JP6602467B2 - 積層型鉄心およびその製造方法 - Google Patents
積層型鉄心およびその製造方法 Download PDFInfo
- Publication number
- JP6602467B2 JP6602467B2 JP2018510569A JP2018510569A JP6602467B2 JP 6602467 B2 JP6602467 B2 JP 6602467B2 JP 2018510569 A JP2018510569 A JP 2018510569A JP 2018510569 A JP2018510569 A JP 2018510569A JP 6602467 B2 JP6602467 B2 JP 6602467B2
- Authority
- JP
- Japan
- Prior art keywords
- laminated
- core
- concave portion
- cores
- iron core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


























Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/18—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
Description
また、積層コア端部に形成された凸部と、反対端部の凹部を位置合わせして積巾方向に挿入することで、鉄心装置が得られる構成が開示されている(例えば、特許文献2参照)。
また、この発明に係る積層型鉄心は、同一形状の板状コア片を積層固定した積層コアを複数連結して環状と成す積層型鉄心であって、積層コアの一方の端部に凸部を有し、積層コアの他方の端部に凹部を有し、凹部の外周側の一部に切り欠きを有し、凹部は、凸部を囲む穴部を形成するようにC字型に変形可能な構造を持ち、切り欠きを有する凹部の外周側の一部は薄肉部であり、切り欠きは、積層コア同士をスライド可能とする逃がし溝を有し、凹部の外周側の先端部と接する位置に、凸部の外周側に径方向に伸びる突起部を有する構造を有し、凹部がC字型に変形後にスプリングバックによって変形が戻ることを防止するものである。
また、この発明に係る積層型鉄心は、同一形状の板状コア片を積層固定した積層コアを複数連結して環状と成す積層型鉄心であって、積層コアの一方の端部に凸部を有し、積層コアの他方の端部に凹部を有し、凹部の外周側の一部に切り欠きを有し、凹部は、凸部を囲む穴部を形成するようにC字型に変形可能な構造を持ち、凹部は2段階の変形が可能な構造であり、凹部がU字型となることで、積層コア同士を周方向にスライド可能な状態で連結させ、積層コア同士が外れることなく、積層コアのティース部同士を離れる方向にスライドさせることができる第1段階の変形と、凹部が前記C字型となることで、積層コア同士が動かない状態で固定する第2段階の変形を有するものである。
また、この発明に係る積層型鉄心は、同一形状の板状コア片を積層固定した積層コアを複数連結して環状と成す積層型鉄心であって、積層コアの一方の端部に凸部を有し、積層コアの他方の端部に凹部を有し、凹部の外周側の一部に切り欠きを有し、凹部は、凸部を囲む穴部を形成するようにC字型に変形可能な構造を持ち、凹部の外周側の先端部と接する位置に、凸部の外周側に径方向に伸びる突起部を有する構造を有し、凹部がC字型に変形後にスプリングバックによって変形が戻ることを防止するものである。
また、この発明に係る積層型鉄心は、同一形状の板状コア片を積層固定した積層コアを複数連結して環状と成す積層型鉄心であって、積層コアの一方の端部に凸部を有し、積層コアの他方の端部に凹部を有し、凹部の外周側の一部に切り欠きを有し、凹部は、凸部を囲む穴部を形成するようにC字型に変形可能な構造を持ち、凹部を構成する外径側の突起において、突起の内径基部側に張り出しを設け、内径先端側に谷部を設ける構造とし、一方凸部の基部の外径側に張り出しを有する構造とし、積層コア同士を直線状態に並べた時に、凹部の張り出しと凸部の張り出しが接触し、積層コア同士が外れることなく、積層コアのティース部同士を離れる方向にスライドさせることができ、積層コア同士を円環状態に並べた時に、凹部の谷部と凸部の張り出しが嵌合する構造を有するものである。
実施の形態1は、積層コアの第1端部にコア凸部を有し、積層コアの第2端部にコア凹部を有し、積層コアの第2端部のコア凹部は顎型突起とスライドガイド突起とを有し、顎型突起はスライドガイド突起とで第1端部のコア凸部を囲む穴部を形成するように2段階の変形が可能な構造であり、第1段階の変形(以降、第1の変形と記載する)は、積層コア同士が外れることなく、積層コア同士をスライドさせることができ、第2段階の変形(以降、第2の変形と記載する)は、積層コア同士を連結して円環状の積層型鉄心を形成する構造の積層型鉄心、および位置合わせ工程と、仮連結工程と、巻線工程と、本連結工程と、を備える積層型鉄心の製造方法に関するものである。
図1は、電動機の積層型鉄心の構成を示す断面図である。積層型鉄心1は複数の積層コア10を環状に連結した構成で、積層コア10には巻線2が巻き回される。積層コア10同士は、コア凸部11aとコア凹部12aが嵌合することで連結されている。
図2(a)、(b)において、積層コア10は磁性材料から成る板状コア片13を軸方向に積層固定したものである。積層コア10は、バックヨーク部14とティース部15から構成される。積層コア10は、第1端部11と第2端部12を備える。第1端部11には連結手段としてのコア凸部11a、第2端部12にはコア凸部11aと連結するためのコア凹部12aが形成されている。積層固定の手段としては、接着、溶接、ダボによるカシメ、あるいはそれらの組合せを使用する。
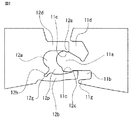
図2(a)、図2(b)に示す隣接する積層コア10同士を、コア凸部11aとコア凹部12aを近づけて、図3の内側係止段差11eと内側係止凸部12eの位置を合わせて図4(a)、(b)の状態とする。この時、図3に示すように顎型突起12bとスライドガイド突起12dで囲われたコア凹部12aの開口幅は、コア凸部11aの幅より大きいため、スムーズに位置合わせすることができる。
なお、図3において、第1端部11には、さらに外側スライド逃し溝11b、外側係止段差11c、内側スライド逃し溝11d、凸部側端面11f、スプリングバック防止突起11g、およびコア丸め係止凹部11hを備える。また、第2端部12には、さらに外側係止凸部12c、凹部側端面12f、薄肉部12g、および変形逃し溝12hを備える。これらの機能、役割については後で順次説明する。
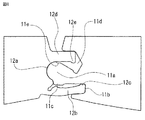
顎型突起12bに力を加えて第1の変形をさせることで、積層コア10は図5(a)、(b)に示す状態となる。顎型突起12bの第1の変形により、コア凹部12aの開口幅はコア凸部11aの幅より小さくなり、積層コア10同士を一体として扱うことが可能となる。すなわち、コア凹部12aはU字型となる。
図6は顎型突起12b周辺を拡大した要部拡大図である。顎型突起12bとスライドガイド突起12dとで穴部12pを形成している。顎型突起12b先端の外側係止凸部12cと、スライドガイド突起12d先端の内側係止凸部12eとの幅はコア凸部11aの幅より狭いため、積層コア10同士は外れることはない。
ここで、顎型突起12bは薄肉部12gおよび変形逃がし溝12hを介して板状コア片13とつながっているため、顎型突起12bの変形に必要な力を小さくすることができる。さらに、変形逃がし溝12hが面外変形とスプリングバックを抑制して形状精度を向上させている。
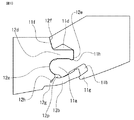
積層コア10を円環状に変形させる。さらに顎型突起12bに力を加えて、仮連結よりさらに積層コア10内径側に変形(第2の変形)をさせることで、積層コア10は図9(a)(b)の状態となる。すなわち、コア凹部12aはC字型となる。
図10は顎型突起12b周辺を拡大した要部拡大図である。
これと共に、積層コア10を回転させて、片方の積層コア10の凹部側端面12fと、連結する積層コア10の凸部側端面11fを突き合わせることで、積層コア10同士を円環状に配置する。
後に説明する巻線を巻き回した後に複数の積層コア10に対して本連結を行うことで、図1の積層型鉄心1を形成する。
なお、図10において、コア凹部12aがC字型に変形された後、変形逃がし溝12hには空間(逃がし代)が残る。これは逃がし溝の役割をする。
請求の範囲の凸部はコア凸部11a、凹部はコア凹部12a、凹部の外周側は顎型突起12b、切り欠きは変形逃がし溝12h、穴部は穴部12pである。
請求の範囲の薄肉部は薄肉部12gである。
請求の範囲の凸部の外周側に径方向に伸びる突起部はスプリングバック防止突起11gである。
請求の範囲の凹部の内径側の先端部に設けた突起は内側係止凸部12e、凹部の内径側の先端部に設けた突起と一致する形状の凸部の基部の内径側の谷部はコア丸め係止凹部11hである。
実施の形態1の積層型鉄心およびその製造方法では、図5の仮連結工程で説明したように、積層コア10のティース部15同士を離れる方向にスライドさせることができる。この特徴があるため、積層コア10のティース部15間の巻線スペースを広げて、より多くの巻線を巻き回すことが可能である。
図11(a)、(b)に比較例の積層コア110の巻線工程を示す。ここで、図11(b)は図11(a)の右端の2個の積層コア110を拡大した図である。
比較例の積層コア110は、スリット部110aと薄肉部110bを介して繋がっている。積層コア110は、バックヨーク部114とティース部115から構成される。
積層コア110は、巻線機コアチャック51で固定される。巻線機ノズル50を用いて巻線2を巻き回した後、薄肉部110bを塑性変形させて円環状に配置し、積層コア110をコア端部接合110cにより固定し、図12に示す円環状の比較例の鉄心装置101を形成する。コア端部接合110cには溶接や接着等が使用される。
積層コア10を巻線機コアチャック52で固定した後、それぞれ離れる方向にスライドさせて積層コア間距離B(B>A)とすることで、巻線2と巻線機ノズル50は干渉しない。このため、比較例の積層コア110より多くの巻線を巻き回すことができ、その結果電動機の効率を向上させることができる。
巻線後は図13(b)に示すように、積層コア10同士を近づける方向にスライドさせて、積層コア間距離Bを積層コア間距離Aまで縮めることで、比較例の積層コア110と同じ積層コア間距離Aとなり、本連結工程により図1の積層型鉄心1を形成する。実施の形態1の積層型鉄心1は比較例の鉄心装置101と同一の外径で、より多くのコイルを巻線できる。
したがって、実施の形態1の積層型鉄心およびその製造方法は、巻線作業を容易化して、線積率を向上させることができる。
まず、仮連結治具パンチを1台使用する場合を図14で説明する。
図14(a)は、連結する一対の積層コア10を、仮連結治具60へ配置する方法を示す。図14(b)は、積層コア10の位置合わせした状態を示す。図14(c)は、顎型突起12bの第1の変形を行い、仮連結が完了した状態を示す。
仮連結治具ベース61には、コア位置決め突起62が形成されており、積層コア10の凸部側端面11fと凹部側端面12fをコア位置決め突起62に合わせて位置決めを行う(図14(b)の状態)。次に仮連結治具パンチ63を用いて顎型突起12bに力を加えて第1の変形を行い、仮連結を完了する(図14(c)の状態)。
なお、凸部側端面11fの先端部は直角または傾斜を有する。また、凹部側端面12fは基部の内径側に直角または傾斜を有する。
ここで、請求の範囲の凸部の基部の内径側に設けた突起は凸部側端面11f、凹部を構成する内径側の突起は凹部側端面12fである。
図14の仮連結治具60は、1箇所ずつ仮連結を行う治具であったが、図15に示す一括仮連結治具64は、複数の連結箇所を同時に一括で仮連結を行うことができる。
一括仮連結治具ベース65に、積層コア10を複数個並べ(図15(a)の状態)、一括仮連結治具パンチ66により複数の顎型突起12bに対して第1の変形を同時に行い、仮連結した積層コア16を形成できる(図15(b)の状態)。この結果、積層コア10当たりの仮連結を行う時間を短縮することができる。
図13の巻線工程は巻線機ノズル50が1本の例を示したが、図16〜図18に示すように仮連結した積層コア16を一括で巻線することもできる。巻線機本体(図示なし)は複数の巻線機コアチャック52と、巻線機コアチャック52をスライド可能な状態で固定する巻線機コアチャックベース54と、複数の巻線機ノズル50と、巻線機ノズル50を固定する巻線機ノズルホルダ53とを備える。まず、図16に示すように仮連結した積層コア16を巻線機コアチャック52に取り付ける。この時、仮連結した積層コア16は積層コア10のティース部15間の距離を縮める方向にスライドさせて連結部の接触点を増やすことで、コア全体の剛性を向上させ、搬送や巻線機コアチャック52への取付けを容易にしている。次に図17に示すように、巻線機コアチャック52を積層コア10のティース部15間の距離を広げる方向にスライドさせた後、巻線機ノズルホルダ53に取付けた複数の巻線機ノズル50を用いて、仮連結した積層コア16の全ティース部15に同時に巻線2を巻き回す。巻線完了後、図18に示すように、巻線機ノズル50を退避させた後、巻線機コアチャック52を積層コア10のティース部15間の距離を縮める方向にスライドさせて、巻線後の積層コア17を巻線機コアチャック52から取り外す。
まず、本連結押し爪70を適用して本連結を行う場合を図19で説明する。
図19(a)に示すように、巻線後の積層コア17を円環状に丸め、外周側から本連結押し爪70で力を加えて、巻線後の積層コア17の外径から飛び出た顎型突起12bに第2の変形を行うことで本連結を行い、図19(b)に示すように積層型鉄心1を形成する。
図19では、本連結押し爪70を3台としているが、2台でも可能であるし、あるいは4台以上としてもよい。
本連結用治具は、巻線後の積層コア17の内径を位置決めするための本連結芯棒71と、顎型突起12bに力を加えて変形させるための本連結押しローラ72とで構成される。
図20(b)において、本連結芯棒71に対して、巻線後の積層コア17を巻きつける。このとき、本連結芯棒71に電磁石、または永久磁石を用いて磁気吸引力を発生させることで積層コア10を固定することもできる。次に本連結押しローラ72に力を加えて、巻線後の積層コア17を本連結芯棒71へ押し付け、巻線後の積層コア17の外径から飛び出している顎型突起12bに第2の変形を行い、本連結を行う。図20(c)の矢印方向へ、本連結芯棒71と巻線後の積層コア17を回転させることで、本連結押しローラ72により、連続して本連結を行うことができる。このため、短時間での本連結を行うことが可能となる。
なお、本実施の形態1の積層型鉄心の製造方法は、積層コア10の第1端部11にコア凸部11aを有し、積層コア10の第2端部12にコア凹部12aを有し、積層コア10の第2端部12のコア凹部12aは顎型突起12bとスライドガイド突起12dとを有し、顎型突起12bは、顎型突起12bとスライドガイド突起12dとで第1端部11のコア凸部11aを囲む穴部12pを形成するように2段階の変形が可能な構造の積層コア10を用いるものである。第1の変形は、積層コア10同士が外れることなく、積層コア10同士をスライドさせることができ、第2の変形は、積層コア10同士を連結する。実施の形態1の積層型鉄心の製造方法は、以下のステップ1(S01)からステップ4(S04)の工程から成る。
このため、実施の形態1の積層型鉄心およびその製造方法は、積層コアを容易に連結でき、金型を小型化できる。さらに、巻線作業を容易化して、線積率を向上させることができる。
実施の形態2の積層型鉄心は、実施の形態1の積層型鉄心に対して、仮連結時における積層コア同士をスライドさせる構造を除いて、積層型鉄心の構造およびその製造方法を簡素化したものである。
まず、積層コア20の連結前の状態および位置合わせ工程について、図22、図23に基づいて説明する。なお、図22(a)は積層コア20の平面図、図22(b)は要部拡大図である。また図23(a)は位置合わせ工程を示す平面図、図23(b)は要部拡大図である。
一方、積層コア20の第2端部22は、コア凹部22aを備え、その両側には顎型突起22bとスライドガイド突起22dとを備える。顎型突起22bの根元には薄肉部22gと変形逃し溝22hとを備える。顎型突起22bの先端部には外側係止凸部22cと、内径側には本連結工程において嵌合するための本連結係止溝22jと、仮連結工程において連結係止凸部21jを位置決めするための仮連結係止突起22kとを備える。またスライドガイド突起22dの内径側には凸部側端面21fと位置決めするための凹部側端面22fとを備える。
顎型突起22bに力を加えて第1の変形をさせることで、積層コア20は図24(a)に示す状態となる。顎型突起22bとスライドガイド突起22dとで穴部22pを形成している。顎型突起22bの変形により、コア凸部21aは、スライドガイド突起22d、仮連結係止突起22k、およびコア凹部22aにより挟まれることで固定される。
さらに外側スライド逃し溝21bと外側係止凸部22cとが接することで、積層コア20同士の回転についても抑制される。これにより、積層コア20を仮連結した積層コア26は比較例の積層コア110と同様に一体として容易に搬送や巻線作業を実施できる。
ここで、顎型突起22bは薄肉部22gおよび変形逃がし溝22hを介して板状コア片とつながっており、顎型突起22bの変形に必要な力を小さくすることができる。さらに、変形逃がし溝22hが面外変形とスプリングバックを抑制して形状精度を向上させている。
積層コア20を円環状に変形させる。さらに顎型突起22bに力を加えて、仮連結よりさらに積層コア20内径側に変形(第2の変形)をさせることで、積層コア20は図25(a)の状態となる。
具体的には、積層コア20を回転させて、積層コア20の第2端部22の凹部側端面22fと、積層コア20の第1端部21の凸部側端面21fとを突き合わせることで、積層コア20同士を円環状に配置する。この後に、顎型突起22bに力を加えて、仮連結よりさらに積層コア20内径側に変形させて、積層コア20を円環状に固定する。
図25(b)に示すように、顎型突起22bの内径側にある本連結係止溝22jと連結係止凸部21jとが嵌合し、コア凸部21aの根元部は外側係止凸部22cとスライドガイド突起22dにより挟まれることで、積層コア20同士が固定される。この時、スライドガイド突起22dは内側スライド逃し溝21dの内部に収まる。
なお、請求の範囲の凹部を構成する外径側の突起の内径基部側の張り出しは仮連結係止突起22k、凹部を構成する外径側の突起の内径先端側の谷部は本連結係止溝22j、凸部の基部の外径側の張り出しは連結係止凸部21jである。
実施の形態2の積層型鉄心は積層コア毎に分割されているため、積層コアを小さな金型で製造でき、金型コストを低減できる。一方で、巻線工程は比較例の積層コア110と同じ設備を使用できるため、設備投資コストを低く抑えることが可能である。
なお、実施の形態1と区別するため、ステップ番号は10番台として説明する。
本実施の形態2の積層型鉄心の製造方法は、積層コア20の第1端部21にコア凸部21aを有し、積層コア20の第2端部22にコア凹部22aを有し、積層コア20の第2端部22のコア凹部22aは顎型突起22bとスライドガイド突起22dとを有し、顎型突起22bは、顎型突起22bとスライドガイド突起22dとで第1端部21のコア凸部21aを囲む穴部を形成するように2段階の変形が可能な構造である積層コア20を用いるものである。実施の形態2の積層型鉄心の製造方法は、以下のステップ11(S11)からステップ14(S14)の工程から成る。
実施の形態3は、実施の形態2の積層型鉄心に対して、顎型突起の変形を1段階のみとして、積層型鉄心の構造およびその製造方法を簡素化したものである。
なお、実施の形態1、2では、積層コアの連結を2段階で行ったため、仮連結、本連結と区別した。実施の形態3では、積層コアの連結は1段階であるため、区別せずに連結工程としている。また、積層コアを円環状に連結して、積層型鉄心を形成する工程を丸め工程としている。
まず、積層コア30の連結前の状態および位置合わせ工程について、図26、図27に基づいて説明する。なお、図26(a)は積層コア30の平面図、図26(b)は要部拡大図である。また図27(a)は位置合わせ工程を示す平面図、図27(b)は要部拡大図である。
一方、積層コア30の第2端部32には、コア凹部32aの両側には顎型突起32bとスライドガイド突起32dとを備える。顎型突起32bの根元には薄肉部32gと変形逃し溝32hとを備える。また顎型突起32bの内径側には連結時に顎型突起逃し凹部31mと嵌合する顎型突起与圧付加部32mを備える。さらにスライドガイド突起32dの内径側には円環状に位置決めするための凹部側端面32fを備える。
顎型突起32bに力を加えて変形をさせることで、積層コア30は図28(a)に示す状態となる。顎型突起32bの変形により、顎型突起32bとスライドガイド突起32dとで穴部32pを形成する。コア凸部31aは、顎型突起32b、スライドガイド突起32d、およびコア凹部32aにより挟まれることで固定される。
さらに顎型突起与圧付加部32mと顎型突起逃し凹部31mとが嵌合することで、積層コア30同士の回転についても抑制される。これにより、連結した積層コア38は、実施の形態1で説明した比較例の積層コア110と同様に一体として容易に搬送や巻線を実施できる。
ここで、顎型突起32bは薄肉部32gおよび変形逃がし溝32hを介して板状コア片とつながっており、顎型突起32bの変形に必要な力を小さくすることができる。さらに、変形逃がし溝32hが面外変形とスプリングバックを抑制して形状精度を向上させている。
積層コア30を、図29(a)に示すように回転させて、凹部側端面32fと凸部側端面31fを突き合わせて円環状に変形させる。
図28(b)では顎型突起与圧付加部32mと顎型突起逃し凹部31mが密着していた。これに対して、図29(b)では相対的に回転することで距離が変化し、顎型突起与圧付加部32mの一部が顎型突起逃し凹部31mに対して食い込む部分である顎型突起締め代32nが生じる。実際には顎型突起32bが外径側に弾性変形することで顎型突起締め代32nはゼロとなるが、顎型突起逃し凹部31mに対して弾性変形分の与圧を与える。この与圧により、積層コア30同士を固定することができる。
実施の形態3の積層型鉄心は、実施の形態1、2と同様に、積層コアを小さな金型で製造できるため、金型コストを低減できる。また、巻線工程は比較例の積層コア110と同じ設備を使用できるため、設備投資コストを低く抑えることができる。さらに、連結工程が1回のみとなるから、実施の形態1、2と比較して製造工数を削減することができる。
Claims (13)
- 同一形状の板状コア片を積層固定した積層コアを複数連結して環状と成す積層型鉄心であって、
前記積層コアの一方の端部に凸部を有し、前記積層コアの他方の端部に凹部を有し、
前記凹部の外周側の一部に切り欠きを有し、
前記凹部は、前記凸部を囲む穴部を形成するようにC字型に変形可能な構造を持ち、
前記切り欠きを有する前記凹部の前記外周側の一部は薄肉部であり、
前記切り欠きは、前記積層コア同士をスライド可能とする逃がし溝を有し、
前記凹部は2段階の変形が可能な構造であり、
前記凹部がU字型となることで、前記積層コア同士を周方向にスライド可能な状態で連結させる第1段階の変形と、
前記凹部が前記C字型となることで、前記積層コア同士が動かない状態で固定する第2段階の変形を有し、
前記積層コア同士が外れることなく、前記積層コアのティース部同士を離れる方向にスライドさせることができる積層型鉄心。 - 同一形状の板状コア片を積層固定した積層コアを複数連結して環状と成す積層型鉄心であって、
前記積層コアの一方の端部に凸部を有し、前記積層コアの他方の端部に凹部を有し、
前記凹部の外周側の一部に切り欠きを有し、
前記凹部は、前記凸部を囲む穴部を形成するようにC字型に変形可能な構造を持ち、
前記切り欠きを有する前記凹部の前記外周側の一部は薄肉部であり、
前記切り欠きは、前記積層コア同士をスライド可能とする逃がし溝を有し、
前記凹部の前記外周側の先端部と接する位置に、前記凸部の外周側に径方向に伸びる突起部を有する構造を有し、
前記凹部が前記C字型に変形後にスプリングバックによって変形が戻ることを防止する積層型鉄心。 - 前記凹部は2段階の変形が可能な構造であり、
前記凹部がU字型となることで、前記積層コア同士を周方向にスライド可能な状態で連結させる第1段階の変形と、
前記凹部が前記C字型となることで、前記積層コア同士が動かない状態で固定する第2段階の変形を有する、請求項2に記載の積層型鉄心。 - 前記凸部の基部の内径側に、前記凹部の内径側の先端部に設けた突起と一致する形状の谷部を有する構造により、前記積層コアを精度よく環状を成すことを可能とする請求項1から請求項3のいずれか1項に記載の積層型鉄心。
- 前記凸部の基部の内径側に突起を設け、前記突起の先端部を直角または傾斜を有する構造にするとともに、
前記凹部を構成する内径側の突起の基部の内径側に、直角または傾斜を有する構造とする、請求項1から請求項4のいずれか1項に記載の積層型鉄心。 - 同一形状の板状コア片を積層固定した積層コアを複数連結して環状と成す積層型鉄心であって、
前記積層コアの一方の端部に凸部を有し、前記積層コアの他方の端部に凹部を有し、
前記凹部の外周側の一部に切り欠きを有し、
前記凹部は、前記凸部を囲む穴部を形成するようにC字型に変形可能な構造を持ち、
前記凹部は2段階の変形が可能な構造であり、
前記凹部がU字型となることで、前記積層コア同士を周方向にスライド可能な状態で連結させ、前記積層コア同士が外れることなく、前記積層コアのティース部同士を離れる方向にスライドさせることができる第1段階の変形と、
前記凹部が前記C字型となることで、前記積層コア同士が動かない状態で固定する第2段階の変形を有する積層型鉄心。 - 同一形状の板状コア片を積層固定した積層コアを複数連結して環状と成す積層型鉄心であって、
前記積層コアの一方の端部に凸部を有し、前記積層コアの他方の端部に凹部を有し、
前記凹部の外周側の一部に切り欠きを有し、
前記凹部は、前記凸部を囲む穴部を形成するようにC字型に変形可能な構造を持ち、
前記凹部の前記外周側の先端部と接する位置に、前記凸部の外周側に径方向に伸びる突起部を有する構造を有し、
前記凹部が前記C字型に変形後にスプリングバックによって変形が戻ることを防止する積層型鉄心。 - 同一形状の板状コア片を積層固定した積層コアを複数連結して環状と成す積層型鉄心であって、
前記積層コアの一方の端部に凸部を有し、前記積層コアの他方の端部に凹部を有し、
前記凹部の外周側の一部に切り欠きを有し、
前記凹部は、前記凸部を囲む穴部を形成するようにC字型に変形可能な構造を持ち、
前記凹部を構成する外径側の突起において、前記突起の内径基部側に張り出しを設け、内径先端側に谷部を設ける構造とし、
一方前記凸部の基部の外径側に張り出しを有する構造とし、
前記積層コア同士を直線状態に並べた時に、前記凹部の前記張り出しと前記凸部の前記張り出しが接触し、前記積層コア同士が外れることなく、前記積層コアのティース部同士を離れる方向にスライドさせることができ、
前記積層コア同士を円環状態に並べた時に、前記凹部の前記谷部と前記凸部の前記張り出しが嵌合する構造を有する積層型鉄心。 - 複数の積層コアを連結して環状となす積層型鉄心の製造方法であって、
前記積層コアの一方の端部に凸部を有し、前記積層コアの他方の端部に凹部を有し、前記凹部の外周側の一部に切り欠きを有し、前記凹部は前記凸部を囲む穴部を形成するようにC字型に変形可能な前記積層コアを用い、
第1の前記積層コアの前記凸部を第2の前記積層コアの前記凹部に挿入する位置合わせ工程と、
前記凹部をU字型に変形させて前記第1の積層コアの前記凸部を囲む穴部を形成し、前記積層コア同士が外れることを防止し、前記積層コア同士が外れることなく、前記積層コアのティース部同士を離れる方向にスライドさせることができる仮連結工程と、
前記積層コアのティース部に巻線を行う巻線工程と、
前記凹部を前記U字型から前記C字型に変形させて前記積層コア同士を環状に固定する本連結工程と、
を備えた積層型鉄心の製造方法。 - 前記巻線工程において、複数の前記ティース部に同時に巻線を巻き回す請求項9に記載の積層型鉄心の製造方法。
- 前記仮連結工程において、複数箇所の前記凹部の外周側を同時に変形させる請求項9または請求項10に記載の積層型鉄心の製造方法。
- 前記本連結工程において、前記積層コアを環状に変形させた後に、外周から前記積層コアの外形を加圧して、前記凹部の外径側を同時に変形させて、環状の積層型鉄心を形成する請求項9または請求項10に記載の積層型鉄心の製造方法。
- 前記本連結工程において、前記積層コアを環状に変形させた後に、前記積層コアの内径側および外径側より加圧して、前記凹部の外径側を順番に変形させて、環状の積層型鉄心を形成する請求項9または請求項10に記載の積層型鉄心の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016077907 | 2016-04-08 | ||
| JP2016077907 | 2016-04-08 | ||
| PCT/JP2017/013376 WO2017175664A1 (ja) | 2016-04-08 | 2017-03-30 | 積層型鉄心およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017175664A1 JPWO2017175664A1 (ja) | 2018-08-02 |
| JP6602467B2 true JP6602467B2 (ja) | 2019-11-06 |
Family
ID=60000459
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018510569A Active JP6602467B2 (ja) | 2016-04-08 | 2017-03-30 | 積層型鉄心およびその製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6602467B2 (ja) |
| CN (1) | CN109075628B (ja) |
| WO (1) | WO2017175664A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019111777A1 (ja) * | 2017-12-07 | 2019-06-13 | 京セラインダストリアルツールズ株式会社 | 固定子鉄心、固定子鉄心の製造方法 |
| WO2020044420A1 (ja) | 2018-08-28 | 2020-03-05 | 三菱電機株式会社 | ステータ、モータ、ファン、及び空気調和機並びにステータの製造方法 |
| US20220166266A1 (en) * | 2019-03-28 | 2022-05-26 | Nidec Corporation | Stator core |
| JP6968217B2 (ja) * | 2020-03-03 | 2021-11-17 | 三菱電機株式会社 | 回転電機 |
| JP7012815B1 (ja) * | 2020-12-24 | 2022-01-28 | 三菱電機株式会社 | 電機子鉄心、回転電機、エレベーター巻上機、及び電機子鉄心の製造方法 |
| WO2023248466A1 (ja) * | 2022-06-24 | 2023-12-28 | 三菱電機株式会社 | ステータ、電動機、圧縮機、冷凍サイクル装置および電動機の製造方法 |
| JPWO2024075549A1 (ja) * | 2022-10-07 | 2024-04-11 | ||
| JPWO2024127838A1 (ja) * | 2022-12-13 | 2024-06-20 | ||
| WO2025013442A1 (ja) * | 2023-07-12 | 2025-01-16 | パナソニックIpマネジメント株式会社 | コアブロック、ステータコア及びモータ |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3568364B2 (ja) * | 1996-09-30 | 2004-09-22 | 松下電器産業株式会社 | 回転電機のコア |
| JPH10201145A (ja) * | 1996-11-12 | 1998-07-31 | Matsushita Electric Ind Co Ltd | 電動機の固定子 |
| JP3463490B2 (ja) * | 1996-12-17 | 2003-11-05 | 神鋼電機株式会社 | 回転電機の固定子 |
| CN1249878C (zh) * | 1998-06-30 | 2006-04-05 | 三菱电机株式会社 | 铁芯组件及其制造方法 |
| JP2000184636A (ja) * | 1998-12-18 | 2000-06-30 | Calsonic Kansei Corp | モータ |
| JP5460370B2 (ja) * | 2010-02-17 | 2014-04-02 | 三菱電機株式会社 | ステータ分割コア |
| JP2013136485A (ja) * | 2011-12-28 | 2013-07-11 | Sumitomo Electric Ind Ltd | 光ファイバ母材製造方法 |
| CN104170214B (zh) * | 2012-03-15 | 2017-03-01 | 三菱电机株式会社 | 旋转电机的电枢和旋转电机的电枢的制造方法 |
| CN104604097A (zh) * | 2012-08-08 | 2015-05-06 | 株式会社电装 | 定子、定子的定子铁芯、定子铁芯的制造方法、片材铁芯弯曲装置 |
-
2017
- 2017-03-30 WO PCT/JP2017/013376 patent/WO2017175664A1/ja not_active Ceased
- 2017-03-30 JP JP2018510569A patent/JP6602467B2/ja active Active
- 2017-03-30 CN CN201780022103.XA patent/CN109075628B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN109075628A (zh) | 2018-12-21 |
| CN109075628B (zh) | 2021-08-06 |
| WO2017175664A1 (ja) | 2017-10-12 |
| JPWO2017175664A1 (ja) | 2018-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6602467B2 (ja) | 積層型鉄心およびその製造方法 | |
| US10587172B2 (en) | Manufacturing method for laminated iron core and manufacturing device for laminated iron core | |
| CN107404201B (zh) | 层叠铁心的制造方法 | |
| CN101523700B (zh) | 转子叠层铁心及其制造方法 | |
| CN106160365B (zh) | 加工体的制造方法以及叠片铁芯的制造方法 | |
| CN106130269B (zh) | 分割型叠片铁芯及其制造方法 | |
| JP5680397B2 (ja) | 電動モータの固定子 | |
| US20150059174A1 (en) | Conductive wire piece set forming method and conductive wire piece set forming device | |
| JP5893904B2 (ja) | 積層鉄心及びその製造方法 | |
| JP4886375B2 (ja) | 積層鉄心製造方法 | |
| JPWO2015111096A1 (ja) | 積層鉄心製造装置および積層鉄心の製造方法 | |
| CN110235339A (zh) | 层叠铁芯的制造方法及层叠铁芯的制造装置 | |
| JP6250149B2 (ja) | 回転電機の電機子鉄心および電機子の製造方法 | |
| KR101638724B1 (ko) | 권선 장치, 권선 방법, 및 전기자의 제조 방법 | |
| JP2019054727A (ja) | 積層鉄心の製造方法 | |
| JP2008220170A (ja) | 回転子積層鉄心およびその製造方法 | |
| CN108352735B (zh) | 铁心装置及其制造方法 | |
| CN108702044A (zh) | 旋转电机的定子、使用了该定子的旋转电机以及旋转电机的定子的制造方法 | |
| JP5432311B2 (ja) | 回転子積層鉄心及びその製造方法 | |
| JP2004320878A (ja) | 積層鉄心の製造方法及び積層鉄心 | |
| CN109792195B (zh) | 铁芯片的制造方法 | |
| JP2006101590A (ja) | 積層固定子鉄心の製造方法 | |
| JP2021040388A (ja) | ステータの製造方法 | |
| JP2006158002A (ja) | 積層固定子鉄心の製造方法 | |
| JP2021013270A (ja) | 導体線の成形装置および成形導体物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180322 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180322 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190910 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191008 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6602467 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |