JP6392122B2 - 表面加工されたシートガラスの高精度圧延成形 - Google Patents
表面加工されたシートガラスの高精度圧延成形 Download PDFInfo
- Publication number
- JP6392122B2 JP6392122B2 JP2014544858A JP2014544858A JP6392122B2 JP 6392122 B2 JP6392122 B2 JP 6392122B2 JP 2014544858 A JP2014544858 A JP 2014544858A JP 2014544858 A JP2014544858 A JP 2014544858A JP 6392122 B2 JP6392122 B2 JP 6392122B2
- Authority
- JP
- Japan
- Prior art keywords
- glass
- sizing
- roll
- rolls
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



















Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B13/00—Rolling molten glass, i.e. where the molten glass is shaped by rolling
- C03B13/08—Rolling patterned sheets, e.g. sheets having a surface pattern
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/065—Forming profiled, patterned or corrugated sheets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
Description
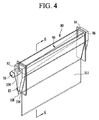
溶解ガラスセラミックの連続供給を、フィッシュテールスロット給送から図7−14に示したガラスロール成形用装置へと長時間供給した。ガラスを約1200℃の送達温度、約300ポアズの送達粘度、約300ポンド/時の送達流速で送達した。この装置は、上側のステンレス鋼製成形用ロールのセット、及び下側のセラミックコーティングされたサイズ決定用ロールのセットを備えていた。成形用ロールを、約550℃〜約580℃で変動する「高温」表面温度で作動させた。サイズ決定用及び表面加工用ロールを、約100℃の「低温」表面温度で作動させた。ガラスを圧延成形し、約254mm/秒の直線速度でサイズ決定した。試料は幅約88mm、長さ約305mmであった。正中線において、及び各端部から約4分の1インチ内側において、試料の長さ方向を辿る直線でガラスに印を付けた。これら3本の線それぞれに沿って、シートに沿ったあらゆる地点で、厚さ測定を実施した。測定された厚さは互いから約+/−0.0125mm以内であった。
・薄さ0.7mmのガラスシートを、この種のガラス成形システムを用いて製造できる。
・ロール表面温度制御は、許容可能な製品の製造のために制御する必要がある重要なパラメータであることがわかった。
・ガラス成形用ロール14、16上のステンレス鋼製ガラスロール成形表面を、光学高温計で測定して580℃〜600℃の表面温度に温度を制御して用い、最良の結果を得た。
・成形用ロールの表面温度が580℃未満の場合、表面のヘイズ、又はシートを端から端まで横断する、熱による周期的な浅割れが見られた。
・ロール表面温度が620℃より高い場合、ガラス成形用ロールの周りのガラスの歪みが明らかに発生した。
・ロール表面温度が低くなるほど、熱による浅割れ又は熱による粗化のようなヘイズを防止するために、より速くロールを作動する必要がある。これは、温度差が大きい場合、成形用ロール又はサイズ決定及び表面加工用ロールの高温ガラスから低温ガラスへの熱の熱伝達が増大することに起因すると考えられる。
11 溶融ガラス流
12 給送スロット
14,16 第1の成形用ロール、熱間成形用ロール
21 ガラスシート
24,26 第2の成形用ロール、サイズ決定及び表面加工用ロール
31 ガラスリボン
34,36 スペーサリング
41 ガラスリボン、シート
44,46 牽引用ロール
70 取瓶又は坩堝
80 アイソパイプ、一体の成形用本体
82 凹状部分
83 楔状部分
84 第1の凹部外側側面
86 第2の凹部外側側面
88 凹部底面
94 第1の凹部上面
96 第2の凹部上面
99 溜まり
104 第1の楔部側面
106 第2の楔部側面
108 基部
110 ガラス成形用モジュール
111 ガラスリボン、流
114,116 ラジエントヒータ
120 ガラスサイズ決定及び表面加工用モジュール
124,126 アングルブロック、温度センサ
125 放射加熱素子
127 放射加熱素子
128 空気圧シリンダ
130 任意のガラス牽引用モジュール
131 フレーム、ガラスリボン
132 並進駆動モータ
134 直角ギヤボックス
136 回転ギヤボックス
144,146 シュミットカップリング
154,156 回転式流体ユニオン
157 連結部分
158 上部シャフト
159 下部シャフト
161 中間シャフト、中間支持シャフト
162 出力シャフト
163 内側プレート
164 外側プレート
186 任意のネジ山付きロック用カラー
191 スペーサシム
192 断熱性シリンダ、コーティング
194,196 端部キャップ
198 凹状特徴部分、表面加工された特徴部分
201 隆起した特徴部分
202,204,206 シャフト
203 余剰の材料
205 ホッパ
207 調量用ブレード
211 無端ベルト
213 従動プーリ
215a,215c スプレーノズル
236 外側ガラスサイズ決定用表面
242 冷却剤ディストリビュータ、スプレーチューブ
244 拡散孔
246,246a,246b 冷却液
248 環状空隙
254,256 切断用ロール
260 真空ガラス成形用鋳型
262 コンベヤ
264,266 ガラスカッター
Claims (12)
- ガラス又はガラスセラミックシートを正確に圧延成形及び表面加工するための装置であって:
1000℃以上のガラス温度の溶融ガラス流又はガラスセラミック流を供給するためのガラス給送デバイス;及び
表面温度が500℃以上に維持された成形用ロールのペアであって、前記成形用ロールは互いに僅かに隙間を空けて隣接し、前記成形用ロールの間のガラス成形用空隙を画定し、前記ガラス成形用空隙は、供給された前記溶融ガラス流を受承して、前記供給された溶融ガラス流を前記成形用ロール間で薄くし、成形された厚さを有する成形されたガラスリボンを成形するために、前記ガラス給送デバイスの垂直方向下側に配置される、成形用ロールのペア;並びに
表面温度が400℃以下に維持されたサイズ決定用ロールのペアであって、前記サイズ決定用ロールのうち少なくとも1つは加工された表面を有し、前記サイズ決定用ロールは互いに僅かに隙間を空けて隣接する、サイズ決定用ロールのペア;
を備え、
前記サイズ決定用ロールのペアが、
外側ガラスサイジング表面を有する断熱シリンダと、
第1のスペーサリング対と、
第2のスペーサリング対と、
並進駆動機デバイスとを有し、
前記第1のスペーサリング対は、前記サイズ決定用ロールのペアの一方の前記断熱シリンダの各端部に隣接して設けられており、
前記第2のスペーサリング対は、前記サイズ決定用ロールのペアの他方の前記断熱シリンダの各端部に隣接して設けられており、
前記第1および第2のスペーサリングが、各断熱シリンダの外側ガラスサイジング表面をこえて径方向に延在する外側円筒状支承面を有し、
前記並進駆動機デバイスが、前記第1のスペーサリング対を前記第2のスペーサリング対に係合させるとともに、前記サイズ決定用ロールのペアの外側円筒状支承面を互いに押し付けるよう構成されており、それにより前記サイズ決定用ロールのペアの間に前記サイズ決定用空隙を画定し、
前記ガラスサイズ決定用空隙は、成形された前記ガラスリボンを受承して、前記成形されたガラスリボンを薄くし、前記成形されたガラスリボンに表面加工を施して、所望の厚さ、所望の厚さ均一性、及び前記ガラスリボンの少なくとも1つの表面上の所望の表面加工を有する、サイズ決定されたガラスリボンを製造するために、前記成形用ロールの垂直方向下側に配置される、装置。 - (a)前記ガラスサイズ決定用空隙は1mm以下の厚さを有し、前記サイズ決定されたガラスリボンは1mm以下の厚さを有すること;又は
(b)前記ガラス成形用空隙は、1.5mm〜2mmの厚さを有すること
のうちの少なくとも1つを特徴とする、請求項1に記載の装置。 - 各前記サイズ決定用ロールのガラスサイズ決定用円筒外側表面は、前記サイズ決定用ロールの回転軸に対して半径が±0.0125mm以下の範囲で変化するように形成され、
前記サイズ決定されたガラスリボンの厚さは、±0.025mm以下の範囲で変化する、請求項1に記載の装置。 - 各前記サイズ決定用ロールは:
(a)断熱性材料で形成されたもの;
(b)断熱性材料でコーティングされたもの;又は
(c)内側中空金属製円筒及び外側断熱性セラミック層で形成されたもの;
のうちの1つである、請求項3に記載の装置。 - 前記少なくとも1つのサイズ決定用ロール上に設置された、加工された表面を有する無端ベルトを更に備え、
前記無端ベルトは、前記少なくとも1つのサイズ決定用ロール上に、前記加工された表面を成形する、請求項1に記載の装置。 - ガラス又はガラスセラミックシートを正確に圧延成形及び表面加工するための装置であって:
1000℃以上のガラス温度の溶融ガラス流又はガラスセラミック流を供給するためのガラス給送デバイス;
表面温度が500℃以上に維持された成形用ロールのペアであって、前記成形用ロールは互いに僅かに隙間を空けて隣接し、前記成形用ロールの間のガラス成形用空隙を画定し、前記ガラス成形用空隙は、供給された前記溶融ガラス流を受承して、前記供給された溶融ガラス流を前記成形用ロール間で薄くし、成形された厚さを有する成形されたガラスリボンを成形するために、前記ガラス給送デバイスの垂直方向下側に配置される、成形用ロールのペア;並びに
表面温度が400℃以下に維持されたサイズ決定用ロールのペアであって、前記サイズ決定用ロールは互いに僅かに隙間を空けて隣接する、サイズ決定用ロールのペア;並びに
前記ガラスリボンの少なくとも1つの表面上に材料を堆積させて、前記ガラスリボンの上記少なくとも1つの表面上に所望の表面加工を施すためのデバイス;
を備え、
前記サイズ決定用ロールのペアが、
外側ガラスサイジング表面を有する断熱シリンダと、
第1のスペーサリング対と、
第2のスペーサリング対と、
並進駆動機デバイスとを有し、
前記第1のスペーサリング対は、前記サイズ決定用ロールのペアの一方の前記断熱シリンダの各端部に隣接して設けられており、
前記第2のスペーサリング対は、前記サイズ決定用ロールのペアの他方の前記断熱シリンダの各端部に隣接して設けられており、
前記第1および第2のスペーサリングが、各断熱シリンダの外側ガラスサイジング表面をこえて径方向に延在する外側円筒状支承面を有し、
前記並進駆動機デバイスが、前記第1のスペーサリング対を前記第2のスペーサリング対に係合させるとともに、前記サイズ決定用ロールのペアの外側円筒状支承面を互いに押し付けるよう構成されており、それにより前記サイズ決定用ロールのペアの間に前記サイズ決定用空隙を画定し、
前記ガラスサイズ決定用空隙は、成形された前記ガラスリボンを受承して、前記成形されたガラスリボンを薄くし、所望の厚さ及び所望の厚さ均一性を有するサイズ決定されたガラスリボンを製造するために、前記成形用ロールの垂直方向下側に配置される、装置。 - 前記材料を堆積させるためのデバイスは、前記材料を:
(a)前記サイズ決定用ロールのうちの少なくとも1つ;
(b)前記少なくとも1つのサイズ決定用ロールの周りを巡る無端ベルト;
(c)前記成形用ロールのうちの少なくとも1つの周りを巡る無端ベルト;又は
(d)前記ガラスリボンの前記少なくとも1つの表面;
のうちの1つの上にスプレーするスプレーノズルを備える、請求項6に記載の装置。 - 請求項1−5いずれか1項記載の装置を用いてガラス又はガラスセラミックシートを正確に圧延成形するためのプロセスであって:
1000℃以上のガラス温度又は200ポアズ〜10000ポアズの垂直な溶融ガラス流又はガラスセラミック流を、垂直に供給するステップ;
前記成形用ロールのペアを用いて、供給された前記溶融ガラス流を成形して、成形された厚さを有するガラスリボンを成形するステップ;並びに
前記サイズ決定用ロールのペアを用いて、前記成形されたガラスリボンをサイズ決定するステップであって、前記加工された表面は、前記ガラスリボンの少なくとも1つの表面に表面加工を施して、前記成形された厚さより小さい所望の厚さ、前記ガラスリボンの少なくとも1つの表面上の所望の表面加工、及び所望の厚さ均一性を有する、サイズ決定及び表面加工されたガラスリボンを製造するステップ
を含む、プロセス。 - 前記サイズ決定ステップは、前記サイズ決定用ロールのペアの表面温度を300℃以下、又は200℃以下に維持することを含む、請求項8に記載のプロセス。
- (a)前記サイズ決定されたガラスリボンは、1mm以下の厚さを有すること;
(b)前記成形されたガラスリボンは、1.5mm〜2mmの厚さを有すること;又は
(c)前記サイズ決定されたガラスリボンの前記厚さは均一な厚さから±0.025mm以下の範囲で変化すること;
のうちの少なくとも1つを特徴とする、請求項8に記載のプロセス。 - 請求項6または7記載の装置を用いてガラス又はガラスセラミックシートを正確に圧延成形するためのプロセスであって:
1000℃以上のガラス温度又は200ポアズ〜10000ポアズの垂直な溶融ガラス流又はガラスセラミック流を、垂直に供給するステップ;
前記成形用ロールのペアを用いて、供給された前記溶融ガラス流又はガラスセラミック流を成形して、成形された厚さを有するガラスリボンを成形するステップ;
前記サイズ決定用ロールのペアを用いて、前記成形されたガラスリボンをサイズ決定するステップであって、これにより、前記成形された厚さより小さい所望の厚さ、及び所望の厚さ均一性を有する、サイズ決定及び表面加工されたガラスリボンを製造する、ステップ;並びに
前記ガラスリボンの少なくとも1つの表面に材料を堆積させて、前記ガラスリボンの前記少なくとも1つの表面上に所望の表面加工を成形するステップ;
を含む、プロセス。 - 前記材料を堆積させるステップは:
(a)前記少なくとも1つのサイズ決定用ロール又は前記少なくとも1つのサイズ決定用ロール上に設置された無端ベルト上に、材料を堆積させて、前記少なくとも1つのサイズ決定用ロール又は前記無端ベルトから、前記ガラスリボンの前記少なくとも1つの表面に、前記材料を移動させること;又は
(b)前記ガラスリボンの前記少なくとも1つの表面上に前記材料をスプレーすること;
のうちの1つを含む、請求項11に記載のプロセス。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161565211P | 2011-11-30 | 2011-11-30 | |
| US61/565,211 | 2011-11-30 | ||
| US13/483,774 US8713972B2 (en) | 2011-05-31 | 2012-05-30 | Precision glass roll forming process and apparatus |
| US13/483,774 | 2012-05-30 | ||
| PCT/US2012/066943 WO2013082212A1 (en) | 2011-11-30 | 2012-11-29 | Precision roll forming of textured sheet glass |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015505803A JP2015505803A (ja) | 2015-02-26 |
| JP2015505803A5 JP2015505803A5 (ja) | 2018-08-23 |
| JP6392122B2 true JP6392122B2 (ja) | 2018-09-19 |
Family
ID=48465558
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014544858A Active JP6392122B2 (ja) | 2011-11-30 | 2012-11-29 | 表面加工されたシートガラスの高精度圧延成形 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9003835B2 (ja) |
| EP (1) | EP2785655B1 (ja) |
| JP (1) | JP6392122B2 (ja) |
| KR (1) | KR102054482B1 (ja) |
| CN (1) | CN104220386B (ja) |
| TW (1) | TWI601697B (ja) |
| WO (1) | WO2013082212A1 (ja) |
Families Citing this family (58)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9003835B2 (en) * | 2011-05-31 | 2015-04-14 | Corning Incorporated | Precision roll forming of textured sheet glass |
| WO2012166761A1 (en) * | 2011-05-31 | 2012-12-06 | Corning Incorporated | Precision glass roll forming process and apparatus |
| US9359251B2 (en) | 2012-02-29 | 2016-06-07 | Corning Incorporated | Ion exchanged glasses via non-error function compressive stress profiles |
| ES2547423T3 (es) * | 2012-11-29 | 2015-10-06 | Corning Incorporated | Conformación de precisión de vidrio plano y aparato de laminación de vidrio plano |
| BE1024032B1 (fr) * | 2013-02-27 | 2017-10-31 | Agc Glass Europe | Feuille de verre texturee a motifs rectilignes |
| US9556055B2 (en) * | 2013-04-30 | 2017-01-31 | Corning Incorporated | Method for reducing glass-ceramic surface adhesion, and pre-form for the same |
| CN105531236B (zh) | 2013-07-25 | 2018-11-30 | 康宁公司 | 形成玻璃带的方法和设备 |
| US11079309B2 (en) | 2013-07-26 | 2021-08-03 | Corning Incorporated | Strengthened glass articles having improved survivability |
| US10246365B2 (en) | 2013-10-09 | 2019-04-02 | Corning Incorporated | Apparatus and method for forming thin glass articles |
| US10118858B2 (en) | 2014-02-24 | 2018-11-06 | Corning Incorporated | Strengthened glass with deep depth of compression |
| US10343943B2 (en) | 2014-04-24 | 2019-07-09 | Corning Incorporated | Glass manufacturing apparatus and methods |
| TWI773291B (zh) | 2014-06-19 | 2022-08-01 | 美商康寧公司 | 無易碎應力分布曲線的玻璃 |
| EP3166896B1 (en) * | 2014-07-08 | 2019-12-04 | Corning Incorporated | Continuous processing of flexible glass ribbon |
| US10611664B2 (en) | 2014-07-31 | 2020-04-07 | Corning Incorporated | Thermally strengthened architectural glass and related systems and methods |
| CN106795036B (zh) | 2014-07-31 | 2021-05-28 | 康宁股份有限公司 | 热钢化玻璃及用于玻璃的热钢化的方法和设备 |
| US11097974B2 (en) | 2014-07-31 | 2021-08-24 | Corning Incorporated | Thermally strengthened consumer electronic glass and related systems and methods |
| TWI660929B (zh) | 2014-10-08 | 2019-06-01 | 美商康寧公司 | 含有金屬氧化物濃度梯度之玻璃以及玻璃陶瓷 |
| US10150698B2 (en) | 2014-10-31 | 2018-12-11 | Corning Incorporated | Strengthened glass with ultra deep depth of compression |
| CN115536270A (zh) | 2014-11-04 | 2022-12-30 | 康宁股份有限公司 | 深层非易碎应力曲线及其制造方法 |
| CN107635932B (zh) | 2015-05-18 | 2021-12-07 | 康宁股份有限公司 | 用于加工玻璃带的方法和系统 |
| US11613103B2 (en) | 2015-07-21 | 2023-03-28 | Corning Incorporated | Glass articles exhibiting improved fracture performance |
| US9701569B2 (en) | 2015-07-21 | 2017-07-11 | Corning Incorporated | Glass articles exhibiting improved fracture performance |
| WO2017020041A1 (en) | 2015-07-30 | 2017-02-02 | Corning Incorporated | Thermally strengthened glass and related systems and methods |
| KR20180033294A (ko) | 2015-07-30 | 2018-04-02 | 코닝 인코포레이티드 | 열적으로 강화된 유리 및 이와 관련된 시스템 및 방법 |
| WO2017044606A1 (en) | 2015-09-11 | 2017-03-16 | Corning Incorporated | Photochromic multi-pane windows |
| DK3386930T3 (da) | 2015-12-11 | 2021-07-26 | Corning Inc | Fusionsformbare, glasbaserede artikler indbefattende en metaloxidkoncentrationsgradient |
| EP3402762B1 (en) | 2016-01-12 | 2023-11-08 | Corning Incorporated | Thin thermally and chemically strengthened glass-based articles |
| US11795102B2 (en) | 2016-01-26 | 2023-10-24 | Corning Incorporated | Non-contact coated glass and related coating system and method |
| KR20180102194A (ko) | 2016-01-29 | 2018-09-14 | 코닝 인코포레이티드 | 열적으로 강화된 광변색성 유리 및 관련 시스템 및 방법 |
| KR20200091500A (ko) | 2016-04-08 | 2020-07-30 | 코닝 인코포레이티드 | 두 영역을 포함하는 응력 프로파일을 포함하는 유리-계 물품, 및 제조 방법 |
| TWI750807B (zh) | 2016-04-08 | 2021-12-21 | 美商康寧公司 | 包含金屬氧化物濃度梯度之玻璃基底物件 |
| US11453612B2 (en) | 2016-04-20 | 2022-09-27 | Corning Incorporated | Glass-based articles including a metal oxide concentration gradient |
| TWI729116B (zh) * | 2016-04-21 | 2021-06-01 | 美商康寧公司 | 用於處理玻璃的方法與設備 |
| CN109071318B (zh) | 2016-05-04 | 2022-09-27 | 康宁股份有限公司 | 着色硅铝酸盐玻璃组合物及包含该玻璃组合物的玻璃制品 |
| US9837390B1 (en) | 2016-11-07 | 2017-12-05 | Corning Incorporated | Systems and methods for creating fluidic assembly structures on a substrate |
| US20180312421A1 (en) * | 2017-04-28 | 2018-11-01 | Corning Incorporated | Systems and methods for display formation using a mechanically pressed pattern |
| JP2020528864A (ja) * | 2017-07-28 | 2020-10-01 | コーニング インコーポレイテッド | ガラス処理装置及び方法 |
| US11485673B2 (en) | 2017-08-24 | 2022-11-01 | Corning Incorporated | Glasses with improved tempering capabilities |
| CN111491901B (zh) * | 2017-10-31 | 2022-10-18 | 康宁公司 | 制造玻璃带的方法 |
| TWI785156B (zh) | 2017-11-30 | 2022-12-01 | 美商康寧公司 | 具有高熱膨脹係數及對於熱回火之優先破裂行為的非離子交換玻璃 |
| US20190169059A1 (en) * | 2017-12-04 | 2019-06-06 | Corning Incorporated | Methods for forming thin glass sheets |
| WO2020005555A1 (en) * | 2018-06-28 | 2020-01-02 | Corning Incorporated | Continuous methods of making glass ribbon and as-drawn glass articles from the same |
| FR3083225B1 (fr) * | 2018-06-29 | 2020-06-26 | Saint-Gobain Glass France | Dispositif de laminage a interstice mesurable |
| CN113165937B (zh) * | 2018-10-31 | 2023-06-13 | 康宁公司 | 玻璃形成装置和方法 |
| KR20210154825A (ko) | 2019-04-23 | 2021-12-21 | 코닝 인코포레이티드 | 확정 응력 프로파일을 갖는 유리 라미네이트 및 그 제조방법 |
| DE102019113635A1 (de) * | 2019-05-22 | 2020-11-26 | Schott Ag | Verfahren und Vorrichtung zur Verarbeitung von Glaselementen |
| JP7520902B2 (ja) * | 2019-06-28 | 2024-07-23 | コーニング インコーポレイテッド | ガラスリボンを生成する方法及びそのための装置 |
| KR20220044538A (ko) | 2019-08-06 | 2022-04-08 | 코닝 인코포레이티드 | 균열을 저지하기 위한 매장된 응력 스파이크를 갖는 유리 적층물 및 이를 제조하는 방법 |
| KR20220063203A (ko) * | 2019-09-12 | 2022-05-17 | 코닝 인코포레이티드 | 유리 리본 제조 방법 및 장치 |
| CN111320356A (zh) * | 2020-02-20 | 2020-06-23 | 江汉大学 | 一种高硬度高透明性聚酰亚胺覆膜型超薄玻璃的制备方法 |
| CN115697926A (zh) * | 2020-03-31 | 2023-02-03 | 康宁公司 | 用来生产薄的、穿孔的玻璃片的方法和装置 |
| WO2021202515A1 (en) * | 2020-03-31 | 2021-10-07 | Corning Incorporated | Versatile glass forming and processing system with 3-d vacuum forming capability |
| KR20220162141A (ko) * | 2020-03-31 | 2022-12-07 | 코닝 인코포레이티드 | 3-d 진공 형성 능력을 갖춘 다목적 유리 형성 컨베이어 |
| JP2023526620A (ja) * | 2020-05-18 | 2023-06-22 | コーニング インコーポレイテッド | 溜まり形成デバイス |
| WO2022072257A1 (en) * | 2020-10-02 | 2022-04-07 | Corning Incorporated | Methods and apparatus for manufacturing a glass ribbon |
| NL2027190B1 (en) * | 2020-11-13 | 2022-06-30 | Corning Inc | Apparatus for, and method of, roll forming sheets of high refractive index glass |
| JP2024531815A (ja) * | 2021-09-22 | 2024-08-29 | コーニング インコーポレイテッド | ガラスリボンの処理方法及びそのための装置 |
| WO2023164198A1 (en) * | 2022-02-28 | 2023-08-31 | Corning Incorporated | Methods and apparatus for manufacturing a ribbon |
Family Cites Families (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1447702A (en) * | 1919-11-10 | 1923-03-06 | Libbey Owens Sheet Glass Co | Method and apparatus for drawing sheet glass |
| US1616405A (en) * | 1920-05-05 | 1927-02-01 | Ford Motor Company Of Delaware | Machine and method for drawing glass |
| US1674856A (en) * | 1921-12-27 | 1928-06-26 | Danner Edward | Method and apparatus for forming figured glassware |
| US1603946A (en) * | 1923-05-07 | 1926-10-19 | Pittsburgh Plate Glass Co | Apparatus for making sheet glass |
| US1569465A (en) * | 1925-04-30 | 1926-01-12 | Libbey Owens Sheet Glass Co | Sheet-glass apparatus |
| US1593567A (en) * | 1925-10-29 | 1926-07-27 | Clarence P Byrnes | Glass shaping or feeding |
| US1608644A (en) * | 1926-03-01 | 1926-11-30 | Hartford Empire Co | Method of and apparatus for forming sheet glass |
| US1829409A (en) * | 1927-02-28 | 1931-10-27 | Mississippi Glass Co | Method and apparatus for producing sheet glass |
| US1772072A (en) * | 1927-10-06 | 1930-08-05 | Libbey Owens Ford Glass Co | Process and apparatus for forming sheet glass |
| US1864360A (en) * | 1927-11-25 | 1932-06-21 | Lemaire Jean Henri | Plant for the manufacture of sheets of glass |
| US1818152A (en) * | 1928-01-19 | 1931-08-11 | Libbey Owens Ford Glass Co | Process and apparatus for forming sheet glass |
| AT239986B (de) * | 1961-06-14 | 1965-05-10 | Moosbrunner Glasfabriks Ag | Vorrichtung zur Herstellung von Glasbändern durch Auswalzen mittels zweier Walzen |
| NL281957A (ja) | 1961-08-12 | |||
| US3227537A (en) * | 1961-12-06 | 1966-01-04 | Corning Glass Works | Method of forming glass ribbons |
| US3660066A (en) * | 1962-10-30 | 1972-05-02 | Rubo Vertriebs Gmbh | Process and apparatus for the continuous manufacture of profiled glass bars |
| US3446275A (en) * | 1966-09-10 | 1969-05-27 | Tokyo Shibaura Electric Co | Cooled roller |
| FR1582950A (ja) * | 1968-08-27 | 1969-10-10 | ||
| US3841857A (en) * | 1969-10-03 | 1974-10-15 | Transglas Patent & Lizen | Method for the continuous production of glass, especially glass possessing a substantially band-shaped cross-sectional configuration |
| JPS52125523A (en) * | 1976-04-14 | 1977-10-21 | Central Glass Co Ltd | Figured flat glass production method |
| GB2091844B (en) * | 1981-01-22 | 1984-08-22 | Nippon Steel Corp | Transport roll for transporting hot material and train of such transport rolls |
| JPS5939732A (ja) * | 1982-08-27 | 1984-03-05 | Natl House Ind Co Ltd | 着色ガラス板の製造法 |
| JPS63195135A (ja) * | 1987-02-09 | 1988-08-12 | Nippon Sheet Glass Co Ltd | 型板ガラスの製造方法 |
| CN1018631B (zh) * | 1987-10-05 | 1992-10-14 | 尚惠春 | 工业化生产彩虹发生材料及彩虹制品的方法 |
| US4983202A (en) | 1990-02-27 | 1991-01-08 | Libbey-Owens-Ford Co. | Glass sheet heating furnace and method of using |
| JPH0585756A (ja) * | 1991-05-28 | 1993-04-06 | Corning Inc | 模様付ガラス加工物を製造する装置およびその製造方法 |
| CN1139651A (zh) * | 1995-06-30 | 1997-01-08 | 王建伟 | 光学精密薄板玻璃挤压成型法 |
| JPH11139837A (ja) * | 1997-11-07 | 1999-05-25 | Ishizuka Glass Co Ltd | 板ガラスの成形装置及び成形方法 |
| US6796146B2 (en) * | 2000-06-02 | 2004-09-28 | Guardian Industries Corp. | Method for manufacturing patterned glass products |
| JP2002047019A (ja) * | 2000-07-28 | 2002-02-12 | Asahi Glass Co Ltd | 板状ガラス製品のロールアウト成形方法及びその装置 |
| FR2818634B1 (fr) * | 2000-12-22 | 2003-10-24 | Saint Gobain | Substrat en verre pourvu d'elements en verre et en relief |
| JP2002249329A (ja) * | 2001-02-22 | 2002-09-06 | Asahi Glass Co Ltd | 型板硝子の製法 |
| JP3898045B2 (ja) | 2001-12-03 | 2007-03-28 | 旭テクノグラス株式会社 | 板状ガラス成形装置及び板状ガラスの成形方法 |
| WO2003082755A1 (en) * | 2002-03-22 | 2003-10-09 | Corning Incorporated | Pulling rolls for use in manufacturing sheet glass |
| US20040093900A1 (en) * | 2002-11-15 | 2004-05-20 | Fredholm Allan M. | Apparatus and method for producing sheets of glass presenting at least one face of very high surface quality |
| JP2005053757A (ja) | 2003-08-06 | 2005-03-03 | Hoya Corp | ガラスの製造装置及び製造方法 |
| JP4752725B2 (ja) * | 2005-11-17 | 2011-08-17 | 株式会社ニコン | ガラス基板およびその製造方法 |
| JP4450078B2 (ja) * | 2007-03-16 | 2010-04-14 | ソニー株式会社 | 光学シートの製造方法 |
| EP2065345A1 (en) * | 2007-11-29 | 2009-06-03 | Corning Incorporated | Apparatus and method for producing sheets of glass presenting at least one face of very high surface quality |
| JP2010143800A (ja) * | 2008-12-19 | 2010-07-01 | Nippon Electric Glass Co Ltd | ガラス板製造装置 |
| EP2226299B1 (en) * | 2009-02-23 | 2018-01-24 | Corning Incorporated | Glass manufacturing system and method for forming a high quality thin glass sheet |
| EP2258665A1 (en) * | 2009-06-04 | 2010-12-08 | Corning Incorporated | In line glass patterning during fusion draw process |
| EP2258664A1 (en) | 2009-06-04 | 2010-12-08 | Corning Incorporated | Vertical rolling apparatus and method for producing a textured glass sheet |
| EP2301898A1 (en) * | 2009-09-29 | 2011-03-30 | Corning Incorporated | Glass texturing using a porous textured roll under vacuum |
| WO2012166761A1 (en) * | 2011-05-31 | 2012-12-06 | Corning Incorporated | Precision glass roll forming process and apparatus |
| US9003835B2 (en) * | 2011-05-31 | 2015-04-14 | Corning Incorporated | Precision roll forming of textured sheet glass |
| US9676649B2 (en) * | 2011-08-26 | 2017-06-13 | Corning Incorporated | Glass substrates with strategically imprinted B-side features and methods for manufacturing the same |
-
2012
- 2012-11-28 US US13/687,078 patent/US9003835B2/en active Active
- 2012-11-29 JP JP2014544858A patent/JP6392122B2/ja active Active
- 2012-11-29 CN CN201280068295.5A patent/CN104220386B/zh active Active
- 2012-11-29 TW TW101144764A patent/TWI601697B/zh active
- 2012-11-29 WO PCT/US2012/066943 patent/WO2013082212A1/en active Application Filing
- 2012-11-29 EP EP12808955.4A patent/EP2785655B1/en active Active
- 2012-11-29 KR KR1020147016149A patent/KR102054482B1/ko active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| CN104220386A (zh) | 2014-12-17 |
| CN104220386B (zh) | 2017-06-20 |
| EP2785655A1 (en) | 2014-10-08 |
| KR20140105752A (ko) | 2014-09-02 |
| EP2785655B1 (en) | 2019-12-25 |
| KR102054482B1 (ko) | 2019-12-10 |
| WO2013082212A1 (en) | 2013-06-06 |
| US9003835B2 (en) | 2015-04-14 |
| TWI601697B (zh) | 2017-10-11 |
| US20130133369A1 (en) | 2013-05-30 |
| JP2015505803A (ja) | 2015-02-26 |
| TW201331135A (zh) | 2013-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6392122B2 (ja) | 表面加工されたシートガラスの高精度圧延成形 | |
| EP2714600B1 (en) | Precision glass roll forming process and apparatus | |
| US9834467B2 (en) | Method and apparatus for making a profiled tubing and a sleeve | |
| CN105164071B (zh) | 降低玻璃-陶瓷表面粘附的方法,及用于其的预成形件 | |
| EP2258665A1 (en) | In line glass patterning during fusion draw process | |
| KR100462935B1 (ko) | 유리 제품을 프레스 성형시키기 위한 방법 및 장치 | |
| US12084372B2 (en) | Forming glass containers from tubular parisons | |
| US20230148131A1 (en) | Direct loading of glass gobs into traversable blank molds | |
| JP6055714B2 (ja) | ガラス塊の製造方法、ガラス塊の製造装置、及びガラス成形品の製造方法 | |
| JP2986603B2 (ja) | ガラス成形品の成形方法および装置 | |
| CN113429117B (zh) | 一种微晶玻璃的成形装置以及成形方法 | |
| JPH0826739A (ja) | ガラス素子の製造方法及び装置 | |
| CN116710410A (zh) | 用于加热,特别是用于弯曲玻璃质玻璃板的装置和方法 | |
| JPH0891852A (ja) | ガラスレンズ成形用プリフォームの製造装置 | |
| JPH01270527A (ja) | 光学素子の成形方法と装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20151019 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151019 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160909 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161101 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20170201 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20170403 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171003 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180104 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20180305 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20180403 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180615 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180724 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180822 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6392122 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |