線材の強度のばらつきが平均強度から±50MPa以内であることを特徴とする直径4.1〜5.5mmの高強度鋼線用熱間圧延線材。
初析フェライト量(%)≦50-55×C量(%)+20×Si量(%)・・・式(1)
900×C量(%)+50×Si量(%)+300≦TS≦900×C量(%)+50×Si量(%)+400・・・式(2)
TS≦1200-80×D・・・式(3) D:熱間圧延線材線径(mm) - 更に、質量%で0.5%≦Si量(%)+Cr量(%)≦0.9%を満たすことを特徴とする請求項1に記載の直径4.1〜5.5mmの高強度鋼線用熱間圧延線材。
- 更に、質量%でNi:0.50%以下、Co:1.00%以下、Mo:0.20%以下、B:2〜30ppmのいずれか1種もしくは2種以上を含有することを特徴とする請求項1または請求項2に記載の直径4.1〜5.5mmの高強度鋼線用熱間圧延線材。
- 線材表面のスケール量が40〜60g/m2であり、かつ、スケール/母材界面近傍(母材境界からスケール厚さの1/2の領域)において粒径が2.0μm以上のスケール面積率が50%以上であることを特徴とするスケールはく離性に優れた請求項1から請求項3までのいずれか一項に記載の直径4.1〜5.5mmの高強度鋼線用熱間圧延線材。
- 熱間圧延でオーステナイト粒径を30〜60μmの範囲に制御した後、巻取り後、650℃以下まで6〜25℃/sで冷却し、その後、600℃までは0.5〜5℃/sに冷却速度を低下させ、かつ600℃以下では、更に冷却速度5℃/s以上の速度で、300℃以下まで冷却することを特徴とする請求項1から請求項4までのいずれか一項に記載の直径4.1〜5.5mmの高強度鋼線用熱間圧延線材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016083111A JP6614005B2 (ja) | 2016-04-18 | 2016-04-18 | 高強度鋼線用熱間圧延線材およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016083111A JP6614005B2 (ja) | 2016-04-18 | 2016-04-18 | 高強度鋼線用熱間圧延線材およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017193732A JP2017193732A (ja) | 2017-10-26 |
| JP6614005B2 true JP6614005B2 (ja) | 2019-12-04 |
Family
ID=60155308
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016083111A Active JP6614005B2 (ja) | 2016-04-18 | 2016-04-18 | 高強度鋼線用熱間圧延線材およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6614005B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114318149A (zh) * | 2021-12-28 | 2022-04-12 | 张家港荣盛特钢有限公司 | 102级钢帘线、102级帘线钢盘条及其生产方法 |
| CN114807763B (zh) * | 2022-04-29 | 2022-11-25 | 江苏永钢集团有限公司 | 一种铁素体+珠光体组织scm435热轧盘条的工艺控制方法 |
| CN117845137B (zh) * | 2024-01-08 | 2024-09-13 | 钢铁研究总院有限公司 | 一种Mn-Si-V-Ti-Nb-Cr多元合金化热轧盘条及其制备方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5215720B2 (ja) * | 2008-04-28 | 2013-06-19 | 株式会社神戸製鋼所 | 鋼線材 |
| JP5201000B2 (ja) * | 2009-03-02 | 2013-06-05 | 新日鐵住金株式会社 | 高強度鋼線用線材、高強度鋼線及びこれらの製造方法 |
| JP5304323B2 (ja) * | 2009-03-02 | 2013-10-02 | 新日鐵住金株式会社 | 高強度鋼線用線材、高強度鋼線及びこれらの製造方法 |
| JP5201009B2 (ja) * | 2009-03-05 | 2013-06-05 | 新日鐵住金株式会社 | 高強度極細鋼線用線材、高強度極細鋼線、及び、これらの製造方法 |
-
2016
- 2016-04-18 JP JP2016083111A patent/JP6614005B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017193732A (ja) | 2017-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5114684B2 (ja) | 延性に優れた線材及び高強度鋼線並びにそれらの製造方法 | |
| KR101728272B1 (ko) | 고탄소강 선재 및 그 제조 방법 | |
| JP5162875B2 (ja) | 伸線特性に優れた高強度線材およびその製造方法 | |
| JP4842408B2 (ja) | 線材、鋼線、及び線材の製造方法 | |
| JP5233281B2 (ja) | 延性に優れた高強度鋼線およびその製造方法 | |
| JP4970562B2 (ja) | 延性に優れた高強度鋼線用線材及び鋼線の製造方法 | |
| WO2011092905A1 (ja) | 線材、鋼線及びそれらの製造方法 | |
| JP6180351B2 (ja) | 生引き性に優れた高強度鋼線用線材および高強度鋼線 | |
| JP5201009B2 (ja) | 高強度極細鋼線用線材、高強度極細鋼線、及び、これらの製造方法 | |
| JP2007131945A (ja) | 延性に優れた高強度鋼線およびその製造方法 | |
| JP6354481B2 (ja) | 鋼線材及び鋼線材の製造方法 | |
| JP6614005B2 (ja) | 高強度鋼線用熱間圧延線材およびその製造方法 | |
| JP5201000B2 (ja) | 高強度鋼線用線材、高強度鋼線及びこれらの製造方法 | |
| JP2010229469A (ja) | 冷間加工特性に優れる高強度線材及びその製造方法 | |
| JP5304323B2 (ja) | 高強度鋼線用線材、高強度鋼線及びこれらの製造方法 | |
| JP5796781B2 (ja) | ばね加工性に優れた高強度ばね用鋼線材およびその製造方法、並びに高強度ばね | |
| JP5945196B2 (ja) | 高強度鋼線用線材 | |
| JP7063394B2 (ja) | 熱間圧延線材 | |
| JP2009138251A (ja) | 伸線性に優れた鋼線材 | |
| JP6053031B2 (ja) | 圧延スケールままでの皮削り性に優れた高炭素鋼線材およびその製造方法 | |
| JP6724435B2 (ja) | 熱間圧延線材およびその製造方法 | |
| JP6922726B2 (ja) | 熱間圧延線材 | |
| JP6536382B2 (ja) | 伸線加工用熱間圧延線材 | |
| JP6648516B2 (ja) | 伸線加工用熱間圧延線材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190925 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191021 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6614005 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |