JP6497302B2 - モールド部付配線部材 - Google Patents
モールド部付配線部材 Download PDFInfo
- Publication number
- JP6497302B2 JP6497302B2 JP2015226525A JP2015226525A JP6497302B2 JP 6497302 B2 JP6497302 B2 JP 6497302B2 JP 2015226525 A JP2015226525 A JP 2015226525A JP 2015226525 A JP2015226525 A JP 2015226525A JP 6497302 B2 JP6497302 B2 JP 6497302B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- peripheral surface
- conductor
- mold part
- elastic annular
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/70—Insulation of connections
- H01R4/72—Insulation of connections using a heat shrinking insulating sleeve
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
- H01B7/28—Protection against damage caused by moisture, corrosion, chemical attack or weather
- H01B7/282—Preventing penetration of fluid, e.g. water or humidity, into conductor or cable
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/70—Insulation of connections
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02G—INSTALLATION OF ELECTRIC CABLES OR LINES, OR OF COMBINED OPTICAL AND ELECTRIC CABLES OR LINES
- H02G15/00—Cable fittings
- H02G15/02—Cable terminations
- H02G15/04—Cable-end sealings
- H02G15/043—Cable-end sealings with end caps, e.g. sleeve closed at one end
- H02G15/046—Cable-end sealings with end caps, e.g. sleeve closed at one end with bores or protruding portions allowing passage of cable conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/20—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for assembling or disassembling contact members with insulating base, case or sleeve
- H01R43/24—Assembling by moulding on contact members
Description
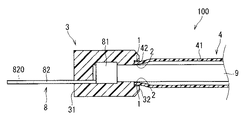
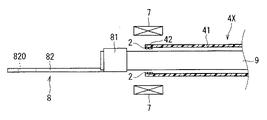
はじめに、図1,2を参照しつつ、第1実施形態に係るモールド部付配線部材100について説明する。モールド部付配線部材100は、導体部9と端子8とモールド部3と被覆部材4とを備える。なお、ここでは、モールド部付配線部材100は、第一接着剤1と第二接着剤2とをさらに備えている。
本実施形態のモールド部付配線部材100においては、被覆部材4の中間部41と導体部9との間に空隙が形成されているため、導体部9(即ち、モールド部付配線部材100の配線部分)を比較的容易に曲げることができる。従って、このモールド部付配線部材100においては、配線部分の柔軟性に優れる。
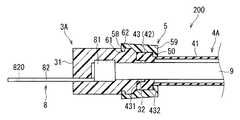
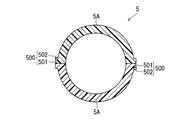
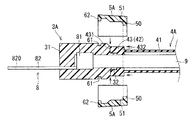
次に図3〜6を参照しつつ、第2実施形態のモールド部付配線部材200について説明する。モールド部付配線部材200は、導体部9と端子8とモールド部3Aと被覆部材4Aと固定部材5とを備える。図3は、モールド部付配線部材200の側方断面図である。図4は、固定部材5の側面図である。図5は、固定部材5の断面図である。図5は、図4のII−II線で切断した断面図である。図6は、モールド部付配線部材200の製造方法の一部を説明する説明図である。図3〜6において、図1,2に示される構成要素と同じ構成要素には、同じ参照符号が付されている。
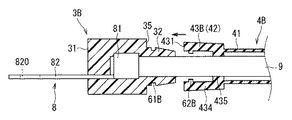
次に図7,8を参照しつつ、第3実施形態のモールド部付配線部材300について説明する。モールド部付配線部材300は、導体部9と端子8とモールド部3Bと被覆部材4Bとを備える。図7は、モールド部付配線部材300の側方断面図である。図8は、モールド部付配線部材300の製造方法の一部を説明する説明図である。図7,8において、図1〜6に示される構成要素と同じ構成要素には、同じ参照符号が付されている。
係止部がモールド部の外周面上で凸状に形成され、被係止部が固定部材の内周面側で又は弾性環状部の内周面側で凹状に形成された構成であってもよい。
100 モールド部付配線部材
2 第二接着剤
200 モールド部付配線部材
3 モールド部
300 モールド部付配線部材
31 一端部
32 他端部
3A モールド部
3B モールド部
4 被覆部材
41 中間部
42 端部
43 弾性環状部
4A 被覆部材
4B 被覆部材
5 固定部材
50 押付部
61 係止部
62 被係止部
8 端子
9 導体部
Claims (7)
- 線状の導体部と、
前記導体部の端部に接続された端子と、
一端部側から前記端子が突出し、かつ、他端部側から前記導体部が延出するように前記導体部と前記端子との接続部分を覆うモールド部と、
中間部で前記導体部との間に空隙が形成された状態で前記導体部の周囲を覆い、端部で前記モールド部の前記他端部と密着する被覆部材と、を備える、モールド部付配線部材。 - 請求項1に記載のモールド部付配線部材であって、
前記被覆部材の前記端部の外周面と前記モールド部の前記他端部の内周面とが密着している、モールド部付配線部材。 - 請求項2に記載のモールド部付配線部材であって、
前記被覆部材の前記端部の外周面と前記モールド部の前記他端部の内周面との間に設けられ、前記被覆部材の前記端部の外周面と前記モールド部の前記他端部の内周面とを密着させる第一接着剤をさらに備える、モールド部付配線部材。 - 請求項1から請求項3のいずれか1項に記載のモールド部付配線部材であって、
前記被覆部材の前記端部の内周面と前記導体部の外周面との間に設けられ、前記被覆部材の前記端部の内周面を前記導体部の外周面に密着させる第二接着剤をさらに備える、モールド部付配線部材。 - 請求項1に記載のモールド部付配線部材であって、
前記被覆部材は、前記端部に形成された弾性変形可能な部分であり前記モールド部の前記他端部の外周面に内周面が密着する弾性環状部を含む、モールド部付配線部材。 - 請求項5に記載のモールド部付配線部材であって、
前記モールド部には、係止部が形成され、
前記弾性環状部のうち前記モールド部側を向く面を前記モールド部に押し付けるように接触する部分を含み、前記弾性環状部のうち前記モールド部側を向く面を前記モールド部に押し付けた状態で前記係止部に係止する被係止部が形成された固定部材をさらに備える、モールド部付配線部材。 - 請求項5に記載のモールド部付配線部材であって、
前記モールド部には、係止部が形成され、
前記弾性環状部のうち前記モールド部側を向く面を前記モールド部に押し付けた状態で前記係止部に係止する被係止部が、前記弾性環状部に形成されている、モールド部付配線部材。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015226525A JP6497302B2 (ja) | 2015-11-19 | 2015-11-19 | モールド部付配線部材 |
| US15/773,608 US10348002B2 (en) | 2015-11-19 | 2016-11-04 | Wiring member having molded part |
| PCT/JP2016/082741 WO2017086182A1 (ja) | 2015-11-19 | 2016-11-04 | モールド部付配線部材 |
| CN201680065285.4A CN108352631B (zh) | 2015-11-19 | 2016-11-04 | 带模塑部的布线部件 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015226525A JP6497302B2 (ja) | 2015-11-19 | 2015-11-19 | モールド部付配線部材 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017097990A JP2017097990A (ja) | 2017-06-01 |
| JP2017097990A5 JP2017097990A5 (ja) | 2018-05-10 |
| JP6497302B2 true JP6497302B2 (ja) | 2019-04-10 |
Family
ID=58718021
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015226525A Active JP6497302B2 (ja) | 2015-11-19 | 2015-11-19 | モールド部付配線部材 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10348002B2 (ja) |
| JP (1) | JP6497302B2 (ja) |
| CN (1) | CN108352631B (ja) |
| WO (1) | WO2017086182A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110678507B (zh) | 2017-05-17 | 2022-07-12 | 株式会社新菱 | 再生碳纤维束制造方法、装置和产品以及再生碳纤维、粉碎物、强化树脂的制造方法 |
| US11038291B2 (en) * | 2018-06-01 | 2021-06-15 | Toshiba Mitsubishi-Electric Industrial Systems Corporation | Insulating cover |
| JP7084341B2 (ja) * | 2019-03-06 | 2022-06-14 | トヨタ自動車株式会社 | コネクタ部のモールド成形方法 |
| JP2020162274A (ja) * | 2019-03-26 | 2020-10-01 | 株式会社オートネットワーク技術研究所 | ワイヤーハーネス |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6666732B1 (en) * | 2001-05-21 | 2003-12-23 | John E. Endacott | Terminal connector |
| JP2005005177A (ja) * | 2003-06-13 | 2005-01-06 | Yazaki Corp | ケーブルとハウジング間の防水装置 |
| US7348489B2 (en) * | 2004-09-15 | 2008-03-25 | Fci Americas Technology, Inc. | Electrical connector for aluminum conductor composite core (ACCC) cable |
| US7344396B2 (en) * | 2005-08-23 | 2008-03-18 | Utilx Corporation | Cable connection assembly |
| JP5029505B2 (ja) * | 2008-06-16 | 2012-09-19 | 住友電装株式会社 | コネクタ接続部の防水構造 |
| ES2373078T3 (es) * | 2009-03-02 | 2012-01-31 | Tyco Electronics Uk Ltd. | Terminación de trenza de pantalla para conector eléctrico apantallado. |
| JP5500384B2 (ja) * | 2010-11-05 | 2014-05-21 | 株式会社オートネットワーク技術研究所 | 端子金具付き電線および端子金具付き電線の製造方法 |
| JP5884134B2 (ja) * | 2011-11-25 | 2016-03-15 | 矢崎総業株式会社 | ワイヤハーネスの製造方法 |
| JP5712911B2 (ja) * | 2011-12-08 | 2015-05-07 | 株式会社オートネットワーク技術研究所 | 端子付電線及びその製造方法 |
| JP5708532B2 (ja) * | 2012-03-08 | 2015-04-30 | 株式会社オートネットワーク技術研究所 | 端子付電線 |
| JP2014146538A (ja) * | 2013-01-30 | 2014-08-14 | Yazaki Corp | 端子防水構造 |
| DE202013006413U1 (de) * | 2013-07-17 | 2014-10-22 | Leoni Bordnetz-Systeme Gmbh | Vorrichtung zur elektrischen Kontaktierung einer Abschirmung eines elektrischen Kabels an einem Gehäuse sowie vorkonfektioniertes elektrisches Kabel |
| JP6142807B2 (ja) * | 2014-01-17 | 2017-06-07 | 株式会社オートネットワーク技術研究所 | ワイヤーハーネス |
| JP2015135793A (ja) * | 2014-01-20 | 2015-07-27 | 日立金属株式会社 | ケーブル導出部の封止構造、センサ付きケーブル、及び端子金具付きケーブル |
| JP6164257B2 (ja) * | 2015-07-10 | 2017-07-19 | 株式会社オートネットワーク技術研究所 | モールド部付電線及びモールド部付電線製造方法 |
-
2015
- 2015-11-19 JP JP2015226525A patent/JP6497302B2/ja active Active
-
2016
- 2016-11-04 WO PCT/JP2016/082741 patent/WO2017086182A1/ja active Application Filing
- 2016-11-04 US US15/773,608 patent/US10348002B2/en active Active
- 2016-11-04 CN CN201680065285.4A patent/CN108352631B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20190081418A1 (en) | 2019-03-14 |
| CN108352631A (zh) | 2018-07-31 |
| CN108352631B (zh) | 2020-03-27 |
| JP2017097990A (ja) | 2017-06-01 |
| US10348002B2 (en) | 2019-07-09 |
| WO2017086182A1 (ja) | 2017-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6164257B2 (ja) | モールド部付電線及びモールド部付電線製造方法 | |
| JP6497302B2 (ja) | モールド部付配線部材 | |
| US10355373B2 (en) | Crimp terminal and wire with crimp terminal | |
| JP6142807B2 (ja) | ワイヤーハーネス | |
| US20170141557A1 (en) | Device for sealing an electrical connection | |
| JP5742704B2 (ja) | 端子付電線 | |
| JP6323317B2 (ja) | 端子付電線 | |
| JP2016186852A (ja) | モールド部付電線 | |
| JP5962589B2 (ja) | 端子付電線 | |
| JP2016110901A (ja) | ワイヤーハーネスの接続端子構造 | |
| US10476182B2 (en) | Molded portion-equipped electrical wire | |
| JP2017139151A (ja) | 熱収縮チューブ付電線 | |
| WO2018003499A1 (ja) | 電磁シールド部品及び電磁シールド部品付電線 | |
| JP6245145B2 (ja) | モールド部付電線及びモールド部付電線製造方法 | |
| JP2014229586A (ja) | ワイヤハーネス | |
| JP6112022B2 (ja) | モールド部付電線 | |
| JP6417738B2 (ja) | ワイヤーハーネス | |
| JP5907119B2 (ja) | ワイヤハーネスの製造方法及びワイヤハーネス | |
| JP6135520B2 (ja) | ワイヤーハーネス | |
| JP2023127199A (ja) | ワイヤハーネス | |
| JP2014229572A (ja) | 端子付電線 | |
| JP2015076242A (ja) | 端子付電線 | |
| JP2017201603A (ja) | 配線モジュール | |
| JP2013229165A (ja) | 電線接続部の防水構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180326 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190225 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6497302 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |