JP6488309B2 - タイヤ用多成分複合補強物 - Google Patents
タイヤ用多成分複合補強物 Download PDFInfo
- Publication number
- JP6488309B2 JP6488309B2 JP2016541651A JP2016541651A JP6488309B2 JP 6488309 B2 JP6488309 B2 JP 6488309B2 JP 2016541651 A JP2016541651 A JP 2016541651A JP 2016541651 A JP2016541651 A JP 2016541651A JP 6488309 B2 JP6488309 B2 JP 6488309B2
- Authority
- JP
- Japan
- Prior art keywords
- component composite
- grc
- composite reinforcement
- monofilaments
- measured
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000002787 reinforcement Effects 0.000 title claims description 93
- 239000002131 composite material Substances 0.000 title claims description 90
- 229920005989 resin Polymers 0.000 claims description 50
- 239000011347 resin Substances 0.000 claims description 50
- 239000000203 mixture Substances 0.000 claims description 38
- 239000012815 thermoplastic material Substances 0.000 claims description 34
- 238000005452 bending Methods 0.000 claims description 15
- 229920000642 polymer Polymers 0.000 claims description 14
- 238000000034 method Methods 0.000 claims description 13
- 229920001187 thermosetting polymer Polymers 0.000 claims description 13
- 239000011521 glass Substances 0.000 claims description 12
- 230000009477 glass transition Effects 0.000 claims description 12
- 229920001567 vinyl ester resin Polymers 0.000 claims description 12
- 230000006835 compression Effects 0.000 claims description 9
- 238000007906 compression Methods 0.000 claims description 9
- 229920000728 polyester Polymers 0.000 claims description 8
- 239000012779 reinforcing material Substances 0.000 claims description 7
- 239000003351 stiffener Substances 0.000 claims description 5
- 230000005489 elastic deformation Effects 0.000 claims description 4
- 239000000805 composite resin Substances 0.000 claims description 3
- 229920003217 poly(methylsilsesquioxane) Polymers 0.000 claims description 3
- 229920001971 elastomer Polymers 0.000 description 44
- 239000005060 rubber Substances 0.000 description 33
- 239000010410 layer Substances 0.000 description 28
- 239000000835 fiber Substances 0.000 description 24
- 238000005470 impregnation Methods 0.000 description 15
- 239000000853 adhesive Substances 0.000 description 14
- 230000001070 adhesive effect Effects 0.000 description 14
- 229920003244 diene elastomer Polymers 0.000 description 14
- 229920001169 thermoplastic Polymers 0.000 description 14
- -1 for example Chemical class 0.000 description 13
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Natural products CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 12
- 239000000806 elastomer Substances 0.000 description 12
- 239000004416 thermosoftening plastic Substances 0.000 description 11
- 239000011324 bead Substances 0.000 description 10
- 229920001577 copolymer Polymers 0.000 description 10
- 239000003365 glass fiber Substances 0.000 description 10
- 229920000139 polyethylene terephthalate Polymers 0.000 description 10
- 239000005020 polyethylene terephthalate Substances 0.000 description 10
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 9
- 239000000463 material Substances 0.000 description 9
- 238000004513 sizing Methods 0.000 description 9
- 244000043261 Hevea brasiliensis Species 0.000 description 8
- 238000002844 melting Methods 0.000 description 8
- 230000008018 melting Effects 0.000 description 8
- 229920003052 natural elastomer Polymers 0.000 description 8
- 229920001194 natural rubber Polymers 0.000 description 8
- 238000000576 coating method Methods 0.000 description 7
- 238000001125 extrusion Methods 0.000 description 7
- 238000005259 measurement Methods 0.000 description 7
- 230000005855 radiation Effects 0.000 description 7
- 238000004073 vulcanization Methods 0.000 description 7
- 239000000654 additive Substances 0.000 description 6
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 6
- 239000006229 carbon black Substances 0.000 description 6
- 235000019241 carbon black Nutrition 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 239000011159 matrix material Substances 0.000 description 6
- KAKZBPTYRLMSJV-UHFFFAOYSA-N vinyl-ethylene Natural products C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 6
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 5
- 230000009471 action Effects 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 229920003986 novolac Polymers 0.000 description 5
- 229920003051 synthetic elastomer Polymers 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 229930185605 Bisphenol Natural products 0.000 description 4
- 238000004132 cross linking Methods 0.000 description 4
- 238000007872 degassing Methods 0.000 description 4
- 150000001993 dienes Chemical class 0.000 description 4
- 229920006241 epoxy vinyl ester resin Polymers 0.000 description 4
- 239000012948 isocyanate Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 239000011265 semifinished product Substances 0.000 description 4
- 239000000377 silicon dioxide Substances 0.000 description 4
- 239000004753 textile Substances 0.000 description 4
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 239000004952 Polyamide Substances 0.000 description 3
- 239000005062 Polybutadiene Substances 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000004364 calculation method Methods 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000000113 differential scanning calorimetry Methods 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 229920002647 polyamide Polymers 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 230000000379 polymerizing effect Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000003014 reinforcing effect Effects 0.000 description 3
- 239000011342 resin composition Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 229910052717 sulfur Inorganic materials 0.000 description 3
- 239000011593 sulfur Substances 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- 239000004953 Aliphatic polyamide Substances 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- GUCYFKSBFREPBC-UHFFFAOYSA-N [phenyl-(2,4,6-trimethylbenzoyl)phosphoryl]-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)P(=O)(C=1C=CC=CC=1)C(=O)C1=C(C)C=C(C)C=C1C GUCYFKSBFREPBC-UHFFFAOYSA-N 0.000 description 2
- 125000002252 acyl group Chemical group 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 229920003231 aliphatic polyamide Polymers 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 239000003431 cross linking reagent Substances 0.000 description 2
- 238000009472 formulation Methods 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 239000004816 latex Substances 0.000 description 2
- 229920000126 latex Polymers 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 150000003003 phosphines Chemical class 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 239000011112 polyethylene naphthalate Substances 0.000 description 2
- 239000012763 reinforcing filler Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- VEGNIXCUDMQGFZ-UHFFFAOYSA-N 1-[3-[3-[2,3-bis(oxiran-2-ylmethoxy)propoxy]-2-hydroxypropoxy]-2-(oxiran-2-ylmethoxy)propoxy]-3-(oxiran-2-ylmethoxy)propan-2-ol Chemical compound C1OC1COCC(OCC1OC1)COCC(O)COCC(OCC1OC1)COCC(O)COCC1CO1 VEGNIXCUDMQGFZ-UHFFFAOYSA-N 0.000 description 1
- 239000012956 1-hydroxycyclohexylphenyl-ketone Substances 0.000 description 1
- YIKSHDNOAYSSPX-UHFFFAOYSA-N 1-propan-2-ylthioxanthen-9-one Chemical compound S1C2=CC=CC=C2C(=O)C2=C1C=CC=C2C(C)C YIKSHDNOAYSSPX-UHFFFAOYSA-N 0.000 description 1
- YIJYFLXQHDOQGW-UHFFFAOYSA-N 2-[2,4,6-trioxo-3,5-bis(2-prop-2-enoyloxyethyl)-1,3,5-triazinan-1-yl]ethyl prop-2-enoate Chemical compound C=CC(=O)OCCN1C(=O)N(CCOC(=O)C=C)C(=O)N(CCOC(=O)C=C)C1=O YIJYFLXQHDOQGW-UHFFFAOYSA-N 0.000 description 1
- XMLYCEVDHLAQEL-UHFFFAOYSA-N 2-hydroxy-2-methyl-1-phenylpropan-1-one Chemical compound CC(C)(O)C(=O)C1=CC=CC=C1 XMLYCEVDHLAQEL-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- 108090001005 Interleukin-6 Proteins 0.000 description 1
- 239000006237 Intermediate SAF Substances 0.000 description 1
- 239000006057 Non-nutritive feed additive Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000000370 acceptor Substances 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 229920003232 aliphatic polyester Polymers 0.000 description 1
- 230000003712 anti-aging effect Effects 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 239000012965 benzophenone Substances 0.000 description 1
- 150000008366 benzophenones Chemical class 0.000 description 1
- MQDJYUACMFCOFT-UHFFFAOYSA-N bis[2-(1-hydroxycyclohexyl)phenyl]methanone Chemical compound C=1C=CC=C(C(=O)C=2C(=CC=CC=2)C2(O)CCCCC2)C=1C1(O)CCCCC1 MQDJYUACMFCOFT-UHFFFAOYSA-N 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 239000011203 carbon fibre reinforced carbon Substances 0.000 description 1
- 150000001868 cobalt Chemical class 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000001938 differential scanning calorimetry curve Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 150000002118 epoxides Chemical class 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 229910021485 fumed silica Inorganic materials 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000012432 intermediate storage Methods 0.000 description 1
- 229920003049 isoprene rubber Polymers 0.000 description 1
- 125000000325 methylidene group Chemical group [H]C([H])=* 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- AUONHKJOIZSQGR-UHFFFAOYSA-N oxophosphane Chemical compound P=O AUONHKJOIZSQGR-UHFFFAOYSA-N 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- HPAFOABSQZMTHE-UHFFFAOYSA-N phenyl-(2,4,6-trimethylphenyl)methanone Chemical compound CC1=CC(C)=CC(C)=C1C(=O)C1=CC=CC=C1 HPAFOABSQZMTHE-UHFFFAOYSA-N 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000013001 point bending Methods 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 229920000223 polyglycerol Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- QAZLUNIWYYOJPC-UHFFFAOYSA-M sulfenamide Chemical compound [Cl-].COC1=C(C)C=[N+]2C3=NC4=CC=C(OC)C=C4N3SCC2=C1C QAZLUNIWYYOJPC-UHFFFAOYSA-M 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- MDDUHVRJJAFRAU-YZNNVMRBSA-N tert-butyl-[(1r,3s,5z)-3-[tert-butyl(dimethyl)silyl]oxy-5-(2-diphenylphosphorylethylidene)-4-methylidenecyclohexyl]oxy-dimethylsilane Chemical compound C1[C@@H](O[Si](C)(C)C(C)(C)C)C[C@H](O[Si](C)(C)C(C)(C)C)C(=C)\C1=C/CP(=O)(C=1C=CC=CC=1)C1=CC=CC=C1 MDDUHVRJJAFRAU-YZNNVMRBSA-N 0.000 description 1
- 238000002076 thermal analysis method Methods 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- YRHRIQCWCFGUEQ-UHFFFAOYSA-N thioxanthen-9-one Chemical class C1=CC=C2C(=O)C3=CC=CC=C3SC2=C1 YRHRIQCWCFGUEQ-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 229920006305 unsaturated polyester Polymers 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 239000012936 vulcanization activator Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/0064—Reinforcements comprising monofilaments
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/48—Tyre cords
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/02—Carcasses
- B60C9/04—Carcasses the reinforcing cords of each carcass ply arranged in a substantially parallel relationship
- B60C2009/0416—Physical properties or dimensions of the carcass cords
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/02—Carcasses
- B60C9/04—Carcasses the reinforcing cords of each carcass ply arranged in a substantially parallel relationship
- B60C2009/0416—Physical properties or dimensions of the carcass cords
- B60C2009/0425—Diameters of the cords; Linear density thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/02—Carcasses
- B60C9/04—Carcasses the reinforcing cords of each carcass ply arranged in a substantially parallel relationship
- B60C2009/0416—Physical properties or dimensions of the carcass cords
- B60C2009/0433—Modulus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C2009/2074—Physical properties or dimension of the belt cord
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C2009/2074—Physical properties or dimension of the belt cord
- B60C2009/2077—Diameters of the cords; Linear density thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C2009/2074—Physical properties or dimension of the belt cord
- B60C2009/208—Modulus of the cords
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C9/00—Reinforcements or ply arrangement of pneumatic tyres
- B60C9/18—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers
- B60C9/20—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel
- B60C9/22—Structure or arrangement of belts or breakers, crown-reinforcing or cushioning layers built-up from rubberised plies each having all cords arranged substantially parallel the plies being arranged with all cords disposed along the circumference of the tyre
- B60C2009/2252—Physical properties or dimension of the zero degree ply cords
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2101/00—Inorganic fibres
- D10B2101/02—Inorganic fibres based on oxides or oxide ceramics, e.g. silicates
- D10B2101/06—Glass
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
- Ropes Or Cables (AREA)
- Tires In General (AREA)
Description
本発明の分野は、空気圧式または半空気圧式の車両用タイヤなど、ゴムで作製された半完成製品または完成物品を補強するのに特に使用され得る、複合補強材および多層積層体の分野である。
より詳細には、熱硬化性樹脂に埋め込まれかつ特にこれらのタイヤの補強要素として使用することができる、連続一方向マルチフィラメントガラス繊維を含む、高い機械的および熱的性質を持つ「GRC」型(ガラス樹脂複合材(glass−resin composite)の略称)のモノフィラメントをベースにした複合補強材に関する。
タイヤ設計者は、特にこれらのタイプの質量を低減させること、および腐蝕のあらゆる問題を改善することを目的として、従来の金属ワイヤまたはコードの代わりに有利にかつ効果的に用いることができる低密度テキスタイルまたは複合型「補強材」(細長い補強要素)を長い間求めてきた。
したがって特許出願EP 1 167 080(またはUS 7 032 637)は、ビニルエステル型の架橋樹脂に含浸させた連続一方向ガラス繊維を含む、高い機械的性質を有するGRCモノフィラメントについて既に記述してきた。延伸中のその破断応力よりも大きい圧縮中の高い破断応力と同様に、このGPCモノフィラメントは、3.0〜3.5%程度の破断点伸びと、少なくとも30GPaの初期引張り係数とを有し;その熱可塑性樹脂は、130℃よりも高いTg(ガラス転移温度)と少なくとも3GPaの初期引張り係数とを有する。
上記性質により、この出願EP 1 167 080は、鋼製コードの代わりに、空気圧式タイヤベルト用の新規な補強要素として、特に平行断面でトレッドの下に位置決めされたようなGRCモノフィラメントを用いることが、可能であることが有利であり、それによって、タイヤの構造を著しく軽くすることが可能であることを示した。
それにも関わらず、経験によれば、上記特許出願に記載されたGRCモノフィラメントを、特にそれらを車両用タイヤで使用するのにさらに改善できることが示された。
特に、予期せぬことであるが、従来技術のこれらのGRCモノフィラメントは、ある特定の空気圧式タイヤ用のベルト補強材として使用した場合、これらのタイヤのまさしく製造中に、より詳細には公知のように高圧および非常に高い温度で、典型的には160℃よりも高い温度で実施される、金型内でこれらのタイヤを硬化する成形ステップおよび/または最終ステップ中に、それらの構造の目に見える潰れによって、圧縮に際して何か所かに破断部分が生ずることがわかった。
調査研究を継続することにより、本出願人らの会社はついに、GRCモノフィラメントをベースとした新規な複合補強材であって、その圧縮中、曲げの最中、または横剪断下での性質が、特に高温で、従来技術のGRCモノフィラメントの場合よりも著しく改善された複合補強材を発見した。
− Tg1で示されるそのガラス転移温度が150℃よりも高い、熱硬化性樹脂(102)に埋め込まれたガラスフィラメント(101)を含むガラス−樹脂複合材(「GRC」と略す)で作製された、1つまたは複数のモノフィラメント(10);
− 前記モノフィラメントを、各モノフィラメントを個別にまたはいくつかのモノフィラメントをまとめて覆う、熱可塑性材料(12)の層であって、Tg2で示されるそのガラス転移温度が20℃よりも高い層
を含む、多成分複合補強材(R1、R2)に関する(添付される図1および2を参照)。
本発明は、ゴム、特にジエンゴム組成物の2層の間に接触させて位置決めされた、本発明による少なくとも1種の多成分複合補強材を含む、任意の多層積層体にも関する。
本発明は、空気圧式または非空気圧式タイヤなど、ゴムで作製された半完成製品または完成物品用の補強要素としての、本発明による多成分複合補強材または多層積層体の使用にも関する。
本発明およびその利点は、下記の詳細な記述および例示的な実施形態と、これらの実施例に関係し概略的に図示されている(縮尺は合っていない)図1〜9にも照らして容易に理解されよう。
本出願では、他に特に指示しない限り、示される全てのパーセンテージ(%)は質量によるパーセンテージである。
「aからbの間(between a and b)」という表現により示される値の任意の範囲は、aを超えてb未満に及ぶ値の領域を表し(即ち、aおよびbを除外する限度)、それに対して「a〜(から)b(まで)(from a to b)」という表現によって示される値の任意の範囲は、aからbにまで至る値の領域を意味する(即ち、厳密な限度aおよびbを含む)。
したがって本発明は、多成分複合材タイプの補強材に関し、言い換えれば、少なくとも:
− Tg1で示されるそのガラス転移温度が150℃よりも高い、熱硬化性樹脂に埋め込まれたガラスフィラメントを含むGRCで作製された、1つまたは複数のモノフィラメント;
− 前記モノフィラメントを、各モノフィラメントを個別にまたはいくつかのモノフィラメントをまとめて覆う、熱可塑性材料の層であって、Tg2で示されるそのガラス転移温度が20℃よりも高い層
を含む、必須の特徴を有する車両用タイヤなどのゴム物品を補強するために特に使用することができる、複合材の複合材に関する。
熱可塑性材料のこのシースまたは層の存在によって、従来技術からのGRCモノフィラメントの場合に比べ、特に高温(典型的には150℃超)において著しく改善された、圧縮、曲げの最中、または横剪断下(モノフィラメントの軸に直交する)での耐久性というGRCモノフィラメントの性質が得られることが観察された。
本発明の多成分複合補強材の直径DRは、好ましくは0.3から3.0mmの間であり、より好ましくは0.4から2.5mmの間であり、特に0.5から2.2mmの間である。
この定義は、本質的に円筒形状(円形断面を有する)の多成分複合補強材とその他の形状の多成分複合補強材、例えば長円形補強材(多かれ少なかれ平らな形状を有する)または長方形(正方形を含む)断面を有する補強材とを等しく包含する。非円形断面の場合、DRは、慣例的に、多成分複合補強材の厚さである。
20℃で測定される、多成分複合補強材のArで示される破断点伸びは、好ましくは3.0%以上であり、より好ましくは3.5%以上である。20℃で測定されるその初期引張り係数ER20は、好ましくは9GPa超であり、より好ましくは12GPa超である。
上記引張り機械特性(Ar、ER20、およびEM20)は、製造時の状態の多成分複合補強材またはGRCモノフィラメントに関し、即ちサイズ決めされておらず、もしくはサイズ決めされており(即ち、使用の準備ができている)、または補強されたゴムで作製された半完成製品もしくは物品から抽出された状態のものに関し、標準ASTM D 638により「Instron」4466型引張り試験機(引張り試験機と共に供給されたBLUEHILL−2ソフトウェア)を使用して、公知の手法で測定される。測定前に、これらの多成分複合補強材またはこれらのGRCモノフィラメントを、従来の状態調節に供する(欧州規格DIN EN 20139により、標準大気中で少なくとも24時間貯蔵(温度20±2℃;相対湿度50±5%))。試験をしたサンプルを、0.5cN/texの標準プレテンションの下、公称速度100m/分で、400mmの初期長さにわたって引張り応力に供する。得られた全ての結果は、10個の測定値の平均値である。
典型的には、ガラスフィラメントは、単一のマルチフィラメント繊維またはいくつかのマルチフィラメント繊維(いくつかある場合は、好ましくは本質的に一方向である)の形で存在し、そのそれぞれは、数十、数百、またはさらに数千の単体のガラスフィラメントを含むことができるものである。これらの非常に微細な単体フィラメントは一般に、好ましくは、5〜30μm程度の、より好ましくは10〜20μmの平均直径を有する。
樹脂の、Tg1で示されるガラス転移温度は、好ましくは160℃よりも高く、より好ましくは170℃よりも高く、特に180℃よりも高い。
特に好ましい別の実施形態によれば、本発明の多成分複合補強材の熱的性質と機械的性質との最適な折衷案の場合、E’(Tg1-25)/E’20比は0.85よりも大きく、好ましくは0.90よりも大きく、E’20およびE’(Tg1-25)は、それぞれ20℃でおよび(Tg1−25)と等しい℃を単位として表される温度でDMTAにより測定された、各モノフィラメントの複素弾性係数の実数部である。
E’の測定は、DMTA(「動的機械熱分析:Dynamic Mechanical Thermal Analysis」)により、公知の手法で実施され、曲げ、引張り、または捩じり試験を制御する「Dynatest 6.83/2010」ソフトウェアを使用したACOEM(フランス)製「DMA+ 450」粘度分析器を用いる。
このデバイスによれば、3点曲げ試験は、公知の手法において、円形断面のモノフィラメントに関する初期幾何形状データの入力が可能にならないので、長方形(または正方形)断面の幾何形状のみを入力してもよい。したがって、直径DMのGRCモノフィラメントに関する弾性係数E’の精密な測定値を得るために、慣例では、試験がなされた試験片と同じ剛性Rで作用できるように、同じ表面慣性モーメントを有する辺の長さ「a」の正方形断面をソフトウェアに導入する。
R=E複合材 *I円形断面=E複合材 *I正方形断面
式中:I円形断面=π*DM 4/64であり、I正方形断面=a4/12である。
直径DMのGRCモノフィラメントの(円形)断面の場合と同じ表面慣性を持つ均等な正方形の辺の長さ「a」の値は、方程式:
a=DM *(π/6)0.25
により、そこから容易に推論される。
ほぼ円形の断面であり直径がDMである、試験がなされる試験片は、35mmの長さを有する。2つの支持体上に、互いに24mmの間隔を空けて水平に配置構成される。繰り返される曲げ応力は、10Hzの周波数で0.1mmに等しい大きさの垂直変位の形をとって(したがって、非対称変形であり、試験片の内側には延伸中ではなく圧縮中にのみ応力がかかる)、2つの支持体の中間で試験片の中心に対して直角に加えられる。
上記圧縮曲げ特性は、ループ試験(D. Sinclair, J. App. Phys. 21, 380, 1950)と呼ばれる方法によって、前述の出願EP 1 167 080に記載されるようにGRCモノフィラメントで測定される。本発明の場合、ループは生成されかつ徐々にその破断点に至る。断面の大きなサイズに起因して容易に観察可能な破断の性質は、それが破断するまで曲げている最中に応力が加えられる本発明のGRCモノフィラメントにおいて、単に観察によって特定することができるような材料が延伸している側での破断を実現するのを即座に可能にする。この場合、ループの寸法が大きいとすれば、ループに内接する円の半径を読み取ることがいつでも可能になる。破断点直前の内接する円の半径は、Rcにより示される臨界曲率半径に該当する。
次いで下記の式は、計算によって、Ecで示される臨界弾性変形を決定するのを可能にする(式中、rはモノフィラメントの半径に該当し、即ちDM/2である):
Ec=r/(Rc+r)
σcで示される曲げの最中の圧縮破断応力は、下記の式(式中、Eは初期引張り係数である)を使用する計算によって得られる:
σc=Ec*E
3点法(ASTM D 790)と呼ばれる方法による長方形のバーの撓み破断を実施してもよい。この方法も、破断の性質が実際に延伸におけるものであることを視覚的に検証するのを可能にする。
好ましい実施形態によれば、純粋な圧縮における破断応力は、700MPaよりも大きく、より好ましくは900MPaよりも大きく、特に1100MPaよりも大きい。圧縮下でのGRCモノフィラメントの座屈を回避するために、この大きさを、刊行物「Critical compressive stress for continuous fiber unidirectional composites」、Thompson et al.、Journal of Composite Materials, 46(26), 3231-3245に記載される方法により測定する。
好ましくは、前記または各GRCモノフィラメント中のガラス繊維の質量含量は、60から80%の間、好ましくは65から75%の間である。
好ましくは、前記または各GRCモノフィラメントの密度は、1.8から2.1の間である。「PG503 DeltaRange」型のMettler Toledo製の専用天秤を用いて測定され(23℃で);数cmのサンプルを空気中で連続的に計量し、エタノールに浸漬し、次いで装置のソフトウェアが、3回の測定に関する平均密度を決定する。
前記または各モノフィラメントの直径DMは、好ましくは0.2から2.0mmの間であり、より好ましくは0.3から1.5mmの間であり、特に0.4から1.2mmの間である。
使用される初期樹脂は、定義によれば、任意の方法によって、特にUV(またはUV−可視)放射線によって、好ましくは少なくとも300nmから450nmに及ぶスペクトルで放出された放射線によって硬化された、架橋することが可能な架橋性(即ち、硬化性)樹脂である。
架橋性樹脂として、好ましくはポリエステルまたはビニルエステル樹脂、好ましくはビニルエステル樹脂製が使用される。「ポリエステル」樹脂という用語は、公知の方法で、不飽和ポリエステル型の樹脂を意味するものとする。ビニルエステル樹脂に関し、それらは複合材料の分野で周知である。

好ましくは、本発明の多成分複合補強材において、20℃で測定された熱硬化性樹脂の初期引張り係数は、3.0GPaよりも大きく、より好ましくは3.5GPaよりも大きい。
本発明の多成分複合補強材を構成する個々のGRCモノフィラメントは周知であり、それらは、少なくとも下記のステップ:
− ガラス繊維(フィラメント)の直線的配置構成を生成し、この配置構成を供給方向に搬送するステップ;
− 真空チャンバ内で、真空の作用により繊維の配置構成を脱気するステップ;
− 真空チャンバの出口で、脱気後に、真空下で含浸チャンバ内を通過させて、ガラスフィラメントおよび樹脂を含有するプリプレグを得るために、液体状態の熱硬化樹脂または樹脂組成物を繊維の前記配置構成に含浸させるようにするステップ;
− 前記プリプレグを、所定の面積および形状の断面を有するサイジングダイに通して、モノフィラメントの形状(例えば、丸い断面を有するモノフィラメントまたは長方形の断面を有するストリップ)を与えるステップ;
− ダイの下流で、UV照射チャンバ内で、UV線の作用の下で樹脂を重合させるステップ;
− 次いでこのように得られたモノフィラメントを、中間貯蔵のために巻き取るステップ
を含む公知のプロセスにより、好ましい手法で調製されてもよい。
特に、後半の含浸の有効性を増大させるために、とりわけ完成した複合材モノフィラメント内に気泡が存在しないことを保証するために、繊維の任意の含浸前に、真空の作用によって繊維の配置構成を脱気するステップが好ましくは実施されることが、特に想起されることになる。
含浸樹脂(樹脂組成物)は、好ましくは、300nm超、好ましくは300から450nmの間のUV線に対して感受性(反応性)のある光開始剤を含む。この光開始剤は、好ましくは0.5%〜3%、より好ましくは1%〜2.5%の量で使用される。樹脂は、架橋剤を、例えば5%から15%(含浸組成物に対する質量%)の間の量で含んでいてもよい。
次いで重合またはUV照射チャンバは、UV線の作用の下で、樹脂を重合し架橋する機能を有する。このチャンバは、例えば200〜600nmの波長を持つUVランプからそれぞれ構成された1つまたは好ましくはいくつかのUV照射器を含む。
サイジングダイと最終受容支持体の間では、中間レベルで、好ましくは0.2から2.0cN/texの間、より好ましくは0.3から1.5cN/texの間で、ガラス繊維が供される張力を保つことが好ましく;これを制御するために、例えばこれらの張力を、当業者に周知の適切な張力計を用いて照射チャンバの出口で直接測定することが可能になる。
有利には、熱可塑性材料(12)のシースを堆積する前に、上述の熱硬化性樹脂(102)と熱可塑性シース(12)との間で、後で行われる接着を改善するために、GRCモノフィラメント(10)を接着処理に供してもよい。適切な化学処理は、例えば、エポキシ樹脂および/またはイソシアネート化合物をベースにした水性浴内に事前に通し、その後、水をなくし接着層を重合させることを目的として少なくとも1回の熱処理を行うことからなるものとすることができる。そのような接着処理は、当業者に周知である。
熱可塑性材料でシース形成しまたは覆うステップは、当業者に公知の手法で実施する。例えばその手法は、単に、それまたは各GRCモノフィラメントを適切な直径の1つまたは複数のダイに通し、適切な温度に加熱された押出しヘッドに通し、またはそうでない場合には適切な有機溶媒(または溶媒の混合物)中に事前に溶解させた熱可塑性材料が入っているコーティング浴に通すことからなる。
次いで各押出しヘッドから出たら、このようにシース形成されたフィラメントを、例えば空気もしくは別の低温気体で、または水浴に通すことによって、熱可塑性材料の層が凝固するように十分に冷却し、その後、乾燥段階に供する。
前記または各GRCモノフィラメント(10)を覆う層またはシースは、そのガラス転移温度(Tg2)が20℃よりも高い、好ましくは50℃よりも高い、より好ましくは70℃よりも高い熱可塑性材料(12)からなる。さらに、この熱可塑性材料(12)の融解温度(Tmで示される)は、好ましくは150℃より高く、より好ましくは200℃よりも高い。
好ましくは、この熱可塑性材料(12)の初期引張り係数は、500から2500MPaの間、好ましくは500から1500MPaの間であり;その弾性伸びは、好ましくは5%超であり、より好ましくは8%超であり、特に10%超であり;その破断点伸びは、好ましくは10%超であり、より好ましくは15%超であり、特に20%超である。
典型的には、熱可塑性材料は、ポリマーまたはポリマー組成物(少なくとも1種のポリマーおよび少なくとも1種の添加剤をベースとした組成物)である。
Tg1およびTg2は、DSC(示差走査熱量測定:Differential Scanning Calorimetry)による公知の手法で、例えば2回目のパスで測定され、また他に本出願で指示されない限り、標準ASTM D3418(1999)により測定される(Mettler Toledo製「822−2」DSC装置;窒素雰囲気;サンプルは、最初に周囲温度(20℃)から250℃(10℃/分)にし、次いで20℃まで急速に冷却し、その後、10℃/分の勾配で20℃から250℃までのDSC曲線を最終的に記録した)。
本発明のこれら補強材R−1およびR−2の、DRで示される直径(図2aの場合)または厚さ(図2bの場合)は、DM+2Emに等しいものであり、したがってこれら2つの例では約1.4mmに等しい。
ある意味GRCモノフィラメントのフープ機能を発揮する、そのガラスフィラメント、その熱硬化性マトリックス、および熱可塑性シースの組合せを存在させることにより、本発明の多成分複合補強材は、改善された横方向の凝集と、高い寸法的、機械的、および熱的安定性とによって特徴付けられる。
いくつかのGRCモノフィラメントを使用する場合、熱可塑性層またはシースは、例えば図2、5、および6に示されるように、モノフィラメントのそれぞれの表面に個々に堆積されてもよく、そうでない場合には、適切な手法で位置決めされた、例えば図3、4、および7に示されるように主方向に沿って並べられた、モノフィラメントのいくつかの上にまとめて堆積されてもよい。
各GRCモノフィラメント(10)を覆う材料(12)の熱可塑性、したがって熱溶融性の性質は、非常に有利に、いくつかのフィラメントを含有し様々な形状および断面を有する広く様々な多成分複合補強材を熱結合によって製造することを可能にし、これは、カバー材料の少なくとも部分的な融解を行い、次いで熱可塑性材料(12)のシースが一緒に配置された後にこのシースで覆われたフィラメント(10)の全てを冷却することによって、適切な手法で配置構成される。この少なくとも部分的な融解は、好ましくは熱可塑性材料12の融解温度Tmと熱硬化性樹脂102のガラス転移温度Tg2との間の温度で実施されることになる。
したがって図5は、断面で、本発明による多成分複合補強材(R−5)の別の例を示し、図2(図2b)に示される2つの個々の多成分複合補強材R−2は、接触するようになり、結合され、それらの熱可塑性シース(12)の表層融解によって一緒に溶接されており、その後、冷却ステップを行うことにより、厚さDRのこの補強材R−5を得ることを目的とする。
本発明は、ゴムまたはエラストマー、特にジエンゴムまたはエラストマー組成物の2つの層の間にかつ接触して位置決めされた、上述の本発明による少なくとも1つの多成分複合補強材を含む、多層積層体にも関する。
− 国際特許分類の意味の範囲内にある「積層体」または「多層積層体」:互いに接触している平らなまたは平らではない形の少なくとも2つの層を含む任意の生成物であって、後者はおそらくは一緒に接合されもしくは接続されておりまたは接合も接続もされておらず;「接合」または「接続」という用語は、特に接着結合を介して接合しまたは組み立てる全ての意味を含むように広く解釈すべきであり;
− 「ジエン」ゴム:ジエンモノマーから、即ち2つの炭素間二重結合を保持するモノマーから、後者が共役していても非共役であっても、少なくとも部分的に得られる(即ち、ホモポリマーまたはコポリマー)、任意のエラストマー(単一エラストマーまたはエラストマーの混合物)である。
この軽く効率的な多層積層体は、腐食に対して耐性があるものであり、鋼製コードにより補強された従来のプライを有利に置き換えることを可能にする。
さらにかなりの量の熱可塑性材料が存在することにより、本発明のこの積層体にはさらに、これら従来の布地に比べて低いヒステリシスを有するという利点がある。さらに、空気圧式タイヤの製造の主な目的は、これらのタイヤの転がり抵抗を低減させるために、その構成要素のヒステリシスをより低下させることでもある。
このジエンエラストマーは、好ましくは、ポリブタジエン(BR)、天然ゴム(NR)、合成ポリイソプレン(IR)、様々なブタジエンコポリマー、様々なイソプレンコポリマー、およびこれらのエラストマーの混合物からなる群から選択され、そのようなコポリマーは、ブタジエン/スチレンコポリマー(SBR)、イソプレン/ブタジエンコポリマー(BIR)、イソプレン/スチレンコポリマー(SIR)、およびイソプレン/ブタジエン/スチレンコポリマー(SBIR)からなる群から特に選択される。
好ましくは、ゴム組成物を架橋するための系は、加硫系と呼ばれる系であり、即ち、硫黄(または硫黄供与剤)および1次加硫加速剤をベースにしたものである。様々な公知の加硫活性化剤または2次加速剤を、この基本的な加硫系に添加してもよい。硫黄は、0.5から10phrの間の好ましい含量で使用され、1次加硫加速剤、例えばスルフェンアミドは、0.5から10phrの間の好ましい含量で使用される。補強充填剤、例えばカーボンブラックまたはシリカの含量は、好ましくは50phr超であり、特に50から150phrの間である。
当業者なら、本発明の記述に照らし、所望のレベルの性質(特に、弾性係数)を実現するためにかつ考えられる特定の適用例に配合物を適応させるために、ゴム組成物の配合をどのように調節するかがわかるであろう。
1つの好ましい実施形態によれば、本発明の多層積層体において、熱可塑性層(12)には、それが接触するゴム組成物の各層に面する接着層が設けられる。
上記接着剤コーティングプロセスの前に、熱可塑性材料の表面を例えば機械的にかつ/または物理的にかつ/または化学的に活性化して、その接着剤の取込みおよび/またはそのゴムへの最終的な接着を改善することが有利と考えられる。機械的処理は、例えば、表面をつや消ししまたは引っ掻く事前のステップからなるものとすることができ;物理的処理は、例えば、電子ビームなどの放射線を介した処理からなるものとすることができ;化学的処理は、例えば、エポキシ樹脂および/またはイソシアネート化合物の浴に事前に通すステップからなるものとすることができる。
熱可塑性材料の表面は、原則として滑らかであるので、その接着剤コーティング中に多成分複合補強材によって接着剤の全取込みを改善するために、使用される接着剤に増粘剤を添加することが有利とも考えられる。
当業者なら、本発明の多成分複合補強材の熱可塑性ポリマー層と、本発明の多層積層体に接触している各ゴム層との間の接続は、ゴム物品、特に、積層体が意図されるタイヤの最終硬化(架橋)中に、決定的に確認されることが容易に理解されよう。
これらのGRCモノフィラメントをベースにした本発明による多成分複合補強材および多層積層体のGRCモノフィラメントの製造と、空気圧式タイヤでの補強要素としてのその使用の例を、以下に示す。
添付される図8は、図1に示されるGRCモノフィラメント(10)の生成を可能にするデバイス100の例を、非常に簡単に示す。
この図において、リール110は、例示される例において、ガラス繊維111(マルチフィラメントの形をとる)を含有することがわかる。これらの繊維111の直線的配置構成112が生成されるように、搬送することによってリールを連続的に解く。一般に補強繊維は、「粗紡」として送出され、即ち既に、リール上に平行に巻かれた繊維の群になっており;例えば、Owens Corningから「Advantex」という繊維名で販売されている、1200texに等しいカウント数の繊維が使用される(心覚えとして、1tex=1g/1000m繊維)。これは例えば、繊維を平行に進行させることができかつGRCモノフィラメントを設備100の長さに沿って移動させることができる、回転受容器126によって加えられる張力である。
真空チャンバ113および出口管材113bから出ると、繊維111の配置構成112は、供給タンク115(示されていない計量ポンプに接続される)およびビニルエステル型の硬化性樹脂(例えば、DSM製「E−Nova FW 2045」)をベースとした含浸組成物117で完全に満たされた密封含浸タンク116を含む含浸チャンバ114を通過する。例として、組成物117はさらに、UVおよび/またはUV−可視放射線に適した光開始剤、例えばビス(2,4,6−トリメチルベンゾイル)フェニルホスフィンオキシド(BASF製「Irgacure 819」)を含み(1〜2%の質量含量で)、それによって組成物は引き続き処理されることになる。例えばtris(2−ヒドロキシエチル)イソシアヌレートトリアクリレート(Sartomer製「SR 368」)などの架橋剤(例えば、約5%から15%)を含んでいてもよい。当然ながら、含浸組成物117は液体状態にある。
好ましくは、含浸チャンバは数メートルの長さであり、例えば2から10mの間であり、特に3から5mの間である。
次いでプリプレグを、少なくとも1つのサイジングダイ120を含むサイジング手段119内に通し、その通路(ここには図示せず)は、例えば円形、長方形、またはそうでない場合には円錐形の形状であって、特定の実施形態の条件に適したものである。例として、この通路は円形の最小断面を有し、その下流のオリフィスは、目標とするモノフィラメントの場合よりも僅かに大きい直径を有する。前記ダイは、最小断面の最小寸法よりも典型的には少なくとも100倍大きい長さを有する。その目的は、完成製品に良好な寸法精度を与えることであり、樹脂に対する繊維含量を計量する役割を果たしてもよい。実施形態の1つの可能性ある代替形態によれば、ダイ120は、含浸チャンバ114に直接組み込むことができ、それによって例えば、出口管材118を使用する必要性が回避される。
サイジング手段(119、120)により、その含浸樹脂がこの段階で液体のままであるという意味で液体である、「液体」複合材モノフィラメント(121)が、この段階で得られ、その断面形状は、好ましくは本質的に円形である。
次いでサイジング手段(119、120)の出口で、このように得られた液体複合材モノフィラメント(121)を、複合材モノフィラメントが内部を移動する密封ガラス管(123)を含んだUV照射チャンバ(122)内に通すことによって重合し;その直径が典型的には数cm(例えば、2〜3cm)である前記管を、ガラス管から短い距離(数cm)に配置構成された列に並んだ複数の(ここでは、例えば4つ)UV照射器(124)(Dr.Honleの「UVAprint」ランプ、波長200〜600nm)によって照射する。好ましくは、照射チャンバは数メートルの長さであり、例えば2から15mの間であり、特に3から10mの間である。この例における照射管123は、その内部を流れる窒素流を有する。
次いでこのように得られたGRCモノフィラメントは、本質的に、エポキシ樹脂(Nagase ChemteX Corporation製「DENACOL」EX−512ポリグリセロールポリグリシジルエーテル、約1%)およびイソシアネート化合物(EMS製「GRILBOND」IL−6カプロラクタム−ブロックドイソシアネート化合物、約5%)をベースにした水性浴(水約94%)内を通過することによって、接着コーティング操作に供され、その接着コーティングステップの後は、乾燥(185℃で30秒)、次いで熱処理(200℃で30秒)が行われる。
DMは約1.0mmに等しく;Emは約0.2mmに等しく;DRは約1.4mmに等しく;Tg1は約180℃に等しく;Tg2は約76℃に等しく;Arは約3.8%に等しく;ER20は約14GPaに等しく;EM20は約34GPaに等しく;E’150は約30GPaに等しく;E’(Tg1-25)/E’20は約0.92に等しく;モノフィラメントの曲げの最中の圧縮弾性変形は約3.6%に等しく;モノフィラメントの曲げの最中の圧縮破断応力は約1350MPaに等しく;モノフィラメント中のガラス繊維の質量含量は約70%に等しく;20℃での熱硬化性ビニルエステル樹脂の初期引張り係数は約3.6GPaに等しく;PETの初期引張り係数(20℃で)は約1100MPaに等しく;PETの弾性伸び(20℃で)は5%よりも大きく;PETの破断点伸び(20℃で)は10%よりも大きい。
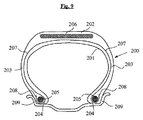
例として図9は、この概略図において本発明によるまたはよらない空気圧式タイヤを通る半径断面を非常に概略的に示す(特定の縮尺に忠実ではない)。
この空気圧式タイヤ200は、クラウン補強物またはベルト206によって補強されたクラウン202、2つの側壁203、および2つのビード204を含み、これらのビード204のそれぞれは、ビードワイヤ205で補強されている。クラウン202には、この概略図には図示されないトレッドが設けられている。カーカス補強物207は、各ビード204内の2つのビードワイヤ205の周りに巻き付けられ、この補強物207の折り返し部分208は、ここではそのホイールリム209に適合した状態で表される、例えばタイヤ200の外側に向かって位置決めされる。当然ながら、この空気圧式タイヤ200はさらに、公知の手法で、気密ゴムまたは層と一般に呼ばれるゴムの層201を含み、これはタイヤの半径方向の内面を画定するものでありかつ空気圧式タイヤの内部空間から生ずる空気の拡散からカーカスプライを保護するものである。
ベルト206は例えば、従来技術のタイヤにおいては、互いに実質的に平行に位置決めされかつメジアン円周平面に対して傾斜している金属コードで補強された、「作用プライ」または「三角プライ」として公知の少なくとも2つの重ねられかつ交差されたゴムプライで形成され、これらの作用プライをその他のゴムファブリックおよび/またはプライと組み合わせてもよいことが可能である。これら作用プライの主な役割は、空気圧式タイヤに高いコーナリング剛性を与えることである。ベルト206は、この例において、「円周」補強スレッドと呼ばれるもので補強された「フーププライ」と呼ばれるゴムプライを含んでいてもよく、即ち、これらの補強スレッドは、実際に互いに平行に配置構成され、空気圧式タイヤに沿って実質的に円周方向に延び、その結果、好ましくはメジアン円周平面に対して0〜10°の範囲内の角度を形成するようになる。これらの補強スレッドの役割は、特に、高速でのクラウンの遠心力に耐えることである。
Claims (15)
- 少なくとも
− Tg1で示されるそのガラス転移温度が150℃よりも高い、熱硬化性樹脂(102)に埋め込まれたガラスフィラメント(101)を含むガラス−樹脂複合材(「GRC」と略す)で作製された、1つまたは複数のモノフィラメント(10)、
− 前記モノフィラメントを、各モノフィラメントを個別にまたはいくつかのモノフィラメントをまとめて覆う、熱可塑性材料(12)の層であって、Tg2で示されるそのガラス転移温度が20℃よりも高い層
を含む、多成分複合補強材(R1、R2)。 - Tg1が160℃よりも高い、請求項1に記載の多成分複合補強材。
- Tg2が50℃よりも高い、請求項1または2に記載の多成分複合補強材。
- 20℃で測定された破断点伸び(Ar)が3.0%以上であり、20℃で測定された初期引張り係数(E R20 )が、9GPaよりも大きい、請求項1から3までのいずれか1項に記載の多成分複合補強材。
- 20℃で測定された、前記または各GRCモノフィラメントの初期引張り係数(EM20)が、30GPaよりも大きく、DMTA法により150℃で測定された、前記または各GRCモノフィラメントの複素弾性係数(E’ 150 )の実数部が、25GPaよりも大きい、請求項1から4までのいずれか1項に記載の多成分複合補強材。
- そのE’(Tg1-25)/E’20比が0.85よりも大きく、E’20およびE’(Tg1-25)は、それぞれ20℃でおよび(Tg1−25)に等しい℃を単位として表される温度でDMTAにより測定された前記または各GRCモノフィラメントの複素弾性係数の実数部である、請求項1から5までのいずれか1項に記載の多成分複合補強材。
- 前記または各GRCモノフィラメントの曲げの最中の圧縮弾性変形が、3.0%よりも大きく、前記または各GRCモノフィラメントの曲げの最中の圧縮破断応力が、1000MPaよりも大きい、請求項1から6までのいずれか1項に記載の多成分複合補強材。
- 前記熱硬化性樹脂がビニルエステル樹脂である、請求項1から7までのいずれか1項に記載の多成分複合補強材。
- 20℃で測定された前記熱硬化性樹脂の初期引張り係数が、3.0GPaよりも大きい、請求項1から8までのいずれか1項に記載の多成分複合補強材。
- 前記熱可塑性材料が、ポリマーまたはポリマー組成物であり、前記ポリマーがポリエステルである、請求項1から9までのいずれか1項に記載の多成分複合補強材。
- 20℃で測定された前記熱可塑性材料の初期引張り係数が、500から2500MPaの間である、請求項1から10までのいずれか1項に記載の多成分複合補強材。
- 20℃で測定された前記熱可塑性材料の弾性伸びが、5%よりも大きい、請求項1から11までのいずれか1項に記載の多成分複合補強材。
- 20℃で測定された前記熱可塑性材料の破断点伸びが、10%よりも大きい、請求項1から12までのいずれか1項に記載の多成分複合補強材。
- 前記または各GRCモノフィラメントの直径(DM)が、0.2から2.0mmの間であり、前記または各モノフィラメントを覆う熱可塑性材料の前記層の最小厚さ(E m )が、0.05から0.5mmの間である、請求項1から13までのいずれか1項に記載の多成分複合補強材。
- 請求項1から14までのいずれか1項に記載の多成分複合補強材を含む、車両タイヤ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1363019A FR3015363B1 (fr) | 2013-12-19 | 2013-12-19 | Renfort multi-composite |
| FR1363019 | 2013-12-19 | ||
| PCT/EP2014/076446 WO2015090973A1 (fr) | 2013-12-19 | 2014-12-03 | Renfort multi-composite pour pneumatique |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017500457A JP2017500457A (ja) | 2017-01-05 |
| JP2017500457A5 JP2017500457A5 (ja) | 2018-02-01 |
| JP6488309B2 true JP6488309B2 (ja) | 2019-03-20 |
Family
ID=50069241
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016541651A Active JP6488309B2 (ja) | 2013-12-19 | 2014-12-03 | タイヤ用多成分複合補強物 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20160318342A1 (ja) |
| EP (1) | EP3083775B1 (ja) |
| JP (1) | JP6488309B2 (ja) |
| KR (1) | KR102348477B1 (ja) |
| CN (1) | CN105829408B (ja) |
| FR (1) | FR3015363B1 (ja) |
| WO (1) | WO2015090973A1 (ja) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9751270B2 (en) | 2013-06-15 | 2017-09-05 | Advancing Mobility, Llc | Annular ring and non-pneumatic tire |
| FR3009225B1 (fr) | 2013-08-01 | 2015-07-31 | Michelin & Cie | Monobrin en cvr (composite verre-resine) ameliore |
| UA117857C2 (uk) * | 2014-03-17 | 2018-10-10 | Кондево С.П.А. | Теплообмінний блок та спосіб здійснення теплообміну |
| FR3020369B1 (fr) | 2014-04-29 | 2016-05-06 | Michelin & Cie | Renfort plat multi-composite |
| US10953696B2 (en) | 2015-02-04 | 2021-03-23 | Camso Inc | Non-pneumatic tire and other annular devices |
| BR112017025585B1 (pt) * | 2015-05-28 | 2021-12-21 | Compagnie Generale Des Etablissements Michelin | Reforço multicompósito feito de vidro-resina aperfeiçoado |
| FR3036651B1 (fr) | 2015-05-28 | 2017-05-19 | Michelin & Cie | Renfort plat multi-composite |
| FR3044320B1 (fr) | 2015-11-26 | 2017-11-24 | Michelin & Cie | Revetement adhesif au metal, hydrophobe et electriquement conducteur, utilisable notamment comme peinture pour plaque bipolaire de pile a combustible |
| WO2017106750A1 (en) | 2015-12-16 | 2017-06-22 | Thompson Ronald H | Track system for traction of a vehicle |
| RU2640553C2 (ru) * | 2016-04-26 | 2018-01-09 | Общество С Ограниченной Ответственностью "Анизопринт" | Композитная армирующая нить, препрег, лента для 3D печати и установки для их изготовления |
| FR3054146B1 (fr) | 2016-07-19 | 2018-07-13 | Compagnie Generale Des Etablissements Michelin | Procede de depot d'un revetement adhesif au metal, hydrophobe et electriquement conducteur |
| FR3056444A1 (fr) | 2016-09-27 | 2018-03-30 | Compagnie Generale Des Etablissements Michelin | Roue elastique non pneumatique incorporant un stratifie a base de caoutchouc silicone et de composite fibre-resine |
| FR3056442A1 (fr) | 2016-09-27 | 2018-03-30 | Compagnie Generale Des Etablissements Michelin | Produit stratifie a base de caoutchouc silicone et de composite fibre-resine |
| EP3638515B1 (en) | 2017-06-15 | 2023-04-05 | Camso Inc. | Wheel comprising a non-pneumatic tire |
| KR102402636B1 (ko) * | 2018-06-21 | 2022-05-25 | 코오롱인더스트리 주식회사 | 경량화된 고무 보강재, 그 제조방법 및 이를 포함하는 타이어 |
| WO2020109722A1 (fr) | 2018-11-30 | 2020-06-04 | Compagnie Generale Des Etablissements Michelin | Matériau multi-composite à base de composite verre-résine |
| FR3089218A3 (fr) | 2018-11-30 | 2020-06-05 | Michelin & Cie | Matériau multi-composite à base de composite verre-résine |
| FR3089228A3 (fr) * | 2018-11-30 | 2020-06-05 | Michelin & Cie | Collage d’un monobrin en composite verre-résine à une matrice thermoplastique |
| FR3089217A3 (fr) * | 2018-11-30 | 2020-06-05 | Michelin & Cie | Matériau multi-composite à base de composite verre-résine |
| WO2020109723A1 (fr) | 2018-11-30 | 2020-06-04 | Compagnie Generale Des Etablissements Michelin | Collage d'un monobrin en composite verre-résine à une matrice thermoplastique |
| WO2020109721A1 (fr) | 2018-11-30 | 2020-06-04 | Compagnie Generale Des Etablissements Michelin | Matériau multi-composite à base de composite verre-résine |
| CN109281214A (zh) * | 2018-12-03 | 2019-01-29 | 江苏兴达钢帘线股份有限公司 | 一种钢帘线及其制造方法及具有此钢帘线的轮胎 |
| FR3089995A3 (fr) * | 2018-12-18 | 2020-06-19 | Michelin & Cie | Composition de résine comprenant un agent de réticulation spécifique |
| FR3100746A1 (fr) * | 2019-09-18 | 2021-03-19 | Compagnie Generale Des Etablissements Michelin | Tringle comprenant des enroulements surgommés |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5143501B2 (ja) * | 1973-01-27 | 1976-11-22 | ||
| US4111249A (en) * | 1976-11-08 | 1978-09-05 | Grumman Aerospace Corporation | Band reinforced radial tire |
| US4734144A (en) * | 1985-04-25 | 1988-03-29 | Grumman Aerospace Corporation | Banded-tire building method |
| JPH04202825A (ja) * | 1990-11-29 | 1992-07-23 | Toyobo Co Ltd | 複合モノフィラメント |
| JP3848771B2 (ja) * | 1998-01-09 | 2006-11-22 | 横浜ゴム株式会社 | 空気入りタイヤ |
| FR2787388B1 (fr) | 1998-12-18 | 2001-01-12 | Conception & Dev Michelin Sa | Bandage elastique utilisable de facon non pneumatique |
| EP1074369B1 (fr) | 1999-08-04 | 2005-10-05 | Conception et Développement Michelin S.A. | Procédé de fabrication de pièces en composite fortement sollicitées |
| WO2001027190A1 (fr) * | 1999-10-13 | 2001-04-19 | Toray Industries, Inc. | Composition de resine epoxy pour matiere composite renforcee par des fibres, pre-impregne et matiere composite renforcee par des fibres ainsi obtenue |
| DE69929903T2 (de) | 1999-12-10 | 2006-09-28 | Michelin Recherche Et Technique S.A. | Elastischer selbsttragender reifen |
| EP1167080B1 (fr) * | 2000-06-22 | 2007-01-03 | Conception et Développement Michelin S.A. | Bandage renforcé par un élément composite, ainsi qu'un tel élément |
| ATE307021T1 (de) | 2000-07-17 | 2005-11-15 | Conception & Dev Michelin Sa | Kontinuieriche imprägnierung von sehr langen fasern mit einem harz zur herstellung von langgestreckten verbundelementen |
| CN100497007C (zh) | 2001-08-24 | 2009-06-10 | 米其林技术公司 | 非充气轮胎 |
| FR2839015A1 (fr) | 2002-04-29 | 2003-10-31 | Conception & Dev Michelin Sa | Bandage flexible non pneumatique |
| ATE552957T1 (de) | 2006-01-27 | 2012-04-15 | Michelin Rech Tech | Verfahren zur herstellung eines verbundstoffrings |
| EP2091762B1 (en) * | 2006-11-22 | 2010-04-21 | Pirelli Tyre S.p.A. | Tire with light weight bead core |
| FR2910838B1 (fr) | 2006-12-27 | 2009-03-06 | Conception & Dev Michelin Sa | Procede et dispositif de fabrication d'un anneau composite |
| FR2921013B1 (fr) | 2007-09-14 | 2009-11-27 | Soc Tech Michelin | Roue elastique non pneumatique. |
| FR2928859B1 (fr) * | 2008-03-19 | 2010-03-19 | Michelin Soc Tech | Produit stratifie composite |
| FR2928865B1 (fr) | 2008-03-19 | 2010-03-19 | Michelin Soc Tech | Roue elastique non pneumatique |
| FR2943269B1 (fr) * | 2009-03-20 | 2011-04-22 | Michelin Soc Tech | Renfort composite auto-adherent |
| FR2964597B1 (fr) | 2010-09-09 | 2012-08-31 | Michelin Soc Tech | Roue elastique non pneumatique multietages |
| FR2978769B1 (fr) | 2011-08-04 | 2013-09-27 | Michelin Soc Tech | Composition adhesive aqueuse a base de polyaldehyde et de polyphenol |
| FR2978770B1 (fr) | 2011-08-04 | 2013-09-27 | Michelin Soc Tech | Composition adhesive aqueuse a base de polyaldehyde et phloroglucinol |
| FR2978771B1 (fr) | 2011-08-04 | 2013-09-27 | Michelin Soc Tech | Composition adhesive aqueuse a base de polyaldehyde et 2,2', 4,4'-tetrahydroxydiphenyl sulfide |
| US10105989B2 (en) * | 2011-12-22 | 2018-10-23 | Compagnie General Des Etablissements Michelin | Shear band with interlaced reinforcements |
| FR2986455B1 (fr) | 2012-02-08 | 2014-10-31 | Michelin & Cie | Renfort composite gaine d'une couche de polymere auto-adherente au caoutchouc |
| FR2986456B1 (fr) | 2012-02-08 | 2014-03-07 | Michelin & Cie | Renfort composite gaine d'une couche de polymere auto-adherente au caoutchouc |
| FR2991632B1 (fr) * | 2012-06-07 | 2014-06-27 | Michelin & Cie | Tringle hybride allegee pour pneumatique. |
| FR3009225B1 (fr) * | 2013-08-01 | 2015-07-31 | Michelin & Cie | Monobrin en cvr (composite verre-resine) ameliore |
-
2013
- 2013-12-19 FR FR1363019A patent/FR3015363B1/fr not_active Expired - Fee Related
-
2014
- 2014-12-03 KR KR1020167015923A patent/KR102348477B1/ko active IP Right Grant
- 2014-12-03 US US15/104,438 patent/US20160318342A1/en not_active Abandoned
- 2014-12-03 CN CN201480069089.5A patent/CN105829408B/zh active Active
- 2014-12-03 EP EP14808950.1A patent/EP3083775B1/fr active Active
- 2014-12-03 JP JP2016541651A patent/JP6488309B2/ja active Active
- 2014-12-03 WO PCT/EP2014/076446 patent/WO2015090973A1/fr active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| KR102348477B1 (ko) | 2022-01-07 |
| FR3015363A1 (fr) | 2015-06-26 |
| US20160318342A1 (en) | 2016-11-03 |
| EP3083775B1 (fr) | 2017-09-06 |
| KR20160102182A (ko) | 2016-08-29 |
| JP2017500457A (ja) | 2017-01-05 |
| CN105829408A (zh) | 2016-08-03 |
| WO2015090973A1 (fr) | 2015-06-25 |
| EP3083775A1 (fr) | 2016-10-26 |
| FR3015363B1 (fr) | 2016-02-05 |
| CN105829408B (zh) | 2018-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6488309B2 (ja) | タイヤ用多成分複合補強物 | |
| JP6518266B2 (ja) | 多複合体平面補強材 | |
| JP6728194B2 (ja) | 改善された特性を有するガラス−樹脂マルチ複合補強材 | |
| KR102521824B1 (ko) | 다중복합체 편평형 보강재 | |
| JP6194543B2 (ja) | ゴム自己接着性ポリマー層でシーズした複合補強材 | |
| KR102360510B1 (ko) | 개선된 유리-수지로부터 제조된 다중복합체 보강재 | |
| JP6082888B2 (ja) | ゴム自己接着性ポリマー層でシーズした複合補強材 | |
| JP5782514B2 (ja) | 複合補強材 | |
| JP5807679B2 (ja) | 複合補強材 | |
| JP5705835B2 (ja) | 特にタイヤ用の、自己接着性複合補強材及び関連する製造方法 | |
| JP5995248B2 (ja) | 自己接着性複合補強材 | |
| US20120125506A1 (en) | Self-Adhesive Composite Reinforcement | |
| KR20130108365A (ko) | 자가 접착 합성 강화재를 포함하는 타이어 커버 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20171122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171204 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171204 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181227 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190225 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6488309 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |