JP6529778B2 - スロッタ装置及びシートの溝切り加工方法、製函機 - Google Patents
スロッタ装置及びシートの溝切り加工方法、製函機 Download PDFInfo
- Publication number
- JP6529778B2 JP6529778B2 JP2015028901A JP2015028901A JP6529778B2 JP 6529778 B2 JP6529778 B2 JP 6529778B2 JP 2015028901 A JP2015028901 A JP 2015028901A JP 2015028901 A JP2015028901 A JP 2015028901A JP 6529778 B2 JP6529778 B2 JP 6529778B2
- Authority
- JP
- Japan
- Prior art keywords
- slotter
- head
- knife
- sheet
- slotter head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/08—Making a superficial cut in the surface of the work without removal of material, e.g. scoring, incising
- B26D3/085—On sheet material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
- B26D1/26—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut
- B26D1/28—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut and rotating continuously in one direction during cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
- B26D1/26—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut
- B26D1/28—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut and rotating continuously in one direction during cutting
- B26D1/285—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis substantially perpendicular to the line of cut and rotating continuously in one direction during cutting for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
- B26D1/34—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut
- B26D1/40—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut and coacting with a rotary member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/12—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis
- B26D1/25—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member
- B26D1/34—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut
- B26D1/40—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut and coacting with a rotary member
- B26D1/405—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a cutting member moving about an axis with a non-circular cutting member moving about an axis parallel to the line of cut and coacting with a rotary member for thin material, e.g. for sheets, strips or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/06—Grooving involving removal of material from the surface of the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/384—Cutting-out; Stamping-out using rotating drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B50/146—Cutting, e.g. perforating, punching, slitting or trimming using tools mounted on a drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/14—Cutting, e.g. perforating, punching, slitting or trimming
- B31B50/20—Cutting sheets or blanks
- B31B50/22—Notching; Trimming edges of flaps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2100/00—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs
- B31B2100/002—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed
- B31B2100/0022—Rigid or semi-rigid containers made by folding single-piece sheets, blanks or webs characterised by the shape of the blank from which they are formed made from tubular webs or blanks, including by tube or bottom forming operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/30—Construction of rigid or semi-rigid containers collapsible; temporarily collapsed during manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/465—Cutting motion of tool has component in direction of moving work
- Y10T83/4766—Orbital motion of cutting blade
- Y10T83/4795—Rotary tool
- Y10T83/4798—Segmented disc slitting or slotting tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9372—Rotatable type
- Y10T83/9391—Notching tool
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Making Paper Articles (AREA)
Description
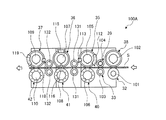
21 印刷部
31 排紙部
34 スリッタヘッド
35,35A,35B 第1スロッタヘッド(上スロッタヘッド)
36,36A,36B 第2スロッタヘッド(上スロッタヘッド)
37,37A,37B 第3スロッタヘッド(上スロッタヘッド)
40,41,42 下刃(下スロッタヘッド)
51 ダイカット部
61 切断部
71 増速部
81 フォルディング部
91 カウンタエゼクタ部
100,100A スロッタ装置
101,102,103,104 ロール軸
105,106,107,108,109,110 スロッタ軸
111 スリッタナイフ
112,112A,112B 第1スロッタナイフ
113,113A,113B 第2スロッタナイフ
115,115A,115B 第3スロッタナイフ
116,116A,116B 第4スロッタナイフ
118,118A,118B 第5スロッタナイフ
119,119A,119B 第6スロッタナイフ
121 第1駆動装置
122 第2駆動装置
123 第3駆動装置
311 切断位置
312,313,314,315 罫線
321a,321b 端部
322,323,324 連通溝
322a,322b,322c,322d,323a,323b,323c,323d,324a,324b,324c,324d 溝
325a,325b,325c,325d 端部
326a,326b 糊代片
Claims (10)
- 相対回転自在に支持されてシートの溝切り加工を行う第1上スロッタヘッド及び第1下スロッタヘッドと、
前記第1上スロッタヘッドまたは前記第1下スロッタヘッドのいずれか一方の外周部に装着される第1スロッタナイフ及び第2スロッタナイフと、
前記第1上スロッタヘッド及び前記第1下スロッタヘッドよりシートの搬送方向の下流側に配置されて相対回転自在に支持されてシートの溝切り加工を行う第2上スロッタヘッド及び第2下スロッタヘッドと、
前記第2上スロッタヘッドまたは前記第2下スロッタヘッドのいずれか一方の外周部に装着される第3スロッタナイフ及び第4スロッタナイフと、
前記第2上スロッタヘッド及び前記第2下スロッタヘッドよりシートの搬送方向の下流側に配置されて相対回転自在に支持されてシートの溝切り加工を行う第3上スロッタヘッド及び第3下スロッタヘッドと、
前記第3上スロッタヘッドまたは前記第3下スロッタヘッドのいずれか一方の外周部に装着される第5スロッタナイフ及び第6スロッタナイフと、
を有し、
前記第1スロッタナイフと前記第6スロッタナイフの周方向長さは、前記第2スロッタナイフと前記第5スロッタナイフの周方向長さより長く設定される、
ことを特徴とするスロッタ装置。 - 相対回転自在に支持されてシートの溝切り加工を行う第1上スロッタヘッド及び第1下スロッタヘッドと、
前記第1上スロッタヘッドまたは前記第1下スロッタヘッドのいずれか一方の外周部に装着される第1スロッタナイフ及び第2スロッタナイフと、
前記第1上スロッタヘッド及び前記第1下スロッタヘッドよりシートの搬送方向の下流側に配置されて相対回転自在に支持されてシートの溝切り加工を行う第2上スロッタヘッド及び第2下スロッタヘッドと、
前記第2上スロッタヘッドまたは前記第2下スロッタヘッドのいずれか一方の外周部に装着される第3スロッタナイフ及び第4スロッタナイフと、
前記第2上スロッタヘッド及び前記第2下スロッタヘッドよりシートの搬送方向の下流側に配置されて相対回転自在に支持されてシートの溝切り加工を行う第3上スロッタヘッド及び第3下スロッタヘッドと、
前記第3上スロッタヘッドまたは前記第3下スロッタヘッドのいずれか一方の外周部に装着される第5スロッタナイフ及び第6スロッタナイフと、
を有し、
前記第3スロッタナイフの周方向長さは、前記第4スロッタナイフの周方向長さより長く設定される、
ことを特徴とするスロッタ装置。 - 前記第2スロッタナイフと前記第5スロッタナイフの周方向長さは、前記第3スロッタナイフの周方向長さより短く、且つ、前記第4スロッタナイフの周方向長さより長く設定されることを特徴とする請求項2に記載のスロッタ装置。
- 相対回転自在に支持されてシートの溝切り加工を行う第1上スロッタヘッド及び第1下スロッタヘッドと、
前記第1上スロッタヘッドまたは前記第1下スロッタヘッドのいずれか一方の外周部に装着される第1スロッタナイフ及び第2スロッタナイフと、
前記第1上スロッタヘッド及び前記第1下スロッタヘッドよりシートの搬送方向の下流側に配置されて相対回転自在に支持されてシートの溝切り加工を行う第2上スロッタヘッド及び第2下スロッタヘッドと、
前記第2上スロッタヘッドまたは前記第2下スロッタヘッドのいずれか一方の外周部に装着される第3スロッタナイフ及び第4スロッタナイフと、
前記第2上スロッタヘッド及び前記第2下スロッタヘッドよりシートの搬送方向の下流側に配置されて相対回転自在に支持されてシートの溝切り加工を行う第3上スロッタヘッド及び第3下スロッタヘッドと、
前記第3上スロッタヘッドまたは前記第3下スロッタヘッドのいずれか一方の外周部に装着される第5スロッタナイフ及び第6スロッタナイフと、
を有し、
前記第2スロッタナイフと前記第3スロッタナイフと前記第6スロッタナイフは、それぞれ前記スロッタヘッドに固定され、前記第1スロッタナイフと前記第4スロッタナイフと前記第5スロッタナイフは、それぞれ前記スロッタヘッドに周方向に位置調整自在に装着される、
ことを特徴とするスロッタ装置。 - 相対回転自在に支持されてシートの溝切り加工を行う第1上スロッタヘッド及び第1下スロッタヘッドと、
前記第1上スロッタヘッドまたは前記第1下スロッタヘッドのいずれか一方の外周部に装着される第1スロッタナイフ及び第2スロッタナイフと、
前記第1上スロッタヘッド及び前記第1下スロッタヘッドよりシートの搬送方向の下流側に配置されて相対回転自在に支持されてシートの溝切り加工を行う第2上スロッタヘッド及び第2下スロッタヘッドと、
前記第2上スロッタヘッドまたは前記第2下スロッタヘッドのいずれか一方の外周部に装着される第3スロッタナイフ及び第4スロッタナイフと、
前記第2上スロッタヘッド及び前記第2下スロッタヘッドよりシートの搬送方向の下流側に配置されて相対回転自在に支持されてシートの溝切り加工を行う第3上スロッタヘッド及び第3下スロッタヘッドと、
前記第3上スロッタヘッドまたは前記第3下スロッタヘッドのいずれか一方の外周部に装着される第5スロッタナイフ及び第6スロッタナイフと、
を有し、
前記スロッタナイフが装着された前記スロッタヘッドは、個別に駆動回転する駆動装置が連結される、
ことを特徴とするスロッタ装置。 - 前記第1スロッタナイフと前記第6スロッタナイフは、シートにおける搬送方向の各端部に開放溝を形成可能であり、前記第2スロッタナイフと前記第3スロッタナイフと前記第4スロッタナイフと前記第5スロッタナイフは、シートにおける搬送方向の中間部に連通溝を形成可能であることを特徴とする請求項1から請求項5のいずれか一項に記載のスロッタ装置。
- 前記第1上スロッタヘッド及び前記第1下スロッタヘッドと、前記第2上スロッタヘッド及び前記第2下スロッタヘッドと、前記第3上スロッタヘッド及び前記第3下スロッタヘッドとの間に搬送装置が設けられることを特徴とする請求項1から請求項6のいずれか一項に記載のスロッタ装置。
- 複数枚の段ボールシートが搬送方向につながった状態で、段ボールシートの搬送方向に沿って並設された第1スロッタヘッドと第2スロッタヘッドと第3スロッタヘッドにより段ボールシートの溝切り加工を行うシートの溝切り加工方法において、
前記第1スロッタヘッドに装着された第1スロッタナイフにより段ボールシートにおける搬送方向の一端部に第1開放溝を形成する工程と、
前記第1スロッタヘッドに装着された第2スロッタナイフと前記第2スロッタヘッドに装着された第3スロッタナイフ及び第4スロッタナイフと前記第3スロッタヘッドに装着された第5スロッタナイフの少なくともいずれか2個のスロッタナイフにより段ボールシートにおける搬送方向の中間部に連通溝を形成する工程と、
前記第3スロッタヘッドに装着された第6スロッタナイフにより段ボールシートにおける搬送方向の他端部に第2開放溝を形成する工程と、
を有し、
前記第1スロッタナイフと前記第3スロッタナイフと前記第5スロッタナイフの周方向長さと、前記第2スロッタナイフと前記第4スロッタナイフと前記第6スロッタナイフの周方向長さが相違する、
ことを特徴とするシートの溝切り加工方法。 - 1枚の段ボールシートに対して溝切り加工を行うとき、前記第2スロッタヘッドを停止すると共に、前記第1スロッタヘッドの少なくとも一つの前記スロッタナイフにより前記第1開放溝を形成すると共に、前記第3スロッタヘッドの少なくとも一つの前記スロッタナイフにより前記第2開放溝を形成することを特徴とする請求項8に記載のシートの溝切り加工方法。
- シートを供給する給紙部と、
シートに対して印刷を行う印刷部と、
印刷済のシートに罫線加工を行うと共に溝切り加工を行う請求項1から請求項7のいずれか一項のスロッタ装置を有する排紙部と、
罫線加工及び溝切り加工がなされたシートを搬送方向の中間位置で切断する切断部と、
切断されたシートを折り畳んで端部を接合することで箱体を形成するフォルディング部と、
箱体を計数しながら積み上げた後に所定数ごとに排出するカウンタエゼクタ部と、
を有することを特徴とする製函機。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015028901A JP6529778B2 (ja) | 2015-02-17 | 2015-02-17 | スロッタ装置及びシートの溝切り加工方法、製函機 |
| US15/551,034 US10800061B2 (en) | 2015-02-17 | 2015-09-02 | Slotter device, sheet slicing method, and carton former |
| PCT/JP2015/074954 WO2016132576A1 (ja) | 2015-02-17 | 2015-09-02 | スロッタ装置及びシートの溝切り加工方法、製函機 |
| EP15882677.6A EP3260254B1 (en) | 2015-02-17 | 2015-09-02 | Slotter device, sheet slicing method, and carton former |
| CN201580076184.2A CN107249835B (zh) | 2015-02-17 | 2015-09-02 | 开槽装置及纸板的开槽加工方法、制盒机 |
| KR1020177022685A KR102064655B1 (ko) | 2015-02-17 | 2015-09-02 | 슬로터 장치 및 시트의 홈 절삭 가공 방법, 제함기 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015028901A JP6529778B2 (ja) | 2015-02-17 | 2015-02-17 | スロッタ装置及びシートの溝切り加工方法、製函機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016150407A JP2016150407A (ja) | 2016-08-22 |
| JP6529778B2 true JP6529778B2 (ja) | 2019-06-12 |
Family
ID=56692047
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015028901A Active JP6529778B2 (ja) | 2015-02-17 | 2015-02-17 | スロッタ装置及びシートの溝切り加工方法、製函機 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10800061B2 (ja) |
| EP (1) | EP3260254B1 (ja) |
| JP (1) | JP6529778B2 (ja) |
| KR (1) | KR102064655B1 (ja) |
| CN (1) | CN107249835B (ja) |
| WO (1) | WO2016132576A1 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3478903B1 (en) * | 2016-06-29 | 2021-09-01 | Välinge Innovation AB | A method and device for managing and separating a tongue from a tongue blank |
| JP7051835B2 (ja) * | 2016-10-12 | 2022-04-11 | イーエムビーエー・ホールディング・アクチエボラグ | デュアルボックススロッタ |
| JP6818516B2 (ja) * | 2016-11-08 | 2021-01-20 | 三菱重工機械システム株式会社 | 送りロール移動装置、ナイフシリンダ、ロータリダイカッタ並びに製函機 |
| JP6852875B2 (ja) * | 2016-12-27 | 2021-03-31 | 株式会社Isowa | 段ボールシート製函機 |
| JP6852874B2 (ja) * | 2016-12-27 | 2021-03-31 | 株式会社Isowa | 段ボールシート製函機 |
| US10821697B2 (en) | 2016-12-27 | 2020-11-03 | Kabushiki Kaisha Isowa | Corrugated paperboard box making machine |
| JP2018183839A (ja) * | 2017-04-26 | 2018-11-22 | 三菱重工機械システム株式会社 | 切断加工用刃物及びスロッタ装置並びに製函機 |
| CN107053759B (zh) * | 2017-05-12 | 2023-06-13 | 广州荣欣包装制品有限公司 | 一种纸盒加工吸尘装置 |
| JP6618231B2 (ja) * | 2017-07-14 | 2019-12-11 | 株式会社江東彫刻 | ロールカッタ装置 |
| EP3495133B1 (en) * | 2017-09-27 | 2021-06-23 | Mitsubishi Heavy Industries Machinery Systems, Ltd. | Box making machine and method for adjusting processing position of corrugated cardboard sheet |
| CN108162485B (zh) * | 2017-11-16 | 2023-05-02 | 江苏力维智能装备有限公司 | 一种智能纸箱裁切机 |
| JP7055724B2 (ja) * | 2018-09-14 | 2022-04-18 | 三菱重工機械システム株式会社 | スロッタ装置、及び、製函機 |
| FR3093465A1 (fr) * | 2019-03-08 | 2020-09-11 | Bobst Lyon | Ligne de fabrication d’emballages sous la forme de caisses pliantes |
| FR3093466A1 (fr) * | 2019-03-08 | 2020-09-11 | Bobst Lyon | Unite de façonnage d’élément en plaque pour la fabrication de caisses pliantes |
| JP7466320B2 (ja) * | 2020-01-31 | 2024-04-12 | 三菱重工機械システム株式会社 | スロッタヘッドおよびスロッタ装置並びに製函機 |
| JP7449719B2 (ja) * | 2020-02-28 | 2024-03-14 | 三菱重工機械システム株式会社 | スリッタ装置、スリッタヘッドの位置決め方法および製函機 |
| US11618177B1 (en) | 2022-04-12 | 2023-04-04 | Bradley W Boesel | Orbital knife |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1567656A (en) * | 1924-01-19 | 1925-12-29 | Samuel M Langston | Sheet scoring and slotting mechanism |
| US2808106A (en) * | 1955-04-27 | 1957-10-01 | Crown Zellerbach Corp | Slotting device |
| US3036486A (en) * | 1958-03-07 | 1962-05-29 | Simonds Saw & Steel Co | Slotting segments with v-shaped cutting portion for corrugated paperboard and the like |
| US3211066A (en) * | 1963-12-03 | 1965-10-12 | Koppers Co Inc | Rotary slotting apparatus |
| US3236137A (en) * | 1964-05-13 | 1966-02-22 | Koppers Co Inc | Cutting blade retention means |
| US3518922A (en) * | 1967-10-23 | 1970-07-07 | Koppers Co Inc | Blank stripping apparatus for rotary cutters |
| US3575091A (en) * | 1969-08-04 | 1971-04-13 | Orchard Container Corp | Cuttings remover for slotting machines |
| GB1319996A (en) * | 1970-08-12 | 1973-06-13 | Simon Ltd Henry | Slotting heads |
| US4003300A (en) * | 1974-09-11 | 1977-01-18 | Molins Machine Company, Inc. | Apparatus having dual slotter shafts |
| US4061063A (en) * | 1976-12-27 | 1977-12-06 | The Procter & Gamble Company | Rotary shear |
| US4167884A (en) * | 1978-05-26 | 1979-09-18 | S&S Corrugated Paper Machinery Co., Inc. | Piggy back slotter blades |
| US4643060A (en) * | 1986-02-03 | 1987-02-17 | Westvaco Corporation | Air cooled slotter and slitter blade cutting edges |
| US5144874A (en) * | 1991-05-20 | 1992-09-08 | Garrett Jimmy R | Rotary cutter knife |
| US5181899A (en) * | 1992-02-14 | 1993-01-26 | Lawrence Paper Company | Adjustable slotter wheel and sheet feeder retrofit apparatus for box blank making machines |
| US5174184A (en) * | 1992-05-18 | 1992-12-29 | Lawrence Paper Company | Slotter head assembly having pneumatically locked slotter blades |
| JP3197256B2 (ja) * | 1999-04-30 | 2001-08-13 | 万林刃物株式会社 | 段ボールシート製函機のシート角切り機構 |
| JP2002067190A (ja) * | 2000-08-29 | 2002-03-05 | Isowa Corp | 段ボールシート製函機のスロッタ |
| JP2003001727A (ja) * | 2001-06-21 | 2003-01-08 | Isowa Corp | 段ボールシート製函機 |
| JP2003251713A (ja) * | 2002-03-04 | 2003-09-09 | Tsukasaki Akiyoshi | ダンボールシートの製函機に装置されている、罫線及び切り込み装置の加工方法と構造 |
| US7044040B1 (en) * | 2003-03-27 | 2006-05-16 | Sebring Container Corporation | Leading and trailing edge stitch tab scrap strippers |
| JP3622056B1 (ja) * | 2003-12-04 | 2005-02-23 | 近畿刃物工業株式会社 | 切断加工用刃物 |
| JP4754861B2 (ja) | 2005-04-14 | 2011-08-24 | レンゴー株式会社 | 罫入れ溝切り装置 |
| JP2009291992A (ja) * | 2008-06-03 | 2009-12-17 | Isowa Corp | 段ボールシート製函機 |
| JP5297704B2 (ja) * | 2008-07-01 | 2013-09-25 | 三菱重工印刷紙工機械株式会社 | 段ボールシートの製函装置 |
| JP5566601B2 (ja) * | 2008-12-17 | 2014-08-06 | 株式会社Isowa | 段ボールシート製函機 |
| JP5848000B2 (ja) * | 2010-09-30 | 2016-01-27 | 三菱重工印刷紙工機械株式会社 | 製函機の不良品除去装置及び製函機 |
| JP2012157995A (ja) | 2011-01-31 | 2012-08-23 | Mitsubishi Heavy Industries Printing & Packaging Machinery Ltd | カウンタエゼクタ及び製函機 |
| JP2013169687A (ja) * | 2012-02-20 | 2013-09-02 | Mitsubishi Heavy Industries Printing & Packaging Machinery Ltd | スロッタ装置及びシートの溝切り加工方法と製函機 |
| CN102529158B (zh) | 2012-02-20 | 2014-11-05 | 广东东方精工科技股份有限公司 | 一种可根据要求调整前后开槽距离的纸板开槽装置 |
| CN202911193U (zh) | 2012-11-30 | 2013-05-01 | 何西 | 一种瓦楞纸板印刷碰线开槽模切机 |
| JP6116218B2 (ja) * | 2012-12-07 | 2017-04-19 | 株式会社Isowa | 段ボールシート製函機のシート分離装置、および、シート分離機能を備える段ボールシート製函機 |
| JP5883831B2 (ja) * | 2013-07-30 | 2016-03-15 | 株式会社梅谷製作所 | 段ボールシート加工装置 |
| CN203666014U (zh) | 2014-01-10 | 2014-06-25 | 东光县精科纸箱机械有限公司 | 一种双刀纸箱开槽机 |
-
2015
- 2015-02-17 JP JP2015028901A patent/JP6529778B2/ja active Active
- 2015-09-02 WO PCT/JP2015/074954 patent/WO2016132576A1/ja active Application Filing
- 2015-09-02 CN CN201580076184.2A patent/CN107249835B/zh active Active
- 2015-09-02 US US15/551,034 patent/US10800061B2/en active Active
- 2015-09-02 EP EP15882677.6A patent/EP3260254B1/en active Active
- 2015-09-02 KR KR1020177022685A patent/KR102064655B1/ko active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| EP3260254A4 (en) | 2019-01-02 |
| CN107249835B (zh) | 2019-05-07 |
| EP3260254B1 (en) | 2020-08-19 |
| US20180029244A1 (en) | 2018-02-01 |
| CN107249835A (zh) | 2017-10-13 |
| KR20170104577A (ko) | 2017-09-15 |
| WO2016132576A1 (ja) | 2016-08-25 |
| JP2016150407A (ja) | 2016-08-22 |
| KR102064655B1 (ko) | 2020-01-09 |
| US10800061B2 (en) | 2020-10-13 |
| EP3260254A1 (en) | 2017-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6529778B2 (ja) | スロッタ装置及びシートの溝切り加工方法、製函機 | |
| JP6889983B2 (ja) | スロッタ装置及びスロッタの位置決め方法、製函機 | |
| EP3231594B1 (en) | Slotter head, slotter apparatus, and carton manufacturing machine | |
| CN109195784B (zh) | 纸板折叠装置及制盒机 | |
| US9833963B2 (en) | Sheet folding device and carton former | |
| JP7466320B2 (ja) | スロッタヘッドおよびスロッタ装置並びに製函機 | |
| WO2013125349A1 (ja) | スロッタ装置及びシートの溝切り加工方法と製函機 | |
| CN110799329B (zh) | 纸板折叠装置及制盒机 | |
| CN109195785B (zh) | 纸板折叠装置及方法以及制盒机 | |
| JP7449719B2 (ja) | スリッタ装置、スリッタヘッドの位置決め方法および製函機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20170217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171128 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20171219 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180703 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190129 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190329 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190416 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190515 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6529778 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |