JP6428149B2 - 測定装置 - Google Patents
測定装置 Download PDFInfo
- Publication number
- JP6428149B2 JP6428149B2 JP2014216772A JP2014216772A JP6428149B2 JP 6428149 B2 JP6428149 B2 JP 6428149B2 JP 2014216772 A JP2014216772 A JP 2014216772A JP 2014216772 A JP2014216772 A JP 2014216772A JP 6428149 B2 JP6428149 B2 JP 6428149B2
- Authority
- JP
- Japan
- Prior art keywords
- pair
- measuring
- measuring elements
- measured
- elements
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
- Manipulator (AREA)
Description
この場合に歯溝にピン又はボールが正しく当接していないと、正確なオーバーピン径を測定することができない。
特許文献1には、測定プローブに支持されたアーム部材の先端当接部が、その当接時に歯溝の幅方向に対する動作が許容されたオーバーピン径計測装置を開示する。
しかし、同公報に開示する左右一対の測定プローブは、それぞれ個別に配置され、先端に当接部を有するアーム部材をそれぞれ個別に支持した構造になっている。
これでは、それぞれのアーム部材がその基部を支点にしてそれぞれ自由に動くことを許容しているので左右のアーム部材同士の直線性が確保されていなく、左右のアーム部材の角度差による測定誤差が生じる原因となっている。
ベース体は被測定物の端部に当接して一対の測定子の挿通方向の位置決めを行う位置出し部材を有することを特徴とする。
例えば、被測定物が内歯車の場合は一対の測定子の先端が内側の歯溝に挿通当接し内径オーバーピン径を測定することになり、外歯車の場合は逆に一対の測定子の先端が外側の歯溝に挿通当接して外径オーバーピン径を測定することになる。
従って、測定子の先端部が歯溝の両側の圧力面等に沿って正確に当接しないと測定に誤差が生じるが、本発明では一対の測定子を保持した支持体がフローティング機構により揺動するので一対の測定子同士、軸線の直線性を確保しながら相対する歯溝に当接する。
そして、測定装置の一対の測定子を歯車等の端部から内径部又は外径部に沿って、この位置出し部材が被測定物の端部に当接するまで挿通するだけで測定前の位置決めが出来る。
また、両側の測定子の先端が相対的に対応する歯車等の両側の歯溝に挿通されるように位置決めをしなければならないが、このように一対の測定子を内外径方向に一次位置決めをするガイド部材を有すると、測定装置のガイド部材を歯車等の端部から内径部又は外径部に沿って挿通させるだけで測定前の位置決めが出来る。
従って本発明で、一次位置決めとは、一対の測定子の各先端が対応する相対的な歯溝の近傍に位置するようにこの一対の測定子をガイドする趣旨である。
そして、測定装置の一対の測定子を歯車等の端部から内径部又は外径部に沿って、この位置出し部材が被測定物の端部に当接するまで挿通するだけで測定前の位置決めが出来る。
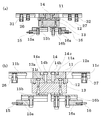
図1に本発明に係る測定装置の外観斜視図、図2(a)に平面図、(b)に側面図(B視)、図3にA−A線断面図を示す。
本明細書では便宜上、図4,5において一対の測定子の方向を左右方向、被測定物に上から測定装置を挿通する方向を上下方向と表現する。
この支持体12は、フローティング機構部14を介してベース体11に保持されている。
フローティング機構部14は、図5(b)に示すように被測定物(ワーク)Wの歯溝bに測定子が挿通,当接する際に溝幅方向に移動し、正確に当接するようにするものであれば、構造に制限がない。
本実施例では、図3に示すように、ベース体11の中央部に、上側の内径が大きい段差部11gを有する段差円孔部を形成し、この段差部11gに、下側の外径が小さい段差円盤部14aの段差部14cが載置されるようにし、この段差円孔部の内周部と段差円盤部14aの外周部との間に隙間11aが形成されるようにした。
段差円盤部14aは、支持体12とボルト14bにより固定連結され、段差円盤部14aが段差円孔部に対して溝幅(回転)方向に揺動するのを許容しているのでこれに従い、支持体12が溝幅方向に揺動する。
この揺動範囲は、図1及び図4(b)に示すようにベース体11の両側に取り付けた規制プレート11d,11eにて規制されている。
規制プレート11d,11eには内側方向に突没するボルトピン11fが取り付けられ、このボルトピン11fを回しその突出量の調整にて揺動範囲が調整可能になっている。
スライド部材15b,16bは、図1及び図2(b)に示すように駆動部13に設けたエアーシリンダー13a,13bにより、相互に近接する方向及び離間する方向に制御部13dを介してスライド制御されている。
左右のスライド部材15b,16bには、図3(b)に示すようにそれぞれ左右方向にレール溝を有し、このレール溝に沿って固定ボルト等を介して外側方向の突出量を調整可能に取付部材15a,16aを有し、この取付部材15a,16aに測定子15,16を取り付けてある。
測定子の先端部は球形状になっている。
これにより、被測定物であるワークの大きさに合わせて測定子の取付位置を調整することができる。
図4(a)及び(b)に示すように、スライド部材15b,16bには相互に交差するように略L字型の一対のアーム部材15c,16cの基部側を固定し、一方のアーム部材16cの先端側は上方に折り曲げた折曲部16dに当接部16eを有する。
他方のアーム部材15cの先端側にはセンサー部17の装着部15dを形成した。
このようにすると、一対の測定子15,16が離れる方向に移動すると、センサー部17の先端部が対向する当接部16eに当接し、センサー部17の先端が押し込まれることでリニアー移動し、測定子15,16の先端部間の距離が計測される。
このように、一対の測定子15,16が離間方向に移動するとアーム部材の先端部が近接する方向に移動するように一対のアーム部材15c,16cを交差させたので駆動部13やセンサー部17を一対の測定子15,16の内側に配置でき、全体としてコンパクトになる。
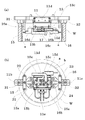
この取付アーム26,27は、ベース体11の裏面側に設けたレール部11b,11cに沿ってワークの大きさに合わせて左右の間隔が調整できるようにボルト等で取り付けてある。
また、ベース体11の両側の下面であって、ガイド部材21〜24の取付アーム26,27のそれぞれ外側には、測定装置10の上下方向の位置決めをするための、ブロック状の位置出し部材31,32がレール部11b,11cに沿ってスライド可能にボルト等にて取り付けてある。
図4に示すように測定子15,16を被測定物Wの内側に挿入する。
このときに、一対の測定子15,16が相対する被測定物(ワーク)Wの歯溝bの近傍に位置するように、4本のガイド部材21〜24がガイドする。
これにより、測定装置10の位置の一次位置決めが可能になる。
また、ベース体11の下面に取り付けた位置出し部材31,32が、被測定物Wの上側端部に当接し、上下方向の位置決めができる。
この状態で駆動部13を作動させ、図5に示すように測定子15,16が相対的に離れる方向に開く。
左右の測定子15,16の先端部は、被測定物(ワーク)Wの歯a,aの間の歯溝bに沿って挿通されるが、この際に支持体12がフローティング機構部14により、歯溝bの溝幅方向に揺動する。
この場合に左右一対の測定子15,16が支持体12にリジットに保持されながら、相互に揺動するので左右一対の測定子15,16の軸線の直線性が確保されているので安定している。
ロボット50のハンド部52は、180°割出し可能になっていて、一方の面に測定装置10を取り付け、反対側に被測定物(ワーク)Wをチャッキングするチャック部53を有している。
このようにすると、図6(b)に示すように、ブローチ盤等の工作機械等で機械加工が完了した被測定物Wに測定子15,16の部分を挿入してオーバーピン径を測定し、次にそのロボット50のハンド部52を上昇させ反転し、図6(c)に示すようにチャック部53にてワークWをチャックし、次工程にそのまま搬送できる。
例えば、測定結果が良好であれば、良品とし、測定結果が悪ければ、不良品と判定し、良品のみを次工程に判別搬送できるので、加工ラインの自動化も容易である。
また、歯数が奇数の時は、一対の測定子15,16が歯数が偶数の場合の時とはずれて歯溝bに当接するが、一般的なオーバーピン径測定方法と同様に精度良く測定できる。
11 ベース体
12 支持体
13 駆動部
13c レール部
14 フローティング機構部
15 測定子
15b,16b スライド部材
15c,16c アーム部材
16 測定子
17 センサー部
21,22,23,24 ガイド部材
31,32 位置出し部材
50 ロボット
52 ハンド部
53 チャック部
W 被測定物(ワーク)
Claims (3)
- 一対の測定子と、前記一対の測定子を相対的に近接及び離間制御可能に保持した支持体と、前記支持体をフローティング機構部により保持したベース体とを備え、前記一対の測定子間の距離を計測するセンサー部を有し、
前記ベース体は前記被測定物の端部に当接して前記一対の測定子の挿通方向の位置決めを行う位置出し部材を有することを特徴とする測定装置。 - 前記ベース体は被測定物の内径部又は外径部に対して、前記一対の測定子を内外径方向に一次位置決めをするガイド部材を有し、
前記ベース体は前記被測定物の端部に当接して前記一対の測定子の挿通方向の位置決めを行う位置出し部材を有することを特徴とする請求項1に記載の測定装置。 - 前記支持体は前記一対の測定子を相対的に近接及び離間制御するための駆動部を有し、
前記駆動部はレール部に沿ってスライドする一対のスライド部材を有し、
前記一対のスライド部材は前記一対の測定子を構成するそれぞれ一方の測定子と他方の測定子の先端部が外側方向に向けて対向配置するように前記各測定子をそれぞれ保持し、
且つ前記一対のスライド部材は相互に交差する方向に延在させた一対のアーム部材をそれぞれ有し、
前記一対の測定子が離間する方向に前記スライド部材がスライドすると、前記アーム部材の先端部間が近接方向に移動するものであり、前記一対のアーム部材の先端部間の距離を前記センサー部で計測するものであることを特徴とする請求項1又は2に記載の測定装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014216772A JP6428149B2 (ja) | 2014-10-24 | 2014-10-24 | 測定装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014216772A JP6428149B2 (ja) | 2014-10-24 | 2014-10-24 | 測定装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016085082A JP2016085082A (ja) | 2016-05-19 |
| JP6428149B2 true JP6428149B2 (ja) | 2018-11-28 |
Family
ID=55973628
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014216772A Active JP6428149B2 (ja) | 2014-10-24 | 2014-10-24 | 測定装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6428149B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110816838A (zh) * | 2019-09-12 | 2020-02-21 | 中航光电科技股份有限公司 | 一种新型挂架接口自动分离系统 |
| CN112595211B (zh) * | 2020-12-01 | 2023-01-20 | 洲磊新能源(深圳)有限公司 | 一种led筒灯灯圈直径合格检测装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57133308A (en) * | 1981-02-13 | 1982-08-18 | Tokyo Seimitsu Co Ltd | Wide-range inside diameter measuring device |
| JPH0128405Y2 (ja) * | 1981-03-26 | 1989-08-30 | ||
| JPH0783602A (ja) * | 1993-09-13 | 1995-03-28 | Seiko Seiki Co Ltd | 円筒穴測定装置 |
| JP3435016B2 (ja) * | 1997-05-07 | 2003-08-11 | 株式会社ミツトヨ | 内外側面測定機 |
| JP2010286399A (ja) * | 2009-06-12 | 2010-12-24 | Jtekt Corp | 球面ころ軸受の軌道輪の仕上げ加工方法及び球面ころ軸受の軌道面測定装置 |
-
2014
- 2014-10-24 JP JP2014216772A patent/JP6428149B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016085082A (ja) | 2016-05-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5628873B2 (ja) | パラレルリンクロボット | |
| JP2016083729A (ja) | 幾何誤差同定システム、及び幾何誤差同定方法 | |
| WO2020004222A1 (ja) | 検査マスタ | |
| US11774227B2 (en) | Inspection gauge for coordinate measuring apparatus and abnormality determination method | |
| KR20150145612A (ko) | 기계가공물 검사용 버니어 캘리퍼스 | |
| JP5349401B2 (ja) | 寸法測定装置 | |
| JP6428149B2 (ja) | 測定装置 | |
| JP2017083199A (ja) | 治具及びゲージ検査機 | |
| JP5371532B2 (ja) | 三次元測定機 | |
| KR100941970B1 (ko) | 서로 다른 두면에 형성된 구멍 크기 및 수직거리 측정장치 | |
| JP2018169180A (ja) | 内径測定装置およびそれを用いた内径測定方法 | |
| US10145665B2 (en) | Position measuring method for reference surface | |
| JP6738661B2 (ja) | 産業機械 | |
| JP6419380B1 (ja) | 検査マスタ | |
| CN105479469B (zh) | 用于自动机械的正交定位装置、系统和方法 | |
| JP6795911B2 (ja) | 測定方法及び測定装置 | |
| JP6254417B2 (ja) | 測定装置 | |
| JP5491098B2 (ja) | 工作機械のタッチプローブのキャリブレーション方法及び工作機械 | |
| JPH10103905A (ja) | 測定方法 | |
| JP4820681B2 (ja) | 形状測定機 | |
| JP2010160014A (ja) | 測定装置及び測定方法 | |
| JP5092075B2 (ja) | シャフト用治具 | |
| JP2011220971A (ja) | 部品の外径測定装置及び外径測定方法 | |
| JP3204906U (ja) | 角度計測用工具 | |
| JP4554468B2 (ja) | 平坦度計測方法および装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170904 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180314 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180523 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180813 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20180813 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180820 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20181002 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181015 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6428149 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |