JP6486545B2 - 回転電機のステータ、これを用いた回転電機、および回転電機のステータの製造方法 - Google Patents
回転電機のステータ、これを用いた回転電機、および回転電機のステータの製造方法 Download PDFInfo
- Publication number
- JP6486545B2 JP6486545B2 JP2018500051A JP2018500051A JP6486545B2 JP 6486545 B2 JP6486545 B2 JP 6486545B2 JP 2018500051 A JP2018500051 A JP 2018500051A JP 2018500051 A JP2018500051 A JP 2018500051A JP 6486545 B2 JP6486545 B2 JP 6486545B2
- Authority
- JP
- Japan
- Prior art keywords
- piece
- yoke
- stator
- magnetic pole
- pole piece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 22
- 238000000034 method Methods 0.000 title description 18
- 238000004804 winding Methods 0.000 claims description 92
- 230000008878 coupling Effects 0.000 claims description 13
- 238000010168 coupling process Methods 0.000 claims description 13
- 238000005859 coupling reaction Methods 0.000 claims description 13
- 230000002093 peripheral effect Effects 0.000 claims description 13
- 238000004080 punching Methods 0.000 claims description 8
- 238000010030 laminating Methods 0.000 claims description 2
- 238000005452 bending Methods 0.000 claims 1
- 229910000831 Steel Inorganic materials 0.000 description 40
- 239000010959 steel Substances 0.000 description 40
- 230000000052 comparative effect Effects 0.000 description 18
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 11
- 238000010586 diagram Methods 0.000 description 9
- 230000002452 interceptive effect Effects 0.000 description 9
- 239000012212 insulator Substances 0.000 description 7
- 230000004907 flux Effects 0.000 description 6
- 229910052742 iron Inorganic materials 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- 125000004122 cyclic group Chemical group 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 2
- 229910000976 Electrical steel Inorganic materials 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
Images















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/18—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/14—Stator cores with salient poles
- H02K1/146—Stator cores with salient poles consisting of a generally annular yoke with salient poles
- H02K1/148—Sectional cores
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/022—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies with salient poles or claw-shaped poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/08—Forming windings by laying conductors into or around core parts
- H02K15/095—Forming windings by laying conductors into or around core parts by laying conductors around salient poles
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
このステータでは、バックヨーク部同士が折り曲げ可能に連結することで、各磁極片にコイルを切断せずに連続して巻き付けることで、巻線端末部の接続回数を削減して、製作コストを低減できる。
この発明に係る回転電機のステータは、環状に配置された複数個の磁極片と継鉄片とを備え、磁極片は、環状の外周部に沿って配置されたバックヨーク部と、バックヨーク部から環状の中心方向に伸長するティース部を有し、磁極片は、4以上の偶数個からなり、磁極片のバックヨーク部は、磁極片の積層方向に垂直に伸びており、継鉄片との継ぎ目においてもコイルが巻き付けられるバックヨーク部の径方向内面が、ほぼ傾斜のない平坦な面であり、少なくとも一対の隣接する前記磁極片間に少なくとも一つの前記継鉄片を有し、前継鉄片は、環状の外周部に沿って配置されたバックヨーク部のみを有し、少なくとも一対の隣接する磁極片間に少なくとも一つの継鉄片を有し、磁極片と継鉄片とが折り曲げ可能に連結され、磁極片のバックヨーク部の長手方向の両端面が環状の中心軸に対して形成する角度は、継鉄片のバックヨーク部の長手方向の両端面が環状の中心軸に対して形成する角度より大きいものである。
実施の形態1は、磁極片と継鉄片とから構成される回転電機のステータ、および打ち抜き工程と、巻線工程と、コア閉じ工程とを備える回転電機のステータの製造方法に関するものである。
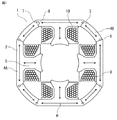
実施の形態1では、各4個の磁極片2と継鉄片3とから構成される回転電機のステータ1を例として説明する。
磁極片2は、薄板の電磁鋼板を軸方向に沿って複数枚積層する構造である。磁極片2は、積層方向に対して垂直方向に延びるバックヨーク部4Aとバックヨーク部4Aからステータ径方向内側に向けて突出したティース部5を有する。
継鉄片3は、薄板の電磁鋼板を軸方向に沿って複数枚積層する構造である。継鉄片3は、積層方向に対して垂直方向に延びるバックヨーク部4Bだけを有する。
なお、磁極片2のバックヨーク部を4A、継鉄片3バックヨーク部を4Bと区別しているが、特に区別する必要がない場合は、適宜バックヨーク部4と記載する。
すなわち、回転電機のステータ1は、環状に配置された複数個の磁極片2と継鉄片3とを備え、磁極片2は、環状の外周部に沿って配置されたバックヨーク部4Aと、バックヨーク部4Aから環状の中心方向に伸長するティース部5とを有している。継鉄片3は、環状の外周部に沿って配置されたバックヨーク部4Bのみを有している。
インシュレータ9が磁極片2のティース部5の周りを覆っており、コイル10がインシュレータ9の周りに巻かれている。
なお、ここでは環状と表現したが、図1の断面図からも明らかなように、ここでいう環状とは、断面が完全な円形である環状のみに限るものではない。例えば、略4角形、略6角形、略8角形、および、その他の多角形等で広く環状である場合を含む概念である。
また、図1において、矢印Hは磁束が流れる方向を示している。他の図においても、同様に矢印Hは磁束が流れる方向を示している。
図2は回転電機のステータ1のために、帯状の電磁鋼板31から鋼板片32を板取りする場合の板取図である。
また、図2において、矢印Jは電磁鋼板31の送り方向を示している。他の図においても、同様に矢印Jは電磁鋼板31の送り方向を示している。なお、電磁鋼板31の送り方向Jと電磁鋼板31の圧延方向Jは一致している。
鋼板片32は、磁極片2および継鉄片3から成り、磁極片2のバックヨーク部4Aの長手方向と継鉄片3のバックヨーク部4Bの長手方向が一致している。鋼板片32の長手方向、すなわち磁極片2と継鉄片3とのバックヨーク部4A、4Bの長手方向が、電磁鋼板31の送り方向Jと一致しており、電磁鋼板31の送り方向Jに対して垂直方向に、鋼板片32が2個並列に配置されている。
このとき、二つの鋼板片32は、両鋼板片32が有するティース部5が対向するように配置されるとともに、一方の鋼板片32のティース部5とティース部5の間に、もう一方の鋼板片32のティース部5が収まるようにして、並列配置される。
その後、絶縁材から成るインシュレータ9が、磁極片2のティース部5の外周に一体成型される。
なお、図2において、A0は、斜線部の面積、即ち1つの鋼板片32の面積である。
図3は回転電機のステータ1を形成する場合、自動巻線機21を使用して行う巻線作業の説明図である。図3(a)は、巻線作業中の磁極片2、継鉄片3および自動巻線機21の上面図である。図3(b)は、図3(a)のX−X’断面図である。
なお、巻線状態を分かり易くするために、4個の磁極片2のティース部5にコイル10を巻き付けた状態を示し、巻線が施されたティース部5は断面を示している。
以降の説明を分かり易くするために、図3(a)において、左端の磁極片2を第1の磁極片2、順次第2の磁極片2、第3の磁極片2、そして右端の磁極片2を第4の磁極片2と記載する。
磁極片2のバックヨーク部4Aの長手方向と継鉄片3のバックヨーク部4Bの長手方向が一致する形態でベース部24の軸方向端面に設置される。図3(b)に示されているように、継鉄片3の径方向外側の端面とベース部24とを面接触させることで位置決めさせる。押さえ板25は、継鉄片3のバックヨーク部4Bをベース部24に軸方向に板挟みして固定するためのものである。押さえ板25とベース部24とで、継鉄片3のバックヨーク部4Bを挟み込んで、ネジ26で固定される。
図4は、巻線作業終了後の各4個の磁極片2および継鉄片3を、巻線作業時の直線形状から環状に折り曲げて変形させているときの図である。各磁極片2のティース部5の自由端側の先端部を芯金30に順次押し当て、磁極片2および継鉄片3を巻線時の直線形状から環状に折り曲げていく。
環状に閉じる際に突き合わされる磁極片2と継鉄片3の端面には、それぞれ結合凸部7と結合凹部8が形成されており、周方向からの挿入により両端面が嵌合される。嵌合後、結合凸部7と結合凹部8との嵌合部の外周側から、例えばTIG(tungsten inert gas)溶接のような溶接手段によって突き合わせた端面同士を結合して一体化する。これで、コア閉じ作業が終了し、回転電機のステータ1が完成する。
結合凸部7と結合凹部8とを突き合わせ面に設けることで、突き合わせたときの半径方向のガタを抑制でき、内径真円度を向上できる。
図5は比較例の回転電機のステータ101の構成を示す断面図である。回転電機のステータ101は、4個の磁極片102のみを有する。磁極片102は、薄板の電磁鋼板を軸方向に沿って複数枚積層する構造であり、積層方向に対して垂直方向に延びるバックヨーク部104とバックヨーク部104から環状の中心方向に伸長するティース部105を有する。コイル110がティース部105を覆っているインシュレータの周りに巻かれている。磁極片102は、互いに隣接するバックヨーク部104の外周の薄肉部106により折り曲げ可能に連結されている。
なお、図5において、矢印Hは磁束が流れる方向を示している。
図2で説明した回転電機のステータ1と同様に、二つの鋼板片132は、両鋼板片132が有するティース部105が対向するように配置される。そして、一方の鋼板片132のティース部105とティース部105の間に、もう一方の鋼板片132のティース部105が収まるようにして、二つの鋼板片132は並列配置されて、打ち抜かれる。
なお、図6において、B0は、斜線部の面積、即ち1つの鋼板片132の面積である。
図2に示す実施の形態1の回転電機のステータ1の板取り配置では、鋼板片32の面積をA0とすると、材料使用率(2A0/(L1×L2))は37.8%である。
これに対して、図6に示す比較例の回転電機のステータ101の板取り配置では、鋼板片132の面積をB0とすると、材料使用率(2B0/(L3×L4))は36.7%である。
このように、磁極片2と継鉄片3とから構成される実施の形態1の回転電機のステータ1の方が、磁極片102のみから構成される比較例の回転電機のステータ101に比較して、高い材料使用率が得られる。
この理由は、図2の板取り配置では、図6の板取り配置と比較して、磁極片2と継鉄片3の各バックヨーク部4A、4Bの長手方向が電磁鋼板31の圧延方向Jに一致する量が大きいからである。
これに対して、図6に示した比較例の回転電機のステータ101の板取り配置では、図5の磁極片102のバックヨーク部104を流れる磁束の内磁束の方向が電磁鋼板31の圧延方向Jと一致している量は、回転電機のステータ1の場合に比較して少ない。
一般的に、圧延方向とこれに直交する方向では、圧延方向の方が磁気抵抗は小さく、鉄損を低減することができる。このため、実施の形態1の回転電機のステータ1の板取り配置の方が、比較例の回転電機のステータ101の板取り配置に比較して、良好な磁気特性の磁極片2および継鉄片3が得られる。
磁極片102のティース部105に巻線作業しているとき、磁極片102のティース部5のバックヨーク部104側に巻線しようとすると、フライヤ23の旋回面Qとバックヨーク部104が干渉する。このため、フライヤ23だけを用いてこの部位に巻線することは難しい。
これに対して、実施の形態1の回転電機のステータ1では、図3で明らかなように磁極片2のティース部5に巻線作業をする時、継鉄片3のバックヨーク部4Bはフライヤ23の旋回面Qよりも外側に位置している。このため、継鉄片3のバックヨーク部4Bがフライヤ23に干渉することを確実に避けることができる。これにより、磁極片2のティース部5のバックヨーク部4A側への整列巻きが容易にでき、かつ高速巻線が可能となる。
図8は、回転電機のステータ1を構成する磁極片2のバックヨーク部4Aと継鉄片3バックヨーク部4Bの周方向の長さ、つまり継ぎ目11の間隔が異なっている場合を示している。ここで、図8(a)は回転電機のステータ1の構成を示す断面であり、図8(b)は巻線時の配置形状を示している。
図8(a)において、磁極片2の両端の継ぎ目11と中心軸により形成される角度はθ1であり、継鉄片3の両端の継ぎ目11と中心軸により形成される角度はθ2である。ここで、磁極片2と継鉄片3は、θ1>θ2となるように配置されている。
このため、図8(b)に示すように、インシュレータ9のバックヨーク側の背面に磁極片2のバックヨーク部4Aが存在する。したがって、磁極片2のバックヨーク部4Aの長手方向と継鉄片3のバックヨーク部4Bの長手方向が一致するように配置して、磁極片2のティース部5にコイルを巻き付ける際、インシュレータ9のバックヨーク側への倒れを抑制できる。
図9(a)において、磁極片2の両端の継ぎ目11と中心軸により形成される角度はθ3であり、継鉄片3の両端の継ぎ目11と中心軸により形成される角度はθ4である。ここで、磁極片2と継鉄片3は、θ3=θ4となるように配置されている。
このため、図9(b)に示すように、インシュレータ9のバックヨーク側の背面の一部には磁極片2のバックヨーク部4Aが存在しない。したがって、磁極片2のバックヨーク部4Aの長手方向と継鉄片3のバックヨーク部4Bの長手方向が一致するように配置して、磁極片2のティース部5にコイルを巻き付ける際、背面にバックヨーク部4Aがない部分では、インシュレータ9のバックヨーク側への倒れが生じる。
なお、本実施の形態1の回転電機のステータの製造方法は、磁極片2と継鉄片3とから構成される回転電機のステータ1の製造方法であって、以下のステップ1(S01)からステップ3(S03)の工程から成るものである。
以上は、磁極片2と継鉄片3とは薄板の電磁鋼板を軸方向に沿って複数枚積層する構造であることを想定して説明した。しかし、磁極片2は継鉄片3とは、ブロックであってもよい。
以上は、磁極片と継鉄片の数が同数である場合、すなわち、磁極片と継鉄片とが交互に環状に配置されている場合についての説明であった。しかし、図11に示したように、磁極片72と磁極片72との間に継鉄片73が複数個存在する箇所がある場合、すなわち、磁極片に対し継鉄片の数が多い場合でも、バックヨーク部が巻線機のフライヤに干渉することを避けることができる。
上記に示した説明から、少なくとも一つの隣接する磁極片間に少なくとも継鉄片を有する構成とすれば、一つの隣接する磁極片間に継鉄片を有する部分については、巻線時にフライヤの旋回面から離すことができるため、バックヨーク部が巻線機のフライヤに干渉することを避けることができる。
このため、実施の形態1の回転電機のステータおよびその製造方法は、ティース部間のスペースを広く取り、バックヨーク部が巻線機のフライヤに干渉することを避けることができる。
実施の形態2の回転電機のステータ、およびその製造方法は、2台の自動巻線機を使用して二つの磁極片のティース部に同時に巻線作業を行うものである。
図13においても、説明を分かり易くするために、左端の磁極片2を第1の磁極片2、順次第2の磁極片2、第3の磁極片2、そして右端の磁極片2を第4の磁極片2と記載する。
2台の自動巻線機21を使用することで、巻線作業の時間は実施の形態1と比べて大幅に短縮される。
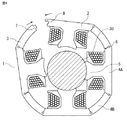
実施の形態3は、実施の形態1の回転電機のステータのバックヨーク部外周の薄肉部に替わる連結手段として、磁極片と継鉄片に設けた凸部と凹部とで行う構造の回転電機のステータに関するものである。
図15(a)は、実施の形態3の回転電機のステータの構成を示す断面図、図15(b)は、図15(a)のY−Y’断面図である。
図15において、実施の形態1の図1と同一あるいは相当部分は、同一の符号を付している。
なお、実施の形態1の回転電機のステータ1と区別するために、回転電機のステータ51、磁極片52、継鉄片53、各バックヨーク部54A、54B、ティース部55としている。
実施の形態3の回転電機のステータ51では、図15(b)に示すように磁極片52と継鉄片53は、互いに隣接する周方向端部に凸部57と凹部58とを設けている。この凸部57と凹部58とを積層方向に互いにカシメ止めして、折り曲げ可能に連結する連結手段を構成している。
このため、実施の形態3の回転電機のステータは、ティース部間のスペースを広く取り、バックヨーク部が巻線機のフライヤに干渉することを避けることができる。さらに、回転電機のステータの製造の生産性および機械的な精度を向上させることができる。
実施の形態4は、実施の形態1の回転電機のステータよりも磁極片および継鉄片の数を増やして、多極化した構造の回転電機のステータに関するものである。
図16において、実施の形態1の図1と同一あるいは相当部分は、同一の符号を付している。
なお、実施の形態1の回転電機のステータ1と区別するために、回転電機のステータ61、磁極片62、継鉄片63、各バックヨーク部64A、64B、ティース部65としている。
磁極片2のティース部5の数を増やし多極化することで、回転電機に生じるトルクリップルを低減できる。
実施の形態5は、実施の形態1の回転電機のステータを用いた回転電機に関するものである。
図17において、実施の形態1の図1と同一あるいは相当部分は、同一の符番号を付している。
回転電機201は、ステータ1に設けられたコイル10に電流を流して磁界を発生させ、ロータ202を回転させることで必要な回転力が得られる構造となっている。このように構成された回転電機201は、ステータ1のティース部5間のスペースを広く取り、バックヨーク部4A、4Bが巻線機のフライヤに干渉することを避けることができる。したがって、ステータ1に対して、効率的にコイル10を巻回すことが可能であり、回転電機201の生産性を上げることができる。
また、ここでは、磁極片と継鉄片の数が同数である場合について説明したが、実施の形態1の図11に示したように、磁極片に対し継鉄片の数が多い場合、または、図12に示したように、磁極片に対し継鉄片の数が少ない場合であってもよい。
さらに、実施の形態3、4で説明した回転電機のステータを使用することもできる。
Claims (9)
- 環状に配置された複数個の磁極片と継鉄片とを備え、
前記磁極片は、前記環状の外周部に沿って配置されたバックヨーク部と、前記バックヨーク部から前記環状の中心方向に伸長するティース部とを有し、
前記継鉄片は、前記環状の外周部に沿って配置されたバックヨーク部のみを有し、
前記磁極片は、4以上の偶数個からなり、
前記磁極片の前記バックヨーク部は、前記磁極片の積層方向に垂直に伸びており、
少なくとも一対の隣接する前記磁極片間に少なくとも一つの前記継鉄片を有し、前記磁極片と前記継鉄片とが折り曲げ可能に連結され、
前記磁極片の前記バックヨーク部の長手方向の両端面が前記環状の中心軸に対して形成する角度は、前記継鉄片の前記バックヨーク部の長手方向の両端面が前記環状の前記中心軸に対して形成する角度より大きい回転電機のステータ。 - 前記磁極片の前記バックヨーク部の背面と前記継鉄片の前記バックヨーク部の背面とが一直線上に展開できる請求項1に記載の回転電機のステータ。
- 前記環状に結合するための前記磁極片と前記継鉄片は、前記磁極片および前記継鉄片の一方の端面には結合凹部を他方の端面には結合凸部を設けた請求項1または請求項2に記載の回転電機のステータ。
- 前記磁極片と前記継鉄片とを折り曲げ可能に連結するために、前記磁極片の前記バックヨーク部および前記継鉄片の前記バックヨーク部の外周に薄肉部を設けた請求項1から請求項3のいずれか1項に記載の回転電機のステータ。
- 前記磁極片と前記継鉄片とが軸方向に沿って薄板を積層して形成され、前記磁極片と前記継鉄片とを折り曲げ可能に連結するために、前記磁極片および前記継鉄片の周方向端部に軸方向に互いに嵌合する凸部と凹部とを設けた請求項1から請求項3のいずれか1項に記載の回転電機のステータ。
- 環状に配置された複数個の磁極片と継鉄片とを備え、前記磁極片は、前記環状の外周部に沿って配置されたバックヨーク部と、前記バックヨーク部から前記環状の中心方向に伸長するティース部とを有し、前記磁極片は、4以上の偶数個からなり、前記磁極片の前記バックヨーク部は、前記磁極片の積層方向に垂直に伸びており、前記継鉄片は、前記環状の外周部に沿って配置されたバックヨーク部のみを有し、前記磁極片と前記継鉄片は交互に環状に配置されている回転電機のステータにおいて、
前記磁極片の前記バックヨーク部の長手方向の両端面が前記環状の中心軸に対して形成する角度は、前記継鉄片の前記バックヨーク部の長手方向の両端面が前記環状の前記中心軸に対して形成する角度より大きく、前記磁極片の前記バックヨーク部の背面と前記継鉄片の前記バックヨーク部の背面とが一直線上に展開できるように前記磁極片と前記継鉄片とを折り曲げ可能に連結して打ち抜き、軸方向に積層して固定する打ち抜き工程と、
前記継鉄片を保持しながら前記ティース部にコイルを巻き付け、前記継鉄片の前記環状の中心側の面に渡り線を沿わせて、隣接する前記ティース部に連続して巻線する巻線工程と、
前記ティース部に前記コイルが巻き付けられた前記磁極片と前記継鉄片を環状に折り曲げて、付き合わされる端面を結合し、一体化するコア閉じ工程と、
とから成る回転電機のステータの製造方法。 - 前記巻線工程において、複数の自動巻線機を用いて前記継鉄片を保持しながら複数個の前記ティース部に同時に前記コイルを巻き付ける請求項6に記載の回転電機のステータの製造方法。
- 請求項1から請求項5のいずれか1項に記載の回転電機のステータと前記回転電機のステータ内に回転可能に設けられたロータとを備えた回転電機。
- 環状に配置された複数個の磁極片と継鉄片とを備え、
前記磁極片は、前記環状の外周部に沿って配置されたバックヨーク部と、前記バックヨーク部から前記環状の中心方向に伸長するティース部とを有し、
前記継鉄片は、前記環状の外周部に沿って配置されたバックヨーク部のみを有し、
前記磁極片は、4以上の偶数個からなり、
前記磁極片の前記バックヨーク部は、前記磁極片の積層方向に垂直に伸びており、前記継鉄片との継ぎ目においてもコイルが巻き付けられる前記バックヨーク部の径方向内面が、ほぼ傾斜のない平坦な面であり、
少なくとも一対の隣接する前記磁極片間に少なくとも一つの前記継鉄片を有し、前記磁極片と前記継鉄片とが折り曲げ可能に連結され、
前記磁極片の前記バックヨーク部の長手方向の両端面が前記環状の中心軸に対して形成する角度は、前記継鉄片の前記バックヨーク部の長手方向の両端面が前記環状の前記中心軸に対して形成する角度より大きい回転電機のステータ。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016026477 | 2016-02-16 | ||
| JP2016026477 | 2016-02-16 | ||
| PCT/JP2017/004341 WO2017141761A1 (ja) | 2016-02-16 | 2017-02-07 | 回転電機のステータ、これを用いた回転電機、および回転電機のステータの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017141761A1 JPWO2017141761A1 (ja) | 2018-05-17 |
| JP6486545B2 true JP6486545B2 (ja) | 2019-03-20 |
Family
ID=59625073
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018500051A Active JP6486545B2 (ja) | 2016-02-16 | 2017-02-07 | 回転電機のステータ、これを用いた回転電機、および回転電機のステータの製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6486545B2 (ja) |
| CN (1) | CN108702044B (ja) |
| DE (1) | DE112017000839T5 (ja) |
| WO (1) | WO2017141761A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018047839A1 (ja) * | 2016-09-09 | 2018-03-15 | 三菱電機株式会社 | 回転電機のステータ、および、その製造方法 |
| CN109804531B (zh) * | 2016-10-19 | 2021-08-03 | 三菱电机株式会社 | 旋转电机的定子及其制造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2888142B2 (ja) * | 1993-11-08 | 1999-05-10 | 三菱電機株式会社 | 回転電動機並びにその製造方法 |
| JPH08223831A (ja) * | 1995-02-10 | 1996-08-30 | Toshiba Corp | 回転電機用の鉄心および回転子鉄心 |
| JPH1042497A (ja) * | 1996-07-18 | 1998-02-13 | Yamaha Motor Co Ltd | 電気モータの固定子 |
| JPH11262201A (ja) * | 1998-03-11 | 1999-09-24 | Shibaura Mechatronics Corp | 電動機のステータコア |
| JP3772608B2 (ja) * | 1999-10-28 | 2006-05-10 | 三菱電機株式会社 | 回転電機および圧縮機 |
| JP3704029B2 (ja) * | 2000-07-24 | 2005-10-05 | 三菱電機株式会社 | 始動用電動機の固定子 |
| WO2002084842A1 (fr) * | 2001-04-13 | 2002-10-24 | Matsushita Ecology Systems Co., Ltd. | Stator pour moteurs a rotor interne et procede de production |
| JP2007318858A (ja) * | 2006-05-24 | 2007-12-06 | Shinko Electric Co Ltd | リニアアクチェータ、リニアアクチュエータの固定子組立て方法及びアクチュエータ |
| JP2007336690A (ja) * | 2006-06-15 | 2007-12-27 | Mitsubishi Electric Corp | 電動機固定子 |
| JP5356897B2 (ja) | 2009-04-10 | 2013-12-04 | 三菱電機株式会社 | 回転電機及びその製造方法 |
| CN104753198B (zh) * | 2015-04-22 | 2017-10-27 | 广东威灵电机制造有限公司 | 预制定子冲片和具有其的定子冲片、定子以及电机 |
-
2017
- 2017-02-07 CN CN201780010779.7A patent/CN108702044B/zh active Active
- 2017-02-07 JP JP2018500051A patent/JP6486545B2/ja active Active
- 2017-02-07 DE DE112017000839.5T patent/DE112017000839T5/de active Pending
- 2017-02-07 WO PCT/JP2017/004341 patent/WO2017141761A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017141761A1 (ja) | 2018-05-17 |
| DE112017000839T5 (de) | 2018-11-22 |
| CN108702044B (zh) | 2020-06-19 |
| WO2017141761A1 (ja) | 2017-08-24 |
| CN108702044A (zh) | 2018-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012165624A (ja) | 回転電機のコイルエンド構造 | |
| JP4106375B2 (ja) | 回転電機の固定子 | |
| JP6330670B2 (ja) | ステータの製造方法 | |
| JP2013005541A (ja) | バスバーの成形方法、バスバー | |
| JP6486545B2 (ja) | 回転電機のステータ、これを用いた回転電機、および回転電機のステータの製造方法 | |
| JP2011151933A (ja) | 回転電機の固定子の製造方法および回転電機の固定子 | |
| EP3379704A1 (en) | Coil forming device and coil forming method | |
| JP2007306636A (ja) | インナーロータ型回転電機用固定子 | |
| JP6334823B2 (ja) | 回転電機の固定子、回転電機、回転電機の固定子の製造方法、回転電機の製造方法 | |
| JP6274476B2 (ja) | 電機子、電機子の製造方法および回転電機 | |
| JP5680397B2 (ja) | 電動モータの固定子 | |
| JP6811781B2 (ja) | 回転電機のステータ、および、その製造方法 | |
| WO2012114428A1 (ja) | 回転電機のユニットコア | |
| WO2020194787A1 (ja) | 電機子鉄心の製造方法、電気機械の製造方法、及び電気機械 | |
| JP2006211779A (ja) | ステータ構造 | |
| JP5292134B2 (ja) | ステータおよびモータ | |
| JP2019205230A (ja) | 回転電機の固定子の製造方法 | |
| JP2007166751A (ja) | 回転電機の固定子の製造方法 | |
| JP5353089B2 (ja) | ステータコイルの製造方法 | |
| JP5907833B2 (ja) | 回転電機の固定子 | |
| JP6632740B2 (ja) | 回転電機のステータとその製造方法 | |
| JP7203716B2 (ja) | コイル及びコイルの製造方法 | |
| JP2021153352A (ja) | モータステータ | |
| JP2021040461A (ja) | 電機子鉄心の製造方法、電気機械の製造方法、及び電気機械 | |
| JP2016135063A (ja) | 鉄心、固定子、回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180130 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180821 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181016 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190122 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190219 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6486545 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |